

Прошлой зимой я стоял над матрицей твёрдостью 42 HRC, которая выглядела так, будто её погрызла крыса. Две недели в эксплуатации. Владелец мастерской всё время постукивал по техническому листу: “Закалённая сталь. В пределах нормы”.”
Так почему же плечо уже начало задираться?
Он думал, что сталь мягкая. Я думал, что его геометрия его обманывает.
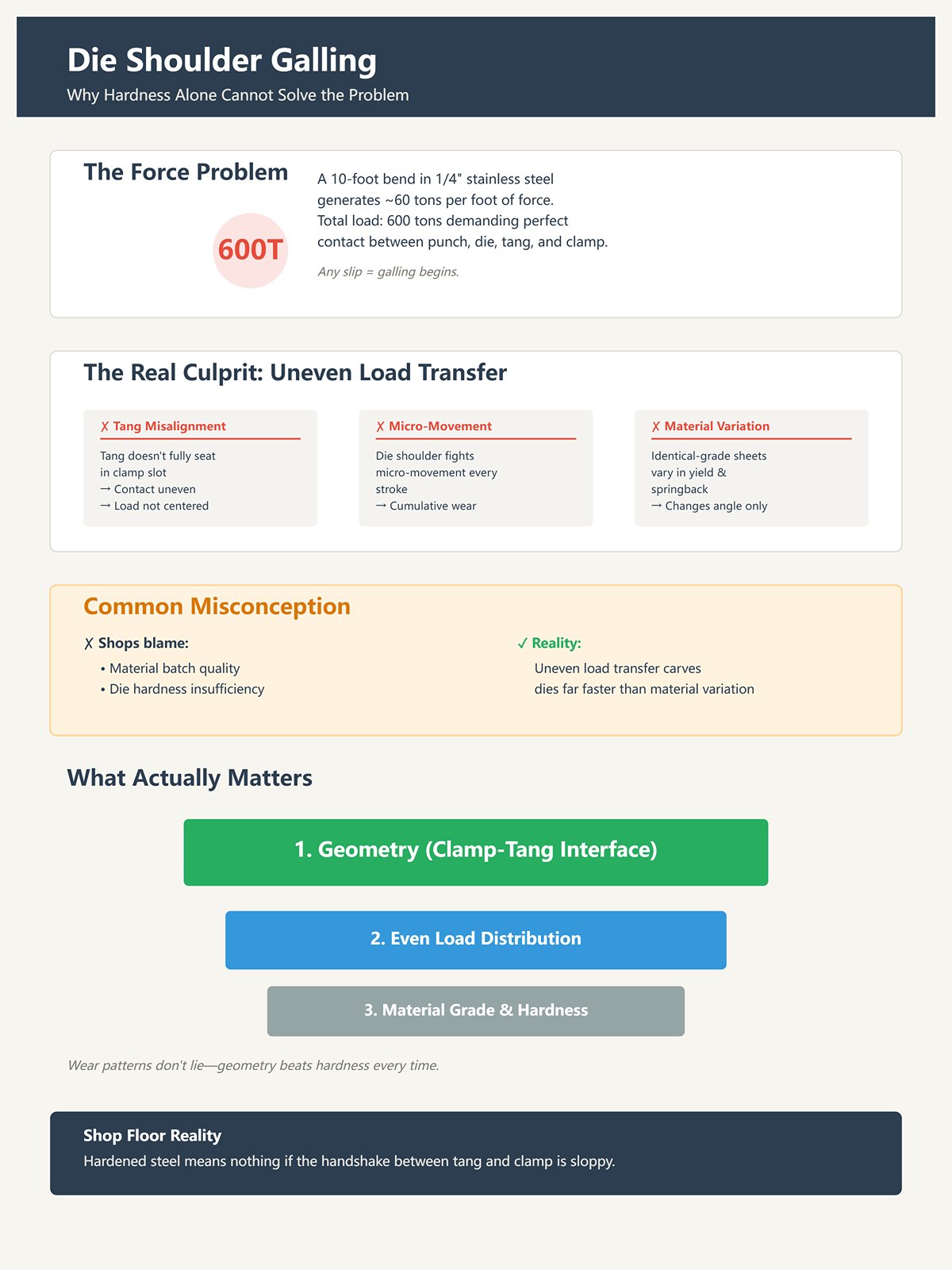
Представьте изгиб длиной 10 футов в нержавейке толщиной 1/4 дюйма. Примерно 60 тонн на фут. Это 600 тонн, которые требуют, чтобы ваш пуансон, матрица, хвостовик и зажим пожали друг другу руки, не скользя.
Теперь представьте, что эта сила проходит через хвостовик, который не полностью садится в паз зажимного механизма станка. Контакт неполный. Нагрузка не по центру. Плечо матрицы сопротивляется не только вертикальной силе — оно борется с микродвижением при каждом ударе.
Задир начинается на плече, но спор зарождается у зажима.
Я видел, как мастерские обвиняют партии материала, хотя листы одинаковой марки различаются по пределу текучести и упругому восстановлению. Это отличие влияет на угол, да. Но оно не уничтожает матрицу так быстро. Это делает неравномерная передача нагрузки.
Закалённая сталь ничего не значит, если «рукопожатие» между хвостовиком и зажимом расхлябанное.
Реальность цеха: Рисунок износа не врёт — геометрия всегда побеждает твёрдость.

Допустим, ваш хвостовик чуть уже, чем требуемо для зажима. Не настолько, чтобы его отклонить. Просто достаточно, чтобы он каждый раз немного по-разному устанавливался.
В понедельник утром вы подправляете задний упор, корректируете угол, попадаете в допуск. Во вторник та же работа, другой оператор, ещё два пробных изгиба. К пятнице все снова “настраивают с нуля”.
Это мышление «корзины для брака» — воспринимать каждую коррекцию как норму, вместо того чтобы задать вопрос, почему инструмент никогда не повторяет результат.
Налог — не только в износе инструмента. Это ещё пять лишних пробных ударов при каждой настройке. Микроподгонки. Постепенно растущее недоверие к собственным числам.
Точность умирает от тысячи мелких уступок.
Реальность цеха: Если ваш первый изгиб непредсказуем, значит, ваш зажим тоже.
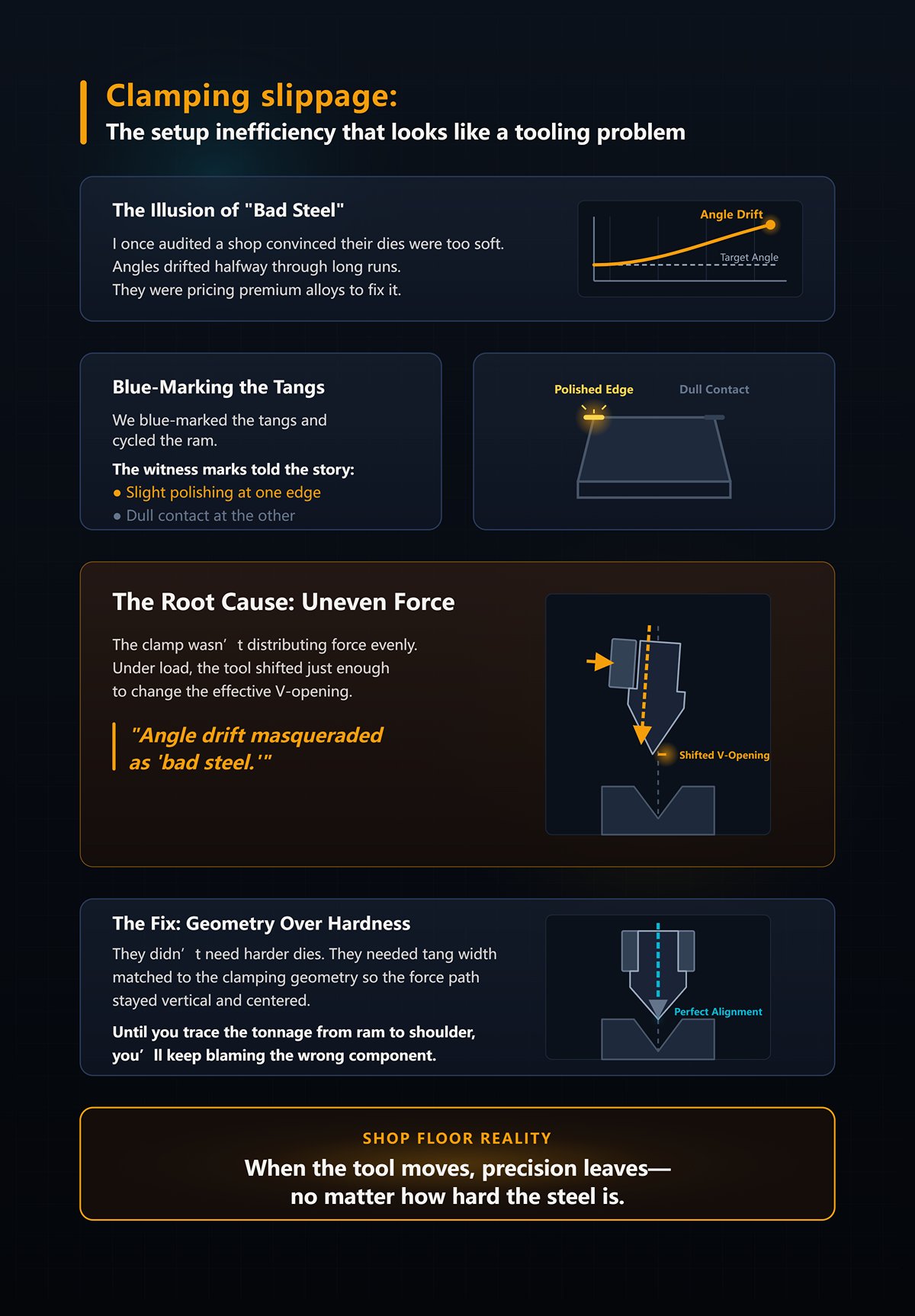
Однажды я проводил аудит магазина, будучи уверен, что их штампы слишком мягкие. Углы начинали «плыть» на середине длинных серий. Они оценивали стоимость премиальных сплавов, чтобы исправить проблему.
Мы сделали синюю метку на хвостовиках и прокачали пресс.
Следы показали историю — легкая полировка на одном краю, тусклый контакт на другом. Зажим не распределял усилие равномерно. Под нагрузкой инструмент смещался ровно настолько, чтобы изменить эффективное V-отверстие.
Дрейф угла выдавал себя за “плохую сталь”.”
Им не нужны были более твердые штампы. Им требовалась ширина хвостовика, соответствующая геометрии зажима, чтобы путь сил оставался вертикальным и централизованным.
Пока вы не проследите тонnage от ползуна до плеча, вы будете продолжать обвинять не тот компонент.
Реальность цеха: Когда инструмент двигается, точность уходит — независимо от того, насколько твердая сталь.
Теперь вы задаете правильный вопрос: если твердость не решает проблему, то какие геометрические стандарты действительно удерживают усилие по центру и делают его воспроизводимым?
В прошлом месяце у меня был магазин, работающий с тремя стилями инструмента на одном 12-футовом прессе. Один пуансон имел хвостовик 0,500 дюйма. Другой — 13 мм. Премиальный комплект — 20 мм. Все они “подходили” к зажиму. Ни один не имел одинаковую геометрию захвата. Оператор утверждал, что машина держит ±0,5°. На бумаге он был прав. На практике каждая смена tooling требовала двух-трех дополнительных ударов, чтобы поймать угол.
Это не сталь. Это сбой в механическом «рукопожатии» из трех точек — зажим машины, хвостовик инструмента и прочность материала на растяжение. Когда эти три не захватывают равномерно, ваш потолок точности падает задолго до того, как это делают спецификации машины.
Вот механизм.
Представьте снова 1/4-дюймовую нержавейку. Назовем это 60 тонн на фут. На 10 футов это 600 тонн, которые требуют, чтобы хвостовик оставался идеально на месте, пока плечо штампа сопротивляется расползанию. Если карман зажима рассчитан на хвостовик 20 мм, а вы вставляете хвостовик 12,7 мм с вставкой-ключом, вы уменьшаете ширину контакта более чем на 7 мм. Путь силы сужается. Давление растет. Появляется возможность микронаклона.
Выглядит не драматично. Проявляется как дрейф угла, несогласованность радиуса и износ плеча.
Ваша машина может обещать ±0,5° весь день. Но ваша геометрия решает, достигнете ли вы этого.
Реальность на производстве: ваш потолок точности задается площадью контакта, а не твердостью по каталогу.
Позвольте мне привести конкретную сцену.
Магазин переключается с системы хвостовика 13 мм на 20 мм на одном и том же прессе. Без модернизации зажима. Просто адаптеры. Разница — 7 мм в ширине захвата. Пуансон садится, зажимается и запускается.
Первая работа: 3 мм мягкая сталь, воздушный изгиб, V-отверстие в 8 раз больше толщины. Углы выглядят нормально после настройки. В середине работы внутренний радиус начинает постепенно уменьшаться на несколько сотых. Незаметно для глаза. Измеримо по деталям, накапливающимся на тележке.
Почему?
Потому что более узкий хвостовик концентрирует усилие зажима ближе к центру. Под нагрузкой корпус пуансона испытывает немного больше упругого вращения — речь идет о микронах — но это вращение смещает эффективную линию изгиба относительно V-отверстия. Когда линия изгиба смещается, смещается нейтральная ось. Ваш внутренний радиус следует за ней.
Пять миллиметров не сидят там вежливо. Это меняет то, как сила передается в инструмент.
А когда вы работаете с нагрузкой 60 тонн на фут, это значит, что каждый фут усиливает это несоответствие. На большой длине инструмента эти микрометры складываются в изменение угла и радиуса, которое вы будете исправлять регулировкой заднего упора вместо устранения проблемы в области зажима.
Мышление “корзины для брака” говорит: “Просто добавь глубину”. Профессиональное мышление спрашивает: «Почему линия изгиба сместилась в первую очередь?»
Реальность производственного цеха: если ширина выступа (танга) изменяется, линия изгиба смещается — признаете вы это или нет.
Я ношу разметочную краску не просто так.
Мы покрываем выступ краской, зажимаем его, выполняем цикл при легкой нагрузке, затем снимаем. Следы на поверхности показывают правду. В несогласованных системах я вижу сильный полированный участок с одной стороны и слабый контакт с другой. Это значит, что давление зажима неравномерно по ширине выступа.
Давление равно силе, делённой на площадь. Уменьшите эффективную площадь с несогласованным выступом, и локальное давление возрастет. Высокое локальное давление врезается. Зоны с низким давлением позволяют микроскольжение. Представьте теперь, что сила проходит через выступ, который не полностью сидит в пазе зажима станка. Путь нагрузки уже не вертикален. Он смещён.
При полной нагрузке на изгиб — снова 60 тонн на фут — этот смещённый путь превращается в маленькие боковые сдвиги. Боковые сдвиги меняют эффективное V-отверстие в точке контакта. Измените V-отверстие — и вы измените угол изгиба при той же глубине хода ползуна.
Никто не измеряет распределение давления зажима при наладке. Измеряют угол уже после того, как он стал неправильным.
И вот где спецификации станка сбивают вас с толку. Да, при динамическом компенсации прогиба и лазерной обратной связи некоторые прессы могут держать точность лучше ±0,1°. Но эта система управления исправляет симптомы. Она не может сделать жёстким выступ, который качается внутри слишком большого зажимного кармана.
Нельзя выйти из плохого сопряжения с помощью серводвигателей.
Реальность производственного цеха: неравномерное давление зажима превращает каждый ход в слегка изменённый инструмент.
Теперь сложите сегментированные пуансоны на длину 8 футов.
Один сегмент на 0,02 мм выше своего соседа. Это в пределах допуска многих производителей. Сам по себе — ничего страшного. Но в сочетании с неравномерным зажимом из-за несоответствия выступа, более высокий сегмент становится основным носителем нагрузки.
Под нагрузкой этот сегмент получает более чем свою долю 60 тонн на фут. Он прогибается больше. Соседний сегмент прогибается меньше. Ваш угол изгиба варьируется по длине — плотнее с одной стороны, более открыт с другой.
Операторы называют это ошибкой компенсации прогиба или вариацией материала. Но из-за этого штамп так быстро не изнашивается.
Механизм прост: неравномерный зажим усиливает небольшие различия по высоте. Эти различия перенаправляют нагрузку. Перенаправленная нагрузка изменяет локальное проникновение в V-матрицу. Локальное проникновение меняет угол и внутренний радиус.
Сделайте 500 деталей таким образом, и высокий сегмент покажет преждевременный износ. Теперь вы снова будете обвинять твердость стали.
Вы понимаете, как это накапливается? Ширина шипа влияет на распределение давления. Распределение давления усиливает вариацию высоты. Вариация высоты изменяет распределение нагрузки. Распределение нагрузки меняет геометрию изгиба.
Это ваш предел точности.
Следующий вопрос очевиден: если разные системы оснастки используют шипы 12,7 мм, 13 мм или 20 мм, как каждая конструкция по-разному контролирует этот «рукопожатие» — и какая из них на самом деле защищает путь передачи усилия, а не играет с ним на удачу?
Реальность производства: при больших объемах, 0,02 мм плюс плохое зажимание равно поддону брака.
Представьте три пуансона на верстаке: американский шип безопасности 12,7 мм, европейский шип Promecam 13 мм и шип Wila 20 мм. Один и тот же пресс. Один и тот же мягкий лист толщиной 3 мм. Одно и то же V-отверстие в 8× толщины. Единственное, что меняется — это то, как шип заполняет карман зажима.
Теперь нагрузите его 60 тоннами на фут.
На бумаге разница между 12,7 и 13 мм кажется тривиальной. В стали под нагрузкой эти 0,3 мм решают, будет ли шип контактировать по всей поверхности или сначала коснется одного края. Шип 20 мм не просто расширяет захват; он меняет то, куда болты зажима передают усилие в тело пуансона. Более широкий шип означает больший моментный рычаг, сопротивляющийся вращению. Более узкий шип означает более высокое локальное давление и большую склонность к раскачиванию, если путь усилия не идеально центрирован.
Это не приверженность бренду. Это геометрия.
Каждая система — это механический контракт: геометрия зажима станка, ширина и профиль шипа, а также прочность на растяжение материала, который вы гнете. Нарушите этот контракт — и линия изгиба сместится. Сохраните согласованность — и путь нагрузки останется вертикальным.
Вопрос не в том, какая система “лучше”. Вопрос в том, какая соответствует ограничениям вашего станка, не создавая скрытой оси вращения в зажиме.
Я зашел в цех, где гнули лист толщиной 1/4 дюйма на старом механическом прессе. Оснастка американского типа. Шип безопасности 12,7 мм. Ручные установочные винты. Оператору он нравился, потому что не выпадет, если зажим ослабнет.
Справедливо.
Но при 60 тоннах на фут при тяжелом воздушном гибе мы закалили шип и сделали несколько циклов. Следы показали сильный блеск вдоль переднего края, слабый контакт сзади. Защитный выступ не дал пуансону упасть, но фактический контакт зажима был уже, чем предполагала ширина шипа. Это создает пик давления возле передней поверхности.
Давление = сила, деленная на площадь. Та же тоннажность, меньшая эффективная контактная зона — выше локальное давление. Высокое давление повышает зацепление на одном крае и вызывает микроповорот в сторону матрицы. Этот поворот смещает линию изгиба вперед на долю миллиметра. На тонком материале вы компенсируете это глубиной. На толстом и высокопрочном — это проявляется как непостоянство угла вдоль длины.
Шип безопасности делает то, для чего он был разработан: защищает оператора и работает с простыми зажимами. Он никогда не был предназначен для самоустановки под высокой динамической нагрузкой. Когда вы заставляете его вести себя как точно шлифованная, самозацепляющаяся система — вы мыслите в логике корзины для брака.
Реальность производства: американская оснастка стабильна в правильном зажиме, но она не исправит путь усилия, который ваш станок изначально не контролировал.
Другой цех. ЧПУ гидравлический пресс с боковыми зажимами, рассчитанными на шипы Promecam 13 мм. Без защитного выступа. Шип заполняет паз более полно, чем американский 12,7 мм, и поверхность зажима обычно охватывает большую часть вертикальной поверхности.
При тех же 60 тоннах на фут отпечатки синевы показывают другую картину: контакт более широкий и равномерный. Меньше смещения к краю. Хвостовик садится глубже и ровнее, потому что геометрия зажима спроектирована вокруг этого профиля 13 мм. Это уменьшает свободу вращения ещё до того, как нагрузка достигает полного уровня.
Но самоцентрирования нет. Сегменты всё так же нужно выравнивать. Всё так же нужно затягивать поочерёдно. Настройка занимает больше времени, чем у системы с настоящей быстрой сменой. Такова плата: умеренное время настройки за высокую повторяемость при разумной стоимости оснастки.
Вот где люди путаются. Они думают, что точность уровня Wila требует оборудования уровня Wila. Не всегда. Если объём производства малый или средний, и вы не меняете инструмент десять раз за смену, правильно подобранная система Promecam способна обеспечить “высокую” точность без капитальных затрат. Соответствие сохраняется, потому что станок и хвостовик проектировались вместе.
Ошибка мастерских — в попытке вставить 13‑мм хвостовик в зажим, разбитый годами работы с американским инструментом. Тогда хвостовик гуляет в изношенном пазу, и вся теоретическая точность исчезает.
Реальность на производстве: европейская точность существует только тогда, когда сам зажим изначально европейский.
Теперь взгляните на 20‑мм хвостовик Wila в гидравлическом самопозиционирующемся зажиме. Вставьте, нажмите кнопку — и система подтягивает хвостовик вверх и назад к фиксированной опоре. Никаких установочных винтов. Никакой боковой нагрузки. Геометрия обеспечивает выравнивание до того, как возрастает давление.
При 60 тоннах на фут этот более широкий хвостовик распределяет зажимное усилие по большей поверхности и увеличивает сопротивление вращению просто за счёт геометрии. Большая ширина контакта означает более низкое локальное давление при той же нагрузке. Меньшее давление — меньше колебаний зацепления, меньше микроскольжения и более стабильное положение линии сгиба по всей длине.
А вот что продавцы обычно опускают.
Если вы работаете короткими партиями, делаете две перенастройки в день и гнёте мягкую сталь толщиной меньше 1/8 дюйма, время на перенастройку вы окупите не скоро. Прирост точности относительно хорошо обслуживаемой системы Promecam может быть измерим, но не выгоден. Окупаемость наступает, когда вы часто меняете инструмент, используете сегментированные матрицы на длинных станинах или работаете с высокопрочным материалом, где стабильность зажима сохраняет и угол, и ресурс инструмента.
Я видел, как мастерские крепят инструмент с 20‑мм хвостовиком через гибридные переходники в 13‑мм зажимы, чтобы “получить лучшее из обоих миров”. На деле они получают накапливающуюся цепочку допусков и новую ось вращения между адаптером и ползуном. Теперь представьте, как усилие проходит через хвостовик, который не садится полностью в паз зажима машины. Вы снова вводите то самое вращение, которое система 20 мм призвана устранить.
Это не модернизация. Это отрицание геометрии.
Wila — не волшебство. Это полный механический «рукопожатие». Стоит «сломать» хоть один «палец» этого рукопожатия адаптерами или изношенными зажимами — и вы снова гоняетесь за микронами, регулируя глубину ползуна.
Реальность на производстве: система 20 мм окупается, когда ваш объём и нагрузки по растяжению требуют повторяемого самовыравнивания — иначе вы платите за скорость, которую не используете.
И это оставляет неудобный вопрос: если каждая система работает только как связанный комплект, что будет, если начать смешивать их в одной мастерской?
| Система | Ключевые моменты |
|---|---|
| Американский инструмент (хвостовик 12,7 мм с предохранительным выступом) | Разработан, чтобы предотвратить падение пуансона при ослаблении зажима; работает с более простыми зажимами; при высокой нагрузке (60 т/фут) площадь контакта уже, чем кажется по ширине хвостовика; возникают пики давления у передней кромки; повышенное локальное давление ведёт к микровращению и смещению линии сгиба; подходит для безопасности и базовой стабильности, но не для точного самоустановления при динамической нагрузке; стабилен лишь при правильном контроле пути силы со стороны зажима. |
| Европейский Promecam (хвостовик 13 мм) | Хвостовик заполняет паз полнее, чем американский 12,7 мм; более широкий и равномерный контакт зажима под нагрузкой; уменьшенные смещения к краю и свобода вращения; требует ручного выравнивания и последовательной затяжки; умеренное время наладки с высокой повторяемостью; экономичная точность для малого и среднего производства; точность зависит от правильно подобранного европейского зажима — изношенные или несоответствующие зажимы сводят преимущества на нет. |
| Система Wila с хвостовиком 20 мм | Гидравлический самоустанавливающийся зажим автоматически затягивает шип в фиксированную опору; более широкий шип распределяет усилие по большей контактной площади; уменьшенное локальное давление, микроскольжение и вариация линии изгиба; идеально для частых переналадок, сегментированной оснастки, длинных столов и материалов с высокой прочностью на разрыв; окупаемость зависит от объема производства и частоты наладок; переходники или гибридные установки вводят накопление допусков и вращение, нивелируя преимущества системы; эффективно только как полная, интегрированная система. |
Хотите знать, что на самом деле происходит, когда американские, европейские и 20-миллиметровые системы соседствуют на одном производственном цехе?
Отклонение угла, которое проявляется только на последних трёх деталях длинной партии. Следы инструмента, которых не было вчера. Операторы слегка подправляют глубину каждые десять циклов, потому что “материал, должно быть, меняется”. Время наладки тихо растёт, пока все винят чертёж.
Ничто из этого не начинается в стали.
Это начинается в «рукопожатии».
Когда вы вставляете переходник между ползуном и пуансоном, вы меняете не только ширину шипа. Вы вставляете новую поверхность, новый диапазон допусков, новый путь нагрузки. Машина зажимает переходник, переходник удерживает инструмент, а материал давит обратно через оба. Это уже не механическое «рукопожатие» в трёх точках. Это четыре пальца, и один из них онемел.
При нагрузке 60 тонн на фут при длинном воздушном гибе этот дополнительный интерфейс испытывает ту же силу, что и шип. Та же сила. Меньший, несовершенный контакт. Пики давления там, где поверхности не идеально ровные, а переходник становится шарниром, который вы никогда не проектировали.
Это мышление в духе «всё в отходы», замаскированное под гибкость.
Иллюзия проста: “Если шип не подходит, мы просто адаптируем его”. Реальность более тонкая. Каждый добавленный слой отодвигает вашу опорную поверхность дальше от ползуна. Вы увеличили плечо момента — пусть даже слегка — что повышает вращающий рычаг под нагрузкой. Микроны в зажиме превращаются в тысячные дюйма на линии изгиба.
Вы не увидите это в первый день.
Через две недели эксплуатации вы начнёте ловить это корректировками глубины.
Реальность цеха: переходники не объединяют системы — они размывают геометрию, которая сделала каждую из них точной.
Вы можете сделать детали.
Это не то же самое, что удерживать допуск.
Шип 13 мм в европейском исполнении в зажиме, спроектированном для американского профиля безопасности 12,7 мм, не даёт драматического отказа. Он отказывает тихо. Лицо зажима не входит в паз так, как это было задумано, поэтому шип садится на частичный контакт. При лёгкой нагрузке он ведёт себя нормально. При 60 тоннах на фут зона контакта смещается вперёд, и шип пытается провернуться в сторону матрицы.
Теперь представьте себе эту силу, проходящую через шип, который не полностью садится в слот зажима машины.
Вы создали точку поворота.
Некоторые цеха проходят с этим. Они добавляют специальные прокладки, шлифуют смещения, подгоняют высоту пуансона и утверждают, что держат ±0,005 дюйма весь день. Я проверял такие цеха. Те, кто добиваются успеха, не полагаются на переходник для точности. Они компенсируют всё остальное — контролируемое усилие, стабильные партии материала, дисциплинированная последовательность наладки. Они построили «клетку процесса» вокруг геометрического компромисса.
Это дисциплина управления, а не магия адаптеров.
Проблема — в повторяемости между сменами, операторами и материалами. Европейская система была разработана для бокового прижимного давления в паз. Американский зажим был разработан для вертикального упора с фиксирующим винтом. Когда вы их совмещаете, путь нагрузки становится ни полностью вертикальным, ни полностью боковым. Он диагонален и непостоянен вдоль станины, особенно на изношенных зажимах.
А изношенные зажимы — это правило, а не исключение.
Так что да, вы можете использовать европейские штампы на американском прессе. Просто это уже не будет истинная европейская геометрия. Это будет гибрид, требующий постоянного присмотра.
Реальность на производстве: если точность зависит от того, что оператор “знает хитрость”, то сама система не точна.
Давайте притормозим.
Адаптер добавляет как минимум два новых интерфейса: «ползун-адаптер» и «адаптер-инструмент». Каждый интерфейс имеет допуски по плоскостности, параллельности и упругости зажима. Сложите их вместе — и вы получите суммарный допуск, который находится над линией сгиба, но выражается в угле.
Она не исчезает. Она перемещается.
Представьте инструмент с самоустанавливающимся хвостовиком 20 мм, установленный в адаптер под стиль 13 мм, затем зажатый в системе без самоустановки. Исходная концепция 20 мм распределяет нагрузку по более широкому хвостовику и тянет вверх и назад к фиксированной опорной точке. Адаптер прерывает это движение «подтягивания назад». Теперь зажим держит корпус адаптера, а не точно шлифованную плоскость хвостовика.
Вы просто отодвинули опорную поверхность на один уровень дальше от ползуна.
Под нагрузкой микроотклонение возникает в самой слабой точке податливости. Обычно это самая тонкая часть адаптера или наименее поддерживаемая плоскость. Хвостовик может быть закален до HRC 60, листовая сталь — до HRC 15, но твердость не предотвращает вращение, если путь нагрузки искривлён. Более того, более твёрдый инструмент концентрирует давление в несовершенных контактах, что ускоряет износ (фреттинг) на поверхностях адаптера.
Потерянная точность уходит в упругие деформации на каждом интерфейсе.
Это проявляется как разброс углов вдоль длины, потому что прогиб неравномерен. Это проявляется как повышенный износ инструмента, потому что давление распределено неравномерно. Это проявляется как постепенное смещение настройки, потому что операторы компенсируют глубиной вместо исправления геометрии.
И как только вы начинаете складывать адаптеры, чтобы “один комплект подходил ко всем станкам”, вы не стандартизируете — вы умножаете цепочки допусков.
Вот здесь иллюзия наконец рушится.
Точность — это не свойство самого инструмента. Это свойство всего пути нагрузки — от ползуна до материала и обратно. Разорвите этот путь слоями компромиссов — и никакое клеймо бренда вас не спасёт.
Реальность на производстве: каждый добавленный адаптер — это ещё одно место, где сила может согнуть то, что вы никогда не собирались гнуть.
Хотите стабильную систему, ориентированную на точность?
Начнём с простой сцены. Четвертьдюймовая низкоуглеродистая сталь, гиб длиной 10 футов, отверстие V-матрицы 2 дюйма. Используя стандартную оценку для воздушного гиба, вы получите около 60 тонн на фут. Машина работает ровно. Углы повторяются. Инструменты служат долго.
А теперь замените этот лист на высокопрочную сталь той же толщины и оставьте тот же размер раскрытия матрицы, потому что “сталь — это сталь”. Потребность в усилии не возрастает вежливо — она скачет. Предел текучести повышается, упругая деформация растягивается до 8–10 градусов, и пресс-рамочный станок реагирует, надавливая сильнее. Та же геометрия. Другое сопротивление. Путь нагрузки, который мы только что очистили благодаря правильному прилеганию хвостовика к зажиму, теперь несёт силу, на которую он не был рассчитан.
Вот где кроется разрыв.
Мы обвиняли адаптеры в нарушении геометрии — справедливо. Но даже идеальный, непрерывный путь нагрузки потеряет точность, если форма матрицы и радиус пуансона были выбраны для низкоуглеродистой стали, а затем применены к высокопрочной. Станок выдаст любое необходимое усилие в пределах своих возможностей. Инструмент принимает последствия.
Когда раскрытие матрицы уменьшается, чтобы “контролировать” упругую деформацию на высокопрочной стали, тоннаж растёт быстро. Не линейно. Быстро. В цехах считают, что меньший V — значит больший контроль. А получают они экспоненциальный рост потребного усилия, прогиб рамы и локальные нагрузки на инструмент, которые никакая ширина хвостовика не стабилизирует.
Пресс-рамочный станок всегда побеждает.
Инструмент всегда проигрывает.
Реальность цеха: Если ваша таблица по выбору матрицы построена под низкоуглеродистую сталь, высокопрочная раскроет её слабые места за неделю.
Я пришёл в цех, где годы гнули конструкционную низкоуглеродистую сталь на закалённых матрицах с твёрдостью 28–32 HRC. Чистые гибы. Минимальные следы. Те же матрицы оставили на стойке, когда приняли контракт на высокопрочную низколегированную сталь.
Через две недели работы плечи V-образной матрицы были отполированы — крошечные вмятины, где материал врезался в кромку матрицы под более высоким контактным давлением. Не драматичные трещины. Просто следы, которые росли. Углы начали «плавать» вдоль станины.
Они обвинили “мягкий инструмент”.”
Но так быстро матрицу не «разрежет», если что-то ещё не изменилось.
Вот механизм. Высокопрочная сталь сопротивляется течению, поэтому лист не протягивается в V так, как низкоуглеродистая. Контактное давление концентрируется вдоль узких полос на плечах матрицы. Если твёрдость и обработка кромки вашей матрицы выбирались исходя из материала с меньшим пределом текучести, эти плечи теперь испытывают более высокие локальные циклы нагрузки. Умножьте это на длину.
При длинной гибке в воздухе с нагрузкой 60 тонн на фут эта сила распределяется вдоль плеч V. Повышайте предел текучести материала и сохраняйте то же раскрытие — и вы повышаете контактное напряжение в этих линиях соприкосновения. Твёрдость — это не про самолюбие; это про сопротивление пластической деформации в этих зонах контакта.
И вот ловушка: даже в рамках “одного и того же” сорта предел текучести меняется от партии к партии. Я видел рулоны с одинаковой маркировкой, которые по-разному пружинили между сменами. Если ваш запас по твёрдости матрицы невелик, эти колебания проявятся как износ инструмента и нестабильность угла, которую вы не сможете объяснить.
Вариативность материала не оправдывает плохую геометрию — она её наказывает.
Реальность цеха: Если плечи вашей матрицы мнутся, ваша спецификация по твёрдости была написана для вчерашнего материала.
Представьте лист высокопрочной стали толщиной 1/8 дюйма и острый радиус вершины пуансона, выбранный, чтобы “зафиксировать” чёткий угол в 90°. Это работает на низкоуглеродистой стали, потому что материал течёт и предсказуемо оборачивается вокруг вершины.
Высокопрочная не оборачивается. Она сопротивляется, накапливает энергию, а затем сильнее пружинит обратно.
Итак, оператор задаёт больше глубины для компенсации. Ползун опускается глубже в V-образную выемку, увеличивая тоннаж и прижимая лист плотнее к плечам матрицы. Вы только что увеличили как контактное давление, так и требуемое усилие, потому что радиус пуансона слишком мал по сравнению с естественным радиусом гиба материала.
Теперь представьте себе эту силу, проходящую через шип, который не полностью садится в слот зажима машины.
Даже при идеальном зажиме несоответствие между радиусом пуансона и пределом текучести материала означает, что вы заставляете внутренние волокна превышать их допустимое напряжение. Микротрещины на внутренней стороне гиба. Повреждение поверхности на покрытых листах. Ускоренный износ вершины пуансона из-за того, что контактная зона уже и горячее.
Ирония в том, что чуть больший радиус пуансона часто снижает требуемый тоннаж и стабилизирует упругий возврат, потому что позволяет материалу формоваться ближе к его естественному радиусу, а не бороться с ним.
Но «мышление через отходы» говорит: чем острее, тем точнее.
Точность — это не острота. Это контролируемое напряжение.
Реалии цеха: если вы боретесь с упругим возвратом с помощью глубины хода ползуна, а не выбора радиуса, вы гнёте инструмент больше, чем заготовку.
Я видел цеха, которые клялись, что гнут всё в воздухе — пока не приходила высокопрочная сталь. Вдруг они начинают “осаживать” только «на этой работе», чтобы победить упругий возврат.
Давайте разберём чистый пример. Возьмём ту же плиту 1/4 дюйма, V-образная выемка 2 дюйма, гибка в воздухе примерно при 60 тоннах на фут. Переходите к осадке с узкой V, чтобы контролировать угол. Тоннаж не слегка возрастает. Он может удвоиться или утроиться в зависимости от раскрытия и прочности материала, потому что теперь вы заставляете лист полностью соответствовать углу матрицы.
И это усилие направляется не только в материал. Оно проходит в раму, станину, направляющие ползуна. Жёсткость рамы становится скрытой переменной. Машина, которая держала ±0,5 градуса при гибке в воздухе, может давать отклонение при осадке высокопрочной стали просто потому, что рама прогибается под пиковыми нагрузками.
Вы снова начинаете винить инструмент.
Но метод гибки был определён геометрией матрицы, которая не учитывала поведение материала. Вместо того чтобы выбрать раскрытие матрицы и радиус пуансона, позволяющие контролируемую гибку в воздухе высокопрочной стали, цех по умолчанию перешёл к осадке, чтобы скрыть упругий возврат. Это решение увеличило усилие, усилило прогиб рамы и возвело в степень каждую микроскопическую уступчивость в цепи нагрузки, которую мы так усердно устраняли.
Гибка в воздухе, осадка, чеканка — это не стили, а стратегии усилий.
И когда тип инструмента случайно заставляет вас использовать стратегию с более высоким усилием, чем рассчитана ваша машина, точность становится торгом с физикой, который вы не выиграете.
Реалии цеха: если ваш метод гибки меняется из-за того, что материал стал прочнее, ваша инструментальная система не была спроектирована как система.
Теперь вы задаёте правильный вопрос: как выбрать раскрытие матрицы, радиус пуансона, твёрдость и метод гибки для высокопрочной стали, не потеряв в точности и не перегрузив машину?
Перестаньте подбирать элементы в изоляции. Начните строить «трёхточечное рукопожатие» — зажим машины, хвостовик инструмента, прочность материала на разрыв — и пусть эта схема покажет вам, где живёт реальное узкое место.
Точность — это не свойство стали. Это свойство совместимости.
Реалии цеха: если вы всё ещё выбираете инструмент по бренду, а не по цепочке нагрузки, вы гадаете.
Начните с машины, а не с материала. Какова номинальная тоннажность на фут? Какой тип зажима? Какую ширину шипа рассчитан выдерживать этот зажим без точечной нагрузки?
Если ваш пресс рассчитан на 60 тонн на фут при воздушной гибке, это значение предполагает полное прилегание шипа и равномерное распределение давления по поверхности зажима. Теперь представьте шип, который на 0,020 дюйма уже паза, или пакет переходников, добавляющий ещё один интерфейс. Эти 60 тонн на фут уже не передаются как плоское рукопожатие. Они концентрируются.
Вы видели следы от притирки краской. Сильные на концах. Лёгкие в середине.
Смешивание стилей может работать. Прецизионный шип шириной 0,500 дюйма, работающий в совместимом зажиме с полным контактом и правильной посадкой, может работать идеально, даже если матрица внизу соответствует другому стандарту. Истории успеха не случайны — они работают, потому что путь нагрузки остаётся непрерывным, а опорные поверхности совпадают по ширине и твёрдости.
Но когда в цехах считают, что “подходит” равносильно “совместимо”, это мышление уровня контейнера для брака.
Далее — сопоставьте материал. Высокопрочный металл с пружинением 3°–5° на мягкой стали может выходить за эти пределы, а ЧПУ-компенсация работает только тогда, когда угол и радиус пуансона выбраны так, чтобы предсказуемо недогибать. Больший радиус пуансона, который соответствует естественному внутреннему радиусу материала, часто снижает требуемую глубину и стабилизирует пружинение, удерживая вас в режиме воздушной гибки, а не уходя в осадку.
Размер раскрытия матрицы затем становится регулятором усилия. Откроете слишком узко — тоннаж возрастёт. Откроете правильно — вы контролируете деформацию, не превышая предельного прогиба машины.
Твёрдость? Выбирайте её, исходя из контактного напряжения, а не из самолюбия. Если локализованное давление на плечах растёт при повышении предела текучести, ваша матрица должна иметь достаточную твёрдость, чтобы устоять против отпечатывания под этой конкретной нагрузкой, а не под прошлогодней мягкой сталью.
Это не список инструмента. Это матрица совместимости: геометрия зажима машины → ширина шипа и площадь опоры → раскрытие матрицы и радиус пуансона → прочность материала и пружинение → метод гибки как стратегия распределения усилия.
Пропустите одно звено — и остальные пострадают.
Реалии цеха: Если ваш метод гибки меняется только ради того, чтобы справиться с новым материалом, ваша матрица изначально была несогласованной.
Высококачественная сталь — это не знак престижа. Это страховка от определённого режима отказа.
Возьмём гипотетический пример: 1/4 дюйма высокопрочной стали на V-образном раскрытии 2 дюйма при примерно 60 тоннах на фут. Это усилие превращается в высокое линейное давление на плечах матрицы. Если сталь вашей матрицы нельзя закалить до диапазона твёрдости, способного выдержать это локальное давление, вы увидите отпечатывание и изменение угла задолго до того, как проявится износ по размерам.
В таком случае закаливаемый легированный инструмент оправдывает себя. Не потому что он «премиум» — а потому, что контактное напряжение этого требует.
Теперь обратная ситуация. Если ваша машина не может обеспечить равномерное давление по шипу из-за износа поверхности зажима или несоответствия ширины шипа, покупка более твёрдой стали не решит проблему неравномерной нагрузки. Она просто переместит деформацию в зажим, ползун или деталь. Вы будете хвалиться твёрдостью инструмента, пока гоняетесь за одинаковыми углами.
Вот так анализ стоимости на один изгиб вводит вас в заблуждение. Он считает срок службы инструмента, но игнорирует распределение нагрузки.
Бюджетный инструмент подходит, если соблюдаются три условия: предел текучести материала умеренный, раскрытие матрицы держит тоннаж значительно ниже пределов машины, а интерфейс зажим-шип полностью прилегает и жёсткий. В этих условиях вы не заставляете сталь выдерживать злоупотребления.
Премиальный инструмент оправдан, когда контактное напряжение, объём циклов или твёрдость материала переводят плечи и вершину пуансона в зону риска пластической деформации.
Если вы не знаете, в каком режиме вы работаете, вы не проводите анализ. Вы делаете покупки.
Реальность цеха: покупайте твердость только после того, как купили совместимость.
Вот та часть, которую никто не хочет признать.
Многие цеха обвиняют стоимость оснастки, когда их реальное узкое место — вариативность наладки. Разные стандарты хвостовиков. В одном месте — адаптеры, в другом — прямое зажимание. Операторы подкладывают shim, чтобы “заработало”.”
При нагрузке 60 тонн на фут каждый дополнительный переход — это еще одна точка податливости. Еще одна возможность для микроскопического вращения. Еще одна переменная, которую оператор компенсирует глубиной хода, а не геометрией.
Быстрая смена зажимов с одинаковыми стандартами хвостовиков уменьшает эту вариативность. Не потому что это модно — а потому что сохраняет путь нагрузки и повторяемость. Быстрая наладка — побочный эффект механической стабильности.
Но если у вас низкое разнообразие, длинные серии, и существующая оснастка идеально садится с равномерными следами, вложение денег в новую систему только ради скорости может не дать результата. Узкое место может быть в программировании, обработке материалов или контроле.
Здесь матрица совместимости становится инструментом управления. Задайте три прямых вопроса:
Где сила входит в систему? Где она концентрируется? Где она уходит в виде прогиба или вариативности?
Ответьте на эти вопросы, прежде чем подписать заказ на оснастку.
Единственное, что нужно запомнить: точность не покупается в марках стали или брендах зажимов — она создается на пересечении геометрии зажима, ширины хвостовика, открытия матрицы, радиуса пуансона, прочности материала на разрыв и метода гибки. Это пересечение невидимо, пока высокопрочная сталь не выявит его.
Большинство цехов никогда не видят этого, потому что мягкая сталь прощает им ошибки.
Высокопрочная — нет.
Реальность цеха: перестаньте покупать сталь. Начните покупать логичный путь нагрузки.


















