

Une pile d’inox à finition miroir sort de la presse plieuse comme si elle avait été traînée sur un quai de chargement. Pas de rayures profondes. Juste de fines éraflures laides qui n’apparaissent que sous les lampes de l’atelier.
L’opérateur jure qu’il l’a “ protégée ”. Il reste encore des morceaux de film plastique trouble accrochés aux épaules du poinçon.
Au moment où la pièce arrive au poste de polissage, vous avez déjà perdu de l’argent — vous n’avez simplement pas encore fait le calcul. Le vrai coût ne réside pas seulement dans le temps de polissage, mais aussi dans la manipulation évitable, les perturbations de planning et l’érosion des marges qui commencent dès la presse plieuse. Considérer le pliage comme un processus contrôlé, piloté par CNC, plutôt qu’un pari reposant sur du ruban adhésif et un peu d’espoir, c’est ce qui protège la rentabilité. Explorer une solution conçue pour cet usage, comme une presse plieuse CN-HAWE—conçue pour le pliage de haute précision et l’automatisation— transforme la protection de surface et la répétabilité en capacités intégrées plutôt qu’en réflexions après coup.
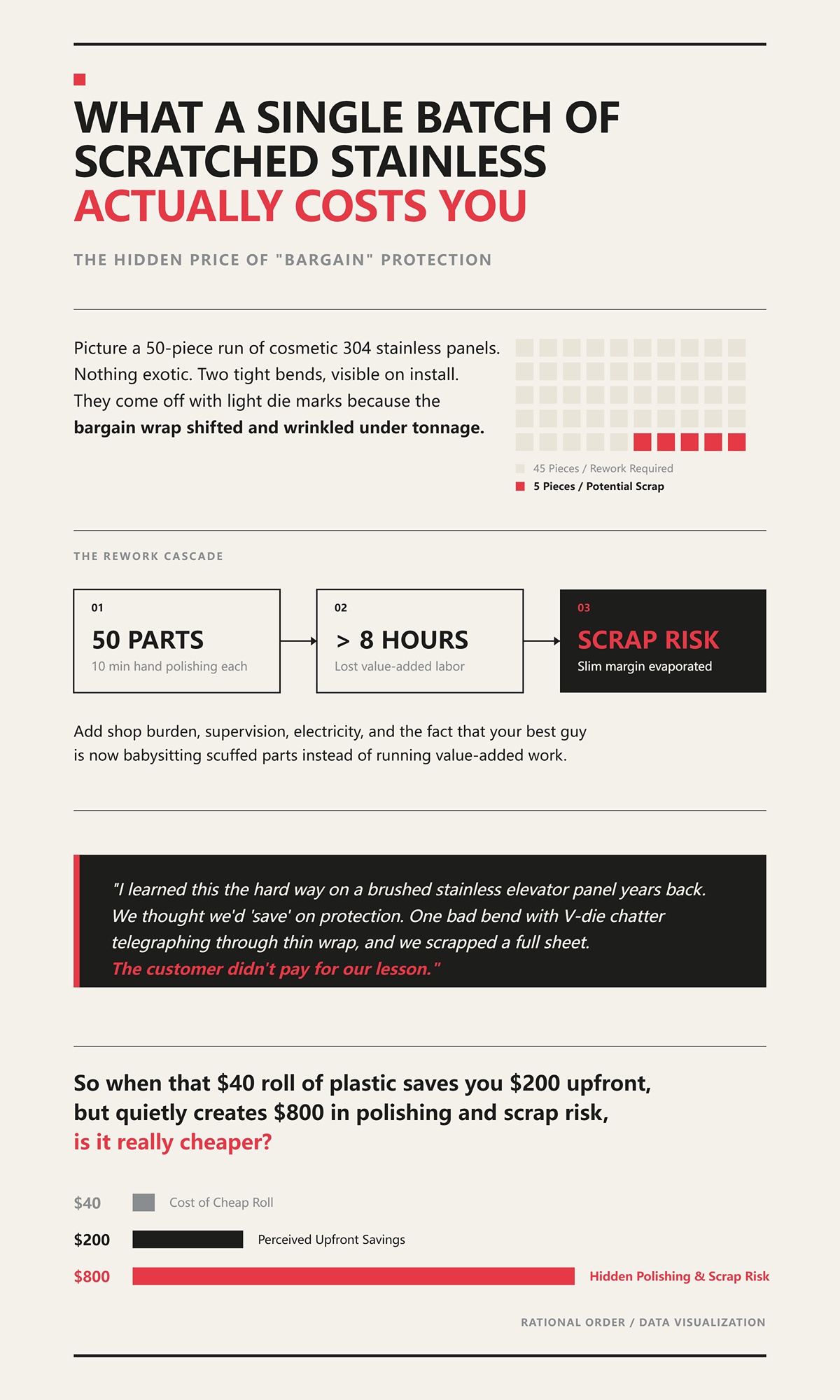
Imaginez une série de 50 panneaux en inox 304 à vocation esthétique. Rien d’exotique. Deux plis serrés et visibles à l’installation. Le matériau n’est pas donné, mais on est loin de l’aéronautique.
Ils sortent avec de légères marques de matrice parce que le film d’emballage bon marché s’est déplacé et froissé sous l’effort. Maintenant, vous avez le choix : expédier et argumenter, ou reprendre le travail.
Admettons que vous repreniez. Dix minutes de polissage manuel par pièce pour rattraper les rayures. Cela fait plus de huit heures de main-d’œuvre sur un travail probablement devisé à marge réduite. Ajoutez la charge atelier, la supervision, l’électricité, et le fait que votre meilleur opérateur garde des pièces abîmées au lieu de produire des travaux à valeur ajoutée. Et si cinq pièces ne sont pas récupérables ? Voilà votre rebut.
J’ai appris cette leçon à mes dépens sur un panneau d’ascenseur en inox brossé il y a quelques années. Nous pensions “ économiser ” sur la protection. Un mauvais pli avec des vibrations de V-matrice passant à travers un film trop fin, et nous avons mis au rebut une tôle entière. Le client n’a pas payé notre apprentissage.
Alors, quand ce rouleau de plastique $40 vous fait économiser $200 au départ mais génère discrètement $800 de risque en polissage et en rebut, est-ce vraiment moins cher ?
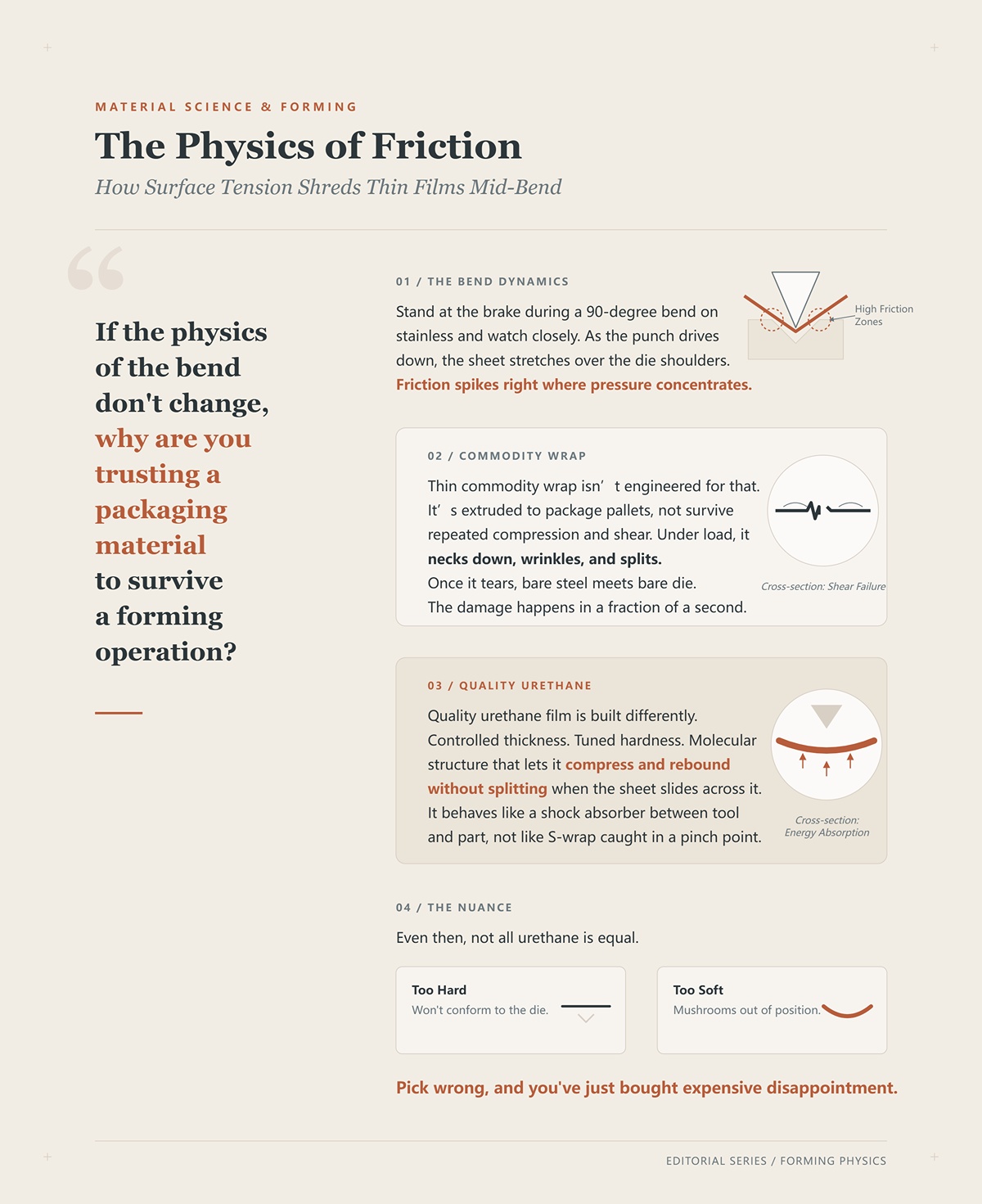
Placez-vous à la presse pendant un pliage à 90 degrés sur de l’inox et observez attentivement. Quand le poinçon descend, la tôle s’étire sur les épaules de la matrice. Le frottement explose précisément là où la pression se concentre.
Le film plastique bon marché n’est pas conçu pour cela. Il est extrudé pour emballer des palettes, pas pour résister à une compression et un cisaillement répétés. Sous charge, il s’amincit, se froisse et se déchire. Une fois rompu, l’acier nu rencontre la matrice nue. Les dégâts se produisent en une fraction de seconde.
Le film en uréthane de qualité est conçu différemment. Épaisseur contrôlée. Dureté ajustée. Structure moléculaire qui lui permet de se comprimer et de rebondir sans se déchirer lorsque la tôle glisse dessus. Il se comporte comme un amortisseur entre l’outil et la pièce, et non comme un film d’emballage pris dans un point de pincement.
Même là, tous les uréthanes ne se valent pas. Trop dur, il ne se conforme pas. Trop mou, il s’écrase et se déplace. Mauvais choix, et vous venez simplement d’acheter une déception coûteuse.
Mais la vraie question est la suivante : si la physique du pliage ne change pas, pourquoi faire confiance à un matériau d’emballage pour résister à une opération de formage ?

Les rayures ne sont pas seulement des défauts esthétiques. Ce sont des tueurs de planning.
Chaque fois qu’une pièce dévie vers le polissage, votre flux se casse. Les opérateurs attendent. Les lots s’accumulent. Vous commencez à accélérer les urgences. Ce “petit” problème se multiplie tout au long de la semaine.
Et les clients remarquent les schémas. Un lot rayé suscite une conversation. Trois, c’est une réputation. J’ai vu des ateliers gagner le surnom de “polir et prier” parce que la finition était devenue leur second département officieux. C’est pourquoi la constance en amont compte autant que la protection des matrices — une qualité de bord stable et des tolérances répétables grâce à une machine de découpe laser réduisent la variabilité en aval avant même que les pièces n’atteignent la plieuse. En tant que fournisseur de solutions intelligentes complètes pour la tôle au service d’industries allant de l’automobile à l’aérospatiale, CN-HAWE soutient cette constance par une R&D continue dans la découpe laser, les presses plieuses et l’automatisation — afin que le contrôle esthétique ne soit pas un correctif, mais une partie intégrée d’un processus connecté.
L’enrobage bon marché ne rate pas qu’une fois. Il rend la retouche normale. Il forme votre équipe à considérer le polissage comme une étape du processus plutôt qu’une exception. C’est la taxe de retouche — payée en main-d’œuvre, en moral et en confiance.
Si vos travaux esthétiques nécessitent un coussin de polissage intégré à chaque devis, gérez-vous un atelier de fabrication — ou un service de réparation des rayures ?
Imaginez un pli à 90 degrés dans une tôle 304 de 14 gages sous une véritable charge. La feuille s’étire sur l’épaulement de la matrice, la pression culmine sur une ligne qu’on pourrait tracer au marqueur, et ce vinyle bon marché de 3 mils que vous avez collé dessus devient trouble, puis blanc, puis se fissure. Le métal inox nu glisse alors sur l’acier de l’outil.
Effectuez ce même pli avec un film uréthane transparent de 8 mils, capable d’un allongement supérieur à 300 %. Vous le verrez se comprimer à l’épaulement, s’amincir légèrement, puis reprendre sa forme lorsque le poinçon se relève. Aucune fissure. Aucun transfert. Aucune ligne polie visible transparaissant à cause du grippage dans la matrice en V.
Cette différence ne tient pas qu’à l’épaisseur. C’est le comportement du matériau sous contrainte. Le vinyle et le polyéthylène sont des films d’emballage. Ils sont extrudés pour envelopper des palettes. Ils résistent à la tension jusqu’à un certain point, puis s’amincissent et se déchirent. L’uréthane — en particulier le polyuréthane thermoplastique conçu pour l’impact et l’abrasion — a été créé pour s’étirer, absorber l’énergie et reprendre sa forme.
L’un est un emballage. L’autre est une interface.
Quand vous les traitez comme interchangeables, vous pariez la qualité de votre finition sur un matériau jamais conçu pour résister à une opération de formage. Quelle marge êtes-vous prêt à miser sur cette méprise ?
Des propriétaires m’ont dit : “ Nous avons essayé les choses épaisses. Pas vu de grande différence. ” Puis je demande ce qu’ils ont acheté. “ Du vinyle renforcé. ” C’est du marketing, pas de la science des matériaux.
Le duromètre, c’est la dureté. En termes simples, la résistance du matériau à l’indentation. Trop mou, et le film s’échappe à froid sous la pression. Trop dur, et il ne s’adapte pas à la tôle et à la géométrie de la matrice. Le juste équilibre dans l’uréthane est conçu pour se comprimer sous la charge maximale sans se déformer de manière permanente. C’est la mémoire du matériau — la capacité à retrouver son épaisseur initiale une fois la charge retirée.
Comparez cela au vinyle PVC de 2 à 4 mils. Il n’a pas de véritable élasticité de récupération. Sous un rayon serré, il s’étire une fois et reste étiré. Au coup suivant, il est plus fin exactement à l’endroit où la protection est la plus nécessaire. Vous commencez à voir apparaître de fines lignes sur les pièces polies qu’aucune attention opérateur ne peut corriger.
J’ai vu des ateliers blâmer les opérateurs pour ce qui était en réalité du fluage du matériau. Ils appellent cela l’ombre de ligne de matrice et pensent que c’est une question de technique. C’est de la physique.
Les films en uréthane dans la plage de 6 à 10 mil ne sont pas simplement “ plus épais ”. Ils sont conçus avec un duromètre contrôlé et une grande allongation afin d’agir comme un amortisseur entre l’outil et la pièce. C’est pourquoi les uréthanes de qualité automobile conservent leur brillance et leur clarté même après des cycles environnementaux : ils sont faits pour fléchir et se rétablir, pas simplement pour rester immobiles.
Si votre couche de protection ne peut pas se rétablir d’une flexion à la suivante, combien de cycles s’écouleront avant qu’elle ne vous fasse payer en retouches ?
Placez-vous devant la plieuse et regardez le poinçon atteindre le fond. Ce moment — lorsque le tonnage atteint son maximum — est celui où les films bon marché meurent.
Sous compression, le polyéthylène et le PVC s’aplatissent et se cisaillent. Ils ne “ reprennent pas leur forme ”. Des microdéchirures apparaissent au niveau de l’épaule de la matrice, surtout sur les petits rayons. Au troisième ou au quatrième pli, vous pliez en réalité contre une couche déjà compromise. C’est à ce moment que les rayures apparaissent par grappes, et personne ne peut expliquer pourquoi les premières pièces étaient parfaites.
L’uréthane se comporte différemment en raison de sa structure polymère segmentée. Les segments souples permettent l’étirement ; les segments durs procurent de la résilience. Lorsqu’il est comprimé, il répartit la contrainte à travers le matériau au lieu de la concentrer sur une ligne faible. Quand la charge se relâche, il reprend presque son épaisseur d’origine. Cette récupération est ce qui maintient votre protection uniforme de la pièce 1 à la pièce 50.
J’ai vu le vinyle laisser une légère trace d’adhésif après plusieurs chocs — ce que les opérateurs appellent barbouillage par fluage adhésif— qui ensuite attrape les fines particules et les incruste dans le film lui-même. Votre “ protection ” devient alors un tampon abrasif.
L’uréthane n’est pas immortel. Il s’use. Mais il s’use progressivement et de manière prévisible, pas de façon catastrophique. Cette prévisibilité vous permet de planifier le remplacement plutôt que de réagir à des séances de polissage improvisées.
Préférez-vous remplacer le film selon le planning, ou payer un finisseur en heures supplémentaires parce que la protection a échoué en cours de série ?
Parlons maintenant de l’objection que j’entends souvent : “ Si plus épais c’est mieux, pourquoi ne pas simplement en empiler davantage ? ”
Parce qu’une protection qui modifie votre géométrie est simplement une autre forme de défaut.
Chaque mil de film augmente effectivement votre condition de contact à l’ouverture de la matrice. En ajouter trop adoucit votre rayon de pliage. Sur de l’inox décoratif, cela peut signifier une modification visible de la netteté du bord. Sur des supports de précision, cela peut fausser l’ajustement en aval.
Le secret n’est pas une épaisseur maximale, mais une épaisseur calibrée adaptée à votre épaisseur de matériau typique et à votre rayon intérieur. Pour de nombreuses applications en inox décoratif, une uréthane de 6 à 8 mil offre suffisamment de coussin compressif pour éviter les marques sans modifier de façon notable le rayon de pliage. Si vous augmentez l’épaisseur sans recalculer, vous observerez ce que les opérateurs appellent effacement du rayon— un léger arrondi qui n’était pas prévu sur le plan.
Si la fidélité du rayon est essentielle — notamment sur l’inox décoratif ou les panneaux architecturaux — une autre façon de réduire le marquage sans dépendre excessivement de l’épaisseur du film consiste à contrôler la zone de déformation du matériau avant qu’il n’entre en contact avec la matrice. Un processus de rainurage en V CNC affaiblit préalablement la ligne de pliage, réduisant le tonnage requis et la pression de surface aux épaules de la matrice. En pratique, cela signifie moins de contraintes sur la face visible et moins de dépendance à des films plus épais pour masquer les effets de la force. Pour les ateliers souhaitant normaliser cette approche, une machine de rainurage en V dédiée de CN-HAWE s’intègre dans un flux de travail de tôlerie entièrement piloté par CNC, aidant à équilibrer la précision du pliage, la qualité de surface et la répétabilité dans les travaux esthétiques haut de gamme.
C’est ici que le polyuréthane prouve à nouveau sa valeur. Parce qu’il se comprime sous la charge et reprend sa forme, son épaisseur effective au moment du tonnage maximal est inférieure à son épaisseur à l’état libre. Le vinyle, lui, ne vous accorde pas cette tolérance. Il reste raide ou se déchire en essayant.
Alors oui, le polyuréthane coûte quatre ou cinq fois plus cher que le vinyle à l’achat. Mais il se comporte comme une couche d’outillage contrôlée plutôt que comme une gaine jetable.
Quand vous le chiffrez comme un consommable, cela paraît cher. Quand vous le chiffrez face aux rebuts, aux heures de polissage et à l’usure des matrices, qu’en pensez-vous alors ?
Vous êtes devant la presse plieuse avec du 304 de calibre 14, pli à 90 degrés, face esthétique vers l’extérieur. L’ouverture de votre matrice est de 1 pouce. Le tonnage atteint son pic là où l’épaulement touche la tôle. La question n’est pas “ Quel film est le meilleur ? ” mais plutôt : quelle épaisseur et quelle dureté ce film doit-il avoir pour se comprimer sous la charge sans déformer votre rayon, se rétablir avant le prochain coup et ne pas glisser latéralement lorsque le vérin descend ?
Commencez par la pression, pas par la couleur. Les calibres plus fins et les ouvertures de V plus larges répartissent la charge ; les petits rayons et les matrices étroites la concentrent. Si vous travaillez régulièrement à un tonnage élevé par pied, vous avez besoin d’un polyuréthane à duromètre plus élevé afin qu’il ne s’écoule pas à froid hors de la zone de contact. Si vous pliez de l’inox miroir mince avec des ouvertures généreuses, une nuance légèrement plus souple épouse mieux la forme et prévient les micros points de charge qui se marquent sur la finition. Ce n’est pas de la théorie. J’ai vu une pile d’inox poli miroir sortir de la plieuse comme si elle avait été traînée sur un quai de chargement, simplement parce que le film était trop dur pour épouser l’épaulement de la matrice.
Et c’est là que de nombreux ateliers se trompent : ils choisissent uniquement selon l’épaisseur, puis blâment l’opérateur lorsque la protection échoue dans les conditions réelles de production — chaleur, poussières fines, vitesse, coups répétés. J’ai vu des ateliers gagner le surnom de “ polir et prier ” parce que la finition était devenue leur second service officieux.
Alors comparons ce qui résiste réellement au tonnage, au nombre de cycles et au facteur humain. Si la mauvaise spécification de film vous coûte deux tôles rebutées par mois, quel impact cela a-t-il sur votre marge sur une année ?
Imaginez deux rouleaux sur le rack. Polyuréthane transparent standard, duromètre moyen, 6–8 mils. À côté, le bleu haute densité, composé plus dur, même épaisseur en apparence. Le représentant dit que le bleu est “ robuste ”. L’opérateur le prend pour tout ce qui est plus épais que le calibre 11.
La première semaine, tout semble parfait. À la troisième, vous commencez à voir de fines lignes de bord sur les pièces avec des plis composés. Pourquoi ? Parce qu’un duromètre plus élevé résiste bien à l’enfoncement, oui — mais il résiste aussi à l’adaptation subtile à la géométrie de la matrice. Sur un outillage complexe, cette rigidité crée des micro-vides. Sous la charge maximale, la tôle franchit ces espaces et concentre la force sur les arêtes de contact. C’est là que le bavardage du V-die se télégraphie dans la finition.
Je l’ai appris à mes dépens sur une série de panneaux architecturaux — rayon extérieur serré, face visible, film haute densité parce que “ plus de protection ”. Nous avons mis au rebut six pièces avant de comprendre que le film ne se plaçait pas correctement dans le rayon de la matrice. Il agissait comme une cale à arêtes. Six panneaux. Directement au rebut.
Maintenant, inversez la situation. Transparent standard, légèrement plus souple, même épaisseur. Il se comprime davantage sous la charge, épouse l’épaulement de la matrice, répartit la pression. Sur des pièces structurelles à fort tonnage, cependant, cette même souplesse peut provoquer une déchirure et un amincissement prématuré, surtout si vous enchaînez rapidement et générez de la chaleur. Vous verrez une usure accélérée sur la ligne médiane.
Alors laquelle mérite sa place sur le plancher ? Celle adaptée à votre travail dominant : nuance plus dure pour les frappes répétées à fort tonnage sur des géométries simples ; nuance standard pour les plis esthétiques complexes où la capacité d’adaptation importe plus que la résistance pure à l’abrasion. Si vous stockez les deux, chaque rouleau est‑il associé à une famille de pièces définie — ou laissez‑vous les opérateurs deviner ?
L’opérateur jure qu’il a “ protégé ”. Puis vous constatez que le film a avancé de 3/16 de pouce pendant le pliage.
Le glissement n’est pas d’abord un problème de matériau. C’est un problème de montage.
Le polyuréthane autocollant adhère très bien sur les matrices droites. Pas de fluage, pas de dérive. Mais chaque changement de matrice implique décollage, recollage, alignement. Sur des travaux à forte variété et faible volume, ce temps de manipulation s’accumule. Je l’ai chronométré : ce qui semble “ quelques secondes ” devient des minutes par réglage. Multipliez cela par 20 changements par jour.
Les versions à dos magnétique permettent un alignement rapide sur les outils ferreux. Clipsez, découpez, lancez la production. Mais les aimants ajoutent de l’épaisseur et de la rigidité. Sur des tolérances serrées, cette couche supplémentaire change votre empilage effectif plus que vous ne le pensez. Et sur des matrices non ferreuses, ils sont inutiles.
Pose libre — il suffit de couper la bande et de la poser — cela semble rudimentaire. Mais dans les séries à grand volume où le film reste bien capturé dans le V, c’est souvent le plus rapide. Aucun temps de séchage pour l’adhésif. Aucun résidu. L’essentiel est d’adapter la largeur à l’ouverture de la matrice afin qu’il s’auto-centre sous charge. Trop étroit, il migre. Trop large, il se gondole.
J’ai vu des ateliers doubler leur temps de manipulation à poursuivre une “adhérence parfaite”, alors qu’une bande posée librement et bien dimensionnée serait restée en place tout le quart. Une protection qui ralentit le débit n’est qu’une autre forme de gaspillage. Combien payez-vous vos opérateurs pour surveiller le film au lieu de fabriquer des pièces ?
Utiliser de l’inox miroir le matin, de l’acier thermolaqué après le déjeuner. Même film ?
Pas si vous tenez à vos taux de rebut.
L’inox miroir ne pardonne pas. Tout grain emprisonné dans le film devient abrasif. Ici, il faut un uréthane à haute transparence, à forte résistance à la déchirure et à surface lisse afin qu’il ne retienne pas de particules. Les grades plus souples aident à répartir la charge et à éviter le marquage ponctuel.
L’acier thermolaqué se comporte différemment. Le revêtement lui-même présente une texture et une légère compressibilité. Un film trop mou risque de transférer cette texture dans le revêtement sous pression, surtout après 50 à 100 cycles quand la surface de l’uréthane commence à se glacer et à accumuler des débris. J’ai vu une prévention inconstante des marques apparaître en cours de production parce que les résidus et impuretés intégrés à la surface du film le transformaient en papier de verre.
Il y a aussi le piège du multicouche. Certains films haut de gamme utilisent des constructions en TPU stratifiées pour la résistance. Sur le papier, c’est excellent. En production, si la ligne de liaison n’est pas parfaite, la flexion répétée peut provoquer une délamination interne. Une fois que cela se produit, vous obtenez des bulles localisées — des points de pression invisibles jusqu’à ce qu’ils s’impriment sur la pièce.
L’uréthane monocouche de haute qualité l’emporte souvent non parce qu’il est plus sophistiqué, mais parce qu’il est plus simple et plus fiable sous charge cyclique. Moins de modes de défaillance internes.
Donc, alignez-vous la chimie du film sur la sensibilité de la surface — ou bien utilisez-vous simplement le rouleau le plus proche de la presse plieuse ?
Vous retirez un film autocollant après une longue série et voyez une légère trace de frottis sur l’épaulement de la matrice. Rien de dramatique. Juste de quoi accrocher la poussière.
Au travail suivant, cette poussière s’incruste dans le nouveau film. À la 40ᵉ pièce, vous chassez des rayures inexpliquées.
Un adhésif plus fort réduit le glissement. Il augmente aussi le risque de résidu, surtout avec l’échauffement dû aux coups répétés. Nous appelions cela le “smear” de fluage adhésif lorsque la colle migrait lentement sous pression et température. Nettoyer les matrices entre les séries ajoute du travail. Ne pas les nettoyer ajoute des défauts.
La pose libre élimine les résidus mais augmente le risque de déplacement si elle est mal dimensionnée. Le magnétique évite la colle mais ajoute de l’épaisseur d’empilage et peut piéger des particules fines entre l’aimant et la matrice s’il n’est pas nettoyé.
Il n’existe pas d’option parfaite. Il n’y a que le mode de défaillance le moins coûteux selon votre mélange de travaux.
Si un film évite $800 en polissage et rebut ce mois-ci mais vous coûte $200 de plus en consommables et dix minutes supplémentaires de préparation par semaine, est-ce “trop cher” — ou une assurance marge que vous refusez d’acheter ?
Vous regardez trois rouleaux sur l’établi, trois étiquettes de prix, et un tableau de production saturé de travaux mixtes. La fiche commerciale vous indique l’épaisseur, le duromètre, peut-être l’allongement. Elle ne vous dit pas quand le calcul bascule en votre faveur.
Sachant que CN-HAWE investit plus de 8% de son chiffre d’affaires annuel en recherche et développement. ADH exploite des capacités de R&D dans les presses plieuses, pour les lecteurs souhaitant des informations détaillées sur les matériaux., Brochures est une ressource de suivi utile.
Alors, faisons-le comme nous le ferions sur le plancher.
Je suis entré dans un atelier l’année dernière qui produisait des supports cosmétiques en acier inoxydable 304 — des plis à 90 degrés dans du 14 gauge, ouverture en V de 1 pouce. Ils achetaient de l’uréthane au rouleau et se plaignaient que c’était “ trop cher ”. Un rouleau leur coûtait à peu près le prix d’un bon insert de matrice. Ce choc du prix est là où la plupart des propriétaires cessent de réfléchir.
Mais le rouleau n’est pas l’unité qui vous rapporte de l’argent. C’est le pli.
Prenons une configuration hypothétique mais réaliste : une bande d’uréthane de 8 mil coupée pour correspondre à une matrice de 10 pieds. Vous payez, disons, $250 pour un rouleau qui donne 200 bandes de 10 pieds. Cela revient à $1,25 par bande. Si cette bande effectue 500 plis avant d’être remplacée, votre coût de protection est d’un quart de centime par pli.
Comparez maintenant avec ce qui se passe sans cela. Une éraflure cosmétique toutes les 40 pièces sur une face visible. Même si vous la détectez tôt, vous avez des temps d’arrêt pour l’opérateur, de la manutention, de l’inspection. Et quand vous la manquez, c’est du rebut.
Étant donné que le portefeuille de produits de CN‑HAWE est 100% à base de CNC et couvre des scénarios haut de gamme en découpe laser, pliage, rainurage et cisaillage, pour les équipes évaluant ici des options pratiques, Cisaille est une prochaine étape pertinente.
L’opérateur jure qu’il l’a “ protégée ”. Puis vous voyez la légère marque témoin due au tremblement de la matrice en V et vous savez ce qui vient ensuite : quelqu’un marche les pièces jusqu’à l’établi de polissage.
Si vous évaluez encore l’uréthane selon le coût par rouleau au lieu du coût par pli, mesurez-vous vraiment la même chose que ce pour quoi votre client vous paie ?
Parlons de l’établi de polissage — le service que personne n’inclut dans le budget parce qu’il “ ne fait que des retouches ”.”
J’ai vu des ateliers gagner le surnom “ poncer et prier ”, car la finition était devenue leur second département officieux. Un fabricant l’a suivi après que je l’y ai poussé : lot de 50 pièces, 8 à 10 minutes de léger lissage par pièce en moyenne. Disons 8 minutes. Cela fait 400 minutes. Près de 7 heures.
À un taux complet de $50 l’heure, cela représente $350 de main-d’œuvre de polissage pour un seul petit lot. Et cela ne compte pas la presse plieuse à l’arrêt pendant que les pièces sont retravaillées, ni le temps du superviseur passé à débattre pour savoir si une rayure est “ dans la tolérance ”.”
Posez maintenant une bande d’uréthane à $1,25 dans la matrice et travaillez proprement.
Même si vous utilisez trois bandes pendant ce lot à cause de la géométrie ou de la chaleur, vous restez en dessous de $4 de consommables pour effacer $350 de main-d’œuvre. Ce n’est pas une approximation. C’est de la marge.
J’ai appris cela à la dure sur un ensemble de panneaux d’ascenseur à finition miroir il y a des années. Nous avons sauté la protection parce que le travail était une “ petite série ”. Quatre pièces sont sorties avec de subtiles marques d’épaule qui n’apparaissaient qu’à la lumière du hall. Nous avons absorbé la reprise. Matériaux, temps machine, transport express. Le polissage que nous avons essayé d’abord n’a fait que brouiller le grain.
Si vous cherchez à éliminer complètement ces reprises finales — en particulier sur les panneaux cosmétiques — une étape de réparation et d’assemblage contrôlée peut faire toute la différence. Un système de soudage laser CNC vous permet de traiter de petites marques d’épaule, des micro-trous ou des défauts de bord avec un apport thermique mesuré en millimètres, préservant le grain et la planéité au lieu de les brouiller. C’est pourquoi les ateliers associent souvent la protection des matrices à la capacité laser de précision telle que celle de CN-HAWE machine de soudage laser : c’est une manière pratique de récupérer des pièces proprement, d’automatiser la constance et de garder les travaux très visibles hors de la salle de polissage.
Quel est votre véritable taux horaire quand on inclut la panique ?
La plupart des propriétaires se concentrent sur la finition de la pièce et oublient que la matrice encaisse les coups.
Lorsque vous passez à des épaisseurs plus importantes ou à des travaux à grand rayon, le même principe s’applique : le contrôle et l’amortissement réduisent les dommages à long terme sur les outils. Au lieu de forcer des tôles épaisses à travers des coups répétés de presse plieuse, une solution de roulage spécialement conçue peut répartir la pression de formage plus uniformément et minimiser l’usure concentrée des épaules. Un système piloté par CNC comme le rouleuse de tôle de CN-HAWE intègre un contrôle de précision avec des flux de travail automatisés pour la tôle, aidant les ateliers à gérer les applications à fort tonnage et grand rayon avec moins de contrainte sur les outils, moins de défauts de surface et une répétabilité plus prévisible.
Le métal nu sur l’acier trempé sous pression crée du micro-brinelling — de minuscules indentations sur l’épaule de la matrice qui deviennent des lignes visibles sur chaque pièce future. Vous ne le voyez pas le premier jour. Vous le voyez six mois plus tard quand une pile d’inox à finition miroir sort de la presse plieuse en semblant avoir été traînée sur un quai de chargement.
Le polyuréthane agit comme un amortisseur. Il répartit la charge, réduit le stress de contact maximal et empêche les fines particules de s’incruster directement dans la surface de la matrice. Moins d’abrasion directe signifie moins de cycles de reconditionnement de vos outils.
Faites les calculs. Si vous envoyez une matrice en V de précision à regarnir une fois par an à, disons, $300–$500 en incluant les temps d’arrêt, et que le film divise cela par deux, vous avez déjà financé plusieurs rouleaux sans toucher à votre taux de rebut.
Et n’ignorez pas la cachée : la constance. Une épaule de matrice usée modifie votre rayon de pliage effectif et le comportement de retour élastique. Vos opérateurs se retrouvent à poursuivre des variations d’angle, à caler, à ajuster. Plus de temps de préparation. Plus de variabilité.
Combien vous coûte une remise en état de matrice inattendue en dates d’expédition manquées ?
Faible volume, forte exigence esthétique ? Achetez des bandes pré-découpées ou coupez au besoin et passez à autre chose. Le calcul est déjà favorable.
Mais quand vous faites tourner plusieurs presses plieuses, plusieurs équipes, un fort mélange de pièces — c’est là que le point de bascule apparaît. J’ai vu des ateliers consommer 20 à 30 bandes par jour dans leurs zones de travail. À ce rythme, découper à la main à partir de rouleaux avec un cutter devient un flux de déchets en soi : largeurs incohérentes, effilochage des bords, matériau gaspillé.
Étant donné que le portefeuille de produits de CN‑HAWE est 100% à base de CNC et couvre des scénarios haut de gamme en découpe laser, pliage, rainurage et cisaillage, pour les équipes évaluant ici des options pratiques, Machine de travail du fer est une prochaine étape pertinente.
Installez un gabarit de coupe interne simple ou une petite refendeuse, réglez les largeurs selon vos ouvertures en V courantes, et vous réduisez les pertes et le temps de manipulation. Si vous économisez ne serait-ce que 30 secondes par réglage sur 20 changements par jour, cela fait 10 minutes quotidiennes. Sur un an, cela représente plus de 40 heures de production récupérées.
Mais voilà le hic : si votre diversité de jobs est irrégulière et que vous ne réalisez un travail protégé que deux fois par semaine, le capital et l’espace au sol ne sont pas rentables. Le point de bascule n’arrive que lorsque l’utilisation du film est prévisible et liée à des familles de travaux définies — pas quand c’est une réflexion de dernière minute.
Alors regardez votre tableau de planification. Combien de vos pliages hebdomadaires concernent des faces esthétiques ou orientées client où une seule marque déclenche une reprise ?
Ce chiffre — pas le prix du rouleau — vous indique si le polyuréthane est une dépense d’approvisionnement ou une assurance marge.
Vous voulez une réponse étape par étape ? La voici : avant que le polyuréthane ne devienne une pratique standard, testez-le comme tout autre changement d’outillage — jeux, géométrie, tonnage, maintenance — et prouvez qu’il ne crée pas de nouveau problème en résolvant l’ancien.
Car le film est une assurance marge. L’assurance ne fonctionne que si elle est correctement installée.
J’ai vu des ateliers poser une bande dans la matrice, faire une bonne pièce, et crier victoire — puis blâmer le matériau quand apparaissent des dérives d’angle ou qu’un pli se marque sur une face polie. Le polyuréthane ne corrige pas les mauvais réglages. Il amplifie la rigueur aussi vite qu’il expose les raccourcis.
Si vous allez en faire une norme, vos processus peuvent-ils gérer la rigueur qu’il exige ?
Si vous hésitez à savoir s’il faut standardiser le film d’un projet à l’autre, il est souvent utile de vérifier la cohérence de votre processus avec des personnes qui observent ces modes de défaillance tous les jours. Des équipes comme CN-HAWE, disposant de systèmes de pliage basés sur la CNC et d’activités de R&D continue sur le comportement des presses plieuses sous charge, peuvent vous aider à évaluer l’adaptation, la discipline de configuration et les effets de compression réels avant de valider une norme. Si vous souhaitez discuter de votre application ou obtenir un avis sur la mise en œuvre, entamez une conversation ici : 联系我们.
Le film ajoute de l’épaisseur. C’est évident.
Ce qui n’est pas évident, c’est ce que cette épaisseur devient sous charge. Une bande de 8 mil ne reste pas à 8 mil lorsque vous y appliquez de la pression ; elle se comprime, s’écoule légèrement, puis reprend sa forme. La profondeur de la course et les valeurs de retour élastique viennent de changer.
Si vous programmez comme si de rien n’était, vous passerez votre quart à courir après les angles et à blâmer la “ variation du matériau ”, tandis que votre opérateur ajuste les compensations avec frustration. C’est ainsi que vous obtenez des données de pliages incohérentes et que, parfois, une ligne de bavure au niveau du Vé reapparaît sur une bride esthétique.
La solution n’est pas compliquée. Mesurez votre angle réel avec le film en place, ajustez le point mort bas ou la profondeur pour compenser, et verrouillez cela dans un programme protégé de travail. Traitez‑le comme un empilage d’outils différent, car c’en est un.
En bref : le film modifie la hauteur de l’empilage. Votre programme doit reconnaître cette réalité.
Êtes‑vous prêt à standardiser les compensations des travaux protégés, ou allez‑vous laisser chaque opérateur “ le sentir ” et perdre du temps de réglage ?
Voici où le film peut vous piéger.
Angles aigus. Ourlets serrés. Plaques épaisses dans un Vé étroit. La mousse de polyuréthane ne se conforme pas toujours uniformément, et si elle se plisse à l’épaule, vous venez de créer une nouvelle crête de pression qui peut marquer davantage que l’acier nu.
J’ai vu un lot d’inox à finition miroir sortir de la presse plieuse paraissant parfait à première vue — puis, en l’inclinant sous la lumière, une ligne subtile apparaissait exactement là où le film s’était froissé. Pas de la matrice. De la protection.
Ce n’est pas un échec du concept. C’est une limite géométrique.
Pour les profils complexes, fixez correctement les deux côtés, maintenez une tension uniforme et ajustez la largeur pour qu’elle corresponde à l’ouverture du Vé, afin que le surplus de matériau n’ait nulle part où se plier. Et parfois — c’est la partie que personne n’aime — il faut passer à un coussin de polyuréthane au lieu d’un film, car l’environnement exige une interface plus épaisse et auto‑réparatrice.
Étant donné que CN‑HAWE investit plus de 8% de son chiffre d’affaires annuel dans la recherche et le développement, ADH dispose de capacités de R&D couvrant les presses plieuses ; pour les équipes qui évaluent des options pratiques ici, Plieuse de panneaux est une prochaine étape pertinente.
Le film n’est pas magique. C’est un mince amortisseur de chocs.
Si vos pièces évoluent dans un univers de pliages aigus et de surfaces cosmétiques de classe A, avez‑vous adapté la méthode de protection à la géométrie, ou espérez‑vous qu’un matériau mince se comporte comme une épaisse couche de caoutchouc ?
Parlons maintenant de la charge.
Les travaux à forte tonnage — plaque épaisse, V étroit, cycles répétés — peuvent faire glisser le film s’il n’est fixé que par une bande de ruban adhésif double face sur un seul côté. Sous pression, il se déplace. Une fois qu’il se déplace, il traîne. Une fois qu’il traîne, vous avez accéléré l’usure de la matrice au lieu de la prévenir.
J’ai appris cela à mes dépens sur une série de supports en carbone épais il y a des années. Nous pensions être intelligents en protégeant la matrice. À mi-parcours du lot, le film s’était déplacé juste assez pour exposer une épaule. Le coup suivant a marqué une ligne de contact sur six pièces d’un coup. Rebut. Et un bord de matrice ébréché qu’il a fallu polir avant de pouvoir continuer.
Ce n’était pas la faute de l’uréthane. C’était une fixation négligente sur un travail à forte charge.
Et puis il y a la chimie. Certains fluides de coupe et lubrifiants agressifs peuvent ramollir les films de qualité inférieure avec le temps. Dans les environnements lourds et humides, les patins en uréthane intégrés surpassent les bandes minces car ils résistent à la dégradation et auto-scellent les petites marques.
Alors posez la question sans détour : travaillez-vous dans les limites de charge et chimiques du film, ou êtes-vous en train de les dépasser en espérant qu’il ne échoue pas ?
C’est la partie que la plupart des propriétaires comprennent mal.
Ils pensent que le film signifie qu’ils peuvent se détendre sur le nettoyage des matrices. C’est “ couvert ”, non ?
Faux.
Tout débris coincé sous cette bande — copeaux métalliques, éclats, calamine — devient un abrasif emprisonné entre l’uréthane et l’acier trempé. Chaque coup le fait aller et venir. Vous venez de construire un bloc de ponçage à l’intérieur de votre outillage.
J’ai vu des ateliers surnommés “ polir et prier ” parce que la finition était devenue leur deuxième département officieux, et la moitié du temps la cause racine était des matrices sales sous protection. Le film n’a pas échoué. C’est la discipline qui a échoué.
Nettoyez les épaules de la matrice. Essuyez la table. Inspectez la bande lorsque vous la remplacez. Cinq minutes de préparation évitent des heures de polissage.
Si l’uréthane est l’assurance de marge, la maintenance est la prime que vous payez pour garder la police valide.
Voici donc le vrai point de décision : votre atelier peut-il s’engager à respecter les ajustements de programmation, la conscience de la géométrie, les limites de charge et les standards de nettoyage qui font fonctionner le film — ou allez-vous le traiter comme du film plastique, puis vous plaindre quand il ne vous fera pas économiser ?
Vous voulez un plan propre et reproductible. Pas encore un “ essayons et voyons ”.”
Voici le changement : l’uréthane cesse d’être un outil de secours que vous saisissez après un lot rayé, et devient une partie de votre ensemble d’outillage standard — programmé, formé, mesuré. À partir du moment où il devient la norme, les rayures cessent d’être le “ coût de faire des affaires ” et deviennent des écarts de procédé.
Ce ne sont pas des mots. C’est du contrôle.
Quand le film est optionnel, chaque travail esthétique devient une question de jugement. Lorsqu’il est standard pour certaines familles de pièces définies — acier inoxydable, aluminium préfinis, faces de classe A — il est intégré dans les fiches de configuration, les décalages de profondeur CNC, les critères d’inspection. Vous cessez de réagir aux dommages et commencez à les concevoir pour qu’ils ne se produisent pas. C’est la différence entre un atelier qui éteint des feux et un atelier qui connaît sa marge avant le premier coup.
La vraie question n’est pas “ est-ce que le film fonctionne ? ”, c’est : êtes-vous prêt à faire de la protection une composante de votre architecture de processus plutôt qu’une réaction de panique ?
Vous ne déployez pas cela avec un comité. Vous arrêtez l’hémorragie dès la prochaine production.
Première étape : confirmer vos fondamentaux. Ouverture en V à 6–8 fois l’épaisseur du matériau pour le cintrage à l’air. Tonnage correct. Vitesse d’approche plus lente lors du contact initial. Si vous sautez cette étape et que vous ajoutez un film sur un montage sur-tonné, vous ne faites qu’amortir de mauvais calculs. C’est ainsi que vous finissez par courir après la dérive d’angle et blâmer le matériau pendant que vos décalages dérivent partout dans le contrôle.
Deuxième étape : traiter le film comme un changement d’outillage. Mesurez l’angle réel avec le film en place. Ajustez le point mort bas. Sauvegardez-le comme programme de travail protégé. Étiquetez-le. Verrouillez-le. Le film ajoute une hauteur de pile — une hauteur de pile comprimée — et votre CNC doit en tenir compte. Sinon, vous verrez une variation subtile de l’angle et peut-être même une légère marque de grippage là où la pression se concentre sans que vous l’ayez prévue.
Troisième étape : adapter l’épaisseur du film à la plage de matériaux. Utiliser une bande unique pour les tôles de calibre 11 et les plaques d’un quart de pouce, c’est une pensée paresseuse. Les matériaux épais concentrent la force différemment. Si vous standardisez sans discernement, vous supprimerez les rayures sur un travail et créerez des micro-plis sur un autre.
Cette séquence entière peut se dérouler en un seul cycle de configuration. Cinq à dix minutes supplémentaires maintenant contre des heures sur le banc de polissage plus tard.
Si ces dix minutes évitent de refaire ne serait-ce qu’un panneau inox ce trimestre, qu’est-ce que cela vous a apporté ?
Je l’ai entendu mille fois : l’opérateur jure qu’il “ l’a protégé ”.
Puis je m’approche et vois un pli au niveau de l’épaulement de la matrice.
Le film doit être bien à plat, tendu uniformément, découpé pour correspondre au V afin qu’il ne puisse pas se froisser. Toute déchirure, tout copeau coincé, tout bord lâche devient un pic de pression sous charge. Sous tonnage, ce pic s’imprime directement sur la surface de votre pièce.
C’est là que la discipline se manifeste. Essuyez la matrice. Inspectez la bande au changement. Remplacez-la dès qu’elle présente une marque. Fixez les deux côtés sur les travaux à charge élevée pour qu’elle ne glisse pas. Une seule habitude : ne jamais actionner le vérin si le film n’est pas visuellement propre et bien en place. C’est tout.
J’ai appris cela à mes dépens il y a des années, lorsqu’une bande froissée sur une série en inox cosmétique a laissé une légère marque sur toute une bride. Nous ne nous en sommes aperçus qu’à l’inspection finale. La moitié d’un skid mise au rebut parce que personne n’a pris trois secondes pour lisser le film avant le cycle.
Trois secondes.
Combien coûtent trois secondes comparées à la moitié d’un skid d’inox classe A ?
Voici ce que la plupart des propriétaires oublient : le véritable ROI, ce n’est pas seulement moins de rayures. C’est la stabilité.
Lorsque le film devient la norme pour le travail cosmétique, trois chiffres changent.
Premièrement, le nombre d’heures de retouche diminue — non pas parce que les opérateurs sont plus attentifs, mais parce que les dommages de surface sont éliminés par la conception plutôt que par l’inspection. Exemple hypothétique : si vous passez 10 minutes à polir sur 20% d’une série de 50 pièces, cela représente plus d’une heure et demie de travail non facturable. Éliminez la cause, et cette heure devient de la capacité.
Deuxièmement, les rebuts deviennent prévisibles. Au lieu d’un éparpillement aléatoire de défauts cosmétiques, vous voyez des écarts clairs : mauvaise ouverture en V, film usé, étape de nettoyage manquée. Les causes profondes deviennent plus nettes. L’extinction d’incendies diminue.
Troisièmement, la maintenance des matrices se stabilise. Moins de contact métal sur métal signifie moins de traces visibles, moins d’ébavurage des arêtes, moins de remplacements d’outillage imprévus. Cette réduction silencieuse de l’usure, c’est là que se cachent les marges — ce que vous ne facturez jamais mais payez toujours.
Et voici la partie moins évidente : une fois que les rayures ne sont plus considérées comme “ normales ”, votre culture change. Une pile d’acier inoxydable à finition miroir sortant de la presse plieuse avec l’allure d’avoir été traînée sur un quai de chargement était autrefois considérée comme un problème de finition. Désormais, c’est un signal d’alerte. Une exception. Quelque chose qui déclenche une enquête, pas un polissage.
C’est l’excellence des processus — pas la perfection, mais la prévisibilité.
Lorsque le polyuréthane devient votre amortisseur plutôt que votre pansement, vous cessez d’encaisser les coups en main-d’œuvre, en rebuts et en usure des matrices. Vous les absorbez dans une interface fine et contrôlée conçue pour cela.
Examinez donc votre dernier trimestre. Pas vos dépenses en consommables — vos heures de polissage, vos rebuts cosmétiques, votre temps de réparation des matrices.
Si ces chiffres se stabilisaient demain, que deviendraient vos marges ?


















