

去年冬天,一位店主拉着我去看他那台像新生小牛一样被他珍爱的“新”折弯机。大尺寸彩色触摸屏。滑动菜单。3D 图形。第一份工件?二十四个支架,报废了八个。与他旧机器上一样的法兰长度漂移。.
他不停地敲打屏幕,好像它背叛了他。我却一直在看侧框架。.
有些地方对不上。.
从参数上看,那台折弯机令人印象深刻:数控控制、可编程后挡料、标有 Y1/Y2, 的双油缸,以及一套能在成形前生成 3D 零件图像的亮面界面。销售代表承诺,仅凭“数字化”就能获得更严格的公差。”
但当我们在一次长折弯过程中检查滑块时,左侧比右侧早一点到底。虽然差距不大,但足以让一件 36 英寸的工件超出公差。.
我们必须转变思维:精度不是在屏幕上诞生的,而是诞生在物理上驱动钢板运动的独立轴上—— Y1/Y2 用于滑块平行的 Y 轴、用于深度的 X 轴、用于高度的 R 轴、用于横向定位的 Z 轴。如果这些轴不能独立运动以匹配你的零件几何形状,那么触摸屏只是装在摇晃机架上的一块橱窗玻璃。.
不能用更漂亮的窗户来修好地基问题。.
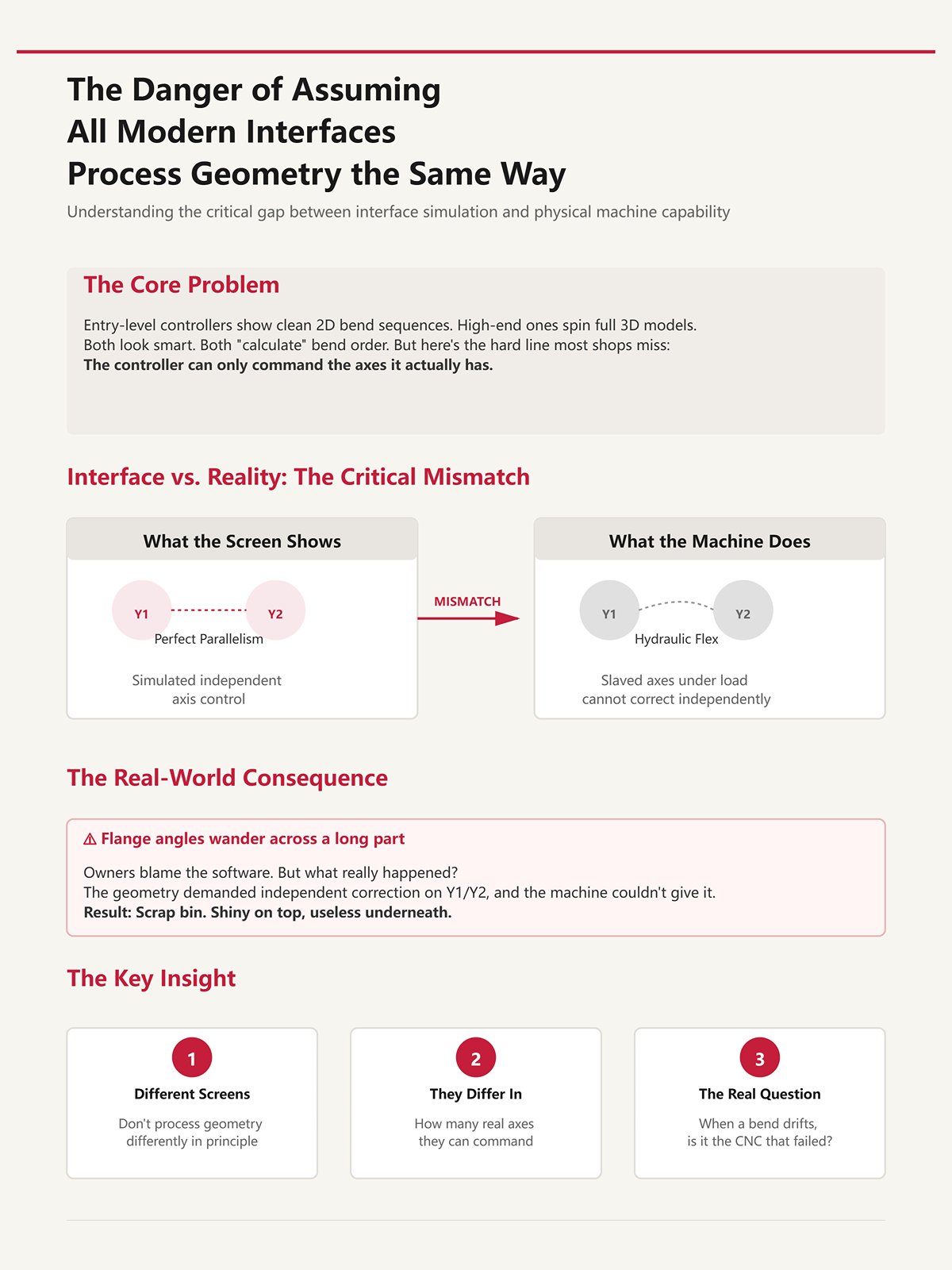
我用过入门级控制器,它显示干净的 2D 折弯顺序,也用过高端的,能像电子游戏一样旋转完整的 3D 模型。两者看起来都很聪明,都能“计算”折弯顺序。.
但多数车间忽略了一条硬性界线:控制器只能指挥它实际拥有的轴。.
如果你的机器 Y1/Y2 是液压联动而非独立控制的,屏幕上可能模拟出完美的平行度,而实际滑块却在负载下发生弯曲。界面并没有撒谎,它只是默认了并不存在的硬件能力。.
我见过店主在长件法兰角漂移时责怪软件。实际上发生了什么?该几何需要独立的 Y1/Y2, 校正,而机器做不到。这种不匹配最终只能进废料桶,就像切错的毛坯——表面光亮,底子却没用。.
不同屏幕在原理上并不会以不同的方式处理几何。它们的区别在于能真正指挥多少个实际轴,使得几何在钢材中成为现实。.
所以当折弯结果漂移时,你确定出问题的是“数控”本身吗?
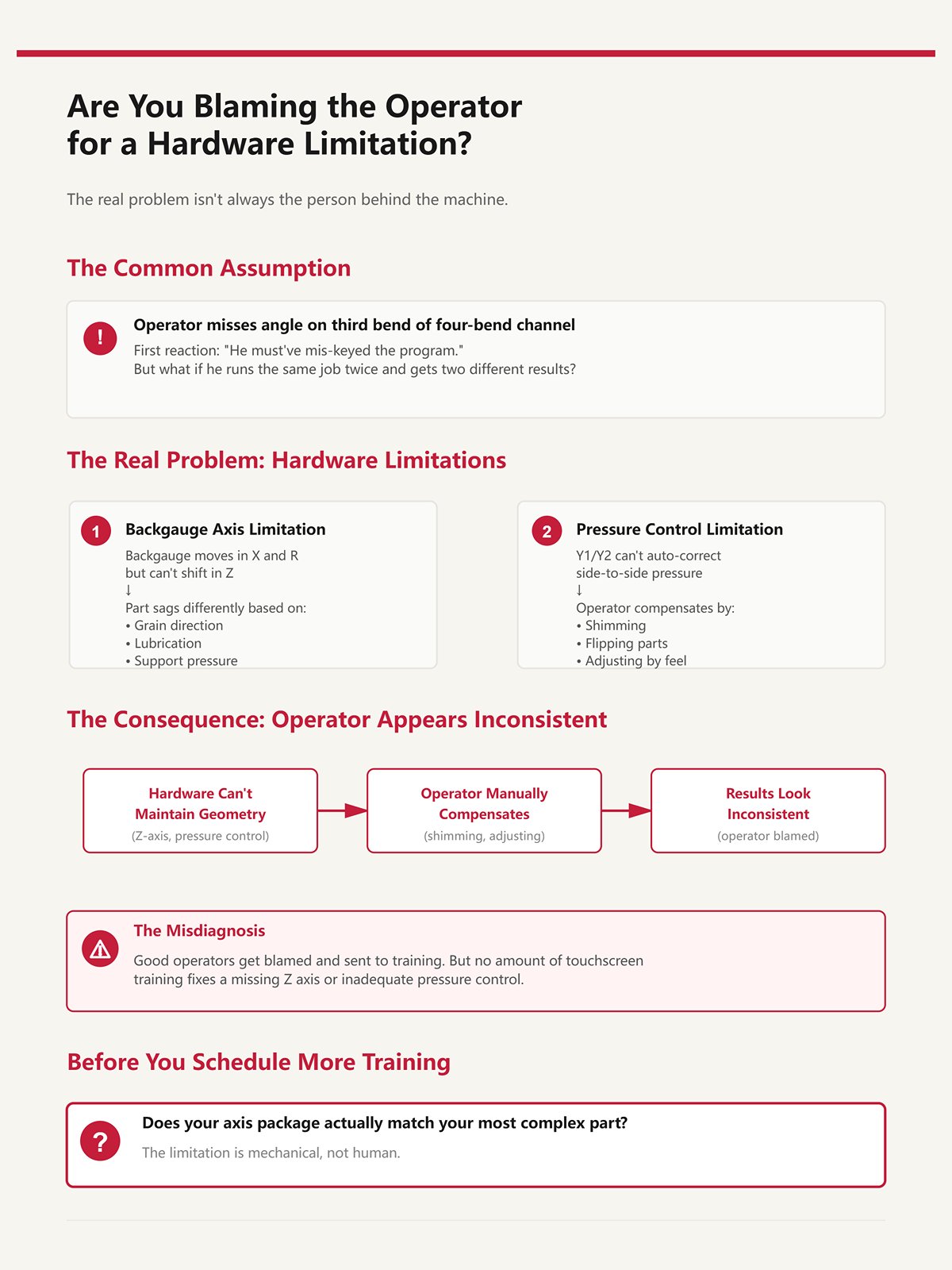
一个人在弯制四折通道的第三个折角时角度没对准。在大多数车间里的第一反应是什么?“肯定是他把程序输错了。”
这是个合理的问题——直到你看到他两次运行同样的工件,却得到两个略有不同的结果。.
如果后挡料只在 X 和 R 方向移动,而无法在 Z 方向偏移来支撑偏置法兰,那么零件的下垂情况会因材料纹理、润滑程度,甚至他支撑的力度不同而有所差异。再多的触屏培训也无法弥补缺少的 Z 轴。 Y1/Y2 无法自动校正左右压力时,操作员就开始垫片、翻转、凭感觉去补偿。.
现在看起来他的操作不一致。.
真正不一致的,是机器匹配零件几何形状的能力。当限制是机械而非人为时,我们却把优秀的操作员丢进责备的废料桶。.
在安排更多培训之前,先问问自己:你的轴配置真的能匹配你最复杂的零件吗?

公平地说,数字控制确实改变了一些事情。设置更快了。程序可以储存。X 向后挡料的重复精度可以提升到百分之一毫米。伺服机的能耗可以降低。这些都是实实在在的提升。.
但通常没有改变的是:物理轴的数量和独立性。.
如果你旧机器实际上只拥有一个冲头轴和一个基础后挡料,而你的新“数控机”仍然缺乏完全独立的 Y1/Y2 或可调的 Z 挡料指,那么结构能力是一样的。你改善了与机器的沟通,却没有扩展它物理纠正的范围。.
这就像重新给压力机涂漆与升级机架的差别。一个看起来现代,另一个才能保持精度。.
所以当不一致的折弯在触屏升级后仍然存在时,思维上的转变应是:别再问界面有多智能,而要开始问轴配置是否匹配你要强行通过的几何形状。.
下一个问题不可避免:当 Y1/Y2 真正能独立移动时——那在一次又长又苛刻的折弯上会带来什么变化?
想象一个 36 英寸的通道,带有两个偏置安装舌——左舌短,右舌长。在三轴后挡料(X 和 R 在 Y1/Y2后),两个挡料指都位于同一个 Z 横梁上。你第一次折弯没问题。第二次呢?右舌碰到挡料指;左侧悬空。操作员松开夹具,用手滑动一个挡料指,再拧紧,靠目测保证方正度。.
循环时间翻了一倍。更重要的是,重复精度彻底没了。.
真正的差别就在这里。三轴系统为你提供可编程的深度 (X) 和高度 (R)。对于对称零件来说,这就足够了。后挡料对两边的基准相同,滑块在中间下压 Y1/Y2, ,工作一切顺利。但当左右结构一旦不同,共用的 Z 梁就会迫使你妥协。你不再在控制位置,而是在“协调”位置。.
一个六轴后挡料系统——X、R,, Z1/Z2, ,再加上独立的前端轴 Y1/Y2 ——让每根挡料指能独立横向移动。现在左边凸耳有自己的基准,右边凸耳也有自己的基准,机器不再需要操作员用扳手“假装独立”。几何精度是靠钢铁实现的,而不是靠侥幸。.
这就是多数工厂没意识到的硬性上限:当你的零件需要独立的左右挡料时,没有可编程 Z1/Z2 的控制器并不是更“简单”,而是从结构上无法在无人干预的情况下重复完成工作。.
而人为干预就是变数。.
我们来谈实际载荷,不谈理论。.
你为 1/4 英寸的低碳钢法兰设置了 R 高度。空载时看起来完美。可当 80 吨的压力沿长折线施加时,钢板发生挠曲,后挡料指受到向上的力,工件要么被顶起要么被压下,取决于它的支撑位置。如果 R 是靠一次点动设定的,那这种挠曲是无法动态修正的。.
角度漂移随之而来。.
在基本的 X+R 配置中,操作员会通过在每次折弯间微调 R,或在折弯过程中手动托住工件来补偿。这改变了力如何传递到下模肩部。而当力的路径改变后,, Y1/Y2 即使能让滑块整天保持平行,仍然会产生不一致的法兰角,因为材料每次的就位方式都不同。.
这不是软件问题,而是机械基准不稳定。.
我见过一些工厂为追求半度的角度波动去重新校正挠度补偿(V 轴),但实际问题却是后挡料高度与工件下垂的耦合。他们调的是滑块,而工件却在支撑不足的挡料指上转动。这就像因为剪切机的后挡松动而把好坯料当废料分拣——你责怪的是剪切,却没看到基准移动了。.
所以没错,, Y1/Y2 独立性确实能修正滑块的歪斜。但如果没有稳定、可编程的 X 和 R——最终 Z1/Z2——你仍在向一台完全平行的滑块输入不一致的条件。.
精度在冲头触及钢材之前就已开始。.
| 章节完 | 内容 |
|---|---|
| 标题 | X 与 R 轴:为何手动高度调整会在受载情况下破坏折弯角精度 |
| 引言 | 我们来谈实际载荷,不谈理论。. |
| 负载场景 | 你为 1/4 英寸的低碳钢法兰设置了 R 高度。空载时看起来完美。可当 80 吨的压力沿长折线施加时,钢板发生挠曲,后挡料指受到向上的力,工件要么被顶起要么被压下,取决于它的支撑位置。如果 R 是靠一次点动设定的,那这种挠曲是无法动态修正的。. |
| 产生的问题 | 角度漂移随之而来。. |
| 操作员补偿 | 在基本的 X+R 设置中,操作员通过在每次冲压之间微调 R,或在折弯过程中手动抬起工件来进行补偿。这样改变了力传递到下模肩部的方式。一旦力的路径发生变化,Y1/Y2 即使能让滑块一整天保持平行,也仍会产生不一致的法兰角度,因为材料每次的就位方式都不同。. |
| 根本原因 | 这不是软件问题,而是机械基准不稳定。. |
| 误判的修复方案 | 我见过一些工厂为追求半度的角度波动去重新校正挠度补偿(V 轴),但实际问题却是后挡料高度与工件下垂的耦合。他们调的是滑块,而工件却在支撑不足的挡料指上转动。这就像因为剪切机的后挡松动而把好坯料当废料分拣——你责怪的是剪切,却没看到基准移动了。. |
| 结论 | 没错,Y1/Y2 的独立控制可以修正滑块偏斜。但如果没有稳定且可编程的 X 和 R——以及后续的 Z1/Z2——你仍然是在向一台完全平行的滑块输入不一致的条件。. |
| 结论陈述 | 精度在冲头触及钢材之前就已开始。. |
在脑中进行这个测试。.
拿一块平板,加一个居中的法兰。三轴后挡料系统可以轻松处理。.
现在把法兰向左偏移 4 英寸。依然可控;两个挡指仍参考同一边缘。.
接着只在右侧加一个回折法兰。突然之间,一个挡指需要避让成形腿,而另一个必须紧贴边缘。有共用 Z 横梁时,你要么同时收回两个挡指,要么都不收回。如果都收回,你在一侧失去了支撑;如果都保持前伸,其中一个就会发生碰撞。.
那一刻 Z1/Z2 就不再是奢侈配置,而是必要条件。.
工厂有时会认为一个 3+1 系统——Y1/Y2, 、X 和挠度补偿——可以涵盖“大多数工作”。对于对称支架和槽件来说,他们是对的。但当零件包含偏移、折边或分步折弯导致可用参考边在过程中不断变化时,独立的横向定位就是确保从第一折到第四折深度控制始终一致的关键。.
还有一个细节。某些系统提供 Delta X——每个挡指的独立进深。听起来很强大,确实如此。但如果控制器未能将 Delta X 同步至 Z1/Z2 和 Y1/Y2, ,你可能会在多重弯曲序列中产生对角错位。一个手指提前移动,另一个滞后,冲头保持平行,而零件发生扭曲,因为你的基准没有协调好。.
如果各轴不能同步运动,轴再多也无济于事。.
所以这里有一个实际的分界点:如果在查看图纸时你想到“我只要把这个手指挪开一点来做这个弯曲”,那你就已经跨入了 Z1/Z2 那个领域,无论你有没有为此预留预算。.
忽视这一点,就是在自愿接受不一致性。.
我也见过另一种极端情况。.
一家工厂升级到了完整的 X、R,, Z1/Z2, ,甚至 Delta X。规格表上写着六轴。配上大尺寸彩色触摸屏。第一周,归零所花时间比折弯还长,因为 X 要等 R 清空,R 又要等 Z1/Z2 找到限位开关,如果某个轴提前触及行程终点,另一个轴就会故障停机。.
现在复杂性成了新的瓶颈。.
在某些系统上,基准归零顺序是串联的: Z1/Z2 必须先归零,R 才能动作;R 清空后 X 才能完成定位。如果某个手指过早到达极限——比如一件长工件需要异常的横向移动——整个后挡料系统就会暂停。生产速度甚至比旧的三轴机还要慢。.
这并不是反对增加轴的论据。它反而反向印证了本文的观点:只有当控制器能够真正计算、仿真并智能协调这些轴时,硬件能力才会提高精度。.
否则,你只是堆叠了许多会动的部件,却没有一个指挥它们的“指挥家”。.
更多的轴可以扩大你能实现的几何范围。糟糕的协调则会通过新的失效模式——碰撞、动作时机错误、基准误差(表现为弯坏的废料而不是报警信息)——再次缩小这一范围。.
地基比玻璃橱窗更重要。.
而一旦你增加了 Z1/Z2, ,下一个问题就不在于你是否需要它们,.
而在于你的控制器是否足够智能,能防止它们彼此“打架”。.
去年我站在一台五轴折弯机旁边——Y1/Y2, X, R, Z1/Z2 这些都在参数表上被自豪地列出。大尺寸彩色触摸屏。程序员加载了一个带有三个偏移和一个回折边的支架作业。他没有导入模型,而是从贴在侧架上的打印图纸上一行一行地输入折边长度和折弯损耗。当第三道折弯少了0.7毫米时,他并没有责怪这些轴,而是重新输入了深度。.
这就是分界线。区别不在于后面挂了多少个电机,而在于控制器是否能接收零件的几何数据并将其转换为协调的轴运动,而无需人为先进行几何翻译。.
轴给予你物理上的自由。而软件决定这种自由是转化为协调的运动,还是只是带来更多出错的可能。.
如果你的控制器把几何视为计算器问题,而不是一个模型,那你运行的就不是一个协调系统,而是一场由伺服辅助的记忆测试。.
而记忆并不是一个控制系统。.
想象一个四道折弯的盒子,带有两个不等长的折边和一条压接边。在逐步输入的控制器上,操作员需要输入材料、厚度、V型模,再手动输入每个折边的尺寸。控制器根据K因子表计算折弯深度。听起来没问题——直到第二道折弯改变了参考边。此时 Z1/Z2 必须独立重新定位,, X 必须参考不同的面,而控制器对逐渐成形的三维几何一无所知。它只知道一连串的数字。.
于是操作员在脑海中展开零件。他决定每次打击后哪条边成为主参考。他选择何时收回一个Z定位指,并保持另一个紧贴。如果他在这一转换中判断失误一毫米,, Y1/Y2 仍然会保持滑块平行——但此时他们压在了错位的工件上。.
这就是为什么你最终得到一堆一致错误的零件。就像因为有人看错了后挡料零点而把好毛坯扔进废料箱一样,机器确实执行了指令——只是那并非零件真正需要的动作。.
现在对比原生3D展开。控制器导入实体模型,计算展开平面,模拟折弯顺序,并分配轴运动——X, R, Z1/Z2, ,以及 Y1/Y2——基于零件不断变化的几何形状。它“知道”何时一个折边会挡住定位指,它“知道”滑块下行前何时要移动横向位置。操作员不再翻译几何,而是在验证仿真。.
但有一点大多数车间容易忽视:控制器只能指挥它实际拥有的轴。如果软件能完美展开模型,但你没有独立的 Z1/Z2, ,它依然无法让一个定位指停住、另一个继续工作。几何识别若没有物理独立,只不过是一个更漂亮的预览而已。.
所以真正的问题不是“它有3D图形吗?”而是“控制系统能否将3D几何形状转换为同步的、独立的轴运动,而无需人工转换?”
如果不能,你仍然在编程折弯,而不是在编程零件。.
我不止一次计时。一件中等复杂度的零件——六个折弯、两次换模、一次尴尬的回程——如果在机台上手动输入坐标,用慢速点动检查间隙,程序编制大约需要20到30分钟。这还是经验丰富的操作员的速度。.
现在想象一下同样的任务在离线环境下编程。工具库已加载。机器几何定义完毕。软件模拟滑块行程,, R 高度变化,, Z1/Z2 回退动作,并在钢材接触模具之前就标示出手指碰撞。当文件被发送到折弯机时,第一次物理动作就是生产速度。.
区别不在于方便,而在于错误控制。.
在控制台上,碰撞的发现是物理发生的。你点动, Z1/Z2, 下降, Y1/Y2, 观察是否干涉。如果错过了,就会刮伤手指或划伤零件。每一次险些出事都会让人产生“这一步干脆两边手指都让开”的念头。 lateral 支撑正是这样消失的,翻边长度偏差也从此开始。.
离线仿真则将风险前移。控制器计算是否需要 R 在 X 前抬升。它会对动作进行排序,避免各轴之间不必要的等待。这种协调很重要,因为当轴复位或重新定位的顺序出错时,操作员往往开始人为干预自动化以“节省时间”。那时,同步运动就变成了即兴操作。.
而即兴操作代价高昂。.
一个外观炫目的界面,如果仍然需要人工发现碰撞,无异于在不稳的框架上贴玻璃橱窗。外表现代,行为却中世纪。.
如果你的工作流程依赖在滑块运动时抓错,那你就在为复杂性买单两次——一次是编程时间,一次是废料。.
我走进一家拥有两台相同冲压机的车间。同样的吨位。同样的 Y1/Y2, X, R, Z1/Z2 配置。一台从共享服务器调取任务——3D模型、工具设置、折弯顺序、轴位置全部嵌入。另一台则依赖贴在防护罩上的手写设置单。.
在重复订单运行三周后,第一台机器在未进行任何深度微调的情况下,将法兰变化控制在其正常公差范围内。第二台机器在第三次运行时,操作员开始调整弯曲深度,因为“材料感觉不一样”。”
材料并没有变化。变化的是参考一致性。.
当数据直接从模型流向控制器时,, X 位置不会被重新解释。. R 高度不会凭记忆去猜测。. Z1/Z2 横向偏移不会临时决定。每一个轴的运动都基于相同的几何源计算得出。这就是机械确定性。.
当数据存在于操作员的脑中时,小的偏差就会悄然出现。有人决定同时收回两个指头而不是一个。另一个人为了更容易装料,把高度提高了 R 2 毫米。如果系统 Y1/Y2 无法自动校正左右压力,操作员就会开始垫片、翻转、凭感觉补偿。可重复性变成了一种个性特征。.
这就是为什么你会有一托盘完美合格,而下一托盘差点进废料桶——不是因为机器改变了,而是因为“翻译层”改变了。.
自动数据流不会让你的折弯机变得更聪明。它只是去除了几何与动作之间的人为再解释。当独立轴在每一周期执行预计算位置时,变异几乎无处藏身。.
坦率地说:如果你的控制器无法在不依赖操作员记忆的情况下,将几何数据从设计传递到同步 Y1/Y2, X, R, ,以及 Z1/Z2 运动中,那么你并不拥有一个精密系统——你拥有的是一个带液压装置的建议箱。.
你想知道如何选择一个能提供基于几何驱动、同步轴控制的控制器,而不是一个在 大尺寸彩色触摸屏.
上呈现出的精美动画?那就从废料箱开始。.
不是宣传册。不是销售员在展厅里折一次的示范件。而是上个月的实际报废批次。把零件摊在桌上。像分析犯罪现场一样观察失效模式。角度是否从左到右有偏移?法兰长度是否在不同弯曲之间不一致?操作员是否在中途旋转工件,因为后挡料无法支撑所需几何?
这不是怀旧。这是逆向工程。.
如果你最近的 50 件报废件都有相同的症状,那症状指向一个缺失或未充分利用的轴,或者是任何控制器都无法掩盖的机械极限。把废料堆当作一份用钢写就的审计日志。废料箱是车间里唯一永远不会说谎的顾问。.
如果你不让被拒绝的零件指导你的规格表,那就等于是你在买商店橱窗玻璃,却希望它能撑起整栋建筑。.
宽度方向的角度变化?第一个问题:是否 Y1/Y2 独立控制了油缸下压力,还是在联动模式下运行并用垫片进行修正?
因为机械上的真相是: Y1/Y2 独立性决定了左右油缸的平行度。那会影响零件整个宽度上的弯曲角度一致性。X、R、Z1/Z2与角度无关;它们控制的是工件的位置,不是冲头的深入深度。如果你把角度漂移归咎于控制器,但实际是床身发生了变形而且没有挠度补偿,那是机架的问题,不是软件的问题。.
升级屏幕并不能让钢板变直。.
现在看看法兰长度不一致的问题。那是X轴重复精度的问题。现代伺服驱动的X轴可以精确定位到百分之几毫米。如果法兰长度随机变化,要么X轴缺乏伺服精度,要么操作员每次重新输入数值而不是运行已保存的程序。如果零件不对称,且一侧需要不同的挡块位置,独立的X1/X2可能减少人工重新定位——但那是提高流程效率,不是改善角度精度。.
不同的失误,对应不同的轴。.
当操作员在加工中途旋转零件,因为一个后挡料指头会与返折法兰干涉时,那就是一个关于Z1/Z2的问题。独立的横向移动让一个指头能够收回,而另一个保持接触。没有这种功能时,操作员就成了那根轴——抬、翻、凭感觉操作。这是被肌肉记忆转化的几何问题。.
如果 Y1/Y2 无法自动校正左右压力时,操作员就开始垫片、翻转、凭感觉去补偿。.
这里给你一个筛选规则:对每一批被拒收的零件,指出哪一个轴的存在可以防止问题发生。如果你说不出,那你不是需要更多的轴——你是需要更好地利用已有的轴。.
我见过八轴折弯机像两轴机床一样运行,只因为没人培训操作员去编程。.
一台处于基础模式的四轴系统与简单机器没什么区别——除了维护费用。只有当几何形状需要独立运动且工厂真的对这些运动进行编程时,更多的轴才会提升精度。.
来看一个典型的生产支架:法兰深度一致,没有不对称的返折,宽度适中。一个坚固的 Y1/Y2, 、X和R配置能全天候处理。伺服X提供可重复的法兰长度。R调整挡料手指的垂直高度以适应盒形零件。. Y1/Y2 保持油缸平行。对于大多数批量生产来说,那就是精度与复杂度的最佳平衡点。.
现在转向两端法兰深度不同的大型面板。独立的X1/X2和R1/R2让你在一个循环中同时定位两侧。这样减少了搬运,节省了时间。但它并不会神奇地提升角度公差;它只是消除了人工重新定位过程中出现人为误差的环节。.
便利与精度是亲戚,但不是孪生兄弟。.
不要把床面挠度补偿(通常称为 V 轴或挠度补偿系统)与控制器智能混为一谈。如果你长工件中部的折弯开口是因为床身在载荷下弯曲造成的,再多后挡料轴也无法解决。那是结构钢的问题,不是软件的问题。.
没有几何需要而增加更多轴,就像在废料箱上再加一个滑槽——它不会减少废料,只是让废料更有条理。.
购买额外的轴是为了解决特定的几何冲突,而不是为了给参观者留下深刻印象。.
销售宣传单上的轴配置就像马力数一样列出。Y1/Y2、X、R、Z1/Z2,也许处处都是独立对。看起来令人印象深刻。.
但大多数车间忽略了一个关键事实:控制器只能指令它实际拥有的轴——而且只能以你的零件所需的方式去执行。.
所以,颠倒你的采购流程。.
与其问“可选的最大轴配置是什么?”,不如问“我们明年要报价、目前却拒绝或难以完成的工作有哪些?”拿出那些图纸。查找几何要求:不对称的法兰、高深的箱体、宽度方向角度公差很紧的长面板、存在手指干涉的多工序折弯。.
然后将几何需求映射到轴的独立性。.
长而公差要求高的部件?优先考虑稳健的 Y1/Y2 同步与挠度补偿控制。法兰高度变化的深箱?R 轴以及可能需要的独立 R1/R2 很关键。不对称且支撑点变化的大件?Z1/Z2 能体现其价值。品种繁多、批量小、安装误差主导的工件?投资于能将 3D 模型直接转换成协调的 Y1/Y2、X、R、Z1/Z2 运动的控制器,无需人工重新输入。.
此时你买的不是一块屏幕,而是作为基础的结构钢。.
不易察觉的关键在于:精度并非来自轴的总数量——而是来自于将独立轴控制与零件的几何复杂度相匹配,并在编程运动中真正运用这种独立性。除此之外的都只是装饰。.
下次你走进展厅看到那块闪亮的显示屏对你发光时,不要去点它。.
请问,缺少的哪一个轴能挽救你上一次被拒收的那批工件——而你的团队是否知道如何让它运转?.


















