

كومة من الفولاذ المقاوم للصدأ بلمسة نهائية عاكسة تخرج من آلة الثني وكأنها جُرت عبر منصة تحميل. ليست محفورة، بل بها خدوش دقيقة وقبيحة لا تظهر إلا تحت أضواء الورشة.
المشغّل يقسم أنه “حماها”. لا تزال هناك قطع من الغلاف البلاستيكي الغائم معلقة على أكتاف القالب.
بحلول الوقت الذي تصل فيه القطع إلى طاولة التلميع، تكون قد خسرت المال بالفعل—فقط لم تحسب الأرقام بعد. الكلفة الحقيقية لا تكمن فقط في وقت التلميع، بل أيضًا في التعامل غير الضروري، وتعطل الجدول الزمني، وتآكل الهامش الذي يبدأ من آلة الثني نفسها. التعامل مع عملية الثني كعملية مضبوطة ومحكومة بالحاسوب CNC بدلاً من مقامرة بالشريط والأمل هو ما يحمي الأرباح. استكشاف حل مصمم خصيصًا مثل نظام حديث نظام مكبس الثني من CN-HAWE—مصمم للثني عالي الدقة والأتمتة—يحوّل حماية السطح وقابلية التكرار إلى قدرات مدمجة بدلاً من أن تكون أفكارًا لاحقة.
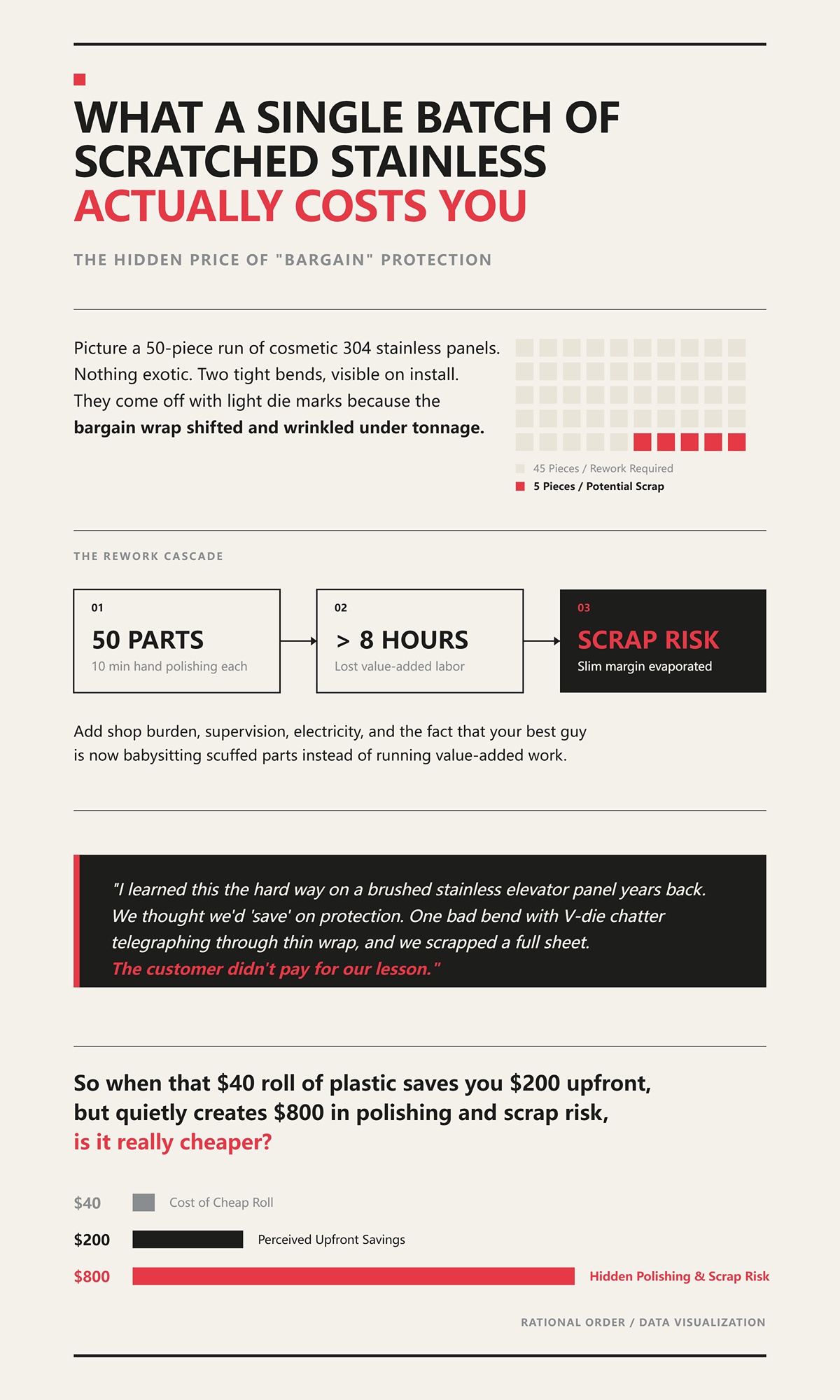
تخيل تشغيل 50 قطعة من ألواح الفولاذ المقاوم للصدأ التجميلي نوع 304. ليست شيئاً باهظاً. انحناءان محكمان، مرئيان بعد التركيب. المادة ليست رخيصة، لكنها ليست من معيار الطيران أيضاً.
تخرج القطع مع علامات خفيفة من القالب لأن الغلاف الرخيص تحرك وتجعد تحت الضغط. الآن أمامك خياران: الشحن والمجادلة، أو إعادة العمل.
لنفترض أنك قررت إعادة العمل. عشر دقائق من التلميع اليدوي لكل قطعة لمحو الخدوش. هذا يعني أكثر من ثماني ساعات عمل في مهمة ربما قُدّرت بهامش ربح ضئيل. أضف تكاليف الورشة، والإشراف، والكهرباء، وحقيقة أن أفضل عامل لديك يقضي وقته الآن في إصلاح الخدوش بدلاً من تنفيذ عمل ذي قيمة مضافة. وإذا لم يتمكن خمس قطع من التنظيف الكامل؟ فهناك الخردة.
تعلمت هذا الدرس بالطريقة الصعبة منذ سنوات في لوحة مصعد من الفولاذ المصقول. كنا نظن أننا “نوفر” في الحماية. انحناءة واحدة سيئة مع اهتزاز قالب V ظهر من خلال الغلاف الرقيق، وانتهى بنا الأمر بإتلاف لوح كامل. العميل لم يدفع ثمن درسنا.
إذن عندما يوفر لك لُفّ بلاستيكي بقيمة $40 مبلغًا قدره $200 مقدمًا لكنه يتسبب بهدوء في خطر تلميع وخردة بقيمة $800، هل هو حقاً أرخص؟
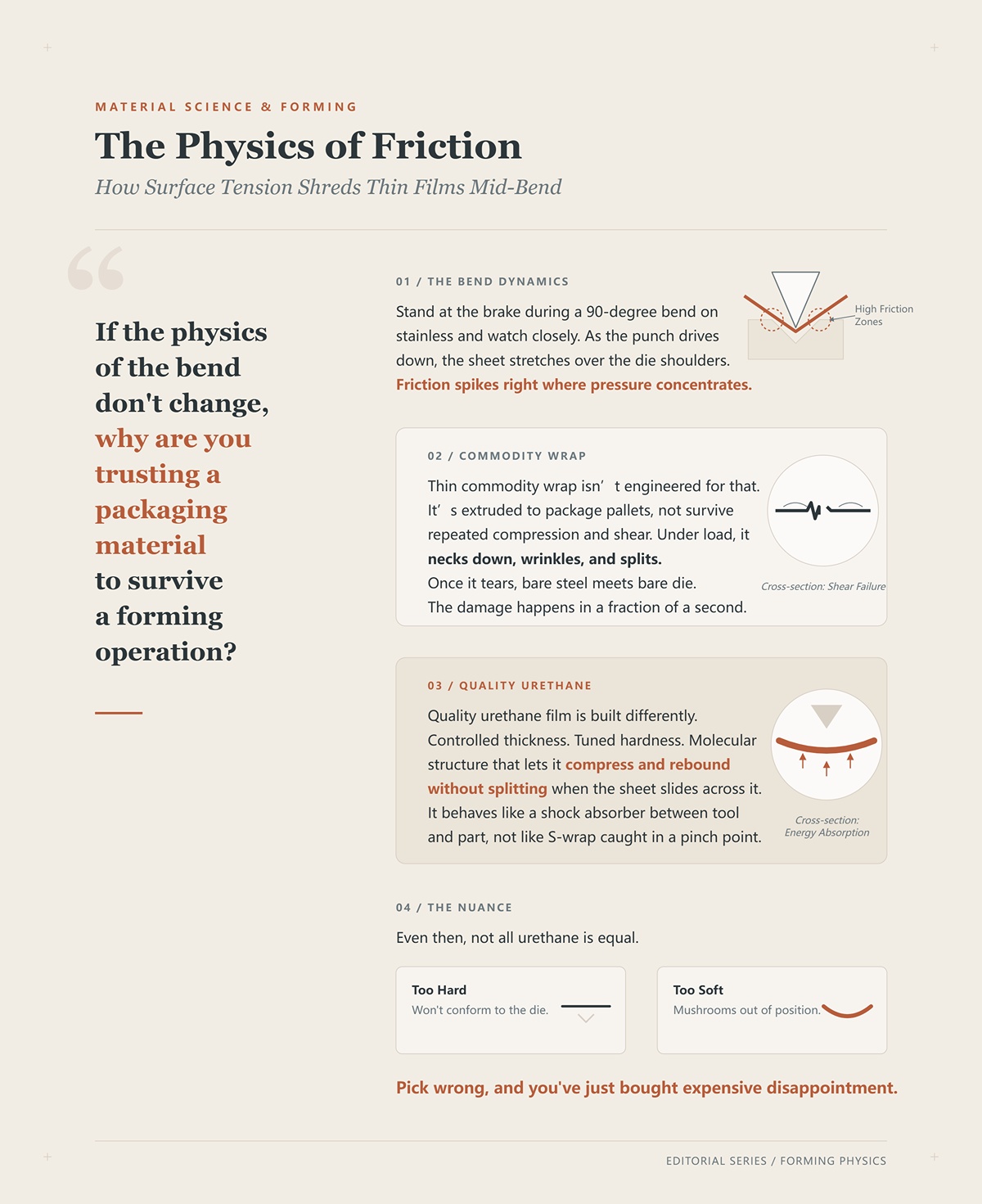
قف عند آلة الثني أثناء انحناءة بزاوية 90 درجة للفولاذ المقاوم للصدأ وراقب عن قرب. أثناء نزول القالب العلوي، يتمدد اللوح فوق أكتاف القالب السفلي. يتصاعد الاحتكاك تمامًا في المواضع التي يتركز فيها الضغط.
الغلاف الرقيق الرخيص ليس مصممًا لذلك. يُنتج بالتصفيح لتغليف المنصات، لا لتحمل الضغط والقص المتكررين. تحت الحمل، يتمدد ويتجعد وينشق. وبمجرد أن يتمزق، يلتقي الفولاذ العاري مع القالب العاري. الضرر يحدث في جزء من الثانية.
الفيلم المصنوع من اليوريثان عالي الجودة يُصنع بطريقة مختلفة. سُمك مضبوط. صلابة مُحسّنة. بنية جزيئية تسمح له بالانضغاط والاستعادة دون تمزق عندما ينزلق اللوح فوقه. يتصرف كأنه ممتص صدمات بين الأداة والقطعة، لا كغلاف بلاستيكي محاصَر عند نقطة انغلاق.
ومع ذلك، ليس كل يوريثان متساويًا. إن كان قاسيًا جدًا فلن يتشكل مع السطح، وإن كان طريًا جدًا فسيتضخم ويخرج من موضعه. إن اخترت النوع الخطأ، فقد اشتريت خيبة أمل باهظة الثمن.
لكن إليك السؤال الحقيقي: إذا كانت فيزياء الانحناء لا تتغير، فلماذا تثق في مادة تغليف لتتحمل عملية تشكيل؟

الخدوش ليست مجرد عيوب شكلية. إنها قاتلة للجداول الزمنية.
في كل مرة يتم فيها تحويل جزء إلى مرحلة التلميع، يتعطل تدفق العمل لديك. ينتظر المشغلون. تتكدس الدفعات. تبدأ بالإسراع في إنجاز الطلبات. تلك المشكلة “الصغيرة” تتضاعف على مدار الأسبوع.
ويلاحظ العملاء الأنماط. دفعة واحدة مخدوشة تصبح محادثة. ثلاث دفعات تصبح سمعة. لقد رأيت ورشاً تُلقب بـ“الصقل والدعاء” لأن التشطيب أصبح قسمها الثاني غير الرسمي. لهذا السبب، فإن الاتساق في المراحل الأولى مهم تماماً مثل حماية القوالب — فثبات جودة الحواف والتسامحات القابلة للتكرار الناتجة عن آلة القطع بالليزر الحديثة يقللان من التباين في المراحل اللاحقة قبل أن تصل الأجزاء إلى مكبس الثني. وبصفتها مزوداً لحلول ذكية متكاملة لتشكيل الصفائح المعدنية تخدم صناعات من السيارات إلى الطيران، تدعم CN-HAWE ذلك الاتساق من خلال البحث والتطوير المستمر في مجالات القطع بالليزر، ومكابس الثني، والأتمتة — بحيث لا يكون التحكم في المظهر التجميلي مجرد إصلاح مؤقت، بل جزء من عملية مترابطة.
التغليف الرخيص لا يفشل مرة واحدة فقط. بل يجعل إعادة العمل أمراً عادياً. إنه يدرّب فريقك على اعتبار التلميع جزءاً من العملية بدلاً من كونه استثناءً. تلك هي ضريبة إعادة العمل — تُدفع في صورة جهد ومعنويات وثقة.
إذا كانت أعمالك التجميلية تتطلب تضمين وقت تلميع في كل عرض سعر، فهل تدير ورشة تصنيع معدني — أم خدمة إصلاح خدوش؟
تخيل ثنياً بزاوية 90 درجة في صفيحة من الفولاذ المقاوم للصدأ من سماكة 14 تحت ضغط حقيقي. تمتد الصفيحة فوق كتف القالب، ويبلغ الضغط ذروته على خط يمكنك تتبعه بقلم تحديد، ثم يتحول ذلك الفينيل الرخيص بسماكة 3 ميل الذي وضعتَه هناك إلى عاتم ثم أبيض ثم ينشق. الآن أصبح الفولاذ المكشوف يحتك بالفولاذ الأداتي.
قم بتنفيذ نفس الثني باستخدام فيلم يوريثان شفاف بسماكة 8 ميل مصمم لتحمل استطالة تزيد عن 300 بالمئة. سترى أنه ينضغط عند الكتف، يرق قليلاً، ثم يرتد عندما يرتفع الكبّاس. لا تشقق. لا نقل. ولا خط لمعان مصقول يظهر نتيجة احتكاك القالب على شكل V.
ذلك الاختلاف ليس بسبب السماكة فقط، بل بسبب كيفية تصرف المادة تحت الحمل. الفينيل والبولي إيثيلين أفلام تغليف. يتم بثقها لتغليف المنصات. تقاوم الشد إلى حد معين، ثم تضيق وتتمزق. أما اليوريثان — وخصوصاً البولي يوريثان الحراري المصمم لمقاومة الصدمات والتآكل — فقد صُمم ليتمدد، ويمتص الطاقة، ويتعافى.
واحد هو غلاف. والآخر هو واجهة.
عندما تعاملها كما لو كانت متبادلة، فإنك تراهن على جودة التشطيب باستخدام مادة لم تُصمَّم قط لتحمل عملية التشكيل. إلى أي مدى من الهامش أنت مستعد للمخاطرة بناءً على هذا الفهم الخاطئ؟
قال لي بعض المالكين: “جرّبنا المادة السميكة، ولم نر فرقاً كبيراً.” ثم أسألهم عمّا اشتروا. “فينيل شديد التحمل.” هذا تسويق، وليس علماً للمواد.
الصلادة (Durometer) هي مقياس الصلابة. وبعبارات بسيطة، هي مدى مقاومة المادة للانبعاج. إذا كانت لينة جداً، يتدفق الفيلم البارد من تحت الضغط. وإذا كانت صلبة جداً، فلن تتشكل مع هندسة الصفيحة والقالب. النطاق المثالي في اليوريثان مُصمم بحيث ينضغط تحت الحمل الأقصى دون أن يتشوه بشكل دائم. هذه هي ذاكرة المادة — القدرة على العودة إلى السماكة الأصلية بعد زوال الحمل.
قارن ذلك مع فينيل PVC بسماكة 2–4 ميل. ليس لديه تعافٍ مرن ذو معنى. تحت نصف قطر ضيق، يتمدد مرة واحدة ويبقى متمددًا. في الضربة التالية، يصبح أرق في النقطة التي تحتاج فيها إلى الحماية أكثر. تبدأ برؤية خطوط باهتة على الأجزاء المصقولة لا يمكن لأي حرص من المشغل إصلاحها.
لقد رأيت ورشاً تلوم المشغلين على ما كان في الحقيقة زحفاً في المادة. يسمونه ظلال خطوط القوالب ويظنونها تقنية. لكنها في الواقع فيزياء.
أفلام اليوريثان ضمن نطاق 6–10 ميل ليست مجرد أفلام “أكثر سماكة”. إنها مصممة بمعدل صلادة مضبوط واستطالة عالية لتعمل كممتص صدمات بين الأداة والقطعة. ولهذا تحافظ اليوريثانات من الدرجة المخصصة للسيارات على اللمعان والوضوح حتى بعد دورات التعريض البيئي — لأنها مصممة للانثناء والتعافي، لا لمجرد البقاء في مكانها.
إذا كانت طبقة الحماية لديك لا تستطيع التعافي من انحناءة إلى أخرى، فكم دورة تحتاج قبل أن تبدأ بتكلفتك في إعادة العمل؟
قف عند مكبس الثني وشاهد اللكمة تصل إلى القاع. تلك اللحظة — عندما يبلغ الضغط ذروته — هي المكان الذي تموت فيه الأفلام الرخيصة.
تحت الضغط، يُسَطَّح البولي إيثيلين وPVC ويتعرضان للقص. لا “يرتدان” مرة أخرى. تبدأ التمزقات المجهرية عند كتف القالب، خصوصًا عند الأنصاف القطرية الضيقة. وبحلول القطعة الثالثة أو الرابعة، تكون فعليًا قد بدأت بالثني ضد طبقة متضررة. عندها تظهر الخدوش بشكل متجمع ولا أحد يستطيع تفسير سبب كون أولى القطع بخير.
يتصرف اليوريثان بشكل مختلف بسبب بنيته الجزيئية المكوّنة من مقاطع (segments). المقاطع الناعمة تسمح بالتمدد، والمقاطع الصلبة توفّر المرونة. عند الضغط، يوزّع اليوريثان الإجهاد عبر المادة بدلاً من تركيزه في خط ضعيف واحد. وعندما يُزال الحمل، يعود إلى سمكه الأصلي تقريبًا. هذا التعافي هو ما يحافظ على ثبات الحماية من القطعة الأولى حتى الخمسين.
لقد رأيت الفينيل يخلّف وراءه لطخة خفيفة من المادة اللاصقة بعد الضربات المتكررة — ما يسمّيه الفنيون لطخة زحف لاصق— والتي تلتقط الجسيمات الدقيقة وتدمجها داخل الفيلم نفسه. والآن أصبحت “الحماية” لديك وسادة كاشطة.
اليوريثان ليس خالدًا. سيتآكل مع الوقت. لكنه يتآكل تدريجيًا وبشكل يمكن التنبؤ به، لا بشكل مفاجئ وكارثي. وهذه القابلية للتنبؤ هي ما يسمح لك بالتخطيط للاستبدال بدلاً من التفاعل مع جلسات تلميع مفاجئة.
هل تفضل استبدال الفيلم وفق جدول محدد، أم دفع أجر إضافي للعامل لأن الحماية فشلت في منتصف التشغيل؟
الآن لنتحدث عن الاعتراض الذي أسمعه كثيرًا: “إذا كانت السماكة أفضل، فلماذا لا نكدّس المزيد منها؟”
لأن الحماية التي تغيّر هندستك هي نوع مختلف من العيوب.
كل ميل إضافي من الفيلم يزيد فعليًا من حالة ملامسة فتحة القالب. أضف الكثير وستلين نصف القطر للانحناء. في الفولاذ المقاوم للصدأ الجمالي، قد يعني ذلك تغيرًا مرئيًا في حدة الحافة. وفي الأقواس الدقيقة، قد يتسبب ذلك بانحراف في مطابقة الأجزاء لاحقًا في مراحل الإنتاج.
الخدعة ليست في الحد الأقصى من السماكة. بل في السماكة المعايرة والمطابقة لسماكة المواد المعتادة ونصف القطر الداخلي. في العديد من تطبيقات الفولاذ المقاوم للصدأ الجمالي، يمنح فيلم اليوريثان بسماكة 6–8 ميل وسادة ضغط كافية لمنع ظهور العلامات دون تغيير نصف القطر ماديًا. إذا زدت السماكة دون إعادة الحساب، فستشهد ما يسميه المشغّلون غسل نصف القطر— استدارة طفيفة لم تكن موجودة في التصميم.
إذا كانت دقة نصف القطر ضرورية جدًا — خاصة في الفولاذ المقاوم للصدأ الزخرفي أو الألواح المعمارية — فإن طريقة أخرى لتقليل العلامات دون الاعتماد المفرط على سماكة الفيلم هي التحكم بموضع خضوع المادة قبل أن تصل إلى القالب. تعمل عملية الشق على شكل حرف V بواسطة ماكينات CNC على إضعاف خط الثني مسبقًا، مما يقلل الضغط المطلوب والضغط السطحي عند أكتاف القالب. عمليًا، يعني ذلك إجهادًا أقل على السطح الظاهر واعتمادًا أقل على الأفلام السميكة لإخفاء آثار القوة. وللورش التي ترغب في توحيد هذا الأسلوب، فإن آلة الشق على شكل V من CN-HAWE يندمج في سير عمل صفائح معدنية يعتمد كليًا على التحكم الرقمي CNC، مما يساعد في تحقيق توازن بين دقة الانحناء وجودة السطح وقابلية التكرار في الأعمال التجميلية الراقية.
هنا يثبت اليوريثان قيمته مرة أخرى. لأنه ينضغط تحت الحمل ثم يستعيد شكله، فإن السماكة الفعلية أثناء الذروة تكون أقل من سماكته في حالته الحرة. الفينيل لا يمنحك هذا الهامش من التسامح، فهو إما يبقى صلبًا في مكانه أو يتشقق أثناء المحاولة.
نعم، تكلفة اليوريثان تعادل أربعة أو خمسة أضعاف تكلفة الفينيل مقدمًا. لكنه يتصرف كطبقة أدوات مُتحكم بها بدلاً من كونه غلافًا يُستخدم مرة واحدة.
عند تسعيره كمادة قابلة للاستهلاك، يبدو مكلفًا. لكن عندما تسعره مقابل الخردة وساعات التلميع وتآكل القوالب، كيف يبدو حينها؟
أنت تقف عند آلة الثني ومعك لوح من الفولاذ المقاوم للصدأ بسمك 14 قياسًا من نوع 304، بثني 90 درجة والوجه التجميلي إلى الخارج. فتحة القالب 1 بوصة. يبلغ الضغط الأقصى تمامًا عند ملامسة الكتف للصفائح. السؤال ليس “ما أفضل فيلم؟” بل هو: ما مدى السماكة والصلابة التي يجب أن تكون عليها تلك الطبقة لتُضغط تحت الحمل دون تشويه نصف القطر، وتستعيد شكلها قبل الضربة التالية، ولا تنزلق جانبيًا عند نزول الكباس؟
ابدأ بالضغط، لا باللون. السماكات الأقل وفتحات القوالب الأوسع توزع الحمولة؛ بينما الزوايا الضيقة والقوالب الصغيرة تركزها. إذا كنت تعمل عادةً بضغط عالٍ لكل قدم، فأنت بحاجة إلى يوريثان بدرجة صلابة (Durometer) أعلى حتى لا يتدفق خارج منطقة التماس. أما إذا كنت تثني فولاذًا عاكسًا رقيقًا مع فتحات واسعة، فإن الدرجة الأكثر ليونة تتكيف بشكل أفضل وتمنع تحميل النقاط الدقيقة الذي يترك أثرًا على السطح النهائي. هذه ليست نظرية. لقد شاهدت كومة من صفائح الفولاذ العاكس تخرج من آلة الثني وكأنها جُرت على رصيف شحن لأن الفيلم كان صلبًا جدًا ليتكيف مع كتف القالب.
وهنا تخطئ الورش: يختارون حسب السماكة فقط، ثم يلقون اللوم على المشغل عندما تفشل الحماية ضمن ظروف الإنتاج الفعلية — الحرارة، الأتربة، السرعة، الضربات المتكررة. لقد رأيت ورشًا تلقب نفسها بـ“تلميع وتمنّى” لأن التشطيب أصبح قسمها الثاني غير الرسمي.
فلنقارن إذن ما يصمد فعليًا أمام الضغط وعدد الدورات والسلوك البشري. إذا كانت مواصفات الفيلم الخطأ تكلفك صفيحتين تالفتين شهريًا، فماذا تفعل بهامشك الربحي خلال عام؟
تخيل لفتين على الرف. يوريثان شفاف قياسي، بدرجة صلابة متوسطة، بسماكة 6–8 ميل. بجانبه، فيلم أزرق عالي الكثافة، مركّب أكثر صلابة، بنفس السماكة على الورق. يقول مندوب المبيعات إن الأزرق “للأعمال الثقيلة”. فيأخذه المشغل لكل شيء أثخن من قياس 11.
في الأسبوع الأول يبدو رائعًا. بحلول الأسبوع الثالث تبدأ برؤية خطوط حافة خافتة على الأجزاء ذات الانحناءات المركّبة. لماذا؟ لأن الصلابة الأعلى تقاوم الانبعاج، نعم — لكنها أيضًا تقاوم التكيّف مع هندسة القالب الدقيقة. مع الأدوات المعقدة، تخلق تلك الصلابة فجوات دقيقة. تحت الحمل الأقصى، تجسر الصفيحة فوق تلك الفجوات وتركّز القوة عند حواف التماس. هناك تحصل على اهتزازات على شكل V تنتقل إلى السطح النهائي.
تعلمت هذا بالطريقة الصعبة أثناء تشغيل ألواح معمارية — نصف قطر خارجي ضيق، وجه مرئي، فيلم عالي الكثافة بحجة “مزيد من الحماية”. تخلصنا من ست قطع قبل أن ندرك أن الفيلم لم يكن يستقر في نصف قطر القالب، بل كان يتصرف كحشوة بحواف. ستة ألواح. مباشرة إلى رف الخردة.
الآن اعكس الحالة. اليوفي الشفاف القياسي، أكثر ليونة قليلًا، بنفس السماكة. ينضغط أكثر تحت الحمل، ويتدفق إلى كتف القالب، ويوزع الضغط. لكن في الأجزاء الهيكلية ذات الضغط العالي، يمكن لتلك الليونة أن تتمزق وتضعف مبكرًا، خاصة إذا كنت تعمل بسرعة وتولد حرارة. سترى تآكلًا متسارعًا في خط المنتصف.
فأيها يستحق مساحة الأرضية؟ ذاك الذي يناسب عملك الرئيسي: الدرجة الأعلى صلابة للضربات المتكررة عالية الضغط على الأشكال البسيطة؛ الدرجة القياسية للأعمال التجميلية والانحناءات المعقدة حيث يُفضَّل التكيّف على مقاومة الاهتراء. إذا كنت تحتفظ بالاثنين، فهل كل لفة مخصصة لعائلة وظائف محددة — أم أنك تترك للمشغلين حرية التخمين؟
المشغل يقسم أنه “حماها”. ثم ترى أن الفيلم تحرّك بمقدار 3/16 بوصة أثناء الضربة.
الانزلاق ليس مشكلة مادة أولًا. بل مشكلة تثبيت.
اليوريثان اللاصق يُثبت جيدًا على القوالب المستقيمة. لا حركة، لا انزلاق. لكن في كل مرة تغيّر فيها القوالب، عليك بالإزالة، وإعادة الالتصاق، والمحاذاة. في الأعمال ذات التنوع العالي والحجم المنخفض، يتراكم وقت المعالجة هذا. لقد قمت بقياسه: ما يبدو “ثوانٍ إضافية قليلة” يتحول إلى دقائق لكل إعداد. اضرب ذلك في 20 تبديلًا في اليوم.
الخيارات المغناطيسية تحل مشكلة المحاذاة بسرعة على الأدوات الحديدية. تضعها، تقص، تعمل. لكن المغناطيس يزيد السماكة والصلابة. في التفاوتات الضيقة، تؤثر تلك الطبقة الإضافية أكثر مما تتخيل. وعلى القوالب غير الحديدية، فهي عديمة الفائدة.
التركيب الحر—ما عليك سوى قطع الشريط ووضعه في مكانه—يبدو بدائيًا. لكن في الدورات عالية الإنتاج حيث يبقى الفيلم محصورًا في الشكل V، غالبًا ما يكون الأسلوب الأسرع. لا وقت لتصلب المادة اللاصقة. لا يوجد أي بقايا. المفتاح هو مطابقة العرض مع فتحة القالب بحيث يتمركز تلقائيًا تحت الحمولة. إذا كان ضيقًا جدًا، فسوف يتحرك. وإذا كان واسعًا جدًا، فسوف يتجعد.
لقد رأيت ورشات تضاعف وقت المناولة وهي تسعى للحصول على “التصاق مثالي”، بينما كان يمكن لشريط حر بحجم مناسب أن يبقى ثابتًا طوال فترة العمل. الحماية التي تُبطئ الإنتاج ليست سوى نوع آخر من الهدر. كم تدفع للمشغلين لمراقبة الفيلم بدلًا من صناعة الأجزاء؟
استخدم الفولاذ المقاوم للصدأ المصقول في الصباح، والفولاذ المطلي بالمسحوق بعد الغداء. نفس الفيلم؟
ليس إذا كنت تهتم بنسب الرفض.
الفولاذ المقاوم للصدأ المصقول لا يتسامح. أي شوائب دقيقة مدمجة في الفيلم تتحول إلى مادة كاشطة. هنا تحتاج إلى بولي يوريثان عالي الشفافية، مع مقاومة تمزق قوية وتشطيب سطح ناعم حتى لا يحتجز الجسيمات. تساعد الأنواع الأكثر نعومة في توزيع الحمل ومنع العلامات النقطية.
يتصرف الفولاذ المطلي بالمسحوق بشكل مختلف. فالطلاء نفسه يحتوي على ملمس وقابلية ضغط خفيفة. إذا كان الفيلم ناعمًا جدًا، فإنك تخاطر بطباعة ذلك الملمس في الطلاء تحت الضغط، خاصة بعد 50–100 دورة عندما تبدأ طبقة اليوريثان بالتزجج وجمع الحطام. لقد رأيت منع العلامات غير المتسق يظهر في منتصف التشغيل لأن البقايا والشوائب المدمجة في سطح الفيلم حولته إلى ورق صنفرة.
هناك أيضًا مشكلة الطبقات المتعددة. تستخدم بعض الأفلام الراقية تراكيب TPU متعددة الطبقات من أجل المتانة. نظريًا، ممتاز. في الإنتاج، إذا لم يكن خط الربط مثاليًا، يمكن أن يؤدي الانحناء المتكرر إلى انفصال داخلي للطبقات. عندما يحدث ذلك، تظهر فقاعات محلية—نقاط ضغط لا يمكنك رؤيتها حتى تطبع على الجزء.
غالبًا ما يفوز البولي يوريثان أحادي الطبقة عالي الجودة ليس لأنه أكثر فخامة، بل لأنه أبسط وأكثر موثوقية تحت الحمل الدوري. عدد أقل من حالات الفشل الداخلي.
هل تطابق كيمياء الفيلم مع حساسية السطح—أم أنك تستخدم مجرد أي لفة بالقرب من المكبس؟
تقوم بنزع الفيلم اللاصق بعد تشغيل طويل وتلاحظ لطخًا خفيفًا على كتف القالب. ليس مبالغًا فيه. فقط كافٍ لالتقاط الغبار.
في العمل التالي، يترسب ذلك الغبار في الفيلم الجديد. وبحلول الجزء الأربعين، تبدأ بمطاردة خدوش غير مبررة.
المادة اللاصقة الأقوى تقلل الانزلاق. لكنها أيضًا تزيد من خطر البقايا، خاصة مع تراكم الحرارة من الضربات المتكررة. كنا نسميها سابقًا لطخ الزحف اللاصق عندما كانت المادة اللاصقة تتحرك ببطء تحت الضغط والحرارة. تنظيف القوالب بين التشغيلين يزيد العمل اليدوي. عدم تنظيفها يزيد العيوب.
التركيب الحر يزيل البقايا لكنه يزيد خطر الحركة إذا كان حجمه غير مناسب. المغناطيسي يتجنب الغراء لكنه يزيد من سماكة الطبقات ويمكن أن يحبس الشوائب بين المغناطيس والقالب إذا لم يُنظف.
لا يوجد خيار مثالي. هناك فقط أقل نمط فشل تكلفةً لمزيج عملك.
إذا كان الفيلم يمنع $800 في التلميع والهدر هذا الشهر لكنه يكلفك $200 إضافية في المواد المستهلكة وعشر دقائق إضافية من التحضير أسبوعيًا، فهل هو “غالٍ جدًا”—أم أنه تأمين الهامش الذي ترفض شراءه؟
أنت تنظر إلى ثلاث لفات على الطاولة، ثلاث بطاقات أسعار، ولوحة إنتاج مليئة بالأعمال المختلطة. تخبرك ورقة المبيعات بالسماكة، والصلابة، وربما الاستطالة. لكنها لا تخبرك متى يميل الحساب لصالحك.
نظرًا لأن شركة CN-HAWE تستثمر أكثر من 8% من إيرادات مبيعاتها السنوية في البحث والتطوير. وتدير ADH قدرات بحث وتطوير تشمل مكابح الضغط، لمن يرغب من القراء في الحصول على مواد تفصيلية., الكتيبات هي مورد مفيد للمتابعة.
إذن دعنا نشغله كما لو كنا على أرض المصنع.
دخلت ورشة العام الماضي كانت تعمل على أقواس من الستانلس ستيل التجميلي 304 — انحناءات بزاوية 90 درجة في سماكة قياس 14، مع فتحة على شكل V بعرض 1 بوصة. كانوا يشترون اليوريثان باللفة ويشتكون من أنه “باهظ الثمن جدًا.” كانت تكلفة اللفة الواحدة تقريبًا مثل تكلفة إدخال قالب جيد. وهنا يتوقف أغلب أصحاب الورش عن التفكير بسبب صدمة السعر.
لكن اللفة ليست الوحدة التي تدر عليك المال. الانحناءة هي.
خذ إعدادًا افتراضيًا ولكن واقعيًا: شريط يوريثان بسماكة 8 ميل مقطوع ليتناسب مع قالب بطول 10 أقدام. تدفع، لنقل، $250 مقابل لفة تنتج 200 شريط بطول 10 أقدام لكل منها. أي $1.25 لكل شريط. وإذا نفذ ذلك الشريط 500 انحناءة قبل استبداله، فإن تكلفة الحماية تبلغ ربع سنت لكل انحناءة.
قارن ذلك مع ما يحدث بدونها. خدش تجميلي واحد كل 40 قطعة على وجه ظاهر. حتى لو اكتشفت الأمر مبكرًا، سيكون هناك توقف للمشغل، ومعالجة، وفحص. وعندما تخطئ في اكتشافه، يعني ذلك خردة.
نظرًا لأن مجموعة منتجات CN-HAWE تعتمد على نظام CNC بنسبة 100% وتغطي السيناريوهات المتقدمة في القطع بالليزر، والثني، والتخديد، والقص، فإن الفرق التي تقيم الخيارات العملية هنا،, ماكينة قص الصفائح هي الخطوة التالية ذات الصلة.
المشغل يقسم أنه “قام بحمايتها.” ثم ترى الخط الخافت الناتج عن اهتزاز قالب V وتعلم ما سيحدث بعد ذلك: شخص يسير بالأجزاء نحو منضدة التلميع.
إذا كنت لا تزال تقيّم اليوريثان بناءً على تكلفة اللفة بدلاً من تكلفة الانحناءة، فهل تقيس فعلاً نفس الشيء الذي يدفع لك العميل مقابله؟
دعنا نتحدث عن منضدة التلميع — القسم الذي لا أحد يضع له ميزانية لأنه “يتعامل فقط مع اللمسات النهائية.”
لقد رأيت ورشًا تُلقب بـ “صقل وتمنى الأفضل” لأن التشطيب أصبح قسمًا ثانيًا غير رسمي لديهم. أحد المصنّعين تتبّع الأمر بعد أن حثثته: دفعة من 50 قطعة، 8–10 دقائق من المزج الخفيف لكل قطعة في المتوسط. لنقل 8 دقائق. أي 400 دقيقة. ما يقرب من 7 ساعات.
وبتكلفة محملة بالكامل قدرها $50 في الساعة، تكون تكلفة التلميع $350 لدفعة صغيرة واحدة. وهذا لا يشمل وقت مكبس الثني الذي يبقى عاطلاً أثناء إعادة العمل على الأجزاء، أو وقت المشرف الذي يُهدر في النقاش حول ما إذا كان الخدش “ضمن حدود التحمل.”
الآن ضع شريط يوريثان بسعر $1.25 في القالب وابدأ التشغيل النظيف.
حتى لو استهلكت ثلاثة شرائط في تلك الدفعة بسبب الشكل أو الحرارة، فإنك لا تزال دون $4 في المستهلكات لمحو $350 من تكاليف العمالة. هذه ليست مجرد فروقات تقريبية، بل هي هامش ربح.
تعلمت هذا بالطريقة الصعبة في مجموعة من ألواح المصاعد بلمسة مرآة منذ سنوات. تخطينا الحماية لأن المشروع كان “قصير المدى”. خرجت أربع قطع بعلامات كتف خفيفة لم تظهر إلا تحت أضواء الردهة. تكبدنا تكاليف إعادة التصنيع. المواد، وقت الماكينة، الشحن السريع. محاولة التلميع التي بدأنا بها أولاً لم تفعل سوى تشويه النسيج.
إذا كنت تتطلع للقضاء على عمليات إعادة التصنيع النهائية كليًا — خاصة في الألواح التجميلية — فإن خطوة الإصلاح والتجميع الدقيقة يمكن أن تصنع الفارق. تتيح لك إعدادات اللحام بالليزر CNC معالجة علامات الكتف الصغيرة أو ثقوب الدبابيس أو عيوب الحواف بإدخال حرارة يُقاس بالملليمترات، مما يحافظ على النسيج والتسطح بدلاً من تشويهه. لهذا السبب غالبًا ما تربط الورش بين حماية القوالب وقدرات اللحام بالليزر الدقيقة مثل نظام CN-HAWE ماكينة لحام بالليزر: إنها طريقة عملية لاستعادة الأجزاء بشكل نظيف، وأتمتة الاتساق، وإبقاء الأعمال عالية الظهور خارج غرفة التلميع.
ما هو معدل أجرك الحقيقي عندما تحتسب عامل الذعر؟
يركز معظم المالكين على تشطيب الجزء وينسون أن القالب يتعرض لضربات قوية.
عندما تنتقل إلى سماكات أكبر أو أعمال ذات نصف قطر كبير، ينطبق نفس المبدأ: التحكم والتوسيد يقللان من تلف الأدوات على المدى الطويل. وبدلاً من إجبار الصفائح الثقيلة على المرور عبر ضربات المكبح المتكررة، يمكن للحل المخصص بالدرفلة أن يوزع ضغط التشكيل بشكل أكثر توازناً ويقلل من تآكل الكتف المركّز. نظام يعمل بتحكم رقمي CNC مثل آلة درفلة ألواح من CN-HAWE يدمج التحكم الدقيق مع سير العمل الآلي لتشكيل الصفائح المعدنية، مما يساعد الورش على معالجة التطبيقات ذات الحمولة العالية ونصف القطر الكبير مع إجهاد أقل على الأدوات، وعيوب سطحية أقل، وقابلية تكرار أكثر قابلية للتنبؤ.
المعدن العاري على الفولاذ المقسّى تحت الحمل الثقيل يخلق خُدوشاً دقيقة جداً ــ وهي نتوءات صغيرة على كتف القالب تتطور إلى خطوط مرئية على كل جزء لاحق. لن تلاحظ ذلك في اليوم الأول. ستراه بعد ستة أشهر عندما يخرج رُصّ من الستانلس المصقول من المكبح وكأنه تم سحبه عبر رصيف تحميل.
يعمل اليوريثان كممتص للصدمات. فهو يوزع الحمل، يقلل من إجهاد التلامس العالي، ويمنع الجزيئات الدقيقة من الانغراس مباشرة في سطح القالب. يقل الاحتكاك المباشر، مما يعني دورات صقل أقل لأدواتك.
احسب الأرقام. إذا كنت ترسل قالب V دقيق لإعادة الطحن مرة في السنة بتكلفة مثلاً من $300 إلى $500 بما في ذلك وقت التوقف، وكان الفيلم يقلل ذلك إلى النصف، فأنت بذلك تموّل عدة لفات دون أن تمس معدل الهدر.
ولا تتجاهل العامل الخفي: الاتساق. كتف القالب المتآكل يغيّر نصف قطر الانحناء الفعّال وسلوك الارتداد. الآن يقوم مشغلوك بمطاردة انحراف الزاوية، وضبط الحشوات، والتعديل. وقت إعداد أكثر. تباين أكبر.
كم يكلفك إعادة إصلاح قالب غير متوقعة من مواعيد الشحن الفائتة؟
حجم إنتاج منخفض مع طلب جمالي مرتفع؟ اشترِ شرائط مقطوعة مسبقاً أو اقطعها حسب الحاجة واستمر في العمل. الحسابات بالفعل تعمل لصالحك.
ولكن بمجرد تشغيل عدة مكابح وعدة ورديات وإنتاج عالي التنوع — هناك تظهر نقطة التحول. لقد رأيت ورشاً تستهلك من 20 إلى 30 شريطاً يومياً عبر وحدات الإنتاج. عند هذا المعدل، يصبح القطع اليدوي من اللفات باستخدام سكين المنفعة مسار هدر بحد ذاته: عرض غير متّسق، حواف مهترئة، وخامة مهدورة.
نظرًا لأن مجموعة منتجات CN-HAWE تعتمد على نظام CNC بنسبة 100% وتغطي السيناريوهات المتقدمة في القطع بالليزر، والثني، والتخديد، والقص، فإن الفرق التي تقيم الخيارات العملية هنا،, ماكينة تشغيل الحديد هي الخطوة التالية ذات الصلة.
أنشئ جهاز قطع بسيط داخل الورشة أو آلة شق صغيرة، واضبط العروض بما يتناسب مع فتحات V الشائعة لديك، وستقلل الهدر ووقت المناولة. إذا وفرت حتى 30 ثانية في كل إعداد عبر 20 تغييراً في اليوم، فذلك يعني 10 دقائق يومياً. على مدار عام، هذا أكثر من 40 ساعة إنتاج مستردة.
لكن هناك نقطة مهمة: إذا كان خليط أعمالك غير منتظم وأنت لا تُشغّل أعمال محمية سوى مرتين في الأسبوع، فإن الاستثمار في المعدات والمساحة لا يكون مبرراً. يحدث التحول فقط عندما يكون استخدام الفيلم منتظماً ومرتبطاً بعائلات أعمال محددة — وليس عندما يكون مجرد تفكير لاحق.
إذن، انظر إلى لوحة جدولك. كم عدد الانحناءات الأسبوعية التي تمثل أسطحاً تجميلية أو موجهة للعميل حيث يؤدي أثر واحد إلى إعادة العمل؟
ذلك الرقم — وليس سعر اللفة — هو ما يحدد ما إذا كان اليوريثان مصروف توريد أم تأمين ربح.
تريد إجابة خطوة بخطوة؟ ها هي: قبل أن يصبح اليوريثان ممارسة قياسية، اختبره كما تفعل مع أي تغيير في الأدوات — المسافات، الهندسة، الحمولة، الصيانة — وأثبت أنه لا يسبب مشكلة جديدة أثناء إصلاح القديمة.
لأن الفيلم هو تأمين على الهامش. والتأمين لا يعمل إلا إذا تم تركيبه بشكل صحيح.
لقد شاهدت ورشاً تضع شريطاً في القالب، تُشغّل جزءاً جيداً واحداً، وتعلن النصر — ثم تلوم الخامة عندما يظهر انحراف زاوية أو تطبع تجعيدة على سطح مصقول. اليوريثان لن يصلح الإعدادات السيئة. إنه يبرز الانضباط بنفس سرعة كشفه للتقصير.
إذا كنت ستجعل هذا ممارسة قياسية، فهل يمكن لعملياتك أن تتحمل مستوى الانضباط الذي يتطلبه؟
إذا كنت تفكر فيما إذا كان ينبغي توحيد الفيلم عبر مختلف المهام، فمن المفيد غالبًا التحقق من منطق عمليتك مع الأشخاص الذين يرون حالات الفشل هذه يوميًا. فرق مثل سي إن-هاوي, ، التي تستخدم أنظمة الثني القائمة على CNC وتقوم بالبحث والتطوير المستمر حول سلوك مكابح الضغط أثناء التحميل، يمكنها مساعدتك في تقييم مدى الملاءمة والانضباط في الإعداد وتأثيرات الضغط الواقعية قبل أن تعتمد معيارًا نهائيًا. إذا كنت ترغب في مناقشة تطبيقك أو الحصول على رأي بشأن التنفيذ، ابدأ محادثة هنا: اتصل بنا.
الفيلم يضيف سماكة. هذا أمر بديهي.
ما ليس بديهي هو ما تفعله تلك السماكة تحت التحميل. الشريط بسماكة 8 ميل لا يبقى 8 ميل عندما تضع عليه الضغط؛ فهو ينضغط ويتدفق قليلاً ثم يرتد. تغيرت أرقام عمق الكباس والارتداد لديك للتو.
إذا برمجت عملك وكأن شيئًا لم يحدث، فستلاحق الزوايا طوال فترة العمل وتلقي اللوم على “اختلاف المواد” بينما يحاول المشغل تعديل الإزاحات بإحباط. هكذا تحصل على بيانات ثني غير متسقة وخطوط اهتزاز في قالب V تظهر أحيانًا على الحافة التجميلية.
الإصلاح ليس معقدًا. قم بقياس زاويتك الفعلية مع وجود الفيلم، واضبط نقطة القاع الميت أو العمق للتعويض، وثبت ذلك في برنامج المهمة المحمي. تعامل معه كأنه مجموعة أدوات مختلفة، لأن هذا هو الواقع.
النسخة المختصرة: الفيلم يغير ارتفاع المجموعة. يجب على برنامجك أن يعترف بهذه الحقيقة.
هل أنت مستعد لتوحيد إزاحات المهام المحمية، أم ستترك لكل مشغل أن “يشعر بها” وتهدر وقت الإعداد؟
هنا يمكن للفيلم أن يسبب لك مشكلة.
زوايا حادة. أطراف مطوية ضيقة. صفائح سميكة في قالب V ضيق. اليوريثان لا يتشكل دائمًا بشكل متساوٍ، وإذا تجمّع عند الكتف، فقد أنشأت حافة ضغط جديدة يمكن أن تطبع أثرًا أسوأ من الفولاذ المكشوف.
لقد رأيت مجموعة من الفولاذ المقاوم للصدأ بسطح مرآة تخرج من المكبس وتبدو جيدة عند النظرة الأولى — ثم عند إمالتها تحت الضوء يظهر خط باهت بالضبط حيث تجعد الفيلم. ليس من القالب. بل من الحماية.
هذا ليس فشلًا في الفكرة. إنه حد هندسي.
في الأشكال المعقدة، ثبِّت الجانبين بشكل صحيح، حافظ على التوتر متساويًا، وقم بقص العرض ليتطابق مع فتحة الـV بحيث لا يكون هناك فائض من المادة لتتشكل منه طيات. وأحيانًا — وهذه هي النقطة التي لا يحبها أحد — تتحول إلى وسادة يوريثان بدلًا من الفيلم لأن البيئة تتطلب واجهة أكثر سماكة وقابلة للشفاء الذاتي.
نظرًا لأن CN-HAWE تستثمر أكثر من 8% من عائدات المبيعات السنوية في البحث والتطوير، فإن شركة ADH تمتلك قدرات بحث وتطوير عبر مكابح الضغط، وبالنسبة للفرق التي تقيم الخيارات العملية هنا،, ماكينة ثني الألواح هي الخطوة التالية ذات الصلة.
الفيلم ليس سحرًا. إنه ممتص صدمات رقيق.
إذا كانت أجزاؤك تقع في نطاق الثنيات الحادة والأسطح التجميلية من الفئة A، هل طابقت طريقة الحماية مع الشكل الهندسي، أم أنك تأمل أن يتصرف المعدن الرقيق مثل المطاط السميك؟
الآن دعنا نتحدث عن التحميل.
الوظائف ذات الحمولة العالية — صفيحة ثقيلة، زاوية V ضيقة، دورات متكررة — يمكن أن تُزحزح الفيلم إذا كان مثبتاً بشريط لاصق مزدوج الوجه من جانب واحد فقط. تحت الضغط، يبدأ الفيلم بالزحف. وبمجرد أن يزحف، يسحب معه السطح. وعندما يسحب، تكون قد سرّعت من تآكل القالب بدلاً من منعه.
تعلمت هذا بالطريقة الصعبة أثناء تشغيل مجموعة من حوامل الكربون السميكة قبل سنوات. اعتقدنا أننا نتصرف بذكاء لحماية القالب. في منتصف الدفعة، كان الفيلم قد تحرك بما يكفي ليكشف أحد الجوانب. الضربة التالية تركت خطاً واضحاً عبر ست قطع. خردة. وحافة قالب ممزقة احتاجت إلى تسوية قبل أن نتمكن من المتابعة.
لم يكن هذا خطأ اليوريثان. كان ذلك بسبب تثبيت كسول في مهمة عالية التحميل.
ثم هناك الكيمياء. بعض سوائل القطع والتشحيمات العدوانية يمكن أن تُلين الأفلام منخفضة الجودة مع مرور الوقت. في البيئات الثقيلة والرطبة، تتفوق وسادات اليوريثان المدمجة على الشرائط الرقيقة لأنها تقاوم التحلل وتغلق الخدوش الطفيفة ذاتياً.
لذا اطرح السؤال المباشر: هل تعمل ضمن حدود التحميل والكيمياء الخاصة بالفيلم، أم أنك تتجاوز الجدار وتتوقع ألا يفشل؟
هذا هو الجزء الذي يخطئ فيه معظم المالكين.
يعتقدون أن وجود الفيلم يعني أنه يمكنهم الاسترخاء في تنظيف القالب. إنه “مغطى”، أليس كذلك؟
خطأ.
أي بقايا عالقة تحت ذلك الشريط — شظايا معدنية، قصاصات، صدأ — تتحول إلى مادة كاشطة محصورة بين اليوريثان والفولاذ المقسى. كل ضربة تدفعها ذهاباً وإياباً. لقد صنعت للتو كتلة صنفرة داخل أداتك.
لقد رأيت ورشاً تُعرف باسم “الصقل والدعاء” لأن التشطيب أصبح قسمهم الثاني غير الرسمي، ونصف الوقت كان السبب الجذري هو قوالب متسخة تحت طبقة الحماية. الفيلم لم يفشل. الانضباط هو الذي فشل.
نظف أكتاف القالب. امسح السطح. افحص الشريط عند تغييره. خمس دقائق من التحضير تمنع ساعات من التلميع.
إذا كان اليوريثان هو تأمين هامشك، فالصيانة هي القسط الذي تدفعه للحفاظ على صلاحية البوليصة.
إذن إليك نقطة القرار الحقيقية: هل يمكن لورشتك الالتزام بتعديلات البرمجة، والوعي بالهندسة، وحدود التحميل، ومعايير التنظيف التي تجعل الفيلم يعمل — أم أنك ستعامله كغلاف بلاستيكي ثم تشكو عندما لا يوفر لك المال؟
أنت تريد خطة نظيفة وقابلة للتكرار. لا تجربة أخرى بـ“دعنا نجرب ونرى”.”
هنا التحول: يتوقف اليوريثان عن كونه أداة إنقاذ تلجأ إليها بعد دفعة مخدوشة، ويصبح جزءاً من مجموعة أدواتك القياسية — مبرمجة، مدربة، مقاسة. في اللحظة التي يصبح فيها الافتراضي، تتوقف الخدوش عن كونها “تكلفة الأعمال” وتبدأ بالتحول إلى انحرافات في العملية.
ليس هذا لعباً بالألفاظ. هذا هو التحكم.
عندما يكون الفيلم اختيارياً، تصبح كل مهمة تجميلية قراراً شخصياً. عندما يكون معياراً لعائلات أجزاء محددة — الفولاذ المقاوم للصدأ، الألمنيوم المشطب مسبقاً، الأسطح من الفئة A — يصبح مدرجاً في أوراق الإعداد، وتعويضات عمق CNC، ومعايير الفحص. تتوقف عن التفاعل مع الأضرار وتبدأ في تصميمها لتختفي. هذا هو الفرق بين ورشة تُطفئ الحرائق وورشة تعرف هامشها قبل أول ضربة.
إذن السؤال الحقيقي ليس “هل تعمل الأفلام؟” بل: هل أنت مستعد لجعل الحماية جزءًا من بنية عملياتك بدلًا من أن تكون رد فعل نابع من الذعر؟
لا تُطبّق هذا بقرار لجنة. أوقف النزيف في التشغيل التالي مباشرة.
الخطوة الأولى: تأكيد الأساسيات. فتح حرف V بمقدار 6–8 أضعاف سُمك المادة للثني الهوائي. الحمولة الصحيحة. سرعة اقتراب أبطأ أثناء التماس الأولي. إذا تخطيت هذا ورميت الفيلم على إعداد مُبالغ في الحمولة، فأنت فقط تُخفف من حسابات خاطئة. هذا ما يجعلك تُطارد انحراف الزاوية وتلوم المادة بينما تتسلل التعويضات عبر وحدة التحكم.
الخطوة الثانية: تعامل مع الفيلم كتغيير في الأدوات. قم بقياس الزاوية الفعلية مع وجود الفيلم في مكانه. اضبط نقطة التوقف السفلية. احفظه كبرنامج تشغيل محمي. ضع عليه ملصقًا. أغلِقه. الفيلم يُضيف ارتفاعًا في المكدس — ارتفاعًا مضغوطًا — وجهاز الـ CNC الخاص بك يحتاج أن يعرف ذلك. وإلا فسترى تغيرًا طفيفًا في الزاوية وربما حتى خط خدش خافت عندما يتركز الضغط في مكان غير متوقع.
الخطوة الثالثة: طابق سُمك الفيلم مع نطاق المادة. شريط واحد لمعدن قياس 11 ولوح بسمك ربع بوصة هو تفكير كسول. المادة الأثخن تُركز القوة بطريقة مختلفة. إذا قمت بالتوحيد دون وعي، فستحل مشكلة الخدوش في عمل واحد وتخلق طيات دقيقة في آخر.
يمكن أن يتم هذا التسلسل بأكمله في دورة إعداد واحدة. خمس إلى عشر دقائق إضافية الآن مقابل ساعات لاحقًا على طاولة التلميع.
إذا منعت تلك العشر دقائق إعادة تصنيع لوح ستانلس واحد في هذا الربع، فماذا ربحت للتو؟
لقد سمعت هذا ألف مرة: المشغل يقسم أنه “قام بحمايتها”.
ثم أقترب وأرى تجعّدًا عند كتف القالب.
يجب أن يجلس الفيلم بشكل مسطح، مشدود بالتساوي، ومقصوص ليتطابق مع شكل الـ V بحيث لا يكون هناك مكان ليتجمع. أي تمزق، أي شظية محبوسة، أي حافة مرتخية تصبح نقطة ضغط أثناء التحميل. ومع زيادة الحمولة، تطبع تلك النقطة مباشرة في وجه الجزء الخاص بك.
هنا يظهر الانضباط. امسح القالب. افحص الشريط عند التبديل. استبدله فورًا عند حدوث خدش. ثبّت الجانبين في الأعمال عالية الحمولة حتى لا يتحرك. عادة واحدة: لا تُشغّل حركة المكبس إذا لم يكن الفيلم نظيفًا بصريًا ومثبتًا في مكانه. هذا كل شيء.
تعلمت هذا بالطريقة الصعبة منذ سنوات عندما ترك شريط متجعد في عملية تشغيل ستانلس تجميلي طية خفيفة عبر حافة كاملة. لم نكتشفها حتى وصلت الأجزاء إلى الفحص النهائي. نصف منصة خُردة لأن أحدًا لم يأخذ ثلاث ثوانٍ لتنعيم الفيلم قبل التشغيل.
ثلاث ثوانٍ.
كم تُكلف ثلاث ثوانٍ مقارنة بنصف منصة من ستانلس فئة A؟
إليك ما يُغفل عنه معظم المالكين: العائد الحقيقي على الاستثمار ليس مجرد تقليل للخدوش. إنه الاستقرار.
عندما يكون الفيلم هو الافتراضي في الأعمال التجميلية، تتغير ثلاثة أرقام.
أولًا، تنخفض ساعات إعادة العمل — ليس لأن المشغلين أصبحوا أكثر حرصًا، بل لأن تلف السطح أُزيل هندسيًا بدلًا من اكتشافه أثناء الفحص. مثال افتراضي: إذا كنت تقضي 10 دقائق في التلميع على 20% من دفعة مكونة من 50 قطعة، فهذا يزيد عن ساعة ونصف من العمل غير القابل للفوترة. أزل السبب، وتصبح تلك الساعة قدرة إنتاجية.
ثانياً، يصبح الخَرْدَة قابلاً للتوقّع. بدلاً من عيوب تجميلية عشوائية، ترى انحرافات واضحة: فتحة V خاطئة، طبقة فيلم مهترئة، خطوة تنظيف فائتة. تصبح أسباب الجذور أكثر وضوحاً، وينخفض مستوى إطفاء الحرائق.
ثالثاً، تصبح صيانة القوالب أكثر سلاسة. قلّة الاحتكاك المعدني تعني خطوط شاهدة أقل، وتنعيم حواف أقل، وتبديلات مفاجئة أقل للأدوات. هذا الانخفاض الهادئ في التآكل هو المكان الذي تختبئ فيه الهوامش — الأشياء التي لا تُصدَّر فاتورتها ولكنك تدفع ثمنها دائماً.
وهنا الجزء غير الواضح: عندما لا تعود الخدوش شيئاً “طبيعياً”، تتغيّر ثقافتك. كانت كومة من الفولاذ المقاوم للصدأ بسطح مصقول يخرج من آلة الثني وكأنه جُرَّ عبر رصيف تحميل تُعتبر مشكلة التشطيب، وتُتجاهل. أمّا الآن فهي إشارة خطر. استثناء. شيء يستدعي التحقيق، لا التلميع.
هذا هو التميّز في العمليات — ليس الكمال، بل القدرة على التنبّؤ.
عندما يصبح اليوريثان ممتص الصدمات لديك بدلاً من الضمادة، تتوقف عن امتصاص الضربات في العمل، والخردة، وتآكل القوالب. إنك تمتصها في واجهة رقيقة ومتحكّم بها مصممة لذلك.
فانظر إلى ربعك الأخير. ليس إنفاقك على المستهلكات — بل ساعات التلميع، وخردتك التجميلية، ووقت إصلاح القوالب.
إذا استقرت تلك الأرقام غداً، ماذا سيحدث لهوامشك؟


















