

Стопка нержавеющей стали с зеркальной отделкой выходит с гибочного пресса так, будто её протащили по погрузочной платформе. Не поцарапана до вмятин, но покрыта тонкими, уродливыми следами, которые становятся заметны только под цеховыми лампами.
Оператор клянётся, что “защитил её”. На ребрах пуансона всё ещё висят клочки мутной пластиковой плёнки.
Когда деталь попадает на полировочный стол, деньги уже потеряны — просто вы ещё не посчитали. Реальная стоимость заключается не только во времени на полировку, но и в предотвратимых операциях, нарушении графика и снижении маржи, начинающихся прямо на гибочном прессе. Отношение к гибке как к контролируемому процессу с ЧПУ, а не к игре наудачу с лентой и надеждой — вот что защищает прибыль. Рассмотрение специализированного решения, такого как современный гибочный пресс CN-HAWE— спроектированный для высокоточной гибки и автоматизации — превращает защиту поверхности и повторяемость в встроенные функции, а не в запоздалые доработки.
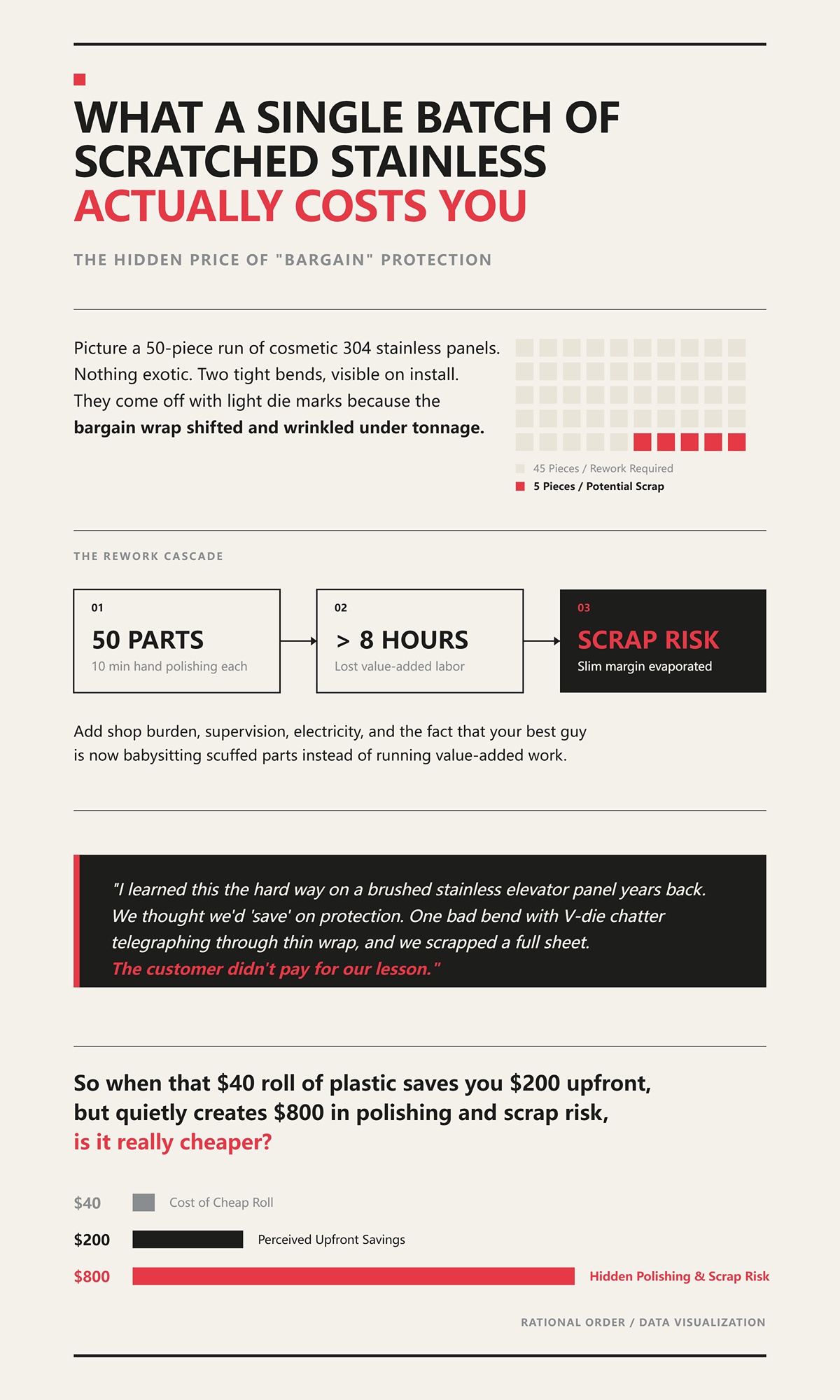
Представьте партию из 50 декоративных панелей из нержавеющей стали 304. Ничего особенного. Два точных угла, видимых при установке. Материал не дешёвый, но и не аэрокосмический.
Они выходят с лёгкими следами от матрицы, потому что недорогая плёнка сместилась и сморщилась под нагрузкой. Теперь у вас выбор: отгружать и спорить или переделывать.
Предположим, вы переделываете. Десять минут ручной полировки на деталь, чтобы убрать царапины. Это более восьми часов труда по заказу, который, вероятно, и так имел минимальную маржу. Добавьте накладные расходы цеха, контроль, электроэнергию, тот факт, что ваш лучший специалист теперь возится с поцарапанными деталями вместо того, чтобы выполнять работы с добавленной стоимостью. А если пять деталей не удастся отполировать? Вот и ваш брак.
Я понял это на собственном опыте — на панели лифта из шлифованной нержавейки несколько лет назад. Мы решили “сэкономить” на защите. Одна неудачная гибка с вибрацией V-матрицы, передавшейся через тонкую плёнку, — и мы отправили весь лист в утиль. Клиент не оплатил наш урок.
Так что если тот рулон плёнки $40 экономит вам $200 заранее, но тайно создаёт риск на $800 из-за полировки и брака — действительно ли он дешевле?
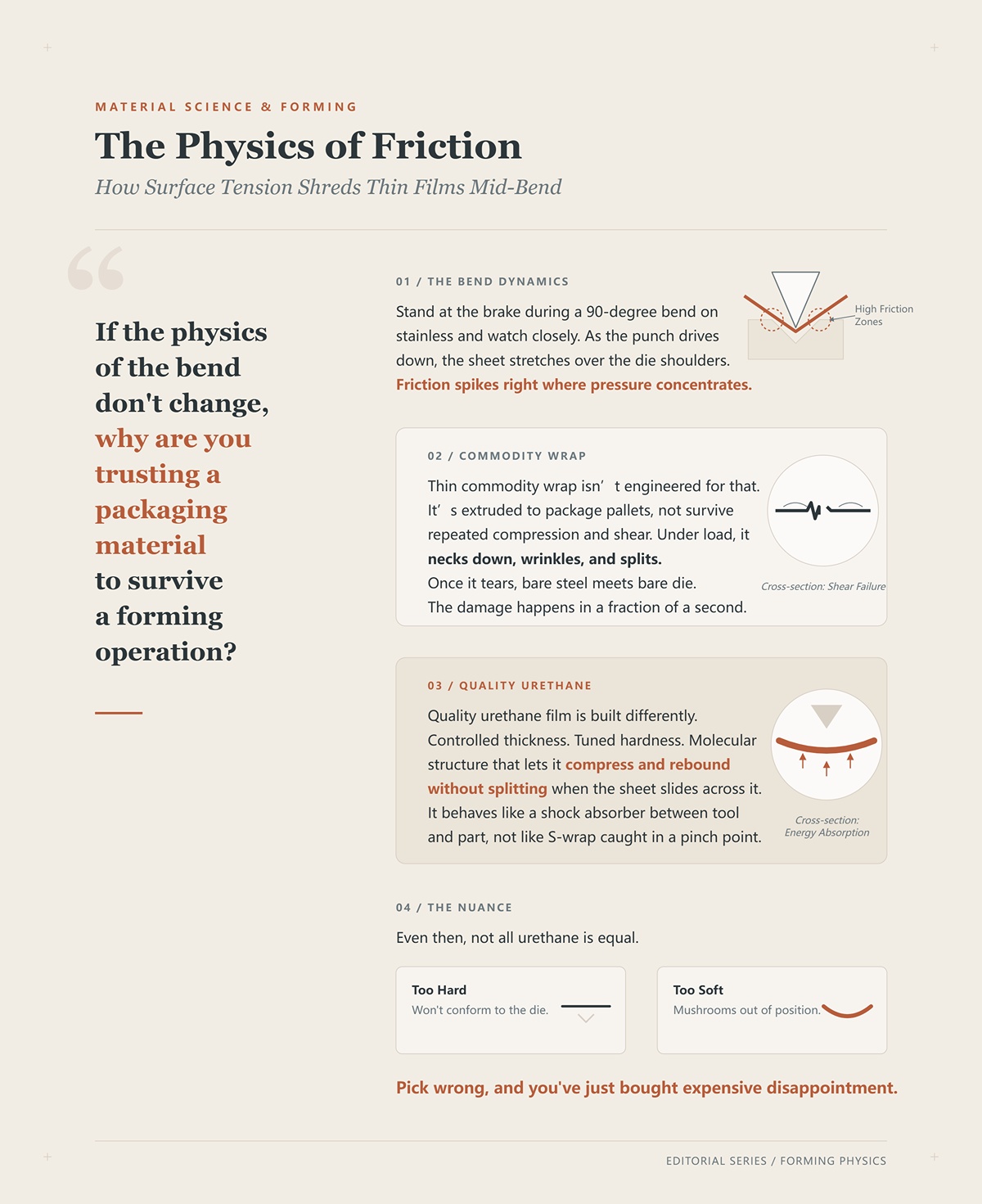
Встаньте у пресса во время гиба под 90 градусов на нержавейке и присмотритесь. Когда пуансон опускается, лист растягивается по краям матрицы. Трение резко возрастает именно там, где сосредоточено давление.
Тонкая дешёвая плёнка для этого не предназначена. Её тянут для упаковки поддонов, а не для сопротивления многократному сжатию и сдвигу. Под нагрузкой она вытягивается, морщится и рвётся. Как только разорвалась — голая сталь соприкасается с голой матрицей. Повреждение происходит за долю секунды.
Качественная уретановая плёнка устроена иначе. Контролируемая толщина. Подобранная твёрдость. Молекулярная структура, позволяющая сжиматься и восстанавливаться без разрывов, когда лист скользит по ней. Она ведёт себя как амортизатор между инструментом и деталью, а не как упаковочная плёнка, застрявшая в зажиме.
И всё же не весь уретан одинаков. Слишком твёрдый не обожмётся, слишком мягкий вылезет из позиции. Ошибётесь с выбором — получите дорогое разочарование.
Но вот настоящий вопрос: если физика гибки остаётся той же, почему вы доверяете упаковочному материалу выдержать процесс формовки?

Царапины — это не просто косметический дефект. Это убийцы графика.
Каждый раз, когда деталь уходит на полировку, ваш поток прерывается. Операторы ждут. Партии накапливаются. Вы начинаете ускорять выполнение. Эта “маленькая” проблема множится в течение недели.
И клиенты замечают закономерность. Одна поцарапанная партия — это разговор. Три — уже репутация. Я видел цеха, которые получили прозвище “полируй и молись”, потому что отдел отделки стал у них фактически вторым подразделением. Вот почему стабильность на предыдущих этапах так же важна, как и защита штампа — стабильное качество краёв и повторяемые допуски, которые обеспечивает современный лазерный станок для резки уменьшают вариативность на последующих этапах, ещё до того, как детали достигают листогиба. Будучи поставщиком комплексных интеллектуальных решений для обработки листового металла, обслуживающим отрасли от автомобилестроения до аэрокосмической, CN-HAWE поддерживает эту стабильность за счёт непрерывных исследований и разработок в области лазерной резки, гибки и автоматизации — чтобы контроль внешнего вида был не заплаткой, а частью связанного процесса.
Дешёвая обёртка портит работу не один раз. Она делает доработку нормой. Она приучает вашу команду считать полировку частью процесса, а не исключением. Это налог на переделку — оплачиваемый трудом, моральным духом и доверием.
Если ваши работы, где важен внешний вид, требуют полировочного запаса в каждой смете, то вы управляете цехом по металлообработке — или сервисом по устранению царапин?
Представьте гиб под 90 градусов в 14-й калибр стали 304 при реальном усилии. Лист растягивается через плечо матрицы, давление достигает пика по линии, которую можно обвести маркером, и эта дешёвая 3-миловая виниловая плёнка становится мутной, затем белой, затем трескается. Теперь голая нержавейка скользит по инструментальной стали.
Выполните тот же гиб с прозрачной полиуретановой плёнкой толщиной 8 мил, рассчитанной на удлинение более 300 %. Вы увидите, как она сжимается на плечах, слегка истончается, а затем восстанавливается, когда пуансон поднимается. Без трещины. Без переноса. Без отпечатка полировки, просвечивающего из-за зацепления V-матрицы.
Эта разница заключается не только в толщине. Всё зависит от того, как материал ведёт себя под нагрузкой. Винил и полиэтилен — это упаковочные плёнки. Их экструдируют, чтобы оборачивать поддоны. Они сопротивляются растяжению до определённого момента, а затем вытягиваются и рвутся. Полиуретан — особенно термопластичный полиуретан, разработанный для ударной и абразивной стойкости — создан для растяжения, поглощения энергии и восстановления.
Один — это обёртка. Другой — интерфейс.
Когда вы относитесь к ним как к взаимозаменяемым, вы ставите качество отделки на материал, который изначально не рассчитан выдерживать операцию формовки. Какую часть запаса вы готовы поставить на это заблуждение?
Мне владельцы говорили: “Мы попробовали толстую плёнку. Разницы почти не заметили”. Потом я спрашиваю, что они купили. “Усиленный винил”. Это маркетинг, а не материаловедение.
Твердость по Шору — это жёсткость, или, простыми словами, насколько материал устойчив к вмятинам. Слишком мягкий — и плёнка выдавливается из-под давления. Слишком твёрдый — и она не повторяет геометрию листа и матрицы. Оптимальный диапазон у полиуретана подобран так, чтобы под пиковыми нагрузками он сжимался, но не деформировался навсегда. Это и есть память материала — способность возвращаться к исходной толщине после снятия нагрузки.
Теперь сравните это с 2–4-миловым винилом из ПВХ. У него нет значимого упругого восстановления. При малом радиусе он растягивается один раз и остаётся растянутым. На следующем ударе он становится тоньше именно в том месте, которое требует наибольшей защиты. Вы начинаете замечать слабые линии на полированных деталях, которые никакое мастерство оператора не исправит.
Я видел, как цеха обвиняют операторов в том, что на самом деле является ползучестью материала. Они называют это «теневая линия матрицы» и считают, что это техника. А на самом деле — физика.
Полиуретановые плёнки толщиной 6–10 мил не просто “толще”. Они разработаны с контролируемой твердостью по Шору и высокой растяжимостью, чтобы действовать как амортизатор между инструментом и деталью. Именно поэтому полиуретаны автомобильного класса сохраняют блеск и прозрачность даже после циклических воздействий окружающей среды — потому что они созданы для изгиба и восстановления, а не просто для того, чтобы быть неподвижными.
Если ваш защитный слой не способен восстановиться после одного изгиба к следующему, сколько циклов пройдет, прежде чем он начнет «взимать с вас плату» за переделку?
Встаньте у листогиба и посмотрите, как пуансон достигает нижней точки. И именно в этот момент — когда нагрузка максимальна — дешёвые плёнки выходят из строя.
При сжатии полиэтилен и ПВХ сплющиваются и сдвигаются. Они не “восстанавливаются”. Микроскопические трещины начинают появляться у кромки матрицы, особенно при малых радиусах. К третьей или четвёртой детали вы фактически гнёте против уже повреждённого слоя. Тогда и появляются скопления царапин, и никто не может объяснить, почему первые пару деталей были безупречны.
Полиуретан ведёт себя иначе благодаря своей сегментированной полимерной структуре. Мягкие сегменты позволяют растяжение; твёрдые сегменты придают упругость. При сжатии он распределяет напряжение по всему материалу, а не концентрирует его в одной слабой линии. Когда нагрузка снимается, материал почти полностью возвращается к исходной толщине. Это восстановление обеспечивает стабильную защиту с первой до пятидесятой детали.
Я видел, как винил после многократных ударов оставляет лёгкий след от клея — то, что специалисты называют ползучее размазывание клея— которое затем притягивает пыль и втирает её прямо в саму плёнку. Теперь ваша “защита” превращается в абразивную подушку.
Полиуретан не вечен. Он тоже изнашивается. Но изнашивается постепенно и предсказуемо, а не катастрофически. Эта предсказуемость позволяет планировать замену заранее, а не реагировать на неожиданные сессии полировки.
Вы бы предпочли планово заменить плёнку или заплатить отделочнику за сверхурочные, потому что защита подвела посреди партии?
Теперь поговорим о возражении, которое я часто слышу: “Если толще — значит лучше, почему просто не наложить побольше слоёв?”
Потому что защита, которая изменяет вашу геометрию, — это просто другой вид дефекта.
Каждый мил плёнки фактически увеличивает зону контакта с матрицей. Если добавить слишком много, вы смягчите радиус изгиба. На декоративной нержавейке это может привести к заметной потере чёткости кромки. На прецизионных кронштейнах это может нарушить посадку на следующих этапах.
Секрет не в максимальной толщине. А в откалиброванной толщине, соответствующей типовой толщине материала и внутреннему радиусу. Для многих косметических применений с нержавеющей сталью 6–8 мил полиуретана дают достаточную упругую подушку, чтобы предотвратить следы, не изменяя существенно радиус изгиба. Увеличьте толщину без пересчёта — и вы увидите то, что операторы называют размывание радиуса— тонкое закругление, которого не было в чертеже.
Если точность радиуса критична, особенно на декоративной нержавейке или архитектурных панелях, другой способ снизить образование следов, не полагаясь чрезмерно на толщину плёнки, — это контролировать, где материал начинает течь до того, как он попадёт в матрицу. Процесс ЧПУ-фрезерования канавки V предварительно ослабляет линию изгиба, снижая требуемую нагрузку и поверхностное давление на плечах матрицы. На практике это означает меньшие напряжения на лицевой поверхности и меньшую зависимость от более толстых плёнок для маскировки следов усилия. Для цехов, которые хотят стандартизировать такой подход, предназначена специализированная станок для V-образной фрезеровки интегрируется из CN-HAWE в полностью основанный на ЧПУ процесс обработки листового металла, помогая сбалансировать точность гибки, качество поверхности и повторяемость при выполнении высококачественных косметических работ.
Вот где уретан снова оправдывает себя. Поскольку он сжимается под нагрузкой и восстанавливает форму, его эффективная толщина во время пикового усилия меньше, чем толщина в свободном состоянии. Винил не дает такого прощения. Он либо просто жестко лежит, либо рвется, пытаясь поддаться.
Так что да, уретан стоит в четыре-пять раз дороже винила изначально. Но он ведет себя как контролируемый слой инструмента, а не как одноразовая обертка.
Когда вы рассматриваете его как расходник, он кажется дорогим. А если сравнить его с отходами, часами полировки и износом пресс-форма, как тогда он выглядит?
Вы стоите у пресса с нержавейкой 14‑го калибра 304, гиб под 90 градусов, лицевая сторона наружу. Ширина раскрытия матрицы — 1 дюйм. Упор приходится ровно туда, где плечо касается листа. Вопрос не в том, “какая пленка лучшая”. Вопрос вот в чем: какой толщины и твердости должна быть пленка, чтобы сжиматься под нагрузкой, не деформируя радиус, восстанавливаться перед следующим ударом и не смещаться в сторону, когда опускается ползун?
Начните с давления, а не с цвета. Тонкие листы и широкие V-образные отверстия распределяют нагрузку; узкие радиусы и матрицы концентрируют её. Если вы регулярно работаете с высоким тоннажем на фут, нужен уретан с большей твердостью по шкале Шора, чтобы он не «вытекал» из зоны контакта. Если вы гнете тонкую зеркальную нержавейку с широкими отверстиями, немного более мягкий сорт лучше прилегает и предотвращает микро-точечную нагрузку, которая проявляется на поверхности. Это не теория. Я видел, как стопка зеркальной нержавейки выходила с пресса так, будто её протащили по погрузочной площадке, потому что пленка была слишком жесткой, чтобы прилегать к плечу матрицы.
И вот где цеха часто ошибаются: они выбирают пленку только по толщине, а потом обвиняют оператора, когда защита не срабатывает в реальных условиях — нагрев, пыль, скорость, повторные удары. Я видел цеха, которые заработали прозвище “полировка и молитва”, потому что полировка стала у них как бы вторым отделом.
Так что давайте сравним, что действительно выдерживает тоннаж, количество циклов и человеческий фактор. Если неправильная пленка приводит к двум испорченным листам в месяц, что это делает с вашей маржой за год?
Представьте две рулонные ленты на стеллаже. Стандартный прозрачный уретан, средняя твердость, 6–8 мил. Рядом — синий высокоплотный, более твердый состав, та же толщина на бумаге. Торговый представитель говорит, что синий — “усиленный”. Оператор берет его для всего, что толще 11 калибра.
Первая неделя — всё отлично. К третьей неделе появляются слабые линии по краям на деталях со сложной гибкой. Почему? Потому что уретан большей твердости действительно устойчив к вмятинам, но также сопротивляется прилеганию к сложной геометрии матрицы. На сложных инструментах эта жесткость создает микро-зазоры. Под пиковыми нагрузками лист образует мосты через эти зазоры и концентрирует усилие на краевых точках контакта. Именно здесь на поверхности появляется «чаттер» от матрицы, видимый на отделке.
Я узнал это на собственном опыте при изготовлении архитектурных панелей — малый внешний радиус, видимая лицевая поверхность, использовал высокоплотную пленку, потому что “больше защиты”. Мы отправили в отход шесть деталей, прежде чем поняли, что пленка не оседает в радиус матрицы. Она действовала как прокладка с острыми краями. Шесть панелей. Прямиком в утиль.
Теперь наоборот. Стандартная прозрачная, чуть мягче, та же толщина. Она сильнее сжимается под нагрузкой, заполняет плечо матрицы, распределяет давление. Но на конструкционных деталях с высоким тоннажем эта же мягкость может привести к срезу и преждевременному истончению, особенно если вы работаете быстро и создаете тепло. Ускоренный износ будет заметен по центру линии.
Так какая заслуживает место на полу? Та, что соответствует вашему типичному производству: более твердая марка для повторяющихся высокотоннажных ударов на простой геометрии; стандартная — для косметических, сложных изгибов, где важнее прилегание, а не грубая стойкость к истиранию. Если вы храните обе, привязана ли каждая к определенной группе деталей — или вы позволяете операторам догадываться?
Оператор уверяет, что “всё защитил”. Потом вы видите, что пленку уводит на 3/16 дюйма во время удара.
Соскальзывание — это не проблема материала в первую очередь. Это проблема крепления.
Уретан с клеевым слоем хорошо фиксируется на прямых матрицах. Никакого ползания, никакого смещения. Но каждый раз при смене матрицы вы отрываете, наносите заново, совмещаете. При большом количестве маленьких заказов это время складывается. Я засекал: то, что кажется “пару лишних секунд”, превращается в минуты на каждую переналадку. Умножьте на 20 смен за день.
Магнитные варианты быстро решают вопрос выравнивания на ферромагнитных инструментах. Прикрепил, подрезал, запускай. Но магниты добавляют толщину и жесткость. При узких допусках этот дополнительный слой меняет вашу сборку сильнее, чем вы думаете. А на неферромагнитных матрицах они бесполезны.
Свободная укладка — просто отрежь полосу и положи — звучит грубо. Но при крупных сериях, когда плёнка удерживается в V-образной форме, это часто самый быстрый способ. Нет времени на отверждение клея. Нет остатков. Главное — подобрать ширину под отверстие штампа, чтобы она самоустанавливалась под нагрузкой. Если слишком узкая — смещается. Слишком широкая — морщится.
Я видел, как цеха удваивали время обработки, добиваясь “идеального прилипания”, тогда как правильно подобранная свободная полоса держалась бы на месте всю смену. Защита, которая снижает производительность, — просто другая форма потерь. Сколько вы платите операторам за то, чтобы они следили за плёнкой, вместо того чтобы производить детали?
Запускаем зеркальную нержавейку утром, сталь с порошковым покрытием после обеда. Та же плёнка?
Если вы заботитесь о количестве брака — нет.
Зеркальная нержавейка безжалостна. Любые вкрапления в плёнке становятся абразивом. Здесь нужна прозрачная полиуретановая плёнка с высокой стойкостью к разрыву и гладкой поверхностью, чтобы не задерживала частицы. Мягкие сорта помогают распределять нагрузку и предотвращают точечные отметки.
Порошковое покрытие ведёт себя иначе. Само покрытие имеет текстуру и лёгкую сжимаемость. Слишком мягкая плёнка — и вы рискуете отпечатать эту текстуру обратно в покрытие под давлением, особенно после 50–100 циклов, когда поверхность полиуретана начинает полироваться и собирать загрязнения. Я видел, как непостоянство защиты от следов проявлялось в середине партии, потому что остатки и пыль, встроенные в поверхность плёнки, превращали её в наждачную бумагу.
Есть ещё ловушка многослойных плёнок. Некоторые премиальные материалы используют многослойные конструкции из ТПУ ради прочности. На бумаге — отлично. На практике, если линия склеивания не идеальна, при многократном изгибе может произойти внутреннее расслоение. Как только это происходит, появляются локализованные пузыри — точки давления, которые не видны, пока не отпечатаются на детали.
Однослойная, высококачественная полиуретановая плёнка часто выигрывает не потому, что она изысканнее, а потому что проще и надёжнее при циклической нагрузке. Меньше внутренних причин отказа.
Так вы подбираете химию плёнки под чувствительность поверхности — или просто используете ту рулонную плёнку, что ближе к прессу?
Вы снимаете клеевую плёнку после длинного цикла и видите лёгкий след на кромке штампа. Ничего критичного. Просто достаточно, чтобы собирать пыль.
Следующая партия — и пыль встраивается в новую плёнку. К сороковой детали вы уже боретесь с необъяснимыми царапинами.
Более сильный клей снижает проскальзывание. Но также повышает риск остатков, особенно при нагреве от повторных ударов. Мы раньше называли это «смазыванием при ползучести клея» — когда клей медленно мигрирует под давлением и температурой. Очистка штампов между циклами увеличивает трудозатраты. Не чистить — увеличивает количество дефектов.
Свободная укладка устраняет остатки, но увеличивает риск смещения при неправильных размерах. Магнитная фиксация исключает клей, но увеличивает толщину пакета и может удерживать грязь между магнитом и штампом, если не чистить.
Идеального варианта нет. Есть только наименее дорогой вид отказа, исходя из вашего набора работ.
Если плёнка предотвращает $800 потерь из-за полировки и брака за этот месяц, но обходится вам на $200 дороже в расходниках и добавляет десять минут настройки в неделю, она “слишком дорогая” — или это страхование маржи, которое вы до сих пор отказывались покупать?
Вы смотрите на три рулона на верстаке, три ценника и производственный план, забитый смешанными заказами. В рекламном листке указаны толщина, твердость, может быть, удлинение. Но не указано, когда математика начнёт работать в вашу пользу.
Учитывая, что CN-HAWE инвестирует более 8% годового дохода от продаж в исследования и разработки. ADH ведёт НИОКР по прессам-гибам для читателей, которым нужны подробные материалы, Брошюры — полезный дополнительный ресурс.
Так что давайте рассчитаем это, как сделали бы на производстве.
В прошлом году я зашёл в мастерскую, где гнули косметические кронштейны из нержавеющей стали марки 304 — изгибы на 90 градусов в стали толщиной 14 калибра, с V-открытием в 1 дюйм. Они покупали полиуретан рулонами и жаловались, что он “чертовски дорогой”. Один рулон стоил им примерно столько же, сколько приличная вставка для штампа. На этом шок от цены остановил размышления большинства владельцев.
Но рулон — это не единица, которая приносит вам деньги. Деньги приносит изгиб.
Возьмём гипотетическую, но реалистичную настройку: полиуретановая лента толщиной 8 мил, нарезанная под штамп длиной 10 футов. Вы платите, допустим, $250 за рулон, который даёт 200 десятифутовых лент. Это $1.25 за каждую ленту. Если одна лента выдерживает 500 изгибов до замены, ваша стоимость защиты — четверть цента за изгиб.
Теперь сравните с тем, что происходит без неё. Одна косметическая царапина на каждые 40 деталей по видимой поверхности. Даже если заметить её рано — простои оператора, перемещение, проверка. А если пропустили — это брак.
Учитывая, что ассортимент продукции CN‑HAWE основан на ЧПУ 100% и охватывает высокотехнологичные сценарии лазерной резки, гибки, фрезеровки, резки, для команд, оценивающих практические варианты, Ножница для резки листа — это актуальный следующий шаг.
Оператор клянётся, что он “защитил”. Потом вы видите слабую линию от дребезга V-штампа и понимаете, что будет дальше: кто-то несёт детали на полировочный стол.
Если вы всё ещё оцениваете полиуретан по стоимости рулона, а не по стоимости изгиба, измеряете ли вы вообще то, за что вам платит клиент?
Поговорим о полировочном столе — отделе, которого никто не включает в бюджет, потому что он “только делает подправки”.”
Я видел мастерские, заслужившие прозвище “полируй и молись”, потому что финишная обработка фактически стала их вторым отделом. Один производитель отслеживал это после моей просьбы: партия из 50 штук, в среднем 8–10 минут лёгкой шлифовки на деталь. Пусть будет 8 минут. Это 400 минут. Почти 7 часов.
При полной ставке $50 в час это $350 на полировочную работу для одной небольшой партии. И это не включает время простоя листогиба, пока детали переделываются, или время начальника, потраченное на споры о том, “допустима ли” царапина.”
Теперь положите полиуретановую ленту стоимостью $1.25 в штамп и работайте чисто.
Даже если вы сожжёте три ленты за эту партию из-за геометрии или нагрева, ваши расходники обойдутся меньше $4, чтобы убрать $350 труда. Это не погрешность округления. Это прибыль.
Я усвоил это на собственном опыте, когда работал над зеркальными панелями лифта несколько лет назад. Мы пропустили защиту, потому что заказ был “коротким”. Четыре детали вышли с лёгкими следами на плечах, видимыми только под светом холла. Мы переделали партию. Материал, время станка, срочная доставка. Полировка, которую мы сначала попробовали, только размазала направление зерна.
Если вы хотите полностью убрать эти переделки последнего шага — особенно на косметических панелях — контролируемый этап ремонта и сборки может стать решающим. Настройка для лазерной сварки с ЧПУ позволяет устранять мелкие следы на плечах, микродырки или дефекты кромок с тепловым воздействием, измеряемым в миллиметрах, сохраняя направление зерна и плоскость вместо их деформации. Поэтому мастерские часто совмещают защиту штампа с точной лазерной обработкой, как у CN-HAWE лазерный сварочный станок: это практичный способ аккуратно восстанавливать детали, автоматизировать стабильность и держать работы с высокой видимостью вне полировочного отдела.
Какова ваша реальная почасовая ставка, если включить фактор паники?
Большинство владельцев сосредоточено на чистоте поверхности детали и забывает, что сам штамп получает ударную нагрузку.
Когда вы переходите к более толстым материалам или работе с большим радиусом, действует тот же принцип: контроль и амортизация уменьшают долгосрочные повреждения инструмента. Вместо того чтобы пропускать тяжелую пластину через многократные удары пресса, специально разработанное рулонное решение может распределять давление формовки более равномерно и минимизировать локальный износ плеча. Система с ЧПУ, такая как листогибочного станка от CN-HAWE сочетает точное управление с автоматизированными рабочими процессами обработки листового металла, помогая мастерским справляться с задачами высокой нагрузки и большого радиуса с меньшим напряжением инструмента, меньшим количеством дефектов поверхности и более предсказуемой повторяемостью.
Голый металл на закаленной стали под нагрузкой создает микробринеллинг — крошечные вмятины на плече матрицы, которые со временем превращаются в видимые линии на каждой последующей детали. В первый день вы этого не заметите. Вы увидите это через шесть месяцев, когда стопка нержавеющей стали с зеркальной отделкой выйдет из пресса, будто её протащили по разгрузочной площадке.
Уретан действует как амортизатор. Он распределяет нагрузку, снижает пиковое контактное напряжение и препятствует внедрению мелких частиц прямо в поверхность матрицы. Меньше прямого истирания — меньше циклов доводки вашего инструмента.
Посчитайте. Если вы отправляете прецизионную V-матрицу на перешлифовку раз в год, скажем, за $300–$500 с учётом простоев, а плёнка сокращает это вдвое, вы уже окупили несколько рулонов, не затронув ваш уровень брака.
И не игнорируйте скрытый фактор — стабильность. Изношенное плечо матрицы меняет фактический радиус изгиба и поведение упругого восстановления. Теперь ваши операторы гоняются за углом, подкладывают проставки, корректируют настройки. Больше времени на подготовку. Больше вариативности.
Сколько стоит вам одна незапланированная переделка матрицы из‑за сорванных сроков поставки?
Небольшой объём, высокий косметический стандарт? Покупайте заранее нарезанные полосы или режьте по мере необходимости — расчёт уже работает.
Но когда у вас работают несколько прессов, несколько смен, высокая номенклатура — вот тогда появляется точка перехода. Я видел цехи, сжигающие по 20–30 полос в день на разных участках. При таком темпе ручная нарезка рулонов ножом превращается в отдельный поток отходов: неодинаковая ширина, махристые края, потеря материала.
Учитывая, что ассортимент продукции CN‑HAWE основан на ЧПУ 100% и охватывает высокотехнологичные сценарии лазерной резки, гибки, фрезеровки, резки, для команд, оценивающих практические варианты, Многофункциональный станок (айронворкер) — это актуальный следующий шаг.
Организуйте простое приспособление или маленький резатель на месте, настройте ширину под ваши стандартные V‑открытия — и вы снизите отходы и время обработки. Если вы экономите хотя бы 30 секунд на каждой настройке при 20 переналадках в день, это 10 минут ежедневно. За год — более 40 часов возвращённого производственного времени.
Но есть важный нюанс: если ваша номенклатура нестабильна и вы используете защитные плёнки всего два раза в неделю, вложения в оборудование и место не оправдаются. Переход происходит только тогда, когда использование плёнки предсказуемо и связано с конкретными семействами заказов — а не когда это случайное дополнение.
Посмотрите на свою доску расписания. Сколько ваших еженедельных сгибов — это косметические или клиентские поверхности, где одна царапина вызывает переделку?
Вот это число — а не цена рулона — показывает, является ли уретан расходным материалом или страховкой вашей маржи.
Хотите пошаговый ответ? Вот он: прежде чем уретан станет стандартной практикой, протестируйте его, как любое другое изменение инструмента — зазоры, геометрию, нагрузку, обслуживание — и убедитесь, что он не создаёт новую проблему, решая старую.
Потому что плёнка — это страховка маржи. А страховка работает только если установлена правильно.
Я видел, как цехи вставляют полоску в матрицу, делают одну хорошую деталь и объявляют победу — а потом обвиняют материал, когда появляется дрейф угла или складка проступает на полированной поверхности. Уретан не исправит плохие настройки. Он усиливает дисциплину так же быстро, как выявляет shortcuts.
Если вы собираетесь сделать это стандартом, могут ли ваши процессы выдержать дисциплину, которую это требует?
Если вы решаете, стоит ли стандартизировать плёнку для всех работ, часто полезно перепроверить свой процесс с людьми, которые видят такие режимы отказа каждый день. Команды, такие как CN-HAWE, с системами гибки на основе ЧПУ и постоянно ведущимися НИОКР по поведению листогибочного пресса под нагрузкой, помогут вам оценить соответствие, дисциплину настройки и реальные эффекты сжатия до того, как вы зафиксируете стандарт. Если вы хотите обсудить свое применение или получить мнение по реализации, начните разговор здесь: Свяжитесь с нами.
Пленка добавляет толщину. Это очевидно.
Неочевидно то, что происходит с этой толщиной под нагрузкой. Полоса в 8 мил не остается 8 мил, когда вы прикладываете усилие; она сжимается, немного течет, затем восстанавливается. Глубина хода ползуна и значение обратного пружинения изменились.
Если вы программируете так, будто ничего не произошло, вы будете весь день бороться за углы, обвиняя “вариацию материала”, пока оператор в отчаянии корректирует смещения. Так появляются непостоянные данные о гибке и случайные линии «дрожания» V-матрицы, возвращающиеся на косметический фланец.
Решение несложное. Измерьте фактический угол с пленкой на месте, скорректируйте нижнюю мертвую точку или глубину, чтобы компенсировать, и зафиксируйте это в защищенной программе. Считайте это другим инструментальным пакетом — так оно и есть.
Кратко: пленка изменяет высоту пакета. Ваша программа должна учитывать эту реальность.
Вы готовы стандартизировать смещения для защищенных программ или позволите каждому оператору “чувствовать” и терять время на настройке?
Вот где пленка может подвести.
Острые углы. Плотные завальцовки. Толстый лист в узком V. Полиуретан не всегда равномерно принимает форму, и если он собирается в складку у плеча, вы создаете новый валик давления, который может оставить отпечаток сильнее, чем голая сталь.
Мне доводилось видеть стопку нержавеющей стали с зеркальной отделкой, вышедшую из пресса, которая на первый взгляд выглядела отлично — пока не наклонишь под свет и не увидишь тонкую линию точно там, где пленка сморщилась. Не от матрицы. От защиты.
Это не провал концепции. Это предел геометрии.
На сложных профилях вы надежно фиксируете обе стороны, сохраняете равномерное натяжение и подрезаете ширину под V-открытие, чтобы лишнему материалу просто некуда было складываться. А иногда — это то, что никому не нравится — вы переходите на полиуретановую подушку вместо пленки, потому что условия требуют более толстой, самовосстанавливающейся прослойки.
Учитывая, что CN-HAWE инвестирует более 8% годовой выручки в исследования и разработки, а ADH ведёт R&D в сфере пресс-тормозов, для команд, оценивающих практические варианты здесь, Панельный гибочный станок — это актуальный следующий шаг.
Пленка — не волшебство. Это тонкий амортизатор.
Если ваши детали относятся к категории острых изгибов и косметических поверхностей класса А, вы подобрали способ защиты под геометрию или надеетесь, что тонкий материал поведет себя как толстая резина?
Теперь поговорим о нагрузке.
Высокие усилия — толстый лист, узкое V, повторяющиеся циклы — могут сместить пленку, если она закреплена только полоской двустороннего скотча с одной стороны. Под давлением она ползет. Как только поползла — начинает тянуть. Когда начинает тянуть — изнашивает матрицу быстрее, вместо того чтобы ее защищать.
Я усвоил этот урок на горьком опыте во время серии толстых углеродных кронштейнов много лет назад. Мы думали, что поступаем умно, защищая штамп. На середине партии плёнка сдвинулась ровно настолько, чтобы открыть одно плечо. Следующий удар оставил борозду прямо поперёк шести деталей. В утиль. И ободранную кромку штампа, которую пришлось выправлять камнем, прежде чем продолжить.
Это была не ошибка уретана. Это была ленивая фиксация при высоких нагрузках.
А вот химия. Некоторые режущие жидкости и агрессивные смазки со временем могут размягчить плёнки низкого качества. В тяжёлых влажных условиях интегрированные уретановые подушки работают лучше тонких полос — они устойчивы к разрушению и самоуплотняют мелкие повреждения.
Так что задайте прямой вопрос: вы работаете в рамках нагрузки и химических ограничений плёнки или превышаете предел и надеетесь, что она не подведёт?
Вот тут большинство владельцев ошибаются.
Они думают, что плёнка означает, что можно расслабиться с чисткой штампа. Ведь он “прикрыт”, верно?
Неверно.
Любой мусор под этой полосой — металлическая пыль, стружка, окалина — превращается в абразив между уретаном и закалённой сталью. Каждый ход шлифует это взад и вперёд. Вы фактически создали шлифовальный блок внутри оснастки.
Я видел цеха, которые получили прозвище “полируй и молись”, потому что отдел отделки стал у них неофициальным вторым подразделением, и половина проблем была из‑за грязных штампов под защитой. Провалилась не плёнка. Провалилась дисциплина.
Очистите плечи штампа. Протрите основание. Осмотрите полоску при замене. Пять минут подготовки предотвращают часы полировки.
Если уретан — это страховка на случай повреждений, то обслуживание — это страховая премия, которую вы платите, чтобы полис оставался действительным.
Так что вот настоящий момент выбора: может ли ваш цех следовать корректировкам программы, учитывать геометрию, соблюдать ограничения по нагрузке и стандарты чистки, которые делают плёнку эффективной — или вы будете обращаться с ней как с пищевой плёнкой, а потом жаловаться, что она не экономит вам деньги?
Вам нужен чёткий, повторяемый план. А не очередное “попробуем и посмотрим”.”
Вот в чём сдвиг: уретан перестаёт быть спасательным инструментом, к которому вы тянетесь после повреждённой партии, и становится частью стандартной оснастки — запрограммированной, обученной, измеренной. В тот момент, когда он становится нормой, царапины перестают быть “издержками производства” и превращаются в отклонения процесса.
Это не игра слов. Это контроль.
Когда плёнка — опция, каждый косметический заказ — вопрос интерпретации. Когда она становится стандартом для определённых семей деталей — нержавейка, предварительно отделанный алюминий, поверхности класса А — её включают в карты настройки, смещения глубины на ЧПУ, критерии инспекции. Вы перестаёте реагировать на повреждения и начинаете их предотвращать. Вот разница между цехом, который тушит пожары, и цехом, который знает свою маржу до первого удара.
Так что настоящий вопрос не “работает ли плёнка?”. А «готовы ли вы сделать защиту частью архитектуры вашего процесса, а не реакцией на аварию?»
Вы не внедряете это через комитет. Вы останавливаете «кровотечение» уже на следующем цикле.
Шаг первый: подтвердите основы. Открытие V — 6–8 толщин материала при воздушной гибке. Правильное усилие. Более медленный подход при первом контакте. Если пропустить это и просто накинуть пленку на неправильно рассчитанную оснастку, вы лишь смягчаете ошибку в расчетах. Так вы и начинаете гоняться за нестабильным углом, виня материал, пока смещения гуляют по всей настройке ЧПУ.
Шаг второй: рассматривайте пленку как смену оснастки. Измерьте фактический угол с установленной пленкой. Отрегулируйте нижнюю мертвую точку. Сохраните это как защищенную программу. Подпишите. Заблокируйте. Пленка добавляет высоту пакета — сжатую высоту — и вашему ЧПУ нужно знать об этом. Иначе появятся тонкие колебания угла и, возможно, даже слабая линия задиров там, где не ожидали концентрации давления.
Шаг третий: подбирайте толщину пленки под диапазон материала. Одна лента и для листа 11-го калибра, и для четверти дюйма — лень. Более толстый материал распределяет усилие иначе. Если стандартизировать бездумно, вы устраните царапины в одном заказе и получите микрозаломы в другом.
Весь этот процесс может уложиться в один цикл наладки. Пять–десять дополнительных минут сейчас против часов на полировке потом.
Если эти десять минут предотвратят хотя бы одну переделанную панель из нержавейки в этом квартале — что это вам принесло?
Я слышал это тысячу раз: оператор клянется, что он “защитил” деталь.
Потом подхожу и вижу морщину на плече матрицы.
Пленка должна лежать ровно, равномерно натянутая и обрезанная по форме V, чтобы нигде не собиралась в складки. Любой разрыв, застрявшая стружка или свободный край становятся точкой концентрации давления. При нагрузке этот всплеск отпечатывается прямо на лицевой поверхности детали.
Вот где проявляется дисциплина. Протирайте матрицу. Осматривайте ленту при каждой смене. Заменяйте сразу, как только появились повреждения. На работах с повышенной нагрузкой закрепляйте обе стороны, чтобы пленка не ползла. Одна привычка: никогда не запускайте ход, если пленка не выглядит чистой и не уложена. И всё.
Я усвоил это горьким опытом много лет назад, когда смятая лента на партии декоративной нержавейки оставила слабый залом вдоль всей кромки. Мы заметили это только на финальной проверке. Половину поддона пришлось списать, потому что никто не потратил три секунды, чтобы разгладить пленку перед циклом.
Три секунды.
Сколько стоят три секунды по сравнению с половиной поддона нержавейки класса «А»?
Вот что упускает большинство руководителей: реальная окупаемость — не только меньше царапин. Это стабильность.
Когда пленка используется по умолчанию на декоративных работах, меняются три показателя.
Во-первых, сокращаются часы доработок — не потому, что операторы стали внимательнее, а потому что источник повреждений устраняется конструктивно, а не выявляется инспекцией. Гипотетический пример: если вы тратите 10 минут на полировку детали 20% из партии в 50 штук, это более полутора часов неоплачиваемого труда. Устраните причину — и это время станет вашим ресурсом.
Во-вторых, брак становится предсказуемым. Вместо случайных повреждений поверхности появляются четкие отклонения: неправильное V-открытие, изношенная пленка, пропущенная очистка. Корневые причины виднее. Тушения пожаров становится меньше.
В-третьих, обслуживание матриц стабилизируется. Меньше контакта металл-металл — меньше рисок, меньше притирки кромок, меньше неожиданных замен оснастки. Это тихое снижение износа и есть то место, где прячется прибыль — то, за что вы не выставляете счета, но всегда платите.
А вот здесь начинается неочевидное: как только царапины перестают быть “нормой”, культура меняется. Стопка листов из нержавеющей стали с зеркальной полировкой, выходящая с гибочного пресса так, будто её протащили по загрузочному доку, раньше считалась проблемой отделки. Теперь — это тревожный сигнал. Исключение. Повод для расследования, а не для полировки.
Это и есть совершенство процессов — не идеальность, а предсказуемость.
Когда полиуретан становится вашим амортизатором, а не повязкой, вы перестаёте «принимать удары» за счёт труда, отходов и износа штампов. Вы поглощаете их в тонком, контролируемом интерфейсе, созданном специально для этого.
Так что взгляните на свой прошлый квартал. Не на расходы на расходные материалы — на часы полировки, косметический брак, время ремонта штампов.
Если бы эти показатели выровнялись завтра, что бы это сделало с вашей маржой?


















