

昨冬、ある店主が、自分の「新しい」プレスブレーキを見せるために、まるで生まれたての子牛のように私を引っ張っていった。大型のカラータッチスクリーン。スワイプメニュー。3Dグラフィックス。最初の仕事?24個のブラケットのうち、8個が廃棄。同じフランジ長さのばらつきが、古い機械のときと変わらず出ていた。.
彼は、その画面に裏切られたかのように何度もタップしていた。私はずっと側面フレームを見ていた。.
何かがおかしかった。.
書類上では、そのブレーキは見事なものだった。CNC制御、プログラム可能なバックゲージ、デュアルシリンダーと Y1/Y2, のラベルがあり、さらに一撃前に3Dで部品を描ける光沢あるインターフェース。営業担当者は「デジタル化するだけで」より厳密な公差が得られると約束した。“
しかし長い曲げの間にラムを確認すると、左側が右側よりわずかに早く底付きしていた。僅かな差。でも、36インチの部品が公差外になるには十分だった。.
ここで必要なのは意識の転換だ。精度は画面上で生まれるのではない。鋼材を物理的に動かす独立した軸から生まれる — Y1/Y2 ラムの平行を保つためのY軸、深さのためのX軸、高さのためのR軸、横方向の位置決めのためのZ軸。それらの軸が部品の形状に合わせて独立して動けないなら、タッチスクリーンは不安定な枠に飾られたショーウィンドウのガラスにすぎない。.
基礎の問題は、見た目の良い窓では直せない。.
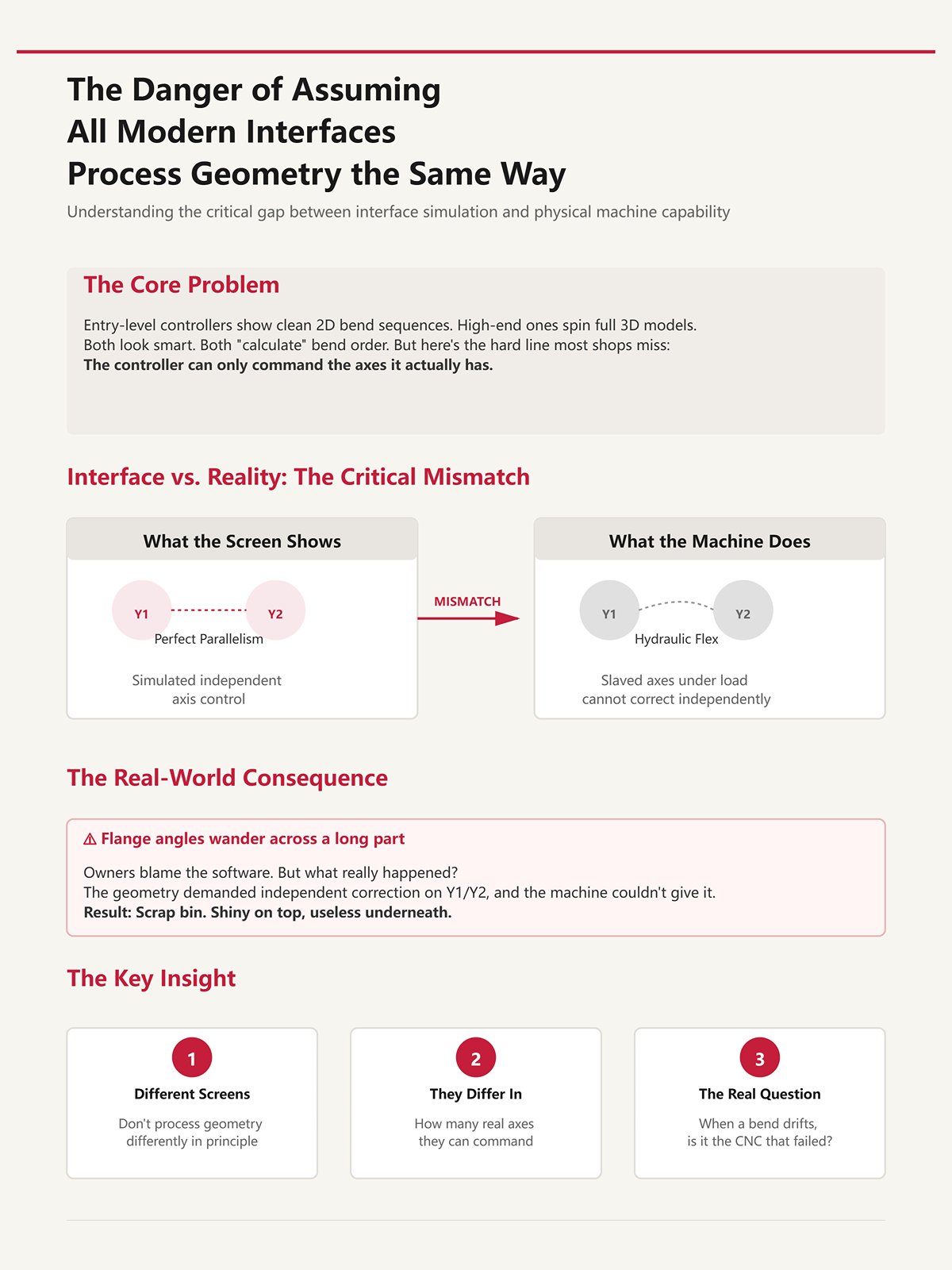
私はシンプルな2D曲げ順序を表示するエントリーレベルのコントローラーも、ビデオゲームのように3Dモデルを回転させる高級コントローラーも操作してきた。どちらも見た目は賢そうだ。どちらも「曲げ順序」を計算する。.
しかし、多くの工場が見落とす厳然たる線がある。コントローラーは、実際に存在する軸しか制御できないということだ。.
もしあなたの機械の Y1/Y2 が油圧的に連動していて、独立して制御されていない場合、画面上では完全な平行をシミュレートしていても、物理的なラムは荷重下でたわむ。インターフェースが嘘をついたわけではない。ただ、存在しないハードウェア能力を前提にしていただけだ。.
長い部品でフランジ角度がばらついたとき、ソフトウェアを責めるオーナーを見たことがある。本当の原因は?形状が Y1/Y2, で独立補正を要求したが、機械がそれに応えられなかった。その不一致は、せん断し直せない誤切断のブランクと同じようにスクラップ箱直行だ — 見た目は光っていても、中身は使えない。.
異なる画面が形状を処理する原理そのものに違いはない。違うのは、その形状を実際に鋼材の中で再現できるだけの実際の軸をいくつ制御できるかだ。.
だから曲げが狂ったとき、それは本当に「CNC」のせいなのか?
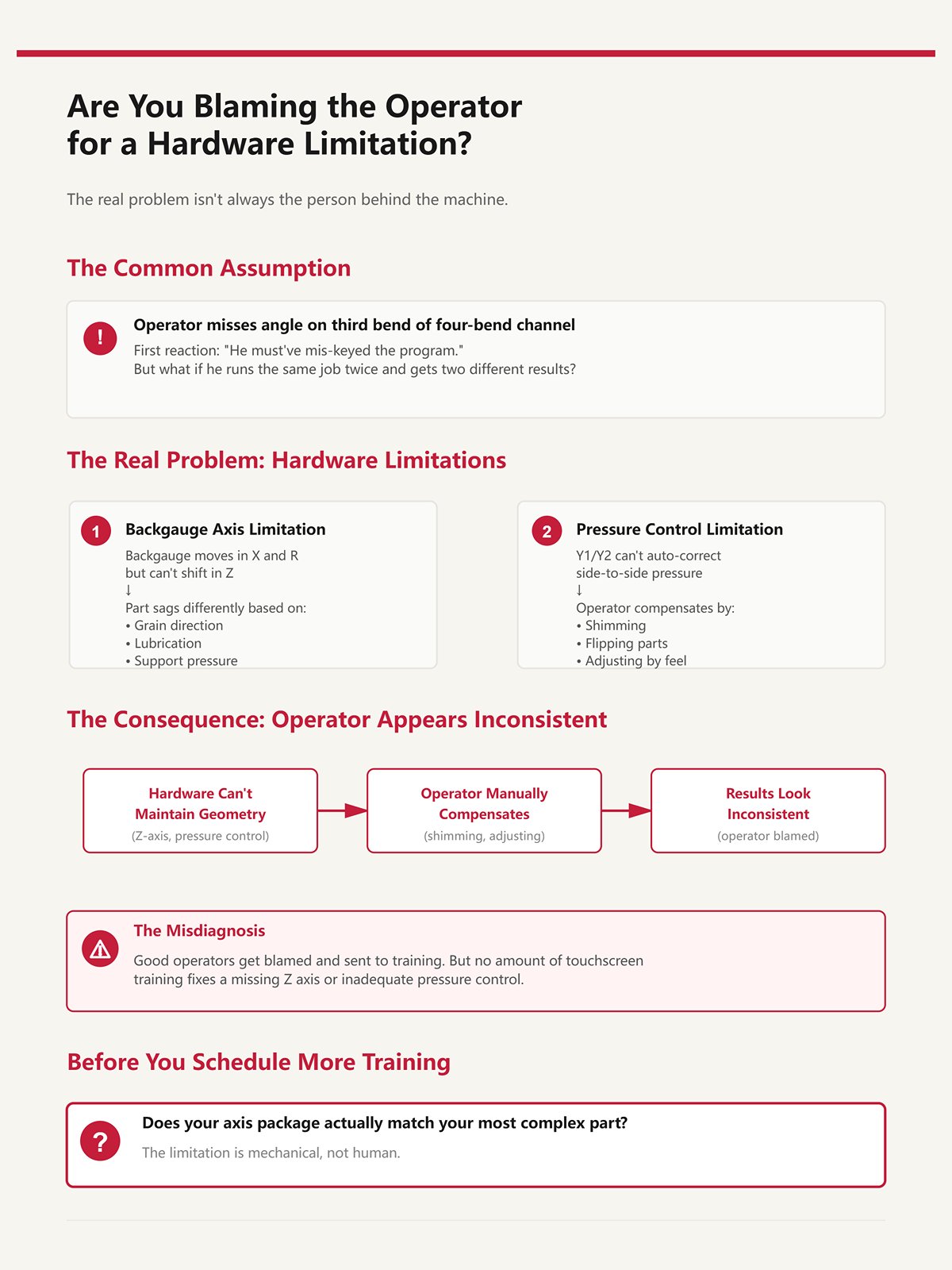
ある作業員が、4つの曲げ加工のうち3番目の角度を外してしまいました。ほとんどの工場での第一反応は?「プログラムの入力を間違えたに違いない。」“
もっともな疑問です — ただし、彼が同じ作業を2回行い、わずかに異なる結果を出すのを見た後までは。.
もしバックゲージがX軸とR軸しか動かず、Z軸方向にオフセットフランジを支えるように動けないなら、部品は材質の方向性、潤滑状態、彼がどれだけ支えるかによって垂れ方が変わります。タッチスクリーンの操作訓練では、Z軸の欠如を補うことはできません。もし Y1/Y2 が左右の圧力を自動で補正できないと、オペレーターはシムを挿んだり、反転したり、感覚で補正しようとします。.
そうなると彼が不安定に見えます。.
実際に不安定なのは、部品の形状に機械が一致できる能力の方です。制限が人間でなく機械的なものなのに、優れたオペレーターを責任のスクラップ箱に投げ込んでしまうのです。.
追加のトレーニングを予定する前に、次の問いを自分に投げかけてください:あなたの軸構成は、最も複雑な部品に真に適合していますか?

公平に言えば、デジタル制御は確かに変化をもたらします。段取りが速くなり、プログラムを保存でき、バックゲージのX方向繰り返し精度は百分の1ミリ単位に締まります。サーボ機ではエネルギー消費も減ります。それらは確かな進歩です。.
しかし、多くの場合変わらないのは:物理的な軸の数と、その独立性です。.
もし古い機械が実質的にラム軸1本と基本的なバックゲージしか持たず、新しい「CNC」も依然として完全に独立した Y1/Y2 または調整可能なZフィンガーを欠いているなら、構造的能力は同じです。機械とのコミュニケーションは改善しましたが、物理的に補正できる範囲は広がっていません。.
それは、プレスを塗り直すのとフレームをアップグレードする違いのようなものです。前者は見た目が現代的になり、後者は精度を保持します。.
したがって、タッチスクリーンを導入しても不安定な曲げが残る場合、認識を変えるべきです。インターフェースの賢さを問うのではなく、軸構成が通そうとしている形状と一致しているかどうかを問うべきなのです。.
次の問いは避けられません:軸が Y1/Y2 本当に独立して動くとどうなるのか — そしてそれが長く厳しい曲げ加工で何を変えるのか。
36インチのチャンネルを思い浮かべてください。左側に短い取り付けタブ、右側に長いタブがあるオフセット形状です。3軸バックゲージ(XとRが Y1/Y2の後ろにあるもの)では、両方のストップフィンガーが単一のZビーム上にあります。最初の曲げは問題なく進みます。2番目の曲げ?右のタブがフィンガーに当たり、左側は空中に浮いてしまいます。オペレーターはクランプを緩め、片方のフィンガーを手動でスライドさせ、締め直して直角を目視確認します。.
サイクルタイムが2倍になった。そしてもっと重要なのは、繰り返し精度が完全に失われたということだ。.
そこで本当の差が現れる。3軸システムでは、プログラム可能な深さ(X)と高さ(R)が得られる。対称部品であればそれで十分だ。バックゲージは両側を均等に参照し、ラムは下降して Y1/Y2, 空中でも問題なく動作する。しかし、左右の形状が異なる瞬間、共有Zビームは妥協を強いる。もはや位置を制御しているのではなく、位置を「交渉」している状態だ。.
6軸バックゲージ—X、R、, Z1/Z2, に加え、独立した Y1/Y2 前方軸—を備えることで、各フィンガーがそれぞれ横方向に独立して動けるようになる。すると左側のタブには独自の参照点が、右側のタブにも独自の参照点が与えられ、機械はもはやオペレーターにレンチで疑似的な独立性を作り出すことを求めない。幾何学的整合は「希望」ではなく「鋼材」で成立する。.
これが多くの工場が予想していない厳しい上限だ。部品が左右独立のゲージングを必要とするようになると、プログラム可能な Z1/Z2 を持たないコントローラは「単純」なのではなく、人の介入なしには同じ加工を繰り返せない構造的な限界を抱えることになる。.
そして人の介入とは、すなわちばらつきのことだ。.
理論ではなく、荷重について語ろう。.
1/4インチの軟鋼フランジに対してR高さを設定する。空中では完璧に見える。だが長い曲げに80トンもの力がかかると、板がたわみ、バックゲージのフィンガーに上向きの力が発生し、支持位置によって部品は持ち上がるか削れるかする。Rが一度だけ試運転で設定されて固定されたままなら、そのたわみは動的に補正されない。.
角度のドリフトが発生する。.
基本的なX+Rセットアップでは、オペレーターがヒットの合間にRを微調整するか、曲げ中に部品を物理的に持ち上げることで補償する。それによって力の伝達経路が金型のショルダーに対して変化する。そしてその力の経路が変わった瞬間、, Y1/Y2 ラムを一日中完全に平行に保てても、材料が毎回同じように正しく座っていないため、フランジ角度が不一致になる。.
これはソフトウェアの混乱ではない。機械的な参照の不安定さだ。.
ある工場では、クラウニング(V軸)を再調整して半度単位の角度変動を追いかけていた。しかし本当の問題は、バックゲージ高さと部品のたわみが干渉していたことだった。彼らは、部品が支持不十分なゲージフィンガー上で回転している間にラムを調整していたのだ。これは、せん断機のバックストップが緩んで基準が動いているのに、良品を不良箱に仕分けるようなものだ――切断を責めても、参照位置がずれていたのだ。.
そう、つまり, Y1/Y2 独立性がラムの偏りを修正する。しかし安定したプログラム可能なXとRがなければ——そしていずれは Z1/Z2—完璧に平行なラムに対して、依然として不安定な条件を入力している。.
精度は、パンチが鋼材に触れる前から始まる。.
| セクション | 内容 |
|---|---|
| タイトル | X軸とR軸:手動高さ調整が負荷下で曲げ角精度を損なう理由 |
| はじめに | 理論ではなく、荷重について語ろう。. |
| 荷重シナリオ | 1/4インチの軟鋼フランジに対してR高さを設定する。空中では完璧に見える。だが長い曲げに80トンもの力がかかると、板がたわみ、バックゲージのフィンガーに上向きの力が発生し、支持位置によって部品は持ち上がるか削れるかする。Rが一度だけ試運転で設定されて固定されたままなら、そのたわみは動的に補正されない。. |
| 発生する問題 | 角度のドリフトが発生する。. |
| オペレーターによる補正 | 基本的なX+R構成では、オペレーターはヒットの合間にRを少し動かしたり、ベンド中に部品を物理的に持ち上げたりして補正する。その結果、力の伝達経路がダイのショルダーに対して変化する。そして一度その力の経路が変わると、Y1/Y2が一日中ラムを平行に保っていても、素材の位置が毎回同じでないために、フランジ角度が不一致になる。. |
| 根本原因 | これはソフトウェアの混乱ではない。機械的な参照の不安定さだ。. |
| 誤診された修正策 | ある工場では、クラウニング(V軸)を再調整して半度単位の角度変動を追いかけていた。しかし本当の問題は、バックゲージ高さと部品のたわみが干渉していたことだった。彼らは、部品が支持不十分なゲージフィンガー上で回転している間にラムを調整していたのだ。これは、せん断機のバックストップが緩んで基準が動いているのに、良品を不良箱に仕分けるようなものだ――切断を責めても、参照位置がずれていたのだ。. |
| まとめ | 確かに、Y1/Y2の独立制御はラムのねじれを解消する。しかし、安定したプログラム可能なXとR、そして最終的にはZ1/Z2がなければ、完璧に平行なラムであっても依然として不安定な条件を入力し続けることになる。. |
| 結論 | 精度は、パンチが鋼材に触れる前から始まる。. |
このテストを頭の中で行ってみよう。.
平板を用意し、中央に1本のフランジを追加する。3軸バックゲージで問題なく処理できる。.
次に、そのフランジを左に4インチずらす。それでもまだ扱える。両方のフィンガーが同じエッジを基準としているからだ。.
次に、右側のみにリターンフランジを追加する。すると突然、片方のフィンガーは成形済みの脚を避ける必要があり、もう一方はエッジにしっかり接触していなければならなくなる。共有Zビームでは、両方のフィンガーを同時に引っ込めるか、どちらも引っ込めないかのどちらかしかない。両方を引っ込めれば片側の支持を失い、両方を前に出したままなら片側が衝突する。.
その瞬間こそ、 Z1/Z2 贅沢品ではなく必須要素に変わる時だ。.
工場では時々、3+1システム—Y1/Y2, 、X、そしてクラウニング—で「ほとんどの仕事は対応できる」と主張する。対称的なブラケットやチャンネルに関してはその通りだ。だが、一度部品がオフセット、ヘム、またはシーケンス中に参照エッジが変化する段階的なベンドを含むようになると、独立した横方向の位置決めこそが、ベンド1回目から4回目まで深さ制御を一貫して保つ鍵となる。.
もうひとつ厄介な点がある。システムによっては「デルタX」—フィンガーごとの独立した奥行き—を提供している。強力そうに聞こえるし、実際に強力だ。だが、もしコントローラーがデルタXを同期させない場合には Z1/Z2 そして Y1/Y2, 、マルチベンドのシーケンス全体で斜めのずれを生じさせることができます。片方のフィンガーが早く進み、もう片方が遅れ、ラムは平行を保ったまま、参照が同期していなかったために部品がねじれてしまうのです。.
軸は、協調して動かなければ何の役にも立ちません。.
そこで実用的な閾値の話です。もし図面を見て、「この曲げのためにフィンガーをちょっと避けよう」と考えるようなら、それはすでに Z1/Z2 その領域に踏み込んでいるということです。予算でそれを見込んでいようがいまいが関係ありません。.
それを無視すれば、あなたは自ら進んで不安定さを引き受けることになります。.
私は反対の極端な事例も見たことがあります。.
ある工場がフルX、R、, Z1/Z2, 、さらにデルタXへとアップグレードしました。仕様書には6軸。大型カラータッチスクリーン。最初の週は位置決めに曲げ加工よりも時間がかかりました。なぜなら、X軸がR軸のクリアを待ち、R軸が Z1/Z2 のリミットスイッチ検出を待ち、ある軸が早く動きすぎて別の軸の可動範囲に達するとフォルトを出すからです。.
今や複雑さこそがボトルネックです。.
システムによっては基準シーケンスが連鎖しています。 Z1/Z2 がゼロ点を取ってからでないとRが動けず、RがクリアしてからXが最終位置を決定します。片方のフィンガーが先に限界に達すると—たとえば長尺部品のために異例の横移動が必要だった場合—全バックゲージが停止します。生産速度は旧式の3軸機より遅く感じられるほどです。.
これは軸を増やすことへの反論ではありません。むしろこの記事の主張を逆向きに証明するものです。ハードウェアの性能向上は、コントローラーがその軸を賢く計算・シミュレーション・協調できる場合にのみ精度を高めるのです。.
そうでなければ、指揮者のいない動く部品を積み重ねているだけです。.
軸が増えれば到達できる幾何的範囲は広がります。協調が悪ければ、衝突、タイミングのずれ、参照誤差などの新たな故障モードによってそれが再び縮小します—警報ではなく、曲がったスクラップという形で現れるのです。.
基盤は店先のガラスよりも重要です。.
そして Z1/Z2, を追加したら、次の問いは「本当に必要だったか」ではありません。.
それらの軸が互いに干渉しないよう、コントローラーが十分に賢いかどうかです。.
昨年、私は五軸ブレーキの隣に立っていた—Y1/Y2, X, R, Z1/Z2 これらが仕様書に誇らしげに記載されていた。大型カラータッチスクリーン付き。プログラマーは3つのオフセットとリターンフランジを持つブラケットのジョブをロードした。モデルをインポートする代わりに、彼は側枠に貼られた印刷図からフランジの長さや曲げ控えを1行ずつ入力した。3番目の曲げが0.7mm短かったとき、彼は軸のせいにはせず、深さを再入力した。.
それが分岐線だ。背面にいくつモーターが付いているかではなく、コントローラーが部品の形状を受け取り、人間が先に翻訳しなくても座標軸の動作に変換できるかどうか。.
軸は物理的な自由を与える。だが、その自由が同期した動作に変わるか、単なる誤りの別の形になるかを決めるのはソフトウェアだ。.
もしコントローラーが形状をモデルではなく電卓の問題として扱うなら、それは協調制御システムではない。サーボ付きの記憶力テストを走らせているだけだ。.
そして「記憶力」は制御システムではない。.
二つの不等フランジとヘムを備えた四つ曲げの箱を想像してほしい。ステップ入力型コントローラーでは、オペレーターが材料、板厚、Vダイを入力し、次に各フランジ寸法を手動で入力する。コントロールはK係数テーブルから曲げ深さを計算する。一見問題なさそうだ――だが第二の曲げで参照エッジが変わると、状況は一変する。 Z1/Z2 独立して再ポジションしなければならず、, X 別の面を基準にしなければならない。コントローラーは変化する3D形状を認識できず、順番に並んだ数値しか知らない。.
そこでオペレーターは頭の中で部品を展開する。各打撃後にどの端が主になるかを自分で決める。いつ片方のZフィンガーを引き、もう片方を保持するか選択する。もしその切り替えを1mm誤ったなら、, Y1/Y2 はラムを平行に保つだろう――しかし押しているのは誤った位置の部品だ。.
こうして、全てが一貫して間違った部品の山ができる。バックゲージゼロの読み違いで良品ブランクをスクラップ箱に投げ込むようなもの。機械は指示された通りに動いた――ただし部品が求める通りではなかった。.
では、ネイティブ3D展開と比べてみよう。コントローラーはソリッドモデルをインポートし、展開パターンを計算し、曲げ順序をシミュレーションし、軸の動作を割り当てる—X, R, Z1/Z2, 、および Y1/Y2—部品の変化する形状に基づいて。フランジがフィンガーを妨げるタイミングを「理解」し、ラム下降前に横方向をシフトすべきときも「理解」する。オペレーターは形状を翻訳するのではなく、シミュレーションを確認しているのだ。.
だが多くの工場が見落とす厳しい線がある:コントローラーは実際に備わっている軸しか制御できない。たとえソフトウェアがモデルを美しく展開しても、独立した Z1/Z2, がなければ、片方のフィンガーを退避させながらもう片方を保持することはできない。形状認識があっても物理的独立性がなければ、それは単に見た目の良いプレビューにすぎない。.
本当の質問は「それに3Dグラフィックスがあるか?」ではなく、「その制御装置は、3Dジオメトリを人間の翻訳なしに同期した独立軸の動作へと変換できるか?」ということだ。“
もしそれができないなら、あなたはまだ曲げをプログラムしているだけだ。部品をプログラムしているわけではない。.
私はこれを何度も測った。中程度の複雑さの部品(6曲げ、2回の工具交換、1回の厄介な戻り)は、座標を手入力し、ゆっくりジョグで干渉を確認する場合、機械上でプログラムするのに約20〜30分かかる。しかも熟練のオペレーターで。.
では、それと同じ仕事をオフラインでプログラムすることを想像してみよう。工具ライブラリをロードし、機械ジオメトリを定義し、ソフトウェアがラムストロークをシミュレートする。, R 高さの切り替え、, Z1/Z2 後退、および鋼が金型に触れる前にフィンガーの衝突を警告する。そのファイルがプレスブレーキに送られると、最初の物理的な動作は生産速度になる。.
違いは利便性ではない。それは誤差の封じ込めだ。.
機械横では、衝突の発見は物理的に起こる。ジョグして、 Z1/Z2, ラムを下げて、 Y1/Y2, 干渉を見張る。もし見逃したなら、フィンガーを傷つけるか、部品を傷付ける。各ニアミスが「この工程では両フィンガーを少し離せばいい」的な思考を呼び込む。そうして横方向の支持が失われ、フランジ長がずれていく。.
オフラインシミュレーションはそのリスクを上流に移す。コントローラーが計算するのは、 R が進む前に X を持ち上げる必要があるかどうかだ。軸同士が不要に待ち合わせしないように動作を順序付ける。その協調が重要なのは、軸が順序を誤ってホームまたは再位置決めすると、オペレーターが「時間を節約する」ために自動化を無効化し始めるからだ。そのとき、同期動作は即興へと変わる。.
そして即興は高くつく。.
派手なインターフェースであっても、実際の衝突検出を必要とするなら、それは揺らぐ骨組みに張られたショーウィンドウのガラスだ。見た目は現代的でも、動作は中世的だ。.
ラムが動いている間にミスを見つけることに依存するワークフローなら、あなたは複雑さに2度支払っていることになる。一度はプログラム時間、もう一度は廃棄物の分だ。.
私は2台の同一プレス機を動かしている工場に入った。トン数も同じ、同じ Y1/Y2, X, R, Z1/Z2 構成。1台は共有サーバーからジョブを読み込み、3Dモデル、工具セットアップ、曲げ順序、軸位置がすべて埋め込まれていた。もう1台は、保護板に貼られた手書きのセットアップシートに頼っていた。.
3週間のリピート注文後、最初の機械はフランジの変動を通常の許容範囲内に保持し、深さの微調整を一度も行わなかった。2番目の機械では、オペレーターが「素材の感じが違う」と言いながら3回目の運転で曲げ深さを調整していた。“
素材は変わっていない。変わったのは参照の一貫性だ。.
データがモデルからコントローラーへ直接流れるとき、, X 位置は再解釈されない。. R 高さは記憶から推測されない。. Z1/Z2 横方向のオフセットはその場で決められない。すべての軸の動きは毎回同じ幾何学的ソースから計算される。それが機械的確実性だ。.
データがオペレーターの頭の中に存在すると、小さなズレが忍び寄る。誰かが片方ではなく両方のフィンガーを引っ込めることを決める。別の誰かは、 R 積載を楽にするために2 mm高く残す。もし Y1/Y2 左右の圧力を自動補正できなければ、オペレーターは感覚でシム調整したり、反転させたり、補償したりし始める。再現性が性格特性になるのだ。.
こうして、一方のパレットは完璧で、次のパレットはスクラップ箱行き寸前になる——それは機械が変わったからではなく、翻訳レイヤーが変わったからだ。.
自動データフローがブレーキを賢くするわけではない。それは幾何と動作の間の人間による再解釈を除去する。独立した軸が毎サイクルで事前計算された位置を実行するとき、ばらつきが潜む場所はほとんどなくなる。.
率直な真実はこうだ:設計から同期 Y1/Y2, X, R, 、および Z1/Z2 動作までの幾何情報をオペレーターの記憶に頼らずに伝達できないコントローラーなら、あなたが持っているのは精密システムではなく、油圧付きの提案箱だ。.
幾何駆動型の同期軸制御を実現するコントローラーを選びたいなら、それは単なる 大きなカラータッチスクリーン上の磨かれたアニメーションではなく.
スクラップ箱から始めるべきだ。.
パンフレットではない。営業担当がショールームで一度だけ曲げたデモ部品でもない。先月の実際の不良バッチだ。部品をテーブルに並べ、犯罪現場を読むように失敗パターンを見てほしい。角度が左右に漂っていなかったか? フランジ長が曲げごとに不一致ではなかったか? バックゲージが幾何を支えられず、オペレーターがサイクル中に部品を回転させたのではないか?
これは懐古ではない。逆解析だ。.
もし最後の50個の不良品が同じ症状を共有しているなら、その症状は不足または未使用の軸、あるいはどんなコントローラーでも隠せない機械的限界を示している。スクラップの山を鋼鉄に書かれた監査ログとして扱うべきだ。スクラップ箱は工場で決して嘘をつかない唯一のコンサルタントだ。.
拒否された部品に基づいて仕様書を作成しないなら、店先のガラスを買って、それで建物を支えられることを願っているようなものです。.
幅方向で角度のばらつき?最初の質問:それは Y1/Y2 ラムの深さを独立して制御していたか、それとも連結モードで運転しシムで修正していたか?
というのは、ここに機械的な真実があります: Y1/Y2 独立性は左右ラムの平行度を制御します。これは部品全体の曲げ角度の一貫性に影響します。X、R、Z1/Z2は角度には関与しません。これらは部品の位置を制御するものであり、パンチの侵入深さではありません。角度のずれをコントローラーのせいにしていても、ベッドがたわんでいてクラウニング補正がない場合、それはソフトウェアではなく機械フレームの問題です。.
画面をアップグレードしても鋼板は真っ直ぐになりません。.
次に、フランジ長さが不一致な場合を見てみましょう。これはX軸の再現性です。最新のサーボ駆動X軸は0.01mm単位で位置決めできます。フランジ長さがランダムに変わる場合、X軸がサーボ精度を欠いているか、またはオペレーターが保存済みプログラムを使わずに数値を再入力しているかのどちらかです。部品が非対称で片側に異なるストップが必要な場合、独立したX1/X2が手動での再位置決めを減らすかもしれませんが、それは作業効率の改善であり、角度精度の向上ではありません。.
異なる故障。異なる軸。.
そして、オペレーターが戻りフランジにバックゲージフィンガーが干渉するため、途中で部品を回転させるなら、それはZ1/Z2の話です。独立した横方向の動きがあれば、一方のフィンガーを引き込ませながらもう一方を保持できます。それがない場合、オペレーター自身が軸となり、持ち上げ、反転させ、推測しなければなりません。つまり、それは幾何学を筋肉記憶で翻訳しているのです。.
もし Y1/Y2 が左右の圧力を自動で補正できないと、オペレーターはシムを挿んだり、反転したり、感覚で補正しようとします。.
ここがフィルターです:拒否された各バッチについて、それを防げた軸の名前を挙げてください。もし名前を挙げられないなら、軸を増やす必要はありません。今ある軸をより適切に使う必要があります。.
私は、誰もプログラム方法を教えられなかったために、8軸機が2軸ブレーキのように動作しているのを見たことがあります。.
基本モードに固定された4軸システムは、より単純な機械と区別がつきません—メンテナンス費用を除いて。軸を増やしても、幾何学的に独立した動きが必要で、それを作業場が実際にプログラムして初めて精度が向上します。.
典型的な生産ブラケットを考えてみましょう:一貫したフランジ深さ、非対称なリターンなし、適度な幅。確実な Y1/Y2, 、X、そしてRのセットアップで一日中処理できます。サーボXは再現性のあるフランジ長さを提供し、Rはボックス部品用に垂直フィンガーの高さを調整します。. Y1/Y2 はラムの平行を保ちます。多くのバッチ作業において、それが精度と複雑さのバランスの最適点です。.
次に、両端でフランジ深さが異なる大型パネルに移ります。独立したX1/X2およびR1/R2により、両側を1サイクルで位置決めできます。これにより取り扱いが減り、時間が節約されます。しかし、それは角度公差を魔法のように厳しくするわけではなく、人間のエラーが入り込む再位置決めステップを排除するものです。.
利便性と精度は親戚であって、双子ではありません。.
そして、ベッドのたわみ補正(しばしば V 軸またはクラウニングシステムと呼ばれる)を、コントローラーの知能と混同しないでください。長い曲げの中央が開いてしまうのは、荷重によってベッドがたわむからであり、バックゲージ軸の数をいくら増やしてもそれは直りません。問題は構造用鋼の性質であって、ソフトウェアではありません。.
幾何学的な必要性のない軸を増やすのは、屑箱にもうひとつシュートを追加するようなものです——スクラップは減らず、ただ整理されるだけです。.
訪問者を感心させるためではなく、特定の幾何学的な衝突を解決するために軸を購入しましょう。.
販売資料には軸が馬力の数値のように一覧で記載されています。Y1/Y2、X、R、Z1/Z2、場合によっては各ペアが独立など。見た目は印象的です。.
しかし多くの工場が見落としている厳然たる事実があります。コントローラーは実際に搭載されている軸しか指令できず、しかもそれはあなたの製品が要求する方法においてのみ有効です。.
ですから、購入プロセスを逆転させましょう。.
「最大軸構成はいくつですか?」と尋ねる代わりに、「来年見積もり予定で、現状では断っている、あるいは苦労している仕事は何か?」と自問してください。その図面を取り出し、幾何学的要求を探します。非対称フランジ、背の高い箱、幅方向で角度公差が厳しい長尺パネル、フィンガー干渉が避けられない多段曲げなどです。.
そして、形状を独立軸にマッピングします。.
長尺で公差が重要な部品?強固な Y1/Y2 同期制御とクラウニング制御を優先します。フランジ高さが変化する深箱?R 軸と場合によっては独立した R1/R2 が重要です。支持点が変化する非対称で大型の部品?Z1/Z2 が真価を発揮します。多品種少量生産で段取りミスが頻発する?3D モデルを手作業なしで Y1/Y2、X、R、Z1/Z2 の連動動作に変換できるコントローラーに投資しましょう。.
これで、あなたが購入しているのは画面ではなく、基礎となる構造鋼そのものです。.
見落とされがちなポイントは次のとおりです。精度は軸の総数から生まれるのではなく、部品の幾何学的複雑さに合わせた独立軸の制御と、その独立性をプログラム動作で実際に活用することから生まれるのです。それを超えるものは飾りに過ぎません。.
次にショールームに入り、あの輝くディスプレイがあなたを誘っているのを見たら、画面を叩かないでください。.
前回の不合格バッチを救えたであろう欠けた軸はどれか、そしてあなたのチームはそれを動かす術を知っているかを尋ねてください。.


















