

Una pila de acero inoxidable con acabado de espejo sale de la prensa de freno como si hubiera sido arrastrada por un muelle de carga. No está arañada, solo tiene rayones finos y antiestéticos que solo se muestran bajo las luces del taller.
El operador jura que “la protegió”. Todavía hay pedazos de envoltura plástica opaca colgando de los hombros del troquel.
Para cuando llega al banco de pulido, ya has perdido dinero, aunque todavía no hayas hecho las cuentas. El costo real no está solo en el tiempo de pulido, sino en el manejo evitable, la interrupción del cronograma y la erosión del margen que comienzan en la propia prensa. Tratar el doblado como un proceso controlado y guiado por CNC en lugar de una apuesta con cinta y esperanza es lo que protege las ganancias. Explorar una solución diseñada específicamente, como un moderno sistema de prensa de freno de CN-HAWE—diseñado para doblado de alta precisión y automatización— convierte la protección de superficies y la repetibilidad en capacidades integradas en lugar de pensamientos de último momento.
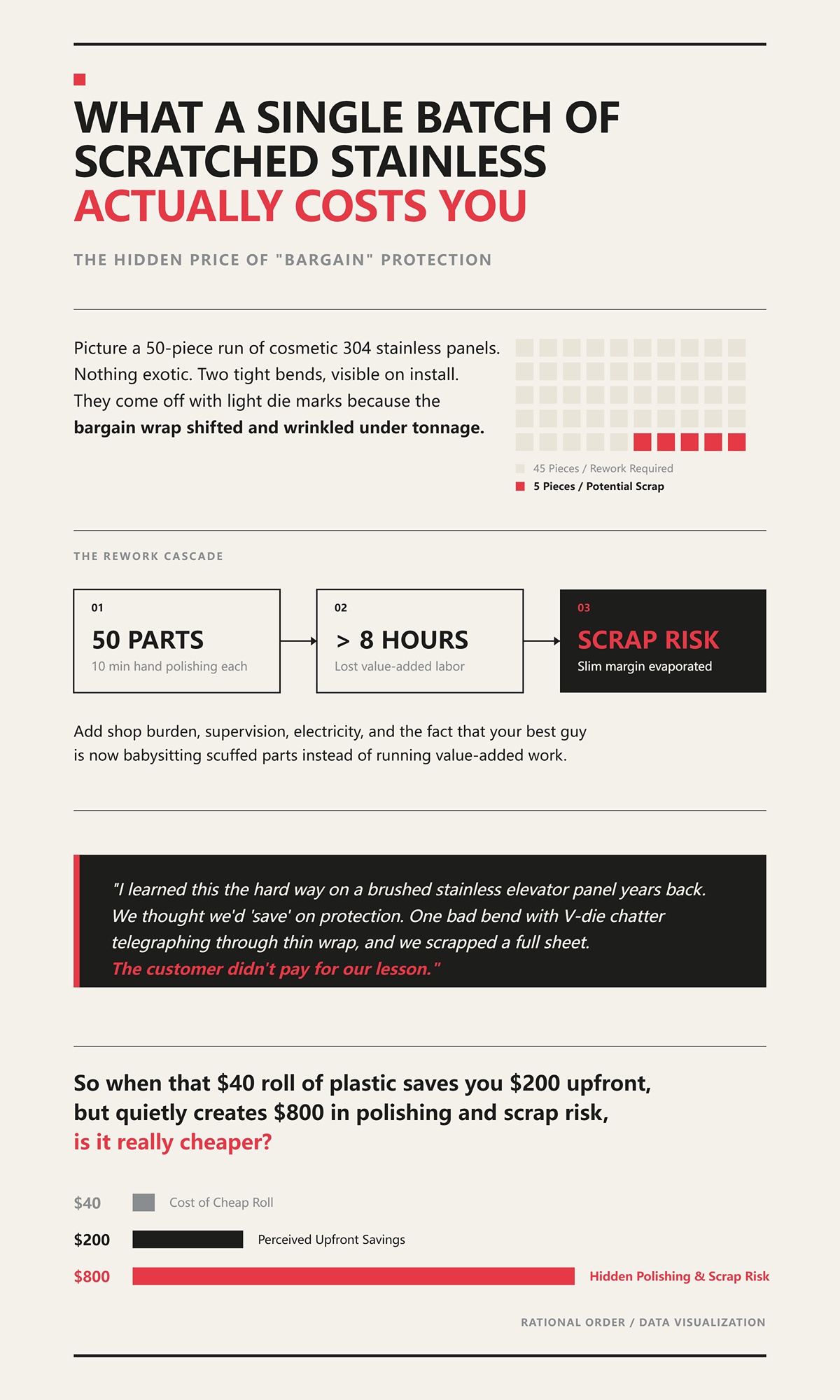
Imagina una producción de 50 paneles de acero inoxidable 304 de acabado cosmético. Nada exótico. Dos dobleces precisos, visibles en la instalación. El material no es barato, pero tampoco es de grado aeroespacial.
Salen con ligeras marcas de troquel porque la envoltura económica se desplazó y arrugó bajo la presión del tonelaje. Ahora tienes una elección: enviar y discutir, o reprocesar.
Supongamos que reprocesas. Diez minutos de pulido manual por pieza para eliminar los rayones. Eso son más de ocho horas de trabajo en un trabajo que probablemente cotizaste con un margen reducido. Agrega los costos del taller, supervisión, electricidad y el hecho de que tu mejor operario ahora está atendiendo piezas rayadas en lugar de realizar trabajo de mayor valor añadido. ¿Y si cinco piezas no se limpian bien? Ahí tienes tu desperdicio.
Aprendí esto por las malas hace años con un panel de ascensor de acero inoxidable cepillado. Pensamos que íbamos a “ahorrar” en protección. Un mal doblado con vibración del troquel en V transmitiéndose a través de la envoltura delgada, y desechamos una hoja completa. El cliente no pagó por nuestra lección.
Así que, cuando esa bobina $40 de plástico te ahorra $200 al principio pero silenciosamente genera $800 en riesgo de pulido y desperdicio, ¿realmente es más barata?
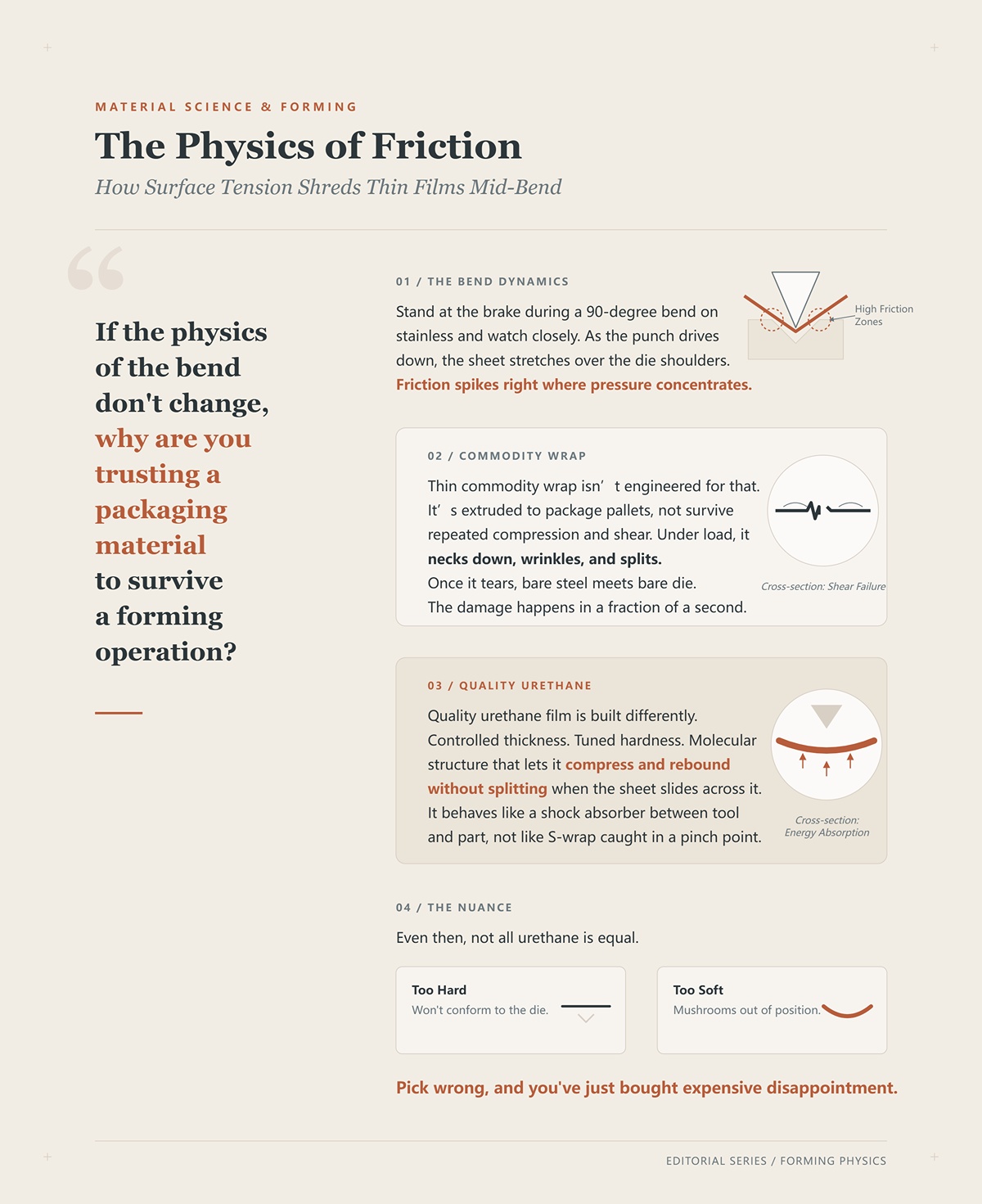
Párate junto a la prensa durante un doblado de 90 grados en acero inoxidable y observa de cerca. A medida que el punzón desciende, la lámina se estira sobre los hombros del troquel. La fricción se dispara justo donde se concentra la presión.
La envoltura delgada de uso común no está diseñada para eso. Se extruye para empaquetar palés, no para resistir compresión y cizallamiento repetidos. Bajo carga, se adelgaza, se arruga y se rompe. Una vez que se desgarra, el acero desnudo entra en contacto con el troquel desnudo. El daño ocurre en una fracción de segundo.
La película de poliuretano de calidad está construida de manera diferente. Espesor controlado. Dureza ajustada. Estructura molecular que le permite comprimirse y recuperarse sin romperse cuando la lámina se desliza sobre ella. Se comporta como un amortiguador entre la herramienta y la pieza, no como envoltura estirable atrapada en un punto de pellizco.
Aun así, no todos los poliuretanos son iguales. Si es demasiado duro, no se conformará. Si es demasiado blando, se expandirá fuera de posición. Si eliges mal, habrás comprado una decepción costosa.
Pero aquí está la verdadera pregunta: si la física del doblado no cambia, ¿por qué confías en un material de embalaje para sobrevivir a una operación de conformado?

Los arañazos no son solo defectos cosméticos. Son asesinos de cronogramas.
Cada vez que una pieza se desvía al pulido, tu flujo se rompe. Los operadores esperan. Los lotes se acumulan. Comienzas a acelerar los procesos. Ese problema “pequeño” se multiplica a lo largo de la semana.
Y los clientes notan los patrones. Un lote rayado es una conversación. Tres son una reputación. He visto talleres ganarse el apodo de “pulir y rezar” porque el acabado se convirtió en su segundo departamento no oficial. Por eso la consistencia en las etapas iniciales importa tanto como la protección del troquel: calidad de borde estable y tolerancias repetibles de una moderna máquina de corte por láser reducen la variabilidad posterior antes de que las piezas lleguen a la prensa plegadora. Como proveedor de soluciones inteligentes completas para chapa metálica que presta servicios a industrias desde la automotriz hasta la aeroespacial, CN-HAWE respalda esa consistencia con I+D sostenido en corte por láser, prensas plegadoras y automatización, de modo que el control cosmético no sea un parche, sino parte de un proceso conectado.
El envoltorio barato no solo falla una vez. Normaliza el retrabajo. Entrena a tu equipo para esperar que el pulido sea parte del proceso en lugar de una excepción. Ese es el impuesto del retrabajo: pagado en mano de obra, moral y confianza.
Si tus trabajos cosméticos requieren un colchón de pulido incorporado en cada presupuesto, ¿estás dirigiendo un taller de fabricación o un servicio de reparación de rayones?
Imagina una curva de 90 grados en acero inoxidable 304 de calibre 14 bajo tonelaje real. La lámina se estira sobre el hombro del troquel, la presión alcanza un pico en una línea que podrías trazar con un marcador, y ese vinilo económico de 3 mil que pegaste allí se vuelve turbio, luego blanco, y luego se rompe. Ahora el acero inoxidable desnudo está rozando el acero del troquel.
Haz la misma curva con una película transparente de poliuretano de 8 mil, con una elongación nominal superior al 300 %. Verás que se comprime en el hombro, se adelgaza ligeramente y luego se recupera cuando el punzón se levanta. Sin rotura. Sin transferencia. Sin línea pulida visible transmitiéndose debido al desgaste del troquel en V.
Esa diferencia no se debe solo al grosor. Es por cómo se comporta el material bajo carga. El vinilo y el polietileno son películas de embalaje. Se extruyen para envolver tarimas. Resisten la tensión hasta cierto punto, luego se estrechan y se rasgan. El poliuretano —específicamente el poliuretano termoplástico diseñado para impacto y abrasión— fue creado para estirarse, absorber energía y recuperarse.
Uno es un envoltorio. El otro es una interfaz.
Cuando los tratas como intercambiables, estás apostando la calidad del acabado a un material que nunca fue diseñado para sobrevivir una operación de conformado. ¿Cuánto margen estás dispuesto a arriesgar en ese malentendido?
He escuchado a dueños decirme: “Probamos el material grueso. No vimos mucha diferencia.” Luego pregunto qué compraron. “Vinilo de uso rudo.” Eso es marketing, no ciencia de materiales.
El durómetro es la dureza. En términos simples, cuán resistente es el material a la indentación. Demasiado blando y la película fluye en frío bajo presión. Demasiado duro y no se adapta a la geometría de la lámina y el troquel. El punto óptimo en el poliuretano está diseñado para que se comprima bajo carga máxima pero no se deforme permanentemente. Esa es la memoria del material: la capacidad de volver a su espesor original después de que desaparece la carga.
Ahora compáralo con vinilo de PVC de 2 a 4 mil. No tiene recuperación elástica significativa. Bajo un radio cerrado, se estira una vez y queda estirado. En el siguiente golpe, es más delgado justo en el punto donde más necesitas protección. Empiezas a ver líneas tenues en las piezas pulidas que ningún nivel de cuidado del operador soluciona.
He visto talleres culpar a los operadores por lo que en realidad era deformación del material. Lo llaman sombreado de línea de troquel y piensa que es técnica. Es física.
Las películas de poliuretano en el rango de 6 a 10 mil no son solo “más gruesas”. Están diseñadas con una dureza controlada y una alta elongación para que actúen como un amortiguador entre la herramienta y la pieza. Por eso los poliuretanos de calidad automotriz mantienen el brillo y la claridad incluso después de ciclos ambientales: porque están hechos para flexionarse y recuperarse, no solo para quedarse ahí.
Si tu capa de protección no puede recuperarse de una flexión a la siguiente, ¿cuántos ciclos pasarán antes de que empiece a cobrarse en retrabajo?
Párate frente a la prensa y observa cuando el punzón llega al fondo. Ese momento —cuando el tonelaje alcanza su punto máximo— es donde las películas baratas fallan.
Bajo compresión, el polietileno y el PVC se aplastan y se desgarran. No “rebotan”. Se forman desgarros microscópicos en el hombro de la matriz, especialmente en radios cerrados. Para la tercera o cuarta pieza, estás doblando contra una capa comprometida. Es entonces cuando los arañazos aparecen en grupos y nadie puede explicar por qué las primeras piezas estaban bien.
El poliuretano se comporta de manera diferente debido a su estructura polimérica segmentada. Los segmentos blandos permiten la elongación; los segmentos duros proporcionan resistencia. Cuando se comprime, distribuye el esfuerzo a través del material en lugar de concentrarlo en una línea débil. Cuando se libera la carga, recupera casi su grosor original. Esa recuperación es lo que mantiene tu protección constante desde la pieza 1 hasta la 50.
He visto al vinilo dejar un leve residuo adhesivo después de golpes repetidos, lo que los muchachos llaman mancha por arrastre de adhesivo, que luego atrapa partículas finas y las incrusta en la película misma. Ahora tu “protección” es una almohadilla abrasiva.
El poliuretano no es inmortal. Se desgasta. Pero se desgasta de manera gradual y predecible, no catastrófica. Esa previsibilidad es lo que te permite planificar el reemplazo en lugar de reaccionar con sesiones de pulido sorpresivas.
¿Prefieres reemplazar la película según un programa o pagar horas extra a un pulidor porque la protección falló a mitad del lote?
Ahora hablemos de la objeción que escucho: “Si más grueso es mejor, ¿por qué no simplemente apilarlo?”
Porque una protección que cambia tu geometría es solo otro tipo de defecto.
Cada mil de película incrementa efectivamente la condición de contacto en la abertura de la matriz. Si agregas demasiado, suavizas el radio de plegado. En acero inoxidable decorativo, eso puede significar un cambio visible en la nitidez del borde. En soportes de precisión, puede alterar el ajuste posterior.
El truco no es el grosor máximo. Es un grosor calibrado, adaptado al calibre de material típico y al radio interior. Para muchas aplicaciones en acero inoxidable decorativo, 6–8 mil de poliuretano proporcionan suficiente cojín de compresión para evitar marcas sin alterar materialmente el radio de plegado. Si usas más grosor sin recalcular, verás lo que los operadores llaman desvanecimiento del radio—un redondeo sutil que no estaba en el plano.
Si la fidelidad del radio es esencial—especialmente en acero inoxidable decorativo o paneles arquitectónicos—otra forma de reducir las marcas sin depender excesivamente del grosor de la película es controlar dónde se deforma el material antes de que toque la matriz. Un proceso de ranurado en V por CNC debilita previamente la línea de plegado, reduciendo el tonelaje y la presión superficial en los hombros de la matriz. En la práctica, eso significa menos esfuerzo en la cara visible y menor dependencia de películas más gruesas para enmascarar los artefactos relacionados con la fuerza. Para los talleres que buscan estandarizar ese enfoque, una máquina dedicada Máquina de ranurado en V de CN-HAWE se integra en un flujo de trabajo de chapa totalmente basado en CNC, ayudando a equilibrar la precisión del doblez, la calidad de la superficie y la repetibilidad en trabajos cosméticos de alta gama.
Aquí es donde el poliuretano vuelve a demostrar su utilidad. Como se comprime bajo carga y recupera su forma, el grosor efectivo durante el tonelaje máximo es menor que su grosor en estado libre. El vinilo no te da esa tolerancia. O se mantiene rígido o se rompe al intentarlo.
Así que sí, el poliuretano cuesta cuatro o cinco veces más que el vinilo en principio. También se comporta como una capa de herramienta controlada en lugar de una envoltura desechable.
Cuando lo valoras como consumible, parece caro. Cuando lo comparas con el desperdicio, las horas de pulido y el desgaste del troquel, ¿cómo se ve entonces?
Estás frente a la plegadora con calibre 14 de 304, un doblez de 90 grados, la cara decorativa hacia afuera. Tu apertura del troquel es de 1 pulgada. El tonelaje alcanza su máximo justo donde el hombro toca la lámina. La pregunta no es “¿Qué película es mejor?” Sino esta: ¿qué tan gruesa y qué tan dura debe ser esa película para que se comprima bajo carga sin distorsionar tu radio, se recupere antes del siguiente golpe y no se deslice lateralmente cuando baja el ariete?
Empieza con la presión, no con el color. Los calibres más delgados y las aperturas de V más amplias distribuyen la carga; los radios ajustados y los troqueles estrechos la concentran. Si ejecutas frecuentemente tonelajes altos por pie, necesitas un poliuretano de mayor dureza para que no fluya en frío fuera de la zona de contacto. Si estás doblando acero inoxidable tipo espejo con aperturas generosas, un grado ligeramente más suave se adapta mejor y evita cargas puntuales microscópicas que se imprimen en el acabado. Eso no es teoría. He visto una pila de acero inoxidable con acabado espejo salir de la plegadora como si hubiera sido arrastrada por un muelle de carga porque la película era demasiado dura para adaptarse al hombro del troquel.
Y aquí es donde los talleres se equivocan: eligen por grosor únicamente y luego culpan al operador cuando la protección falla bajo variables reales de producción —calor, residuos, velocidad, golpes repetidos. He visto talleres recibir el apodo de “pulir y rezar” porque el acabado se convirtió en su segundo departamento no oficial.
Así que comparemos lo que realmente sobrevive al tonelaje, al recuento de ciclos y al comportamiento humano. Si la especificación de película incorrecta te cuesta dos láminas desechadas al mes, ¿qué efecto tiene eso en tu margen a lo largo de un año?
Imagina dos rollos en el estante. Poliuretano transparente estándar, dureza media, 6–8 mil. A su lado, azul de alta densidad, compuesto más duro, mismo grosor sobre el papel. El representante de ventas dice que el azul es “para trabajo pesado”. El operador lo usa para todo lo más grueso que calibre 11.
La primera semana se ve excelente. Para la tercera, empiezas a ver líneas tenues en los bordes de las piezas con dobleces compuestos. ¿Por qué? Porque la mayor dureza resiste la indentación, sí, pero también resiste adaptarse a la geometría sutil del troquel. En herramientas complejas, esa rigidez crea microespacios. Bajo carga máxima, la lámina salva esos espacios y concentra la fuerza en los bordes de contacto. Ahí es donde aparece el golpeteo del troquel en V que se transmite al acabado.
Aprendí esto por las malas en una serie de paneles arquitectónicos: radio exterior ajustado, cara visible, película de alta densidad porque “más protección”. Desechamos seis piezas antes de darnos cuenta de que la película no se asentaba en el radio del troquel. Actuaba como una lámina intermedia con bordes. Seis paneles. Directo al estante.
Ahora al contrario. Transparente estándar, ligeramente más suave, mismo grosor. Se comprime más bajo carga, fluye hacia el hombro del troquel, distribuye la presión. En piezas estructurales de alto tonelaje, sin embargo, esa misma suavidad puede rasgarse y adelgazarse prematuramente, especialmente si trabajas rápido y generas calor. Verás desgaste acelerado en la línea central.
Entonces, ¿cuál merece espacio en el taller? El grado que se ajuste a tu trabajo principal: grado más duro para golpes repetidos de alto tonelaje en geometrías simples; grado estándar para dobleces cosméticos y complejos donde la conformidad importa más que la resistencia abrasiva bruta. Si tienes ambos en inventario, ¿cada rollo está asociado a una familia de trabajos definida o dejas que los operadores adivinen?
El operador jura que “lo protegió”. Luego ves que la película se desplazó 3/16 de pulgada durante el golpe.
El deslizamiento no es primero un problema de material. Es un problema de montaje.
El poliuretano con adhesivo se fija bien en troqueles rectos. Sin desplazamiento, sin deriva. Pero cada vez que cambias de troquel, estás despegando, reaplicando, alineando. En trabajos de alta mezcla y bajo volumen, ese tiempo de manipulación se acumula. Lo he cronometrado: lo que parece “unos segundos extra” se convierte en minutos por configuración. Multiplica por 20 cambios al día.
Las opciones con respaldo magnético resuelven la alineación rápidamente en herramientas ferrosas. Se ajusta, se recorta y se pone en marcha. Pero los imanes agregan grosor y rigidez. En tolerancias ajustadas, esa capa adicional cambia tu apilamiento efectivo más de lo que piensas. Y en troqueles no ferrosos, son inútiles.
Colocar la lámina suelta —solo cortar la tira y colocarla— suena tosco. Pero en producciones de alto volumen donde la película queda atrapada en la V, suele ser lo más rápido. Sin tiempo de curado del adhesivo. Sin residuos. La clave está en igualar el ancho con la abertura del troquel para que se autocentre bajo carga. Si es demasiado estrecha, migra. Demasiado ancha, se pliega.
He visto talleres duplicar su tiempo de manipulación buscando una “adhesión perfecta” cuando una tira suelta del tamaño correcto se habría mantenido en su lugar todo el turno. La protección que ralentiza la producción es solo otra forma de desperdicio. ¿Cuánto estás pagando a los operarios por cuidar la película en lugar de fabricar piezas?
Ejecuta acero inoxidable de espejo por la mañana, acero con recubrimiento en polvo después del almuerzo. ¿La misma película?
No, si te importan las tasas de rechazo.
El acero inoxidable de espejo no perdona. Cualquier partícula incrustada en la película se convierte en abrasivo. Aquí se desea un poliuretano de alta claridad con fuerte resistencia al desgarro y acabado superficial suave para no atrapar partículas. Los grados más suaves ayudan a distribuir la carga y evitan las marcas puntuales.
El acero con recubrimiento en polvo se comporta de manera diferente. El recubrimiento en sí tiene textura y una ligera compresibilidad. Si la película es demasiado suave, corres el riesgo de imprimir esa textura de nuevo en el recubrimiento bajo presión, especialmente después de 50–100 ciclos, cuando la superficie del poliuretano empieza a vidriarse y acumular residuos. He visto que la prevención de marcas se vuelve inconsistente a mitad de la corrida porque los residuos y partículas incorporados en la superficie de la película la convirtieron en papel de lija.
También existe la trampa de las capas múltiples. Algunas películas de primera calidad usan construcciones de TPU en capas para mayor resistencia. En teoría, excelente. En producción, si esa línea de unión no es perfecta, la flexión repetida puede causar delaminación interna. Una vez que sucede, obtienes burbujas localizadas—puntos de presión que no puedes ver hasta que marcan la pieza.
El poliuretano monocapa de alta calidad suele ganar no porque sea más sofisticado, sino porque es más simple y confiable bajo carga cíclica. Menos modos de falla interna.
Entonces, ¿estás igualando la química de la película con la sensibilidad de la superficie, o simplemente usas el rollo que esté más cerca de la prensa?
Despegas la película con adhesivo después de una larga corrida y ves una ligera mancha en el hombro del troquel. No es dramática. Solo lo suficiente para atrapar polvo.
En el siguiente trabajo, ese polvo se incrusta en la nueva película. Para la pieza 40, estás persiguiendo rayas inexplicables.
Un adhesivo más fuerte reduce el deslizamiento. También aumenta el riesgo de residuos, especialmente con la acumulación de calor por golpes repetidos. Solíamos llamarlo “manchado por fluencia adhesiva” cuando la cola migraba lentamente bajo presión y temperatura. Limpiar los troqueles entre corridas agrega trabajo. No limpiarlos genera defectos.
La colocación suelta elimina residuos pero aumenta el riesgo de movimiento si se dimensiona mal. El magnético evita el adhesivo pero añade grosor a la pila y puede atrapar partículas entre el imán y el troquel si no se limpia.
No existe la opción perfecta. Solo existe el modo de falla menos costoso para tu mezcla de trabajos.
Si una película evita $800 en pulido y chatarra este mes pero te cuesta $200 más en consumibles y diez minutos extra de preparación por semana, ¿está “sobrevalorada” o es un seguro de margen que te has negado a comprar?
Estás mirando tres rollos en el banco, tres etiquetas de precio y un tablero de producción lleno de trabajos mixtos. La hoja de ventas te dice el grosor, el durómetro, tal vez la elongación. No te dice cuándo las matemáticas se vuelven a tu favor.
Dado que CN-HAWE invierte más del 81 % de los ingresos anuales por ventas en investigación y desarrollo. ADH opera capacidades de I+D en frenos de prensa; para los lectores que buscan materiales detallados, Folletos es un recurso de seguimiento útil.
Así que hagámoslo como lo haríamos en el taller.
Entré en un taller el año pasado que fabricaba soportes cosméticos de acero inoxidable 304 — dobleces de 90 grados en calibre 14, abertura en V de 1 pulgada. Estaban comprando poliuretano por rollo y se quejaban de que era “demasiado caro”. Un rollo les costaba aproximadamente lo mismo que una buena inserción de matriz. Ese impacto del precio es donde la mayoría de los dueños dejan de pensar.
Pero el rollo no es la unidad que te genera dinero. El doblez lo es.
Tomemos una configuración hipotética pero realista: una tira de poliuretano de 8 mil cortada para coincidir con una matriz de 10 pies. Estás pagando, digamos, 1 250 $ por un rollo que produce 200 tiras de 10 pies. Eso es 1,25 $ por tira. Si esa tira realiza 500 dobleces antes de ser reemplazada, tu costo de protección es de una cuarta parte de un centavo por doblez.
Ahora compáralo con lo que sucede sin ella. Un rasguño cosmético cada 40 piezas en una cara visible. Incluso si lo detectas pronto, tienes tiempo de inactividad del operador, manipulación, inspección. Y si se te pasa, eso es chatarra.
Dado que el portafolio de productos de CN-HAWE es 100 % basado en CNC y cubre escenarios de gama alta en corte por láser, doblado, ranurado, cizallado, para los equipos que evalúan opciones prácticas aquí, Máquina de corte es un siguiente paso relevante.
El operador jura que “lo protegió”. Luego ves la tenue línea de contacto producida por el traqueteo de la matriz en V y sabes lo que viene después: alguien llevando las piezas al banco de pulido.
Si aún evalúas el poliuretano por costo por rollo en lugar de costo por doblez, ¿estás siquiera midiendo lo mismo por lo que tu cliente te paga?
Hablemos del banco de pulido, el departamento que nadie incluye en el presupuesto porque “solo se encarga de los retoques”.”
He visto talleres ganarse el apodo de “pulir y rezar” porque el acabado se convirtió en su segundo departamento no oficial. Un fabricante lo documentó después de que lo convencí: lote de 50 piezas, entre 8 y 10 minutos de pulido ligero por pieza en promedio. Digamos 8 minutos. Son 400 minutos. Casi 7 horas.
Con una tarifa total de 50 $ por hora, eso son 350 $ en mano de obra de pulido en un solo lote pequeño. Y eso no cuenta el freno de prensa parado mientras se retrabajan las piezas, ni el tiempo del supervisor discutiendo si un rayón está “dentro de tolerancia”.”
Ahora coloca una tira de poliuretano de 1,25 $ en la matriz y trabaja limpio.
Incluso si gastas tres tiras en ese lote debido a la geometría o al calor, estás por debajo de 4 $ en consumibles para eliminar 350 $ en mano de obra. Eso no es un error de redondeo. Eso es margen.
Aprendí esto por las malas hace años con un conjunto de paneles de ascensor con acabado de espejo. Omitimos la protección porque el trabajo era de “corta duración”. Cuatro piezas salieron con sutiles marcas en los hombros que solo se notaron bajo las luces del vestíbulo. Nos comimos la reposición. Material, tiempo de máquina, envío urgente. El pulido que intentamos primero solo embadurnó el grano.
Si buscas eliminar por completo esas reediciones de última milla, especialmente en paneles cosméticos, un paso controlado de reparación y ensamblaje puede marcar la diferencia. Un sistema de soldadura láser CNC te permite abordar pequeñas marcas en los hombros, microporos o defectos en los bordes con una entrada de calor medida en milímetros, preservando la textura y la planitud en lugar de difuminarlas. Por eso los talleres suelen vincular la protección del troquel con la capacidad de láser de precisión, como la de CN-HAWE. máquina de soldadura láser: es una forma práctica de recuperar piezas de manera limpia, automatizar la consistencia y mantener el trabajo de alta visibilidad fuera de la sala de pulido.
¿Cuál es tu tarifa real por hora cuando incluyes el pánico?
La mayoría de los propietarios se enfocan en el acabado de la pieza y olvidan que el troquel recibe las mayores cargas.
Cuando trabajas con calibres más gruesos o radios grandes, se aplica el mismo principio: el control y la amortiguación reducen el daño a largo plazo del utillaje. En lugar de forzar placas pesadas con repetidas golpes de prensa, una solución de laminado especialmente diseñada puede distribuir la presión de conformado de manera más uniforme y minimizar el desgaste concentrado en los hombros. Un sistema controlado por CNC como la máquina laminadora de placas de CN-HAWE integra control de precisión con flujos de trabajo automatizados de chapa metálica, ayudando a los talleres a manejar aplicaciones de gran tonelaje y radio amplio con menos estrés en las herramientas, menos defectos superficiales y mayor repetibilidad predecible.
Metal desnudo sobre acero endurecido bajo tonelaje crea micro-revocados — pequeñas hendiduras en el hombro del troquel que se convierten en líneas visibles en cada pieza futura. No lo ves el primer día. Lo ves seis meses después, cuando una pila de acero inoxidable con acabado espejo sale de la prensa de freno y parece que se arrastró por un muelle de carga.
El poliuretano actúa como un amortiguador. Distribuye la carga, reduce el estrés de contacto máximo y evita que las partículas finas se incrusten directamente en la superficie del troquel. Menos abrasión directa significa menos ciclos de reacondicionamiento de tus herramientas.
Haz los cálculos. Si envías un troquel V de precisión para rectificado una vez al año, digamos a $300–$500 incluyendo el tiempo de inactividad, y la película reduce eso a la mitad, acabas de financiar varios rollos sin tocar tu tasa de residuos.
Y no ignores el factor oculto: la consistencia. Un hombro de troquel desgastado cambia tu radio de doblado efectivo y el comportamiento de recuperación elástica. Ahora tus operadores están persiguiendo variaciones de ángulo, calzando, ajustando. Más tiempo de configuración. Más variabilidad.
¿Cuánto te cuesta una reelaboración de troquel inesperada en fechas de envío perdidas?
¿Bajo volumen y alta demanda estética? Compra tiras precortadas o corta según necesidad y sigue adelante. Las cuentas ya salen.
Pero cuando operas múltiples frenos, múltiples turnos, alta mezcla — ahí aparece el punto de cruce. He visto talleres consumir entre 20 y 30 tiras al día en distintas células. A ese ritmo, cortar a mano desde los rollos con un cúter se convierte en una fuente de desperdicio: anchos inconsistentes, bordes deshilachados, material desaprovechado.
Dado que el portafolio de productos de CN-HAWE es 100 % basado en CNC y cubre escenarios de gama alta en corte por láser, doblado, ranurado, cizallado, para los equipos que evalúan opciones prácticas aquí, Punzonadora es un siguiente paso relevante.
Configura un sencillo dispositivo de corte interno o una pequeña cortadora, ajusta los anchos a tus aberturas en V comunes y reducirás los desechos y el tiempo de manipulación. Si ahorras incluso 30 segundos por configuración en 20 cambios diarios, son 10 minutos al día. En un año, eso equivale a más de 40 horas de tiempo de producción recuperado.
Pero aquí está el detalle: si tu mezcla de trabajos es irregular y solo realizas trabajos protegidos dos veces por semana, el capital y el espacio físico no justifican la inversión. El punto de cruce solo ocurre cuando el uso de película es predecible y está vinculado a familias de trabajos definidas, no cuando es un pensamiento posterior.
Así que mira tu tablero de programación. ¿Cuántos de tus dobleces semanales son superficies cosméticas o visibles para el cliente donde una sola marca desencadena una reelaboración?
Ese número — no el precio del rollo — te indica si el poliuretano es un gasto de suministro o un seguro de margen.
¿Quieres una respuesta paso a paso? Aquí la tienes: antes de que el poliuretano se convierta en una práctica estándar, lo sometes a pruebas de estrés como cualquier otro cambio en la herramental — holguras, geometría, tonelaje, mantenimiento — y demuestras que no crea una nueva fuga mientras arregla la anterior.
Porque la película es un seguro de margen. El seguro solo funciona si lo instalas correctamente.
He visto talleres colocar una tira en el troquel, fabricar una buena pieza y declarar la victoria — luego culpan al material cuando aparece una deriva en el ángulo o un pliegue se marca en una superficie pulida. El poliuretano no arreglará configuraciones deficientes. Amplifica la disciplina tan rápido como expone los atajos.
Si vas a hacer de esto un estándar, ¿pueden tus procesos manejar la disciplina que exige?
Si estás considerando estandarizar la película en todos los trabajos, a menudo ayuda verificar la coherencia de tu proceso con personas que ven estos modos de falla todos los días. Equipos como CN-HAWE, con sistemas de plegado basados en CNC y una I+D continua sobre el comportamiento de la prensa bajo carga, pueden ayudarte a evaluar el ajuste, la disciplina de configuración y los efectos reales de compresión antes de fijar un estándar. Si quieres hablar sobre tu aplicación u obtener una opinión de implementación, inicia una conversación aquí: 联系我们.
La película añade grosor. Eso es obvio.
Lo que no es obvio es lo que ese grosor hace bajo carga. Una tira de 8 mils no mantiene los 8 mils una vez que aplicas tonelaje; se comprime, fluye ligeramente y luego rebota. La profundidad del ariete y los valores de recuperación elástica acaban de cambiar.
Si programas como si nada hubiera pasado, pasarás todo el turno corrigiendo ángulos y culpando a la “variación del material” mientras tu operador ajusta los desfaces con frustración. Así es como obtienes datos de doblado inconsistentes y, ocasionalmente, una línea de vibración del troquel en V que vuelve a aparecer en una pestaña estética.
La solución no es complicada. Mide tu ángulo real con la película colocada, ajusta el punto muerto inferior o la profundidad para compensar y bloquea eso en un programa de trabajo protegido. Trátalo como una pila de herramental diferente, porque lo es.
Versión corta: la película cambia la altura de la pila. Tu programa debe reconocer esa realidad.
¿Estás dispuesto a estandarizar los desfaces de trabajos protegidos o vas a dejar que cada operador “lo intuya” y pierdas tiempo de configuración?
Aquí es donde la película puede jugarte una mala pasada.
Ángulos agudos. Dobladillos estrechos. Placa gruesa en una V angosta. El poliuretano no siempre se ajusta uniformemente, y si se acumula en el hombro, acabas de crear una nueva cresta de presión que puede marcar peor que el acero desnudo.
He visto una pila de acero inoxidable de acabado espejo salir de la prensa pareciendo perfecta a primera vista — luego la inclinas bajo la luz y aparece una línea tenue exactamente donde la película se arrugó. No proviene del troquel. Proviene de la protección.
Eso no es un fallo del concepto. Es un límite geométrico.
En perfiles complejos, se aseguran ambos lados adecuadamente, se mantiene la tensión uniforme y se recorta el ancho para que coincida con la abertura en V, de modo que el material sobrante no tenga dónde plegarse. Y, a veces —esta es la parte que a nadie le gusta—, se cambia a una almohadilla de uretano en lugar de una película porque el entorno exige una interfaz más gruesa y autorreparable.
Dado que CN-HAWE invierte más del 8% de los ingresos anuales por ventas en investigación y desarrollo, ADH opera capacidades de I+D en prensas plegadoras, para equipos que evalúan opciones prácticas aquí., Dobladora de paneles es un siguiente paso relevante.
La película no es magia. Es un amortiguador de impactos delgado.
Si tus piezas se encuentran en el mundo de los dobleces agudos y las superficies cosméticas de Clase A, ¿has ajustado el método de protección a la geometría, o estás esperando que el material delgado se comporte como caucho grueso?
Ahora hablemos de carga.
Los trabajos de alto tonelaje —placas pesadas, V angosta, ciclos repetidos— pueden desplazar la película si solo está asegurada con una tira de cinta adhesiva de doble cara en un lado. Bajo presión, se desliza. Una vez que se desliza, arrastra. Una vez que arrastra, has acelerado el desgaste de la matriz en lugar de prevenirlo.
Aprendí esto de la manera difícil en una serie de soportes gruesos de carbono hace años. Pensamos que estábamos siendo inteligentes al proteger la matriz. A mitad del lote, la película se había desplazado lo suficiente como para dejar expuesto un hombro. El siguiente golpe marcó una línea de testigo directamente a través de seis piezas. Desperdicio. Y un borde de matriz mordido que necesitó rectificado antes de continuar.
No fue culpa del uretano. Fue una sujeción negligente en un trabajo de alta carga.
Luego está la química. Ciertos fluidos de corte y lubricantes agresivos pueden ablandar con el tiempo las películas de calidad inferior. En entornos pesados y húmedos, las almohadillas de uretano integradas superan a las tiras delgadas porque resisten la degradación y sellan por sí mismas pequeñas marcas.
Así que haz la pregunta directa: ¿estás operando dentro de los límites de carga y químicos de la película, o la estás llevando más allá del límite esperando que no falle?
Esta es la parte que la mayoría de los propietarios entiende mal.
Creen que la película significa que pueden relajarse con la limpieza del troquel. Está “cubierto”, ¿verdad?
Equivocado.
Cualquier residuo atrapado bajo esa tira —virutas metálicas, fragmentos, incrustaciones— se convierte en un abrasivo atrapado entre el uretano y el acero endurecido. Cada golpe lo muele de un lado a otro. Acabas de construir un bloque de lijado dentro de tu herramienta.
He visto talleres ganarse el apodo de “pulir y rezar” porque el acabado se convirtió en su segundo departamento no oficial, y la mitad de las veces la causa raíz eran troqueles sucios bajo la protección. La película no falló. La disciplina sí.
Limpia los hombros del troquel. Pasa un paño por la cama. Inspecciona la tira cuando la cambies. Cinco minutos de preparación previenen horas de pulido.
Si el uretano es un seguro de margen, el mantenimiento es la prima que pagas para mantener la póliza vigente.
Así que aquí está el verdadero punto de decisión: ¿puede tu taller comprometerse con los ajustes de programación, la conciencia de la geometría, los límites de carga y los estándares de limpieza que hacen que la película funcione, o vas a tratarla como envoltura plástica y luego quejarte cuando no te ahorre dinero?
Quieres un plan limpio y repetible. No otro “pruébalo y ve qué pasa”.”
Aquí está el cambio: el poliuretano deja de ser una herramienta de rescate que tomas después de un lote rayado y se convierte en parte de tu conjunto estándar de herramientas — programado, capacitado, medido. En el momento en que se convierte en la opción predeterminada, los rayones dejan de ser un “costo de hacer negocios” y comienzan a ser desviaciones del proceso.
Eso no es semántica. Eso es control.
Cuando la película es opcional, cada trabajo cosmético es una decisión de criterio. Cuando es estándar para familias de piezas definidas — acero inoxidable, aluminio preacabado, caras de Clase A — pasa a formar parte de las hojas de configuración, los offsets de profundidad del CNC y los criterios de inspección. Dejas de reaccionar ante el daño y comienzas a diseñarlo fuera. Esa es la diferencia entre un taller que apaga incendios y uno que conoce su margen antes del primer golpe.
Así que la verdadera pregunta no es “¿funciona la película?” sino: ¿estás listo para hacer que la protección sea parte de la arquitectura de tu proceso en lugar de tu respuesta de pánico?
No lanzas esto con un comité. Detienes la sangría en la siguiente ejecución.
Paso uno: confirma tus fundamentos. Apertura en V de 6–8 veces el espesor del material para el doblado al aire. Tonelaje correcto. Velocidad de aproximación más lenta durante el contacto inicial. Si omites esto y aplicas película en una configuración sobretonelada, solo estarás amortiguando un mal cálculo. Así es como terminas persiguiendo desviaciones de ángulo y culpando al material mientras tus offsets se descontrolan.
Paso dos: trata la película como un cambio de herramienta. Mide el ángulo real con la película en su sitio. Ajusta el punto muerto inferior. Guárdalo como un programa de trabajo protegido. Etiquétalo. Bloquéalo. La película agrega altura al conjunto — altura comprimida — y tu CNC debe saberlo. De lo contrario, verás variaciones sutiles de ángulo e incluso una ligera línea de desgaste cuando la presión se concentre donde no esperabas.
Paso tres: iguala el grosor de la película con el rango del material. Una sola tira para chapa de calibre 11 y placa de un cuarto de pulgada es pensamiento perezoso. El material más grueso concentra la fuerza de manera diferente. Si estandarizas sin criterio, resolverás rayones en un trabajo y crearás micropliegues en otro.
Toda esta secuencia puede ocurrir en un solo ciclo de configuración. Cinco a diez minutos adicionales ahora frente a horas en el banco de pulido después.
Si esos diez minutos evitan siquiera un panel de acero inoxidable rehecho este trimestre, ¿qué acabas de ganar?
Lo he escuchado mil veces: el operador jura que “lo protegió”.
Luego me acerco y veo una arruga en el hombro de la matriz.
La película debe quedar plana, tensada de manera uniforme, recortada para coincidir con la V de modo que no tenga dónde amontonarse. Cualquier desgarro, viruta atrapada o borde suelto se convierte en un pico de presión bajo carga. Bajo tonelaje, ese pico se imprime directamente en la cara de tu pieza.
Aquí es donde aparece la disciplina. Limpia la matriz. Inspecciona la tira en cada cambio. Reemplázala en cuanto se marque. Asegura ambos lados en trabajos de carga más alta para que no se deslice. Un solo hábito: nunca ciclar el ariete si la película no está visualmente limpia y ajustada. Eso es todo.
Aprendí esto de la manera difícil hace años cuando una tira arrugada en una ejecución cosmética de acero inoxidable dejó un pliegue leve a lo largo de todo un ala. No lo detectamos hasta que las piezas llegaron a la inspección final. Medio pallet desechado porque nadie tomó tres segundos para alisar la película antes de ciclar.
Tres segundos.
¿Cuánto cuestan tres segundos en comparación con media tarima de acero inoxidable Clase A?
Esto es lo que la mayoría de los propietarios pasa por alto: el verdadero ROI no son solo menos rayones. Es estabilidad.
Cuando la película es el estándar en trabajos cosméticos, tres números cambian.
Primero, las horas de retrabajo disminuyen — no porque los operadores sean más cuidadosos, sino porque el daño superficial se elimina mediante ingeniería en lugar de inspección. Ejemplo hipotético: si pasas 10 minutos puliendo en 20% de un lote de 50 piezas, eso representa más de una hora y media de trabajo no facturable. Elimina la causa, y esa hora se convierte en capacidad.
Segundo, el desperdicio se vuelve predecible. En lugar de defectos cosméticos aleatorios, ves desviaciones claras: apertura en V incorrecta, película desgastada, paso de limpieza omitido. Las causas raíz se definen con mayor precisión. Disminuye la lucha contra incendios.
Tercero, el mantenimiento de las matrices se suaviza. Menos contacto metal con metal significa menos líneas de testigo, menos pulido de bordes, menos cambios sorpresivos de herramientas. Esa silenciosa reducción del desgaste es donde se esconden los márgenes: lo que nunca facturas pero siempre pagas.
Y aquí está la parte no obvia: una vez que los rayones dejan de ser “normales”, tu cultura cambia. Un lote de acero inoxidable con acabado espejo que sale de la prensa dobladora pareciendo haber sido arrastrado por un muelle de carga solía atribuirse al problema del acabado. Ahora es una señal de alerta. Una excepción. Algo que provoca investigación, no pulido.
Eso es excelencia en procesos — no perfección, sino predictibilidad.
Cuando el poliuretano se convierte en tu amortiguador en lugar de tu vendaje, dejas de absorber golpes en mano de obra, desperdicio y desgaste de matrices. Los absorbes en una interfaz delgada y controlada, diseñada para ello.
Así que mira tu último trimestre. No tu gasto en consumibles — tus horas de pulido, tu desperdicio cosmético, tu tiempo de reparación de matrices.
Si esos números se estabilizaran mañana, ¿qué haría eso con tus márgenes?


















