

في الشتاء الماضي، أخذني صاحب متجر إلى مكبح الضغط “الجديد” لديه كما لو كان عجلًا حديث الولادة. شاشة لمس كبيرة ملونة. قوائم بالسحب. رسومات ثلاثية الأبعاد. أول وظيفة عليها؟ أربعة وعشرون دعامة، ثماني قطع تالفة. نفس طول الحافة المنحرف الذي كان لديه على الجهاز القديم.
ظل يضغط على الشاشة وكأنها خانته. بقيت أنظر إلى الإطارات الجانبية.
هناك أمر لم يكن منطقيًا.
على الورق، كان ذلك المكبح مثيرًا للإعجاب: تحكم CNC، مقياس خلفي قابل للبرمجة، أسطوانتان تحملان علامة Y1/Y2, ، وواجهة لامعة يمكنها رسم القطعة ثلاثية الأبعاد قبل أي ضربة واحدة. وعد مندوب المبيعات بحدود سماحية أكثر دقة بمجرد “التحول إلى النظام الرقمي”.”
لكن عندما تحققنا من رأس المكبس أثناء انحناء طويل، هبط الجانب الأيسر قليلاً قبل الأيمن. ليس كثيرًا. لكن بما يكفي ليلوي قطعة بطول 36 بوصة خارج حدود السماحية.
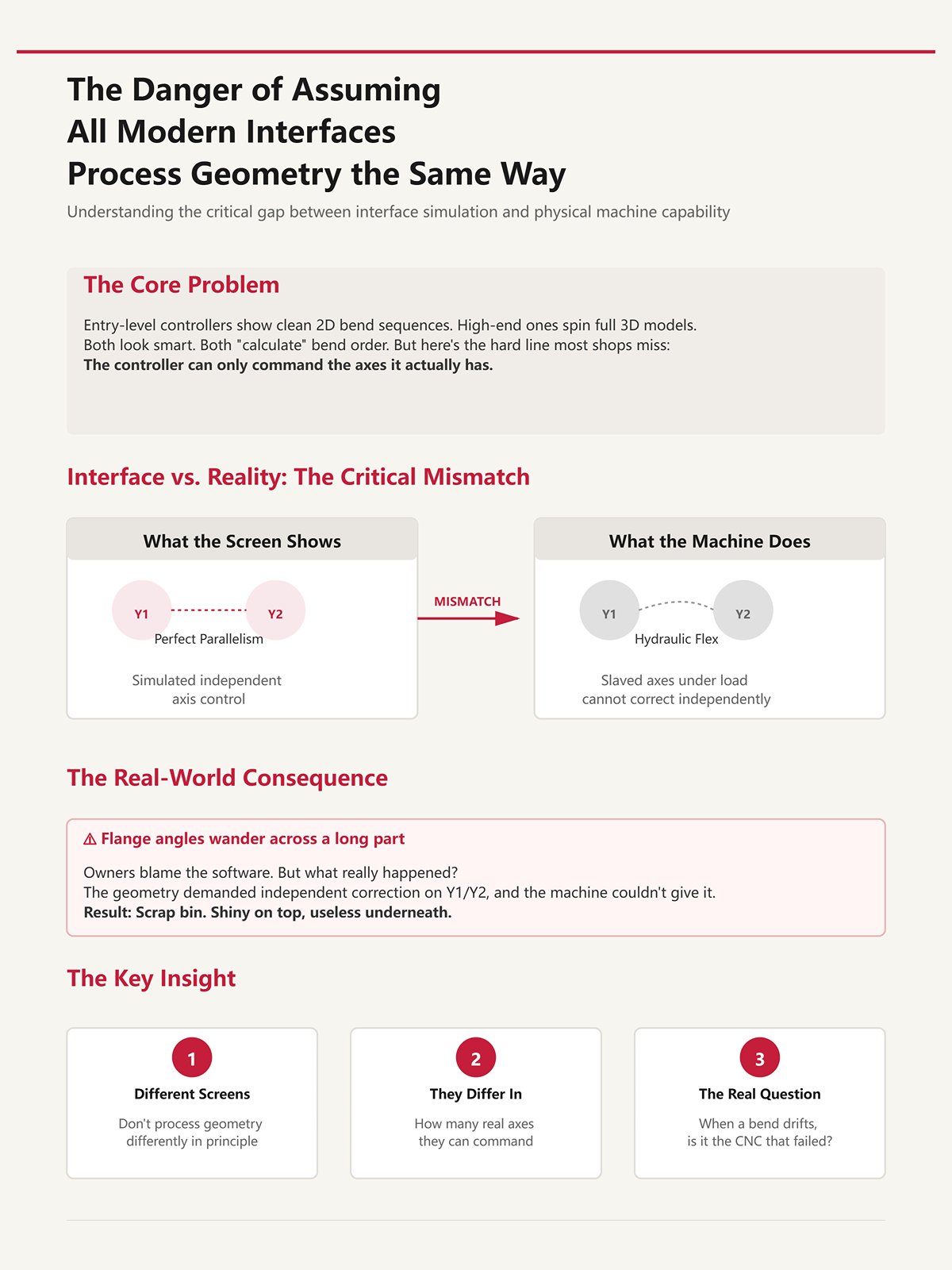
إليكم التحول الذي يجب أن يحدث: الدقة لا تأتي من الشاشة، بل من المحاور المستقلة التي تحرك الفولاذ فعليًا — Y1/Y2 للتوازي في رأس المكبس، X للعمق، R للارتفاع، Z للتموضع الجانبي. إذا لم تتمكن هذه المحاور من التحرك بشكل مستقل لتطابق هندسة قطعتك، فإن الشاشة اللمسية ليست سوى زجاج واجهة محل على إطار مهتز.
لا تصلح مشاكل الأساس بنوافذ أجمل.
لقد استخدمت أدوات تحكم بمستوى الدخول تعرض سلسلة انحناءات ثنائية الأبعاد نظيفة، وأخرى متقدمة تدير نموذجًا ثلاثي الأبعاد بالكامل مثل لعبة فيديو. كلاهما يبدو ذكيًا. كلاهما “يحسب” ترتيب الانحناء.
لكن هناك خط واضح يغفل عنه معظم الورش: وحدة التحكم يمكنها فقط أن تأمر بالمحاور التي تمتلكها فعليًا.
إذا كانت Y1/Y2 مربوطة معًا هيدروليكيًا بدلًا من أن تكون تحت تحكم مستقل، فقد تحاكي الشاشة توازيًا مثاليًا بينما ينثني رأس المكبس فعليًا تحت الحمل. لم تكذب الواجهة. لقد افترضت ببساطة قدرة في العتاد غير موجودة.
لقد رأيت أصحاب الورش يلومون البرمجيات عندما تنحرف زوايا الحافة عبر القطعة الطويلة. ما الذي حدث فعلًا؟ الهندسة تطلبت تصحيحًا مستقلًا على Y1/Y2, ، ولم تستطع الآلة تقديمه. ذلك الخلل يدخل مباشرة إلى سلة المخلفات مثل قطع خام مقطوعة بشكل خاطئ لا يمكن إعادة قصها — لامعة في الأعلى، عديمة الجدوى تحتها.
الشاشات المختلفة لا تعالج الهندسة بشكل مختلف من حيث المبدأ. الاختلاف في عدد المحاور الحقيقية التي يمكنها التحكم بها لجعل تلك الهندسة واقعية في الفولاذ.
إذن، عندما ينحرف الانحناء، هل أنت متأكد أن “CNC” هو من فشل؟
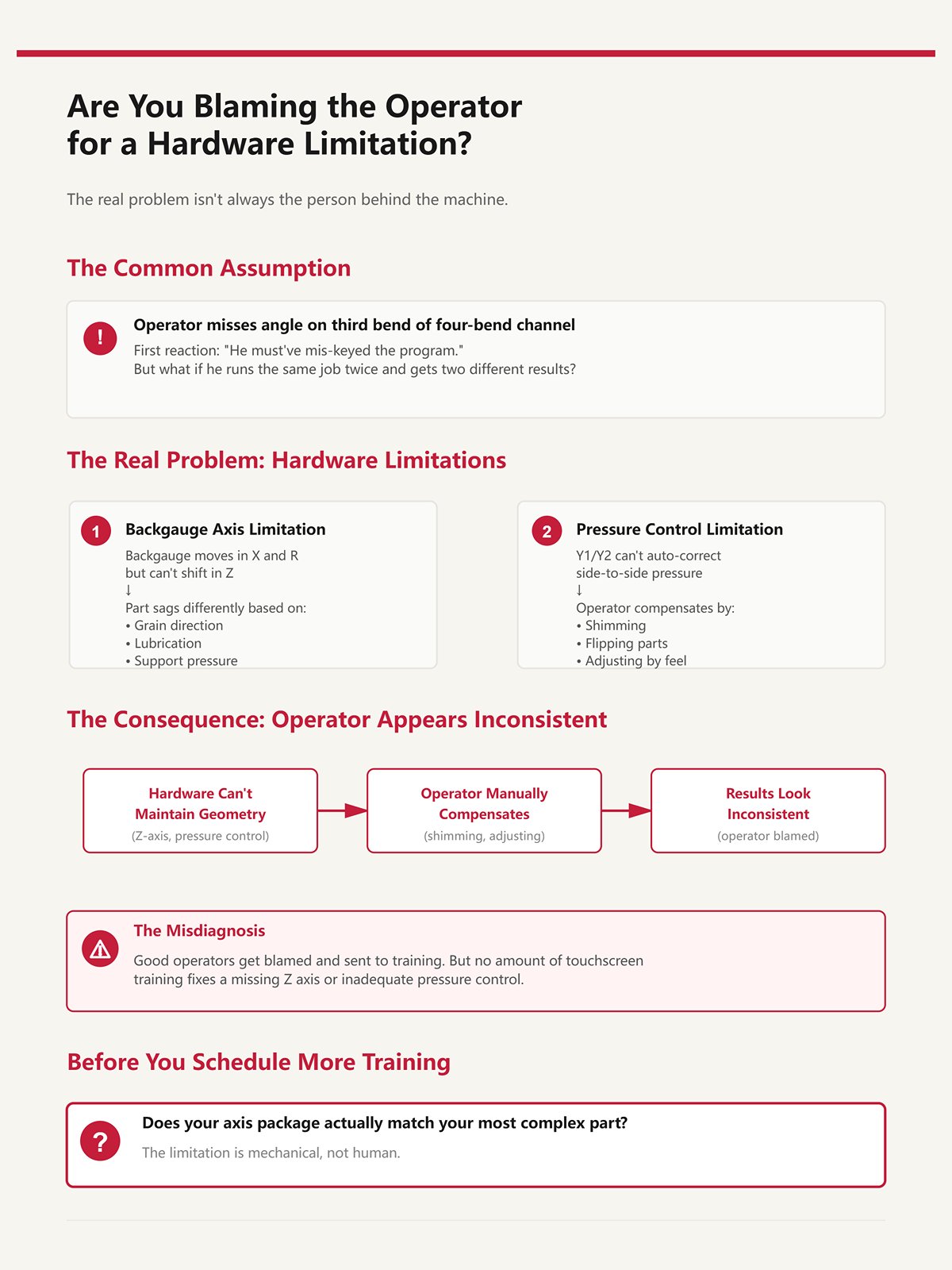
رجل يخطئ في زاوية الانحناء الثالثة من قناة بها أربعة انحناءات. رد الفعل الأول في معظم الورش؟ “يجب أنه أدخل البرنامج بشكل خاطئ.”
سؤال منطقي — حتى تشاهده وهو ينفذ نفس المهمة مرتين ويحصل على نتيجتين مختلفتين قليلاً.
إذا كان مقياس الخلفية يتحرك فقط على محوري X و R ولا يستطيع التحرك على محور Z لدعم شفة مت offset، فسوف يهبط الجزء بشكل مختلف اعتماداً على اتجاه الحبوب، التشحيم، وحتى مدى قوة دعمه. لا يمكن لأي كمية من التدريب على الشاشة اللمسية أن تصلح غياب محور Z. إذا Y1/Y2 لا يستطيع التصحيح التلقائي للضغط الجانبي، يبدأ المشغل بوضع الحشوات، قلب القطعة، التعويض بالإحساس.
الآن يبدو وكأنه غير ثابت.
ما هو غير ثابت حقاً هو قدرة الماكينة على مطابقة هندسة القطعة. نحن نلقي بالمشغلين الجيدين في سلة اللوم عندما تكون المشكلة ميكانيكية، وليست بشرية.
قبل أن تحدد موعداً لمزيد من التدريب، اسأل نفسك: هل مجموعة المحاور لديك تتطابق فعلاً مع أكثر أجزائك تعقيداً؟

لنكن منصفين. التحكم الرقمي يغير أموراً بالفعل. الإعداد يصبح أسرع. البرامج تُخزن. دقة تكرار مقياس الخلفية على محور X يمكن أن تتشدد إلى أجزاء من المليمتر. استهلاك الطاقة قد ينخفض في ماكينات السيرفو. هذه مكاسب حقيقية.
لكن ما لا يتغير غالباً هو عدد المحاور الفعلية واستقلالها.
إذا كانت ماكينتك القديمة تحتوي فعلياً على محور كباس واحد ومقياس خلفية أساسي، وماكينتك “CNC” الجديدة لا تزال تفتقر إلى Y1/Y2 أو أصابع Z قابلة للتعديل بشكل مستقل بالكامل، فإن القدرة الهيكلية هي نفسها. لقد حسنت التواصل مع الماكينة. لم توسع ما يمكنها تصحيحه فعلياً.
إنه الفرق بين إعادة طلاء مكبس وتحديث الإطار. أحدهما يبدو عصرياً. والآخر يحافظ على التسامح.
لذلك عندما تستمر الانحناءات غير الثابتة رغم ترقية الشاشة اللمسية، التحول الذهني هو: توقف عن السؤال عن مدى ذكاء واجهة التشغيل، وابدأ بالسؤال عما إذا كان تكوين المحاور يتطابق مع الهندسة التي تحاول إجبارها من خلالها.
السؤال التالي لا مفر منه: ماذا يحدث عندما Y1/Y2 تتحرك بشكل مستقل حقاً — وماذا يغير ذلك في انحناء طويل وصعب؟
تخيل قناة بطول 36 إنش مع وحدتي تثبيت مت offset — الوحدة اليسرى قصيرة، الوحدة اليمنى طويلة. على مقياس خلفية بثلاثة محاور (X و R خلف Y1/Y2)، كلا أصبعي التوقف يجلسان على عارضة Z واحدة. تنفذ الانحناء الأول بشكل جيد. الانحناء الثاني؟ وحدة التثبيت اليمنى تصطدم بالإصبع؛ الجانب الأيسر يطفو في الهواء. المشغل يفك المشبك، يحرك أحد الأصابع يدوياً، يشدّه، ويقيس الاستواء بالنظر.
زمن الدورة تضاعف للتو. والأهم من ذلك، تكرارية الأداء قد ماتت للتو.
هنا يظهر الفرق الحقيقي. نظام ثلاثي المحاور يعطيك عمق (X) وارتفاع (R) قابلين للبرمجة. بالنسبة للأجزاء المتماثلة، هذا يكفي. المرجع الخلفي يوازن بين الجانبين بالتساوي، والرام يهبط تحت Y1/Y2, ، والحياة تكون جيدة. لكن بمجرد أن يختلف شكل اليسار عن شكل اليمين، فإن شعاع Z المشترك يفرض التسوية. لم تعد تتحكم في الموقع؛ بل أنت تفاوض عليه.
مؤخرة قياس بـ 6 محاور — X، R،, Z1/Z2, ، بالإضافة إلى Y1/Y2 مستقلة في المقدمة — تتيح لكل إصبع التحرك جانبياً بمفرده. الآن تحصل اللسان الأيسر على مرجعه الخاص، ويحصل اللسان الأيمن على مرجعه الخاص، وتتوقف الآلة عن مطالبة المشغل بتزييف الاستقلال باستخدام المفكات. يتم مطابقة الهندسة في الفولاذ، لا في الأمل.
هذه هي الحدود الصعبة التي لا تراها معظم الورش قادمة: عندما تتطلب أجزاءك معايرة مستقلة لليسار واليمين، فإن وحدة التحكم بدون قابلية برمجة Z1/Z2 ليست “أبسط”. إنها غير قادرة هيكلياً على تكرار العمل بدون تدخل بشري.
والتدخل البشري هو التباين.
دعونا نتحدث عن الحمل، لا عن النظرية.
تضبط ارتفاع R لثني فولاذ معتدل بسماكة ربع بوصة. يبدو مثالياً في الهواء. تحت ضغط 80 طن عبر ثني طويل، تنحني الورقة، وتتعرض أصابع القياس الخلفي لقوة صاعدة، ويرتفع الجزء أو يغوص حسب مكان دعمه. إذا تم ضبط R بالمحاذاة مرة واحدة واعتباره مناسباً، فلن يتم تصحيح هذا الانحراف بشكل ديناميكي.
ينتج عن ذلك انحراف في الزاوية.
في إعداد أساسي X+R، يعوض المشغل ذلك عن طريق تعديل R بين الضربات أو برفع الجزء يدوياً أثناء الثني. هذا يغير كيفية انتقال القوة إلى أكتاف القالب. وبمجرد أن يتغير مسار القوة،, Y1/Y2 يمكن أن يحافظ الرام على التوازي طوال اليوم ومع ذلك ينتج زوايا شفة غير متسقة لأن المادة لا تُثبّت بنفس الطريقة مرتين.
هذا ليس ارتباكاً برمجياً. إنه عدم استقرار في المرجع الميكانيكي.
لقد شاهدت ورشاً تطارد تغييرات نصف درجة في الزاوية عن طريق إعادة معايرة التاج (محور V) بينما كانت المشكلة الحقيقية هي ارتفاع المؤخرة الذي يتفاعل مع انحناء الجزء. كانوا يضبطون الرام بينما كان الجزء يرتكز على إصبع قياس غير مدعوم جيداً. هذا مثل فرز القطع الجيدة إلى صندوق الخردة لأن الإسناد الخلفي للمقص كان مرتخياً — أنت تلوم القطع بينما المرجع هو الذي تحرك.
نعم،, Y1/Y2 الاستقلالية تصلح انحراف الرام. لكن بدون X وR مستقرة وقابلة للبرمجة — وفي النهاية Z1/Z2—أنت لا تزال تغذي شروطًا غير متسقة إلى رم موازٍ تمامًا.
الدقة تبدأ قبل أن يلمس المثقاب الفولاذ.
| القسم | المحتوى |
|---|---|
| العنوان | محوري X وR: لماذا تعديل الارتفاع اليدوي يفسد دقة زاوية الثني تحت الحمل |
| المقدمة | دعونا نتحدث عن الحمل، لا عن النظرية. |
| سيناريو التحميل | تضبط ارتفاع R لثني فولاذ معتدل بسماكة ربع بوصة. يبدو مثالياً في الهواء. تحت ضغط 80 طن عبر ثني طويل، تنحني الورقة، وتتعرض أصابع القياس الخلفي لقوة صاعدة، ويرتفع الجزء أو يغوص حسب مكان دعمه. إذا تم ضبط R بالمحاذاة مرة واحدة واعتباره مناسباً، فلن يتم تصحيح هذا الانحراف بشكل ديناميكي. |
| المشكلة الناتجة | ينتج عن ذلك انحراف في الزاوية. |
| تعويض المشغل | في إعداد أساسي X+R، يعوض المشغل عن طريق دفع R بين الضربات أو عن طريق رفع القطعة جسديًا أثناء الثني. هذا يغير كيفية انتقال القوة إلى أكتاف القالب. وبمجرد تغير مسار القوة، يمكن لـ Y1/Y2 الحفاظ على رم موازٍ طوال اليوم ومع ذلك إنتاج زوايا حافة غير متسقة لأن المادة لم تُثبت بنفس الطريقة مرتين. |
| السبب الجذري | هذا ليس ارتباكاً برمجياً. إنه عدم استقرار في المرجع الميكانيكي. |
| الإصلاح المشخص خطأ | لقد شاهدت ورشاً تطارد تغييرات نصف درجة في الزاوية عن طريق إعادة معايرة التاج (محور V) بينما كانت المشكلة الحقيقية هي ارتفاع المؤخرة الذي يتفاعل مع انحناء الجزء. كانوا يضبطون الرام بينما كان الجزء يرتكز على إصبع قياس غير مدعوم جيداً. هذا مثل فرز القطع الجيدة إلى صندوق الخردة لأن الإسناد الخلفي للمقص كان مرتخياً — أنت تلوم القطع بينما المرجع هو الذي تحرك. |
| الخاتمة | إذن نعم، استقلالية Y1/Y2 تصلح انحراف الرم. لكن دون X و R مستقرتين وقابلتين للبرمجة—وفي النهاية Z1/Z2—فأنت لا تزال تغذي شروطًا غير متسقة إلى رم موازٍ تمامًا. |
| بيان ختامي | الدقة تبدأ قبل أن يلمس المثقاب الفولاذ. |
قم بإجراء هذا الاختبار في ذهنك.
خذ لوحة مسطحة. أضف حافة واحدة في المنتصف. يقوم مقياس خلفي ثلاثي المحاور بالتعامل معها جيدًا.
الآن أزح تلك الحافة بمقدار 4 بوصات إلى اليسار. لا يزال الأمر قابلًا للإدارة؛ كلا الإصبعين يستند إلى نفس الحافة.
الآن أضف حافة مرتجعة على الجانب الأيمن فقط. فجأة، يحتاج أحد الإصبعين إلى تجاوز ساق مُشكَّلة بينما يجب أن يبقى الآخر قريبًا من الحافة. مع شعاع Z مشترك، إما أن تسحب كلا الإصبعين أو لا تسحب أيًا منهما. إذا سحبت كليهما، تفقد الدعم على جانب واحد. إذا أبقيت كليهما في الأمام، يصطدم أحدهما.
هذه هي اللحظة Z1/Z2 التي تتوقف فيها عن كونها رفاهية وتصبح ضرورة.
تجادل الورش أحيانًا بأن نظام 3+1—Y1/Y2, ، X، والتاج—يغطي “معظم العمل.” هم على حق بالنسبة للأقواس والقنوات المتماثلة. لكن بمجرد أن تتضمن القطع إزاحات، أو طيات الحافة، أو ثنيات متتالية تغير الحافة المرجعية المتاحة أثناء التسلسل، فإن التموضع الجانبي المستقل هو ما يحافظ على التحكم في العمق ثابتًا من الثنية الأولى إلى الرابعة.
هناك تعقيد آخر. بعض الأنظمة توفر Delta X—عمق مستقل لكل إصبع. تبدو قوية. وهي كذلك. لكن إذا لم يزامن المتحكم Delta X مع Z1/Z2 و Y1/Y2, يمكنك إنشاء انحراف قطري عبر سلسلة متعددة الانحناءات. يتقدم إصبع واحد مبكرًا، والآخر يتأخر، ويظل المكبس موازيًا، وينحرف الجزء لأن مراجعك لم تكن منسقة.
لا تساعد المحاور إذا لم تتحرك بتناغم.
إليك الحد العملي: إذا جعلك تصميمك تفكر، “سأحرك هذا الإصبع جانبًا لهذا الانحناء”، فقد دخلت في Z1/Z2 المجال سواء قمت بميزانيته أم لا.
تجاهل ذلك، وأنت تتطوع لعدم الاتساق.
لقد رأيت الجانب الآخر المتطرف.
يقوم أحد الورش بترقية إلى محاور كاملة X و R, Z1/Z2, وحتى Delta X. ستة محاور على ورقة المواصفات. شاشة لمس كبيرة ملونة. في الأسبوع الأول، تستغرق عملية التهيئة وقتًا أطول من عملية الثني لأن X تنتظر أن يتم إفراغ R، وR تنتظر Z1/Z2 إيجاد مفاتيح الحد، ويعطل أحد المحاور إذا وصلت أخرى إلى الحد مبكرًا.
الآن أصبحت التعقيدات هي عنق الزجاجة.
في بعض الأنظمة، يتم ربط تسلسل المرجع: Z1/Z2 يجب أن يُصفّر قبل أن تتحرك R؛ ويجب أن تُفرغ R قبل أن تُكمل X. إذا وصل أحد الأصابع إلى حده مبكرًا — مثلما يحتاج جزء طويل إلى إزاحة جانبية غير معتادة — يتوقف جهاز القياس الخلفي بالكامل. يشعر الإنتاج وكأنه أبطأ من آلة ذات ثلاثة محاور قديمة.
هذا ليس حجة ضد المزيد من المحاور. إنه إثبات لفرضية المقال بطريقة عكسية: قدرة الأجهزة تحسن الدقة فقط عندما يستطيع المتحكم فعليًا الحساب، المحاكاة، وتنسيق تلك المحاور بذكاء.
وإلا، فقد قمت بتكديس أجزاء متحركة دون قائد.
المزيد من المحاور يوسع النطاق الهندسي الذي يمكنك الوصول إليه. ضعف التنسيق يقلصه مرة أخرى عبر أوضاع فشل جديدة — اصطدامات، حركات بوقت خاطئ، أخطاء مرجعية تظهر كقطع مثنية تالفة بدلًا من رسائل إنذار.
الأساس أهم من واجهة العرض الزجاجية.
وبمجرد أن تضيف Z1/Z2, السؤال التالي ليس ما إذا كنت تحتاجها.
إنه ما إذا كان متحكمك ذكيًا بما يكفي لمنعها من التصارع مع بعضها البعض.
وقفتُ بجانب مكبس فرامل بخمسة محاور العام الماضي—Y1/Y2, س, ر, Z1/Z2 جميعها مدرجة بفخر في ورقة المواصفات. شاشة لمس ملونة كبيرة. قام المبرمج بتحميل مهمة حامل بثلاث إزاحات وحافة رجوع. بدلاً من استيراد النموذج، كتب أطوال الحواف ومعاملات خصم الانحناء سطراً بعد سطر من نسخة مطبوعة مُثبتة على إطار جانبي. عندما جاء الانحناء الثالث أقصر بـ 0.7 مم، لم يلوم المحاور. أعاد كتابة العمق.
هذا هو خط الفصل. ليس بعدد المحركات المعلقة من الخلف، بل فيما إذا كانت وحدة التحكم تستطيع أخذ هندسة القطعة وتحويلها إلى حركة محاور منسقة دون أن تطلب من الإنسان ترجمتها أولاً.
المحاور تمنحك حريةً مادية. البرمجيات تقرر ما إذا كانت تلك الحرية ستتحول إلى حركة متزامنة أم مجرد طرق إضافية للخطأ.
إذا كانت وحدة التحكم تعالج الهندسة كمشكلة حسابية بدلاً من نموذج، فأنت لا تشغل نظاماً منسقاً. أنت تشغل اختبار ذاكرة مع مساعدة سيرفو.
والذاكرة ليست نظام تحكم.
تخيل صندوقاً بأربعة انحناءات مع حافتين غير متساويتين وحافة ملفوفة. في وحدة تحكم بإدخال خطوات، يقوم المشغل بإدخال المادة، السماكة، قالب V، ثم يكتب كل بُعدٍ للحافة يدوياً. تتحكم الوحدة في حساب عمق الانحناء من جدول عامل K. يبدو الأمر جيداً—حتى يتغير الحافة المرجعية في الانحناء الثاني. الآن Z1/Z2 يجب إعادة التموضع بشكل مستقل،, س يجب الرجوع إلى وجه مختلف، ووحدة التحكم ليس لديها أي إدراك للشكل ثلاثي الأبعاد المتطور. هي تعرف فقط الأرقام بالتسلسل.
لذا يقوم المشغل بفرد القطعة ذهنياً. يقرر أي حافة تصبح أساسية بعد كل ضربة. يختار متى يسحب إصبع Z واحد ويُبقي الآخر مشدوداً. إذا أخطأ في تقدير ذلك التحول بمقدار مليمتر واحد،, Y1/Y2 ستظل تحافظ على موازاة المكبس—لكنها ستضغط على قطعة في موقع خاطئ.
هكذا ينتهي بك الأمر بكمية من القطع كلها خاطئة بشكل متسق. مثل رمي فراغات جيدة في صندوق الخردة لأن أحدهم أخطأ في قراءة صفر مؤشر الارتداد، قام الجهاز بما طُلب منه بالضبط—لكن ليس ما تتطلبه القطعة.
الآن قارن ذلك مع فرد ثلاثي الأبعاد أصلي. تستورد وحدة التحكم النموذج الصلب، تحسب النمط المسطح، تحاكي ترتيب الانحناء، وتخصص حركات المحاور—س, ر, Z1/Z2, ، و Y1/Y2—استناداً إلى هندسة القطعة المتغيرة. هي “تعرف” متى تسد الحافة إصبعاً، وتعرف متى تغير الموقع الجانبي قبل نزول المكبس. المشغل لا يترجم الهندسة؛ بل يتحقق من محاكاة.
لكن هناك خط واضح يغفل عنه معظم الورش: وحدة التحكم لا يمكنها أن تأمر إلا بالمحاور التي تملكها فعلياً. إذا قامت البرمجيات بفرد النموذج بشكل رائع لكنك لا تملك Z1/Z2, مستقل، فهي لا تزال غير قادرة على ركن إصبع واحد والإبقاء على الآخر مشدود. الإدراك الهندسي دون استقلالية مادية هو مجرد عرض أجمل.
إذن السؤال الحقيقي ليس “هل يحتوي على رسومات ثلاثية الأبعاد؟” بل “هل يمكن لوحدة التحكم تحويل الهندسة ثلاثية الأبعاد إلى حركة محاور متزامنة ومستقلة دون ترجمة بشرية؟”
إذا لم تستطع، فأنت لا تزال تبرمج الانحناءات. أنت لا تبرمج الأجزاء.
لقد قمت بقياس ذلك أكثر من مرة. جزء متوسط التعقيد—ستة انحناءات، تغييرين للأداة، رجوع واحد صعب—يستغرق حوالي 20 إلى 30 دقيقة للبرمجة على الماكينة إذا كنت تدخل الإحداثيات يدويًا وتتحقق من الخلوص بحركات بطيئة. وذلك مع عامل متمرس.
تخيل الآن نفس المهمة مبرمجة بشكل غير متصل. مكتبة الأدوات محملة. هندسة الماكينة محددة. يقوم البرنامج بمحاكاة شوط المكبس،, ر تغييرات الارتفاع،, Z1/Z2 التراجعات، ويشير إلى اصطدام إصبع قبل أن يلمس الفولاذ القالب. عندما يصل الملف إلى المكبس، تكون الحركة الفيزيائية الأولى بسرعة الإنتاج.
الفرق ليس في الراحة. إنه في احتواء الأخطاء.
عند القاعدة، اكتشاف الاصطدام يحدث فعليًا. أنت تحرك يدويًا Z1/Z2, ، تخفض Y1/Y2, ، تراقب التداخل. إذا فاتك، فأنت تخدش إصبعًا أو تترك علامة على الجزء. كل حادث قريب يدعو إلى التفكير “فقط أبعد كلا الإصبعين في هذه الخطوة”. هذه هي الطريقة التي يختفي بها الدعم الجانبي وتتغير أطوال الحافة.
تحويل المحاكاة إلى غير متصلة ينقل هذا الخطر إلى مراحل مبكرة. وحدة التحكم تحسب ما إذا كان ر يجب رفعه قبل أن س يتقدم. إنها ترتب الحركات بحيث لا تنتظر المحاور بعضها البعض دون داع. هذا التنسيق مهم لأن عندما تعود المحاور إلى نقطة البداية أو تعيد التموضع بترتيب خاطئ، يبدأ العاملون بتجاوز الأتمتة “لتوفير الوقت”. عندها تتحول الحركة المتزامنة إلى ارتجال.
والارتجال مكلف.
واجهة لامعة لا تزال تتطلب اكتشاف الاصطدام الحي هي زجاج واجهة متجر فوق إطار غير متماسك. يبدو حديثًا. يتصرف بطريقة تعود للعصور الوسطى.
إذا كانت سير العمل لديك يعتمد على اكتشاف الأخطاء أثناء حركة المكبس، فأنت تدفع ثمن التعقيد مرتين—مرة في وقت البرمجة، ومرة في الخردة.
دخلتُ ورشة تعمل على مكبسين متطابقين. نفس القدرة بالطن. نفس Y1/Y2, س, ر, Z1/Z2 التكوين. أحدهما يسحب المهام من خادم مشترك—نموذج ثلاثي الأبعاد، إعداد الأداة، تسلسل الانحناء، مواقع المحاور كلها مدمجة. الآخر يعتمد على أوراق إعداد مكتوبة بخط اليد ملصقة على الحاجز.
بعد ثلاثة أسابيع على طلب مكرر، احتفظت أول آلة بتvariation الحافة ضمن نطاق التحمل المعتاد دون تعديل واحد على العمق. أما الثانية فقد بدأ المشغلون بدفع عمق الانحناء في التشغيل الثالث لأن “المادة تشعر بأنها مختلفة”.”
المادة لم تتغير. الاتساق المرجعي هو الذي تغير.
عندما تتدفق البيانات مباشرة من النموذج إلى وحدة التحكم،, س لا يُعاد تفسير المواقع. ر لا يتم تخمين الارتفاعات من الذاكرة. Z1/Z2 لا تُتخذ إزاحات جانبية على نحو عفوي. كل حركة محور يتم حسابها من نفس المصدر الهندسي في كل مرة. هذه هي اليقينية الميكانيكية.
عندما تعيش البيانات في ذهن المشغل، تتسلل تغيرات صغيرة. يقرر أحدهم سحب الإصبعين بدلاً من واحد. ويترك آخر ر ارتفاعاً أكبر بـ 2 مم لجعل التحميل أسهل. إذا Y1/Y2 لم يتمكن من التصحيح التلقائي لضغط الجانبين، يبدأ المشغل في الحشو، والتقليب، والتعويض بناءً على الإحساس. تصبح قابلية التكرار صفة شخصية.
هكذا ينتهي بك الأمر مع منصة نظيفة وأخرى تلامس صندوق الخردة—ليس لأن الآلة تغيرت، بل لأن طبقة الترجمة تغيرت.
تدفق البيانات التلقائي لا يجعل المكبح أكثر ذكاءً. إنه يزيل إعادة التفسير البشري بين الهندسة والحركة. وعندما تنفذ المحاور المستقلة المواقع المحسوبة مسبقاً في كل دورة، تقل أماكن اختباء التباين.
إليك الحقيقة الصريحة: إذا لم تتمكن وحدة التحكم لديك من نقل الهندسة من التصميم إلى حركة متزامنة Y1/Y2, س, ر, ، و Z1/Z2 بدون الاعتماد على ذاكرة المشغل، فأنت لا تملك نظاماً دقيقاً—أنت تملك صندوق اقتراحات مزود بهيدروليك.
تريد أن تعرف كيف تختار وحدة تحكم توفر تحكم محاور متزامن يعتمد على الهندسة بدلاً من رسم كرتوني مصقول على شاشة لمس كبيرة ملونة.
ابدأ في صندوق الخردة.
ليس الكتيب. ليس القطعة المعروضة التي ثناها البائع مرة واحدة في صالة العرض. الدفعة المرفوضة الفعلية من الشهر الماضي. ضع القطع على طاولة. انظر إلى نمط الفشل كأنك تقرأ مسرح جريمة. هل كان زاوية الانحناء تنحرف من اليسار إلى اليمين؟ هل أطوال الحافة غير متسقة بين الانحناءات؟ هل قام المشغلون بتدوير القطع في منتصف الدورة لأن المقياس الخلفي لم يتمكن من دعم الهندسة؟
هذا ليس حنيناً للماضي. إنها هندسة عكسية.
إذا كانت آخر 50 قطعة مرفوضة تشترك في نفس العرض، فإن ذلك العرض يشير إلى محور مفقود أو غير مستخدم، أو إلى حد ميكانيكي لا يمكن لوحدة التحكم إخفاؤه. تعامل مع كومة الخردة كدفتر تدقيق مكتوب بالفولاذ. صندوق الخردة هو المستشار الوحيد في الورشة الذي لا يكذب أبداً.
إذا لم تدع الأجزاء المرفوضة توجه ورقة المواصفات الخاصة بك، فأنت تشتري زجاج واجهة متجر وتأمل أن يصمد أمام المبنى.
تباين الزاوية عبر العرض؟ السؤال الأول: هل كان Y1/Y2 التحكم في عمق الكباس بشكل مستقل، أم كنت تعمل في وضع الربط وتصحح باستخدام الحشوات؟
لأن هذه هي الحقيقة الميكانيكية: Y1/Y2 الاستقلال يتحكم في توازي الكباس من اليمين إلى اليسار. هذا يؤثر على اتساق زاوية الانحناء عبر الجزء. المحاور X و R و Z1/Z2 لا تمس الزاوية؛ إنها تتحكم في مكان جلوس الجزء، وليس في مدى عمق اختراق السمك. إذا كنت تلوم وحدة التحكم على انحراف الزاوية ولكن سرير الجهاز ينحرف وليس لديك تعويض التاج، فهذه مشكلة في هيكل الجهاز، وليست مشكلة في البرنامج.
ترقية الشاشة لن تجعل الصلب مستقيماً.
الآن انظر إلى أطوال الحافة غير المتسقة. هذا هو تكرار محور X. يمكن لمحاور X الحديثة التي تعمل بالمحرك المؤازر تحديد الموقع بدقة تصل إلى أجزاء من المليمتر. إذا كان طول الحافة يتغير بشكل عشوائي، فإما أن محور X يفتقر إلى دقة المحرك المؤازر، أو أن المشغلين يعيدون إدخال الأرقام بدلاً من تشغيل البرامج المخزنة. إذا كان الجزء غير متماثل ويحتاج جانب واحد إلى توقف مختلف عن الآخر، فقد يقلل محور X1/X2 المستقل من إعادة الوضع اليدوي—لكن هذه كفاءة في سير العمل، وليست زوايا أكثر دقة.
فشل مختلف. محور مختلف.
وعندما يقوم المشغلون بتدوير الأجزاء منتصف العملية لأن إصبع المقياس الخلفي يتداخل مع حافة العودة، فهذا موضوع محور Z1/Z2. الحركة الجانبية المستقلة تسمح لأحد الأصابع بالتراجع بينما يبقى الآخر في وضع التشغيل. بدون ذلك، يصبح المشغل هو المحور—يرفع، يقلب، ويخمن. هذه هندسة مترجمة بذاكرة العضلات.
إذا Y1/Y2 لا يستطيع التصحيح التلقائي للضغط الجانبي، يبدأ المشغل بوضع الحشوات، قلب القطعة، التعويض بالإحساس.
إليك الفلتر الخاص بك: لكل دفعة مرفوضة، سمِّ المحور الذي كان سيمنعها. إذا لم تتمكن من تسمية واحد، فأنت لا تحتاج إلى محاور إضافية—أنت بحاجة إلى استخدام أفضل للمحاور التي لديك.
لقد رأيت آلات ذات ثمانية محاور تعمل مثل مكابسي ثنائية المحور لأن أحداً لم يدرب الطاقم على برمجتها.
نظام بأربعة محاور مركون في الوضع الأساسي لا يمكن تمييزه عن آلة أبسط—باستثناء فاتورة الصيانة. لا تحسن المحاور الإضافية الدقة إلا عندما تتطلب الهندسة حركة مستقلة ويقوم الورشة فعلياً ببرمجة تلك الحركة.
خذ دعامة إنتاج نموذجية: أعماق حافة متسقة، لا عوائد غير متماثلة، عرض متوسط. إعداد قوي Y1/Y2, ، X و R يتعامل مع ذلك طوال اليوم. المحور X المؤازر يعطي طول حافة متكرر. المحور R يضبط ارتفاع الإصبع العمودي لأجزاء الصندوق. Y1/Y2 يحافظ على توازي الكباس. بالنسبة لمعظم العمل على دفعات، هذه هي نقطة التوازن بين الدقة والتعقيد.
الآن انتقل إلى الألواح الكبيرة ذات أعماق حافة مختلفة على كل طرف. يسمح X1/X2 ور1/ر2 المستقلان بوضع كلا الجانبين في دورة واحدة. هذا يقلل من المناولة. يوفر الوقت. لكنه لا يشد فجأة تحمل الزاوية؛ إنه يزيل خطوات إعادة الوضع حيث تتسلل الأخطاء البشرية.
الراحة والدقة أقارب، وليسا توأمين.
ولا تخلط بين تعويض انحراف السرير (والذي يُسمّى غالباً محور V أو نظام التاج) وبين ذكاء وحدة التحكم. إذا كان مركز الانحناء الطويل لديك مفتوحاً لأن السرير ينحني تحت الحمل، فلن يصلح عدد محاور المقياس الخلفي ذلك. هذه مسألة فولاذ هيكلي، وليست برمجيات.
إضافة المزيد من المحاور دون حاجة هندسية يشبه إضافة مزلقة أخرى إلى صندوق الخردة — فهي لا تقلل الخردة، بل تنظّمها فقط.
اشترِ المحاور لحل صراعات هندسية محددة، لا لإبهار الزوار.
أوراق المبيعات تذكر المحاور مثل أرقام قوة الحصان. Y1/Y2، X، R، Z1/Z2، وربما أزواج مستقلة في كل مكان. القراءة تبدو مثيرة للإعجاب.
لكن هناك خط فاصل واضح لا ينتبه له معظم الورش: وحدة التحكم تستطيع أن تأمر المحاور التي لديها فعلياً — وفقط بالطرق التي تتطلبها أجزاؤك.
لذلك اقلب عملية الشراء.
بدلاً من أن تسأل: “ما هو الحد الأقصى لتكوين المحاور المتاح؟” اسأل: “ما هي الأعمال التي سنقدّر أسعارها العام المقبل والتي نرفضها حالياً أو نعاني في تنفيذها؟” اسحب هذه الرسومات. ابحث عن متطلبات هندسية: شفات غير متناظرة، صناديق طويلة، ألواح طويلة بتفاوت زاوية ضيق عبر العرض، انحناءات متعددة المراحل حيث يصبح تداخل الأصابع حتمياً.
ثم اربط الهندسة بالاستقلالية.
أجزاء طويلة ذات تحمل حساس؟ أعط الأولوية لمزامنة قوية Y1/Y2 ولتحكم بالتاج. صناديق عميقة ذات ارتفاعات شفات متغيرة؟ محور R وربما R1/R2 مستقلين مهمان. أجزاء كبيرة غير متناظرة مع نقاط دعم متغيرة؟ Z1/Z2 له قيمته. أعمال متنوعة بكميات منخفضة حيث أخطاء الإعداد تهيمن؟ استثمر في وحدة تحكم تحول النماذج ثلاثية الأبعاد مباشرة إلى حركة منسقة لـ Y1/Y2، X، R، Z1/Z2 دون إعادة إدخال يدوي.
الآن أنت لا تشتري شاشة. أنت تشتري فولاذاً هيكلياً لأساس الجهاز.
الجزء غير الواضح هو هذا: الدقة لا تأتي من العدد الإجمالي للمحاور — بل من مطابقة التحكم في المحاور المستقلة مع التعقيد الهندسي لأجزائك واستخدام هذه الاستقلالية فعلياً في الحركة المبرمجة. أي شيء يتجاوز ذلك فهو تجميلي.
في المرة القادمة التي تدخل فيها صالة العرض وترى تلك الشاشة اللامعة تتوهج أمامك، لا تلمس الشاشة.
اسأل عن أي محور مفقود كان لينقذ دفعتك الأخيرة المرفوضة — وهل يعرف فريقك كيف يجعله يعمل.


















