

El invierno pasado, un propietario de una tienda me arrastró hasta su “nueva” prensa plegadora como si fuera un ternero recién nacido. Gran pantalla táctil a color. Menús deslizables. Gráficos 3D. ¿Primer trabajo con ella? Veinticuatro soportes, ocho descartados. La misma longitud de ala errante que tenía en la máquina vieja.
Él seguía tocando la pantalla como si lo hubiera traicionado. Yo seguía mirando los bastidores laterales.
Algo no cuadraba.
Sobre el papel, esa plegadora era impresionante: control CNC, tope trasero programable, cilindros dobles etiquetados Y1/Y2, y una interfaz brillante capaz de dibujar la pieza en 3D antes de un solo golpe. El representante de ventas prometió tolerancias más ajustadas solo por “digitalizarse”.”
Pero cuando verificamos el ariete durante una plegadura larga, el lado izquierdo tocaba fondo una fracción antes que el derecho. No mucho. Lo suficiente para torcer una pieza de 36 pulgadas fuera de tolerancia.
Aquí está el cambio que debe ocurrir: la precisión no nace en la pantalla; nace en los ejes independientes que mueven físicamente el acero — Y1/Y2 para el paralelismo del ariete, X para la profundidad, R para la altura, Z para el posicionamiento lateral. Si esos ejes no pueden moverse de forma independiente para adaptarse a la geometría de tu pieza, la pantalla táctil es solo un escaparate de vidrio sobre un bastidor inestable.
No se arreglan los problemas de cimientos con ventanas más bonitas.
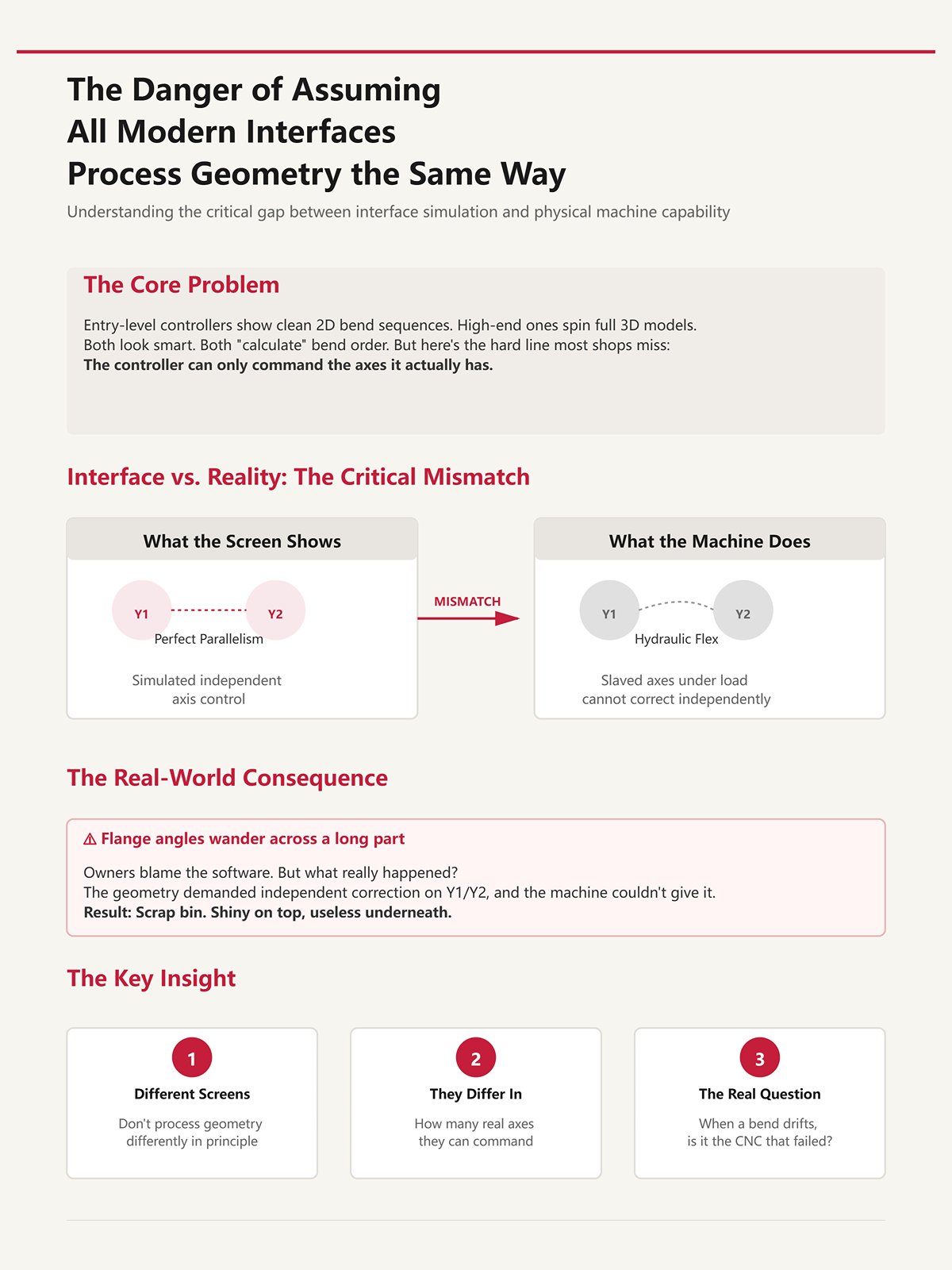
He manejado controladores de nivel básico que muestran una secuencia de plegado limpia en 2D y otros de alta gama que hacen girar un modelo 3D completo como en un videojuego. Ambos parecen inteligentes. Ambos “calculan” el orden de los dobleces.
Pero hay una línea clara que la mayoría de los talleres pasa por alto: el controlador solo puede comandar los ejes que realmente tiene.
Si los de tu máquina Y1/Y2 están sincronizados hidráulicamente en lugar de controlados de forma independiente, la pantalla puede simular un paralelismo perfecto mientras el ariete físico se flexiona bajo carga. La interfaz no mintió. Simplemente asumió una capacidad de hardware que no existe.
He visto propietarios culpar al software cuando los ángulos de las alas se desvían a lo largo de una pieza. ¿Qué ocurrió realmente? La geometría exigía una corrección independiente en Y1/Y2, y la máquina no pudo proporcionarla. Esa discrepancia va directo al contenedor de chatarra como las piezas mal cortadas que no puedes des-cizallar: brillantes por fuera, inútiles por dentro.
Las diferentes pantallas no procesan la geometría de manera distinta en principio. Difieren en cuántos ejes reales pueden comandar para hacer que esa geometría sea verdadera en el acero.
Así que cuando un doblez se desvía, ¿estás seguro de que fue el “CNC” el que falló?
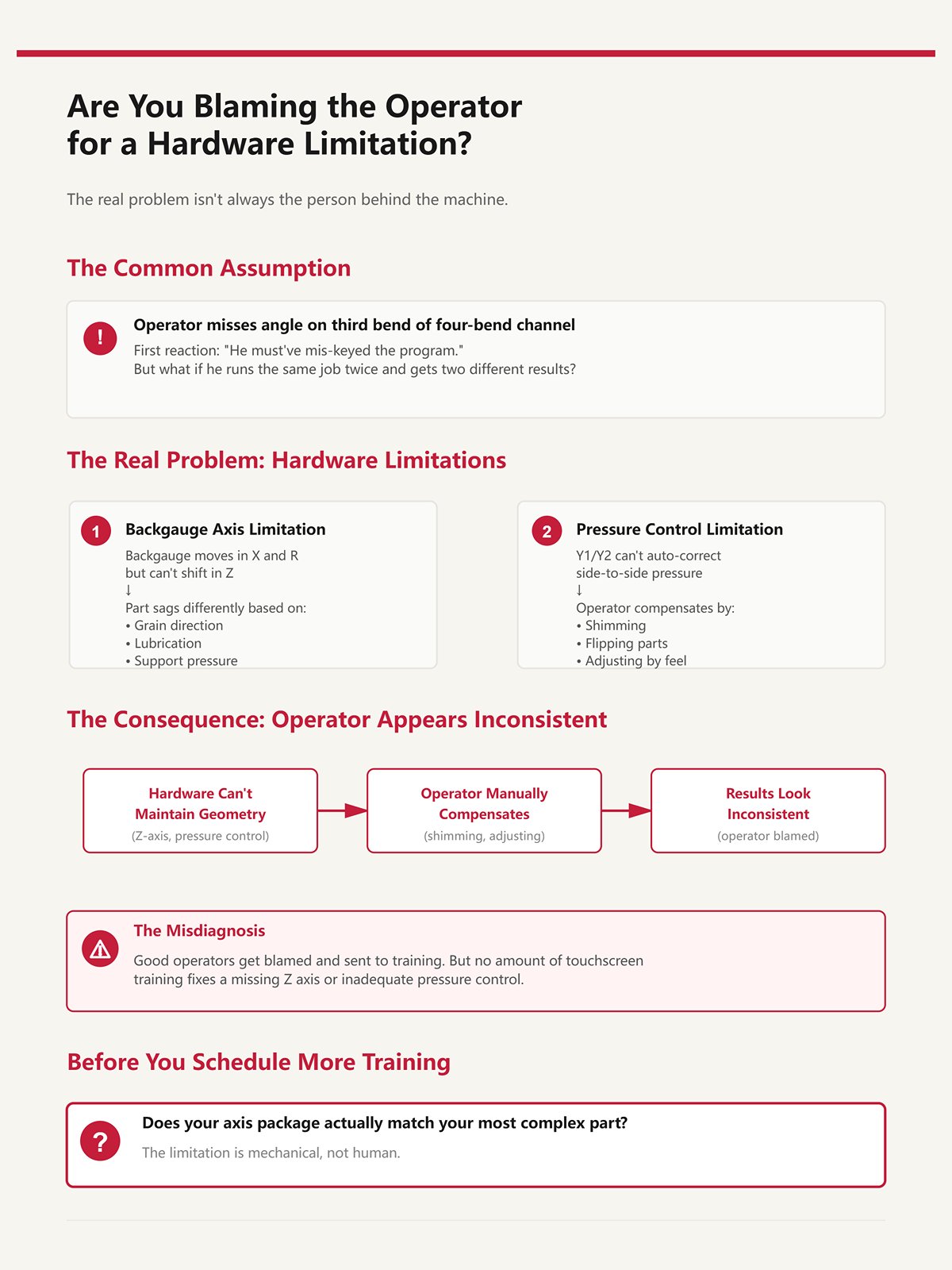
Un tipo falla el ángulo en la tercera curva de un canal de cuatro dobleces. ¿Primera reacción en la mayoría de los talleres? “Debe haber ingresado mal el programa.”
Pregunta justa, hasta que lo ves ejecutar el mismo trabajo dos veces y obtener dos resultados ligeramente diferentes.
Si el tope trasero solo se mueve en X y R pero no puede desplazarse en Z para sostener una brida desfasada, la pieza se hunde de manera diferente dependiendo del grano, la lubricación, incluso de cuán fuerte la sostiene. Ninguna cantidad de capacitación en pantalla táctil corrige una falta de eje Z. Si Y1/Y2 no puede autocorregir la presión lateral, el operador empieza a calzar, voltear, compensar por sensación.
Ahora parece inconsistente.
Lo que realmente es inconsistente es la capacidad de la máquina para igualar la geometría de la pieza. Echamos a buenos operadores al cubo de la culpa cuando la limitación es mecánica, no humana.
Antes de programar más capacitación, pregúntate: ¿tu paquete de ejes realmente coincide con tu pieza más compleja?

Seamos justos. Los controles digitales sí cambian las cosas. La configuración se hace más rápida. Los programas se almacenan. La repetibilidad del tope trasero en X puede ajustarse a centésimas de milímetro. El uso de energía puede disminuir en máquinas con servomotores. Son mejoras reales.
Pero esto es lo que a menudo no cambia: el número y la independencia de los ejes físicos.
Si tu vieja máquina tenía efectivamente un eje del ariete y un tope trasero básico, y tu nueva “CNC” aún carece de Y1/Y2 o dedos Z ajustables totalmente independientes, la capacidad estructural es la misma. Mejoraste la comunicación con la máquina. No ampliaste lo que puede corregir físicamente.
Es la diferencia entre repintar una prensa y actualizar el bastidor. Una parece moderna. La otra mantiene la tolerancia.
Así que cuando los dobleces inconsistentes sobreviven a una mejora de pantalla táctil, el cambio cognitivo es este: deja de preguntar cuán inteligente es la interfaz y empieza a preguntar si la configuración de ejes coincide con la geometría que intentas forzar a través de ella.
La siguiente pregunta es inevitable: ¿qué pasa cuando Y1/Y2 se mueven realmente de forma independiente, y qué cambia eso en un doblez largo e implacable?
Imagina un canal de 36 pulgadas con dos lengüetas de montaje desfasadas: la lengüeta izquierda corta, la derecha larga. En un tope trasero de 3 ejes (X y R detrás de Y1/Y2), ambos dedos de tope se asientan sobre una sola viga Z. Ejecutas la primera curva bien. ¿Segunda curva? La lengüeta derecha golpea el dedo; el lado izquierdo queda flotando en el aire. El operador afloja una abrazadera, desliza un dedo manualmente, la aprieta, calcula el escuadre a ojo.
El tiempo de ciclo acaba de duplicarse. Más importante aún, la repetibilidad acaba de morir.
Ahí es donde aparece la verdadera diferencia. Un sistema de 3 ejes te da profundidad (X) y altura (R) programables. Para piezas simétricas, eso es suficiente. El tope trasero referencia ambos lados por igual, el ariete baja de manera uniforme Y1/Y2, y todo marcha bien. Pero en el momento en que la geometría de izquierda y derecha diverge, una viga Z compartida obliga a comprometer. Ya no estás controlando la posición; la estás negociando.
Un tope trasero de 6 ejes—X, R, Z1/Z2, más independencia Y1/Y2 en la parte delantera—permite que cada dedo se mueva lateralmente por sí mismo. Ahora la lengüeta izquierda obtiene su propia referencia, la derecha la suya, y la máquina deja de pedirle al operador que simule independencia con llaves. La geometría se iguala en acero, no en esperanza.
Este es el límite duro que la mayoría de los talleres no ven venir: cuando tus piezas exigen tope independiente izquierda-derecha, un controlador sin programación Z1/Z2 no es “más simple”. Es estructuralmente incapaz de repetir el trabajo sin intervención humana.
Y la intervención humana es variabilidad.
Hablemos de carga, no de teoría.
Ajustas la altura R para una pestaña de acero dulce de 1/4 de pulgada. Se ve perfecta en el aire. Bajo 80 toneladas a lo largo de una flexión larga, la lámina se flexiona, los dedos del tope trasero sienten una fuerza ascendente y la pieza o se levanta o se clava dependiendo de dónde esté apoyada. Si R se configuró moviéndola una vez y dándola por buena, esa deflexión no se corrige dinámicamente.
Sigue la deriva del ángulo.
En una configuración básica X+R, el operador compensa moviendo R entre golpes o levantando físicamente la pieza durante el doblado. Eso cambia cómo se transfiere la fuerza a los hombros del dado. Y una vez que esa trayectoria de fuerza cambia, Y1/Y2 puede mantener el ariete paralelo todo el día y aun así producir ángulos de pestaña inconsistentes porque el material no se asienta igual dos veces.
Esto no es confusión de software. Es inestabilidad de referencia mecánica.
He visto talleres perseguir variaciones de medio grado recalibrando la coronación (eje V) cuando el verdadero problema era la interacción entre la altura del tope trasero y la caída de la pieza. Estaban ajustando el ariete mientras la pieza pivoteaba sobre un dedo de soporte mal alineado. Es como clasificar piezas buenas en el contenedor de chatarra porque el tope de la cizalla estaba suelto: estás culpando al corte cuando la referencia se movió.
Así que sí, Y1/Y2 la independencia corrige la inclinación del ariete. Pero sin X y R estables y programables—y eventualmente Z1/Z2—aún estás introduciendo condiciones inconsistentes en un ariete perfectamente paralelo.
La precisión comienza antes de que el punzón toque el acero.
| Sección | Contenido |
|---|---|
| Título | Ejes X y R: Por qué el ajuste manual de altura sabotea la precisión del ángulo de doblado bajo carga |
| Introducción | Hablemos de carga, no de teoría. |
| Escenario de carga | Ajustas la altura R para una pestaña de acero dulce de 1/4 de pulgada. Se ve perfecta en el aire. Bajo 80 toneladas a lo largo de una flexión larga, la lámina se flexiona, los dedos del tope trasero sienten una fuerza ascendente y la pieza o se levanta o se clava dependiendo de dónde esté apoyada. Si R se configuró moviéndola una vez y dándola por buena, esa deflexión no se corrige dinámicamente. |
| Problema resultante | Sigue la deriva del ángulo. |
| Compensación del operador | En una configuración básica X+R, el operador compensa moviendo R entre golpes o levantando físicamente la pieza durante la flexión. Eso cambia cómo se transfiere la fuerza a los hombros de la matriz. Y una vez que cambia esa ruta de fuerza, Y1/Y2 pueden mantener el ariete paralelo todo el día y aun así producir ángulos de ala inconsistentes porque el material no se asienta de la misma manera dos veces. |
| Causa raíz | Esto no es confusión de software. Es inestabilidad de referencia mecánica. |
| Solución mal diagnosticada | He visto talleres perseguir variaciones de medio grado recalibrando la coronación (eje V) cuando el verdadero problema era la interacción entre la altura del tope trasero y la caída de la pieza. Estaban ajustando el ariete mientras la pieza pivoteaba sobre un dedo de soporte mal alineado. Es como clasificar piezas buenas en el contenedor de chatarra porque el tope de la cizalla estaba suelto: estás culpando al corte cuando la referencia se movió. |
| Conclusión | Así que sí, la independencia de Y1/Y2 corrige la inclinación del ariete. Pero sin X y R estables y programables—y eventualmente Z1/Z2—aún estás introduciendo condiciones inconsistentes en un ariete perfectamente paralelo. |
| Declaración de cierre | La precisión comienza antes de que el punzón toque el acero. |
Realiza esta prueba en tu mente.
Toma una placa plana. Agrega una sola pestaña centrada. Un tope trasero de 3 ejes la maneja bien.
Ahora desplaza esa pestaña 4 pulgadas hacia la izquierda. Aún manejable; ambos dedos hacen referencia al mismo borde.
Ahora añade una pestaña de retorno solo en el lado derecho. De repente, un dedo necesita despejar una pata formada mientras el otro debe mantenerse ajustado a un borde. Con una viga Z compartida, o retraes ambos dedos o ninguno. Si retraes ambos, pierdes soporte en un lado. Si mantienes ambos adelantados, uno colisiona.
Ese es el momento en que Z1/Z2 dejan de ser un lujo y se convierten en un requisito.
A veces los talleres argumentan que un sistema 3+1—Y1/Y2, X y coronado—cubre “la mayoría del trabajo.” Tienen razón para soportes y canales simétricos. Pero una vez que las piezas incluyen desplazamientos, dobleces o pliegues escalonados que cambian el borde de referencia disponible a mitad de la secuencia, el posicionamiento lateral independiente es lo que mantiene el control de profundidad consistente desde el primer hasta el cuarto doblez.
Hay otro detalle. Algunos sistemas ofrecen Delta X—profundidad independiente por dedo. Suena potente. Lo es. Pero si el controlador no sincroniza Delta X con Z1/Z2 y Y1/Y2, puedes crear una desalineación diagonal a lo largo de una secuencia de múltiples dobleces. Un dedo avanza antes, el otro se retrasa, el ariete permanece paralelo y la pieza se tuerce porque tus referencias no estaban coordinadas.
Los ejes no ayudan si no se mueven en conjunto.
Así que aquí está el umbral práctico: si tu pieza te obliga a pensar, “solo deslizaré este dedo fuera del camino para este doblez”, ya has cruzado a Z1/Z2 ese territorio, lo hayas presupuestado o no.
Ignora eso, y te estarás ofreciendo voluntariamente a la inconsistencia.
He visto el otro extremo.
Un taller actualiza a X completo, R, Z1/Z2, incluso Delta X. Seis ejes en la hoja de especificaciones. Pantalla táctil grande a color. La primera semana, el posicionamiento inicial tarda más que el doblado porque X espera a que R se libere, R espera a que Z1/Z2 encuentre los interruptores de límite, y un eje falla si otro alcanza el tope antes de tiempo.
Ahora la complejidad es el cuello de botella.
En algunos sistemas, la secuencia de referencia está encadenada: Z1/Z2 debe ponerse a cero antes de que R se mueva; R debe liberarse antes de que X finalice. Si un dedo alcanza su límite prematuramente—por ejemplo, una pieza larga requiere un desplazamiento lateral inusual—todo el tope trasero se detiene. La producción se siente más lenta que con la vieja máquina de 3 ejes.
Eso no es un argumento en contra de tener más ejes. Es una prueba inversa de la tesis del artículo: la capacidad del hardware solo mejora la precisión cuando el controlador realmente puede calcular, simular y coordinar esos ejes de manera inteligente.
De lo contrario, has apilado partes móviles sin un director de orquesta.
Más ejes amplían el espacio geométrico que puedes alcanzar. Una mala coordinación lo reduce nuevamente mediante nuevos modos de fallo: colisiones, movimientos fuera de sincronía, errores de referencia que se manifiestan como piezas dobladas defectuosas en lugar de mensajes de alarma.
La base importa más que el vidrio del escaparate.
Y una vez que añades Z1/Z2, la siguiente pregunta no es si los necesitabas.
Es si tu controlador es lo suficientemente inteligente como para evitar que se enfrenten entre sí.
El año pasado estuve al lado de una prensa de freno de cinco ejes—Y1/Y2, X, R, Z1/Z2 todos enumerados con orgullo en la hoja de especificaciones. Gran pantalla táctil a color. El programador cargó un trabajo de soporte con tres desplazamientos y un reborde de retorno. En lugar de importar el modelo, escribió las longitudes de los rebordes y las deducciones de doblez línea por línea a partir de un plano pegado en el bastidor lateral. Cuando el tercer doblez quedó corto por 0,7 mm, no culpó a los ejes. Volvió a escribir la profundidad.
Esa es la línea divisoria. No cuántos motores cuelgan de la parte trasera. Sino si el controlador puede tomar la geometría de la pieza y convertirla en movimiento coordinado de ejes sin pedirle a un humano que la traduzca primero.
Los ejes te dan libertad física. El software decide si esa libertad se convierte en movimiento sincronizado o simplemente en más formas de equivocarse.
Si tu controlador trata la geometría como un problema de calculadora en lugar de un modelo, no estás ejecutando un sistema coordinado. Estás ejecutando una prueba de memoria con asistencia de servos.
Y la memoria no es un sistema de control.
Imagina una caja con cuatro dobleces, dos rebordes desiguales y un dobladillo. En un controlador de entrada paso a paso, el operador introduce material, espesor, matriz en V, luego escribe manualmente cada dimensión de reborde. El control calcula la profundidad del doblez a partir de una tabla del factor K. Suena bien, hasta que el segundo doblez cambia el borde de referencia. Ahora Z1/Z2 debe reposicionarse de forma independiente, X debe referenciar una cara diferente, y el controlador no tiene conocimiento de la forma 3D que evoluciona. Solo conoce números en secuencia.
Así que el operador despliega mentalmente la pieza. Decide qué borde se convierte en principal después de cada golpe. Elige cuándo retraer un dedo Z y mantener el otro ajustado. Si calcula mal esa transición por un milímetro, Y1/Y2 aún mantendrán el ariete paralelo, pero estarán presionando una pieza mal colocada.
Así es como terminas con un montón de piezas que están todas consistentemente mal. Como tirar buenas láminas al contenedor de chatarra porque alguien leyó mal el cero del tope posterior, la máquina hizo exactamente lo que se le dijo, solo que no lo que la pieza requería.
Ahora contrasta eso con el desplegado 3D nativo. El controlador importa el modelo sólido, calcula el patrón plano, simula el orden de los dobleces y asigna movimientos de ejes—X, R, Z1/Z2, y Y1/Y2—basados en la geometría cambiante de la pieza. “Sabe” cuándo un reborde bloquea un dedo. “Sabe” cuándo desplazarse lateralmente antes de que el ariete descienda. El operador no traduce geometría; verifica una simulación.
Pero hay una línea clara que la mayoría de los talleres omite: el controlador solo puede comandar los ejes que realmente tiene. Si el software despliega un modelo de manera impecable pero no tienes independencia Z1/Z2, aún no puede estacionar un dedo y mantener el otro comprometido. La conciencia geométrica sin independencia física es solo una vista previa más bonita.
Así que la verdadera pregunta no es “¿Tiene gráficos 3D?” Es “¿Puede el control convertir la geometría 3D en un movimiento de ejes sincronizado e independiente sin traducción humana?”
Si no puede hacerlo, todavía estás programando dobleces. No estás programando piezas.
He cronometrado esto más de una vez. Una pieza de complejidad media —seis dobleces, dos cambios de herramienta, un retorno incómodo— tarda entre 20 y 30 minutos en programarse en la máquina si se ingresan las coordenadas a mano y se verifican las holguras con movimientos lentos de avance manual. Y eso es con un operador experimentado.
Ahora imagina ese mismo trabajo programado fuera de línea. Biblioteca de herramientas cargada. Geometría de la máquina definida. El software simula el recorrido del ariete, R cambios de altura, Z1/Z2 retracciones y marca una colisión con el tope antes de que el acero toque la matriz. Cuando el archivo llega a la prensa, el primer movimiento físico se realiza a velocidad de producción.
La diferencia no es la comodidad. Es el control de errores.
En el pedestal, el descubrimiento de colisiones ocurre físicamente. Movimientos manuales, Z1/Z2, bajas el ariete, Y1/Y2, observas interferencias. Si no las ves, dañás un tope o marcas una pieza. Cada casi accidente invita al pensamiento de “simplemente despeja ambos topes en este paso.” Así es como desaparece el soporte lateral y las longitudes de pestaña se desvían.
La simulación fuera de línea traslada ese riesgo aguas arriba. El controlador calcula si R debe elevarse antes de que X avance. Secuencia los movimientos para que los ejes no esperen entre sí innecesariamente. Esa coordinación es importante porque cuando los ejes se inicializan o reposicionan fuera de orden, los operadores comienzan a anular la automatización para “ahorrar tiempo.” Es entonces cuando el movimiento sincronizado se convierte en improvisación.
Y la improvisación es costosa.
Una interfaz llamativa que aún requiere descubrir colisiones en vivo es como vidriera moderna sobre una estructura inestable. Parece moderna. Se comporta como algo medieval.
Si tu flujo de trabajo depende de detectar errores mientras el ariete se mueve, estás pagando la complejidad dos veces: una en tiempo de programación y otra en chatarra.
Entré a un taller que operaba dos prensas idénticas. Misma tonelada. Misma Y1/Y2, X, R, Z1/Z2 configuración. Una tomaba los trabajos de un servidor compartido: modelo 3D, configuración de herramientas, secuencia de dobleces y posiciones de ejes, todo integrado. La otra dependía de hojas de configuración escritas a mano pegadas en la protección.
Después de tres semanas con un pedido repetido, la primera máquina mantuvo la variación de pestañas dentro de su banda de tolerancia normal sin un solo ajuste de profundidad. La segunda tenía operadores ajustando la profundidad del doblez en la tercera corrida porque “el material se siente diferente.”
El material no cambió. La coherencia de las referencias sí.
Cuando los datos fluyen directamente del modelo al controlador, X las posiciones no se reinterpretan. R las alturas no se adivinan de memoria. Z1/Z2 los desplazamientos laterales no se deciden sobre la marcha. Cada movimiento de eje se calcula a partir de la misma fuente geométrica cada vez. Eso es certeza mecánica.
Cuando los datos viven en la cabeza del operador, se infiltran pequeños desvíos. Alguien decide retraer ambos dedos en lugar de uno. Otro deja R 2 mm más alto para facilitar la carga. Si Y1/Y2 no puede autocorregir la presión lateral, el operador empieza a calzar, voltear, compensar por intuición. La repetibilidad se convierte en un rasgo de personalidad.
Así es como terminas con un palé limpio y el siguiente rozando el contenedor de chatarra—no porque la máquina haya cambiado, sino porque lo hizo la capa de traducción.
El flujo automático de datos no hace que tu prensa sea más inteligente. Elimina la reinterpretación humana entre la geometría y el movimiento. Y cuando los ejes independientes ejecutan posiciones precalculadas en cada ciclo, la variabilidad tiene menos lugares donde esconderse.
He aquí la cruda verdad: si tu controlador no puede trasladar la geometría desde el diseño hasta el Y1/Y2, X, R, y Z1/Z2 movimiento sincronizado sin depender de la memoria del operador, no posees un sistema de precisión—posees una caja de sugerencias con hidráulicos conectados.
Quieres saber cómo elegir un controlador que ofrezca control de ejes sincronizado y guiado por la geometría en lugar de un dibujo pulido en una Pantalla táctil a color grande.
Empieza en el contenedor de chatarra.
No en el folleto. No en la pieza de demostración que el vendedor dobló una vez en una sala de exposición. En el lote realmente rechazado del mes pasado. Coloca las piezas sobre una mesa. Observa el patrón de fallos como si leyeras una escena del crimen. ¿El ángulo se desplazaba de izquierda a derecha? ¿Las longitudes de las bridas eran inconsistentes de una curva a otra? ¿Los operadores rotaban las piezas a mitad de ciclo porque el tope trasero no podía sostener la geometría?
Esto no es nostalgia. Es ingeniería inversa.
Si tus últimos 50 rechazos comparten el mismo síntoma, ese síntoma apunta a un eje faltante o infrautilizado, o a un límite mecánico que ningún controlador puede ocultar. Trata el montón de chatarra como un registro de auditoría escrito en acero. El contenedor de chatarra es el único consultor del taller que nunca miente.
Si no dejas que las piezas rechazadas guíen tu hoja de especificaciones, estás comprando vidrio de escaparate y esperando que sostenga el edificio.
¿Variación de ángulo a lo largo del ancho? Primera pregunta: ¿estaba Y1/Y2 controlando la profundidad del ariete de forma independiente, o estaba trabajando en modo vinculado y corrigiendo con calzos?
Porque aquí está la verdad mecánica: Y1/Y2 La independencia controla el paralelismo izquierda-derecha del ariete. Eso afecta la consistencia del ángulo de doblado a lo largo de la pieza. X, R, Z1/Z2 no tocan el ángulo; controlan dónde se coloca la pieza, no cuán profundo penetra el punzón. Si culpa al controlador por la variación del ángulo pero su bancada se está deformando y no tiene compensación de abombamiento, eso es un problema del bastidor de la máquina, no del software.
Actualizar la pantalla no enderezará el acero.
Ahora observe las longitudes de pestaña inconsistentes. Eso es repetibilidad del eje X. Los ejes X modernos accionados por servomotor pueden posicionar dentro de centésimas de milímetro. Si la longitud de pestaña varía aleatoriamente, o bien el eje X carece de precisión de servomotor, o los operadores están reintroduciendo números en lugar de ejecutar programas guardados. Si la pieza es asimétrica y un lado necesita un tope diferente al otro, los X1/X2 independientes pueden reducir el reposicionamiento manual, pero eso es eficiencia del flujo de trabajo, no ángulos más precisos.
Falla diferente. Eje diferente.
Y cuando los operadores giran piezas a mitad del proceso porque un dedo del tope trasero interfiere con una pestaña de retorno, esa es una conversación sobre Z1/Z2. El movimiento lateral independiente permite que un dedo se retraiga mientras el otro permanece enganchado. Sin eso, el operador se convierte en el eje, levantando, girando, adivinando. Esa es geometría traducida en memoria muscular.
Si Y1/Y2 no puede autocorregir la presión lateral, el operador empieza a calzar, voltear, compensar por sensación.
Aquí tiene su filtro: por cada lote rechazado, nombre el eje que lo habría evitado. Si no puede nombrar uno, no necesita más ejes, necesita usar mejor los que ya tiene.
He visto máquinas de ocho ejes trabajar como frenos de dos ejes porque nadie entrenó al equipo para programarlas.
Un sistema de cuatro ejes estacionado en modo básico es indistinguible de una máquina más simple, excepto por la factura de mantenimiento. Más ejes solo mejoran la precisión cuando la geometría requiere movimiento independiente y el taller realmente programa ese movimiento.
Tome un soporte de producción típico: profundidades de pestaña consistentes, sin retornos asimétricos, ancho moderado. Un sólido Y1/Y2, configuración X y R maneja eso todo el día. El servo X ofrece una longitud de pestaña repetible. R ajusta la altura vertical del dedo para piezas tipo caja. Y1/Y2 mantiene el ariete paralelo. Para la mayoría del trabajo por lotes, ese es el punto óptimo entre precisión y complejidad.
Ahora pase a paneles grandes con diferentes profundidades de pestaña en cada extremo. Los X1/X2 y R1/R2 independientes permiten posicionar ambos lados en un solo ciclo. Eso reduce la manipulación. Ahorra tiempo. Pero no ajusta mágicamente la tolerancia del ángulo; elimina pasos de reposicionamiento donde se introduce el error humano.
La comodidad y la precisión son primas, no gemelas.
Y no confunda la compensación por deformación de la bancada (a menudo llamada eje V o sistema de abombamiento) con la inteligencia del controlador. Si el centro de su doblado largo está abierto porque la bancada se flexiona bajo carga, ningún número de ejes en el tope trasero lo solucionará. Eso es acero estructural, no software.
Más ejes sin una necesidad geométrica es como añadir otro conducto al contenedor de chatarra: no reduce la chatarra, solo la organiza.
Compra ejes para resolver conflictos geométricos específicos, no para impresionar a los visitantes.
Las hojas de ventas enumeran ejes como números de caballos de fuerza. Y1/Y2, X, R, Z1/Z2, tal vez pares independientes por todas partes. Suena impresionante.
Pero hay un límite claro que la mayoría de los talleres pasa por alto: el controlador solo puede mandar los ejes que realmente tiene—y solo de las maneras que tus piezas requieren.
Así que invierte el proceso de compra.
En lugar de preguntar: “¿Cuál es la configuración máxima de ejes disponible?”, pregunta: “¿Qué trabajos estamos cotizando para el próximo año que actualmente rechazamos o realizamos con dificultad?” Saca esos planos. Busca exigencias geométricas: bridas asimétricas, cajas altas, paneles largos con tolerancias de ángulo ajustadas a lo ancho, dobleces de múltiples etapas donde la interferencia de los dedos es inevitable.
Luego relaciona la geometría con la independencia.
¿Piezas largas con tolerancias críticas? Prioriza una sincronización y control de coronado robustos. ¿Cajas profundas con alturas de brida variables? R y posiblemente R1/R2 independientes importan. ¿Piezas grandes asimétricas con puntos de apoyo cambiantes? Z1/Z2 se gana su lugar. ¿Trabajo de alta mezcla y bajo volumen donde predominan los errores de configuración? Invierte en un controlador que traduzca modelos 3D directamente en un movimiento coordinado de Y1/Y2, X, R, Z1/Z2 sin reingreso manual. Y1/Y2 Ahora no estás comprando una pantalla. Estás comprando acero estructural para los cimientos.
La parte no obvia es esta: la precisión no proviene del número total de ejes, sino de igualar el control de ejes independientes con la complejidad geométrica de tus piezas y usar realmente esa independencia en el movimiento programado. Cualquier cosa más allá de eso es decorativa.
La próxima vez que entres a una sala de exhibición y veas esa pantalla brillante resplandeciendo frente a ti, no toques la pantalla.
Pregunta qué eje faltante habría salvado tu último lote rechazado—y si tu equipo sabe cómo hacerlo mover.
El invierno pasado, un dueño de taller me arrastró hasta su “nueva” prensa plegadora como si fuera un ternero recién nacido. Gran pantalla táctil a color. Menús deslizables. Gráficos 3D. Primer trabajo salido.


















