

Прошлой зимой владелец мастерской потащил меня посмотреть на свой “новый” листогиб, будто это был новорожденный телёнок. Большой цветной сенсорный экран. Меню с пролистыванием. 3D-графика. Первая работа на нём? Двадцать четыре кронштейна, восемь в утиль. Та же проблема с нестабильной длиной полки, что и на старой машине.
Он продолжал нажимать на экран, как будто тот его предал. А я всё смотрел на боковые стойки.
Что-то тут не сходилось.
На бумаге этот листогиб выглядел впечатляюще: ЧПУ-управление, программируемый задний упор, два цилиндра с маркировкой Y1/Y2, и глянцевый интерфейс, который мог нарисовать деталь в 3D до первого удара. Торговый представитель обещал более строгие допуски просто от “перехода на цифру”.”
Но когда мы проверили ход ползуна при длинном гибе, левая сторона доходила до упора чуть раньше правой. Незначительно. Но достаточно, чтобы вывести 36‑дюймовую деталь за пределы допуска.
Вот какое понимание необходимо: точность рождается не на экране; она рождается в независимых осях, которые физически двигают сталь — Y1/Y2 для параллельности ползуна, X — для глубины, R — для высоты, Z — для бокового позиционирования. Если эти оси не могут двигаться независимо, чтобы соответствовать геометрии вашей детали, сенсорный экран — это просто витрина на шаткой раме.
Проблемы с фундаментом не решаются красивыми окнами.
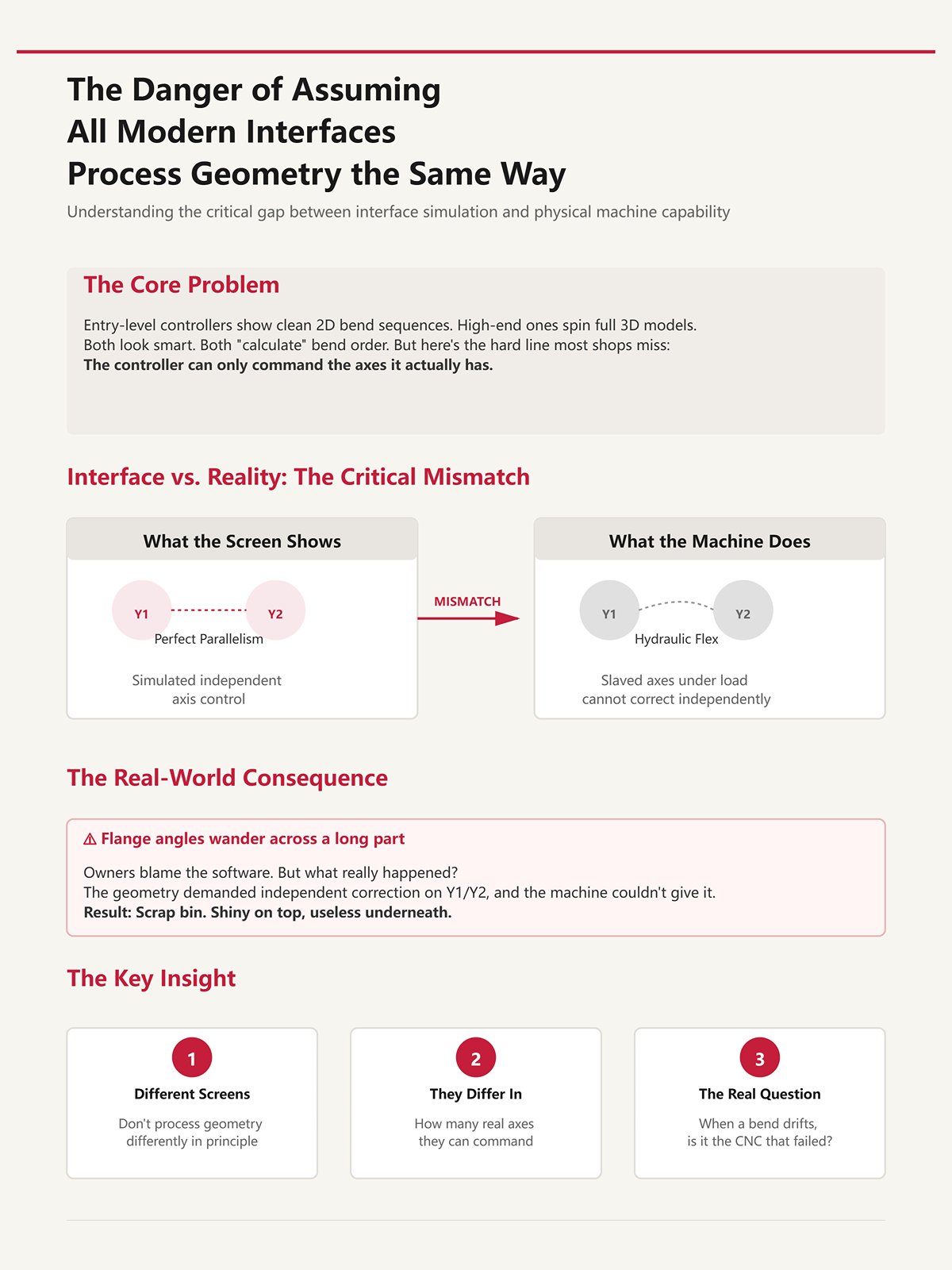
Я работал с простыми контроллерами, которые показывают аккуратную 2D-последовательность гибов, и с дорогими, что вращают полноценную 3D-модель как в видеоигре. Оба выглядят умно. Оба “рассчитывают” порядок гибки.
Но есть чёткая грань, которую большинство мастерских упускает: контроллер может управлять только теми осями, которые реально у него есть.
Если у вашей машины Y1/Y2 сопряжены гидравликой, а не управляются независимо, экран может показать идеальную параллельность, в то время как реальный ползун прогибается под нагрузкой. Интерфейс не обманул. Он просто предположил наличие аппаратных возможностей, которых нет.
Я видел, как владельцы винят софт, когда углы полки «гуляют» по длине детали. Что же произошло на самом деле? Геометрия требовала независимой коррекции по Y1/Y2, а машина не смогла её обеспечить. Несовпадение уходит прямиком в отходы, как неправильно раскроенные заготовки, которые уже не «дорежешь» — блестящие сверху, бесполезные внутри.
Разные экраны принципиально не обрабатывают геометрию по-разному. Они отличаются количеством реальных осей, которыми могут управлять, чтобы воплотить эту геометрию в сталь.
Так когда изгиб уходит, вы уверены, что это “ЧПУ” вышел из строя?
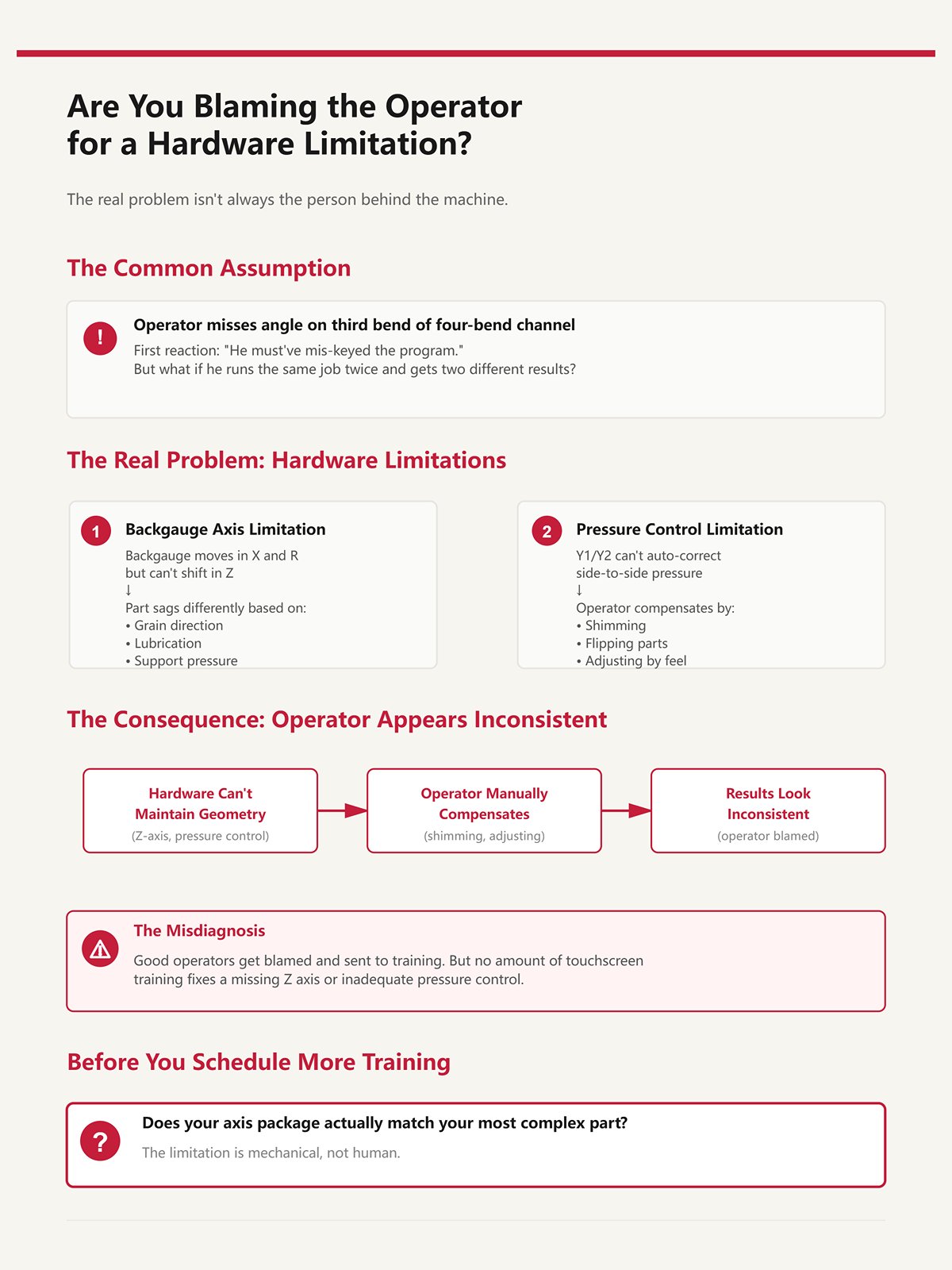
Парень промахивается по углу на третьем изгибе в канале с четырьмя изгибами. Первая реакция в большинстве цехов? “Он, должно быть, неправильно ввёл программу.”
Вполне разумный вопрос — пока вы не увидите, как он выполняет ту же работу дважды и получает два слегка разных результата.
Если задний упор движется только по осям X и R, но не может сместиться по оси Z для поддержки смещённого фланца, деталь провисает по-разному в зависимости от направления волокон, смазки, даже от того, как сильно он её поддерживает. Ни одно обучение работе с сенсорным экраном не исправит отсутствие оси Z. Если Y1/Y2 не может автоматически компенсировать боковое давление, оператор начинает подкладывать прокладки, переворачивать деталь, компенсировать на ощупь.
Теперь он выглядит непоследовательным.
На самом деле непоследовательна способность машины соответствовать геометрии детали. Мы бросаем хороших операторов в корзину обвинений, когда ограничение носит механический, а не человеческий характер.
Прежде чем назначать очередное обучение, спросите себя: соответствует ли ваш пакет осей вашей самой сложной детали?

Давайте будем честны. Цифровое управление действительно меняет вещи. Настройка становится быстрее. Программы сохраняются. Повторяемость заднего упора по оси X может улучшиться до сотых миллиметра. Энергопотребление может снизиться на сервомашинах. Это реальные преимущества.
Но вот что часто не меняется: количество и независимость физических осей.
Если ваша старая машина имела фактически одну ось ползуна и базовый задний упор, а ваша новая “ЧПУ” всё ещё лишена полностью независимых Y1/Y2 или регулируемых пальцев по оси Z, структурная способность остаётся прежней. Вы улучшили коммуникацию с машиной. Вы не расширили её физическую способность к коррекции.
Это разница между перекраской пресса и модернизацией рамы. Одно выглядит современным. Другое держит допуск.
Так что, когда непоследовательные изгибы сохраняются после модернизации сенсорного интерфейса, когнитивный сдвиг таков: перестаньте спрашивать, насколько умный интерфейс, и начните спрашивать, соответствует ли конфигурация осей той геометрии, которую вы пытаетесь пропустить через него.
Следующий вопрос неизбежен: что произойдет, когда Y1/Y2 действительно движутся независимо — и что это меняет на длинном, беспощадном изгибе?
Представьте себе канал длиной 36 дюймов с двумя смещёнными монтажными лапками — левая лапка короткая, правая длинная. На 3-осевом заднем упоре (ось X и R сзади Y1/Y2), оба упорных пальца находятся на одной балке Z. Первый сгиб выполняется отлично. Второй сгиб? Правая кромка упирается в палец; левая сторона висит в воздухе. Оператор ослабляет зажим, вручную сдвигает один палец, затягивает его и на глаз выравнивает по прямоугольнику.
Время цикла только что удвоилось. Что важнее — повторяемость только что исчезла.
Вот здесь и проявляется настоящая разница. 3-осевая система даёт вам программируемую глубину (X) и высоту (R). Для симметричных деталей этого достаточно. Задний упор ориентирует обе стороны одинаково, ползун опускается под Y1/Y2, — и всё идёт отлично. Но как только левая и правая геометрия начинают отличаться, общая балка Z вынуждает искать компромисс. Вы уже не управляете положением, вы его «согласовываете».
6-осевой задний упор — X, R, Z1/Z2, и независимые Y1/Y2 спереди — позволяет каждому пальцу перемещаться вбок самостоятельно. Теперь левая кромка получает свою ориентацию, правая — свою, и станок перестаёт заставлять оператора имитировать независимость с помощью гаечных ключей. Геометрия задаётся в металле, а не на авось.
Это тот самый предел, о который большинство цехов спотыкаются неожиданно: когда ваши детали требуют независимой ориентации слева и справа, контроллер без программируемых Z1/Z2 не “проще”. Он конструктивно не способен повторить операцию без вмешательства человека.
А вмешательство человека — это изменчивость.
Поговорим о нагрузке, а не о теории.
Вы выставили высоту R для фланца из мягкой стали толщиной 1/4 дюйма. В воздухе всё выглядит идеально. Под нагрузкой в 80 тонн по длинному гибу лист прогибается, на упоры заднего упора действует сила вверх, и деталь либо приподнимается, либо врезается в зависимости от точки опоры. Если R был задан однократным подводом и оставлен так, этот прогиб не компенсируется динамически.
Отсюда увод угла.
На базовой конфигурации X+R оператор компенсирует, подправляя R между циклами или физически приподнимая деталь во время гиба. Это меняет путь передачи усилия в плечи матрицы. И как только этот путь меняется, Y1/Y2 можно держать ползун идеально параллельно весь день, но всё равно получать нестабильные углы фланцев, потому что материал каждый раз ложится по-разному.
Это не сбой программы. Это нестабильность механической базы.
Я видел, как цеха гонялись за колебаниями угла в полградуса, перенастраивая бомбировку (ось V), в то время как реальная проблема была в высоте заднего упора, взаимодействующей с прогибом детали. Они настраивали ползун, в то время как деталь качалась на плохо поддержанном упорном пальце. Это как сортировать хорошие заготовки в утиль из-за того, что задний упор на гильотине был ослаблен — вы вините рез, когда сместилась база.
Так что да, Y1/Y2 независимость устраняет перекос ползуна. Но без стабильных, программируемых X и R — и в итоге Z1/Z2— вы всё ещё подаете несогласованные условия в идеально параллельный ползун.
Точность начинается до того, как пуансон коснётся стали.
| Раздел | Содержание |
|---|---|
| Заголовок | Оси X и R: почему ручная регулировка высоты под нагрузкой губит точность угла гиба |
| Введение | Поговорим о нагрузке, а не о теории. |
| Сценарий нагрузки | Вы выставили высоту R для фланца из мягкой стали толщиной 1/4 дюйма. В воздухе всё выглядит идеально. Под нагрузкой в 80 тонн по длинному гибу лист прогибается, на упоры заднего упора действует сила вверх, и деталь либо приподнимается, либо врезается в зависимости от точки опоры. Если R был задан однократным подводом и оставлен так, этот прогиб не компенсируется динамически. |
| Возникшая проблема | Отсюда увод угла. |
| Компенсация оператором | В базовой конфигурации X+R оператор компенсирует, подталкивая R между ударами или физически приподнимая деталь во время гиба. Это меняет то, как усилие передаётся в плечи матрицы. И как только путь усилия меняется, Y1/Y2 могут держать ползун параллельным целый день, но всё равно давать непостоянные углы отбортовки, потому что материал дважды не устанавливается одинаково. |
| Первопричина | Это не сбой программы. Это нестабильность механической базы. |
| Неверно определённое исправление | Я видел, как цеха гонялись за колебаниями угла в полградуса, перенастраивая бомбировку (ось V), в то время как реальная проблема была в высоте заднего упора, взаимодействующей с прогибом детали. Они настраивали ползун, в то время как деталь качалась на плохо поддержанном упорном пальце. Это как сортировать хорошие заготовки в утиль из-за того, что задний упор на гильотине был ослаблен — вы вините рез, когда сместилась база. |
| Заключение | Да, независимость Y1/Y2 устраняет перекос ползуна. Но без стабильных, программируемых X и R — и в итоге Z1/Z2 — вы всё ещё подаете несогласованные условия в идеально параллельный ползун. |
| Заключительное замечание | Точность начинается до того, как пуансон коснётся стали. |
Проведите этот тест в уме.
Возьмите плоскую пластину. Добавьте один центральный отгиб. 3-осевой задний упор справится с этим без проблем.
Теперь сместите этот отгиб на 4 дюйма влево. Всё ещё управляемо; оба пальца упора ориентируются по одному краю.
Теперь добавьте возвратный отгиб только на правой стороне. Внезапно один палец должен обходить сформированную ножку, а другой оставаться прижатым к краю. С общей балкой Z либо убираете оба пальца, либо ни один. Если убираете оба, теряете поддержку с одной стороны. Если держите оба вперёд, один сталкивается.
Это момент, когда Z1/Z2 перестаёт быть роскошью и становится требованием.
Мастерские иногда утверждают, что система 3+1 —Y1/Y2, X и коронование — покрывает “большую часть работы”. Они правы для симметричных кронштейнов и каналов. Но как только детали включают смещения, двойные загибы или последовательные гибы, которые меняют доступный ориентирный край в процессе, независимое боковое позиционирование является тем, что сохраняет контроль глубины одинаковым от первого до четвёртого гиба.
Есть ещё одна тонкость. Некоторые системы предлагают Delta X — независимую глубину для каждого пальца. Звучит мощно. Так и есть. Но если контроллер не синхронизирует Delta X с Z1/Z2 и Y1/Y2, можно получить диагональное несоответствие по всей последовательности многократных изгибов. Один палец продвигается раньше, другой отстаёт, ползун остаётся параллельным, и деталь скручивается, потому что ваши ссылки не были согласованы.
Оси не помогут, если они не движутся согласованно.
Вот практический порог: если при чтении чертежа вы думаете: “Я просто уберу этот палец в сторону для этого изгиба”, — вы уже вошли в зону Z1/Z2 , независимо от того, заложен ли на это бюджет или нет.
Игнорируйте это — и вы добровольно соглашаетесь на непостоянство.
Я видел и другую крайность.
Цех обновляется до полной комплектации X, R, Z1/Z2, и даже Delta X. Шесть осей в спецификации. Большой цветной сенсорный экран. В первую неделю на возврат в исходное положение уходит больше времени, чем на гибку, потому что X ждёт, пока R освободится, R ждёт, пока Z1/Z2 найдёт концевые выключатели, и одна ось выходит из строя, если другая достигает предела хода раньше.
Теперь сложность становится узким местом.
В некоторых системах последовательность установки нулей связана цепочкой: Z1/Z2 должна обнулиться, прежде чем движется R; R должна освободиться, прежде чем X завершит движение. Если один палец достигает предела раньше — скажем, для длинной детали потребовалось необычное боковое смещение, — весь задний упор останавливается. Производительность ощущается ниже, чем у старой трёхосевой машины.
Это не аргумент против большего числа осей. Это доказательство в обратной форме тезиса статьи: возможности оборудования повышают точность только тогда, когда контроллер действительно способен рассчитывать, моделировать и координировать эти оси разумно.
В противном случае у вас просто набор движущихся деталей без дирижёра.
Большее количество осей расширяет геометрические возможности, которые вы можете достичь. Плохая координация снова сужает их — через новые типы сбоев: столкновения, несвоевременные движения, ошибки привязки, проявляющиеся в виде погнутого брака, а не сообщений о тревоге.
Фундамент важнее, чем витринное стекло.
А как только вы добавляете Z1/Z2, следующий вопрос заключается не в том, нужны ли они вам.
Вопрос в том, достаточно ли умен ваш контроллер, чтобы не дать им мешать друг другу.
В прошлом году я стоял рядом с пятиосевым прессом-гибом —Y1/Y2, X, R, Z1/Z2 — все это гордо значилось в технических характеристиках. Большой цветной сенсорный экран. Программист загрузил задание по изготовлению кронштейна с тремя смещениями и отгибом кромки. Вместо импорта модели он вручную ввел длины кромок и компенсации гиба, строчку за строчкой, с чертежа, приклеенного к боковой раме. Когда третий гиб оказался короче на 0,7 мм, он не обвинил оси. Он просто заново ввел глубину.
Вот она, разделительная черта. Не в том, сколько моторов висит сзади. А в том, способен ли контроллер взять геометрию детали и преобразовать её в согласованные движения осей, не заставляя человека сначала переводить её вручную.
Оси дают вам физическую свободу. Программное обеспечение решает, превратится ли эта свобода в синхронизированные движения или просто в большее количество способов ошибиться.
Если ваш контроллер воспринимает геометрию как задачу для калькулятора, а не как модель, у вас нет согласованной системы. У вас тест на память с серво-поддержкой.
И память — это не система управления.
Представьте себе короб с четырьмя гибами, двумя неравными кромками и загибом. На контроллере с пошаговым вводом оператор задаёт материал, толщину, V‑матрицу, затем вручную вводит размер каждой кромки. Контроллер рассчитывает глубину гиба по таблице коэффициентов K. Всё звучит нормально — пока второй гиб не изменит опорную грань. Теперь Z1/Z2 нужно переместиться независимо, X нужно привязаться к другой поверхности, а контроллер не имеет представления о том, как меняется 3D‑форма. Он знает только последовательность чисел.
Поэтому оператор мысленно разворачивает деталь. Он решает, какая грань станет основной после каждого гиба. Он выбирает, когда отвести один палец по оси Z и оставить другой зажатым. Если он ошибётся с этим переходом на миллиметр, Y1/Y2 оси всё ещё будут держать ползун параллельным — но при этом будут давить на деталь в неверном положении.
Так и получается куча деталей, одинаково бракованных. Как если бы хорошие заготовки выбрасывали в отходы только потому, что кто-то неправильно прочитал ноль на системе заднего упора — машина сделала ровно то, что ей сказали, просто не то, что требовалось детали.
А теперь сравните это с нативным 3D‑развёртыванием. Контроллер импортирует твердотельную модель, рассчитывает развертку, моделирует последовательность гибов и назначает движения осей —X, R, Z1/Z2, и Y1/Y2— исходя из изменяющейся геометрии детали. Он “знает”, когда кромка перекрывает палец. Он “знает”, когда сместиться вбок перед опусканием ползуна. Оператор не переводит геометрию, он проверяет симуляцию.
Но есть жёсткое ограничение, которое большинство производств упускает: контроллер может управлять только теми осями, которые у него есть. Если софт разворачивает модель идеально, но у вас нет независимых Z1/Z2, он всё ещё не может зафиксировать один палец и удерживать другой в работе. Осознание геометрии без физической независимости — это всего лишь более привлекательный предварительный просмотр.
Так что настоящий вопрос не в том, “Есть ли у него 3D-графика?”, а в том, “Может ли управление преобразовать 3D-геометрию в синхронизированное и независимое движение осей без человеческого промежуточного перевода?”
Если не может — вы всё ещё программируете изгибы. Вы не программируете детали.
Я засекал это не раз. Деталь средней сложности — шесть изгибов, две смены инструмента, одно неудобное возвращение — занимает около 20–30 минут для программирования на станке, если вы вводите координаты вручную и проверяете зазоры медленными перемещениями в режиме джог. И это с опытным оператором.
А теперь представьте ту же работу, запрограммированную оффлайн. Библиотека инструментов загружена. Геометрия станка определена. Программа моделирует ход ползуна, R смену высоты, Z1/Z2 отводы и помечает столкновение с упором до того, как сталь коснется матрицы. Когда файл поступает на пресс, первое физическое движение выполняется на производственной скорости.
Разница не в удобстве. Она в сдерживании ошибок.
У пульта обнаружение столкновений происходит физически. Вы двигаете в режиме джог Z1/Z2, опускаете Y1/Y2, следите за помехами. Если прозевали — повредили упор или оставили след на детали. Каждый такой случай порождает мышление “давайте просто уберем оба упора на этом шаге”. Так исчезает боковая поддержка, и размеры отбортовки начинают уплывать.
Оффлайн-симуляция переносит этот риск на ранний этап. Контроллер рассчитывает, нужно ли R поднять до того, как X продвинется. Он выстраивает последовательность движений так, чтобы оси не ждали друг друга без необходимости. Эта координация важна, потому что когда оси возвращаются в ноль или перестраиваются в неправильном порядке, операторы начинают отключать автоматизацию “чтобы сэкономить время”. Вот тогда синхронизированное движение превращается в импровизацию.
А импровизация обходится дорого.
Эффектный интерфейс, который всё же требует обнаружения столкновений в реальном времени, — это витринное стекло на шатком каркасе. Выглядит современно. Ведёт себя по-средневековому.
Если ваш рабочий процесс зависит от обнаружения ошибок в момент движения ползуна, вы платите за сложность дважды — один раз временем программирования, второй раз браком.
Я зашёл в цех, где работали два одинаковых пресса. Одинаковое усилие. Один и тот же Y1/Y2, X, R, Z1/Z2 конфигурация. Одна машина получала задания с общего сервера — 3D‑модель, настройка инструмента, последовательность гибов, положения осей были встроены. Другая полагалась на рукописные листки с настройками, приклеенные к защитному ограждению.
После трёх недель работы над повторяющимся заказом первая машина удерживала отклонение фланца в пределах нормального допуска без единой корректировки глубины. На второй операторы уже при третьем проходе подстраивали глубину гиба, потому что “материал ощущается иначе”.”
Материал не изменился. Изменилась согласованность исходных данных.
Когда данные напрямую поступают из модели в контроллер, X положения не интерпретируются заново. R высоты не угадываются по памяти. Z1/Z2 боковые смещения не определяются на ходу. Каждое движение осей каждый раз вычисляется из одного и того же геометрического источника. Это механическая уверенность.
Когда данные находятся в голове оператора, начинают незаметно появляться мелкие сдвиги. Кто-то решает отвести два упора вместо одного. Кто-то другой оставляет R на 2 мм выше, чтобы облегчить загрузку. Если Y1/Y2 нельзя автоматически компенсировать боковое давление, оператор начинает подкладывать прокладки, переворачивать деталь, компенсировать «на ощупь». Повторяемость становится личным качеством.
Так и получается, что один поддон выходит идеальным, а следующий — балансирует на грани попадания в контейнер для брака — не потому, что изменилась машина, а потому, что изменилась промежуточная «прослойка перевода».
Автоматический поток данных не делает ваш листогиб «умнее». Он убирает человеческую переинтерпретацию между геометрией и движением. А когда независимые оси выполняют заранее рассчитанные позиции при каждом цикле, у вариативности остаётся меньше возможностей проявиться.
Вот простая правда: если ваш контроллер не может передать геометрию от этапа проектирования к синхронизированным Y1/Y2, X, R, и Z1/Z2 движениям без зависимости от памяти оператора, у вас нет прецизионной системы — у вас есть ящик для предложений с гидравликой.
Хотите узнать, как выбрать контроллер, который обеспечивает управление осями, синхронизированное на основе геометрии, а не только красивую картинку на большом цветном сенсорном экране.
Начните с контейнера для брака.
Не с брошюры. Не с демонстрационной детали, которую продавец согнул один раз в шоуруме. Смотрите на реально забракованную партию прошлого месяца. Разложите детали на столе. Рассмотрите рисунок дефектов так, как будто вы изучаете место преступления. Угол уходил слева направо? Длины фланцев были непостоянны от гиба к гибу? Операторы поворачивали детали в середине цикла, потому что задний упор не мог поддержать геометрию?
Это не ностальгия. Это реверс‑инжиниринг.
Если ваши последние 50 бракованных изделий имеют один и тот же симптом, этот симптом указывает на отсутствующую или недостаточно используемую ось, либо на механическое ограничение, которое никакой контроллер не сможет скрыть. Относитесь к куче брака как к журналу аудита, написанному в стальной форме. Контейнер для отходов — единственный консультант в цеху, который никогда не лжет.
Если вы не позволяете бракованным деталям направлять вас в составлении технических характеристик, вы покупаете витринное стекло, надеясь, что оно удержит здание.
Вариация угла по ширине? Первый вопрос: был ли Y1/Y2 независимый контроль глубины хода пуансона, или вы работали в совмещённом режиме и исправляли с помощью прокладок?
Потому что вот механическая правда: Y1/Y2 независимость контролирует параллельность хода пуансона слева-направо. Это влияет на стабильность угла изгиба по всей детали. Оси X, R, Z1/Z2 не влияют на угол; они контролируют расположение детали, а не глубину проникновения пуансона. Если вы вините контроллер в дрейфе угла, но ваш стол прогибается и у вас нет компенсации коронирования, то это проблема конструкции станка, а не программного обеспечения.
Обновление экрана не выпрямит сталь.
Теперь взгляните на непостоянные длины фланцев. Это повторяемость оси X. Современные сервоприводные оси X могут позиционировать с точностью до сотых миллиметра. Если длина фланца меняется хаотично, либо ось X не имеет сервоприводной точности, либо операторы заново вводят числа вместо того, чтобы использовать сохранённые программы. Если деталь асимметрична и одной стороне нужен другой упор, чем другой, независимые X1/X2 могут уменьшить ручное перемещение — но это эффективность рабочего процесса, а не точность углов.
Другая неисправность. Другая ось.
А когда операторы вращают детали в процессе, потому что один палец заднего упора мешает возвратному фланцу, это разговор о Z1/Z2. Независимое боковое движение позволяет одному пальцу отойти, пока другой остаётся зафиксирован. Без этого оператор становится осью — поднимает, переворачивает, догадывается. Это геометрия, переведённая силой мышц.
Если Y1/Y2 не может автоматически компенсировать боковое давление, оператор начинает подкладывать прокладки, переворачивать деталь, компенсировать на ощупь.
Вот ваш фильтр: для каждой партии брака назовите ось, которая могла бы предотвратить её. Если вы не можете назвать ни одну, вам не нужны дополнительные оси — вам нужно лучше использовать те, что уже есть.
Я видел восьмиосевые станки, работающие как двухосевые гибочные прессы, потому что никто не обучил персонал их программированию.
Система с 4 осями, работающая в базовом режиме, неотличима от более простого станка — за исключением счета за обслуживание. Дополнительные оси повышают точность только тогда, когда геометрия требует независимого движения и цех действительно программирует это движение.
Возьмём типичный производственный кронштейн: одинаковая глубина фланцев, без асимметричных возвратов, умеренная ширина. Надёжная Y1/Y2, X и R конфигурация справляется с этим весь день. Серво X обеспечивает повторяемую длину фланца. R регулирует вертикальную высоту пальца для коробчатых деталей. Y1/Y2 поддерживает параллельность хода пуансона. Для большинства серийных работ это оптимальный баланс точности и сложности.
Теперь перейдём к большим панелям с разной глубиной фланцев на каждом конце. Независимые X1/X2 и R1/R2 позволяют позиционировать обе стороны за один цикл. Это сокращает обработку. Экономит время. Но это не волшебно повышает допуск по углу; оно убирает шаги перестановки, куда закрадывается человеческая ошибка.
Удобство и точность — это кузены, а не близнецы.
И не путайте компенсацию прогиба стола (часто называемую системой оси V или системой коронования) с интеллектуальностью контроллера. Если центр вашего длинного гиба открыт, потому что стол прогибается под нагрузкой, никакое количество осей заднего упора это не исправит. Это конструкционная сталь, а не программное обеспечение.
Большее количество осей без геометрической необходимости — это как добавить еще одну трубу в контейнер для отходов: это не уменьшит отходы, а просто их организует.
Покупайте оси для решения конкретных геометрических конфликтов, а не для того, чтобы впечатлить посетителей.
В рекламных листах оси перечислены, как числа мощности. Y1/Y2, X, R, Z1/Z2, возможно, независимые пары повсюду. Выглядит впечатляюще.
Но есть жесткая граница, которую большинство мастерских упускает: контроллер может командовать только теми осями, которые у него есть на самом деле — и только так, как это требуется вашим деталям.
Так что переверните процесс покупки.
Вместо вопроса “Какая максимальная конфигурация осей доступна?” спросите: “Какие задания мы будем рассчитывать в следующем году, которые сейчас отклоняем или выполняем с трудом?” Достаньте эти чертежи. Ищите геометрические требования: асимметричные фланцы, высокие коробки, длинные панели с жесткими допусками угла по всей ширине, многоступенчатые гибы, где неизбежно мешают пальцы.
Затем соотнесите геометрию с независимостью.
Длинные детали с критичными допусками? Приоритет — надежная Y1/Y2 синхронизация и контроль коронования. Глубокие коробки с разной высотой фланцев? Осъ R и, возможно, независимые R1/R2 имеют значение. Асимметричные крупные детали с меняющимися точками опоры? Z1/Z2 оправдывает себя. Работа с высоким разнообразием и низким объемом, где ошибки при установке доминируют? Инвестируйте в контроллер, который переводит 3D-модели прямо в согласованное движение Y1/Y2, X, R, Z1/Z2 без ручного ввода.
Теперь вы покупаете не экран. Вы покупаете конструкционную сталь для фундамента.
Неочевидная часть вот в чем: точность исходит не от общего количества осей — она появляется при сопоставлении управления независимыми осями с геометрической сложностью ваших деталей и фактическим использованием этой независимости в запрограммированном движении. Все, что сверх этого — декоративно.
В следующий раз, когда зайдете в шоурум и увидите этот глянцевый дисплей, сияющий перед вами, не трогайте экран.
Спросите, какая отсутствующая ось спасла бы вашу последнюю партию, отклоненную на браке — и знает ли ваша команда, как заставить её двигаться.


















