

Lo scorso inverno il proprietario di un negozio mi ha trascinato verso la sua “nuova” pressa piegatrice come se fosse un vitello appena nato. Grande touchscreen a colori. Menu a scorrimento. Grafica 3D. Il primo lavoro? Ventiquattro staffe, otto scartate. Stesso errore di lunghezza del risvolto che aveva sulla vecchia macchina.
Continuava a toccare lo schermo come se lo avesse tradito. Io continuavo a guardare i telai laterali.
Qualcosa non tornava.
Sulla carta, quella pressa era impressionante: controllo CNC, riscontro posteriore programmabile, doppi cilindri etichettati Y1/Y2, e un’interfaccia lucida che poteva disegnare il pezzo in 3D prima ancora di una singola battuta. Il rappresentante commerciale prometteva tolleranze più strette solo grazie al “digitale”.”
Ma quando abbiamo controllato il punzone durante una piegatura lunga, il lato sinistro toccava il fondo un attimo prima del destro. Non molto. Abbastanza da torcere un pezzo da 36 pollici fuori tolleranza.
Ecco il cambiamento che deve avvenire: la precisione non nasce dallo schermo; nasce dagli assi indipendenti che muovono fisicamente l’acciaio — Y1/Y2 Y per il parallelismo del punzone, X per la profondità, R per l’altezza, Z per il posizionamento laterale. Se quegli assi non possono muoversi indipendentemente per adattarsi alla geometria del tuo pezzo, il touchscreen è solo la vetrina su un telaio instabile.
Non si risolvono i problemi di fondamenta con finestre più belle.
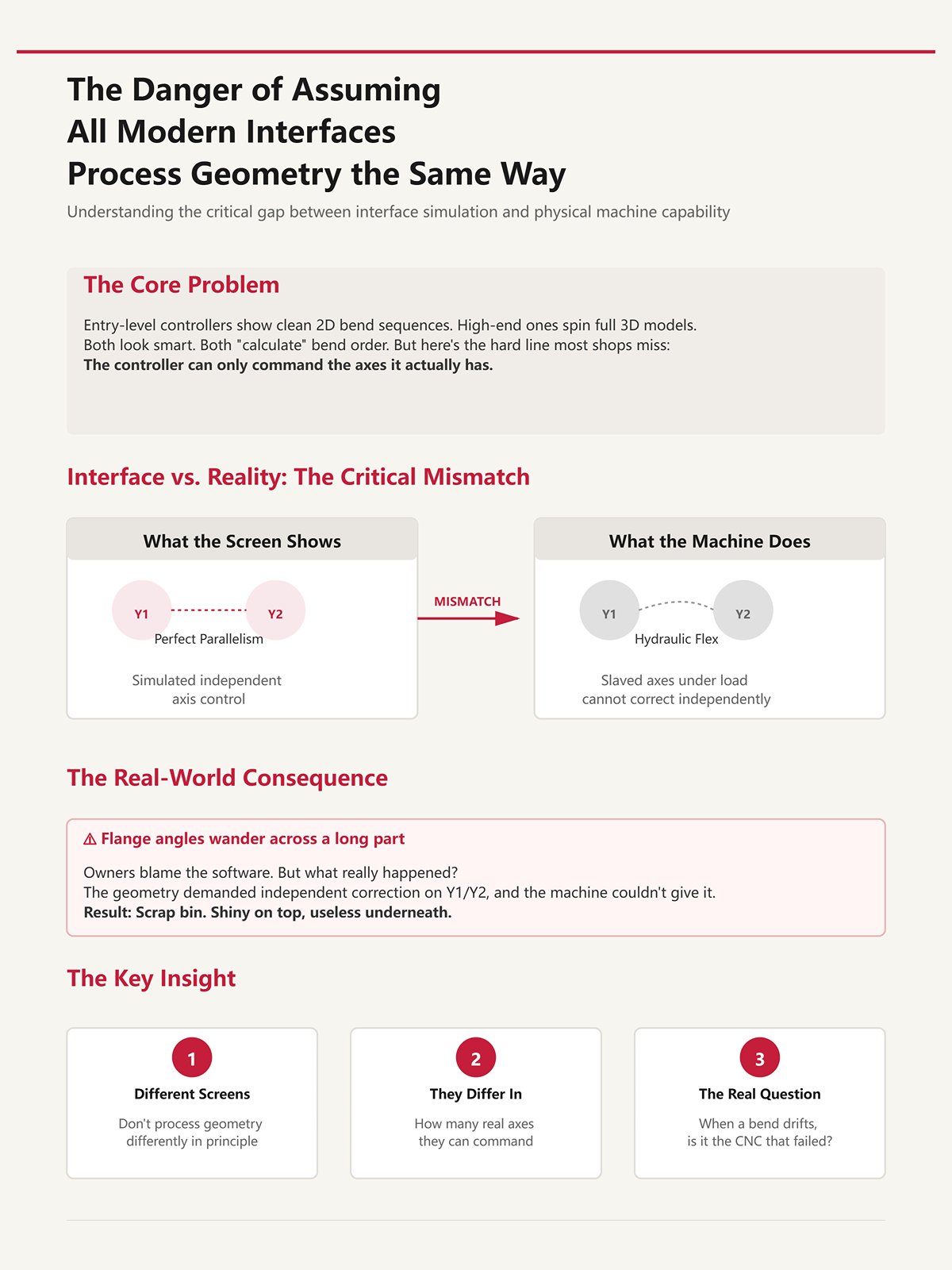
Ho usato controllori di base che mostrano una sequenza di piegatura pulita in 2D e altri di fascia alta che fanno ruotare un modello 3D completo come un videogioco. Entrambi sembrano intelligenti. Entrambi “calcolano” l’ordine delle piegature.
Ma c’è una linea netta che la maggior parte delle officine non vede: il controllore può comandare solo gli assi che effettivamente possiede.
Se gli Y1/Y2 della tua macchina sono collegati insieme idraulicamente invece di essere controllati in modo indipendente, lo schermo può simulare un parallelismo perfetto mentre il punzone fisico si flette sotto carico. L’interfaccia non ha mentito. Ha solo presunto una capacità hardware che non esiste.
Ho visto proprietari incolpare il software quando gli angoli dei risvolti variano lungo un pezzo lungo. Cosa è realmente successo? La geometria richiedeva una correzione indipendente su Y1/Y2, Y1/Y2.
, e la macchina non poteva fornirla. Quel disallineamento finisce direttamente nel cestino degli scarti come le lamiere tagliate male che non puoi rifilare — lucide sopra, inutili sotto.
Schermi diversi non elaborano la geometria in modo diverso in linea di principio. Differiscono nel numero di assi reali che possono comandare per rendere quella geometria corretta nell’acciaio.
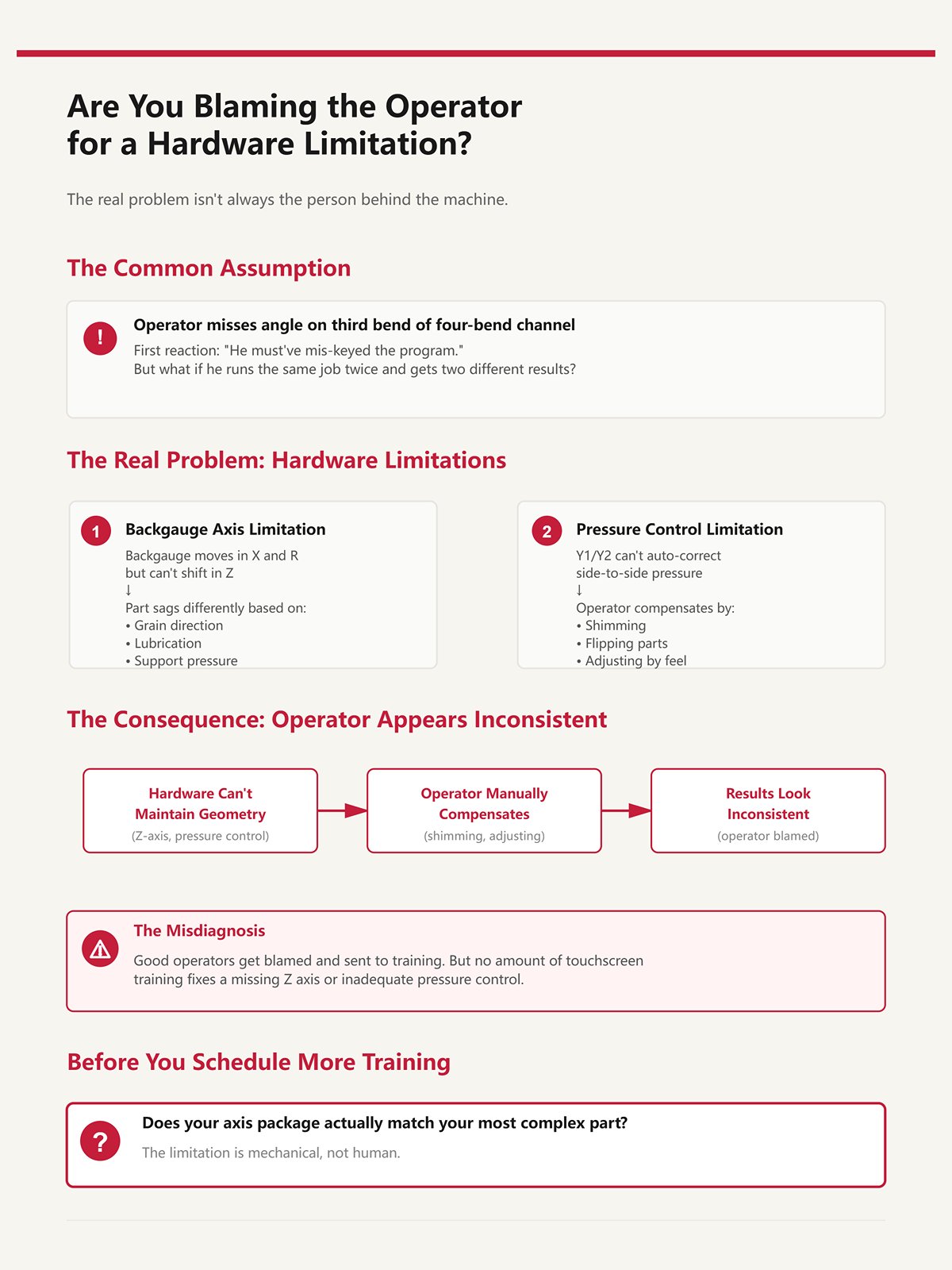
Un tipo sbaglia l’angolo sulla terza piega di un canale con quattro pieghe. La prima reazione nella maggior parte delle officine? “Deve aver inserito male il programma.”
Domanda legittima — fino a quando non lo osservi eseguire lo stesso lavoro due volte ottenendo due risultati leggermente diversi.
Se il registro posteriore si muove solo in X e R ma non può spostarsi in Z per supportare una flangia disassata, il pezzo si piega in modo diverso a seconda della direzione della fibra, della lubrificazione, persino di quanto forte lo sostiene. Nessuna formazione sul touchscreen può correggere un asse Z mancante. Se Y1/Y2 non può auto-correggere la pressione laterale, l’operatore inizia a spessorare, capovolgere, compensare a sensazione.
Ora sembra incoerente.
Ciò che è veramente incoerente è la capacità della macchina di adattarsi alla geometria del pezzo. Gettiamo buoni operatori nel cestino della colpa quando la limitazione è meccanica, non umana.
Prima di programmare altra formazione, chiediti: il tuo pacchetto assi corrisponde effettivamente al tuo pezzo più complesso?

Siamo onesti. I controlli digitali cambiano le cose. L’allestimento diventa più veloce. I programmi si memorizzano. La ripetibilità in X del registro posteriore può restringersi a centesimi di millimetro. Il consumo energetico può diminuire nelle macchine servo. Questi sono veri vantaggi.
Ma ecco cosa spesso non cambia: il numero e l’indipendenza degli assi fisici.
Se la tua vecchia macchina aveva di fatto un solo asse di slitta e un registro posteriore di base, e la tua nuova “CNC” manca ancora di Y1/Y2 o dita Z regolabili, la capacità strutturale è la stessa. Hai migliorato la comunicazione con la macchina. Non hai ampliato ciò che può correggere fisicamente.
È la differenza tra ridipingere una pressa e potenziarne il telaio. Una sembra moderna. L’altra mantiene la tolleranza.
Quindi, quando le pieghe incoerenti sopravvivono a un aggiornamento touchscreen, il cambiamento cognitivo è questo: smetti di chiederti quanto è intelligente l’interfaccia e inizia a chiederti se la configurazione degli assi corrisponde alla geometria che stai cercando di forzarci attraverso.
La prossima domanda è inevitabile: cosa succede quando Y1/Y2 si muovono davvero in modo indipendente — e cosa cambia su una piega lunga e implacabile?
Immagina un canale da 36 pollici con due linguette di montaggio disassate — la linguetta sinistra corta, quella destra lunga. Su un registro posteriore a 3 assi (X e R dietro Y1/Y2), entrambe le dita di arresto poggiano su un’unica trave Z. Esegui bene la prima piega. La seconda? La linguetta destra urta la dita; il lato sinistro resta sospeso. L’operatore allenta una morsetta, fa scorrere una dita a mano, la stringe, controlla ad occhio la perpendicolarità.
Il tempo di ciclo è appena raddoppiato. Più importante ancora, la ripetibilità è appena morta.
È lì che si manifesta la vera differenza. Un sistema a 3 assi ti dà profondità (X) e altezza (R) programmabili. Per i pezzi simmetrici, basta. Il riscontro posteriore fa riferimento a entrambi i lati in modo uguale, il punzone scende sotto Y1/Y2, e tutto funziona bene. Ma nel momento in cui la geometria sinistra e destra diverge, una trave Z condivisa impone un compromesso. Non stai più controllando la posizione; la stai negoziando.
Un riscontro posteriore a 6 assi—X, R, Z1/Z2, più indipendente Y1/Y2 davanti—permette a ogni dito di muoversi lateralmente per conto proprio. Ora la linguetta sinistra ha il suo riferimento, quella destra il suo, e la macchina smette di chiedere all’operatore di simulare l’indipendenza con le chiavi inglesi. La geometria è allineata nell’acciaio, non nella speranza.
Questo è il limite rigido che la maggior parte delle officine non vede arrivare: quando i tuoi pezzi richiedono la regolazione indipendente destra-sinistra, un controllore senza programmazione Z1/Z2 non è “più semplice”. È strutturalmente incapace di ripetere il lavoro senza intervento umano.
E l’intervento umano è variabilità.
Parliamo di carico, non di teoria.
Imposti l’altezza R per una flangia in acciaio dolce da 1/4 di pollice. Sembra perfetta a vuoto. Sotto 80 tonnellate lungo una piega lunga, la lamiera flette, le dita del riscontro posteriore subiscono una forza verso l’alto, e il pezzo si solleva o si scava a seconda di dove è sostenuto. Se R è stato impostato con una singola prova e ritenuto corretto, quella deflessione non viene corretta dinamicamente.
Segue una deriva dell’angolo.
Su un sistema base X+R, l’operatore compensa regolando R tra una piega e l’altra o sollevando fisicamente il pezzo durante la piegatura. Ciò cambia il modo in cui la forza si trasferisce sulle spalle della matrice. E una volta che quel percorso di forza cambia, Y1/Y2 può mantenere il punzone parallelo tutto il giorno e comunque produrre angoli di flangia incoerenti perché il materiale non è appoggiato allo stesso modo due volte.
Non è confusione del software. È instabilità del riferimento meccanico.
Ho visto officine inseguire variazioni di mezzo grado nell’angolo ricalibrando la bombatura (asse V) quando il vero problema era l’altezza del riscontro posteriore che interagiva con l’afflosciamento del pezzo. Stavano regolando il punzone mentre il pezzo ruotava su un dito di riscontro mal sostenuto. È come separare i fogli buoni dallo scarto perché il fermo della cesoia era allentato—stai incolpando il taglio quando il riferimento si è spostato.
Quindi sì, Y1/Y2 l’indipendenza corregge l’inclinazione del punzone. Ma senza X e R stabili e programmabili—e alla fine Z1/Z2—stai ancora fornendo condizioni incoerenti a un ariete perfettamente parallelo.
La precisione inizia prima che il punzone tocchi l’acciaio.
| Sezione | Contenuto |
|---|---|
| Titolo | Assi X e R: perché la regolazione manuale dell’altezza sabota la precisione dell’angolo di piega sotto carico |
| Introduzione | Parliamo di carico, non di teoria. |
| Scenario di carico | Imposti l’altezza R per una flangia in acciaio dolce da 1/4 di pollice. Sembra perfetta a vuoto. Sotto 80 tonnellate lungo una piega lunga, la lamiera flette, le dita del riscontro posteriore subiscono una forza verso l’alto, e il pezzo si solleva o si scava a seconda di dove è sostenuto. Se R è stato impostato con una singola prova e ritenuto corretto, quella deflessione non viene corretta dinamicamente. |
| Problema risultante | Segue una deriva dell’angolo. |
| Compensazione dell’operatore | In un’impostazione base X+R, l’operatore compensa spostando leggermente R tra un colpo e l’altro o sollevando fisicamente il pezzo durante la piegatura. Questo modifica il modo in cui la forza si trasferisce sulle spalle della matrice. E una volta che quel percorso della forza cambia, Y1/Y2 possono mantenere l’ariete parallelo per tutto il giorno ma produrranno comunque angoli di flangia incoerenti perché il materiale non è posizionato nello stesso modo due volte. |
| Causa principale | Non è confusione del software. È instabilità del riferimento meccanico. |
| Correzione diagnosticata erroneamente | Ho visto officine inseguire variazioni di mezzo grado nell’angolo ricalibrando la bombatura (asse V) quando il vero problema era l’altezza del riscontro posteriore che interagiva con l’afflosciamento del pezzo. Stavano regolando il punzone mentre il pezzo ruotava su un dito di riscontro mal sostenuto. È come separare i fogli buoni dallo scarto perché il fermo della cesoia era allentato—stai incolpando il taglio quando il riferimento si è spostato. |
| Conclusione | Quindi sì, l’indipendenza di Y1/Y2 risolve l’inclinazione dell’ariete. Ma senza X e R stabili e programmabili, e alla fine anche Z1/Z2, stai ancora fornendo condizioni incoerenti a un ariete perfettamente parallelo. |
| Dichiarazione conclusiva | La precisione inizia prima che il punzone tocchi l’acciaio. |
Esegui questo test mentalmente.
Prendi una piastra piatta. Aggiungi una flangia centrata singola. Un calibro posteriore a 3 assi la gestisce bene.
Ora sposta quella flangia di 4 pollici a sinistra. Ancora gestibile; entrambe le dita fanno riferimento allo stesso bordo.
Ora aggiungi una flangia di ritorno solo sul lato destro. Improvvisamente, un dito deve evitare una gamba già formata mentre l’altro deve restare aderente a un bordo. Con una trave Z condivisa, puoi ritrarre entrambe le dita o nessuna. Se le ritrai entrambe, perdi il supporto su un lato. Se le mantieni entrambe in avanti, una collide.
È in quel momento che Z1/Z2 smettono di essere un lusso e diventano una necessità.
Le officine a volte sostengono che un sistema 3+1—Y1/Y2, X e bombatura—copra “la maggior parte dei lavori”. Hanno ragione per staffe e canali simmetrici. Ma quando i pezzi includono offset, bordi raddoppiati o pieghe in sequenza che cambiano il bordo di riferimento disponibile a metà ciclo, il posizionamento laterale indipendente è ciò che mantiene costante il controllo della profondità dalla prima alla quarta piega.
C’è un’altra complicazione. Alcuni sistemi offrono Delta X—profondità indipendente per dito. Sembra potente. E lo è. Ma se il controllore non sincronizza Delta X con Z1/Z2 e Y1/Y2, puoi creare un disallineamento diagonale attraverso una sequenza di pieghe multiple. Un dito avanza in anticipo, l’altro ritarda, il punzone rimane parallelo e il pezzo si torce perché i tuoi riferimenti non erano coordinati.
Gli assi non aiutano se non si muovono in concerto.
Ecco quindi la soglia pratica: se il tuo disegno ti costringe a pensare, “Sposterò semplicemente questo dito fuori dal percorso per questa piega”, hai oltrepassato il limite Z1/Z2 sia che tu lo abbia previsto nel budget o meno.
Ignora ciò, e ti offrirai volontariamente all’incoerenza.
Ho visto l’altro estremo.
Un’officina aggiorna a pieno X, R, Z1/Z2, persino Delta X. Sei assi nella scheda tecnica. Grande touchscreen a colori. La prima settimana, l’inizializzazione richiede più tempo della piegatura perché X aspetta che R si liberi, R aspetta che Z1/Z2 trovi gli interruttori di fine corsa, e un asse va in errore se un altro raggiunge il limite prima.
Ora la complessità è il collo di bottiglia.
Su alcuni sistemi, la sequenza di riferimento è concatenata: Z1/Z2 deve azzerarsi prima che R si muova; R deve liberarsi prima che X si completi. Se un dito raggiunge il suo limite prematuramente—ad esempio un pezzo lungo richiede uno spostamento laterale insolito—l’intero riscontro posteriore si ferma. La produzione sembra più lenta della vecchia macchina a 3 assi.
Non è un argomento contro un maggior numero di assi. È la prova della tesi dell’articolo al contrario: la capacità hardware migliora la precisione solo quando il controllore può effettivamente calcolare, simulare e coordinare quegli assi in modo intelligente.
Altrimenti, hai impilato parti mobili senza un direttore d’orchestra.
Più assi ampliano l’involucro geometrico che puoi raggiungere. Una scarsa coordinazione lo restringe di nuovo attraverso nuove modalità di guasto—collisioni, movimenti fuori tempo, errori di riferimento che si manifestano come pezzi piegati scartati invece di messaggi di allarme.
Le fondamenta sono più importanti del vetro della vetrina.
E una volta che aggiungi Z1/Z2, la prossima domanda non è se ti servivano.
È se il tuo controllore è abbastanza intelligente da impedir loro di combattersi tra loro.
L’anno scorso sono rimasto accanto a una pressa piegatrice a cinque assi—Y1/Y2, X, R, Z1/Z2 tutti elencati con orgoglio nella scheda tecnica. Grande touchscreen a colori. Il programmatore ha caricato un lavoro su una staffa con tre offset e una flangia di ritorno. Invece di importare il modello, ha digitato le lunghezze delle flange e le deduzioni di piega riga per riga da una stampa incollata al telaio laterale. Quando la terza piega è risultata corta di 0,7 mm, non ha dato la colpa agli assi. Ha riscritto la profondità.
Questa è la linea di demarcazione. Non quanti motori hai montati dietro. Ma se il controllore riesce a prendere la geometria del pezzo e convertirla in movimento coordinato degli assi senza chiedere prima a un essere umano di tradurla.
Gli assi ti danno libertà fisica. Il software decide se questa libertà si trasforma in movimento sincronizzato o semplicemente in più modi di sbagliare.
Se il tuo controllore tratta la geometria come un problema da calcolatrice invece che come un modello, non stai facendo funzionare un sistema coordinato. Stai facendo un test di memoria con assistenza servo.
E la memoria non è un sistema di controllo.
Immagina una scatola con quattro pieghe, due flange disuguali e un’orlettatura. Su un controllore con input passo-passo, l’operatore inserisce materiale, spessore, matrice a V, poi digita manualmente la dimensione di ogni flangia. Il controllo calcola la profondità di piega da una tabella del fattore K. Tutto bene—finché la seconda piega cambia il bordo di riferimento. Ora Z1/Z2 deve riposizionarsi in modo indipendente, X deve riferirsi a una faccia diversa, e il controllore non ha alcuna consapevolezza della forma 3D in evoluzione. Conosce solo numeri in sequenza.
Così l’operatore sviluppa mentalmente il pezzo. Decide quale bordo diventa primario dopo ogni colpo. Sceglie quando retrarre un dito Z e tenere l’altro fermo. Se sbaglia quella transizione di un millimetro, Y1/Y2 terrà comunque il punzone parallelo—ma staranno premendo su un pezzo posizionato male.
È così che ti ritrovi con una pila di pezzi tutti costantemente sbagliati. Come buttare buone lamiere nel cassone degli scarti perché qualcuno ha letto male lo zero del riscontro posteriore, la macchina ha fatto esattamente ciò che le è stato detto—solo non ciò che il pezzo richiedeva.
Ora confronta questo con lo sviluppo 3D nativo. Il controllore importa il modello solido, calcola il modello disteso, simula la sequenza di piegatura e assegna i movimenti degli assi—X, R, Z1/Z2, e Y1/Y2—in base alla geometria variabile del pezzo. “Sa” quando una flangia blocca un dito. “Sa” quando spostarsi lateralmente prima che il punzone scenda. L’operatore non sta traducendo la geometria; sta verificando una simulazione.
Ma c’è una linea netta che la maggior parte delle officine non coglie: il controllore può comandare solo gli assi che effettivamente possiede. Se il software sviluppa un modello in modo impeccabile ma non hai indipendenza Z1/Z2, comunque non potrà parcheggiare un dito e mantenere l’altro ingaggiato. La consapevolezza geometrica senza indipendenza fisica è solo un’anteprima più gradevole.
Quindi la vera domanda non è “Ha una grafica 3D?” ma “Il controllo può convertire la geometria 3D in movimenti assi sincronizzati e indipendenti senza traduzione umana?”
Se non può, stai ancora programmando le piegature. Non stai programmando i pezzi.
L’ho cronometrato più di una volta. Un pezzo di media complessità — sei piegature, due cambi utensile, un ritorno scomodo — richiede circa 20 o 30 minuti per essere programmato alla macchina se si inseriscono le coordinate a mano e si verificano le distanze di sicurezza con movimenti lenti. E questo con un operatore esperto.
Ora immagina lo stesso lavoro programmato offline. Libreria utensili caricata. Geometria della macchina definita. Il software simula la corsa del punzone, R i cambi di altezza, Z1/Z2 le retrazioni e segnala una collisione con il dito prima che l’acciaio tocchi lo stampo. Quando il file arriva alla pressa, il primo movimento fisico avviene alla velocità di produzione.
La differenza non è la comodità. È il contenimento degli errori.
Al piedistallo, la scoperta delle collisioni avviene fisicamente. Fai avanzare Z1/Z2, abbassi Y1/Y2, osservi eventuali interferenze. Se la manchi, graffi un dito o segni un pezzo. Ogni quasi-incidente invita al pensiero “basta liberare entrambe le dita in questo passaggio”. È così che il supporto laterale scompare e le lunghezze delle flange si spostano.
La simulazione offline sposta quel rischio a monte. Il controllore calcola se R deve sollevarsi prima che X avvanci. Sequenzia i movimenti in modo che gli assi non si attendano inutilmente. Quel coordinamento è importante perché quando gli assi si posizionano o si riposizionano fuori sequenza, gli operatori iniziano a disattivare l’automazione per “risparmiare tempo”. È allora che il movimento sincronizzato si trasforma in improvvisazione.
E l’improvvisazione è costosa.
Un’interfaccia appariscente che richiede ancora la scoperta delle collisioni dal vivo è vetro di vetrina su una struttura instabile. Sembra moderna. Si comporta in modo medievale.
Se il tuo flusso di lavoro dipende dal cogliere gli errori mentre il punzone è in movimento, stai pagando la complessità due volte — una volta nel tempo di programmazione, una volta nello scarto.
Sono entrato in un’officina che gestiva due presse identiche. Stessa tonnellata. Stessa Y1/Y2, X, R, Z1/Z2 configurazione. Una prelevava i lavori da un server condiviso — modello 3D, configurazione utensili, sequenza di piegatura, posizioni assi tutte incorporate. L’altra si basava su fogli di configurazione scritti a mano incollati alla protezione.
Dopo tre settimane su un ordine ripetuto, la prima macchina ha mantenuto la variazione della flangia entro la propria banda di tolleranza normale senza un solo ritocco di profondità. La seconda aveva gli operatori che aggiustavano la profondità della piega al terzo ciclo perché “il materiale sembra diverso”.”
Il materiale non è cambiato. È cambiata la coerenza del riferimento.
Quando i dati fluiscono direttamente dal modello al controllore, X le posizioni non vengono reinterpretate. R le altezze non vengono indovinate a memoria. Z1/Z2 gli spostamenti laterali non vengono decisi al volo. Ogni movimento dell’asse è calcolato ogni volta a partire dalla stessa fonte geometrica. Questa è certezza meccanica.
Quando i dati risiedono nella testa dell’operatore, si insinuano piccoli spostamenti. Qualcuno decide di retrarre entrambe le dita invece di una sola. Qualcun altro lascia R 2 mm più in alto per rendere il carico più facile. Se Y1/Y2 non può correggere automaticamente la pressione da un lato all’altro, l’operatore comincia a spessorare, girare, compensare a intuito. La ripetibilità diventa un tratto della personalità.
È così che finisci con un pallet perfetto e quello successivo pronto per il contenitore degli scarti — non perché la macchina sia cambiata, ma perché è cambiato lo strato di traduzione.
Il flusso automatico dei dati non rende la tua pressa piegatrice più intelligente. Elimina la reinterpretazione umana tra geometria e movimento. E quando gli assi indipendenti eseguono posizioni pre-calcolate a ogni ciclo, la variabilità ha meno luoghi dove nascondersi.
Ecco la verità cruda: se il tuo controllore non può trasferire la geometria dal progetto al Y1/Y2, X, R, e Z1/Z2 movimento sincronizzato senza dipendere dai ricordi dell’operatore, non possiedi un sistema di precisione — possiedi una scatola dei suggerimenti con attaccata un’idraulica.
Vuoi sapere come scegliere un controllore che offra un controllo degli assi sincronizzato e guidato dalla geometria invece di un cartone animato lucido su un Grande touchscreen a colori.
Inizia nel cassone degli scarti.
Non nella brochure. Non nel pezzo dimostrativo che il venditore ha piegato una volta in una sala espositiva. Il lotto effettivamente scartato del mese scorso. Disponi i pezzi su un tavolo. Osserva il motivo dei difetti come se stessi leggendo la scena di un crimine. L’angolo variava da sinistra a destra? Le lunghezze delle flange erano incoerenti piega dopo piega? Gli operatori hanno ruotato i pezzi a ciclo in corso perché il riscontro posteriore non poteva supportare la geometria?
Questa non è nostalgia. È retroingegneria.
Se i tuoi ultimi 50 scarti condividono tutti lo stesso sintomo, quel sintomo indica un asse mancante o sottoutilizzato, o un limite meccanico che nessun controllore può nascondere. Tratta il mucchio di scarti come un registro di audit scritto nell’acciaio. Il cassone degli scarti è l’unico consulente in officina che non mente mai.
Se non lasci che le parti rifiutate guidino la tua scheda tecnica, stai comprando vetri da vetrina sperando che reggano l’edificio.
Variazione dell’angolo lungo la larghezza? Prima domanda: era Y1/Y2 il controllo indipendente della profondità del pistone, o stavi lavorando in modalità collegata e correggendo con spessori?
Perché ecco la verità meccanica: Y1/Y2 l’indipendenza controlla il parallelismo sinistra-destra del pistone. Questo influisce sulla coerenza dell’angolo di piegatura lungo il pezzo. X, R, Z1/Z2 non toccano l’angolo; controllano dove si posiziona il pezzo, non quanto in profondità penetra il punzone. Se stai incolpando il controllore per la deriva dell’angolo ma il tuo banco si flette e non hai una compensazione di bombatura, è un problema del telaio della macchina, non del software.
Aggiornare lo schermo non raddrizzerà l’acciaio.
Ora osserva le lunghezze delle flange incoerenti. Si tratta della ripetibilità dell’asse X. Gli assi X moderni a servo possono posizionarsi entro centesimi di millimetro. Se la lunghezza della flangia varia in modo casuale, o l’asse X manca di precisione servo, o gli operatori stanno reinserendo i numeri invece di utilizzare i programmi memorizzati. Se il pezzo è asimmetrico e un lato richiede un fermo diverso dall’altro, X1/X2 indipendenti possono ridurre i riposizionamenti manuali—ma questa è efficienza del flusso di lavoro, non maggiore precisione degli angoli.
Guasto diverso. Asse diverso.
E quando gli operatori ruotano i pezzi a metà processo perché un dito del riscontro posteriore interferisce con una flangia di ritorno, quella è una questione di Z1/Z2. Il movimento laterale indipendente consente a un dito di ritrarsi mentre l’altro rimane impegnato. Senza di esso, l’operatore diventa l’asse—sollevando, girando, indovinando. È la geometria tradotta in memoria muscolare.
Se Y1/Y2 non può auto-correggere la pressione laterale, l’operatore inizia a spessorare, capovolgere, compensare a sensazione.
Ecco il tuo filtro: per ogni lotto rifiutato, indica l’asse che lo avrebbe evitato. Se non riesci a nominarne uno, non ti servono più assi—ti serve un uso migliore di quelli che hai.
Ho visto macchine a otto assi lavorare come presse piegatrici a due assi perché nessuno ha formato la squadra per programmarle.
Un sistema a 4 assi lasciato in modalità base è indistinguibile da una macchina più semplice—tranne che per il conto di manutenzione. Più assi migliorano la precisione solo quando la geometria richiede movimenti indipendenti e l’officina programma effettivamente tali movimenti.
Prendi una staffa di produzione tipica: profondità delle flange coerenti, nessun ritorno asimmetrico, larghezza moderata. Un solido Y1/Y2, configurazione X e R gestisce tutto il giorno. Il servo X fornisce una lunghezza della flangia ripetibile. R regola l’altezza verticale del dito per i pezzi scatolati. Y1/Y2 mantiene il pistone parallelo. Per la maggior parte dei lavori in serie, questo è il punto ideale tra precisione e complessità.
Ora passa a pannelli grandi con profondità di flange diverse su ciascun lato. X1/X2 e R1/R2 indipendenti ti permettono di posizionare entrambi i lati in un solo ciclo. Ciò riduce la manipolazione. Fa risparmiare tempo. Ma non stringe magicamente la tolleranza d’angolo; elimina i passaggi di riposizionamento in cui si insinua l’errore umano.
Comodità e precisione sono cugine, non gemelle.
E non confondere la compensazione della deflessione del banco (spesso chiamata asse V o sistema di bombatura) con l’intelligenza del controllore. Se il centro della tua piega lunga è aperto perché il banco flette sotto carico, nessun numero di assi del registro posteriore potrà risolverlo. Quello è acciaio strutturale, non software.
Aggiungere assi senza una necessità geometrica è come aggiungere un altro scivolo al contenitore degli scarti: non riduce lo scarto, lo organizza soltanto.
Compra assi per risolvere conflitti geometrici specifici, non per impressionare i visitatori.
Le schede di vendita elencano gli assi come numeri di potenza. Y1/Y2, X, R, Z1/Z2, forse coppie indipendenti ovunque. Fa un bell’effetto alla lettura.
Ma c’è una linea netta che la maggior parte delle officine ignora: il controllore può comandare solo gli assi che effettivamente possiede – e solo nei modi richiesti dai tuoi pezzi.
Quindi ribalta il processo di acquisto.
Invece di chiederti “Qual è la configurazione massima di assi disponibile?”, chiediti “Quali lavori stiamo preventivando per il prossimo anno che attualmente rifiutiamo o realizziamo con difficoltà?”. Recupera quei disegni. Cerca le esigenze geometriche: flange asimmetriche, scatole alte, pannelli lunghi con tolleranze angolari strette lungo la larghezza, pieghe multi-stadio dove l’interferenza delle dita è inevitabile.
Poi collega la geometria all’indipendenza.
Pezzi lunghi e critici per tolleranza? Dai priorità a un controllo robusto di Y1/Y2 sincronizzazione e bombatura. Scatole profonde con altezze di flangia variabili? L’asse R e possibilmente R1/R2 indipendenti sono importanti. Pezzi grandi e asimmetrici con punti di supporto mobili? Z1/Z2 si guadagna il suo posto. Lavorazioni ad alta varietà e basso volume dove gli errori di setup dominano? Investi in un controllore che traduca direttamente i modelli 3D in movimenti coordinati di Y1/Y2, X, R, Z1/Z2 senza reinserimento manuale.
Ora non stai comprando uno schermo. Stai comprando acciaio strutturale per le fondamenta.
La parte non ovvia è questa: la precisione non deriva dal numero totale di assi, ma dall’abbinamento del controllo indipendente degli assi con la complessità geometrica dei tuoi pezzi e dall’uso effettivo di tale indipendenza nei movimenti programmati. Tutto ciò che va oltre è decorativo.
La prossima volta che entri in uno showroom e vedi quel display lucido che ti brilla davanti, non toccare lo schermo.
Chiedi quale asse mancante avrebbe salvato il tuo ultimo lotto respinto — e se il tuo team sa come farlo muovere.


















