

Ein Stapel Edelstahl mit Spiegeloberfläche kommt aus der Abkantpresse und sieht aus, als wäre er über eine Verladerampe geschleift worden. Nicht tief verkratzt. Nur feine, unschöne Schleifspuren, die erst unter Werkstattlicht sichtbar werden.
Der Maschinenführer schwört, er habe sie “geschützt”. An den Schultern des Werkzeugs hängen noch Reste von trüber Plastikfolie.
Wenn das Werkstück die Polierbank erreicht, hast du bereits Geld verloren – du hast es nur noch nicht berechnet. Die tatsächlichen Kosten liegen nicht nur in der Polierzeit, sondern in vermeidbarer Handhabung, im gestörten Ablaufplan und der Margenerosion, die bereits an der Abkantpresse beginnt. Das Biegen als kontrollierten, CNC-gesteuerten Prozess und nicht als Glücksspiel mit Klebeband und Hoffnung zu behandeln, ist der Schlüssel zum Gewinnschutz. Eine zweckorientierte Lösung wie eine moderne Abkantpressenanlage von CN-HAWE– konstruiert für hochpräzises Biegen und Automatisierung – macht Oberflächenschutz und Wiederholgenauigkeit zu integrierten Fähigkeiten statt zu nachträglichen Überlegungen.
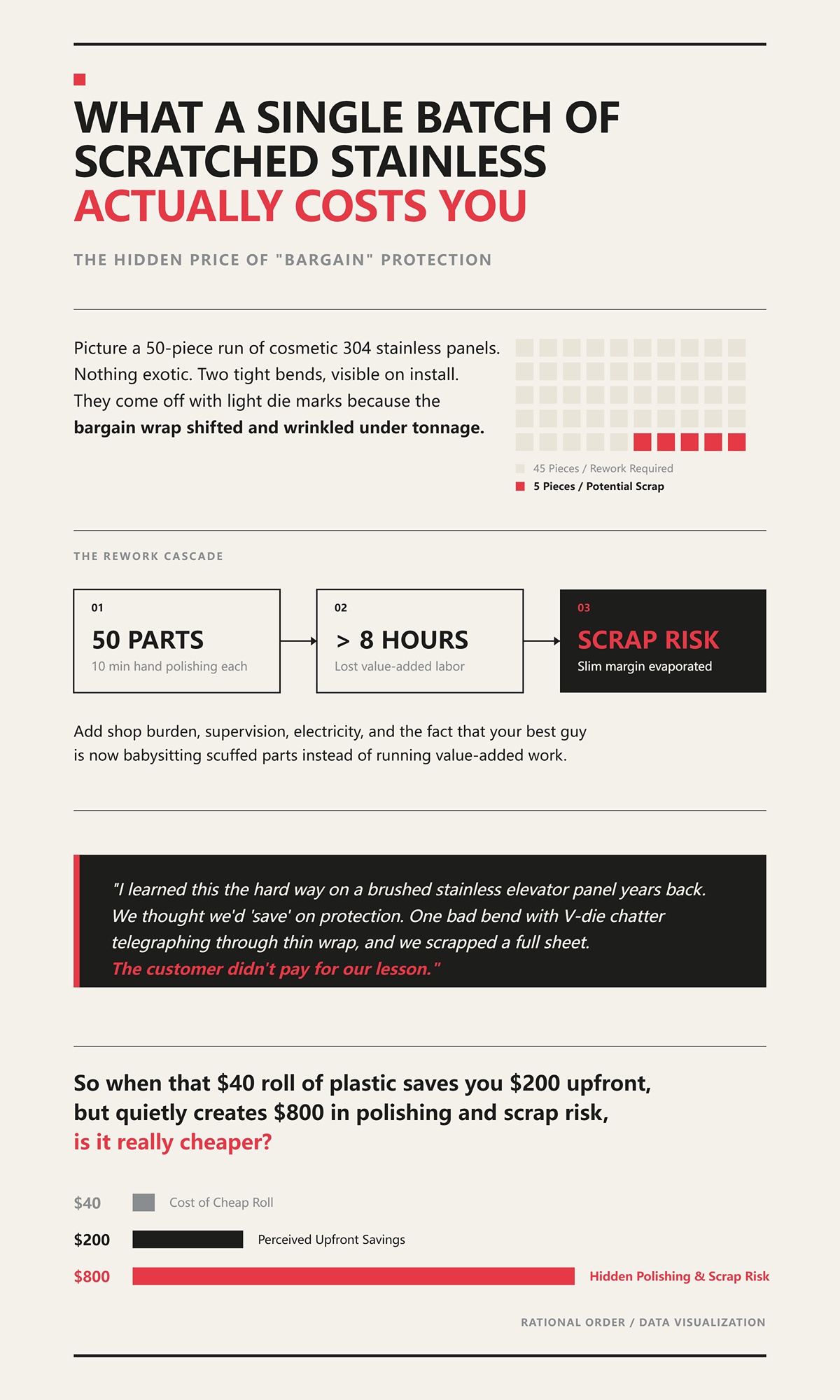
Stell dir eine Serie von 50 kosmetischen Edelstahlplatten aus 304 vor. Nichts Besonderes. Zwei enge Biegungen, bei der Montage sichtbar. Das Material ist nicht günstig, aber auch kein Luft- und Raumfahrtprodukt.
Sie kommen mit leichten Werkzeugabdrücken aus der Presse, weil die Billigfolie sich unter Belastung verschoben und gefaltet hat. Jetzt hast du die Wahl: ausliefern und diskutieren oder nacharbeiten.
Angenommen, du arbeitest nach. Zehn Minuten Handpolitur pro Teil, um die Kratzer zu beseitigen. Das bedeutet über acht Arbeitsstunden bei einem Auftrag, den du wahrscheinlich mit geringer Marge kalkuliert hast. Dazu Betriebskosten, Aufsicht, Strom, und die Tatsache, dass dein bester Mitarbeiter nun verkratzte Teile betreut, statt wertschöpfende Arbeit zu leisten. Und wenn fünf Stück nicht sauber werden? Das ist dein Ausschuss.
Ich habe das auf die harte Tour gelernt – bei einem gebürsteten Edelstahlaufzugpaneel vor Jahren. Wir dachten, wir würden beim Schutz “sparen”. Eine schlechte Biegung mit V-Werkzeugflattern, das sich durch die dünne Folie übertrug, und wir mussten eine ganze Platte verschrotten. Der Kunde bezahlte unsere Lektion nicht.
Wenn also die $40-Rolle Plastikfolie dir anfangs $200 spart, aber unbemerkt $800 an Polier- und Ausschussrisiko verursacht – ist sie dann wirklich günstiger?
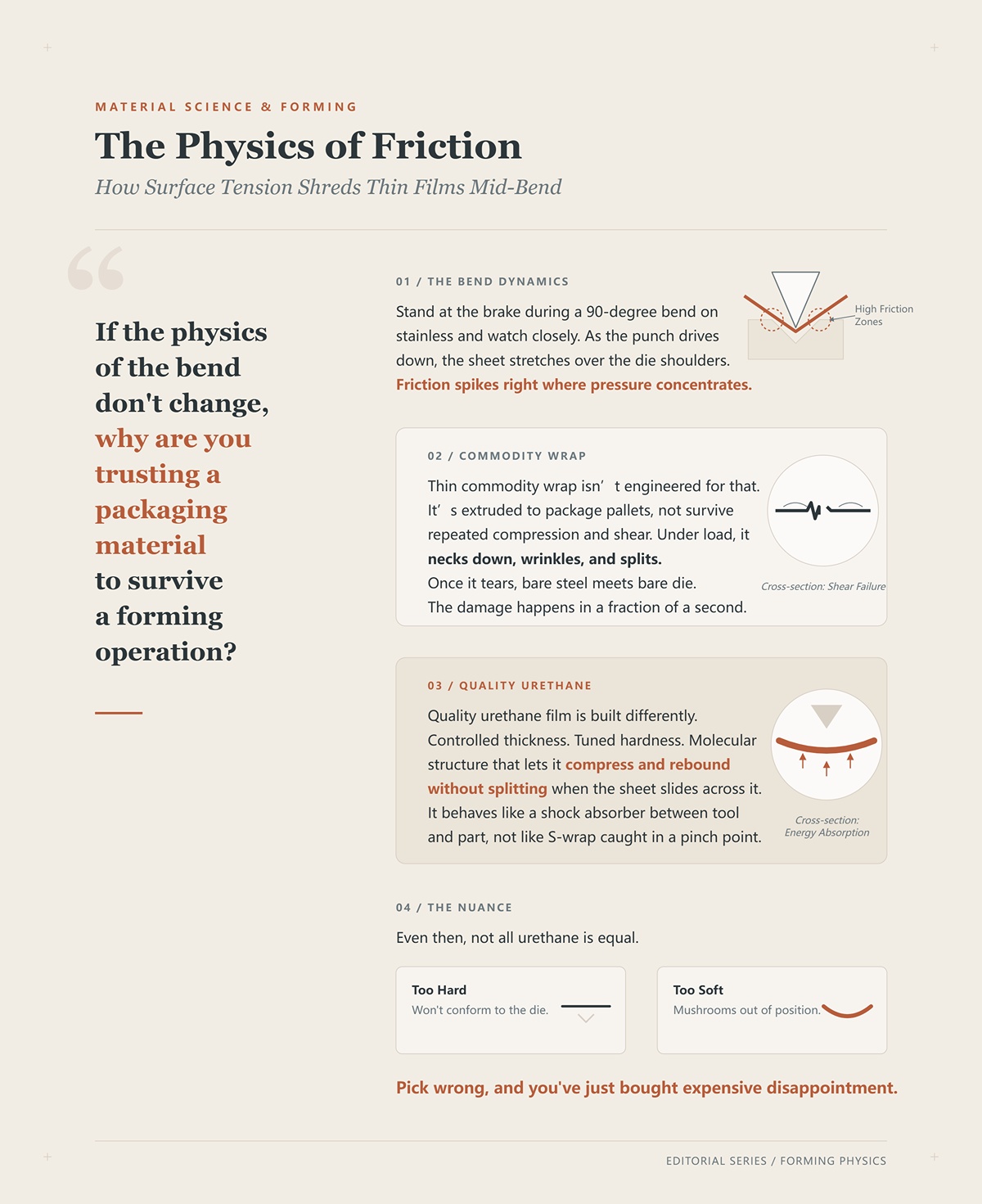
Stell dich während einer 90-Grad-Biegung von Edelstahl an die Abkantpresse und beobachte genau. Wenn die Matrize nach unten drückt, dehnt sich das Blech über die Schultern des Werkzeugs. Die Reibung steigt exakt dort, wo der Druck konzentriert ist.
Dünne Handelsfolie ist dafür nicht ausgelegt. Sie wird extrudiert, um Paletten zu verpacken, nicht um wiederholte Druck- und Scherbelastung zu überstehen. Unter Last wird sie dünner, faltet sich und reißt. Sobald sie aufreißt, trifft blanker Stahl auf das blanke Werkzeug. Der Schaden entsteht in einem Sekundenbruchteil.
Hochwertige Urethanfolie ist anders aufgebaut. Kontrollierte Schichtdicke. Angepasste Härte. Molekularstruktur, die Kompression und Rückfederung ermöglicht, ohne zu reißen, wenn das Blech darübergleitet. Sie wirkt wie ein Stoßdämpfer zwischen Werkzeug und Teil, nicht wie eine S-Folie, die an einer Quetschstelle hängenbleibt.
Doch auch hier gilt: Urethan ist nicht gleich Urethan. Zu hart – und es passt sich nicht an. Zu weich – und es quillt aus der Position. Falsch gewählt bedeutet teure Enttäuschung.
Aber die eigentliche Frage lautet: Wenn sich die Physik der Biegung nicht ändert, warum vertraust du dann darauf, dass ein Verpackungsmaterial eine Umformung übersteht?

Kratzer sind nicht nur kosmetische Mängel. Sie sind Termin-Killer.
Jedes Mal, wenn ein Teil zur Politur umgeleitet wird, bricht Ihr Ablauf. Bediener warten. Chargen stapeln sich. Sie beginnen zu beschleunigen. Dieses “kleine” Problem vervielfacht sich über die Woche hinweg.
Und Kunden bemerken Muster. Eine verkratzte Charge ist ein Gespräch. Drei sind ein Ruf. Ich habe Werkstätten gesehen, die den Spitznamen “Polieren und Beten” erhielten, weil die Endbearbeitung zu ihrer inoffiziellen zweiten Abteilung wurde. Deshalb ist die Konsistenz im Vorfeld genauso wichtig wie der Schutz der Matrize – eine stabile Kantenqualität und wiederholbare Toleranzen durch eine moderne Laser-Schneidmaschine reduzieren die Schwankungen im nachgelagerten Bereich, bevor die Teile überhaupt die Abkantpresse erreichen. Als Anbieter kompletter intelligenter Blechbearbeitungslösungen für Branchen von der Automobil- bis zur Luftfahrtindustrie unterstützt CN-HAWE diese Konsistenz mit kontinuierlicher Forschung und Entwicklung in den Bereichen Laserschneiden, Abkantpressen und Automatisierung – sodass kosmetische Kontrolle kein Flickwerk ist, sondern Teil eines vernetzten Prozesses.
Billige Folienversiegelung versagt nicht nur einmal. Sie normalisiert Nacharbeit. Sie trainiert Ihr Team darauf, Polieren als Teil des Prozesses statt als Ausnahme zu betrachten. Das ist die Nacharbeitssteuer – bezahlt mit Arbeitszeit, Moral und Vertrauen.
Wenn Ihre kosmetischen Aufträge einen Polierpuffer in jedem Angebot erfordern, betreiben Sie eine Fertigungswerkstatt – oder einen Kratzreparaturdienst?
Stellen Sie sich einen 90-Grad-Biegevorgang in 14-Gauge-304 unter realer Belastung vor. Das Blech dehnt sich über die Matrize, der Druck erreicht einen Höchstwert entlang einer Linie, die Sie mit einem Filzstift nachzeichnen könnten, und die billige 3-mil-Vinylfolie, die Sie dort angebracht haben, wird trüb, dann weiß und reißt schließlich. Nun reibt blanker Edelstahl auf Werkzeugstahl.
Führen Sie denselben Biegevorgang mit einer 8-mil-Klarfolie aus Urethan durch, die für über 300 Prozent Dehnung ausgelegt ist. Sie sehen, wie sie sich an der Schulter komprimiert, leicht ausdünnt und dann zurückfedert, wenn der Stempel anhebt. Kein Riss. Keine Übertragung. Keine polierten Zeugenlinien, die durchscheinen aufgrund von V-Matrizen-Fressern.
Dieser Unterschied liegt nicht nur in der Dicke. Es geht darum, wie sich das Material unter Belastung verhält. Vinyl und Polyethylen sind Verpackungsfolien. Sie werden zum Umwickeln von Paletten extrudiert. Sie widerstehen Zug bis zu einem Punkt, dann verengen sie sich und reißen. Urethan – insbesondere thermoplastisches Polyurethan, das für Schlagfestigkeit und Abrieb widerstandsfähig gemacht wurde – wurde entwickelt, um sich zu dehnen, Energie zu absorbieren und sich zu erholen.
Das eine ist eine Verpackung. Das andere ist eine Schnittstelle.
Wenn Sie sie als austauschbar behandeln, setzen Sie Ihre Oberflächenqualität auf ein Material, das nie dafür entworfen wurde, einen Formprozess zu überstehen. Wie viel Spielraum sind Sie bereit, auf dieses Missverständnis zu verwetten?
Ich habe Besitzer sagen hören: “Wir haben das dicke Zeug ausprobiert. Kein großer Unterschied.” Dann frage ich, was sie gekauft haben. “Schweres Vinyl.” Das ist Marketing, keine Materialwissenschaft.
Härtegrad bedeutet Härte. Einfach ausgedrückt: wie widerstandsfähig das Material gegen Eindrücken ist. Zu weich und die Folie verfließt unter Druck. Zu hart und sie passt sich nicht der Geometrie von Blech und Matrize an. Der ideale Punkt bei Urethan ist so konstruiert, dass es unter Spitzenbelastung komprimiert wird, sich jedoch nicht dauerhaft verformt. Das ist Materialgedächtnis – die Fähigkeit, nach Entlastung wieder die ursprüngliche Dicke anzunehmen.
Vergleichen Sie das nun mit 2–4 mil PVC-Vinyl. Es besitzt keine nennenswerte elastische Rückstellung. Unter engem Radius dehnt es sich einmal und bleibt gedehnt. Beim nächsten Schlag ist es an genau der Stelle dünner, wo Sie den meisten Schutz brauchen. Sie sehen schwache Linien auf polierten Teilen, die keine noch so sorgfältige Bedienung beheben kann.
Ich habe Werkstätten gesehen, die Bediener für etwas verantwortlich machten, das eigentlich Materialkriechen war. Sie nennen es Matrizenlinien-Schattenbildung und halten es für Technik. Es ist Physik.
Urethanfolien im Bereich von 6–10 mil sind nicht einfach nur “dicker”. Sie sind mit kontrollierter Härte (Durometer) und hoher Dehnung konstruiert, sodass sie als Stoßdämpfer zwischen Werkzeug und Werkstück wirken können. Deshalb behalten Urethane in Automobilqualität ihren Glanz und ihre Klarheit auch nach Umweltzyklen – weil sie darauf ausgelegt sind, sich zu dehnen und zu regenerieren, nicht einfach nur dazulegen.
Wenn sich deine Schutzschicht von einer Biegung zur nächsten nicht erholen kann – nach wie vielen Zyklen beginnt sie dann, dich durch Nacharbeit zu kosten?
Steh an der Abkantpresse und beobachte, wie der Stempel den Boden erreicht. Dieser Moment – wenn die Tonnage ihren Höhepunkt erreicht – ist der Punkt, an dem billige Folien versagen.
Unter Druck werden Polyethylen und PVC plattgedrückt und abgeschert. Sie “springen” nicht zurück. Mikroskopische Risse beginnen an der Matrizen-Schulter, besonders bei engen Radien. Beim dritten oder vierten Teil biegst du im Grunde gegen eine beschädigte Schicht. Dann tauchen Kratzer in Gruppen auf – und niemand kann erklären, warum die ersten Teile in Ordnung waren.
Urethan verhält sich anders aufgrund seiner segmentierten Polymerstruktur. Die weichen Segmente erlauben Dehnung, die harten Segmente sorgen für Widerstandsfähigkeit. Bei Kompression verteilt es die Spannung durch das Material, anstatt sie auf eine schwache Linie zu konzentrieren. Wenn die Belastung endet, federt es nahezu auf die ursprüngliche Dicke zurück. Diese Rückstellung sorgt dafür, dass dein Schutz vom ersten bis zum fünfzigsten Teil gleichbleibend bleibt.
Ich habe gesehen, wie Vinyl nach wiederholten Hüben eine schwache Klebstoffspur hinterlässt – das, was die Jungs nennen Klebstoffkriechschmier– die dann Feinstaub aufnimmt und in die Folie selbst einbettet. Jetzt ist dein “Schutz” ein Schleifpad.
Urethan ist nicht unsterblich. Es nutzt sich ab. Aber es nutzt sich allmählich und vorhersagbar ab, nicht schlagartig. Diese Vorhersagbarkeit ermöglicht es dir, den Austausch zu planen, anstatt auf unerwartete Poliersitzungen zu reagieren.
Würdest du die Folie lieber planmäßig austauschen oder einem Finisher Überstunden zahlen, weil der Schutz mitten im Lauf versagt hat?
Kommen wir nun zu dem Einwand, den ich oft höre: “Wenn dicker besser ist, warum dann nicht einfach mehr auflegen?”
Weil ein Schutz, der deine Geometrie verändert, nur eine andere Art von Defekt ist.
Jeder Mil Folie vergrößert effektiv die Kontaktbedingung der Matrizenöffnung. Zu viel hinzugefügt, und du weichst deinen Biegeradius auf. Bei optisch hochwertigem Edelstahl kann das eine sichtbare Veränderung der Kantenpräzision bedeuten. Bei Präzisionshaltern kann es den nachfolgenden Sitz beeinträchtigen.
Der Trick ist nicht maximale Dicke, sondern kalibrierte Dicke, abgestimmt auf deine typische Materialstärke und den Innenradius. Für viele Anwendungen mit optischem Edelstahl bieten 6–8 mil Urethan genügend Kompressionspolster, um Markierungen zu vermeiden, ohne den Biegeradius wesentlich zu verändern. Wenn du dicker wirst, ohne neu zu berechnen, wirst du sehen, was die Bediener nennen Radiusauswaschung– eine subtile Rundung, die im Plan nicht vorgesehen war.
Wenn Radiusgenauigkeit von entscheidender Bedeutung ist – insbesondere bei dekorativem Edelstahl oder Architekturpaneelen – ist eine weitere Möglichkeit, Markierungen zu reduzieren, ohne sich übermäßig auf die Foliendicke zu verlassen, zu steuern, wo das Material fließt, bevor es überhaupt die Matrize berührt. Ein CNC-V-Nutverfahren schwächt die Biegelinie vorab, verringert die notwendige Tonnage und den Oberflächendruck an den Matrizenschenkeln. In der Praxis bedeutet das weniger Spannung auf der Sichtfläche und weniger Abhängigkeit von dickeren Folien, um kraftbedingte Spuren zu kaschieren. Für Werkstätten, die diesen Ansatz standardisieren möchten, bietet sich eine spezialisierte V-Nutmaschine von CN-HAWE integriert sich in einen vollständig CNC-basierten Blechbearbeitungs-Workflow und hilft dabei, Biegegenauigkeit, Oberflächenqualität und Wiederholbarkeit bei hochwertigen Sichtteilen auszubalancieren.
Hier zeigt Urethan erneut seinen Wert. Da es sich unter Last komprimiert und wieder ausdehnt, ist die effektive Dicke während der höchsten Presskraft geringer als im unbelasteten Zustand. Vinyl verzeiht das nicht. Es bleibt entweder steif liegen oder reißt beim Versuch.
Ja, Urethan kostet anfangs vier- bis fünfmal so viel wie Vinyl. Es verhält sich jedoch wie eine kontrollierte Werkzeugschicht statt wie eine Einwegverpackung.
Wenn man es als Verbrauchsmaterial kalkuliert, wirkt es teuer. Wenn man es jedoch ins Verhältnis zu Ausschuss, Polierzeit und Werkzeugverschleiß setzt – wie sieht es dann aus?
Sie stehen an der Abkantpresse mit 14‑Gauge‑304, einem 90‑Grad‑Biegewinkel, der Sichtseite außen. Ihre Matrizenöffnung beträgt 1 Zoll. Die Tonnage erreicht ihren Höhepunkt genau dort, wo die Schulter das Blech berührt. Die Frage lautet nicht “Welche Folie ist die beste?”, sondern: Wie dick und wie hart muss diese Folie sein, damit sie sich unter Last komprimiert, ohne den Radius zu verformen, sich vor dem nächsten Hub erholt und sich nicht seitlich verschiebt, wenn der Stößel herunterkommt?
Beginnen Sie mit dem Druck, nicht mit der Farbe. Dünnere Bleche und breitere V-Öffnungen verteilen die Last; enge Radien und schmale Matrizen konzentrieren sie. Wenn Sie regelmäßig hohe Tonnagen pro Fuß fahren, benötigen Sie ein Urethan mit höherem Durometer, damit es nicht aus der Kontaktzone herausfließt. Wenn Sie dünnes Spiegel-Edelstahlblech mit großzügigen Öffnungen biegen, passt sich eine etwas weichere Sorte besser an und verhindert Mikropunktbelastungen, die sich in der Oberfläche abzeichnen. Das ist keine Theorie. Ich habe gesehen, wie ein Stapel spiegelpolierter Edelstahlteile von der Abkantpresse kam, als wäre er über eine Laderampe geschleift worden, weil die Folie zu hart war, um sich an die Matrizenschulter anzupassen.
Und hier machen viele Werkstätten den Fehler: Sie wählen allein nach Dicke aus und geben dann dem Bediener die Schuld, wenn der Schutz unter realen Produktionsbedingungen – Hitze, Abrieb, Geschwindigkeit, Wiederholschläge – versagt. Ich habe Betriebe gesehen, die den Spitznamen “Polieren-und-Beten” bekamen, weil das Finishen inoffiziell zu ihrer zweiten Abteilung wurde.
Vergleichen wir also, was tatsächlich Tonnage, Zykluszahlen und menschliches Verhalten übersteht. Wenn die falsche Folienspezifikation Sie zwei Ausschussteile im Monat kostet – wie wirkt sich das über ein Jahr auf Ihre Marge aus?
Stellen Sie sich zwei Rollen im Regal vor. Standardklares Urethan, mittlerer Durometer, 6–8 Mil. Daneben hochdichtes Blau, härtere Mischung, gleiche Dicke auf dem Papier. Der Vertriebsmitarbeiter sagt, das Blaue sei “Heavy Duty”. Der Bediener greift danach für alles dicker als 11 Gauge.
In der ersten Woche sieht alles hervorragend aus. In der dritten Woche beginnen feine Linien an den Kanten bei Teilen mit komplexen Biegungen zu erscheinen. Warum? Weil ein höherer Durometer zwar Eindrückungen widersteht, aber sich auch schwerer an subtile Geometrien der Matrize anpasst. Bei komplexem Werkzeug erzeugt diese Steifigkeit Mikrospalte. Unter Spitzenlast überbrückt das Blech diese Spalte und konzentriert die Kraft an den Kontaktkanten. Dort entsteht das V-Matrizen-Rattern, das sich im Finish abzeichnet.
Das habe ich auf die harte Tour gelernt – bei einer Serie architektonischer Paneele mit engem Außenradius, sichtbarer Fläche und Hochdichtfolie, weil “mehr Schutz”. Wir mussten sechs Teile verschrotten, bevor wir bemerkten, dass sich die Folie nicht in den Matrizenradius setzte. Sie wirkte wie eine Unterlage mit Kanten. Sechs Paneele. Direkt ins Regal.
Nun der Umkehrschluss: Standardklar, etwas weicher, gleiche Dicke. Es komprimiert stärker unter Last, fließt in die Matrizenshoulder und verteilt den Druck. Bei hochbelasteten Strukturteilen kann dieselbe Weichheit jedoch zu vorzeitigem Reißen und Ausdünnen führen, besonders bei schneller Zyklisierung und Wärmeentwicklung. Verschleiß tritt dann beschleunigt in der Mittellinie auf.
Welche Variante verdient also den Platz auf dem Werkstattboden? Diejenige, die zu Ihrer Hauptarbeit passt: härtere Qualität für wiederholte Hochtonnagen auf einfacher Geometrie; Standardqualität für optische, komplexe Biegungen, bei denen Anpassungsfähigkeit wichtiger ist als reine Abriebfestigkeit. Wenn Sie beide lagern – ist jede Rolle einer definierten Auftragsfamilie zugeordnet oder lassen Sie Ihre Bediener raten?
Der Bediener schwört, er habe es “geschützt”. Dann sieht man, dass die Folie sich während des Hubs um 3/16 Zoll verschoben hat.
Verrutschen ist zunächst kein Materialproblem. Es ist ein Montageproblem.
Selbstklebendes Urethan haftet gut auf geraden Matrizen. Kein Kriechen, kein Wandern. Aber jedes Mal, wenn Sie die Matrize wechseln, müssen Sie abziehen, neu aufbringen und ausrichten. Bei hoher Variantenvielfalt und kleinen Losgrößen summiert sich diese Handhabungszeit. Ich habe es gestoppt: Was sich wie “ein paar Sekunden mehr” anfühlt, summiert sich zu Minuten pro Rüstvorgang. Multiplizieren Sie das mit 20 Umrüstungen pro Tag.
Magnetisch hinterlegte Varianten lösen das Problem der Ausrichtung schnell bei Werkzeugen aus Eisenmetall. Einfach ansetzen, zuschneiden, starten. Doch Magnete erhöhen Dicke und Steifigkeit. Bei engen Toleranzen verändert diese zusätzliche Schicht Ihren effektiven Aufbau stärker, als Sie denken. Und bei nicht ferromagnetischen Matrizen sind sie nutzlos.
Lose-Verlegung – einfach Streifen zuschneiden und einlegen – klingt grob. Aber bei großvolumigen Serien, in denen die Folie in der V-Form fixiert bleibt, ist es oft die schnellste Methode. Keine Zeit für Klebstoffhärtung. Kein Rückstand. Der Schlüssel liegt darin, die Breite an die Öffnung des Stempels anzupassen, sodass sie sich unter Last selbst zentriert. Ist sie zu schmal, wandert sie. Zu breit, und sie wölbt sich.
Ich habe Werkstätten gesehen, die ihre Handhabungszeit verdoppeln, weil sie “perfekte Haftung” anstreben, obwohl ein richtig dimensionierter loser Streifen die ganze Schicht über an Ort und Stelle geblieben wäre. Schutz, der den Durchsatz verlangsamt, ist nur eine andere Art von Verschwendung. Wie viel bezahlen Sie Ihren Bedienern dafür, Folie zu überwachen, anstatt Teile zu fertigen?
Spiegel-Edelstahl am Morgen, pulverbeschichteten Stahl nach dem Mittag. Dieselbe Folie?
Nicht, wenn Ihnen Ausschussquoten wichtig sind.
Spiegel-Edelstahl ist unerbittlich. Jegliche eingeschlossenen Feinpartikel in der Folie werden zu einem Schleifmittel. Hier benötigen Sie hochklare Urethanfolie mit hoher Reißfestigkeit und glatter Oberflächenbeschaffenheit, damit keine Partikel eingeschlossen werden. Weichere Qualitäten helfen, die Last zu verteilen und Punktmarkierungen zu vermeiden.
Pulverbeschichteter Stahl verhält sich anders. Die Beschichtung selbst hat Textur und geringe Kompressibilität. Ist die Folie zu weich, riskieren Sie, dass diese Textur unter Druck wieder in die Beschichtung eingedrückt wird – besonders nach 50–100 Zyklen, wenn die Urethanoberfläche beginnt, zu glänzen und Schmutz anzusammeln. Ich habe gesehen, wie zwischenzeitlich uneinheitlicher Markenschutz auftritt, weil Rückstände und Partikel, die sich in der Folienoberfläche festgesetzt haben, sie in Schleifpapier verwandeln.
Außerdem gibt es die Falle mit der Mehrschichtfolie. Einige Premiumfolien verwenden geschichtete TPU-Konstruktionen für zusätzliche Robustheit. Auf dem Papier großartig. In der Produktion kann wiederholte Biegung, wenn die Haftlinie nicht perfekt ist, zu einer inneren Delaminierung führen. Sobald das passiert, entstehen lokale Blasen – Druckpunkte, die man erst bemerkt, wenn sie sich an den Teilen abzeichnen.
Einlagiges, hochwertiges Urethan gewinnt oft nicht, weil es ausgefallener ist, sondern weil es einfacher und unter zyklischer Belastung zuverlässiger ist. Weniger interne Fehlermodi.
Passen Sie also die Folienchemie der Oberflächenempfindlichkeit an – oder verwenden Sie einfach die Folie, die gerade am nächsten zur Abkantpresse liegt?
Sie ziehen nach einem langen Einsatz eine kleberückseitige Folie ab und sehen einen schwachen Schmierfilm auf der Schulter des Stempels. Nicht dramatisch. Gerade genug, um Staub anzuziehen.
Beim nächsten Auftrag lagert sich dieser Staub in der neuen Folie ein. Bei Teil 40 suchen Sie nach unerklärlichen Kratzern.
Stärkerer Kleber reduziert Verrutschen. Er erhöht aber auch das Risiko von Rückständen, insbesondere bei Wärmeentwicklung durch wiederholte Schläge. Früher nannten wir das „Kleberwander-Schmier“, wenn der Kleber unter Druck und Temperatur langsam wanderte. Das Reinigen der Stempel zwischen den Durchläufen erhöht den Arbeitsaufwand. Wenn man sie nicht reinigt, entstehen Fehler.
Lose-Verlegung eliminiert Rückstände, erhöht aber die Bewegungsgefahr bei schlechter Größe. Magnetische Befestigung vermeidet Klebstoff, erhöht jedoch die Stapeldicke und kann feinste Partikel zwischen Magnet und Stempel einschließen, wenn nicht gereinigt wird.
Es gibt keine perfekte Option. Es gibt nur die kostengünstigste Fehlermöglichkeit für Ihren Arbeitsmix.
Wenn eine Folie diesen Monat $800 bei Polieren und Ausschuss verhindert, Ihnen aber $200 mehr an Verbrauchsmaterial und zehn zusätzliche Minuten Einrichtzeit pro Woche kostet – ist das “überteuert” oder ist es Margenversicherung, deren Kauf Sie bisher verweigert haben?
Sie starren auf drei Rollen auf der Werkbank, drei Preisschilder und ein Produktionsboard voller Mischaufträge. Das Verkaufsblatt nennt Dicke, Härtegrad, vielleicht Dehnung. Es sagt Ihnen nicht, wann sich die Rechnung zu Ihren Gunsten dreht.
Da CN-HAWE mehr als 8% des jährlichen Umsatzes in Forschung und Entwicklung investiert. ADH betreibt F&E-Kapazitäten im Bereich Abkantpressen, für Leser, die detaillierte Materialien wünschen., Broschüren ist eine nützliche Anschlussressource.
Also, lassen Sie uns das so laufen, wie wir es auf dem Werkboden tun würden.
Ich betrat letztes Jahr eine Werkstatt, die kosmetische Halterungen aus 304er Edelstahl verarbeitete – 90-Grad-Biegungen in 14-Gauge mit einer 1-Zoll-V-Öffnung. Sie kauften Urethan rollenweise und beschwerten sich, es sei “verdammt teuer”. Eine Rolle kostete sie ungefähr so viel wie ein anständiger Gesenkeinsatz. Bei diesem Preisschock hören die meisten Unternehmer auf, weiterzudenken.
Aber die Rolle ist nicht die Einheit, mit der Sie Geld verdienen. Die Biegung ist es.
Nehmen wir ein hypothetisches, aber realistisches Beispiel: ein 8-mil-Urethanstreifen, zugeschnitten auf ein 10-Fuß-Werkzeug. Sie zahlen beispielsweise $250 für eine Rolle, die 200 Zehn-Fuß-Streifen ergibt. Das sind $1,25 pro Streifen. Wenn dieser Streifen 500 Biegungen übersteht, bevor er ausgetauscht wird, betragen Ihre Schutzkosten ein Viertel Cent pro Biegung.
Vergleichen Sie das nun mit dem, was ohne ihn passiert. Eine kosmetische Macke alle 40 Teile auf einer sichtbaren Fläche. Selbst wenn Sie es früh bemerken, haben Sie Stillstand des Bedieners, Handling, Inspektion. Und wenn Sie es übersehen, ist das Ausschuss.
Da das Produktportfolio von CN‑HAWE CNC‑basiert (100%) ist und Hochleistungsszenarien beim Laserschneiden, Biegen, Rillen und Scheren abdeckt, für Teams, die hier praktische Optionen bewerten, Blechschere ist der nächste relevante Schritt.
Der Bediener schwört, er habe es “geschützt”. Dann sehen Sie die feine Druckspur vom V-Matrizenflattern, und Sie wissen, was als Nächstes kommt: Jemand trägt die Teile zur Polierbank.
Wenn Sie Urethan immer noch nach den Kosten pro Rolle statt nach den Kosten pro Biegung bewerten – messen Sie dann überhaupt das, wofür Ihr Kunde Sie bezahlt?
Sprechen wir über die Polierbank – die Abteilung, für die niemand ein Budget aufstellt, weil sie “nur Nachbesserungen macht”.”
Ich habe Werkstätten gesehen, die den Spitznamen “polieren und beten” bekamen, weil die Nachbearbeitung zu ihrer inoffiziellen zweiten Abteilung wurde. Ein Hersteller verfolgte das auf meine Anregung hin: 50-Teile-Los, durchschnittlich 8–10 Minuten leichtes Verschleifen pro Teil. Nennen wir es 8 Minuten. Das sind 400 Minuten. Fast 7 Stunden.
Bei voll verrechneten $50 pro Stunde sind das $350 an Polierarbeit für ein einziges kleines Los. Und das zählt nicht die Abkantpresse, die untätig ist, während Teile nachbearbeitet werden, oder die Zeit des Vorgesetzten, der darüber diskutiert, ob ein Kratzer “innerhalb der Toleranz” liegt.”
Legen Sie jetzt einen $1,25-Streifen Urethan in die Matrize und fahren Sie sauber.
Selbst wenn Sie in diesem Los drei Streifen wegen Geometrie oder Wärme durchbrennen, liegen Sie unter $4 an Verbrauchsmaterial, um $350 an Arbeitskosten zu eliminieren. Das ist kein Rundungsfehler. Das ist Gewinnspanne.
Ich habe das auf die harte Tour gelernt – an einem Satz Spiegelglanz-Aufzugspaneele vor Jahren. Wir haben auf Schutz verzichtet, weil der Auftrag ein “Kurzlauf” war. Vier Teile kamen mit feinen Schulterabdrücken heraus, die nur unter dem Licht in der Lobby sichtbar waren. Wir mussten den Auftrag wiederholen – Material, Maschinenzeit, Eilfracht. Das Polieren, das wir zuerst versucht haben, hat die Struktur nur verschmiert.
Wenn Sie diese letzten Nacharbeitswiederholungen vollständig eliminieren möchten – insbesondere bei kosmetischen Paneelen – kann ein kontrollierter Reparatur- und Montageschritt den Unterschied ausmachen. Eine CNC-Laserschweißanlage ermöglicht es Ihnen, winzige Schulterabdrücke, Poren oder Kantendefekte mit einer Wärmeeinbringung im Millimeterbereich zu beheben, wodurch Struktur und Ebenheit erhalten bleiben, anstatt sie zu verschmieren. Deshalb kombinieren Werkstätten häufig Gesenkschutz mit präziser Lasertechnologie wie der von CN-HAWE Laserschweißmaschine: Es ist eine praxisnahe Möglichkeit, Teile sauber wiederherzustellen, Konsistenz zu automatisieren und hochwertige Sichtteile aus dem Polierraum herauszuhalten.
Wie hoch ist Ihr tatsächlicher Stundenlohn, wenn Sie Panik mit einrechnen?
Die meisten Besitzer konzentrieren sich auf die Teileoberfläche und vergessen, dass die Matrize stark beansprucht wird.
Wenn Sie in dickere Blechstärken oder Arbeiten mit großen Radien einsteigen, gilt dasselbe Prinzip: Kontrolle und Dämpfung verringern langfristige Werkzeugschäden. Anstatt schwere Platten durch wiederholte Bremsvorgänge zu zwingen, kann eine speziell entwickelte Rolllösung den Umformdruck gleichmäßiger verteilen und konzentrierten Verschleiß an der Schulter minimieren. Ein CNC-gesteuertes System wie das Blechwalzmaschine von CN-HAWE kombiniert präzise Steuerung mit automatisierten Blechbearbeitungs-Workflows und hilft Werkstätten, Anwendungen mit hoher Tonnage und großem Radius mit weniger Werkzeugbelastung, weniger Oberflächenfehlern und einer berechenbareren Wiederholgenauigkeit zu bewältigen.
Blankes Metall auf gehärtetem Stahl unter Last erzeugt Mikro-Brinelling – winzige Vertiefungen an der Matrizenshoulder, die später zu sichtbaren Linien auf jedem zukünftigen Teil werden. Man sieht es nicht am ersten Tag. Man sieht es sechs Monate später, wenn ein Stapel spiegelglänzender Edelstahlteile von der Abkantpresse kommt und aussieht, als wäre er über eine Verladerampe gezogen worden.
Urethan wirkt wie ein Stoßdämpfer. Es verteilt die Belastung, reduziert die Spitzenkontaktspannung und verhindert, dass feine Partikel direkt in die Matrizenoberfläche eingebettet werden. Weniger direkte Abrasion bedeutet weniger Nacharbeitsschleifen an Ihrem Werkzeug.
Rechnen Sie nach. Wenn Sie eine Präzisions-V-Matrize einmal im Jahr zum Nachschleifen schicken, sagen wir für $300–$500 einschließlich Ausfallzeit, und die Folie das auf die Hälfte reduziert, haben Sie gerade mehrere Rollen finanziert, ohne Ihre Ausschussquote zu verändern.
Und ignorieren Sie nicht den versteckten Faktor: Konsistenz. Eine abgenutzte Matrizenshoulder verändert Ihren effektiven Biegeradius und das Rückfederungsverhalten. Jetzt jagen Ihre Bediener Winkelabweichungen, unterlegen, justieren. Mehr Einrichtzeit. Mehr Variabilität.
Wie viel kostet Sie eine unerwartete Matrizenüberarbeitung an verpassten Lieferterminen?
Geringe Stückzahl, hohe optische Anforderungen? Kaufen Sie vorgeschnittene Streifen oder schneiden Sie bei Bedarf und machen Sie weiter. Die Rechnung geht bereits auf.
Aber sobald Sie mehrere Abkantpressen, mehrere Schichten und hohe Variantenvielfalt betreiben – dort zeigt sich der Wendepunkt. Ich habe Werkstätten gesehen, die täglich 20–30 Streifen über verschiedene Zellen verbrauchen. Bei dieser Rate wird das manuelle Zuschneiden von Rollen mit dem Universalmesser zu einer eigenen Verschwendungsquelle: uneinheitliche Breiten, ausgefranste Kanten, verschwendetes Material.
Da das Produktportfolio von CN‑HAWE CNC‑basiert (100%) ist und Hochleistungsszenarien beim Laserschneiden, Biegen, Rillen und Scheren abdeckt, für Teams, die hier praktische Optionen bewerten, Stanz- und Schermaschine ist der nächste relevante Schritt.
Richten Sie eine einfache hausinterne Schneidevorrichtung oder einen kleinen Schlitzapparat ein, stellen Sie die Breiten auf Ihre üblichen V-Öffnungen ein, und Sie reduzieren Ausschuss und Handhabungszeit. Wenn Sie selbst nur 30 Sekunden pro Einrichtung bei 20 Umrüstungen pro Tag sparen, sind das täglich 10 Minuten. Über ein Jahr entspricht das mehr als 40 Stunden zurückgewonnener Produktionszeit.
Aber hier kommt der Haken: Wenn Ihre Auftragsmischung unregelmäßig ist und Sie nur zweimal pro Woche geschützte Arbeiten durchführen, lohnen sich Kapital- und Platzbedarf nicht. Der Wendepunkt tritt nur ein, wenn der Folieneinsatz vorhersehbar und an definierte Auftragsfamilien gebunden ist – nicht, wenn er nur eine Nachgedanke ist.
Schauen Sie also auf Ihre Terminplantafel. Wie viele Ihrer wöchentlichen Biegungen sind kosmetisch oder kundenwirksam, bei denen schon eine einzelne Markierung eine Nacharbeit auslöst?
Diese Zahl – nicht der Rollenpreis – zeigt Ihnen, ob Urethan eine Verbrauchsausgabe oder Margenversicherung ist.
Sie möchten eine Schritt-für-Schritt-Antwort? Hier ist sie: Bevor Urethan zur Standardpraxis wird, testen Sie es unter Belastung wie jede andere Werkzeugänderung – Freiräume, Geometrie, Tonnage, Wartung – und beweisen, dass es kein neues Problem schafft, während es das alte löst.
Denn Folie ist Margenversicherung. Versicherung funktioniert nur, wenn man sie richtig installiert.
Ich habe Werkstätten beobachtet, die einfach einen Streifen in die Matrize legen, ein gutes Teil laufen lassen und den Sieg ausrufen – dann das Material beschuldigen, wenn Winkelabweichungen auftreten oder eine Falte sich durch eine polierte Oberfläche abzeichnet. Urethan repariert keine schlechten Setups. Es verstärkt Disziplin genauso schnell, wie es Abkürzungen aufdeckt.
Wenn Sie das zum Standard machen wollen, können Ihre Prozesse die Disziplin bewältigen, die es verlangt?
Wenn Sie darüber nachdenken, ob Sie die Folie über verschiedene Aufträge hinweg standardisieren sollten, hilft es oft, Ihren Prozess mit Personen abzugleichen, die diese Fehlermodi täglich sehen. Teams wie CN-HAWE, mit CNC‑basierten Biegesystemen und kontinuierlicher Forschung & Entwicklung zum Verhalten von Abkantpressen unter Last, können Ihnen helfen, Passung, Einrichtungsdisziplin und reale Kompressionseffekte zu bewerten, bevor Sie einen Standard festlegen. Wenn Sie Ihre Anwendung besprechen oder eine Meinung zur Umsetzung einholen möchten, beginnen Sie hier ein Gespräch: Kontaktieren Sie uns.
Folie fügt Dicke hinzu. Das ist offensichtlich.
Was nicht offensichtlich ist, ist, was diese Dicke unter Last bewirkt. Ein 8‑mil‑Streifen bleibt nicht 8 mils, sobald Sie Druck darauf ausüben; er komprimiert, fließt leicht und federt dann zurück. Ihre Stempeltiefe und Rückfederungswerte haben sich gerade geändert.
Wenn Sie programmieren, als wäre nichts passiert, werden Sie während der ganzen Schicht den Winkeln hinterherlaufen und “Materialschwankungen” verantwortlich machen, während Ihr Bediener frustriert Offsets nachjustiert. So entstehen inkonsistente Biegedaten und gelegentlich taucht eine V‑Matrizen‑Ratterlinie wieder auf einer Sichtfläche auf.
Die Lösung ist nicht kompliziert. Messen Sie Ihren tatsächlichen Winkel mit eingelegter Folie, passen Sie den unteren Totpunkt oder die Tiefe zur Kompensation an und speichern Sie das in einem geschützten Jobprogramm. Behandeln Sie es als einen anderen Werkzeugstapel – denn das ist es.
Kurz gesagt: Folie verändert die Stapelhöhe. Ihr Programm muss diese Realität berücksichtigen.
Sind Sie bereit, geschützte Job‑Offsets zu standardisieren, oder wollen Sie jeden Bediener “nach Gefühl arbeiten” lassen und dabei Einrichtezeit verlieren?
Hier kann Ihnen die Folie zum Verhängnis werden.
Spitze Winkel. Enge Bördelungen. Dicke Bleche in schmaler V‑Öffnung. Das Polyurethan passt sich nicht immer gleichmäßig an, und wenn es sich an der Schulter staut, entsteht ein neuer Druckgrat, der schlimmere Abdrücke hinterlassen kann als blanker Stahl.
Ich habe einen Stapel Edelstähle mit Spiegeloberfläche gesehen, der auf den ersten Blick nach dem Abkanten in Ordnung aussah – bis man ihn gegen das Licht hielt und eine feine Linie genau dort sah, wo sich die Folie gefaltet hatte. Nicht von der Matrize. Von der Schutzschicht.
Das ist kein Versagen des Konzepts. Es ist eine geometrische Grenze.
Bei komplexen Profilen sichern Sie beide Seiten richtig, halten Sie die Spannung gleichmäßig und trimmen Sie die Breite passend zur V‑Öffnung, damit überschüssiges Material keinen Platz zum Falten hat. Und manchmal – das ist der Teil, den niemand mag – wechseln Sie auf ein Polyurethan‑Pad anstelle von Folie, weil die Umgebung eine dickere, selbstheilende Schnittstelle verlangt.
Da CN‑HAWE mehr als 8 % des jährlichen Umsatzes in Forschung und Entwicklung investiert und ADH F&E‑Kapazitäten rund um Abkantpressen betreibt, können Teams, die hier praktische Optionen bewerten, Paneelbiegemaschine ist der nächste relevante Schritt.
Folie ist keine Magie. Sie ist ein dünner Stoßdämpfer.
Wenn Ihre Teile in einer Welt aus spitzen Biegungen und kosmetischen Class‑A‑Oberflächen existieren – haben Sie die Schutzmethode an die Geometrie angepasst, oder hoffen Sie, dass dünnes Material sich wie dicker Gummi verhält?
Lass uns jetzt über die Last sprechen.
Aufträge mit hoher Tonnage – schwere Platten, enger V-Winkel, wiederholte Zyklen – können die Folie verschieben, wenn sie nur mit einem Streifen doppelseitigem Klebeband auf einer Seite befestigt ist. Unter Druck kriecht sie. Sobald sie kriecht, zieht sie. Sobald sie zieht, beschleunigst du den Werkzeugverschleiß, anstatt ihn zu verhindern.
Ich habe das auf die harte Tour bei einem Lauf mit dicken Kohlenstoffhaltern vor Jahren gelernt. Wir dachten, wir wären clever, indem wir das Werkzeug schützten. Mitten in der Charge war die Folie gerade so weit gewandert, dass eine Schulter freilag. Der nächste Schlag hinterließ eine sichtbare Linie quer über sechs Teile. Ausschuss. Und eine aufgeriebene Werkzeugkante, die vor dem Weiterarbeiten nachgeschliffen werden musste.
Das war nicht die Schuld des Urethans. Das war nachlässige Befestigung bei einem Hochlastauftrag.
Dann ist da noch die Chemie. Bestimmte Schneidflüssigkeiten und aggressive Schmierstoffe können minderwertige Folien im Laufe der Zeit erweichen. In schweren, feuchten Umgebungen übertreffen integrierte Urethanpolster dünne Streifen, weil sie dem Abbau widerstehen und kleine Verletzungen selbst abdichten.
Stelle also die direkte Frage: Arbeitest du innerhalb der Belastungs- und chemischen Grenzen der Folie, oder gehst du darüber hinaus und erwartest, dass sie nicht versagt?
Das ist der Punkt, den die meisten Betreiber falsch verstehen.
Sie denken, Folie bedeutet, man könne sich bei der Werkzeugreinigung entspannen. Es ist ja “abgedeckt”, oder?
Falsch.
Jede Verunreinigung, die unter diesem Streifen eingeschlossen ist – Metallspäne, Splitter, Zunder – wird zu einem Schleifkörper, der zwischen Urethan und gehärtetem Stahl gefangen ist. Jeder Hub schleift ihn hin und her. Du hast gerade einen Schleifklotz in deinem Werkzeug aufgebaut.
Ich habe Werkstätten gesehen, die den Spitznamen “Polieren und Beten” erhielten, weil das Finishing ihre inoffizielle zweite Abteilung wurde – und oft war die Ursache verschmutzte Werkzeuge unter Schutzfolie. Die Folie hat nicht versagt. Die Disziplin hat versagt.
Reinige die Werkzeugschultern. Wische das Bett ab. Prüfe den Streifen, wenn du ihn wechselst. Fünf Minuten Vorbereitung verhindern Stunden des Polierens.
Wenn Urethan eine Versicherung gegen Verlust ist, ist Wartung die Prämie, die du zahlst, um die Police gültig zu halten.
Hier ist also der eigentliche Entscheidungspunkt: Kann deine Werkstatt sich zu den Programmieranpassungen, dem Bewusstsein für Geometrie, den Lastgrenzen und den Reinigungsstandards verpflichten, die die Folie wirksam machen – oder wirst du sie wie Frischhaltefolie behandeln und dich dann beschweren, wenn sie dir kein Geld spart?
Du willst einen klaren, wiederholbaren Plan. Kein weiteres “Probier’s mal und schau, was passiert”.”
Hier kommt die Veränderung: Urethan hört auf, ein Rettungswerkzeug zu sein, das du nach einer zerkratzten Charge herauskramst, und wird Teil deines standardmäßigen Werkzeugsatzes – programmiert, geschult, gemessen. Sobald es zum Standard wird, hören Kratzer auf, “Kosten des Geschäfts” zu sein, und werden zu Prozessabweichungen.
Das ist keine Wortspielerei. Das ist Kontrolle.
Wenn Folie optional ist, ist jede optische Arbeit eine Ermessensfrage. Wenn sie Standard für definierte Teilefamilien ist – Edelstahl, vorbeschichtetes Aluminium, Flächen der Klasse A – wird sie Teil der Einrichtungsblätter, CNC-Tiefenoffsets und Prüfkriterien. Du reagierst nicht mehr auf Schäden, sondern konstruierst sie von vornherein aus. Das ist der Unterschied zwischen einer Werkstatt, die Feuer bekämpft, und einer Werkstatt, die ihren Gewinn kennt, bevor der erste Schlag erfolgt.
Die eigentliche Frage lautet nicht “funktioniert Folie?”. Sie lautet: Bist du bereit, Schutz zu einem Bestandteil deiner Prozessarchitektur zu machen, statt zu einer Panikreaktion?
Das führst du nicht mit einem Ausschuss ein. Du stoppst die Blutung beim nächsten Durchlauf.
Schritt eins: Bestätige deine Grundlagen. V-Öffnung beim Luftbiegen das 6–8-fache der Materialstärke. Richtige Tonnage. Langsamer Annäherungsvorschub beim Erstkontakt. Wenn du diesen Schritt überspringst und Folie in ein übertonniertes Setup einbringst, polsterst du nur schlechte Mathematik. So jagst du Winkelabweichungen und gibst dem Material die Schuld, während deine Offsets überall in der Steuerung herumwandern.
Schritt zwei: Behandle Folie wie einen Werkzeugwechsel. Miss den tatsächlichen Winkel mit aufgelegter Folie. Passe den unteren Totpunkt an. Speichere es als geschütztes Jobprogramm. Beschrifte es. Sperre es. Folie erhöht den Stapel – den komprimierten Stapel – und deine CNC muss das wissen. Andernfalls wirst du subtile Winkelabweichungen sehen und vielleicht sogar eine leichte Fresslinie, wenn sich der Druck dort konzentriert, wo du ihn nicht erwartet hast.
Schritt drei: Passe die Foliendicke an die Materialspanne an. Ein Streifen für 11-Gauge und Viertelzollplatte ist bequemes Denken. Dickere Materialien konzentrieren die Kraft anders. Wenn du blind standardisierst, löst du Kratzer bei einem Auftrag und erzeugst Mikroknicke bei einem anderen.
Diese gesamte Abfolge kann in einem einzigen Einrichtungszyklus stattfinden. Fünf bis zehn Minuten mehr jetzt im Vergleich zu Stunden an der Polierbank später.
Wenn diese zehn Minuten auch nur eine neu angefertigte Edelstahlplatte in diesem Quartal verhindern, was hast du damit gerade gewonnen?
Ich habe es tausendmal gehört: Der Bediener schwört, er habe “geschützt”.
Dann gehe ich hin und sehe eine Falte an der Schulter der Matrize.
Die Folie muss flach liegen, gleichmäßig gespannt, passend zur V-Form zugeschnitten, sodass sie sich nirgends stauen kann. Jeder Riss, jeder eingeschlossene Span, jede lose Kante wird unter Last zu einer Druckspitze. Unter Tonnage druckt diese Spitze direkt in die Oberfläche deines Teils.
Hier zeigt sich Disziplin. Wische die Matrize ab. Inspiziere den Streifen beim Wechsel. Ersetze ihn sofort, wenn er eine Narbe hat. Sichere beide Seiten bei stärker belasteten Aufträgen, damit er sich nicht verschiebt. Eine Gewohnheit: Niemals den Schlitten bewegen, wenn die Folie nicht sichtbar sauber und korrekt eingelegt ist. Das ist alles.
Ich habe das vor Jahren auf die harte Tour gelernt, als ein zerknitterter Streifen bei einem optischen Edelstahlauftrag eine feine Falte über eine ganze Flanschfläche hinterließ. Wir bemerkten es erst bei der Endkontrolle. Eine halbe Palette verschrottet, weil niemand drei Sekunden investierte, um die Folie zu glätten, bevor er den Zyklus startete.
Drei Sekunden.
Wie viel kosten drei Sekunden im Vergleich zu einer halben Palette erstklassigem Edelstahl?
Hieran scheitern die meisten Eigentümer: Der wahre ROI sind nicht nur weniger Kratzer. Es ist Stabilität.
Wenn Folie bei optischen Arbeiten Standard ist, ändern sich drei Kennzahlen.
Erstens sinken die Nacharbeitsstunden – nicht, weil die Bediener vorsichtiger geworden sind, sondern weil Oberflächenschäden herauskonstruiert statt herausinspiziert werden. Hypothetisches Beispiel: Wenn du 10 Minuten für das Polieren von 20% eines 50-teiligen Batches aufwendest, sind das über anderthalb Stunden nicht fakturierbare Arbeit. Wenn du die Ursache eliminierst, wird aus dieser Stunde Kapazität.
Zweitens wird Ausschuss vorhersehbar. Anstatt zufälliger kosmetischer Ausfälle sehen Sie klare Abweichungen: falsche V-Öffnung, abgenutzte Folie, ausgelassener Reinigungsschritt. Die Ursachen werden deutlicher. Feuerwehraktionen gehen zurück.
Drittens wird die Wartung der Matrize glatter. Weniger Metall-auf-Metall-Kontakt bedeutet weniger Abdrücke, weniger Kantenabziehen, weniger überraschende Werkzeugwechsel. Diese leise Reduktion des Verschleißes ist der Ort, an dem sich Margen verstecken – das, was Sie nie berechnen, aber immer bezahlen.
Und hier ist der nicht offensichtliche Teil: Sobald Kratzer nicht mehr “normal” sind, verschiebt sich Ihre Kultur. Ein Stapel Edelstahl mit Spiegelglanzfinish, der aus der Abkantpresse kommt und so aussieht, als wäre er über eine Laderampe gezogen worden, wurde früher als Problem der Endbearbeitung abgetan. Jetzt ist es ein Warnsignal. Eine Ausnahme. Etwas, das eine Untersuchung auslöst – nicht das Polieren.
Das ist Prozessexzellenz – nicht Perfektion, sondern Vorhersehbarkeit.
Wenn Polyurethan zu Ihrem Stoßdämpfer wird, statt zu Ihrem Pflaster, hören Sie auf, Schläge in Form von Arbeitszeit, Ausschuss und Werkzeugverschleiß zu absorbieren. Sie fangen sie in einer dünnen, kontrollierten Schnittstelle auf, die dafür ausgelegt ist.
Sehen Sie sich also Ihr letztes Quartal an. Nicht Ihre Verbrauchsmaterialkosten – Ihre Polierstunden, Ihren kosmetischen Ausschuss, Ihre Werkzeugreparaturzeit.
Wenn sich diese Zahlen morgen stabilisieren würden, was würde das mit Ihren Margen machen?


















