

No inverno passado, um lojista puxou-me para junto da sua “nova” quinadora como se fosse um bezerro recém-nascido. Ecrã táctil a cores. Menus por deslizar. Gráficos 3D. Primeiro trabalho nela? Vinte e quatro suportes, oito para sucata. A mesma variação no comprimento da aba que tinha na máquina antiga.
Ele continuava a tocar no ecrã como se este o tivesse traído. Eu continuava a olhar para as estruturas laterais.
Algo não batia certo.
No papel, essa quinadora era impressionante: controlo CNC, batente traseiro programável, cilindros duplos rotulados Y1/Y2, e uma interface brilhante que podia desenhar a peça em 3D antes de um único golpe. O representante de vendas prometeu tolerâncias mais apertadas apenas por “passar a digital”.”
Mas quando verificámos o movimento do carro numa dobra longa, o lado esquerdo encostava um pouco antes do direito. Não muito. O suficiente para torcer uma peça de 36 polegadas fora de tolerância.
Aqui está a mudança que tem de acontecer: a precisão não nasce no ecrã; nasce nos eixos independentes que movem fisicamente o aço — Y1/Y2 para paralelismo do carro, X para profundidade, R para altura, Z para posicionamento lateral. Se esses eixos não puderem mover-se de forma independente para se adaptarem à geometria da peça, o ecrã táctil é apenas vidro de montra numa estrutura instável.
Não se resolvem problemas de fundação com janelas mais bonitas.
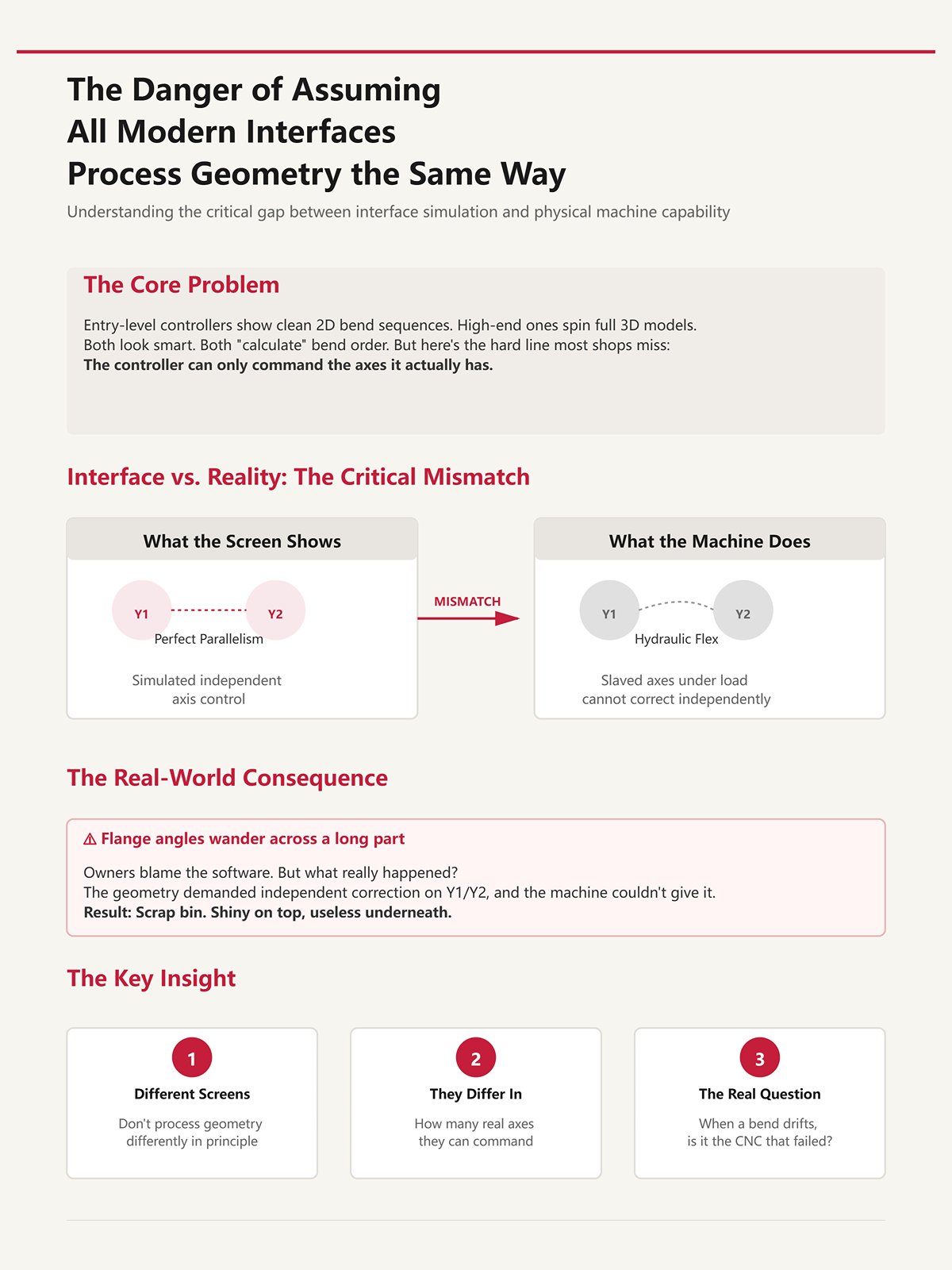
Já trabalhei com controladores básicos que mostram uma sequência de dobra limpa em 2D e com controladores topo de gama que fazem girar um modelo 3D completo como num videojogo. Ambos parecem inteligentes. Ambos “calculam” a ordem de dobra.
Mas existe uma diferença clara que a maioria das oficinas ignora: o controlador só pode comandar os eixos que realmente possui.
Se os Y1/Y2 da sua máquina estiverem acoplados hidraulicamente em vez de controlados de forma independente, o ecrã pode simular um paralelismo perfeito enquanto o carro físico flexiona sob carga. A interface não mentiu. Apenas assumiu uma capacidade de hardware que não existe.
Já vi proprietários culparem o software quando os ângulos das abas variam ao longo de uma peça longa. O que realmente aconteceu? A geometria exigia correção independente no Y1/Y2, e a máquina não conseguiu fornecê-la. Essa incompatibilidade vai diretamente para o caixote da sucata como chapas mal cortadas que não se podem recortar — brilhantes por cima, inúteis por baixo.
Ecrãs diferentes não processam a geometria de forma diferente em princípio. Diferem no número de eixos reais que podem comandar para tornar essa geometria verdadeira no aço.
Então, quando uma dobra se desvia, tem a certeza de que foi o “CNC” que falhou?
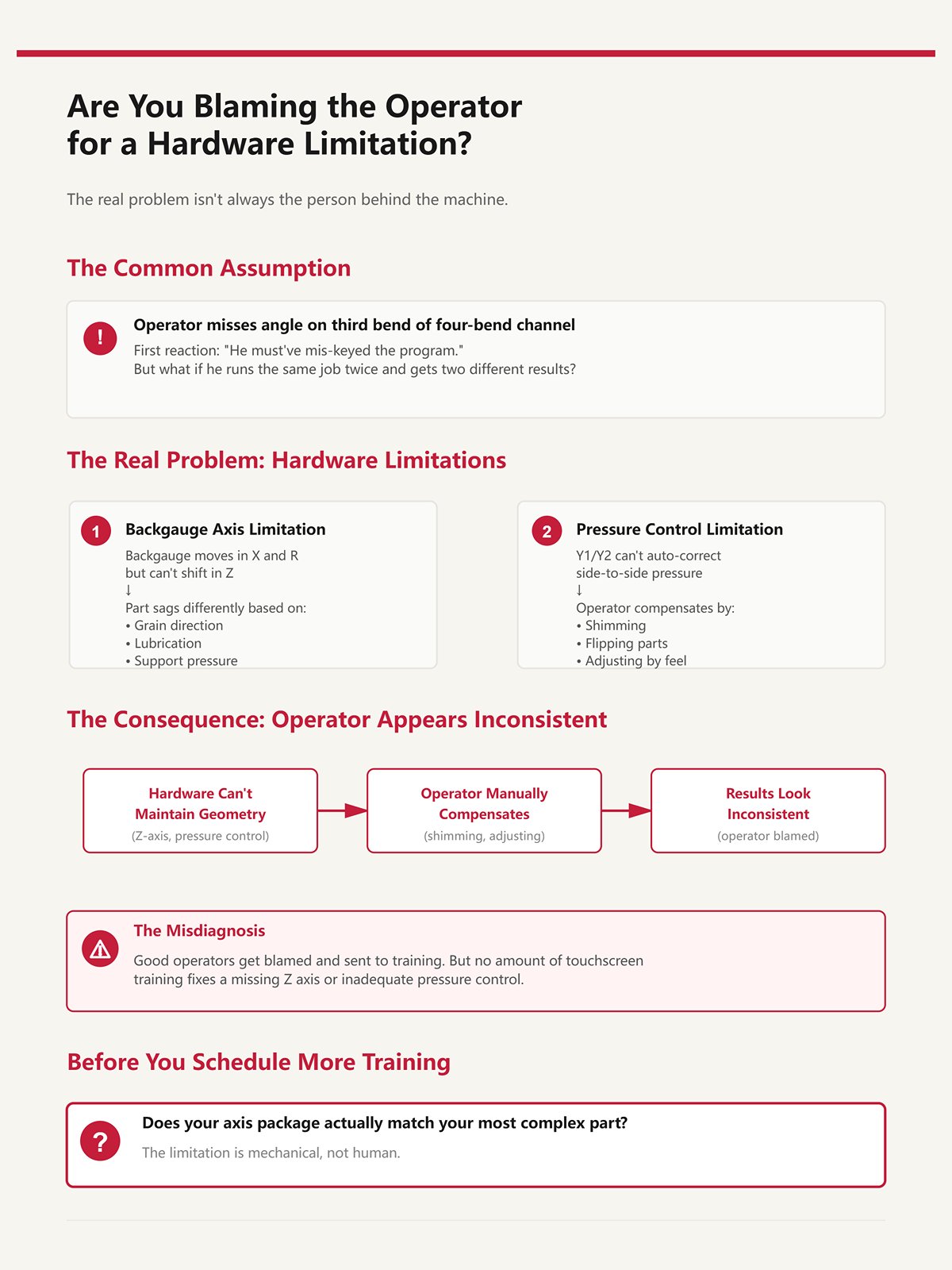
Um homem falha o ângulo na terceira dobra de um canal com quatro dobras. Primeira reação na maioria das oficinas? “Deve ter introduzido mal o programa.”
Pergunta justa — até o veres executar o mesmo trabalho duas vezes e obter dois resultados ligeiramente diferentes.
Se o batente traseiro só se move em X e R mas não consegue deslocar-se em Z para suportar uma aba deslocada, a peça flete de forma diferente dependendo do veio, da lubrificação, até da força com que ele a segura. Nenhuma formação no ecrã tátil resolve a falta de um eixo Z. Se Y1/Y2 não consegue corrigir automaticamente a pressão lateral, o operador começa a calçar, virar, compensar pelo tato.
Agora parece inconsistente.
O que é realmente inconsistente é a capacidade da máquina de corresponder à geometria da peça. Atiramos bons operadores para o caixote do lixo da culpa quando a limitação é mecânica, não humana.
Antes de agendares mais formação, pergunta a ti mesmo: o teu conjunto de eixos corresponde realmente à tua peça mais complexa?

Sejamos justos. Os controlos digitais mudam as coisas. A configuração torna-se mais rápida. Os programas ficam armazenados. A repetibilidade do batente traseiro em X pode apertar-se a centésimos de milímetro. O consumo de energia pode diminuir nas máquinas com servomotor. Esses são ganhos reais.
Mas eis o que muitas vezes não muda: o número e a independência dos eixos físicos.
Se a tua velha máquina tinha efetivamente um eixo de pistão e um batente traseiro básico, e a tua nova “CNC” ainda não tem Y1/Y2 ou dedos Z ajustáveis totalmente independentes, a capacidade estrutural é a mesma. Melhoraste a comunicação com a máquina. Não expandiste o que ela pode corrigir fisicamente.
É a diferença entre repintar uma prensa e atualizar a estrutura. Uma parece moderna. A outra mantém a tolerância.
Por isso, quando as dobras inconsistentes sobrevivem a uma atualização de ecrã tátil, a mudança cognitiva é esta: deixa de perguntar quão inteligente é a interface e começa a perguntar se a configuração dos eixos corresponde à geometria que estás a tentar impor.
A próxima pergunta é inevitável: o que acontece quando Y1/Y2 se movem realmente de forma independente — e o que é que isso muda numa dobra longa e implacável?
Imagina um canal de 36 polegadas com duas abas de montagem desencontradas — aba esquerda curta, aba direita longa. Num batente traseiro de 3 eixos (X e R atrás Y1/Y2), ambos os dedos de paragem estão num único feixe Z. Fazes bem a primeira dobra. Segunda dobra? A aba direita bate no dedo; o lado esquerdo fica suspenso no ar. O operador desaperta um grampo, desliza um dedo à mão, volta a apertar, avalia o esquadro a olho.
O tempo de ciclo acabou de duplicar. Mais importante, a repetibilidade acabou de morrer.
É aí que a verdadeira diferença se revela. Um sistema de 3 eixos oferece profundidade programável (X) e altura (R). Para peças simétricas, isso chega. O batente de referência indica ambos os lados de forma igual, o pistão desce por baixo Y1/Y2, e tudo corre bem. Mas no momento em que a geometria da esquerda e da direita diverge, uma viga Z partilhada obriga a compromissos. Já não está a controlar a posição; está a negociá-la.
Um batente de 6 eixos — X, R, Z1/Z2, mais independência Y1/Y2 à frente — permite que cada dedo se mova lateralmente de forma autónoma. Agora a aba esquerda tem a sua própria referência, a aba direita tem a sua própria, e a máquina deixa de pedir ao operador que finja independência com chaves inglesas. A geometria é adaptada em aço, não em esperança.
Este é o limite rígido que a maioria das oficinas não vê chegar: quando as suas peças exigem medição independente esquerda-direita, um controlador sem programabilidade Z1/Z2 não é “mais simples”. É estruturalmente incapaz de repetir o trabalho sem intervenção humana.
E a intervenção humana é variabilidade.
Vamos falar de carga, não de teoria.
Define-se a altura R para um flange de aço macio de 1/4 de polegada. Parece perfeito no ar. Sob 80 toneladas ao longo de uma dobra longa, a chapa flete, os dedos do batente veem força ascendente, e a peça ou levanta ou escava dependendo de onde está apoiada. Se o R foi definido ao deslocar uma vez e considerar que está bom, essa deflexão não é corrigida dinamicamente.
Segue-se a deriva de ângulo.
Num sistema básico X+R, o operador compensa ajustando o R entre golpes ou levantando fisicamente a peça durante a dobra. Isso muda a forma como a força é transferida para os ombros da matriz. E uma vez que esse caminho de força muda, Y1/Y2 pode manter o pistão paralelo o dia todo e ainda produzir ângulos de flange inconsistentes porque o material não está assentado da mesma forma duas vezes.
Isto não é confusão de software. É instabilidade na referência mecânica.
Já vi oficinas perseguirem variações de meio grau recalibrando o encurvamento (eixo V) quando o verdadeiro problema era a altura do batente interagir com a cedência da peça. Estavam a ajustar o pistão enquanto a peça pivotava sobre um dedo de batente mal apoiado. Isso é como separar bons blanks para a sucata porque o batente da guilhotina estava solto — está-se a culpar o corte quando a referência se mexeu.
Então sim, Y1/Y2 a independência corrige a inclinação do pistão. Mas sem X e R estáveis e programáveis — e eventualmente Z1/Z2—ainda está a alimentar condições inconsistentes a um carro perfeitamente paralelo.
A precisão começa antes de o punção tocar no aço.
| Secção | Conteúdo |
|---|---|
| Título | Eixos X e R: Porque é que o ajuste manual de altura sabota a precisão do ângulo de dobra sob carga |
| Introdução | Vamos falar de carga, não de teoria. |
| Cenário de Carga | Define-se a altura R para um flange de aço macio de 1/4 de polegada. Parece perfeito no ar. Sob 80 toneladas ao longo de uma dobra longa, a chapa flete, os dedos do batente veem força ascendente, e a peça ou levanta ou escava dependendo de onde está apoiada. Se o R foi definido ao deslocar uma vez e considerar que está bom, essa deflexão não é corrigida dinamicamente. |
| Problema Resultante | Segue-se a deriva de ângulo. |
| Compensação do Operador | Numa configuração X+R básica, o operador compensa ajustando R entre golpes ou levantando fisicamente a peça durante a dobra. Isso altera a forma como a força é transferida para os ombros da matriz. E, uma vez que este caminho de força muda, Y1/Y2 podem manter o carro paralelo o dia inteiro e ainda assim produzir ângulos de aba inconsistentes porque o material não está assentado da mesma forma duas vezes. |
| Causa Raiz | Isto não é confusão de software. É instabilidade na referência mecânica. |
| Correção Mal Diagnosticada | Já vi oficinas perseguirem variações de meio grau recalibrando o encurvamento (eixo V) quando o verdadeiro problema era a altura do batente interagir com a cedência da peça. Estavam a ajustar o pistão enquanto a peça pivotava sobre um dedo de batente mal apoiado. Isso é como separar bons blanks para a sucata porque o batente da guilhotina estava solto — está-se a culpar o corte quando a referência se mexeu. |
| Conclusão | Então sim, a independência de Y1/Y2 corrige a inclinação do carro. Mas sem X e R estáveis e programáveis — e eventualmente Z1/Z2 — ainda está a alimentar condições inconsistentes a um carro perfeitamente paralelo. |
| Declaração Final | A precisão começa antes de o punção tocar no aço. |
Execute este teste mentalmente.
Pegue numa chapa plana. Adicione uma única aba centrada. Um calibre traseiro de 3 eixos lida bem com isso.
Agora desloque essa aba 10 cm para a esquerda. Ainda é gerível; ambos os dedos referenciam a mesma borda.
Agora adicione uma aba de retorno apenas no lado direito. Subitamente, um dedo precisa de evitar uma perna formada enquanto o outro deve permanecer rente a uma borda. Com uma viga Z partilhada, ou recua ambos os dedos ou nenhum. Se recuar ambos, perde suporte num lado. Se mantiver ambos à frente, um colide.
Esse é o momento Z1/Z2 deixam de ser luxo e passam a ser exigência.
As oficinas às vezes argumentam que um sistema 3+1 —Y1/Y2, X, e coroa — cobre “a maioria do trabalho.” Estão certos para suportes e canais simétricos. Mas quando as peças incluem deslocamentos, dobras com aba ou dobras sequenciais que mudam a borda de referência disponível a meio da sequência, o posicionamento lateral independente é o que mantém o controlo de profundidade consistente da primeira à quarta dobra.
Há outra nuance. Alguns sistemas oferecem Delta X — profundidade independente por dedo. Parece poderoso. E é. Mas se o controlador não sincronizar o Delta X com Z1/Z2 e Y1/Y2, pode criar um desalinhamento diagonal ao longo de uma sequência de múltiplas dobras. Um dedo avança cedo, o outro atrasa, o aríete mantém-se paralelo, e a peça torce porque as suas referências não estavam coordenadas.
Os eixos não ajudam se não se moverem em conjunto.
Eis o limite prático: se o seu desenho o obriga a pensar, “Vou simplesmente deslizar este dedo para fora do caminho nesta dobra,” já entrou em Z1/Z2 território, quer tenha orçamentado para isso ou não.
Ignore isso, e estará a oferecer-se voluntariamente para a inconsistência.
Já vi o outro extremo.
Uma oficina faz upgrade para X completo, R, Z1/Z2, até Delta X. Seis eixos na ficha técnica. Grande ecrã tátil a cores. Na primeira semana, o retorno à posição zero demora mais do que dobrar porque o X espera que o R liberte o caminho, o R espera que Z1/Z2 encontre os interruptores de limite, e um eixo dá erro se outro atingir o fim de curso cedo.
Agora, a complexidade é o estrangulamento.
Em alguns sistemas, a sequência de referência é encadeada: Z1/Z2 tem de ir a zero antes de o R se mover; o R tem de liberar antes de o X finalizar. Se um dedo atingir o seu limite prematuramente — digamos que uma peça longa exigiu um deslocamento lateral invulgar — todo o batente traseiro pausa. A produção parece mais lenta do que a antiga máquina de 3 eixos.
Isto não é um argumento contra mais eixos. É a prova da tese do artigo em sentido inverso: a capacidade de hardware só melhora a precisão quando o controlador consegue realmente calcular, simular e coordenar esses eixos de forma inteligente.
Caso contrário, empilhou peças móveis sem maestro.
Mais eixos expandem o envelope geométrico que pode atingir. Má coordenação encolhe-o novamente através de novos modos de falha — colisões, movimentos fora de tempo, erros de referência que aparecem como sucata dobrada em vez de mensagens de alarme.
Os alicerces importam mais do que a fachada.
E uma vez que acrescenta Z1/Z2, a próxima questão não é se precisava deles.
É se o seu controlador é suficientemente inteligente para os impedir de entrarem em conflito uns com os outros.
No ano passado estive ao lado de uma prensa de travagem de cinco eixos—Y1/Y2, X, R, Z1/Z2 todos orgulhosamente listados na ficha técnica. Ecrã tátil grande a cores. O programador carregou um trabalho de suporte com três desfasamentos e uma aba de retorno. Em vez de importar o modelo, digitou as comprimentos das abas e as deduções de dobra linha a linha a partir de um desenho colado na estrutura lateral. Quando a terceira dobra ficou curta em 0,7 mm, não culpou os eixos. Voltou a introduzir a profundidade.
Essa é a linha divisória. Não importa quantos motores estão montados na parte traseira. Importa se o controlador consegue receber a geometria da peça e convertê-la em movimento coordenado dos eixos sem pedir primeiro a um humano para a traduzir.
Os eixos dão-lhe liberdade física. O software decide se essa liberdade se transforma em movimento sincronizado ou apenas em mais formas de errar.
Se o seu controlador trata a geometria como um problema de calculadora em vez de um modelo, não está a operar um sistema coordenado. Está a executar um teste de memória com assistência de servo.
E memória não é um sistema de controlo.
Imagine uma caixa de quatro dobras com duas abas desiguais e uma aba dobrada (hem). Num controlador de introdução passo-a-passo, o operador introduz material, espessura, V-die, depois digita manualmente cada dimensão de aba. O controlo calcula a profundidade da dobra a partir de uma tabela de fator K. Parece bem — até que a segunda dobra muda a aresta de referência. Agora Z1/Z2 tem de se reposicionar independentemente, X tem de referenciar uma face diferente, e o controlador não tem noção da forma 3D em evolução. Apenas conhece números em sequência.
Assim, o operador mentalmente desdobra a peça. Decide qual aresta se torna primária após cada golpe. Escolhe quando retrair um dedo Z e manter o outro apertado. Se julgar mal essa transição por um milímetro, Y1/Y2 ainda manterá o martelo paralelo — mas estarão a pressionar sobre uma peça mal posicionada.
É assim que se acaba com uma pilha de peças todas consistentemente erradas. Como deitar boas chapas no contentor de sucata porque alguém leu mal o zero do batente de referência; a máquina fez exatamente o que lhe foi dito — apenas não o que a peça exigia.
Agora contraste isso com o desdobramento 3D nativo. O controlador importa o modelo sólido, calcula o padrão de desenvolvimento, simula a ordem de dobras e atribui movimentos de eixos—X, R, Z1/Z2, e Y1/Y2—com base na geometria em mudança da peça. “Sabe” quando uma aba bloqueia um dedo. “Sabe” quando deslocar a posição lateral antes que o martelo desça. O operador não está a traduzir geometria; está a verificar uma simulação.
Mas há uma linha dura que a maioria das oficinas não nota: o controlador só pode comandar os eixos que realmente tem. Se o software desdobra um modelo de forma impecável mas você não tem Z1/Z2, independentes, ainda assim não pode estacionar um dedo e manter o outro envolvido. Consciência de geometria sem independência física é apenas uma pré-visualização mais bonita.
Portanto, a verdadeira questão não é “Tem gráficos 3D?” É “O controlo consegue converter geometria 3D em movimento sincronizado e independente dos eixos sem tradução humana?”
Se não consegue, ainda está a programar dobras. Não está a programar peças.
Já cronometrei isto mais do que uma vez. Uma peça de complexidade média — seis dobras, duas mudanças de ferramenta, um retorno complicado — demora cerca de 20 a 30 minutos a programar na máquina se estiver a inserir coordenadas manualmente e a verificar folgas com movimentos lentos de avanço. Isto com um operador experiente.
Agora imagine esse mesmo trabalho programado offline. Biblioteca de ferramentas carregada. Geometria da máquina definida. O software simula o curso do aríete, R mudanças de altura, Z1/Z2 retrações, e assinala uma colisão com o dedo antes de o aço tocar na matriz. Quando o ficheiro chega à prensa, o primeiro movimento físico é à velocidade de produção.
A diferença não é conveniência. É contenção de erros.
No pedestal, a descoberta de colisões acontece fisicamente. Avança lentamente Z1/Z2, baixa o aríete Y1/Y2, observa para ver se há interferência. Se não detectar, pode danificar um dedo ou marcar uma peça. Cada quase acidente convida ao pensamento “basta afastar os dois dedos nesta etapa.” É assim que o suporte lateral desaparece e os comprimentos das abas se desviam.
A simulação offline desloca esse risco para montante. O controlador calcula se R deve levantar antes que X avance. Sequencia movimentos para que os eixos não esperem uns pelos outros desnecessariamente. Essa coordenação é importante porque quando os eixos fazem homing ou reposicionamento fora da ordem, os operadores começam a sobrepor a automação para “ganhar tempo.” É aí que o movimento sincronizado se transforma em improvisação.
E improvisação é cara.
Uma interface vistosa que ainda requer descoberta de colisões ao vivo é vidro de montra sobre uma estrutura instável. Parece moderna. Comporta-se como na Idade Média.
Se o seu fluxo de trabalho depende de detectar erros enquanto o aríete se move, está a pagar pela complexidade duas vezes — uma no tempo de programação, outra no desperdício.
Entrei numa oficina com duas prensas idênticas. Mesma tonelagem. Mesma Y1/Y2, X, R, Z1/Z2 configuração. Uma puxava trabalhos de um servidor partilhado — modelo 3D, configuração de ferramentas, sequência de dobras, posições dos eixos, tudo incorporado. A outra dependia de folhas de configuração manuscritas coladas na proteção.
Após três semanas numa encomenda repetida, a primeira máquina manteve a variação da flange dentro da sua faixa normal de tolerância sem um único ajuste de profundidade. A segunda teve operadores a ajustar a profundidade da dobra na terceira execução porque “o material parece diferente”.”
O material não mudou. A consistência de referência é que mudou.
Quando os dados fluem diretamente do modelo para o controlador, X as posições não são reinterpretadas. R as alturas não são adivinhadas de memória. Z1/Z2 os desvios laterais não são decididos no momento. Cada movimento de eixo é calculado a partir da mesma fonte geométrica cada vez. Isso é certeza mecânica.
Quando os dados vivem na cabeça do operador, surgem pequenas alterações. Alguém decide recuar ambos os dedos em vez de um. Outro deixa R 2 mm mais alto para facilitar o carregamento. Se Y1/Y2 não consegue corrigir automaticamente a pressão lateral, o operador começa a calçar, virar, compensar pelo tato. A repetibilidade torna-se uma característica de personalidade.
É assim que acaba com um palete impecável e o seguinte à beira do caixote de sucata — não porque a máquina mudou, mas porque a camada de tradução mudou.
O fluxo de dados automático não torna o seu travão mais inteligente. Remove a reinterpretação humana entre a geometria e o movimento. E quando eixos independentes executam posições pré-calculadas em cada ciclo, a variabilidade tem menos sítios onde se esconder.
Eis a dura verdade: se o seu controlador não consegue transportar a geometria desde o design até ao movimento sincronizado Y1/Y2, X, R, e Z1/Z2 sem depender da memória do operador, não possui um sistema de precisão — possui uma caixa de sugestões com hidráulicos anexados.
Quer saber como escolher um controlador que forneça controlo de eixos sincronizados orientado pela geometria, em vez de um desenho polido num Ecrã grande a cores.
Comece no caixote de sucata.
Não na brochura. Não na peça demonstrativa que o vendedor dobrou uma vez numa sala de exposição. O lote rejeitado do mês passado. Coloque as peças numa mesa. Observe o padrão de falhas como se estivesse a ler uma cena de crime. O ângulo desviava da esquerda para a direita? Os comprimentos das flanges eram inconsistentes dobra a dobra? Os operadores rodavam as peças a meio do ciclo porque o batente traseiro não conseguia suportar a geometria?
Isto não é nostalgia. É engenharia reversa.
Se os seus últimos 50 rejeitados partilham todos o mesmo sintoma, esse sintoma aponta para um eixo em falta ou subutilizado, ou um limite mecânico que nenhum controlador consegue ocultar. Trate o monte de sucata como um registo de auditoria escrito em aço. O caixote de sucata é o único consultor na oficina que nunca mente.
Se não deixar que as peças rejeitadas guiem a sua ficha técnica, está a comprar vidro de montra e a esperar que aguente o edifício.
Variação de ângulo ao longo da largura? Primeira pergunta: foi Y1/Y2 a controlar a profundidade do came de forma independente, ou estava a trabalhar em modo vinculado e a corrigir com calços?
Porque aqui está a verdade mecânica: Y1/Y2 a independência controla o paralelismo esquerda-direita do came. Isso afeta a consistência do ângulo de dobragem ao longo da peça. X, R, Z1/Z2 não tocam no ângulo; controlam onde a peça fica posicionada, não a profundidade de penetração do punção. Se está a culpar o controlador pela deriva do ângulo mas a sua mesa está a fletir e não tem compensação de arqueamento, isso é um problema da estrutura da máquina, não do software.
Atualizar o ecrã não endireita o aço.
Agora olhe para comprimentos de aba inconsistentes. Isso é repetibilidade do eixo X. Os modernos eixos X acionados por servo podem posicionar com precisão de centésimos de milímetro. Se o comprimento da aba varia de forma aleatória, ou o eixo X não tem a precisão do servo, ou os operadores estão a reintroduzir números em vez de executar programas guardados. Se a peça é assimétrica e um lado precisa de uma paragem diferente do outro, X1/X2 independentes podem reduzir o reposicionamento manual — mas isso é eficiência de fluxo de trabalho, não ângulos mais apertados.
Falha diferente. Eixo diferente.
E quando os operadores rodam as peças a meio do processo porque um dedo da guia traseira interfere com uma aba de retorno, isso é uma conversa sobre Z1/Z2. O movimento lateral independente permite que um dedo recue enquanto o outro permanece engatado. Sem isso, o operador torna-se o eixo — levantar, virar, adivinhar. Isso é geometria traduzida pela memória muscular.
Se Y1/Y2 não consegue corrigir automaticamente a pressão lateral, o operador começa a calçar, virar, compensar pelo tato.
Aqui está o seu filtro: para cada lote rejeitado, nomeie o eixo que teria evitado isso. Se não consegue nomear nenhum, não precisa de mais eixos — precisa de melhor utilização dos que já tem.
Já vi máquinas de oito eixos a funcionar como prensas de dois eixos porque ninguém treinou a equipa para as programar.
Um sistema de 4 eixos estacionado em modo básico é indistinguível de uma máquina mais simples — exceto pela fatura de manutenção. Mais eixos só melhoram a precisão quando a geometria exige movimento independente e a oficina realmente programa esse movimento.
Pegue num suporte típico de produção: profundidades de aba consistentes, sem retornos assimétricos, largura moderada. Um sólido Y1/Y2, X, e R resolvem isso o dia todo. O servo X dá comprimento de aba repetível. O R ajusta a altura vertical do dedo para peças em caixa. Y1/Y2 mantém o came paralelo. Para a maioria dos trabalhos em lote, isso é o ponto ideal entre precisão e complexidade.
Agora passe a painéis grandes com diferentes profundidades de aba em cada extremidade. X1/X2 e R1/R2 independentes permitem posicionar ambos os lados num único ciclo. Isso reduz o manuseamento. Poupa tempo. Mas não aperta magicamente a tolerância de ângulo; remove etapas de reposicionamento onde o erro humano se insinua.
Conveniência e precisão são primos, não gémeos.
E não confundas a compensação de deflexão da mesa (frequentemente chamada de sistema de eixo V ou de arqueamento) com inteligência do controlador. Se o centro de uma dobra longa está aberto porque a mesa flete sob carga, nenhum número de eixos de backgauge vai corrigir isso. Isso é aço estrutural, não software.
Mais eixos sem necessidade geométrica é como acrescentar outro funil ao contentor de sucata—não reduz a sucata, apenas a organiza.
Compra eixos para resolver conflitos geométricos específicos, não para impressionar visitantes.
Folhetos de vendas listam eixos como números de potência. Y1/Y2, X, R, Z1/Z2, talvez pares independentes por todo o lado. Parece impressionante.
Mas há uma linha clara que a maioria das oficinas não percebe: o controlador só pode comandar os eixos que realmente tem—e apenas nas formas que as tuas peças exigem.
Por isso, inverte o processo de compra.
Em vez de perguntar: “Qual é a configuração máxima de eixos disponível?” pergunta: “Que trabalhos estamos a orçamentar para o próximo ano que atualmente recusamos ou fazemos com dificuldade?” Pega nesses desenhos. Procura exigências geométricas: flanges assimétricos, caixas altas, painéis longos com tolerâncias de ângulo apertadas na largura, dobras em várias fases onde a interferência dos dedos é inevitável.
Depois mapeia a geometria com a independência.
Peças longas e críticas em tolerância? Dá prioridade a uma sincronização robusta e controlo de arqueamento. Caixas profundas com alturas de flange variáveis? R e possivelmente R1/R2 independentes são relevantes. Peças grandes e assimétricas com pontos de apoio variáveis? Z1/Z2 justificam o custo. Trabalho de alta variedade e baixo volume onde os erros de montagem dominam? Investe num controlador que traduza modelos 3D diretamente em movimentos coordenados Y1/Y2, X, R, Z1/Z2 sem reintrodução manual. Y1/Y2 Agora não estás a comprar um ecrã. Estás a comprar aço estrutural para a fundação.
A parte menos óbvia é esta: a precisão não vem do número total de eixos—vem de combinar o controlo independente dos eixos com a complexidade geométrica das tuas peças e usar realmente essa independência no movimento programado. Qualquer coisa para além disso é decorativa.
Da próxima vez que entres num showroom e vejas aquele ecrã brilhante a piscar para ti, não toques no ecrã.
Pergunta qual eixo em falta teria salvo o teu último lote rejeitado—e se a tua equipa sabe como o pôr a funcionar.
No inverno passado, um dono de oficina arrastou-me para junto da sua “nova” prensa dobradeira como se fosse um vitelo recém-nascido. Ecrã tátil grande a cores. Menus por deslizar. Gráficos 3D. Primeiro trabalho concluído.


















