

Musim dingin lalu, seorang pemilik toko menyeretku ke mesin press brake “baru”-nya seperti sedang memamerkan anak sapi yang baru lahir. Layar sentuh warna besar. Menu geser. Grafik 3D. Pekerjaan pertama yang keluar dari mesin itu? Dua puluh empat dudukan, delapan dibuang. Panjang flensa yang meleset sama seperti pada mesin lamanya.
Dia terus mengetuk layar seperti layar itu telah mengkhianatinya. Aku terus memperhatikan rangka sampingnya.
Ada sesuatu yang tidak masuk akal.
Di atas kertas, mesin press brake itu mengesankan: kontrol CNC, backgauge yang dapat diprogram, dua silinder berlabel Y1/Y2, dan antarmuka mengkilap yang dapat menggambar komponen dalam 3D sebelum satu pukulan pun. Sales rep menjanjikan toleransi yang lebih ketat hanya karena “beralih ke digital.”
Tapi ketika kami memeriksa ram saat melakukan lipatan panjang, sisi kiri mencapai titik bawah sedikit lebih dulu daripada sisi kanan. Tidak banyak. Cukup untuk memutar komponen sepanjang 36 inci keluar dari toleransi.
Inilah pergeseran yang harus terjadi: presisi tidak lahir dari layar; presisi lahir dari sumbu independen yang secara fisik menggerakkan baja — Y1/Y2 untuk kesetaraan ram, X untuk kedalaman, R untuk tinggi, Z untuk posisi lateral. Jika sumbu-sumbu itu tidak dapat bergerak secara independen untuk menyesuaikan geometri komponen, layar sentuh hanyalah kaca etalase di atas rangka yang goyah.
Kamu tidak memperbaiki masalah fondasi dengan jendela yang lebih indah.
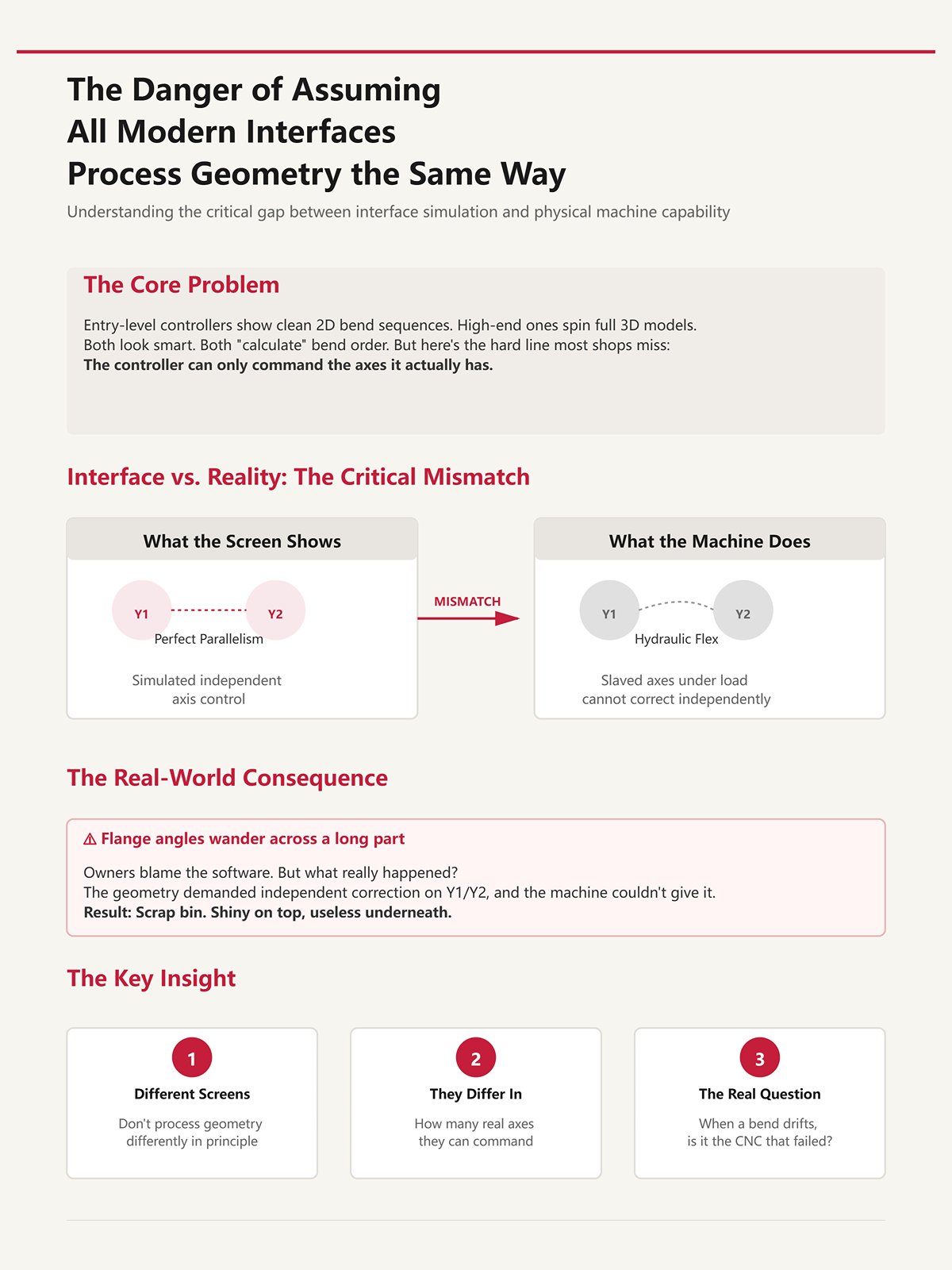
Aku pernah mengoperasikan pengendali tingkat dasar yang menampilkan urutan lipatan 2D yang bersih dan versi kelas atas yang memutar model 3D penuh seperti video game. Keduanya terlihat pintar. Keduanya “menghitung” urutan lipatan.
Tapi ada batas tegas yang sering dilewatkan banyak bengkel: pengendali hanya dapat memerintah sumbu yang memang ada.
Jika Y1/Y2 mesinmu terhubung secara hidraulik daripada dikendalikan secara independen, layar mungkin mensimulasikan kesetaraan sempurna sementara ram fisik melentur di bawah beban. Antarmuka tidak berbohong. Ia hanya berasumsi ada kemampuan perangkat keras yang sebenarnya tidak ada.
Aku pernah melihat pemilik menyalahkan perangkat lunak ketika sudut flensa menyimpang di sepanjang komponen panjang. Apa yang sebenarnya terjadi? Geometri itu memerlukan koreksi independen pada Y1/Y2, dan mesin tidak dapat memberikannya. Ketidaksesuaian itu langsung berakhir di bak sampah seperti lembaran potongan yang salah yang tak bisa diperbaiki — mengkilap di permukaan, tapi tak berguna di bawahnya.
Layar yang berbeda tidak memproses geometri secara berbeda dalam prinsip. Perbedaan terletak pada berapa banyak sumbu nyata yang dapat mereka perintah agar geometri itu terwujud dalam baja.
Jadi ketika lipatan meleset, apakah kamu yakin yang gagal adalah “CNC”-nya?
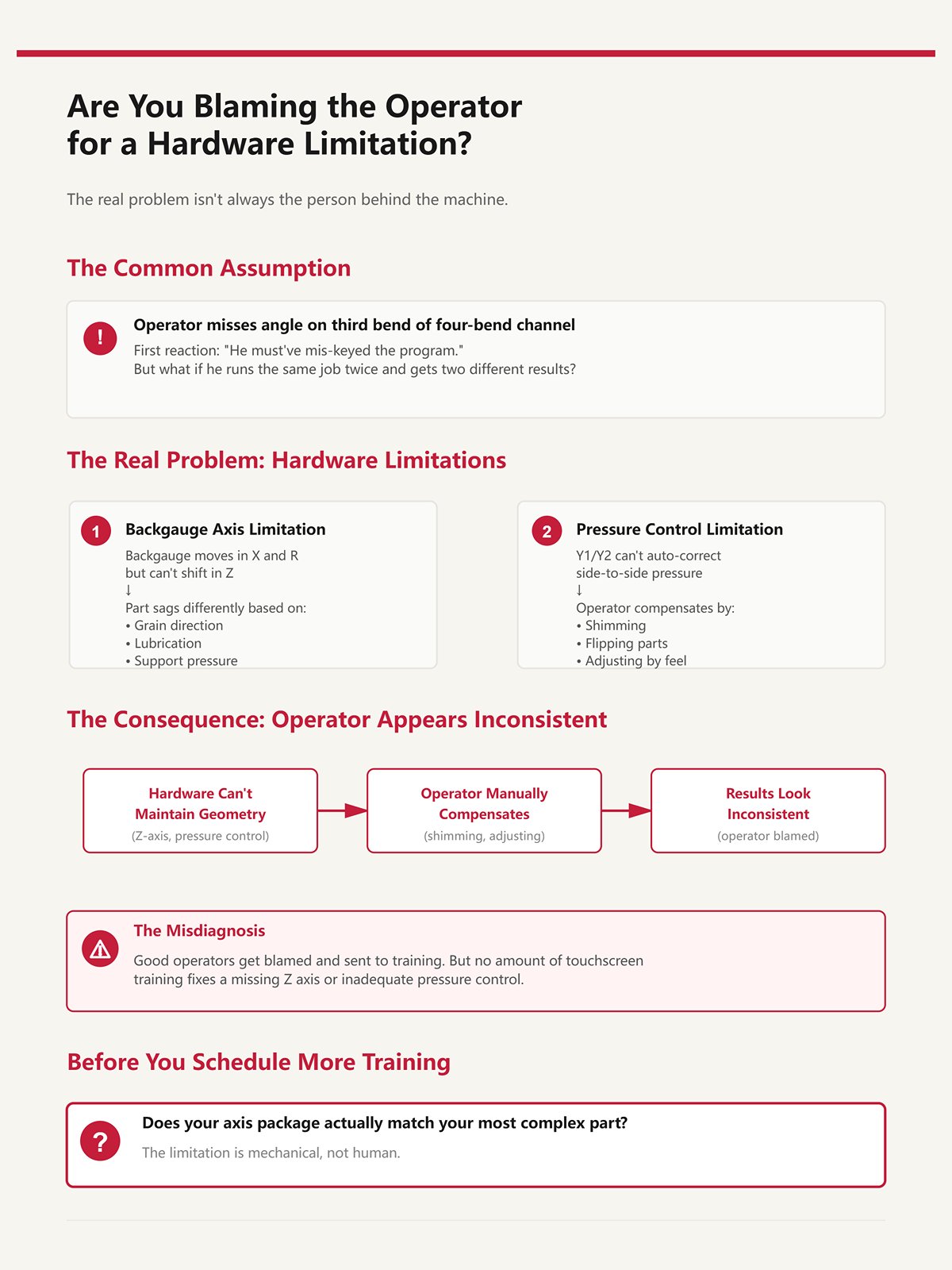
Seorang operator meleset pada sudut di tekukan ketiga dari saluran empat tekukan. Reaksi pertama di sebagian besar bengkel? “Dia pasti salah memasukkan program.”
Pertanyaan yang wajar — sampai Anda melihat dia menjalankan pekerjaan yang sama dua kali dan mendapatkan dua hasil yang sedikit berbeda.
Jika backgauge hanya bergerak di X dan R tetapi tidak dapat bergeser di Z untuk mendukung flensa offset, bagian tersebut akan melengkung berbeda tergantung pada arah serat, pelumasan, bahkan seberapa kuat dia menopangnya. Tidak ada pelatihan layar sentuh yang bisa memperbaiki sumbu Z yang hilang. Jika Y1/Y2 tidak dapat mengoreksi tekanan sisi-ke-sisi secara otomatis, operator mulai menambahkan ganjal, membalik, dan mengompensasi berdasarkan perasaan.
Sekarang dia terlihat tidak konsisten.
Yang sebenarnya tidak konsisten adalah kemampuan mesin untuk menyesuaikan geometri bagian tersebut. Kita sering menyalahkan operator yang baik ketika masalahnya sebenarnya mekanis, bukan manusiawi.
Sebelum Anda menjadwalkan pelatihan tambahan, tanyakan pada diri Anda: apakah paket sumbu Anda benar-benar sesuai dengan bagian paling kompleks yang Anda buat?

Mari bersikap adil. Kontrol digital memang mengubah beberapa hal. Penyiapan menjadi lebih cepat. Program dapat disimpan. Ketelitian pengulangan backgauge pada sumbu X bisa diperketat hingga seperseratus milimeter. Penggunaan energi bisa menurun pada mesin servo. Itu adalah peningkatan nyata.
Namun, hal yang sering tidak berubah adalah jumlah dan kemandirian sumbu fisik.
Jika mesin lama Anda pada dasarnya hanya memiliki satu sumbu ram dan backgauge dasar, dan mesin “CNC” baru Anda masih belum memiliki Y1/Y2 atau jari Z yang dapat disesuaikan secara penuh, maka kemampuan strukturalnya tetap sama. Anda meningkatkan komunikasi dengan mesin. Anda tidak memperluas kemampuan koreksi fisik yang dimilikinya.
Ini seperti perbedaan antara mengecat ulang sebuah press dan meningkatkan rangkanya. Yang satu terasa modern, yang lain menjaga toleransi.
Jadi ketika tekukan yang tidak konsisten tetap ada setelah peningkatan ke layar sentuh, pergeseran cara berpikirnya adalah: berhenti bertanya seberapa pintar antarmukanya, dan mulai bertanya apakah konfigurasi sumbunya sesuai dengan geometri yang Anda coba bentuk.
Pertanyaan berikutnya tak terhindarkan: apa yang terjadi ketika Y1/Y2 benar-benar bergerak secara independen — dan apa yang berubah pada tekukan panjang yang tak kenal ampun?
Bayangkan saluran sepanjang 36 inci dengan dua tab pemasangan offset — tab kiri pendek, tab kanan panjang. Pada backgauge 3 sumbu (X dan R di belakang Y1/Y2), kedua jari penghenti duduk di satu balok Z. Anda menjalankan tekukan pertama dengan baik. Tekukan kedua? Tab kanan menabrak jari; sisi kiri melayang di udara. Operator mengendurkan klem, menggeser satu jari secara manual, mengencangkannya, memperkirakan kesikuannya dengan mata.
Waktu siklus baru saja menjadi dua kali lipat. Lebih penting lagi, kemampuan pengulangan baru saja mati.
Di situlah perbedaan nyata muncul. Sistem 3-sumbu memberi Anda kedalaman (X) dan tinggi (R) yang dapat diprogram. Untuk bagian simetris, itu sudah cukup. Backgauge mereferensikan kedua sisi secara setara, ram turun ke bawah di bawah Y1/Y2, dan semuanya berjalan baik. Tetapi pada saat geometri kiri dan kanan mulai berbeda, balok Z bersama memaksa adanya kompromi. Anda tidak lagi mengontrol posisi; Anda sedang bernegosiasi dengannya.
Sebuah backgauge 6-sumbu—X, R, Z1/Z2, plus Y1/Y2 mandiri di depan—memungkinkan setiap jari bergerak secara lateral sendiri-sendiri. Sekarang tab kiri mendapatkan referensinya sendiri, tab kanan mendapatkan referensinya sendiri, dan mesin berhenti meminta operator memalsukan kemandirian dengan kunci pas. Geometri dicocokkan dalam baja, bukan dengan harapan.
Ini adalah batas keras yang kebanyakan bengkel tidak menyadarinya: ketika bagian Anda membutuhkan pengukuran kiri-kanan yang independen, pengendali tanpa pemrograman Z1/Z2 bukanlah “lebih sederhana.” Ia secara struktural tidak mampu mengulangi pekerjaan tanpa intervensi manusia.
Dan intervensi manusia adalah variabilitas.
Mari kita bicarakan beban, bukan teori.
Anda mengatur tinggi R untuk flensa baja lunak 1/4 inci. Tampak sempurna di udara. Di bawah 80 ton di sepanjang tekukan panjang, lembaran melentur, jari backgauge menerima gaya ke atas, dan bagian tersebut baik terangkat maupun menggali tergantung pada titik dukungnya. Jika R diatur sekali dengan menjoging dan dianggap sudah cukup, defleksi itu tidak dikoreksi secara dinamis.
Pergeseran sudut pun terjadi.
Dalam pengaturan X+R dasar, operator mengimbangi dengan menggeser R di antara penekanan atau dengan secara fisik mengangkat bagian saat proses tekukan. Itu mengubah bagaimana gaya berpindah ke bahu cetakan. Dan setelah jalur gaya itu berubah, Y1/Y2 dapat menahan ram tetap sejajar sepanjang hari dan tetap menghasilkan sudut flensa yang tidak konsisten karena material tidak duduk dengan cara yang sama dua kali.
Ini bukan kebingungan perangkat lunak. Ini adalah ketidakstabilan referensi mekanis.
Saya telah menyaksikan bengkel mengejar ayunan sudut setengah derajat dengan mengkalibrasi ulang crowning (sumbu V) padahal masalah sebenarnya adalah tinggi backgauge yang berinteraksi dengan lendutan bagian. Mereka menyesuaikan ram sementara bagian tersebut berputar pada jari pengukur yang tidak ditopang dengan baik. Itu seperti memilah lembaran bagus ke tempat sampah karena penahan geser longgar—Anda menyalahkan potongan padahal referensinya yang bergeser.
Jadi ya, Y1/Y2 kemandirian memperbaiki kemiringan ram. Tetapi tanpa X dan R yang stabil dan dapat diprogram—dan pada akhirnya Z1/Z2—kamu masih memberikan kondisi yang tidak konsisten ke dalam ram yang sepenuhnya paralel.
Presisi dimulai sebelum pukulan menyentuh baja.
| Bagian | Konten |
|---|---|
| Judul | Sumbu X dan R: Mengapa Penyesuaian Tinggi Manual Merusak Presisi Sudut Tekukan Saat Dalam Beban |
| Pendahuluan | Mari kita bicarakan beban, bukan teori. |
| Skenario Beban | Anda mengatur tinggi R untuk flensa baja lunak 1/4 inci. Tampak sempurna di udara. Di bawah 80 ton di sepanjang tekukan panjang, lembaran melentur, jari backgauge menerima gaya ke atas, dan bagian tersebut baik terangkat maupun menggali tergantung pada titik dukungnya. Jika R diatur sekali dengan menjoging dan dianggap sudah cukup, defleksi itu tidak dikoreksi secara dinamis. |
| Masalah yang Timbul | Pergeseran sudut pun terjadi. |
| Kompensasi Operator | Dalam pengaturan X+R dasar, operator mengompensasi dengan menggeser R di antara pukulan atau dengan secara fisik mengangkat bagian selama proses penekukan. Itu mengubah cara gaya berpindah ke bahu cetakan. Dan setelah jalur gaya itu berubah, Y1/Y2 bisa mempertahankan ram tetap paralel sepanjang hari dan tetap menghasilkan sudut flange yang tidak konsisten karena material tidak duduk dengan cara yang sama dua kali. |
| Penyebab Utama | Ini bukan kebingungan perangkat lunak. Ini adalah ketidakstabilan referensi mekanis. |
| Perbaikan yang Salah Didiagnosis | Saya telah menyaksikan bengkel mengejar ayunan sudut setengah derajat dengan mengkalibrasi ulang crowning (sumbu V) padahal masalah sebenarnya adalah tinggi backgauge yang berinteraksi dengan lendutan bagian. Mereka menyesuaikan ram sementara bagian tersebut berputar pada jari pengukur yang tidak ditopang dengan baik. Itu seperti memilah lembaran bagus ke tempat sampah karena penahan geser longgar—Anda menyalahkan potongan padahal referensinya yang bergeser. |
| Kesimpulan | Jadi ya, independensi Y1/Y2 memperbaiki kemiringan ram. Tetapi tanpa X dan R yang stabil dan dapat diprogram—dan pada akhirnya Z1/Z2—kamu masih memberikan kondisi yang tidak konsisten ke dalam ram yang sepenuhnya paralel. |
| Pernyataan Penutup | Presisi dimulai sebelum pukulan menyentuh baja. |
Jalankan tes ini dalam pikiranmu.
Ambil pelat datar. Tambahkan satu flange terpusat. Backgauge 3 sumbu menanganinya dengan baik.
Sekarang geser flange itu 4 inci ke kiri. Masih dapat diatur; kedua jari mengacu pada tepi yang sama.
Sekarang tambahkan flange balik hanya di sisi kanan. Tiba-tiba, satu jari perlu menghindari kaki yang sudah dibentuk sementara yang lain harus tetap rapat ke tepi. Dengan balok Z yang dibagi, kamu harus menarik kembali kedua jari atau tidak sama sekali. Jika kamu menarik keduanya, kamu kehilangan penopang di satu sisi. Jika kamu menjaga keduanya tetap maju, salah satu akan bertabrakan.
Itu adalah momen di mana Z1/Z2 tidak lagi menjadi kemewahan dan berubah menjadi kebutuhan.
Terkadang bengkel berpendapat bahwa sistem 3+1—Y1/Y2, X, dan penyesuaian penekanan—mencakup “sebagian besar pekerjaan.” Mereka benar untuk braket dan kanal simetris. Tetapi begitu bagian mencakup offset, lipatan ujung, atau penekukan bertahap yang mengubah tepi referensi yang tersedia di tengah urutan, posisi lateral independenlah yang menjaga konsistensi pengendalian kedalaman dari tekukan pertama hingga keempat.
Ada satu hal lagi. Beberapa sistem menawarkan Delta X—kedalaman independen per jari. Kedengarannya kuat. Memang demikian. Tetapi jika pengendali tidak menyinkronkan Delta X dengan Z1/Z2 dan Y1/Y2, Anda dapat menciptakan ketidaksejajaran diagonal di sepanjang urutan beberapa tekukan. Satu jari maju lebih awal, yang lain tertinggal, peluncur (ram) tetap sejajar, dan bagian tersebut terpelintir karena referensi Anda tidak terkoordinasi.
Sumbu tidak membantu jika mereka tidak bergerak secara bersamaan.
Jadi inilah ambang batas praktisnya: jika gambar kerja Anda membuat Anda berpikir, “Saya akan geser jari ini ke samping untuk tekukan ini,” berarti Anda telah melangkah masuk ke wilayah Z1/Z2 baik Anda menganggarkannya atau tidak.
Abaikan itu, dan Anda secara sukarela menghadapi inkonsistensi.
Saya pernah melihat sisi ekstrem yang lain.
Sebuah bengkel meningkatkan ke X, R, penuh, Z1/Z2, bahkan Delta X. Enam sumbu tercantum di lembar spesifikasi. Layar sentuh berwarna besar. Minggu pertama, proses homing membutuhkan waktu lebih lama daripada penekukan karena X menunggu R untuk bebas, R menunggu Z1/Z2 menemukan sakelar batas, dan satu sumbu gagal jika sumbu lain mencapai batas perjalanan lebih awal.
Sekarang kompleksitas menjadi hambatan utama.
Pada beberapa sistem, urutan referensinya saling terhubung: Z1/Z2 harus nol sebelum R bergerak; R harus bebas sebelum X menyelesaikan. Jika satu jari mencapai batasnya terlalu cepat—misalnya karena bagian panjang membutuhkan pergeseran lateral yang tidak biasa—maka seluruh backgauge berhenti. Produksi terasa lebih lambat dibanding mesin 3-sumbu lama.
Itu bukan argumen menentang lebih banyak sumbu. Itu merupakan bukti kebalikan dari tesis artikel ini: kemampuan perangkat keras hanya meningkatkan presisi bila pengendali benar-benar dapat menghitung, mensimulasikan, dan mengoordinasikan sumbu-sumbu tersebut secara cerdas.
Jika tidak, Anda hanya menumpuk bagian bergerak tanpa dirigen.
Lebih banyak sumbu memperluas ruang geometri yang dapat Anda capai. Koordinasi yang buruk justru mengecilkannya kembali melalui mode kegagalan baru—tabrakan, gerakan tidak sinkron, kesalahan referensi yang terlihat sebagai potongan bengkok alih-alih pesan alarm.
Fondasinya lebih penting daripada kaca etalase.
Dan begitu Anda menambahkan Z1/Z2, pertanyaan selanjutnya bukan apakah Anda membutuhkannya.
Pertanyaannya adalah apakah pengendali Anda cukup pintar untuk mencegah mereka saling bertabrakan.
Tahun lalu saya berdiri di samping sebuah mesin tekuk lima sumbu—Y1/Y2, X, R, Z1/Z2 semuanya tercantum dengan bangga di lembar spesifikasi. Layar sentuh warna besar. Pemrogram memuat pekerjaan braket dengan tiga offset dan satu flensa balik. Alih-alih mengimpor model, ia mengetik panjang flensa dan pengurangan tekukan satu per satu dari cetakan gambar yang ditempel pada rangka samping. Ketika tekukan ketiga kurang 0,7 mm, dia tidak menyalahkan sumbu. Dia mengetik ulang kedalaman.
Itu garis pembatasnya. Bukan berapa banyak motor yang terpasang di belakang. Tetapi apakah pengendali dapat mengambil geometri dari bagian tersebut dan mengubahnya menjadi gerakan sumbu yang terkoordinasi tanpa meminta manusia untuk menerjemahkannya terlebih dahulu.
Sumbu memberi Anda kebebasan fisik. Perangkat lunak menentukan apakah kebebasan itu berubah menjadi gerakan yang tersinkronisasi atau hanya lebih banyak cara untuk berbuat salah.
Jika pengendali Anda memperlakukan geometri seperti masalah kalkulator alih-alih sebuah model, Anda tidak sedang menjalankan sistem yang terkoordinasi. Anda sedang menjalankan uji daya ingat dengan bantuan servo.
Dan ingatan bukanlah sistem kendali.
Bayangkan sebuah kotak dengan empat tekukan, dua flensa tidak sama panjang, dan satu lipatan ujung. Pada pengendali dengan input bertahap, operator memasukkan data material, ketebalan, V-die, lalu mengetik setiap dimensi flensa secara manual. Pengendali menghitung kedalaman tekukan dari tabel faktor K. Kedengarannya baik—hingga tekukan kedua mengubah sisi acuan. Sekarang Z1/Z2 harus diposisikan ulang secara independen, X harus mengacu pada sisi yang berbeda, dan pengendali tidak memiliki kesadaran terhadap bentuk 3D yang sedang berkembang. Ia hanya mengetahui angka secara berurutan.
Jadi operator membuka bagian tersebut secara mental. Ia memutuskan tepi mana yang menjadi utama setelah setiap tekukan. Ia memilih kapan harus menarik satu jari Z dan mempertahankan yang lainnya tetap rapat. Jika ia salah memperkirakan transisi itu sebesar satu milimeter, Y1/Y2 tetap akan menahan ram sejajar—tetapi mereka akan menekan bagian yang salah posisi.
Begitulah cara Anda berakhir dengan tumpukan bagian yang semuanya salah dengan konsisten. Seperti melempar benda mentah yang masih bagus ke bak sampah karena seseorang salah membaca nol pengukur belakang, mesin melakukan persis seperti yang diperintahkan—hanya saja bukan seperti yang dibutuhkan oleh bagian tersebut.
Sekarang bandingkan dengan pembukaan 3D secara native. Pengendali mengimpor model padat, menghitung pola datar, mensimulasikan urutan tekukan, dan menetapkan gerakan sumbu—X, R, Z1/Z2, dan Y1/Y2—berdasarkan geometri bagian yang berubah. Ia “tahu” kapan flensa menghalangi jari. Ia “tahu” kapan harus menggeser posisi lateral sebelum ram turun. Operator tidak sedang menerjemahkan geometri; ia sedang memverifikasi simulasi.
Namun ada batas keras yang sering dilewatkan oleh banyak bengkel: pengendali hanya dapat memerintah sumbu yang benar-benar dimilikinya. Jika perangkat lunak membuka model dengan indah tetapi Anda tidak memiliki Z1/Z2, yang independen, ia tetap tidak dapat memarkir satu jari dan menjaga yang lainnya tetap terlibat. Kesadaran geometri tanpa kebebasan fisik hanyalah pratinjau yang lebih indah.
Jadi pertanyaan sebenarnya bukanlah “Apakah ia memiliki grafik 3D?” Melainkan “Bisakah kontrol tersebut mengubah geometri 3D menjadi gerakan sumbu yang tersinkronisasi dan independen tanpa penerjemahan manusia?”
Jika tidak bisa, Anda masih memprogram tekukan. Anda belum memprogram bagian.
Saya sudah menghitung waktu ini lebih dari sekali. Sebuah bagian dengan tingkat kompleksitas sedang—enam tekukan, dua kali penggantian alat, satu pengembalian yang canggung—memerlukan waktu sekitar 20 hingga 30 menit untuk diprogram di mesin jika Anda memasukkan koordinat secara manual dan memeriksa jarak aman dengan gerakan lambat. Itu pun dengan operator berpengalaman.
Sekarang bayangkan pekerjaan yang sama diprogram secara offline. Pustaka alat sudah dimuat. Geometri mesin telah ditetapkan. Perangkat lunak mensimulasikan langkah ram, R perpindahan ketinggian, Z1/Z2 penarikan, dan menandai tabrakan jari sebelum baja menyentuh cetakan. Saat file dijalankan di mesin press brake, gerakan fisik pertama sudah dalam kecepatan produksi.
Perbedaannya bukan pada kenyamanan. Melainkan pada pengendalian kesalahan.
Di pedestal, penemuan tabrakan terjadi secara fisik. Anda menggerakkan Z1/Z2, Anda menurunkan Y1/Y2, Anda mengawasi adanya gangguan. Jika Anda melewatkannya, Anda bisa melukai jari atau meninggalkan bekas pada bagian. Setiap nyaris celaka menimbulkan pola pikir “lepaskan saja kedua jari pada langkah ini.” Di situlah dukungan samping hilang dan panjang flange mulai meleset.
Simulasi offline memindahkan risiko itu ke hulu. Pengendali menghitung apakah R harus terangkat sebelum X maju. Ia mengurutkan gerakan agar sumbu tidak saling menunggu secara tidak perlu. Koordinasi itu penting karena ketika sumbu kembali ke posisi awal atau berpindah tidak sesuai urutan, operator mulai menimpa otomatisasi untuk “menghemat waktu.” Saat itulah gerakan sinkron berubah menjadi improvisasi.
Dan improvisasi itu mahal.
Antarmuka mencolok yang masih memerlukan penemuan tabrakan secara langsung hanyalah kaca etalase di atas rangka yang goyah. Terlihat modern. Berperilaku seperti abad pertengahan.
Jika alur kerja Anda bergantung pada menangkap kesalahan saat ram sedang bergerak, Anda membayar dua kali untuk kompleksitas—sekali dalam waktu pemrograman, sekali lagi dalam limbah.
Saya memasuki sebuah bengkel yang mengoperasikan dua mesin press identik. Daya tekan sama. Konfigurasi Y1/Y2, X, R, Z1/Z2 sama. Satu mengambil pekerjaan dari server bersama—model 3D, pengaturan alat, urutan tekukan, posisi sumbu semuanya tertanam. Yang lainnya bergantung pada lembar penyiapan tulisan tangan yang ditempel di pelindung.
Setelah tiga minggu menjalankan pesanan berulang, mesin pertama mempertahankan variasi flange dalam batas toleransi normalnya tanpa satu pun penyesuaian kedalaman. Mesin kedua membuat operator mengubah kedalaman tekukan pada proses ketiga karena “material terasa berbeda.”
Materialnya tidak berubah. Konsistensi referensinya yang berubah.
Ketika data mengalir langsung dari model ke pengendali, X posisi tidak ditafsirkan ulang. R ketinggian tidak ditebak dari ingatan. Z1/Z2 offset lateral tidak diputuskan secara spontan. Setiap gerakan sumbu dihitung dari sumber geometris yang sama setiap kali. Itulah kepastian mekanis.
Ketika data berada di kepala operator, pergeseran kecil mulai merayap masuk. Seseorang memutuskan untuk menarik kembali kedua jari alih-alih satu. Orang lain meninggalkan R 2 mm lebih tinggi agar proses pemuatan lebih mudah. Jika Y1/Y2 tidak bisa mengoreksi otomatis tekanan sisi-ke-sisi, operator mulai menambah ganjalan, membalik, dan mengompensasi berdasarkan perasaan. Keterulangan menjadi ciri kepribadian.
Begitulah cara Anda akhirnya memiliki satu palet hasil bersih dan yang berikutnya hampir masuk tempat sampah—bukan karena mesin telah berubah, tetapi karena lapisan penerjemahnya yang berubah.
Aliran data otomatis tidak membuat mesin pengerem Anda lebih cerdas. Ia menghilangkan penafsiran ulang manusia antara geometri dan gerakan. Dan ketika sumbu-sumbu independen mengeksekusi posisi yang telah dihitung sebelumnya setiap siklus, variabilitas memiliki lebih sedikit tempat untuk bersembunyi.
Inilah kenyataan yang blak-blakan: jika pengendali Anda tidak dapat membawa geometri dari desain ke Y1/Y2, X, R, dan Z1/Z2 gerakan yang tersinkron tanpa bergantung pada ingatan operator, Anda tidak memiliki sistem presisi—Anda hanya memiliki kotak saran dengan hidrolik yang terpasang.
Anda ingin tahu bagaimana memilih pengendali yang memberikan kontrol sumbu tersinkronisasi berbasis geometri alih-alih kartun mengilap pada Layar sentuh warna besar.
Mulailah dari tempat sampah logam bekas.
Bukan dari brosur. Bukan dari contoh hasil bengkokan yang dipamerkan penjual sekali di ruang pamer. Tumpukan hasil yang benar-benar ditolak dari bulan lalu. Letakkan bagian-bagian itu di meja. Lihat pola kegagalannya seperti Anda sedang membaca TKP. Apakah sudutnya bergeser dari kiri ke kanan? Apakah panjang flange tidak konsisten dari tekukan ke tekukan? Apakah operator memutar bagian di tengah siklus karena backgauge tidak dapat menopang geometrinya?
Ini bukan nostalgia. Ini adalah rekayasa balik.
Jika 50 potongan terakhir yang ditolak semuanya menunjukkan gejala yang sama, gejala itu menunjukkan sumbu yang hilang atau jarang digunakan, atau batas mekanis yang tidak bisa disembunyikan oleh pengendali mana pun. Perlakukan tumpukan logam bekas seperti log audit yang ditulis di atas baja. Tempat sampah logam bekas adalah satu-satunya konsultan di bengkel yang tidak pernah berbohong.
Jika Anda tidak membiarkan bagian yang ditolak memandu lembar spesifikasi Anda, Anda membeli kaca etalase dan berharap itu dapat menopang bangunan.
Variasi sudut di seluruh lebar? Pertanyaan pertama: apakah Y1/Y2 mengendalikan kedalaman ram secara independen, atau apakah Anda menjalankan dalam mode terikat dan memperbaiki dengan shim?
Karena inilah kebenaran mekanisnya: Y1/Y2 kemandirian mengontrol kesejajaran paralel ram kiri-kanan. Itu memengaruhi konsistensi sudut tekukan di seluruh bagian. X, R, Z1/Z2 tidak menyentuh sudut; mereka mengontrol posisi bagian, bukan seberapa dalam punch menembus. Jika Anda menyalahkan pengendali atas pergeseran sudut tetapi tempat tidur mesin Anda melengkung dan Anda tidak memiliki kompensasi crowning, itu masalah rangka mesin, bukan masalah perangkat lunak.
Meningkatkan layar tidak akan meluruskan baja.
Sekarang lihat panjang flange yang tidak konsisten. Itu adalah pengulangan X. Sumbu X modern yang digerakkan servo dapat memposisikan dalam ukuran seperseratus milimeter. Jika panjang flange bervariasi secara acak, baik sumbu X kekurangan presisi servo, atau operator memasukkan ulang angka alih-alih menjalankan program yang tersimpan. Jika bagian tidak simetris dan satu sisi membutuhkan stop yang berbeda dari sisi lainnya, X1/X2 independen dapat mengurangi reposisi manual—tetapi itu efisiensi alur kerja, bukan sudut yang lebih rapat.
Kegagalan berbeda. Sumbu berbeda.
Dan ketika operator memutar bagian di tengah proses karena satu jari backgauge mengganggu flange balik, itu pembicaraan Z1/Z2. Gerakan lateral independen memungkinkan satu jari menarik kembali sementara yang lain tetap terlibat. Tanpanya, operator menjadi sumbu—mengangkat, membalik, menebak. Itu geometri yang diterjemahkan oleh ingatan otot.
Jika Y1/Y2 tidak dapat mengoreksi tekanan sisi-ke-sisi secara otomatis, operator mulai menambahkan ganjal, membalik, dan mengompensasi berdasarkan perasaan.
Inilah penyaring Anda: untuk setiap batch yang ditolak, sebutkan sumbu yang akan mencegahnya. Jika Anda tidak dapat menyebutkan satu pun, Anda tidak memerlukan lebih banyak sumbu—Anda perlu pemanfaatan yang lebih baik dari yang sudah Anda miliki.
Saya telah melihat mesin delapan sumbu beroperasi seperti rem dua sumbu karena tidak ada yang melatih kru untuk memprogramnya.
Sistem 4 sumbu yang diparkir dalam mode dasar tidak dapat dibedakan dari mesin yang lebih sederhana—kecuali untuk tagihan perawatannya. Lebih banyak sumbu hanya meningkatkan presisi ketika geometri menuntut gerakan independen dan bengkel benar-benar memprogram gerakan itu.
Ambil dudukan produksi khas: kedalaman flange konsisten, tidak ada pengembalian asimetris, lebar sedang. Sistem yang solid Y1/Y2, X, dan R dapat menangani itu sepanjang hari. Servo X memberikan panjang flange yang berulang. R menyesuaikan tinggi jari vertikal untuk bagian kotak. Y1/Y2 menjaga ram tetap paralel. Untuk sebagian besar pekerjaan batch, itulah titik ideal presisi terhadap kompleksitas.
Sekarang beralih ke panel besar dengan kedalaman flange yang berbeda di setiap ujungnya. X1/X2 dan R1/R2 independen memungkinkan Anda memposisikan kedua sisi dalam satu siklus. Itu mengurangi penanganan. Menghemat waktu. Tetapi itu tidak secara ajaib memperketat toleransi sudut; itu menghapus langkah reposisi di mana kesalahan manusia merayap masuk.
Kenyamanan dan presisi adalah kerabat, bukan kembar.
Dan jangan bingungkan kompensasi defleksi meja (sering disebut sumbu V atau sistem crowning) dengan kecerdasan pengendali. Jika bagian tengah dari tekukan panjangmu terbuka karena meja melengkung di bawah beban, berapa pun jumlah sumbu backgauge tidak akan memperbaikinya. Itu masalah baja struktural, bukan perangkat lunak.
Lebih banyak sumbu tanpa kebutuhan geometris seperti menambahkan corong lain ke bak sampah—itu tidak mengurangi limbah, hanya mengaturnya.
Belilah sumbu untuk menyelesaikan konflik geometris tertentu, bukan untuk mengesankan pengunjung.
Lembar penjualan mencantumkan sumbu seperti angka tenaga kuda. Y1/Y2, X, R, Z1/Z2, mungkin pasangan independen di mana-mana. Terlihat mengesankan saat dibaca.
Namun ada batas tegas yang sering terlewat oleh banyak bengkel: pengendali hanya dapat memerintah sumbu yang benar-benar dimilikinya—dan hanya dengan cara yang diperlukan oleh bagian-bagianmu.
Jadi balikkan proses pembelian.
Alih-alih bertanya, “Apa konfigurasi sumbu maksimum yang tersedia?” tanyakan, “Pekerjaan apa yang akan kita tawarkan tahun depan yang saat ini kita tolak atau susah kita selesaikan?” Ambil gambar teknisnya. Perhatikan kebutuhan geometrisnya: flensa asimetris, kotak tinggi, panel panjang dengan toleransi sudut ketat di seluruh lebarnya, tekukan multi-tahap di mana gangguan jari penjepit tak terhindarkan.
Lalu petakan geometri terhadap independensi.
Bagian panjang dan kritis terhadap toleransi? Prioritaskan Y1/Y2 sinkronisasi dan kendali crowning yang kuat. Kotak dalam dengan ketinggian flensa bervariasi? R dan mungkin R1/R2 independen itu penting. Bagian besar dan asimetris dengan titik tumpu yang bergeser? Z1/Z2 memberikan manfaatnya. Pekerjaan dengan variasi tinggi dan volume rendah di mana kesalahan penyetelan mendominasi? Investasikan pada pengendali yang dapat menerjemahkan model 3D langsung menjadi gerakan terkoordinasi Y1/Y2, X, R, Z1/Z2 tanpa entri ulang manual.
Sekarang kamu tidak sedang membeli sebuah layar. Kamu sedang membeli baja struktural untuk fondasinya.
Bagian yang tidak jelas adalah ini: presisi tidak berasal dari jumlah total sumbu—ia berasal dari mencocokkan kendali sumbu independen dengan kompleksitas geometris bagianmu dan benar-benar memanfaatkan independensi itu dalam gerakan terprogram. Apa pun di luar itu hanyalah hiasan.
Lain kali kamu berjalan ke ruang pamer dan melihat tampilan mengilap yang bersinar di hadapanmu, jangan ketuk layarnya.
Tanyakan sumbu mana yang hilang yang bisa menyelamatkan batch penolakan terakhirmu—dan apakah timmu tahu cara menggerakkannya.


















