

Geçen kış, bir atölye sahibi beni “yeni” abkant presinin yanına, sanki yeni doğmuş bir buzağıymış gibi çekti. Büyük renkli dokunmatik ekran. Kaydırmalı menüler. 3D grafikler. İlk işi mi? Yirmi dört braket, sekizi hurdaya ayrıldı. Eski makinede yaşadığı aynı flanş uzunluğu sapması yine vardı.
O, sanki kendisini yarı yolda bırakmış gibi ekrana dokunmaya devam etti. Ben ise yan çerçevelere bakıp durdum.
Bir şeyler tutarsızdı.
Kâğıt üzerinde o pres etkileyiciydi: CNC kontrolü, programlanabilir geri dayama, Y1/Y2 olarak etiketlenmiş çift silindir ve tek bir vuruş öncesinde parçayı 3D çizebilen parlak bir arayüz. Satış temsilcisi, sadece “dijitale geçiş” ile daha sıkı toleranslar vaat etti. Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar., Burada gerçekleşmesi gereken değişim şu: hassasiyet ekranda doğmaz; çeliği fiziksel olarak hareket ettiren bağımsız eksenlerde doğar —“
koç paralelliği için Y, derinlik için X, yükseklik için R, yanal pozisyonlama için Z. Bu eksenler, parça geometrinize uyacak şekilde bağımsız hareket edemiyorsa, dokunmatik ekran sadece sallanan bir çerçeve üzerindeki vitrin camıdır.
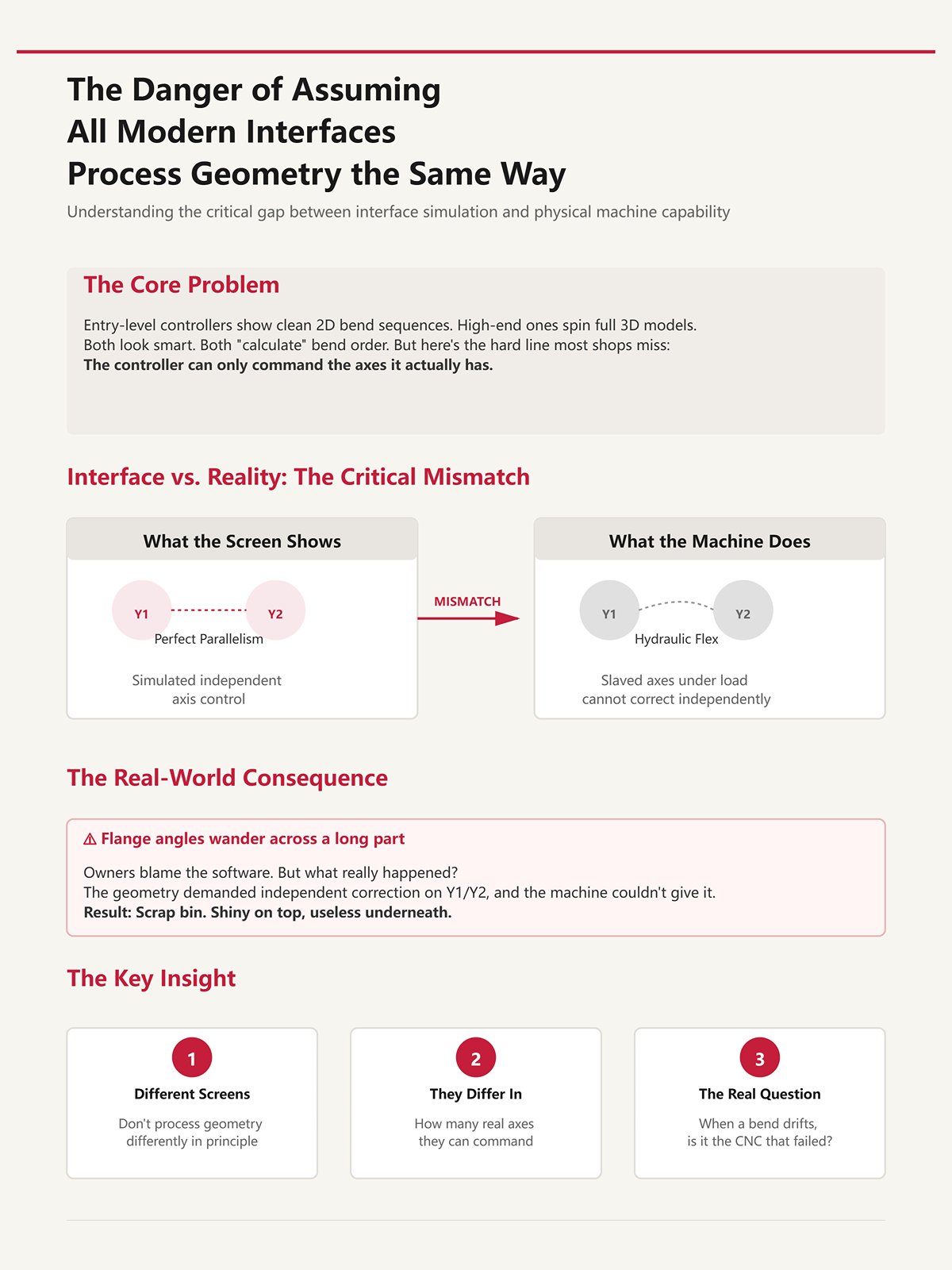
Temel sorunları daha güzel pencerelerle çözemezsiniz. Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar. Tüm Modern Arayüzlerin Geometriyi Aynı Şekilde İşlediğini Varsaymanın Tehlikesi.
Temiz bir 2D büküm sırası gösteren giriş seviyesi kontrolörleri ve bir video oyunu gibi tam 3D model döndüren üst seviye kontrolörleri kullandım. İkisi de akıllı görünüyor. İkisi de büküm sırasını “hesaplıyor”.
Makinenizin.
hidrolik olarak birbirine bağımlı çalışıp bağımsız kontrol edilmiyorsa, ekran mükemmel paralellik simüle edebilirken fiziksel koç yük altında esneyebilir. Arayüz yalan söylemedi. Sadece mevcut olmayan donanım yeteneğini varsaydı.
Uzun bir parçada flanş açıları değiştiğinde yazılımı suçlayan sahipler gördüm. Gerçekte ne oldu? Geometri Y ekseni üzerinde bağımsız düzeltme gerektiriyordu Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar. ve makine bunu sağlayamıyordu. Bu uyumsuzluk, yanlış kesilmiş saclar gibi doğrudan hurda kutusuna gider — üstü parlak, altı işe yaramaz.
Farklı ekranlar prensipte geometriyi farklı şekilde işlemez. Fark, o geometrinin çelikte gerçeğe dönüşmesi için kaç gerçek ekseni komuta edebildikleridir. Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar., and the machine couldn’t give it. That mismatch goes straight into the scrap bin like mis-cut blanks you can’t un-shear — shiny on top, useless underneath.
Different screens don’t process geometry differently in principle. They differ in how many real axes they can command to make that geometry true in steel.
Yani bir büküm kaydığında, gerçekten arızalanan “CNC” mi?
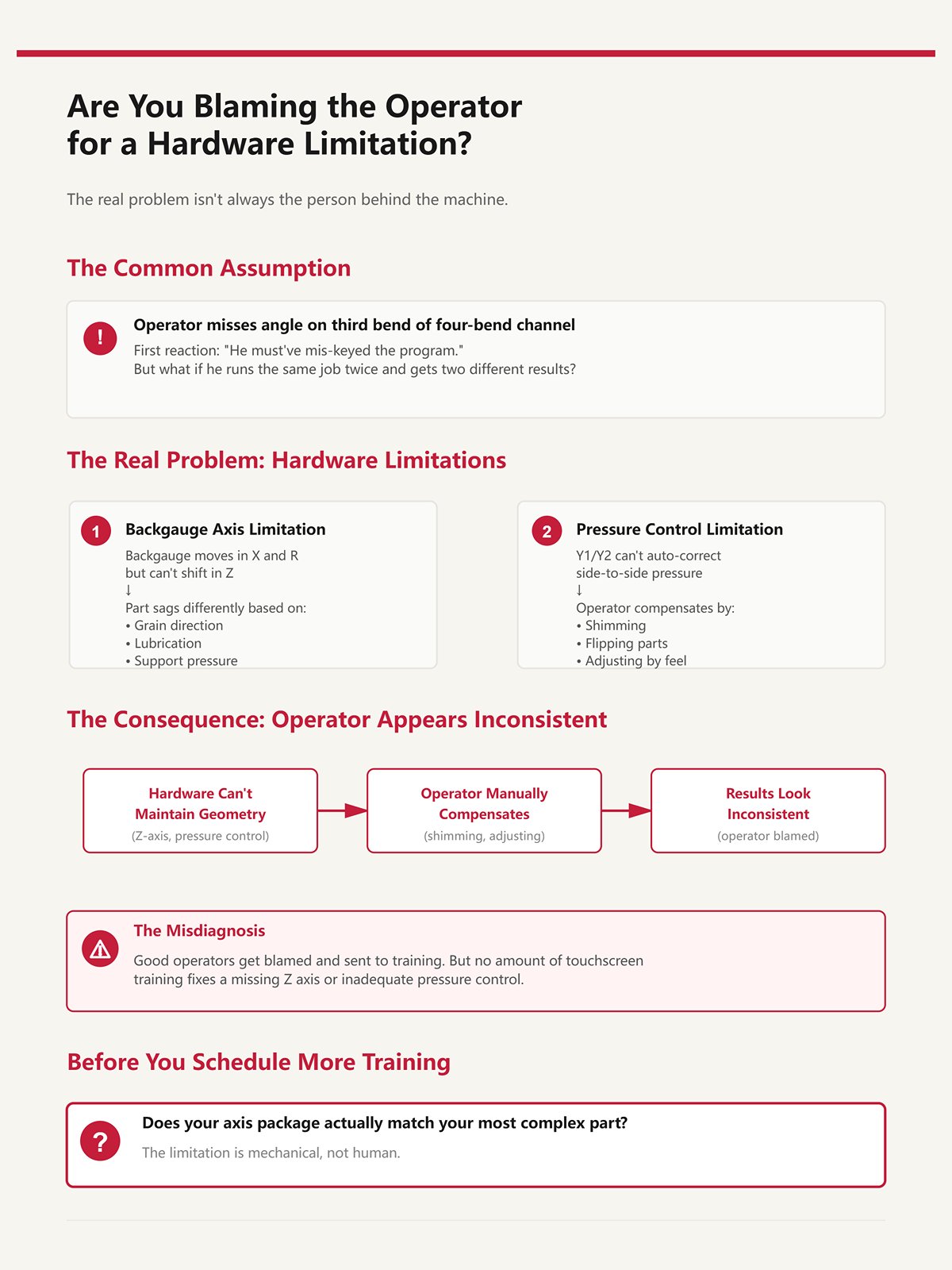
Bir adam dört bükümlü bir kanalın üçüncü bükümünde açıyı kaçırıyor. Çoğu atölyede ilk tepki? “Programı yanlış girmiş olmalı.”
Mantıklı bir soru — ta ki aynı işi iki kez çalıştırıp biraz farklı sonuçlar elde ettiğini görene kadar.
Eğer arkalık sadece X ve R eksenlerinde hareket ediyor ama Z ekseninde kayarak ofset flanşı destekleyemiyorsa, parça, lif yönüne, yağlamaya ve operatörün ne kadar kuvvetle tuttuğuna göre farklı şekilde sarkar. Eksik bir Z eksenini hiçbir dokunmatik ekran eğitimi düzeltemez. Eğer Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar. yana doğru basıncı otomatik olarak düzeltemiyorsa, operatör takoz koymaya, parçayı çevirmeye, hislerine göre telafi yapmaya başlar.
Artık tutarsız görünüyor.
Aslında tutarsız olan, makinenin parçanın geometrisini tutturma kabiliyeti. Sınırlama mekanik olduğunda, insan değil, iyi operatörleri suç sepetine atıyoruz.
Daha fazla eğitim planlamadan önce kendinize sorun: eksen paketiniz gerçekten en karmaşık parçanızla uyumlu mu?

Dürüst olalım. Dijital kontroller bazı şeyleri değiştirir. Kurulum hızlanır. Programlar saklanır. X ekseninde arkalık tekrarlanabilirliği milimetrenin yüzde birlerine sıkılaşabilir. Servo makinelerde enerji kullanımı düşebilir. Bunlar gerçek kazanımlardır.
Ama çoğu zaman değişmeyen şey şudur: fiziksel eksenlerin sayısı ve bağımsızlığı.
Eski makinenizde fiilen tek bir koç ekseni ve basit bir arkalık vardıysa ve yeni “CNC”nizde hâlâ tam bağımsız Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar. veya ayarlanabilir Z parmakları yoksa, yapısal kapasite aynıdır. Makineyle iletişimi geliştirdiniz. Onun fiziksel olarak düzeltebileceği alanı genişletmediniz.
Bu, prese yeni boya atmakla gövdeyi yükseltmek arasındaki farktır. Biri modern hissettirir. Diğeri toleransı korur.
Yani tutarsız bükümler dokunmatik ekran yükseltmesinden sonra da devam ediyorsa, zihinsel değişim şudur: arayüzün ne kadar akıllı olduğunu sormayı bırakın, eksen konfigürasyonunun zorladığınız geometriye uyup uymadığını sormaya başlayın.
Sonraki soru kaçınılmaz: ne zaman Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar. tamamen bağımsız hareket ederler — ve bu, uzun ve affetmeyen bir bükümde neyi değiştirir?
İki kayık montaj kulağı olan 36 inçlik bir kanal hayal edin — sol kulak kısa, sağ kulak uzun. 3 eksenli bir arkalıkta (X ve R arkada Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar.), her iki durdurma parmağı tek bir Z kirişinin üzerinde durur. İlk bükümü sorunsuz yaparsınız. İkinci büküm mü? Sağ sekme parmağa çarpar; sol taraf havada durur. Operatör bir kelepçeyi gevşetir, parmağı elle kaydırır, sıkar, gözüyle dikliğini tahmin eder.
Çevrim süresi iki katına çıktı. Daha önemlisi, tekrarlanabilirlik öldü.
İşte gerçek fark orada ortaya çıkar. 3 eksenli bir sistem size programlanabilir derinlik (X) ve yükseklik (R) verir. Simetrik parçalar için bu yeterlidir. Arka dayama her iki tarafı da eşit şekilde referanslar, koç aşağı iner Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar., ve her şey yolunda gider. Ama sol ve sağ geometriler farklılaştığı anda, ortak bir Z kirişi sizi uzlaşmaya zorlar. Artık konumu kontrol etmiyorsunuz; onu pazarlık ediyorsunuz.
6 eksenli bir arka dayama—X, R, Z1/Z2, ayrıca bağımsız Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar. önde—her parmağın kendi yanal hareketini yapmasına izin verir. Artık sol sekme kendi referansını, sağ sekme kendi referansını alır ve makine, bağımsızlığı anahtarlarla taklit etmesi için operatöre yüklenmeyi bırakır. Geometri umutla değil, çelikle eşleşir.
Bu, çoğu atölyenin önceden görmediği sert sınırdır: parçalarınız bağımsız sol-sağ dayama gerektirdiğinde, programlanabilir Z1/Z2 olmayan bir kontrolör “daha basit” değildir. İnsan müdahalesi olmadan işi tekrarlaması yapısal olarak imkânsızdır.
Ve insan müdahalesi değişkenliktir.
Hadi teori değil, yükten bahsedelim.
1/4 inç yumuşak çelik flanş için R yüksekliğini ayarlarsınız. Havada kusursuz görünür. Uzun bir büküm boyunca 80 ton altında, sac esner, arka dayama parmakları yukarı doğru kuvvet görür ve parça desteklendiği yere bağlı olarak ya yükselir ya da batar. Eğer R, bir kez adım çalıştırarak “tamam” denilerek ayarlandıysa, bu sapma dinamik olarak düzeltilmez.
Sonuç: açı kayması olur.
Basit bir X+R kurulumunda, operatör vuruşlar arasında R’yi hafifçe kaydırarak veya büküm sırasında parçayı fiziksel olarak kaldırarak telafi eder. Bu, kuvvetin kalıp omuzlarına nasıl aktarıldığını değiştirir. Ve bir kez bu kuvvet yolu değişti mi, Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar. koçu gün boyu paralel tutabilir ve yine de tutarsız flanş açıları üretebilirsiniz çünkü malzeme hiçbir zaman aynı şekilde oturmaz.
Bu bir yazılım karışıklığı değil. Bu, mekanik referans istikrarsızlığıdır.
Atölyelerin, asıl sorun arka dayama yüksekliğinin parça sarkmasıyla etkileşimi olduğu halde, taç ayarını (V ekseni) yeniden kalibre ederek yarım derecelik açı değişimlerinin peşinden gittiğini gördüm. Parça, kötü desteklenmiş bir dayama parmağında sallanırken koçu ayarlıyorlardı. Bu, makas arka dayaması gevşek olduğu için iyi plakaları hurda kutusuna ayırmaya benzer—kesimi suçluyorsunuz ama referans kaymış.
Yani evet, Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar. bağımsızlık, koç eğriliğini düzeltir. Ancak stabil, programlanabilir X ve R olmadan — ve nihayetinde Z1/Z2— hâlâ mükemmel paralel bir koç içine tutarsız koşullar besliyorsunuz.
Hassasiyet, zımbanın çeliğe değmesinden önce başlar.
| Bölüm | İçerik |
|---|---|
| Başlık | X ve R Ekseni: Yük Altında Manuel Yükseklik Ayarının Bükme Açısı Hassasiyetini Nasıl Sabote Ettiği |
| Giriş | Hadi teori değil, yükten bahsedelim. |
| Yük Senaryosu | 1/4 inç yumuşak çelik flanş için R yüksekliğini ayarlarsınız. Havada kusursuz görünür. Uzun bir büküm boyunca 80 ton altında, sac esner, arka dayama parmakları yukarı doğru kuvvet görür ve parça desteklendiği yere bağlı olarak ya yükselir ya da batar. Eğer R, bir kez adım çalıştırarak “tamam” denilerek ayarlandıysa, bu sapma dinamik olarak düzeltilmez. |
| Ortaya Çıkan Sorun | Sonuç: açı kayması olur. |
| Operatör Telafisi | Temel bir X+R kurulumunda, operatör darbeler arasında R’yi hafifçe oynatarak veya bükme sırasında parçayı fiziksel olarak kaldırarak telafi eder. Bu, kuvvetin kalıp omuzlarına nasıl aktarıldığını değiştirir. Ve bir kez bu kuvvet yolu değiştiğinde, Y1/Y2 gün boyu koçu paralel tutabilir ve yine de tutarsız flanş açıları üretebilir çünkü malzeme aynı şekilde iki kez oturmamaktadır. |
| Kök Sebep | Bu bir yazılım karışıklığı değil. Bu, mekanik referans istikrarsızlığıdır. |
| Yanlış Teşhis Edilmiş Çözüm | Atölyelerin, asıl sorun arka dayama yüksekliğinin parça sarkmasıyla etkileşimi olduğu halde, taç ayarını (V ekseni) yeniden kalibre ederek yarım derecelik açı değişimlerinin peşinden gittiğini gördüm. Parça, kötü desteklenmiş bir dayama parmağında sallanırken koçu ayarlıyorlardı. Bu, makas arka dayaması gevşek olduğu için iyi plakaları hurda kutusuna ayırmaya benzer—kesimi suçluyorsunuz ama referans kaymış. |
| Sonuç | Yani evet, Y1/Y2 bağımsızlığı koç eğriliğini düzeltir. Ancak stabil, programlanabilir X ve R olmadan — ve nihayetinde Z1/Z2 olmadan — hâlâ mükemmel paralel bir koç içine tutarsız koşullar besliyorsunuz. |
| Kapanış Açıklaması | Hassasiyet, zımbanın çeliğe değmesinden önce başlar. |
Bu testi kafanızda çalıştırın.
Düz bir plaka alın. Ortalanmış tek bir flanş ekleyin. 3 eksenli arka dayama bunu rahatça halleder.
Şimdi o flanşı 4 inç sola kaydırın. Hâlâ yönetilebilir; her iki parmak da aynı kenardan referans alıyor.
Şimdi sadece sağ tarafta bir geri dönüş flanşı ekleyin. Aniden, bir parmak şekillendirilmiş bir bacağı temizlerken diğerinin bir kenara sıkı kalması gerekir. Ortak bir Z kiriş kullanıldığında ya her iki parmağı birden geri çekersiniz ya da hiçbirini. İkisini birden geri çekerseniz bir tarafta desteği kaybedersiniz. İkisini ileri tutarsanız bir tanesi çarpışır.
işte o an Z1/Z2 lüks olmaktan çıkıp gereklilik hâline gelir.
Atölyeler bazen 3+1 sistemi —Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar., X ve taçlama — “çoğu işi” kapsar diye savunur. Simetrik braketler ve kanallar için haklıdırlar. Ancak parçalar ofsetler, kıvırmalar veya sekans ortasında mevcut referans kenarını değiştiren aşamalı bükmeler içerdiğinde, bağımsız yanal konumlama, derinlik kontrolünü birinci bükmeden dördüncüye kadar tutarlı tutan şeydir.
Bir başka karmaşıklık daha var. Bazı sistemler Delta X sunar—her parmak için bağımsız derinlik. Güçlü görünüyor. Öyle de. Ancak kontrolör Delta X’i Z1/Z2 ve Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar., ile senkronize etmezse, çoklu büküm dizisi boyunca çapraz hizasızlık oluşturabilirsiniz. Bir parmak erken ilerler, diğeri gecikir, koç paralel kalır ve parça, referanslarınız eşgüdümlü olmadığı için döner.
Eksenler aynı anda hareket etmiyorsa yardımcı olmazlar.
Dolayısıyla, pratik eşik şudur: baskınız sizi “bu büküm için sadece şu parmağı kenara kaydırayım” diye düşündürüyorsa, bütçenizde yeri olsun ya da olmasın Z1/Z2 bölgesine geçtiniz demektir.
Bunu görmezden gelirseniz, tutarsızlığa gönüllü oluyorsunuz.
Diğer ucu da gördüm.
Bir atölye tam X, R, Z1/Z2, hatta Delta X ile yükseltme yapıyor. Özellik tablosunda altı eksen. Büyük renkli dokunmatik ekran. İlk hafta, X R’nin temizlenmesini beklediği, R’nin Z1/Z2 sınır anahtarlarını bulmasını beklediği için ve bir eksen diğeri erken sınırına ulaşırsa hata verdiği için referanslama bükmeden daha uzun sürüyor.
Artık karmaşıklık darboğaz haline geliyor.
Bazı sistemlerde referans dizisi zincirlenmiştir: Z1/Z2 R hareket etmeden önce sıfırlanmalıdır; R temizlenmeden X son hale gelemez. Bir parmak sınırına erken ulaşırsa—örneğin uzun bir parça alışılmadık yanal kaydırma gerektirdiyse—tüm arka dayama duraklar. Üretim, eski 3 eksenli makineden daha yavaş hissedilir.
Bu, daha fazla eksene karşı bir argüman değildir. Bu, makalenin tezinin tersinden kanıtıdır: donanım kapasitesi yalnızca kontrolör gerçekten bu eksenleri akıllıca hesaplayabiliyor, simüle edip koordine edebiliyorsa doğruluğu artırır.
Aksi halde, bir orkestra şefi olmadan hareketli parçaları üst üste koymuş olursunuz.
Daha fazla eksen, ulaşabileceğiniz geometrik zarfı genişletir. Zayıf koordinasyon ise, çarpışmalar, zamanlaması bozuk hareketler, alarm mesajı yerine eğrilmiş hurda olarak ortaya çıkan referans hataları gibi yeni arıza biçimleriyle bu zarfı yeniden daraltır.
Temel, vitrin camından daha önemlidir.
Ve bir kez Z1/Z2, eklediğinizde, bir sonraki soru artık onlara gerçekten ihtiyacınız olup olmadığı değildir.
Kontrol cihazınızın onları birbirleriyle kavga etmelerini önleyecek kadar akıllı olup olmadığıyla ilgilidir.
Geçen yıl beş eksenli bir pres freni yanında durdum—Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar., X, R, Z1/Z2 hepsi teknik özellikler sayfasında gururla listelenmiş. Büyük renkli dokunmatik ekran. Programcı üç ofset ve geri dönüş flanşı olan bir braket işi yükledi. Modeli içe aktarmak yerine, yan çerçeveye yapıştırılmış çıktıdan flanş uzunluklarını ve bükme indirimlerini satır satır girdi. Üçüncü bükme 0,7 mm kısa geldiğinde, suçlu olarak eksenleri göstermedi. Derinliği tekrar yazdı.
İşte bu, ayrım çizgisi. Arkada kaç motor olduğuyla ilgili değil. Kontrol cihazının parçanın geometrisini alıp, önce bir insanın çevirmesine gerek duymadan, koordineli eksen hareketine dönüştürüp dönüştüremediğiyle ilgili.
Eksenler size fiziksel özgürlük verir. Yazılım ise bu özgürlüğün senkronize harekete dönüşüp dönüşmeyeceğini veya sadece hata yapmanın başka bir yoluna dönüşeceğini belirler.
Kontrol cihazınız geometriyi bir model yerine bir hesap makinesi problemi olarak görüyorsa, koordineli bir sistem çalıştırmıyorsunuz. Servo desteği olan bir hafıza testi çalıştırıyorsunuz.
Ve hafıza bir kontrol sistemi değildir.
Eşit olmayan iki flanş ve bir hemli dört bükümlü bir kutu hayal edin. Adım girişli bir kontrol cihazında, operatör malzeme, kalınlık, V kalıbı girer, ardından her flanş ölçüsünü elle yazar. Kontrol, bükme derinliğini bir K-faktör tablosundan hesaplar. Kulağa iyi geliyor—ta ki ikinci bükme referans kenarı değiştirene kadar. Şimdi Z1/Z2 bağımsız olarak yeniden konumlanmalı, X farklı bir yüzey referans alınmalı ve kontrol cihazının gelişen 3D şekilden haberi yok. Sadece sırasıyla girilen sayıları bilir.
Bu yüzden operatör parçayı zihinsel olarak açar. Her baskıdan sonra hangi kenarın birincil olacağına karar verir. Bir Z parmağını ne zaman geri çekip diğerini sıkı tutacağına karar verir. Bu geçişi bir milimetre yanlış değerlendirirse, Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar. koç paralel tutmaya devam edecek—ama yanlış konumlanmış bir parçaya pres yapacaklar.
Bu şekilde, tamamı tutarlı şekilde hatalı olan bir yığın parça ile karşılaşırsınız. Birinin arka dayama sıfırını yanlış okuması yüzünden iyi sacları hurda kutusuna atmak gibi, makine tam olarak söylendiğini yaptı—sadece parçanın gerektirdiğini yapmadı.
Şimdi bunu yerel 3D açma ile karşılaştırın. Kontrol cihazı katı modeli içe aktarır, düz desen hesaplar, bükme sırasını simüle eder ve eksen hareketlerini atar—X, R, Z1/Z2, ve Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar.—parçanın değişen geometrisine dayanarak. Bir flanşın parmağı engellediğini “bilir”. Koç inmeden önce yanal pozisyonu ne zaman değiştireceğini “bilir”. Operatör geometriyi çevirmiyor; bir simülasyonu doğruluyor.
Ama çoğu atölyenin gözünden kaçan katı bir gerçek var: kontrol cihazı yalnızca kendi sahip olduğu eksenleri komuta edebilir. Yazılım bir modeli mükemmel şekilde açsa bile bağımsız Z1/Z2, yine de bir parmağı park edip diğerini devrede tutamıyor. Fiziksel bağımsızlık olmadan geometriden haberdar olmak sadece daha şık bir önizlemedir.
Yani asıl soru “3D grafikleri var mı?” değil. Asıl soru “Kontrol ünitesi 3D geometrisini insan çevirisine ihtiyaç duymadan senkronize, bağımsız eksen hareketine dönüştürebiliyor mu?”
Eğer yapamıyorsa, hâlâ büküm programlıyorsunuz. Parça programlamıyorsunuz.
Bunu bir kereden fazla ölçtüm. Orta karmaşıklıkta bir parça—altı büküm, iki takım değişimi, bir garip geri dönüş—eğer koordinatları elle girip açıklıkları yavaş jog hareketleriyle kontrol ediyorsanız, makinede programlamak yaklaşık 20 ila 30 dakika sürer. Bu, deneyimli bir operatörle bile böyledir.
Şimdi aynı işin çevrimdışı programlandığını hayal edin. Takım kütüphanesi yüklenmiş. Makine geometrisi tanımlanmış. Yazılım koç vuruşunu simüle eder, R yükseklik değişimlerini, Z1/Z2 geri çekilmeleri ve çelik kalıba değmeden önce bir parmak çarpışmasını işaretler. Dosya prese ulaştığında, ilk fiziksel hareket üretim hızında olur.
Fark kolaylık değildir. Fark hata kontrolüdür.
Platformda çarpışma tespiti fiziksel olarak gerçekleşir. Jog yaparsınız Z1/Z2, aşağı indirirsiniz Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar., çarpışma olup olmadığını izlersiniz. Eğer gözden kaçırırsanız bir parmağı çizer veya parçayı işaretlersiniz. Her kıl payı durum “bu adımda her iki parmağı da tamamen aç” gibi düşünceleri davet eder. Bu da yanal desteğin kaybolmasına ve flanş uzunluklarının sapmasına yol açar.
Çevrimdışı simülasyon bu riski akışın başına taşır. Kontrolör R ilerlemeden önce kaldırılmalı mı hesaplar. Hareketleri öyle sıralar ki eksenler gereksiz yere birbirini beklemez. Bu koordinasyon önemlidir çünkü eksenler sıfırlama veya yeniden konumlandırmada sıradan çıkarsa operatörler “zaman kazanmak” için otomasyona müdahale etmeye başlar. İşte o zaman senkronize hareket doğaçlamaya dönüşür. X Ve doğaçlama pahalıdır.
Hâlâ canlı çarpışma tespiti gerektiren gösterişli bir arayüz, sağlam olmayan bir iskeletin üzerine vitrin camı koymak gibidir. Modern görünür. Ortaçağ gibi davranır.
Eğer iş akışınız hataları koç hareket ederken yakalamaya bağlıysa, karmaşıklığın bedelini iki kez ödüyorsunuz—bir kez programlama süresinde, bir kez hurda olarak.
Veri Operatör Hafızası Yerine Otomatik Olarak Aktığında Tekrarlanabilirlik Ne Olur?.
I walked into a shop running two identical presses. Same tonnage. Same Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar., X, R, Z1/Z2 yapılandırma. Biri işleri paylaşılan bir sunucudan çekiyordu—3D model, takım kurulumu, bükme sırası, eksen konumları hepsi gömülüydü. Diğeri korumaya yapıştırılmış el yazısı kurulum formlarına dayanıyordu.
Üç haftalık tekrarlayan bir siparişte, ilk makine flanş değişkenliğini tek bir derinlik ayarı yapmadan normal tolerans bandı içinde tuttu. İkinci makinede ise, “malzeme farklı hissettiriyor” diyerek operatörler üçüncü çalışmada bükme derinliğini ayarlıyordu.”
Malzeme değişmedi. Değişen referans tutarlılığıydı.
Veri doğrudan modelden kontrolöre aktığında, X konumlar yeniden yorumlanmaz. R yükseklikler hafızadan tahmin edilmez. Z1/Z2 yanal ofsetler anlık kararla verilmez. Her eksen hareketi her seferinde aynı geometrik kaynaktan hesaplanır. İşte bu mekanik kesinliktir.
Veri operatörün kafasında yaşadığında, küçük kaymalar sızar. Biri iki parmağı birden geri çekmeye karar verir. Bir başkası yüklemeyi kolaylaştırmak için R 2 mm daha yukarıda bırakır. Eğer Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar. yan basıncı otomatik olarak düzeltemezse, operatör hislerine göre takoz koymaya, çevirmeye, telafi etmeye başlar. Tekrarlanabilirlik bir kişilik özelliğine dönüşür.
Bu şekilde, bir palet temiz olurken, diğeri hurda kutusuna yaklaşabilir—makine değiştiği için değil, çeviri katmanı değiştiği için.
Otomatik veri akışı freninizi daha akıllı yapmaz. Geometri ile hareket arasındaki insan yorumunu kaldırır. Ve bağımsız eksenler önceden hesaplanmış konumları her çevrimde uyguladığında, değişkenliğin saklanacak çok az yeri kalır.
Açık gerçek şu: kontrolörünüz geometriyi tasarımdan senkronize Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar., X, R, ve Z1/Z2 harekete operatör hatırlamasına bağlı olmadan taşıyamıyorsa, hassas bir sisteme değil—hidrolik eklenmiş bir öneri kutusuna sahipsiniz demektir.
Geometri güdümlü, senkronize eksen kontrolü sağlayan bir kontrolörü, büyük renkli dokunmatik ekrandaki cilalı bir karikatür yerine nasıl seçeceğinizi mi bilmek istiyorsunuz? Büyük renkli dokunmatik ekran.
Hurda kutusundan başlayın.
Broşürden değil. Satıcının bir kere showroom’da büktüğü demo parçadan değil. Geçen ay reddedilen gerçek partilerden. Parçaları bir masaya dizin. Hata modeline, bir suç mahallini inceliyormuş gibi bakın. Açı soldan sağa doğru kayıyor muydu? Flanş uzunlukları bükmeden bükmeye tutarsız mıydı? Operatörler geometriyi destekleyemeyen arka dayama yüzünden parçaları çevrim ortasında mı döndürdü?
Bu nostalji değil. Bu tersine mühendisliktir.
Eğer son 50 reddedilen parçanın hepsi aynı semptoma sahipse, o semptom eksik veya az kullanılan bir eksene ya da hiçbir kontrol cihazının gizleyemeyeceği bir mekanik sınıra işaret eder. Hurda yığınını çelikten yazılmış bir denetim günlüğü gibi değerlendirin. Hurda kutusu atölyedeki asla yalan söylemeyen tek danışmandır.
Reddedilen parçaların sizin teknik şartnamenizi yönlendirmesine izin vermiyorsanız, vitrini tutacak cam satın alıp onun binayı ayakta tutmasını umuyorsunuz demektir.
Genişlik boyunca açı farklılığı mı var? İlk soru: Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar. koç derinliğini bağımsız mı kontrol ediyordunuz yoksa bağlı modda çalışıp takozlarla mı düzeltiyordunuz?
Çünkü işte mekanik gerçek: Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar. bağımsızlık, koçun sol-sağ paralelliğini kontrol eder. Bu, parça boyunca bükme açısının tutarlılığını etkiler. X, R, Z1/Z2 açıya dokunmaz; onlar parçanın nerede durduğunu kontrol eder, kalıbın ne kadar derine girdiğini değil. Eğer açı sapması için kontrol cihazını suçluyorsanız ama yatağınız eğiliyorsa ve taçlama telafiniz yoksa, bu bir yazılım değil, makine iskeleti problemidir.
Ekranı yükseltmek çeliği düzleştirmez.
Şimdi tutarsız flanş uzunluklarına bakın. Bu bir X tekrarlama hassasiyeti konusudur. Modern servo tahrikli X eksenleri milimetrenin yüzde birlik hassasiyetinde konumlanabilir. Eğer flanş uzunluğu rastgele değişiyorsa, ya X ekseni servo hassasiyetinden yoksundur, ya da operatörler saklanan programları çalıştırmak yerine tekrar tekrar sayı giriyordur. Parça asimetrikse ve bir taraf diğerinden farklı bir durdurma gerektiriyorsa, bağımsız X1/X2 manuel yeniden konumlandırmayı azaltabilir—ama bu daha sıkı açı değil, iş akışı verimliliğidir.
Farklı arıza, farklı eksen.
Ve operatörler parçaları işlem ortasında döndürüyorsa çünkü bir geri dayama parmağı geri dönüş flanşına çarpıyorsa, bu bir Z1/Z2 konusudur. Bağımsız yanal hareket bir parmağın geri çekilmesine izin verirken diğeri bağlı kalır. Olmazsa, operatör eksen haline gelir—kaldırır, çevirir, tahmin eder. Bu, geometriyi kas hafızasına tercüme etmektir.
Eğer Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar. yana doğru basıncı otomatik olarak düzeltemiyorsa, operatör takoz koymaya, parçayı çevirmeye, hislerine göre telafi yapmaya başlar.
İşte sizin filtreniz: Her reddedilen parti için, onu önleyecek ekseni adlandırın. Eğer bir tane adlandıramıyorsanız, daha fazla eksene değil—mevcut olanları daha iyi kullanmaya ihtiyacınız var.
Ekibi programlamayı öğrenmediği için sekiz eksenli makinelerin iki eksenli pres freni gibi çalıştığını gördüm.
Temel modda çalışan 4 eksenli sistem, sadece bakım faturası dışında, daha basit bir makineden ayırt edilemez. Daha fazla eksen yalnızca geometri bağımsız hareket gerektirdiğinde ve atölye gerçekten o hareketi programladığında hassasiyeti artırır.
Tipik bir üretim braketi düşünün: tutarlı flanş derinlikleri, asimetrik dönüşler yok, orta genişlik. Sağlam bir Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar., X ve R kurulumu bunu tüm gün halleder. Servo X tekrar edilebilir flanş uzunluğu sağlar. R, kutu parçalar için parmak yüksekliğini dikey ayarlar. Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar. koçu paralel tutar. Çoğu parti işinde bu, hassasiyet ile karmaşıklık arasındaki tatlı noktadır.
Şimdi her iki uçta farklı flanş derinlikleri olan büyük panellere geçin. Bağımsız X1/X2 ve R1/R2 size her iki tarafı tek döngüde konumlamanızı sağlar. Bu, elle taşıma işlemini azaltır. Zaman kazandırır. Ama açısal toleransı sihirli bir şekilde sıkılaştırmaz; insan hatasının devreye girdiği yeniden konumlandırma adımlarını ortadan kaldırır.
Kolaylık ve hassasiyet kuzenlerdir, ikiz değil.
Ve yatak sapma telafisini (genellikle V ekseni veya bombelendirme sistemi diye adlandırılır) kumanda ünitesi zekâsıyla karıştırmayın. Uzun bükümün ortası yük altında yatak esnediği için açıksa, hiçbir miktarda arka dayama ekseni onu düzeltemez. Bu, yazılım değil, yapısal çeliktir.
Geometrik ihtiyaç olmadan daha fazla eksen eklemek, hurda kutusuna bir kaydırak daha eklemek gibidir—hurdayı azaltmaz, sadece düzenler.
Eksenleri, belirli geometrik çakışmaları çözmek için satın alın, ziyaretçileri etkilemek için değil.
Satış broşürleri eksenleri beygir gücü rakamları gibi listeler. Y1/Y2, X, R, Z1/Z2, belki her yerde bağımsız çiftler. Okuması etkileyici gelir.
Ama çoğu atölyenin fark etmediği sert bir çizgi vardır: kumanda ünitesi yalnızca gerçekten sahip olduğu eksenlere komut verebilir—ve yalnızca parçalarınızın gerektirdiği şekilde.
Öyleyse satın alma sürecini tersine çevirin.
“Mevcut en yüksek eksen konfigürasyonu nedir?” diye sormak yerine, “Gelecek yıl teklifini verdiğimiz ama şu anda reddettiğimiz veya zorlandığımız işler nedir?” diye sorun. O çizimleri çıkarın. Geometrik taleplere bakın: asimetrik flanşlar, yüksek kutular, genişlik boyunca sıkı açı toleranslarına sahip uzun paneller, parmak çarpmasının kaçınılmaz olduğu çok aşamalı bükümler.
Sonra geometriden bağımsızlığa giden yolu çizin.
Uzun, tolerans açısından kritik parçalar mı? Sağlam senkronizasyon ve bombelendirme kontrolüne öncelik verin. Değişken flanş yüksekliklerine sahip derin kutular mı? R ve muhtemelen bağımsız R1/R2 önemlidir. Destek noktaları değişen asimetrik, büyük parçalar mı? Z1/Z2 yatırımın karşılığını verir. Kurulum hatalarının baskın olduğu yüksek çeşit, düşük hacim işlerde mi çalışıyorsunuz? 3B modelleri doğrudan koordineli Y1/Y2, X, R, Z1/Z2 hareketine manuel tekrar girişi olmadan çeviren bir kumanda ünitesine yatırım yapın. Ama uzun bir büküm sırasında koç başını kontrol ettiğimizde, sol taraf sağdan hafifçe önce alt noktaya ulaşıyordu. Çok değil. 36 inçlik bir parçayı tolerans dışına çıkaracak kadar. Artık bir ekran satın almıyorsunuz. Temel için yapısal çelik satın alıyorsunuz.
Görünür olmayan kısım şu: hassasiyet toplam eksen sayısından gelmez—bağımsız eksen kontrolünün parçalarınızın geometrik karmaşıklığıyla eşleşmesinden ve bu bağımsızlığın programlanmış harekette gerçekten kullanılmasından gelir. Bunun ötesindeki her şey süstür.
Bir dahaki sefere bir showroom’a girip size parlayan o parlak ekranı gördüğünüzde, ekrana dokunmayın.
Son reddedilen partinizi kurtaracak eksenin hangisi olduğunu ve ekibinizin onu nasıl hareket ettireceğini bilip bilmediğini sorun.
Abkant Pres Kontrolleri.


















