

Letzten Winter zog mich ein Werkstattbesitzer zu seiner “neuen” Abkantpresse, als wäre sie ein frisch geborenes Kalb. Großer farbiger Touchscreen. Wischmenüs. 3D-Grafiken. Erster Auftrag damit? Vierundzwanzig Halterungen, acht verschrottet. Gleiche driftende Flanschlänge wie bei der alten Maschine.
Er tippte immer wieder auf den Bildschirm, als hätte er ihn verraten. Ich schaute immer wieder zu den Seitenrahmen.
Etwas ergab keinen Sinn.
Auf dem Papier war diese Presse beeindruckend: CNC-Steuerung, programmierbarer Hinteranschlag, Doppelfylinder mit der Kennzeichnung Y1/Y2, und eine glänzende Oberfläche, die das Teil in 3D zeichnen konnte, bevor ein einziger Schlag erfolgt. Der Verkaufsleiter versprach engere Toleranzen allein durch “Digitalisierung”.”
Doch als wir den Stößel während einer langen Biegung überprüften, setzte sich die linke Seite einen Hauch früher ab als die rechte. Nicht viel. Genug, um ein 36-Zoll-Teil aus der Toleranz zu drehen.
Hier ist der notwendige Paradigmenwechsel: Präzision entsteht nicht im Bildschirm; sie entsteht in den unabhängigen Achsen, die Stahl physisch bewegen — Y1/Y2 Y für die Parallelität des Stößels, X für die Tiefe, R für die Höhe, Z für die seitliche Positionierung. Wenn diese Achsen sich nicht unabhängig bewegen können, um Ihrer Teilegeometrie zu entsprechen, ist der Touchscreen nur Schaufensterglas auf einem wackeligen Rahmen.
Probleme mit dem Fundament behebt man nicht durch schönere Fenster.
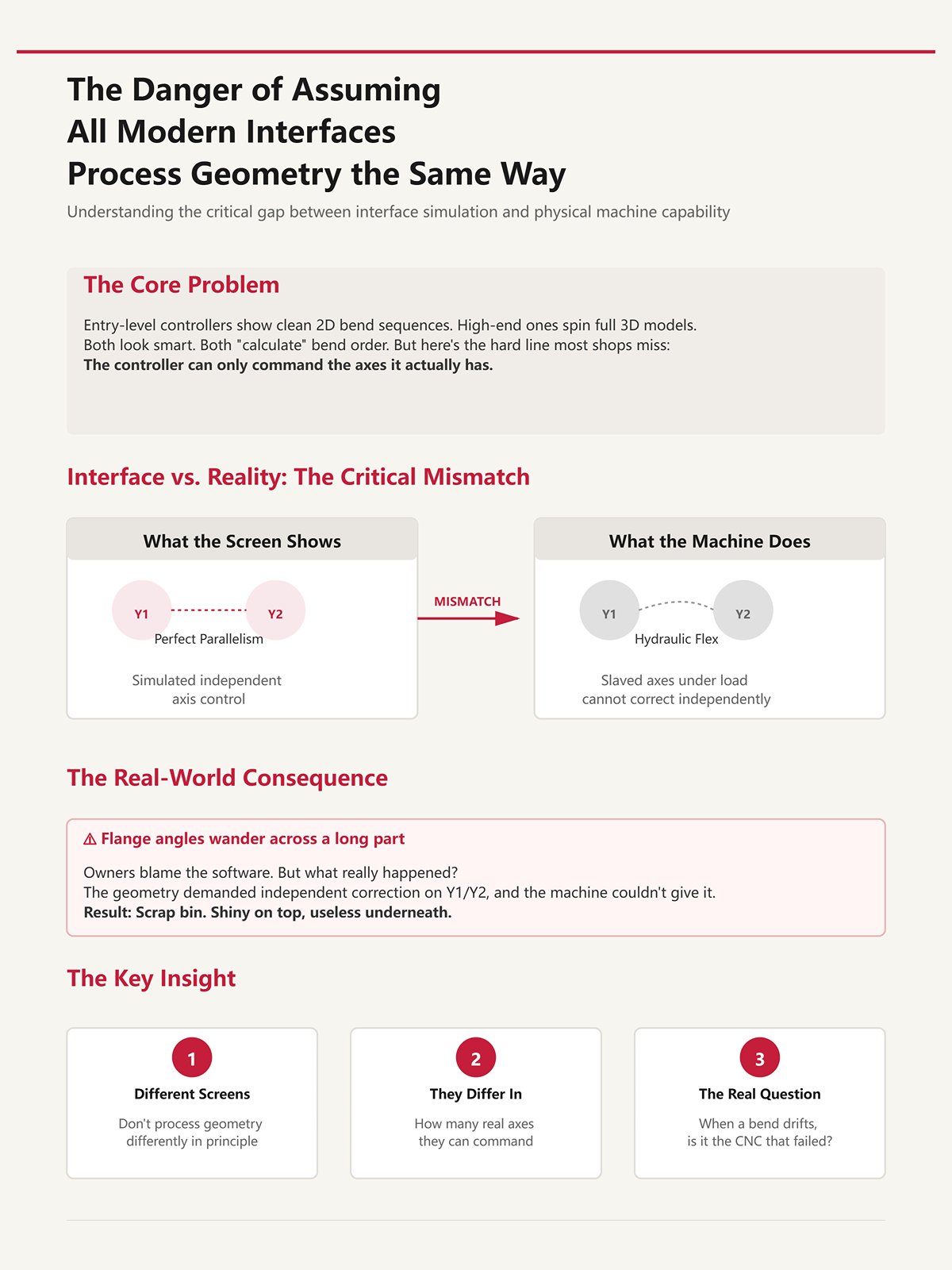
Ich habe günstige Steuerungen benutzt, die eine saubere 2D-Biegesequenz anzeigen, und High-End-Geräte, die ein vollständiges 3D-Modell wie ein Videospiel drehen. Beide sehen clever aus. Beide “berechnen” die Biegereihenfolge.
Aber es gibt eine klare Grenze, die die meisten Werkstätten übersehen: Der Controller kann nur die Achsen steuern, die tatsächlich vorhanden sind.
Wenn die Y-Achsen Ihrer Maschine hydraulisch miteinander verbunden sind, anstatt unabhängig gesteuert zu werden, könnte der Bildschirm perfekte Parallelität simulieren, während der physische Stößel unter Last nachgibt. Die Oberfläche hat nicht gelogen. Sie hat einfach eine Hardwarefähigkeit vorausgesetzt, die nicht vorhanden ist. Y1/Y2 Ich habe gesehen, wie Besitzer die Software verantwortlich machten, wenn die Flanschwinkel über ein langes Teil hinweg abwandern. Was ist wirklich passiert? Die Geometrie erforderte eine unabhängige Korrektur auf.
Y, und die Maschine konnte diese nicht liefern. Dieser Unterschied landet direkt im Schrott wie falsch zugeschnittene Rohlinge, die man nicht zurückschneiden kann — glänzend oben, nutzlos darunter. Y1/Y2, Unterschiedliche Bildschirme verarbeiten Geometrie im Prinzip nicht unterschiedlich. Sie unterscheiden sich darin, wie viele echte Achsen sie ansteuern können, um diese Geometrie in Stahl umzusetzen.
Different screens don’t process geometry differently in principle. They differ in how many real axes they can command to make that geometry true in steel.
Wenn sich ein Biegewinkel verschiebt, bist du sicher, dass die “CNC” versagt hat?
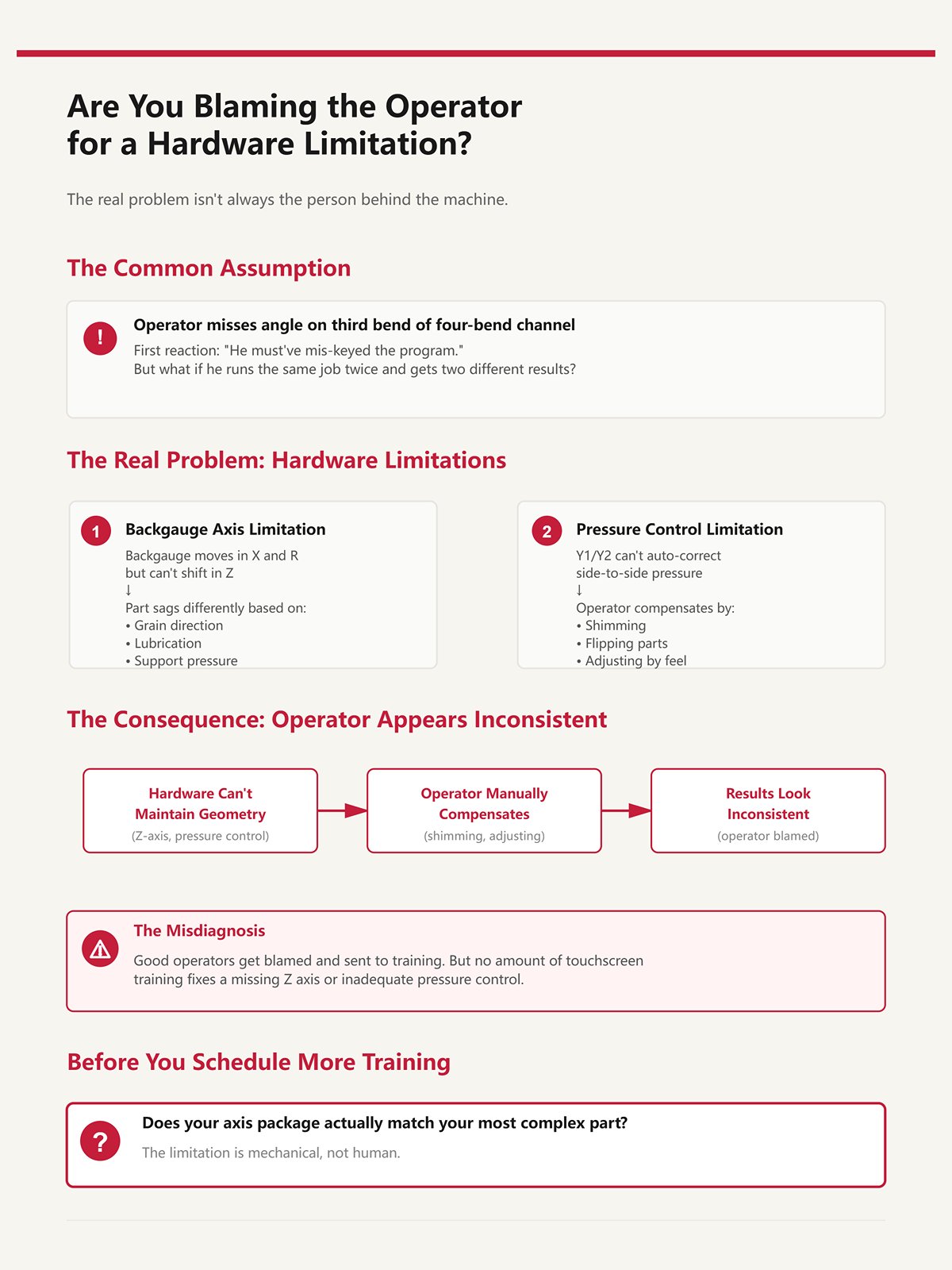
Ein Mitarbeiter verpasst den Winkel bei der dritten Biegung eines Vier-Biegungs-Kanals. Erste Reaktion in den meisten Werkstätten? “Er muss das Programm falsch eingegeben haben.”
Eine berechtigte Frage – bis du siehst, wie er denselben Auftrag zweimal ausführt und zwei leicht unterschiedliche Ergebnisse erhält.
Wenn der Hinteranschlag sich nur in X und R bewegt, aber nicht in Z verschieben kann, um einen versetzten Flansch zu stützen, hängt das Teil je nach Faserverlauf, Schmierung und sogar dem Kraftaufwand beim Abstützen unterschiedlich durch. Kein Maß an Touchscreen-Schulung behebt eine fehlende Z-Achse. Wenn Y1/Y2 nicht automatisch den seitlichen Druck korrigieren kann, beginnt der Bediener mit Unterlagen, Drehen, Ausgleichen nach Gefühl.
Jetzt wirkt er inkonsistent.
In Wirklichkeit ist die Inkonsistenz die Fähigkeit der Maschine, die Geometrie des Teils nachzubilden. Wir werfen gute Bediener in den Schrottcontainer der Schuld, wenn die Einschränkung mechanisch ist, nicht menschlich.
Bevor du weitere Schulungen planst, frage dich: Entspricht dein Achspaket wirklich deinem komplexesten Teil?

Seien wir fair. Digitale Steuerungen verändern einiges. Das Einrichten geht schneller. Programme werden gespeichert. Die Wiederholgenauigkeit des Hinteranschlags in X kann sich auf Hundertstelmillimeter verbessern. Der Energieverbrauch kann bei Servomaschinen sinken. Das sind echte Vorteile.
Aber Folgendes ändert sich oft nicht: die Anzahl und Unabhängigkeit der physischen Achsen.
Wenn deine alte Maschine effektiv eine einzige Stößelachse und einen einfachen Hinteranschlag hatte und deine neue “CNC” immer noch keine vollständig unabhängigen Y1/Y2 oder verstellbaren Z-Finger besitzt, ist die strukturelle Leistungsfähigkeit gleich geblieben. Du hast die Kommunikation mit der Maschine verbessert, aber nicht erweitert, was sie physisch korrigieren kann.
Das ist der Unterschied zwischen dem Neulackieren einer Presse und dem Aufrüsten des Rahmens. Das eine wirkt modern. Das andere hält die Toleranz.
Wenn also ungleichmäßige Biegungen trotz Touchscreen-Upgrade bestehen bleiben, besteht der geistige Wandel darin: Hör auf zu fragen, wie intelligent die Schnittstelle ist, und fang an zu fragen, ob die Achskonfiguration zur Geometrie passt, die du durchzwingen willst.
Die nächste Frage ist unausweichlich: Was passiert, wenn sich Y1/Y2 tatsächlich unabhängig bewegen – und was ändert das bei einer langen, anspruchsvollen Biegung?
Stell dir einen 36-Zoll-Kanal mit zwei versetzten Montage-Laschen vor – linke Lasche kurz, rechte Lasche lang. Bei einem 3-Achs-Hinteranschlag (X und R hinter Y1/Y2), beide Anschlagfinger sitzen auf einem einzigen Z-Träger. Sie fahren die erste Biegung problemlos. Zweite Biegung? Der rechte Laschenabschnitt stößt gegen den Finger; die linke Seite schwebt in der Luft. Der Bediener löst eine Klemme, schiebt einen Finger von Hand, zieht ihn wieder fest, schätzt die Rechtwinkligkeit.
Die Zykluszeit hat sich gerade verdoppelt. Wichtiger noch: Die Wiederholgenauigkeit ist dahin.
Hier zeigt sich der wirkliche Unterschied. Ein 3-Achsen-System gibt Ihnen programmierbare Tiefe (X) und Höhe (R). Für symmetrische Teile reicht das aus. Der Hinteranschlag referenziert beide Seiten gleich, der Stößel fährt herunter unter Y1/Y2, und alles läuft bestens. Aber sobald sich die Geometrie von links und rechts unterscheidet, zwingt ein geteilter Z-Träger zu Kompromissen. Sie kontrollieren nicht mehr die Position – Sie verhandeln sie.
Ein 6-Achsen-Hinteranschlag – X, R, Z1/Z2, plus unabhängig Y1/Y2 vorn – erlaubt es jedem Finger, sich seitlich unabhängig zu bewegen. Jetzt bekommt die linke Lasche ihre eigene Referenz, die rechte ihre eigene, und die Maschine hört auf, den Bediener zu bitten, Unabhängigkeit mit Schraubenschlüsseln vorzutäuschen. Die Geometrie wird in Stahl abgestimmt, nicht in Hoffnung.
Das ist die harte Grenze, die die meisten Werkstätten nicht kommen sehen: Wenn Ihre Teile eine unabhängige Links-Rechts-Messung verlangen, ist ein Steuergerät ohne programmierbare Z1/Z2 nicht “einfacher”. Es ist strukturell unfähig, den Auftrag ohne menschlichen Eingriff zu wiederholen.
Und menschlicher Eingriff ist Variabilität.
Lassen Sie uns über Last sprechen, nicht Theorie.
Sie stellen die R-Höhe für eine 1/4-Zoll-Flansch aus Baustahl ein. Sieht perfekt ohne Belastung aus. Unter 80 Tonnen über eine lange Biegung biegt sich das Blech, die Hinteranschlag-Finger erfahren Aufwärtskraft, und das Teil hebt oder gräbt sich ein, je nachdem, wo es gestützt wird. Wenn R durch einmaliges Verfahren eingestellt und dann für gut befunden wurde, wird diese Durchbiegung nicht dynamisch korrigiert.
Winkelabweichung folgt.
Bei einer einfachen X+R-Konfiguration kompensiert der Bediener durch leichtes Verstellen von R zwischen den Hüben oder indem er das Teil beim Biegen physisch anhebt. Das verändert, wie sich die Kraft in die Schultern der Matrize überträgt. Und sobald sich dieser Kraftpfad ändert, Y1/Y2 kann den Stößel den ganzen Tag parallel halten und trotzdem unterschiedliche Flanschwinkel produzieren, weil das Material nicht zweimal auf gleiche Weise sitzt.
Das ist keine Software-Verwirrung. Es ist mechanische Referenzinstabilität.
Ich habe gesehen, wie Werkstätten halbe Grad Winkelabweichungen verfolgten, indem sie die Bombierung (V-Achse) neu kalibrierten, wenn das eigentliche Problem die Höhe des Hinteranschlags war, die mit dem Durchhang des Teils interagierte. Sie hatten den Stößel abgestimmt, während das Teil auf einem schlecht unterstützten Anschlagfinger kippte. Das ist, als ob man gute Rohlinge in den Schrottbehälter sortiert, weil der Anschlag der Schere lose war – Sie geben dem Schnitt die Schuld, obwohl sich die Referenz bewegt hat.
Also ja, Y1/Y2 Unabhängigkeit behebt den Ram-Versatz. Aber ohne stabile, programmierbare X- und R-Achsen – und schließlich Z1/Z2– fütterst du immer noch inkonsistente Bedingungen in einen perfekt parallelen Ram.
Präzision beginnt, bevor der Stempel den Stahl berührt.
| Abschnitt | Inhalt |
|---|---|
| Titel | X- und R-Achsen: Warum manuelle Höheneinstellung die Präzision des Biegewinkels unter Last sabotiert |
| Einleitung | Lassen Sie uns über Last sprechen, nicht Theorie. |
| Belastungsszenario | Sie stellen die R-Höhe für eine 1/4-Zoll-Flansch aus Baustahl ein. Sieht perfekt ohne Belastung aus. Unter 80 Tonnen über eine lange Biegung biegt sich das Blech, die Hinteranschlag-Finger erfahren Aufwärtskraft, und das Teil hebt oder gräbt sich ein, je nachdem, wo es gestützt wird. Wenn R durch einmaliges Verfahren eingestellt und dann für gut befunden wurde, wird diese Durchbiegung nicht dynamisch korrigiert. |
| Resultierendes Problem | Winkelabweichung folgt. |
| Kompensation durch den Bediener | Bei einer einfachen X+R-Konfiguration kompensiert der Bediener, indem er R zwischen den Hüben leicht verschiebt oder das Teil während des Biegens physisch anhebt. Dadurch ändert sich, wie die Kraft in die Matrizenschultern übertragen wird. Und sobald sich dieser Kraftpfad ändert, können Y1/Y2 den Ram den ganzen Tag parallel halten und trotzdem inkonsistente Flanschwinkel erzeugen, weil das Material nicht zweimal auf die gleiche Weise aufliegt. |
| Grundursache | Das ist keine Software-Verwirrung. Es ist mechanische Referenzinstabilität. |
| Falsch diagnostizierte Lösung | Ich habe gesehen, wie Werkstätten halbe Grad Winkelabweichungen verfolgten, indem sie die Bombierung (V-Achse) neu kalibrierten, wenn das eigentliche Problem die Höhe des Hinteranschlags war, die mit dem Durchhang des Teils interagierte. Sie hatten den Stößel abgestimmt, während das Teil auf einem schlecht unterstützten Anschlagfinger kippte. Das ist, als ob man gute Rohlinge in den Schrottbehälter sortiert, weil der Anschlag der Schere lose war – Sie geben dem Schnitt die Schuld, obwohl sich die Referenz bewegt hat. |
| Fazit | Also ja, Y1/Y2-Unabhängigkeit behebt den Ram-Versatz. Aber ohne stabile, programmierbare X- und R-Achsen – und schließlich Z1/Z2 – fütterst du immer noch inkonsistente Bedingungen in einen perfekt parallelen Ram. |
| Schlussaussage | Präzision beginnt, bevor der Stempel den Stahl berührt. |
Führe diesen Test in Gedanken durch.
Nimm eine flache Platte. Füge einen einzelnen mittigen Flansch hinzu. Eine 3-Achsen-Hinteranschlag-Einheit bewältigt das problemlos.
Jetzt versetze diesen Flansch 4 Zoll nach links. Immer noch machbar; beide Finger beziehen sich auf dieselbe Kante.
Jetzt füge auf der rechten Seite nur einen Rückflansch hinzu. Plötzlich muss ein Finger ein geformtes Bein umgehen, während der andere dicht an einer Kante bleiben muss. Mit einem gemeinsamen Z-Balken musst du entweder beide Finger zurückziehen oder keinen. Wenn du beide zurückziehst, verlierst du die Abstützung auf einer Seite. Wenn du beide vorn lässt, kommt es zu einer Kollision.
Das ist der Moment, in dem Z1/Z2 nicht mehr Luxus, sondern erforderlich werden.
Werkstätten argumentieren manchmal, dass ein 3+1-System –Y1/Y2, X und Bombierung – “die meiste Arbeit” abdeckt. Sie haben recht bei symmetrischen Halterungen und Profilen. Aber sobald Teile Versätze, Säume oder gestufte Biegungen enthalten, die im Laufe der Sequenz die verfügbare Bezugskante verändern, sorgt unabhängige seitliche Positionierung dafür, dass die Tiefenkontrolle von der ersten bis zur vierten Biegung konsistent bleibt.
Da gibt es noch eine weitere Besonderheit. Einige Systeme bieten Delta X – unabhängige Tiefe pro Finger. Klingt leistungsstark. Ist es auch. Aber wenn der Controller Delta X nicht synchronisiert mit Z1/Z2 und Y1/Y2, kann man eine diagonale Fehlstellung über eine Mehrfachbiegefolge erzeugen. Ein Finger fährt zu früh vor, der andere hinkt hinterher, der Stößel bleibt parallel, und das Teil verdreht sich, weil Ihre Referenzen nicht koordiniert waren.
Achsen helfen nicht, wenn sie sich nicht im Gleichklang bewegen.
Hier also die praktische Schwelle: Wenn Ihr Plan Sie dazu bringt zu denken: “Ich schiebe diesen Finger einfach für diesen Biegevorgang beiseite”, sind Sie in Z1/Z2 Territorium geraten, ob Sie es dafür eingeplant haben oder nicht.
Ignorieren Sie das, und Sie melden sich freiwillig für Unbeständigkeit.
Ich habe das andere Extrem gesehen.
Eine Werkstatt rüstet auf volles X, R, Z1/Z2, sogar Delta X auf. Sechs Achsen auf dem Datenblatt. Großer Farbtouchscreen. In der ersten Woche dauert das Referenzfahren länger als das Biegen, weil X wartet, bis R frei ist, R wartet, bis Z1/Z2 die Endschalter gefunden hat, und eine Achse fällt aus, wenn eine andere den Verfahrweg zu früh erreicht.
Nun ist die Komplexität der Engpass.
Bei einigen Systemen ist die Referenzsequenz verkettet: Z1/Z2 muss nullen, bevor R sich bewegt; R muss freigeben, bevor X abschließt. Wenn ein Finger seine Grenze vorzeitig erreicht – etwa weil ein langes Teil eine ungewöhnliche seitliche Verschiebung erforderte – hält der gesamte Hinteranschlag an. Die Produktion fühlt sich langsamer an als bei der alten 3-Achsen-Maschine.
Das ist kein Argument gegen mehr Achsen. Es ist der Beweis für die These des Artikels in umgekehrter Form: Hardware-Fähigkeit verbessert die Präzision nur, wenn der Controller tatsächlich in der Lage ist, diese Achsen intelligent zu berechnen, zu simulieren und zu koordinieren.
Andernfalls haben Sie bewegliche Teile gestapelt, ohne einen Dirigenten.
Mehr Achsen erweitern den geometrischen Arbeitsbereich, den Sie erreichen können. Schlechte Koordination verkleinert ihn wieder durch neue Fehlermodi – Kollisionen, unpassende Bewegungen, Referenzfehler, die sich als verbogenes Ausschussmaterial statt als Fehlermeldung zeigen.
Das Fundament ist wichtiger als die Schaufensterverglasung.
Und sobald Sie Z1/Z2, hinzufügen, lautet die nächste Frage nicht, ob Sie sie gebraucht haben.
Es kommt darauf an, ob Ihr Controller smart genug ist, um zu verhindern, dass sie miteinander in Konflikt geraten.
Letztes Jahr stand ich neben einer Fünf-Achsen-Abkantpresse—Y1/Y2, X, R, Z1/Z2 alle stolz im Datenblatt aufgeführt. Großer Farbtouchscreen. Der Programmierer lud einen Halterauftrag mit drei Offsets und einem Rückflansch. Anstatt das Modell zu importieren, tippte er Flanschlängen und Biegeabzüge Zeile für Zeile aus einem Ausdruck, der am Seitenrahmen befestigt war. Als die dritte Biegung um 0,7 mm zu kurz wurde, gab er nicht den Achsen die Schuld. Er tippte die Tiefe neu.
Das ist die Trennlinie. Nicht, wie viele Motoren hinten dran hängen. Sondern ob der Controller die Geometrie des Teils nehmen und in koordinierte Achsbewegungen umsetzen kann, ohne einen Menschen vorher übersetzen zu lassen.
Achsen geben Ihnen physische Freiheit. Software entscheidet, ob diese Freiheit in synchronisierte Bewegung umgesetzt wird oder nur mehr Möglichkeiten bietet, falsch zu liegen.
Wenn Ihr Controller Geometrie wie ein Taschenrechnerproblem statt als Modell behandelt, betreiben Sie kein koordiniertes System. Sie führen einen Gedächtnistest mit Servounterstützung durch.
Und Gedächtnis ist kein Steuerungssystem.
Stellen Sie sich eine Box mit vier Biegungen, zwei ungleichen Flanschen und einer Umschlagkante vor. Bei einem Schritt-eingabe-Controller gibt der Bediener Material, Dicke, V-Matrize ein und tippt dann jede Flanschdimension manuell. Die Steuerung berechnet die Biegetiefe aus einer K-Faktor-Tabelle. Klingt gut – bis die zweite Biegung die Referenzkante verändert. Jetzt Z1/Z2 muss unabhängig neu positioniert werden, X muss auf eine andere Fläche Bezug genommen werden, und der Controller hat keine Kenntnis von der sich entwickelnden 3D-Form. Er kennt nur Zahlen in Reihenfolge.
Also entfaltet der Bediener das Teil gedanklich. Er entscheidet, welche Kante nach jedem Schlag primär wird. Er wählt, wann ein Z-Finger zurückzuziehen ist und der andere festzuhalten ist. Wenn er diesen Übergang um einen Millimeter falsch einschätzt, Y1/Y2 wird der Stößel zwar parallel halten – aber sie drücken auf ein Teil, das falsch positioniert ist.
So entsteht ein Stapel Teile, die alle gleichmäßig falsch sind. Wie das Wegwerfen guter Rohlinge in den Schrott, weil jemand den Nullpunkt des Hinteranschlags falsch gelesen hat: Die Maschine tat genau, was ihr gesagt wurde – nur nicht das, was das Teil benötigte.
Jetzt vergleichen Sie das mit dem nativen 3D-Entfalten. Der Controller importiert das Volumenmodell, berechnet das Flachmuster, simuliert die Biegreihenfolge und weist Achsbewegungen zu—X, R, Z1/Z2, und Y1/Y2—basierend auf der sich ändernden Geometrie des Teils. Er “weiß”, wann ein Flansch einen Finger blockiert. Er “weiß”, wann er die Seitenposition verschieben muss, bevor der Stößel absinkt. Der Bediener übersetzt keine Geometrie; er überprüft eine Simulation.
Aber es gibt eine harte Grenze, die die meisten Werkstätten übersehen: Der Controller kann nur die Achsen steuern, die er tatsächlich hat. Wenn die Software ein Modell wunderbar entfaltet, Sie aber keine unabhängige Z1/Z2, es kann immer noch nicht einen Finger parken und den anderen aktiviert lassen. Geometriebewusstsein ohne physische Unabhängigkeit ist nur eine hübschere Vorschau.
Die eigentliche Frage lautet nicht “Hat es 3D-Grafik?” sondern “Kann die Steuerung 3D-Geometrie in synchronisierte, unabhängige Achsbewegungen umwandeln, ohne menschliche Übersetzung?”
Wenn nicht, programmierst du immer noch Biegungen. Du programmierst keine Teile.
Ich habe das mehr als einmal gestoppt. Ein mittelkomplexes Teil – sechs Biegungen, zwei Werkzeugwechsel, eine schwierige Rückführung – dauert etwa 20 bis 30 Minuten zur Programmierung an der Maschine, wenn man Koordinaten von Hand eingibt und Freigängen mit langsamen Vorschubbewegungen überprüft. Das gilt für einen erfahrenen Bediener.
Stell dir nun denselben Auftrag offline programmiert vor. Werkzeugbibliothek geladen. Maschinengeometrie definiert. Die Software simuliert den Hub des Stößels, R Höhenänderungen, Z1/Z2 Rückzüge und meldet eine Fingerkollision, bevor Stahl jemals das Werkzeug berührt. Wenn die Datei zur Presse kommt, ist die erste physische Bewegung Produktionsgeschwindigkeit.
Der Unterschied ist nicht Bequemlichkeit. Es geht um Fehlerbegrenzung.
Am Bedienpult erfolgt die Kollisionsentdeckung physisch. Du fährst langsam vor, Z1/Z2, du senkst ab, Y1/Y2, du prüfst auf Interferenzen. Wenn du es übersiehst, beschädigst du einen Finger oder markierst ein Teil. Jeder Beinahe-Fehler lädt zu dem Denken “einfach beide Finger in diesem Schritt wegfahren” ein. So verschwindet die seitliche Unterstützung und Flanschlängen verändern sich.
Offline-Simulation verlagert dieses Risiko nach vorne. Die Steuerung berechnet, ob R gehoben werden muss, bevor X vorfährt. Sie sequenziert Bewegungen so, dass Achsen nicht unnötig aufeinander warten. Diese Koordination ist wichtig, denn wenn Achsen in falscher Reihenfolge referenziert oder neu positioniert werden, beginnen Bediener die Automatisierung zu übersteuern, um “Zeit zu sparen”. Das ist der Moment, in dem synchronisierte Bewegung in Improvisation übergeht.
Und Improvisation ist teuer.
Eine auffällige Benutzeroberfläche, die immer noch live Kollisionsentdeckung erfordert, ist Schaufensterglas über einem wackligen Rahmen. Sie sieht modern aus. Sie verhält sich mittelalterlich.
Wenn dein Arbeitsablauf darauf angewiesen ist, Fehler zu erkennen, während der Stößel sich bewegt, zahlst du doppelt für Komplexität – einmal in Programmierzeit, einmal in Ausschuss.
Ich betrat eine Werkstatt mit zwei identischen Pressen. Gleiche Tonnage. Gleiche Y1/Y2, X, R, Z1/Z2 Konfiguration. Eine zog Jobs von einem gemeinsamen Server – 3D-Modell, Werkzeugsetup, Biegreihenfolge, Achspositionen alle eingebettet. Die andere stützte sich auf handgeschriebene Einrichtungsblätter, die an den Schutz geklebt wurden.
Nach drei Wochen bei einem Wiederholauftrag hielt die erste Maschine die Flanschabweichung innerhalb ihres normalen Toleranzbereichs ohne eine einzige Tiefenanpassung. Die zweite hatte Bediener, die beim dritten Durchlauf die Biegetiefe nachjustierten, weil “das Material sich anders anfühlt.”
Das Material hat sich nicht geändert. Die Referenzkonsistenz schon.
Wenn Daten direkt vom Modell zum Controller fließen, X werden Positionen nicht neu interpretiert. R Höhen werden nicht aus dem Gedächtnis geraten. Z1/Z2 Seitliche Versätze werden nicht improvisiert entschieden. Jeder Achsbewegung wird jedes Mal aus derselben geometrischen Quelle berechnet. Das ist mechanische Gewissheit.
Wenn Daten im Kopf des Bedieners leben, schleichen sich kleine Abweichungen ein. Jemand entscheidet, beide Finger statt nur einen zurückzuziehen. Ein anderer lässt R 2 mm höher, um das Laden zu erleichtern. Wenn Y1/Y2 nicht automatisch den seitlichen Druck ausgleichen kann, beginnt der Bediener zu unterlegen, umzudrehen, nach Gefühl zu kompensieren. Wiederholbarkeit wird zu einer Charaktereigenschaft.
So endet man mit einer Palette sauberer Teile und der nächsten, die mit der Ausschusskiste flirtet – nicht weil sich die Maschine geändert hat, sondern weil sich die Übersetzungsschicht geändert hat.
Automatischer Datenfluss macht Ihre Abkantpresse nicht intelligenter. Er entfernt die menschliche Neuinterpretation zwischen Geometrie und Bewegung. Und wenn unabhängige Achsen vorab berechnete Positionen in jedem Zyklus ausführen, hat die Variabilität weniger Versteckmöglichkeiten.
Hier ist die klare Wahrheit: Wenn Ihr Controller die Geometrie nicht vom Design bis zur synchronisierten Y1/Y2, X, R, und Z1/Z2 Bewegung tragen kann, ohne sich auf das Erinnerungsvermögen des Bedieners zu verlassen, besitzen Sie kein Präzisionssystem – Sie besitzen eine Vorschlagsbox mit Hydraulik angeschlossen.
Sie wollen wissen, wie Sie einen Controller auswählen, der geometriebasierte, synchronisierte Achssteuerung liefert statt einer aufpolierten Karikatur auf einem Großen Farbtouchscreen.
Beginnen Sie in der Ausschusskiste.
Nicht in der Broschüre. Nicht bei dem Demoteil, das der Verkäufer einmal im Showroom gebogen hat. Der tatsächlich zurückgewiesene Stapel vom letzten Monat. Legen Sie die Teile auf einen Tisch. Betrachten Sie das Fehlermuster, als würden Sie einen Tatort lesen. Ist der Winkel von links nach rechts verläuft? Waren die Flanschlängen von Biegung zu Biegung inkonsistent? Haben Bediener die Teile mitten im Zyklus gedreht, weil der Hinteranschlag die Geometrie nicht stützen konnte?
Das ist keine Nostalgie. Es ist Reverse-Engineering.
Wenn Ihre letzten 50 Ausschussteile alle das gleiche Symptom aufweisen, deutet dieses Symptom auf eine fehlende oder ungenutzte Achse oder auf eine mechanische Begrenzung hin, die kein Steuergerät verbergen kann. Behandeln Sie den Schrottstapel wie ein Prüfprotokoll, das in Stahl geschrieben ist. Die Schrotttonne ist der einzige Berater in der Werkstatt, der niemals lügt.
Wenn Sie Ausschussteile nicht zur Orientierung Ihres Datenblatts verwenden, kaufen Sie Schaufensterglas und hoffen, dass es das Gebäude trägt.
Winkelabweichung über die Breite? Erste Frage: wurde Y1/Y2 die Stempeltiefe unabhängig gesteuert, oder haben Sie im gekoppelten Modus gearbeitet und mit Unterlagen korrigiert?
Denn hier ist die mechanische Wahrheit: Y1/Y2 Unabhängigkeit steuert die Links-Rechts-Parallelität des Stempels. Das wirkt sich auf die Konsistenz des Biegewinkels über das Werkstück aus. X, R, Z1/Z2 beeinflussen den Winkel nicht; sie steuern, wo das Werkstück liegt, nicht, wie tief der Stempel eindringt. Wenn Sie die Steuerung für einen Winkelversatz verantwortlich machen, aber Ihr Bett sich durchbiegt und Sie keine Bombierkompensation haben, ist das ein Problem des Maschinenrahmens, nicht der Software.
Ein Bildschirm-Upgrade richtet keinen Stahl gerade.
Schauen Sie sich jetzt inkonsistente Flanschlängen an. Das ist X-Wiederholgenauigkeit. Moderne servogesteuerte X-Achsen können auf Hundertstel Millimeter positionieren. Wenn die Flanschlänge zufällig variiert, fehlt entweder der X-Achse Servopräzision, oder die Bediener geben die Zahlen erneut ein, anstatt gespeicherte Programme zu fahren. Wenn das Werkstück asymmetrisch ist und eine Seite einen anderen Anschlag als die andere benötigt, kann ein unabhängiges X1/X2 die manuelle Umpositionierung reduzieren – aber das ist Arbeitsfluss-Effizienz, nicht engere Winkel.
Anderer Fehler. Andere Achse.
Und wenn Bediener Werkstücke während des Prozesses drehen, weil ein Hinteranschlagfinger mit einem Rückflansch kollidiert, ist das ein Z1/Z2-Thema. Unabhängige seitliche Bewegung ermöglicht es, dass ein Finger zurückgezogen wird, während der andere engaged bleibt. Ohne das wird der Bediener zur Achse – heben, wenden, schätzen. Das ist Geometrie, übersetzt durch Muskelgedächtnis.
Wenn Y1/Y2 nicht automatisch den seitlichen Druck korrigieren kann, beginnt der Bediener mit Unterlagen, Drehen, Ausgleichen nach Gefühl.
Hier ist Ihr Filter: Für jede Ausschusspartie benennen Sie die Achse, die sie verhindert hätte. Wenn Sie keine benennen können, brauchen Sie keine zusätzlichen Achsen – Sie müssen die vorhandenen besser nutzen.
Ich habe Achtachsenmaschinen gesehen, die wie Zweiachsen-Bremsen laufen, weil niemand die Mannschaft darin geschult hat, sie zu programmieren.
Ein 4-Achs-System im Grundmodus unterscheidet sich nicht von einer einfacheren Maschine – abgesehen von der Wartungsrechnung. Mehr Achsen verbessern die Präzision nur, wenn die Geometrie unabhängige Bewegung verlangt und die Werkstatt diese Bewegung tatsächlich programmiert.
Nehmen Sie einen typischen Fertigungshalter: konsistente Flanschtiefen, keine asymmetrischen Rückläufe, moderate Breite. Ein solides Y1/Y2, -, X- und R-Setup bewältigt das den ganzen Tag. Servo-X liefert wiederholbare Flanschlängen. R passt die vertikale Fingerhöhe für Kasten-Werkstücke an. Y1/Y2 hält den Stempel parallel. Für die meisten Serienarbeiten ist das das Präzisions-zu-Komplexitäts-Optimum.
Gehen Sie nun zu großen Paneelen mit unterschiedlichen Flanschtiefen an jedem Ende. Unabhängiges X1/X2 und R1/R2 ermöglichen es, beide Seiten in einem Zyklus zu positionieren. Das reduziert die Handhabung. Es spart Zeit. Aber es verbessert den Winkel nicht magisch; es entfernt Umpositionierungsschritte, bei denen menschliche Fehler auftreten können.
Bequemlichkeit und Präzision sind Cousins, keine Zwillinge.
Und verwechseln Sie nicht die Bettablenkungskompensation (oft als V-Achse oder Krönungssystem bezeichnet) mit der Intelligenz des Steuergeräts. Wenn die Mitte Ihrer langen Biegung offen ist, weil das Bett unter Last nachgibt, wird keine Anzahl von Hinteranschlägen-Achsen das beheben. Das ist Strukturstahl, nicht Software.
Mehr Achsen ohne geometrischen Bedarf sind wie ein weiterer Schacht zum Schrottbehälter – es reduziert den Ausschuss nicht, es ordnet ihn nur.
Kaufen Sie Achsen, um spezifische geometrische Konflikte zu lösen, nicht um Besucher zu beeindrucken.
Verkaufsunterlagen listen Achsen wie PS-Zahlen auf. Y1/Y2, X, R, Z1/Z2, vielleicht überall unabhängige Paare. Das klingt beeindruckend.
Aber es gibt eine harte Grenze, die die meisten Werkstätten übersehen: Der Controller kann nur die Achsen steuern, die er tatsächlich hat – und nur auf Arten, die Ihre Teile erfordern.
Drehen Sie den Kaufprozess um.
Anstatt zu fragen: “Was ist die maximal verfügbare Achskonfiguration?” fragen Sie: “Welche Aufträge bieten wir nächstes Jahr an, die wir derzeit ablehnen oder mühsam durchzuführen versuchen?” Holen Sie diese Zeichnungen. Suchen Sie nach geometrischen Anforderungen: asymmetrische Flansche, hohe Boxen, lange Paneele mit engen Winkeltoleranzen über die Breite, mehrstufige Biegungen, bei denen Fingerinterferenzen unvermeidlich sind.
Ordnen Sie dann Geometrie der Unabhängigkeit zu.
Lange, toleranzkritische Teile? Priorisieren Sie robuste Y1/Y2 Synchronisation und Krönungskontrolle. Tiefe Boxen mit variablen Flanschhöhen? R und möglicherweise unabhängige R1/R2 sind wichtig. Asymmetrische, große Teile mit wechselnden Stützpunkten? Z1/Z2 zahlt sich aus. Hohe Sortenvielfalt bei geringer Stückzahl, bei der Einrichtungsfehler dominieren? Investieren Sie in einen Controller, der 3D-Modelle direkt in koordinierte Y1/Y2-, X-, R-, Z1/Z2-Bewegungen umsetzt, ohne manuelle Neueingabe.
Jetzt kaufen Sie keinen Bildschirm. Sie kaufen Strukturstahl für das Fundament.
Der nicht offensichtliche Teil ist: Präzision kommt nicht von der Gesamtzahl der Achsen – sie kommt von der Zuordnung unabhängiger Achsensteuerung zur geometrischen Komplexität Ihrer Teile und der tatsächlichen Nutzung dieser Unabhängigkeit in programmierten Bewegungen. Alles darüber hinaus ist dekorativ.
Wenn Sie das nächste Mal in einen Ausstellungsraum gehen und diese glänzende Anzeige Sie anstrahlt, tippen Sie nicht auf den Bildschirm.
Fragen Sie, welche fehlende Achse Ihre letzte verworfene Charge gerettet hätte – und ob Ihr Team weiß, wie man sie bewegt.


















