

Ayna kaplamalı paslanmaz çelik bir yığın, pres freninden çıktığında sanki yükleme rampasında sürüklenmiş gibi görünüyor. Çentik yok. Sadece, atölye ışıkları altında ortaya çıkan ince, çirkin çizikler var.
Operatör, “korudum” diye yemin ediyor. Yine de kalıp omuzlarında hâlâ bulanık plastik sarf parçası kırıntıları asılı duruyor.
Parça parlatma tezgâhına geldiğinde, aslında zaten para kaybetmişsinizdir—sadece henüz hesabını yapmamışsınızdır. Gerçek maliyet sadece parlatma süresinde değil, aynı zamanda fren aşamasında başlayan önlenebilir taşıma, program aksaması ve kâr marjı erozyonundadır. Bükmeyi bandın ve umudun eline bırakılan bir kumar yerine, kontrollü, CNC destekli bir işlem olarak ele almak kârı korur. Modern bir CN-HAWE pres freni sistemigibi yüksek hassasiyetli büküm ve otomasyona özel tasarlanmış bir çözümü keşfetmek, yüzey koruma ve tekrarlanabilirliği sonradan akla gelen unsurlar olmaktan çıkarıp sisteme dâhil edilmiş özelliklere dönüştürür.
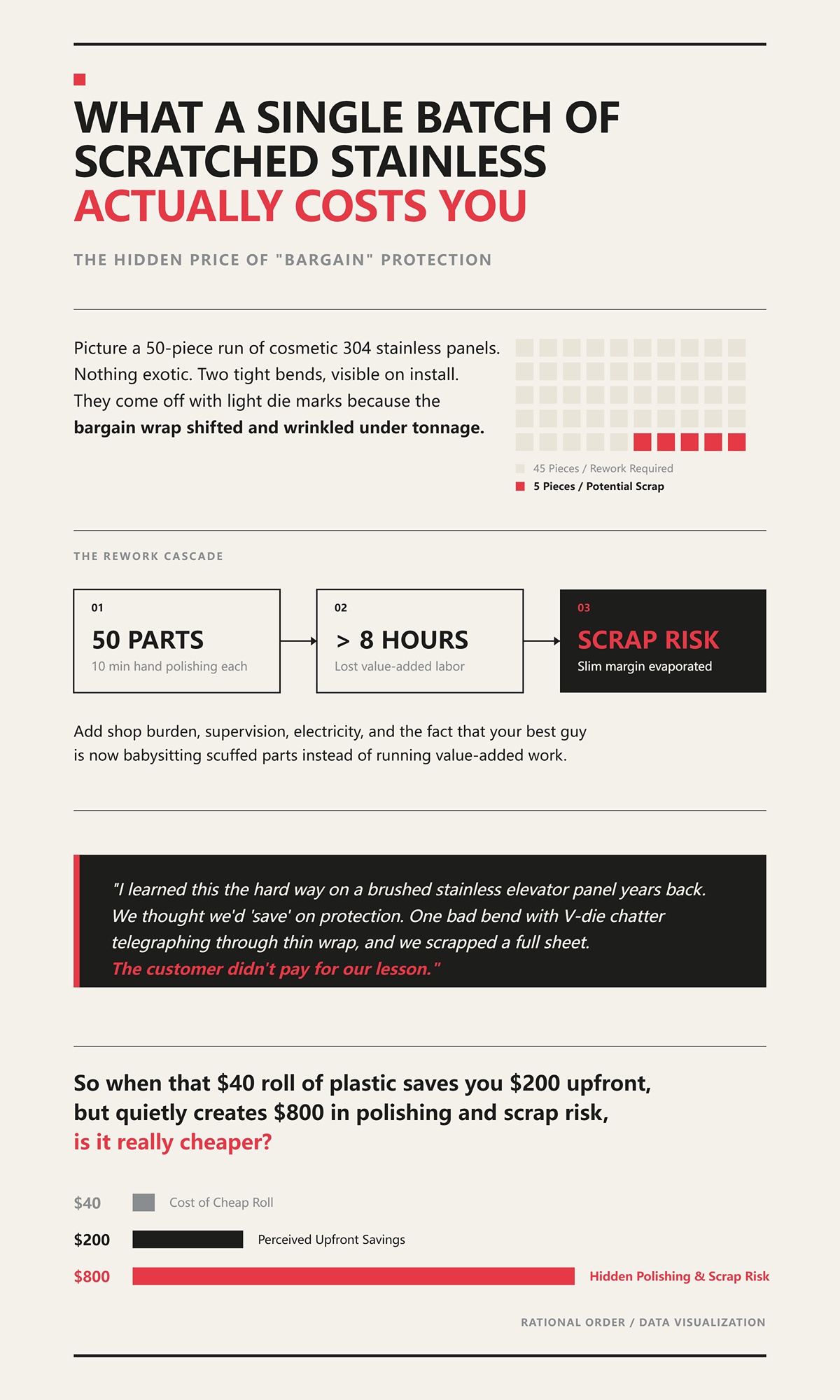
Bir partide 50 adet, dekoratif görünümlü 304 paslanmaz panel düşünün. Olağan bir iş. Montajda görünür iki keskin büküm. Malzeme ucuz değil ama havacılık sektörü malzemesi de değil.
Ucuz koruma filmi, pres sırasında kayıp buruştuğu için parçalar hafif kalıp izleriyle çıkıyor. Şimdi bir seçiminiz var: ya sevk edip tartışacaksınız ya da yeniden işleme yapacaksınız.
Diyelim ki yeniden işlediniz. Her bir parça için 10 dakika elle parlatma yaparak çizikleri gidermeye çalışıyorsunuz. Bu, zaten düşük kar marjıyla teklif vermiş olabileceğiniz bir işte sekiz saatten fazla işçilik demek. Atölye genel giderini, denetimi, elektriği ve en iyi ustanızın artık katma değerli iş yapmak yerine çizikli parçalarla uğraştığını ekleyin. Ve beş parça düzelmezse? İşte hurdalarınız.
Bunu yıllar önce fırçalanmış paslanmaz bir asansör panelinde acı şekilde öğrendim. Koruma malzemesinden “tasarruf” edeceğimizi sanmıştık. V-kalıbın titreşim izleri ince filmden yansıdığı tek bir hatalı büküm yüzünden komple bir levhayı hurdaya çıkardık. Müşteri ise dersimizin bedelini ödemedi.
Yani o $40’lık plastik rulo size başta $200 kazandırıyor ama sessizce $800’ü parlatma ve hurda riski olarak geri alıyorsa, gerçekten daha mı ucuz?
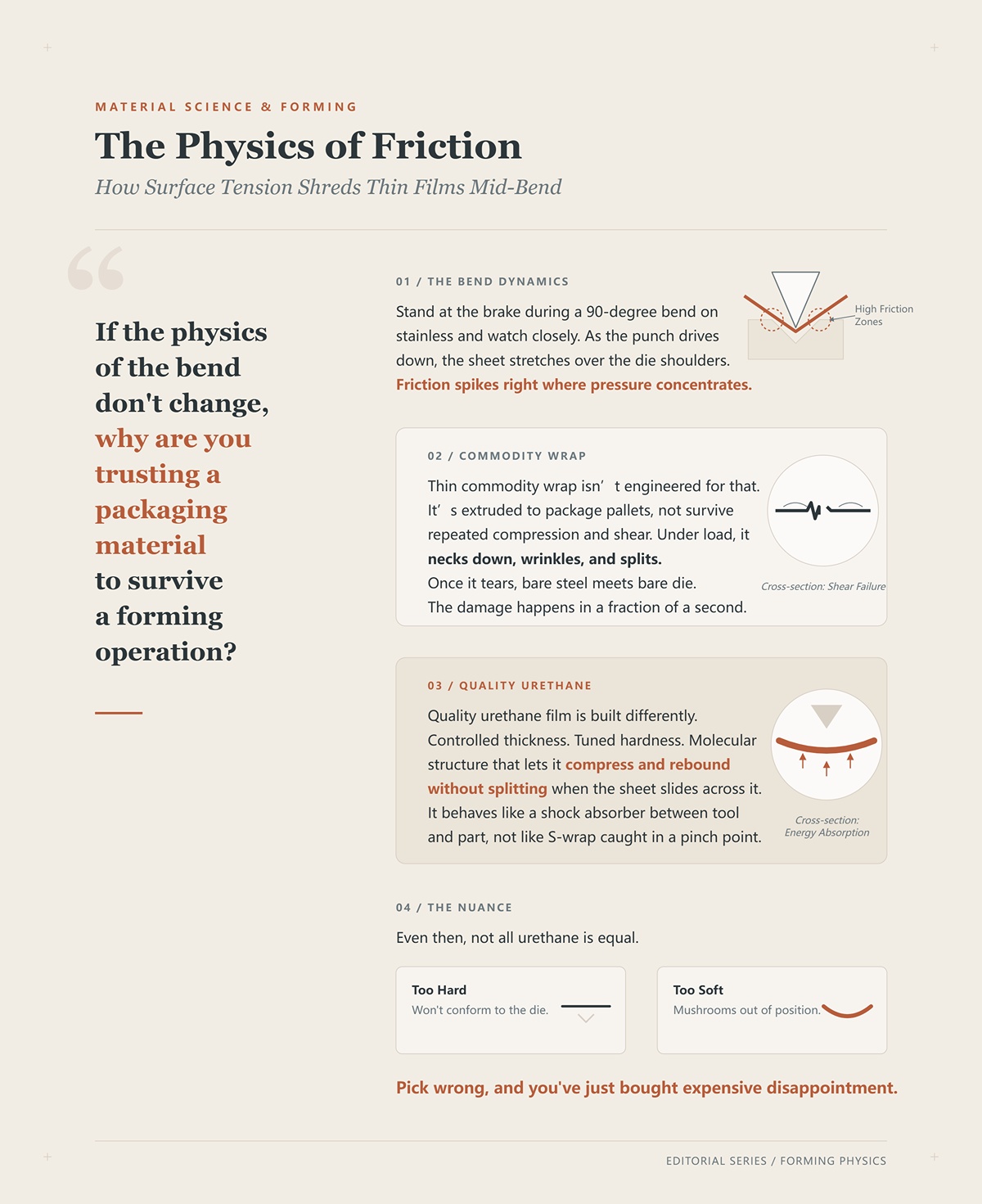
Paslanmaz üzerinde 90 derece bir büküm sırasında presin başında durun ve dikkatlice izleyin. Zımba aşağı inerken sac, kalıp omuzları üzerinden gerilir. Basıncın yoğunlaştığı yerde sürtünme zirve yapar.
İnce, standart koruma filmi bunun için tasarlanmamıştır. Palet sarmak için üretilmiştir, tekrar eden sıkışma ve kesme kuvvetlerine dayanmak için değil. Yük altında incelir, buruşur ve yırtılır. Yırtıldığı anda çıplak çelik çıplak kalıpla temas eder. Hasar bir saniyeden kısa sürede oluşur.
Kaliteli poliüretan film farklı üretilir. Kontrollü kalınlık. Ayarlanmış sertlik. Sac yüzeyde kayarken yırtılmadan sıkışıp geri dönebilen moleküler yapı. Aletle parça arasında bir darbe emici gibi davranır, bir çentik noktasında sıkışmış S-folyo gibi değil.
Yine de her poliüretan aynı değildir. Çok sert olursa uyum sağlamaz. Çok yumuşak olursa yerinden taşar. Yanlış seçerseniz, sadece pahalı bir hayal kırıklığı satın almış olursunuz.
Ama asıl soru şu: Büküm fiziği değişmiyorsa, neden bir ambalaj malzemesinin şekillendirme işlemine dayanabileceğine güveniyorsunuz?

Çizikler sadece kozmetik kusurlar değildir. Onlar aynı zamanda program katilleridir.
Her parça cilalamaya yöneldiğinde, akışınız kesilir. Operatörler bekler. Partiler yığılır. Hızlandırmaya başlarsınız. O “küçük” sorun hafta boyunca katlanarak büyür.
Ve müşteriler kalıpları fark eder. Bir çizilmiş parti bir konuşmadır. Üç tanesi bir itibardır. Bitirmeyi gayriresmî ikinci departmanları hâline getirdikleri için “parlat ve dua et” lakabını kazanan atölyeler gördüm. Bu yüzden yukarı akıştaki tutarlılık, kalıp koruması kadar önemlidir—modern bir lazer kesim makinesi parçalar pres frene ulaşmadan önce aşağı akıştaki değişkenliği azaltır. Otomotivden havacılığa kadar sektörlere hizmet veren eksiksiz akıllı sac metal çözümleri sağlayıcısı CN-HAWE, bu tutarlılığı lazer kesim, pres frenler ve otomasyon alanlarında sürdürülen AR-GE çalışmalarıyla destekler—böylece kozmetik kontrol bir yama değil, bağlı bir sürecin parçası olur.
Ucuz kaplama sadece bir kez başarısız olmaz. Yeniden işleme durumunu “normalleştirir.” Ekibinizi cilalamayı istisna yerine sürecin bir parçası olarak beklemeye alıştırır. Bu yeniden işleme vergisidir — emek, moral ve güvenle ödenir.
Eğer kozmetik işleriniz her teklifin içine gömülmüş bir cilalama tamponu gerektiriyorsa, siz bir üretim atölyesi mi işletiyorsunuz — yoksa bir çizik onarım servisi mi?
14 numara 304 paslanmazda 90 derecelik bir büküm hayal edin, gerçek tonaj altında. Sac kalıp omzunun üzerinden gerilir, basınç bir Sharpie ile izleyebileceğiniz bir çizgide zirve yapar ve oraya yapıştırdığınız 3 mil’lik ucuz vinil önce bulanıklaşır, sonra beyazlaşır ve sonunda yırtılır. Artık çıplak paslanmaz, takım çeliğinin üzerinde kaymaktadır.
Aynı bükümü 300 yüzde uzama oranı üzerinde derecelendirilmiş 8 mil şeffaf poliüretan filmle çalıştırın. Omuzda sıkıştığını, hafifçe inceldiğini ve ardından zımba kalktığında geri toparlandığını göreceksiniz. Yırtık yok. Kalıntı yok. Aşağıda V-kalıp aşınması.
nedeniyle parlayan bir tanıklık çizgisi yok. Fark sadece kalınlıkta değil. Malzemenin yük altındaki davranışında. Vinil ve polietilen birer ambalaj filmidir. Paletleri sarmak için üretilirler. Belirli bir noktaya kadar gerilmeye direnç gösterirler, sonra incelir ve yırtılırlar. Poliüretan—özellikle darbe ve aşınma için tasarlanmış termoplastik poliüretan—esnemek, enerjiyi emmek ve toparlanmak üzere tasarlanmıştır.
Biri bir kaplamadır. Diğeri bir arayüzdür.
Bunları birbirinin yerine kullanmaya kalktığınızda, yüzey kalitenizi bir şekillendirme işleminde hayatta kalmak üzere hiç tasarlanmamış bir malzemeye bağlamış olursunuz. O yanlış anlamaya ne kadar pay bırakmaya hazırsınız?
Bana, “Kalın olanı denedik. Çok fark görmedik.” diyen işletme sahipleri oldu. Sonra ne aldıklarını sorarım. “Ağır hizmet tipi vinil.” Bu pazarlama, malzeme bilimi değil.
Sertlik derecesi (durometre) sertliktir. Basitçe söylemek gerekirse, malzemenin göçmeye karşı direncidir. Çok yumuşak olursa film basınç altında dışarı soğur. Çok sert olursa sac ve kalıp geometrisine uyum sağlamaz. Poliüretandaki ideal nokta, en yüksek yük altında sıkışıp kalıcı biçimde deforme olmamasını sağlayacak şekilde tasarlanmıştır. Bu, malzeme hafızasıdır—yük kalktığında orijinal kalınlığa dönebilme kabiliyeti.
Şimdi bunu 2–4 mil PVC vinille karşılaştırın. Anlamlı bir elastik toparlanma kapasitesi yoktur. Dar bir yarıçap altında bir kez uzar ve o şekilde kalır. Bir sonraki vuruşta, en çok koruma gereken noktada film daha incedir. Ne kadar dikkatli çalışırsa çalışsın, operatörün düzeltemediği soluk çizgiler cilalı parçalarda görünmeye başlar.
Aslında malzeme sürünmesini operatör hatası sanan atölyeler gördüm. Buna kalıp-hattı gölgelemesi derler ve tekniğe bağlarlar. Aslında fizik meselesidir.
6–10 mil aralığındaki üretan filmler sadece “daha kalın” değildir. Kontrollü sertlik (durometre) ve yüksek uzama özellikleriyle tasarlanmıştır, böylece alet ile parça arasında bir darbe emici gibi davranabilirler. Bu yüzden otomotiv sınıfı üretanlar, çevresel döngülerden sonra bile parlaklıklarını ve berraklıklarını korur—çünkü sadece orada durmak için değil, esneyip eski haline dönmek için üretilmişlerdir.
Koruma katmanınız bir eğilmeden diğerine toparlanamıyorsa, yeniden işleme masrafı çıkmadan önce kaç döngüye dayanabilir?
Frenin başına geçin ve zımbanın alt noktaya ulaştığını izleyin. O an—tonajın zirve yaptığı an—ucuz filmlerin öldüğü yerdir.
Sıkıştırma altında polietilen ve PVC düzleşir ve kesilir. “Geri yaylanmazlar.” Mikroskobik yırtıklar, özellikle dar yarıçaplarda kalıp omzunda başlar. Üçüncü veya dördüncü parçada, aslında zayıflamış bir tabakaya karşı büküm yapıyorsunuzdur. İşte o zaman çizikler kümeler hâlinde görünür ve kimse neden ilk birkaç parçanın iyi olduğunu açıklayamaz.
Üretan, segmentli polimer yapısı sayesinde farklı davranır. Yumuşak segmentler esnemeye izin verir; sert segmentler dayanıklılık sağlar. Sıkıştırıldığında, gerilimi tek bir zayıf çizgiye yoğunlaştırmak yerine tüm malzeme boyunca dağıtır. Yük serbest kaldığında, orijinal kalınlığının neredeyse aynısına geri döner. Bu toparlanma, 1. parçadan 50. parçaya kadar korumanızın tutarlı kalmasını sağlar.
Vinilin tekrar eden darbelerden sonra arkada hafif bir yapışkan leke bıraktığını gördüm—ustaların yapışkan kayması lekesidediği şey—ki bu da tozları tutar ve onları filmin içine gömer. Artık “korumanız” aslında bir aşındırıcı ped hâline gelmiştir.
Üretan ölümsüz değildir. Aşınır. Ancak kademeli ve öngörülebilir şekilde aşınır, felaket derecesinde değil. Bu öngörülebilirlik, sizi beklenmedik parlatma seanslarına tepki vermek yerine, planlı değişim yapabilmenizi sağlar.
Filmi planlı olarak mı değiştirmeyi, yoksa koruma üretim ortasında çöktüğü için bir bitiriciye fazla mesai ücreti ödemeyi mi tercih edersiniz?
Şimdi sıkça duyduğum itiraza gelelim: “Eğer kalın olan daha iyiyse, neden üst üste yığmıyoruz?”
Çünkü geometrinizi değiştiren bir koruma, yalnızca başka bir kusur türüdür.
Her bir mil film, kalıp açıklığı temas koşulunuzu fiilen artırır. Fazla eklerseniz büküm yarıçapınızı yumuşatırsınız. Kozmetik paslanmazda, bu kenar keskinliğinde gözle görülür bir değişim anlamına gelebilir. Hassas braketlerde ise sonraki montaj uyumunu bozabilir.
Mesele, maksimum kalınlık değildir. Tipik malzeme kalınlığınıza ve iç yarıçapınıza uyacak şekilde kalibre edilmiş kalınlıktır. Birçok kozmetik paslanmaz çelik uygulamasında, 6–8 mil üretan, büküm yarıçapını anlamlı şekilde değiştirmeden iz oluşumunu önlemek için yeterli sıkıştırma tamponu sağlar. Hesaplama yapmadan daha kalınına geçerseniz, operatörlerin yarıçap silinmesidediği şeyi—çizimde olmayan ince bir yuvarlanmayı—görürsünüz.
Yarıçap doğruluğu görev açısından kritikse—özellikle dekoratif paslanmaz veya mimari panellerde—iz oluşumunu azaltmanın, film kalınlığına aşırı güvenmeden başka bir yolu da malzemenin kalıba vurmadan önce nerede akacağını kontrol etmektir. CNC V-yardım oluğu işlemi büküm hattını önceden zayıflatır, kalıp omuzlarındaki gerekli tonajı ve yüzey basıncını azaltır. Pratikte bu, görünen yüzeyde daha az gerilim ve kuvvet kaynaklı izleri gizlemek için kalın filmlere olan bağımlılığın azalması anlamına gelir. Bu yaklaşımı standart hâle getirmek isteyen atölyeler için adanmış bir V oluk açma makinesi CN-HAWE, tamamen CNC tabanlı bir sac metal iş akışına entegre olur; üst düzey kozmetik işlerde bükme hassasiyetini, yüzey kalitesini ve tekrarlanabilirliği dengelemeye yardımcı olur.
İşte burada poliüretan yeniden işini yapar. Yük altında sıkışıp sonrasında eski haline döndüğü için, maksimum tonaj sırasında etkin kalınlık serbest durum kalınlığından daha düşüktür. Vinil ise bu toleransı sağlamaz. Ya sert bir şekilde durur ya da çatlayarak dağılır.
Evet, poliüretan, ilk etapta vinilin dört ila beş katı maliyettedir. Ancak aynı zamanda tek kullanımlık bir kaplama yerine kontrollü bir takım katmanı gibi davranır.
Tüketim malzemesi olarak fiyatlandırdığınızda pahalı görünür. Ancak hurda, parlatma saatleri ve kalıp aşınmasıyla karşılaştırdığınızda o zaman nasıl görünür?
Presin başında duruyorsunuz: 14 numara 304 paslanmaz, 90 derece büküm, kozmetik yüzey dışa bakıyor. Kalıp açıklığınız 1 inç. Tonaj, omuz sacla temas ettiğinde zirveye çıkar. Soru “En iyi film hangisi?” değil. Soru şu: bu filmin yük altında sıkışacak ama yarıçapınızı bozmadan, bir sonraki vuruştan önce toparlanacak ve koç aşağı inerken yana kaymayacak kadar kalın ve sert olması için ne gerekiyor?
Renkle değil, basınçla başlayın. Daha ince kalınlıklar ve daha geniş V-açıklıkları yükü yayar; dar yarıçaplar ve dar kalıplar yükü yoğunlaştırır. Eğer düzenli olarak ayak başına yüksek tonaj çalışıyorsanız, temas bölgesinden soğuk akışla taşmaması için daha yüksek sertlik derecesine sahip bir poliüretana ihtiyacınız var. Eğer geniş açıklıklarla ince ayna paslanmaz büküyorsanız, biraz daha yumuşak bir sınıf daha iyi uyum sağlar ve yüzeye işleyen mikro nokta yüklemeyi önler. Bu teori değildir. Aynalı yüzeye sahip paslanmaz bir yığının presden çıkarken, filmi kalıp omzuna tam oturmadığı için yükleme iskelesinde sürüklenmiş gibi görünmesini izledim.
İşte atölyelerin ters yaptığı yer burası: sadece kalınlığa göre seçim yapıyorlar, sonra koruma gerçek üretim değişkenleri—ısı, çapaklar, hız, tekrarlanan vuruşlar—altında başarısız olduğunda operatörü suçluyorlar. “Parlat ve dua et” lakabını kazanan atölyeler gördüm çünkü finisaj işleri gayriresmi olarak ikinci departmanları haline geldi.
O halde, tonaj, çevrim sayısı ve insan davranışı altında gerçekten neyin dayanabildiğini karşılaştıralım. Yanlış film spesifikasyonu size ayda iki hurda sac mal oluyorsa, bu bir yıl boyunca marjınıza nasıl yansır?
Raflarda iki rulo hayal edin. Standart şeffaf poliüretan, orta sertlikte, 6–8 mil kalınlığında. Yanında yüksek yoğunluklu mavi, daha sert bileşim, kağıt üzerinde aynı kalınlıkta. Satış temsilcisi mavinin “ağır hizmet tipi” olduğunu söylüyor. Operatör 11 numaradan kalın her şey için onu kullanıyor.
İlk hafta harika görünüyor. Üçüncü haftada, karmaşık bükümlü parçalarda hafif kenar çizgileri görmeye başlıyorsunuz. Neden? Daha yüksek sertlik darbelere karşı direnç sağlar, evet—ama aynı zamanda kalıp geometrisine uyum sağlamaya da direnç gösterir. Karmaşık takımlarda bu sertlik mikro boşluklar yaratır. Maksimum yük altında, sac bu boşlukları köprüler ve kuvveti temas kenarlarında yoğunlaştırır. Burada V kalıbı titreşiminin yüzeye iz yapmasını görürsünüz.
Bunu bir mimari panel üretiminde zor yoldan öğrendim—dar dış yarıçap, görünür yüzey, “daha fazla koruma” diye yüksek yoğunluklu film seçilmişti. Altı parçayı hurdaya çıkardık, çünkü film kalıp yarıçapına oturmuyordu. Kenarları olan bir şim gibi davranıyordu. Altı panel, doğrudan rafa.
Şimdi tersine çevirelim. Standart şeffaf, biraz daha yumuşak, aynı kalınlıkta. Yük altında daha fazla sıkışır, kalıp omzuna akar, basıncı yayar. Ancak yüksek tonajlı yapısal parçalarda, aynı yumuşaklık özellikle hızlı çevrimlerde ve ısı üretiminde erken kesilme ve incelme yaratabilir. Merkez çizgide hızlandırılmış aşınma görürsünüz.
Peki hangisi zemin alanını hak ediyor? Baskın işinize uygun olanı: daha basit geometrilerde tekrarlanan yüksek tonaj vuruşları için daha sert sınıf; uyumun aşınma direncinden daha önemli olduğu kozmetik, karmaşık bükümler için standart sınıf. Her ikisini de stokluyorsanız, her rulo belirli bir iş ailesine mi bağlı—yoksa operatörlerin tahmin etmesine mi izin veriyorsunuz?
Operatör “korudum” diye yemin ediyor. Sonra film vuruş esnasında 3/16 inç kaymış görüyorsunuz.
Kayma öncelikle bir malzeme sorunu değil. Bir montaj sorunudur.
Yapışkan sırtlı poliüretan, düz kalıplarda iyi tutunur. Ne sarkma, ne kayma olur. Ancak her kalıp değiştirdiğinizde, sökme, yeniden uygulama, hizalama işlemi gerekir. Yüksek karışım, düşük hacimli işlerde bu hazırlık süresi birikir. Bunu zamanladım: “birkaç saniye fazla” gibi görünen şey, kurulum başına dakikalara dönüşüyor. Günde 20 değişimle çarpın.
Manyetik sırtlı seçenekler, demir esaslı takımlarda hizalamayı hızlıca çözer. Tak, kes, çalıştır. Ancak mıknatıslar kalınlık ve sertlik ekler. Dar toleranslarda bu ekstra katman, düşündüğünüzden daha fazla etkin istifinizi değiştirir. Ve demir dışı kalıplarda işe yaramazlar.
Gevşek serim—şeridi kesip yerine yerleştir—kaba geliyor. Ancak filmin V içinde sabit kaldığı yüksek hacimli çalışmalarda genellikle en hızlısıdır. Yapıştırıcının kürlenme süresi yok. Kalıntı yok. Anahtar nokta, genişliği kalıp açıklığıyla eşleştirerek yük altında kendi kendine merkezlenmesini sağlamaktır. Çok darsa kayar. Çok genişse buruşur.
“mükemmel yapışma” peşinde koşarken işleme süresini ikiye katlayan atölyeler gördüm; oysa uygun boyutlu bir gevşek şerit, bütün vardiya boyunca yerinde kalırdı. Verimliliği düşüren koruma, sadece farklı bir israf türüdür. Operatörlere film bekçiliği yaptırmak için mi para ödüyorsunuz, yoksa parça üretmeleri için mi?
Sabah ayna paslanmaz, öğleden sonra toz boyalı çelik çalışıyorsunuz. Aynı film mi?
Reddedilme oranlarını önemsiyorsanız, hayır.
Ayna paslanmaz affetmez. Filmde gömülü herhangi bir ince partikül aşındırıcıya dönüşür. Burada yüksek berraklığa sahip, güçlü yırtılma direncine ve pürüzsüz yüzey bitişine sahip bir poliüretan istersiniz, böylece partikülleri hapseder. Daha yumuşak türler yük dağılımına yardımcı olur ve noktasal izleri önler.
Toz boyalı çelik farklı davranır. Kaplama kendi içinde dokuludur ve hafif sıkıştırılabilirlik gösterir. Film çok yumuşak olursa, özellikle 50–100 çevrimden sonra poliüretan yüzeyi parlaklaşmaya ve kalıntı toplamaya başladığında, bu dokunun basınç altında tekrar kaplamaya aktarılması riski doğar. Film yüzeyinde biriken kalıntı ve ince taneler, filmi zımparaya dönüştürdüğü için, tutarsız iz önleme sorunlarıyla üretimin ortasında karşılaştım.
Bir de çok katmanlı tuzak var. Bazı premium filmler dayanıklılık için katmanlı TPU yapıları kullanır. Kağıt üzerinde harika. Üretimde ise o bağ hattı mükemmel değilse, tekrarlanan esneme iç tabakalar arasında ayrılmaya neden olabilir. Bu gerçekleştiğinde, yerel kabarcıklar—göremeyeceğiniz ancak parçaya baskı yapan basınç noktaları—oluşur.
Tek katmanlı, yüksek kaliteli poliüretan çoğu zaman daha süslü olduğu için değil, daha basit ve döngüsel yük altında daha güvenilir olduğu için kazanır. Daha az iç arıza olasılığı.
Yani film kimyasını yüzey hassasiyetine göre mi eşleştiriyorsunuz, yoksa frene en yakın makarayı mı kullanıyorsunuz?
Uzun bir çalışmanın ardından yapışkanlı filmi soyuyorsunuz ve kalıp omzunda hafif bir leke görüyorsunuz. Dramatik değil. Toz tutmaya yetecek kadar.
Bir sonraki işte, o toz yeni filme gömülür. 40’ıncı parçaya geldiğinizde açıklanamayan çizikleri kovalamaya başlarsınız.
Daha güçlü yapıştırıcı kaymayı azaltır. Aynı zamanda, özellikle tekrarlanan darbelerden kaynaklanan ısı birikimiyle kalıntı riskini artırır. Biz buna, yapıştırıcının basınç ve sıcaklık altında yavaşça yer değiştirdiği “yapıştırıcı sürünme lekesi” derdik. Çalışmalar arasında kalıpları temizlemek işçiliği artırır. Temizlememek ise hataları artırır.
Gevşek serim kalıntıyı ortadan kaldırır, ancak kötü ölçülürse hareket riskini artırır. Manyetik sistemler yapıştırıcıyı ortadan kaldırır ama yığın kalınlığını artırır ve temizlenmediği takdirde mıknatısla kalıp arasında ince taneleri hapsedebilir.
Mükemmel bir seçenek yoktur. Sadece, iş karışımınıza göre en ucuz arıza biçimi vardır.
Bir film bu ay parlatma ve hurda işlemlerinde size $800 kazandırıyor ama sarf malzemelerinde $200 fazladan maliyet çıkarıyor ve haftada on dakika ek kurulum süresi alıyorsa, bu “aşırı fiyatlı” mı—yoksa şimdiye kadar almakta direndiğiniz bir kâr payı sigortası mı?
Tezgâhta üç rulo, üç fiyat etiketi ve karışık işlerle dolu bir üretim panosuna bakıyorsunuz. Satış sayfası size kalınlığı, sertliği, belki uzama oranını söyler. Ancak matematiğin ne zaman lehinize döndüğünü söylemez.
CN-HAWE’nin yıllık satış gelirinin %8%’sinden fazlasını araştırma ve geliştirmeye yatırdığını ve ADH’nin pres frenleri konusunda Ar-Ge yeteneklerine sahip olduğunu varsayarsak, ayrıntılı malzeme bilgisi arayan okuyucular için..., Broşürler yararlı bir tamamlayıcı kaynaktır.
O zaman işi sahada yapar gibi çalıştıralım.
Geçen yıl bir atölyeye girdim, kozmetik 304 paslanmaz braketler üretiyorlardı — 14 kalınlıkta, 90 derece bükümler, 1 inç V-açıklığında. Uretanı rulo olarak alıyorlardı ve “çok lanet pahalı” diye yakınıyorlardı. Bir rulo, düzgün bir kalıp eki kadar maliyete sahipti. O fiyat etiketi şokuyla çoğu işletme sahibi düşünmeyi bırakıyor.
Ama para kazandıran birim rulo değil. Büküm.
Hipotetik ama gerçekçi bir düzen kurun: 10 feet’lik kalıba uyan şekilde kesilmiş 8 mil’lik bir üretan şerit. Diyelim ki 200 adet 10 feet’lik şerit veren bir rulo için $250 ödüyorsunuz. Yani şerit başına $1.25. Eğer bu şerit değiştirilmeden önce 500 büküm yaparsa, koruma maliyetiniz büküm başına çeyrek kuruş.
Şimdi onun olmaması durumunda ne olduğuna bakalım. Görünen yüzeyde her 40 parçadan birinde kozmetik aşınma. Bunu erken fark etseniz bile operatör duruşu, taşıma, inceleme var. Ve kaçırdığınızda, bu hurda demek.
CN-HAWE’nin ürün portföyü 100% CNC tabanlıdır ve lazer kesim, bükme, kanal açma, kesme gibi üst düzey senaryoları kapsar; burada pratik seçenekleri değerlendiren ekipler için, Giyotin Makinesi ilgili bir sonraki adımdır.
Operatör “korudum” diye yemin eder. Sonra V-kalıp titreşiminden kalan silik iz hattını görürsünüz ve sıradakini bilirsiniz: biri parçaları cilalama tezgahına taşıyor.
Hâlâ üretanı rulo başına maliyetle değerlendiriyorsanız büküm başına maliyet yerine, müşterinizin size ödeme yaptığı şeyi gerçekten ölçüyor musunuz?
Hadi cilalama tezgahından konuşalım — “sadece rötuş yapıyor” denilerek kimsenin bütçeye dahil etmediği departman.”
Bazı atölyelere “parlat ve dua et” lakabı takıldığını gördüm çünkü finisaj işleri gayriresmî ikinci departmanları haline gelmişti. Bir üreticiye bunu takip etmesini sağladım: 50 parçalık seri, parça başına ortalama 8–10 dakika hafif karıştırma. 8 dakika diyelim. Bu 400 dakika. Neredeyse 7 saat.
Tam yüklenmiş $50 saatlik oranla, bu küçük bir parti için $350“lik cilalama işçiliği anlamına geliyor. Üstelik parçalar yeniden işlenirken pres freni boşta kalıyor, veya bir çizik ”tolerans içinde mi” diye tartışmakla geçen süpervizör zamanı da bu hesaba dahil değil.”
Şimdi kalıba $1.25’lik bir üretan şerit yerleştirin ve temiz çalışın.
Geometri veya ısı nedeniyle o partide üç şeridi tüketseniz bile, $350’lik işçilik maliyetini ortadan kaldırmak için $4’ün altında sarf malzemesi harcıyorsunuz. Bu yuvarlama hatası değil. Bu kâr payı.
Yıllar önce ayna yüzeyli asansör panelleri üzerinde bunu zor yoldan öğrendim. İş “kısa seri” olduğu için koruma kullanmadık. Dört parça, sadece lobi ışıkları altında görünen ince omuz izleriyle çıktı. Yeniden üretimi biz üstlendik. Malzeme, makine süresi, acil nakliye. Denediğimiz polisaj, önce taneyi sadece dağıttı.
Bu son aşamada yeniden üretimleri tamamen ortadan kaldırmak istiyorsanız — özellikle kozmetik panellerde — kontrollü bir onarım ve montaj adımı fark yaratabilir. CNC lazer kaynak kurulumu, milimetreyle ölçülen ısı girdisiyle küçük omuz izlerini, iğne deliklerini veya kenar kusurlarını işlemeye olanak tanır; taneyi ve düzlüğü bozmadan korur. Bu yüzden atölyeler genellikle CN-HAWE gibi hassas lazer yetenekleriyle kalıp korumayı birleştirir lazer kaynak makinesi: parçaları temiz bir şekilde kurtarmanın, tutarlılığı otomatikleştirmenin ve yüksek görünürlüklü işleri polisaj odasından uzak tutmanın pratik bir yoludur.
Panik dahil ettiğinizde gerçek saatlik oranınız nedir?
Çoğu sahip parça yüzeyine odaklanır ve kalıbın darbe aldığını unutur.
Daha kalın sac ölçülerine veya geniş yarıçaplı işlere geçtiğinizde aynı ilke geçerlidir: kontrol ve tamponlama uzun vadeli takım hasarını azaltır. Ağır plakaları tekrarlanan pres vuruşlarıyla zorlamak yerine, amaca uygun bir silindirleme çözümü şekillendirme basıncını daha eşit dağıtabilir ve yoğun omuz aşınmasını en aza indirebilir. CNC kontrollü bir sistem, örneğin sac hadde makinesi CN-HAWE’den bir sistem, hassas kontrolü otomatik sac metal iş akışlarıyla entegre eder, atölyelerin yüksek tonajlı, geniş yarıçaplı uygulamaları daha az takım stresi, daha az yüzey kusuru ve daha öngörülebilir tekrarlanabilirlik ile ele almasına yardımcı olur.
Tonaj altında sertleştirilmiş çelik üzerindeki çıplak metal mikro-brinelling oluşturur — kalıp omzunda gelecekteki her parçada görünür çizgilere dönüşen küçük çentikler. Bunu birinci gün göremezsiniz. Altı ay sonra, bir ayna yüzeyli paslanmaz yığınının presden, yükleme iskelesinden sürüklenmiş gibi göründüğünde fark edersiniz.
Üretan bir amortisör gibi davranır. Yükü yayar, tepe temas gerilimini azaltır ve ince parçacıkların doğrudan kalıp yüzeyine gömülmesini engeller. Daha az doğrudan aşınma, takımınızda daha az yeniden finisaj döngüsü anlamına gelir.
Rakamları kontrol edin. Hassas bir V kalıbını yılda bir kez, örneğin dahili duruş süreleri dahil $300–$500’e yeniden taşlama için gönderiyorsanız ve film bunu yarıya indiriyorsa, hurda oranına dokunmadan çok sayıda rulo için fon sağlamış oluyorsunuz.
Ve gizli olanı göz ardı etmeyin: tutarlılık. Aşınmış bir kalıp omzu, etkin bükülme yarıçapınızı ve geri esneme davranışınızı değiştirir. Artık operatörler açı sapmasını takip eder, takoz koyar, ayarlama yapar. Daha fazla kurulum süresi. Daha fazla değişkenlik.
Beklenmedik bir kalıp yeniden işleme size kaçırılmış sevkiyat tarihlerinde ne kadar mal oluyor?
Düşük hacim, yüksek kozmetik talep mi? Önceden kesilmiş şeritler satın alın veya gerektiğinde kesin ve devam edin. Matematik zaten tutuyor.
Ancak birden fazla pres, birden fazla vardiya, yüksek çeşit çalıştırmaya başladığınızda — işte o zaman kesişim noktası ortaya çıkar. Hücrelerde günde 20–30 şerit tüketen atölyeler gördüm. Bu hızda, rulolardan el kesimi yapmak artık kendi atık akışınızı oluşturur: tutarsız genişlikler, kenar sıyrılmaları, boşa giden malzeme.
CN-HAWE’nin ürün portföyü 100% CNC tabanlıdır ve lazer kesim, bükme, kanal açma, kesme gibi üst düzey senaryoları kapsar; burada pratik seçenekleri değerlendiren ekipler için, Demir İşleme Makinesi ilgili bir sonraki adımdır.
Basit bir kurum içi kesme aparatı veya küçük bir dilimleyici kurun, genişlikleri yaygın V açıklıklarınıza göre ayarlayın ve hurdaları ile elleçleme süresini azaltın. Günde 20 değişimde kurulum başına 30 saniye tasarruf etseniz bile, bu günlük 10 dakika eder. Bir yıl içinde bu, 40 saatten fazla geri kazanılmış üretim süresi demektir.
Ama işte sorun şu: iş karışımınız düzensizse ve korumalı işi haftada sadece iki kez çalıştırıyorsanız, sermaye ve yer alanı mantıklı olmaz. Kesişim yalnızca film kullanımının öngörülebilir olduğu ve tanımlanmış iş ailelerine bağlı olduğu durumlarda gerçekleşir — önemsenmeyen bir ek unsursa değil.
Öyleyse program panonuza bakın. Haftalık bükme işlerinizden kaçı kozmetik veya müşteriyle doğrudan temas eden yüzeylerde, tek bir izlenin yeniden işleme tetiklediği türden?
O sayı — rulo fiyatı değil — üretanın bir sarf gideri mi yoksa kâr sigortası mı olduğunu size söyler.
Adım adım bir yanıt mı istiyorsunuz? İşte burada: üretan standart uygulama haline gelmeden önce, onu diğer takım değişiklikleri gibi stres testine tabi tutarsınız — açıklıklar, geometriler, tonaj, bakım — ve eski sızıntıyı düzeltirken yenisini oluşturmadığını kanıtlarsınız.
Çünkü film kâr sigortasıdır. Sigorta yalnızca doğru şekilde uygulandığında işe yarar.
Atölyelerin kalıba bir şerit yerleştirip bir iyi parça çıkarıp zafer ilan ettiklerini — sonra açı sapması ortaya çıktığında veya cilalı bir yüzeyde bir kat izi belirdiğinde malzemeyi suçladıklarını — gördüm. Üretan kötü kurulumları düzeltmez. Disiplini güçlendirdiği kadar hızlı şekilde de kestirmeleri açığa çıkarır.
Bunu standart hale getirmek istiyorsanız, süreçleriniz onun gerektirdiği disiplini kaldırabilir mi?
İşler arasında filmi standartlaştırmayı düşünüp düşünmediğinizi tartıyorsanız, sürecinizi bu tür hata biçimlerini her gün gören kişilerle gerçeklik kontrolü yapmak genellikle yardımcı olur. Şu tür ekipler CN-HAWE, CNC tabanlı bükme sistemlerine ve yük altındaki abkant pres davranışına yönelik sürekli Ar-Ge çalışmalarına sahip olarak, standart bir sistem belirlemeden önce uygunluk, kurulum disiplini ve gerçek dünya sıkıştırma etkilerini değerlendirmenize yardımcı olabilir. Uygulamanız hakkında konuşmak veya bir uygulama önerisi almak istiyorsanız, buradan bir sohbet başlatın: Bizimle iletişime geçin.
Film kalınlık ekler. Bu açık.
Açık olmayan ise bu kalınlığın yük altında ne yaptığıdır. 8 mil kalınlığındaki bir şerit üzerine tonaj uyguladığınızda 8 mil kalmaz; sıkışır, hafifçe akar, sonra geri yaylanır. Ram derinliğiniz ve geri yaylanma değeriniz artık değişmiştir.
Hiçbir şey olmamış gibi program yaparsanız, vardiya boyunca açı kovalar, “malzeme sapması”nı suçlarsınız; bu sırada operatör, ofset ayarlarını sinirle değiştirir. Bu şekilde tutarsız bükme verileri elde eder ve bazen kozmetik bir flanş üzerinde V-kalıp titreşim çizgisinin geri geldiğini görürsünüz.
Çözüm karmaşık değildir. Film takılıyken gerçek açınızı ölçün, alt ölü nokta veya derinliği telafi edecek şekilde ayarlayın ve bunu korumalı bir iş programına kaydedin. Bunu farklı bir takım yığını olarak ele alın, çünkü öyledir.
Kısa versiyon: film, yığın yüksekliğini değiştirir. Programınız bu gerçeği kabul etmelidir.
Korumalı iş ofsetlerini standartlaştırmaya hazır mısınız, yoksa her operatörün “hissederek ayarlamasına” izin verip kurulum süresini kaybedecek misiniz?
İşte film sizi burada yaralayabilir.
Dar açılar. Sıkı kenar kıvrımları. Dar V açıklığındaki kalın levhalar. Üretan her zaman eşit şekilde uyum sağlamaz ve omuz kısmında buruşursa, çıplak çelikten daha kötü iz bırakabilecek yeni bir basınç sırtı oluşturmuş olursunuz.
Bir yığın ayna yüzeyli paslanmaz çeliğin ilk bakışta gayet iyi göründüğünü gördüm — sonra parçayı ışık altında eğdiğinizde, filmin buruştuğu yerde ince bir çizgi tam da orada beliriyordu. Kalıptan değil. Koruyucudan.
Bu konseptin bir hatası değildir. Bir geometri sınırıdır.
Karmaşık profillerde, her iki tarafı da düzgün şekilde sabitleyin, gerginliği eşit tutun ve fazla malzemenin katlanacak yeri kalmaması için genişliği V açıklığına göre kesin. Ve bazen — kimsenin sevmediği kısım burasıdır — ortam daha kalın, kendini onaran bir ara yüz gerektirdiğinde filmi değil bir üretan ped kullanırsınız.
CN-HAWE yıllık satış gelirinin %8%’inden fazlasını araştırma ve geliştirmeye yatırmaktadır. ADH, uygulamalı seçenekleri değerlendiren ekipler için abkant presler üzerinde Ar-Ge yetenekleri işletmektedir, Panel Bükme Makinesi ilgili bir sonraki adımdır.
Film sihir değildir. İnce bir darbe emicidir.
Parçalarınız keskin bükümler ve kozmetik Sınıf A yüzeylerle dolu bir dünyada yaşıyorsa, koruma yöntemini geometriye uygun hale getirdiniz mi, yoksa ince malzemenin kalın kauçuk gibi davranmasını mı umuyorsunuz?
Şimdi yükten bahsedelim.
Yüksek tonajlı işler — ağır levha, dar V, tekrarlanan çevrimler — film yalnızca bir tarafına çift yüzlü bantla sabitlenmişse kayabilir. Baskı altında, sürünür. Bir kez süründüğünde, sürüklenmeye başlar. Bir kez sürüklenmeye başladığında, aşınmayı önlemek yerine kalıp aşınmasını hızlandırırsınız.
Yıllar önce kalın karbon braketi serisinde bunu zor yoldan öğrendim. Kalıbı koruduğumuzu düşünerek akıllıca davrandığımızı sanmıştık. Partinin ortasında film, bir omuzu ortaya çıkaracak kadar kaymıştı. Bir sonraki darbe, altı parçanın tam ortasından geçen bir iz hattı bastı. Hurda. Ve devam edebilmemiz için taşlanması gereken, yıpranmış bir kalıp kenarı.
Bu, ürethanın suçu değildi. Bu, yüksek yüklü bir işte tembel sabitleme hatasıydı.
Sonra kimya geliyor. Belirli kesme sıvıları ve agresif yağlayıcılar zamanla düşük kaliteli filmleri yumuşatabilir. Ağır, ıslak ortamlarda entegre ürethan pedler ince şeritlerden daha iyi performans gösterir çünkü bozulmaya karşı dayanıklıdır ve küçük hasarları kendiliğinden kapatır.
Bu yüzden açık soruyu sorun: Filmin yük ve kimyasal sınırları içinde mi çalışıyorsunuz, yoksa duvarı aşıp bozulmamasını mı bekliyorsunuz?
Bu, çoğu işletme sahibinin yanlış anladığı nokta.
Film demek kalıp temizliği konusunda rahatlayabileceklerini sanıyorlar. Sonuçta “örtülü”, değil mi?
Yanlış.
O şeridin altına sıkışan herhangi bir döküntü — metal tozları, kırıntılar, oksit tabakası — ürethan ile sert çelik arasında hapsolmuş bir aşındırıcı haline gelir. Her vuruşta ileri geri taşlar. Böylece takımınızın içine bir zımpara bloğu yerleştirmiş olursunuz.
Bazı atölyelerin “parlat ve dua et” lakabını kazandığını gördüm, çünkü finisaj onların gayriresmî ikinci bölümü haline gelmişti ve sorunun yarısı koruma altındaki kirli kalıplardan kaynaklanıyordu. Film başarısız olmadı. Disiplin başarısız oldu.
Kalıp omuzlarını temizleyin. Yatağı silin. Şeridi değiştirdiğinizde inceleyin. Beş dakikalık hazırlık, saatlerce cilalama işlemini önler.
Ürethan marj sigortasıysa, bakım poliçeyi geçerli tutmak için ödediğiniz primdir.
İşte gerçek karar noktası: Atölyeniz filmi işe yarar hale getiren program ayarlamaları, geometrik farkındalık, yük sınırları ve temizlik standartlarını uygulayabilir mi — yoksa onu streç film gibi mi kullanacak ve işe yaramadığında para kazandırmadığından mı şikayet edecek?
Temiz, tekrarlanabilir bir plan istiyorsunuz. Bir başka “deneyelim görelim” değil.”
Geçiş şudur: Ürethan, çizilmiş bir parti sonrası başvurduğunuz kurtarma aracı olmaktan çıkar ve standart takım yığınınızın bir parçası haline gelir — programlanmış, eğitilmiş, ölçülmüş. Varsayılan hale geldiği anda çizikler “işin maliyeti” olmaktan çıkar, “süreç sapmaları” haline gelir.
Bu kelime oyunu değil. Bu kontrol.
Film isteğe bağlı olduğunda, her kozmetik iş bir karardır. Tanımlı parça aileleri için — paslanmaz, ön yüzü işlenmiş alüminyum, Sınıf A yüzeyler — standart hale geldiğinde, kurulum formlarına, CNC derinlik ofsetlerine, muayene kriterlerine yerleşir. Hasara tepki vermeyi bırakır, onu tasarımdan çıkarmaya başlarsınız. Bu, yangınlarla savaşan bir atölye ile daha ilk darbede marjını bilen bir atölye arasındaki farktır.
Yani asıl soru “film işe yarıyor mu?” değil. Soru şu: korumayı panik tepkisi yerine süreç mimarinizin bir parçası haline getirmeye hazır mısınız?
Bunu bir komiteyle uygulamaya koymazsınız. Bir sonraki çalışmada kanamayı durdurursunuz.
Birinci adım: temellerinizi doğrulayın. Hava bükme için malzeme kalınlığının 6–8 katı V-açıklığı. Doğru tonaj. İlk temas sırasında daha yavaş yaklaşma hızı. Bunu atlayıp fazla tonajlı bir kuruluma film koyarsanız, sadece kötü matematiği yumuşatıyorsunuz demektir. Bu şekilde açı kayması peşinde koşar, malzemeyi suçlarken denge ayarlarınız kontrolde dağılır.
İkinci adım: filmi bir takım değişimi olarak ele alın. Film yerindeyken gerçek açıyı ölçün. Alt ölü noktayı ayarlayın. Bunu korumalı iş programı olarak kaydedin. Etiketleyin. Kilitleyin. Film yığın yüksekliği — sıkıştırılmış yığın yüksekliği — ekler ve CNC’nizin bunu bilmesi gerekir. Aksi takdirde ince açı farklılıkları ve hatta beklemediğiniz bir yerde basıncın yoğunlaştığı hafif bir çizilme hattı görebilirsiniz.
Üçüncü adım: film kalınlığını malzeme aralığına eşleştirin. 11-gauge ve çeyrek inç plaka için tek bir şerit kullanmak tembelce bir düşüncedir. Daha kalın malzemeler kuvveti farklı şekilde yoğunlaştırır. Körü körüne standartlaştırırsanız, bir işte çizikleri çözersiniz ama diğerinde mikro kırışıklıklar yaratırsınız.
Bu tüm sıra tek bir kurulum döngüsünde gerçekleşebilir. Şimdi 5 ila 10 ekstra dakika, daha sonra cilalama tezgâhında geçecek saatler yerine.
Eğer o on dakika bu çeyrekte tek bir paslanmaz panelin yeniden yapılmasını engelliyorsa, size ne kazandırmış olur?
Bunu bin kere duydum: operatör “korudum” diye yemin eder.
Sonra yanına giderim ve kalıp omzunda bir kırışıklık görürüm.
Film düz oturmalı, eşit gerilmeli, V’ye uyacak şekilde kesilmeli ki hiçbir yerde toplanmasın. Herhangi bir yırtık, sıkışmış talaş veya gevşek kenar, yük altında bir basınç zirvesine dönüşür. Tonaj altında, o zirve doğrudan parçanızın yüzeyine baskılanır.
İşte disiplinin kendini gösterdiği yer burasıdır. Kalıbı silin. Değişim sırasında şeridi inceleyin. Çizildiği anda değiştirin. Daha yüksek yüklü işlerde her iki tarafı sabitleyin ki kayamasın. Tek bir alışkanlık: film görsel olarak temiz ve oturmuş değilse kesinlikle koçu döngüye sokmayın. Hepsi bu.
Yıllar önce bunu zor yoldan öğrendim; kozmetik paslanmaz bir çalışmada kırışmış bir şerit bütün bir flanş boyunca hafif bir iz bıraktı. Parçalar nihai muayeneye ulaşana kadar fark etmedik. Kimse döngüden önce filmi düzeltmek için üç saniye ayırmadığı için yarım palet hurdaya çıktı.
Üç saniye.
Üç saniyenin maliyeti, yarım palet birinci sınıf paslanmaza kıyasla ne kadar?
Çoğu sahibin kaçırdığı nokta şu: gerçek yatırım getirisi sadece daha az çizik değildir. Bu, istikrardır.
Film kozmetik işlerde varsayılan hale geldiğinde, üç rakam değişir.
Birincisi, yeniden işleme saatleri düşer — çünkü operatörler daha dikkatli olduklarından değil, yüzey hasarı denetimle değil mühendislikle ortadan kaldırıldığından. Varsayımsal örnek: 50 parçalık bir partide 20% üzerinde 10 dakika cilalama yapıyorsanız, bu bir buçuk saatten fazla faturalandırılamaz iş demektir. Sebebi ortadan kaldırın, o saat kapasiteye dönüşür.
İkincisi, hurda öngörülebilir hale gelir. Rastgele kozmetik kusurlar yerine, net sapmalar görürsünüz: yanlış V-açılması, aşınmış film, atlanan temizlik adımı. Kök nedenler daha belirginleşir. Kriz yönetimi azalır.
Üçüncüsü, kalıp bakımı düzene girer. Daha az metal-metal teması, daha az iz çizgisi, daha az kenar taşlaması, daha az beklenmedik takım değişimi anlamına gelir. Bu sessiz aşınma azalması, kâr marjlarının saklandığı yerdir — fatura etmediğiniz ama her zaman ödediğiniz şeylerdir.
Ve işin fark edilmeyen kısmı şu: çizikler artık “normal” olmadığında, kültürünüz değişir. Önceden fren presinden çıkarken yükleme iskelesinde sürüklenmiş gibi görünen bir dizi ayna yüzeyli paslanmaz plakanın suçu “bitirme bölümüne” atılırdı. Artık bu bir uyarı işaretidir. Bir istisna. Cilalama değil, araştırma gerektiren bir şeydir.
Bu süreç mükemmeliyeti — kusursuzluk değil, öngörülebilirliktir.
Poliüretan, bandajınız yerine darbe emiciniz olduğunda, darbeleri işçilikte, hurdada ve kalıp aşınmasında emmekten vazgeçersiniz. Onları bunun için tasarlanmış ince, kontrollü bir arayüzde emersiniz.
Yani son çeyreğinize bakın. Tüketim malzemesi harcamanıza değil — parlatma saatlerinize, kozmetik hurdalarınıza, kalıp onarım sürenize bakın.
O rakamlar yarın sabitlenirse, kâr marjlarınıza ne olurdu?


















