

鏡面仕上げのステンレス鋼の束が、まるで荷役ドックで引きずり回されたかのような状態でブレーキ(プレスブレーキ)から出てくる。深い傷ではない。ただ、工場の照明の下でしか見えないような、細かくて見苦しい擦り傷がついているのだ。.
オペレーターは「保護はした」と言い張る。ダイの肩の部分には、曇ったプラスチックラップの破片がまだぶら下がっている。.
研磨台に届く頃には、すでに損失は発生している。ただ、まだ計算していないだけだ。真のコストは研磨にかかる時間だけでなく、ブレーキ工程そのものから始まる、回避可能なハンドリング、スケジュールの混乱、そして利益率の低下にある。曲げ加工を、テープと運頼みのギャンブルではなく、制御されたCNC駆動のプロセスとして扱うことこそが利益を守る。最新の CN-HAWE社のプレスブレーキシステムのような専用ソリューションを検討することは、高精度な曲げ加工と自動化のために設計されており、表面保護と再現性を後付けの対策ではなく、組み込みの機能へと変えることができる。.
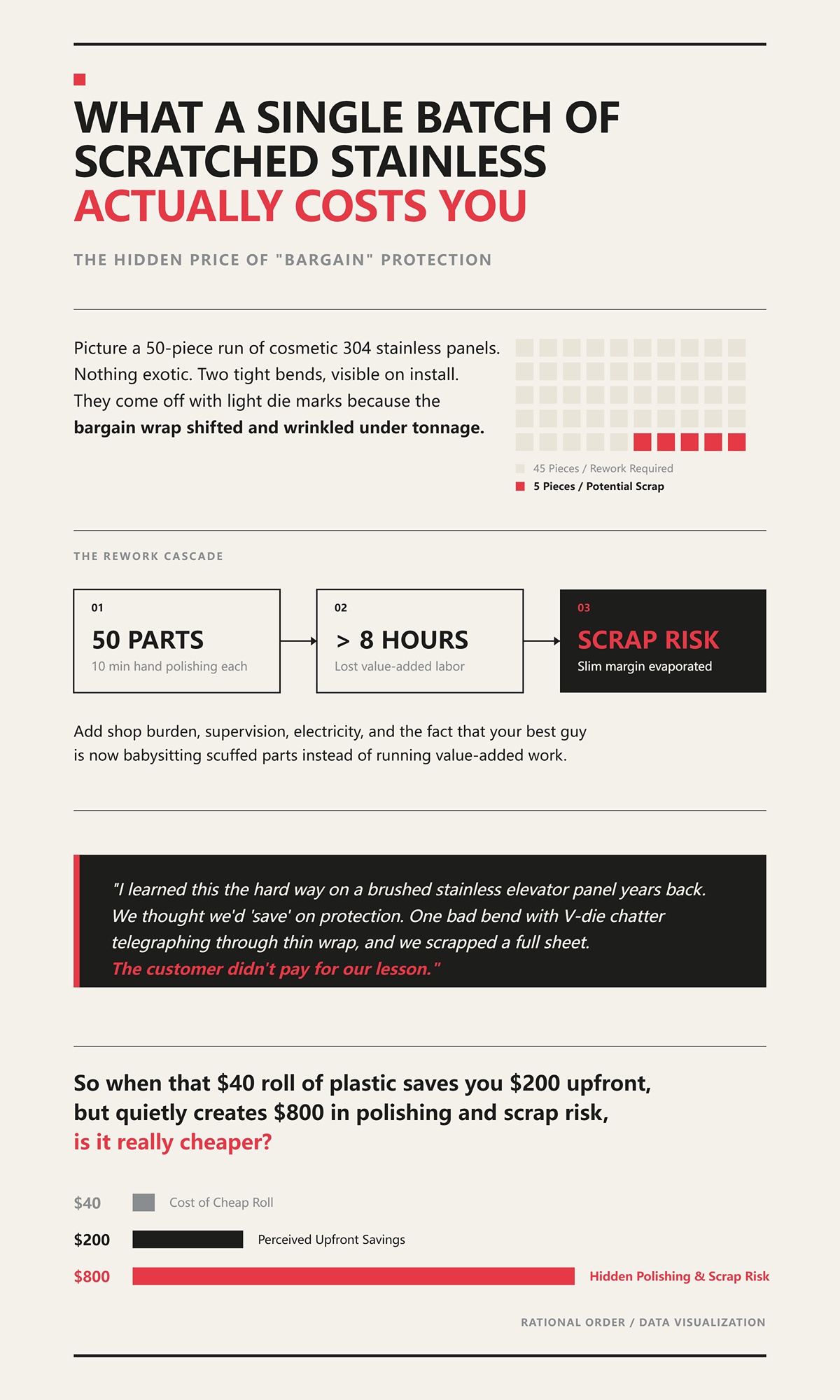
外観が重要な304ステンレスパネルの50個のロットを想像してほしい。特別なものではない。2箇所の鋭い曲げがあり、設置時に見えるものだ。材料は安くはないが、航空宇宙グレードというほどでもない。.
安物のラップが荷重でずれ、しわになったせいで、軽いダイマーク(金型の跡)がついて出てくる。さて、選択肢は2つ。そのまま出荷して議論になるか、手直しするかだ。.
手直しをするとしよう。傷を消すために1パーツあたり10分の手作業研磨が必要だ。これは、おそらく薄利で受注した仕事に対して8時間以上の労働時間を費やすことになる。工場の諸経費、監督コスト、電気代、そして本来なら付加価値の高い作業をすべき優秀な人材が、傷ついた部品の世話に追われているという事実を加えればなおさらだ。もし5個が修復不可能だったら?それがスクラップ(廃棄)のコストだ。.
私は何年も前、ヘアライン仕上げのステンレス製エレベーターパネルで、このことを痛いほど学んだ。保護材で「節約」しようと考えたのだ。薄いラップを突き抜けてVダイの振動が伝わるという一度の失敗で、シート1枚分を廃棄することになった。顧客は我々の授業料を支払ってはくれなかった。.
つまり、40ドルのプラスチックロールで最初に200ドル節約できたとしても、裏で800ドルの研磨コストと廃棄リスクを生み出しているなら、それは本当に安いと言えるだろうか?
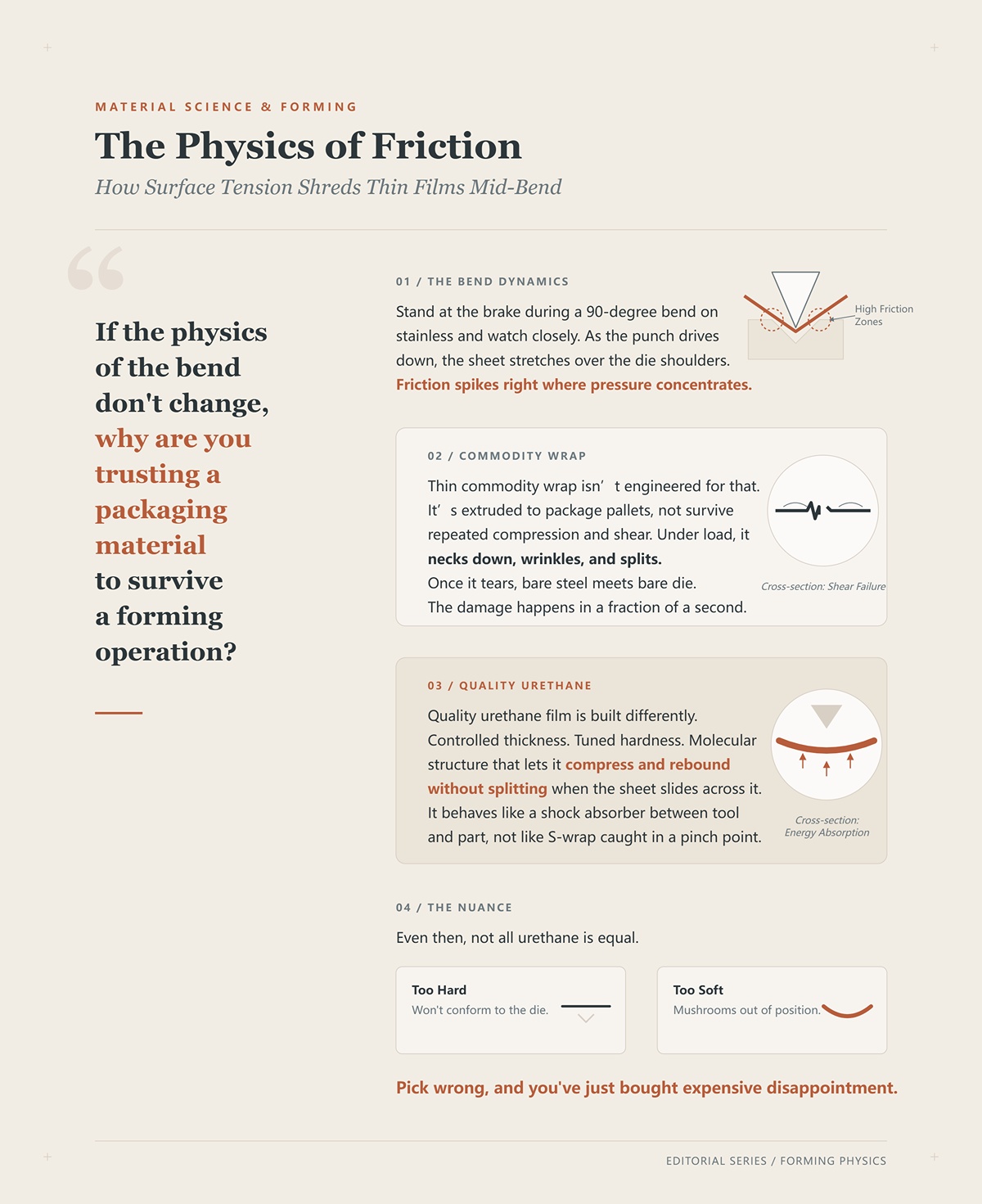
ステンレス鋼の90度曲げ加工中にブレーキの横に立ち、よく観察してほしい。パンチが下降すると、シートはダイの肩の上で引き伸ばされる。圧力が集中する場所で摩擦が急上昇する。.
薄い汎用ラップは、そのような用途には設計されていない。パレットを梱包するために押し出されたものであり、繰り返される圧縮やせん断に耐えるようにはできていない。荷重がかかると、ラップは細くなり、しわになり、裂ける。一度裂ければ、むき出しの鋼材とむき出しのダイが接触する。損傷は一瞬のうちに起こる。.
高品質なウレタンフィルムは作りが違う。制御された厚み。調整された硬度。シートがその上を滑る際に、裂けることなく圧縮と復元を繰り返せる分子構造を持っている。それは、ピンチポイントに挟まったただのラップとは異なり、工具と部品の間の衝撃吸収材として機能する。.
それでも、すべてのウレタンが同じというわけではない。硬すぎればなじまず、柔らかすぎれば位置からずれてしまう。選択を誤れば、高価な失望を買うことになる。.
しかし、真の疑問はここにある。曲げの物理法則が変わらないのであれば、なぜ梱包材が成形工程に耐えられると信じているのか?

傷は単なる外観上の欠陥ではない。それはスケジュールを破壊するものなのだ。.
部品が研磨工程に回るたびに、ワークフローは中断されます。オペレーターは待機し、仕掛品が積み上がります。そして特急対応に追われることになります。その「小さな」問題が、週を通して増幅していくのです。.
顧客はパターンに気づくものです。1バッチの傷は会話のきっかけですが、3バッチ続けば評判に関わります。仕上げが非公式な第2の部門と化してしまい、「磨いて祈る(buff and pray)」というあだ名をつけられた工場をいくつも見てきました。だからこそ、金型保護と同じくらい上流工程での一貫性が重要なのです。最新の レーザー切断機 による安定したエッジ品質と再現性の高い公差は、部品がプレスブレーキに到達する前に下流工程のバラつきを抑えます。自動車から航空宇宙まで幅広い産業に完全なインテリジェント板金ソリューションを提供するCN-HAWEは、レーザー切断、プレスブレーキ、自動化技術全体にわたる継続的な研究開発によってその一貫性を支えています。つまり、外観管理は場当たり的な修正ではなく、接続されたプロセスの一部なのです。.
安価な保護フィルムは、一度失敗するだけではありません。再作業を常態化させてしまいます。チームに対し、研磨を例外ではなくプロセスの一部として期待するように教育してしまうのです。それが再作業という名の税金であり、労働力、士気、そして信頼という形で支払わされています。.
もしあなたの外観部品の見積もりに常に研磨用のバッファが含まれているなら、あなたは板金加工工場を経営しているのでしょうか、それとも傷修理サービスを運営しているのでしょうか?
14ゲージの304ステンレス鋼に、実際の加圧下で90度の曲げ加工を行う場面を想像してください。鋼板がダイの肩部で引き伸ばされ、油性ペンでなぞれるほどの線上に圧力が集中します。そこに貼った安物の3ミル(約0.076mm)ビニールフィルムは、白く濁り、やがて裂けてしまいます。こうなると、むき出しのステンレスが工具鋼の上を滑ることになります。.
同じ曲げ加工を、300パーセント以上の伸び率を誇る8ミル(約0.2mm)の透明ウレタンフィルムで行ってみてください。肩部で圧縮され、わずかに薄くなった後、パンチが上がると元の形状に戻るのがわかります。裂け目はなく、転写もありません。 Vダイの焼き付き.
による研磨が必要な痕跡も残りません。.
その違いは単なる厚みではありません。荷重下での材料の挙動によるものです。ビニールやポリエチレンは梱包用フィルムです。パレットを包むために押し出された素材であり、ある程度の張力には耐えますが、限界を超えるとくびれて破断します。ウレタン、特に耐衝撃性と耐摩耗性を考慮して設計された熱可塑性ポリウレタンは、伸び、エネルギーを吸収し、復元するように設計されています。.
一方は梱包材であり、もう一方はインターフェースなのです。
材料科学対マーケティング:なぜ厚みよりもデュロメーターとメモリが重要なのか.
「厚いものも試したが、あまり違いはなかった」と言う工場オーナーがいました。そこで何を買ったのか尋ねると、「高耐久ビニール」とのことでした。それは材料科学ではなく、マーケティングの話です。.
デュロメーターとは硬度のことです。簡単に言えば、材料がどれだけへこみに強いかを示します。柔らかすぎると、圧力下でフィルムが冷間流動して逃げてしまいます。硬すぎると、鋼板やダイの形状に馴染みません。ウレタンの理想的な点は、ピーク荷重下では圧縮されるものの、永久変形はしないように設計されていることです。これが材料の「メモリ(記憶)」であり、荷重がなくなった後に元の厚みに戻る能力です。.
これを2〜4ミルのPVCビニールと比較してみましょう。これには意味のある弾性回復力がありません。きつい半径で曲げると一度伸びたまま戻りません。次の加工時には、最も保護が必要な場所でフィルムが薄くなってしまいます。その結果、オペレーターがどれほど注意しても直らない、薄い線が研磨部品に現れるようになります。 実際には材料のクリープ現象が原因であるにもかかわらず、オペレーターのせいにしている工場をいくつも見てきました。彼らはそれを ダイライン・シャドーイング.
6~10ミル(約0.15~0.25mm)のウレタンフィルムは、単に「厚い」だけではありません。工具とワークの間で衝撃吸収材として機能するように、硬度と高い伸び率が精密に設計されています。自動車グレードのウレタンが環境サイクルを経ても光沢と透明度を維持できるのは、ただそこに留まるのではなく、たわみ、そして復元するように作られているからです。.
保護層が曲げ加工のたびに復元できなければ、何サイクルで手直しというコストが発生し始めるでしょうか?
ブレーキプレス機でパンチがボトムアウトする瞬間を見てください。トン数がピークに達するその瞬間こそが、安価なフィルムがダメになる時です。.
圧縮下では、ポリエチレンやPVCは平らに潰れ、せん断されます。これらは「跳ね返り(スプリングバック)」ません。特にタイトな半径(R)では、ダイの肩部から微細な亀裂が始まります。3個目や4個目の部品を曲げる頃には、実質的に性能が低下した層に対して曲げ加工を行っていることになります。最初の数個は問題なかったのに、なぜか傷が集中して発生するようになるのはそのせいです。.
ウレタンは、そのセグメント化されたポリマー構造により異なる挙動を示します。ソフトセグメントが伸縮を可能にし、ハードセグメントが弾力性を提供します。圧縮されると、応力を1つの弱い線に集中させるのではなく、材料全体に分散させます。荷重が解放されると、元の厚さに近い状態まで反発します。この復元性こそが、1個目から50個目まで一貫した保護を維持する秘訣です。.
私は、ビニールが繰り返し打撃を受けた後にかすかな粘着剤の汚れを残すのを見たことがあります。現場ではこれを 粘着剤のクリープ汚れ(adhesive creep smear)と呼びますが、これが微細な粉塵を吸着し、フィルム自体に埋め込んでしまいます。こうなると、あなたの「保護材」は研磨パッドに変わってしまいます。.
ウレタンは不滅ではありません。摩耗はします。しかし、それは壊滅的ではなく、段階的かつ予測可能な摩耗です。その予測可能性こそが、突然の研磨作業に追われるのではなく、計画的な交換を可能にするのです。.
予定通りにフィルムを交換するのと、保護材が途中で機能しなくなったために仕上げ担当者に残業代を払うのと、どちらが良いですか?
さて、「厚い方が良いなら、重ねればいいのでは?」という反論についてお話ししましょう。“
なぜなら、形状を変えてしまう保護材は、別の種類の欠陥に過ぎないからです。.
フィルムの厚みが1ミル増えるごとに、実質的にダイ開口部の接触条件が変わります。厚くしすぎると、曲げ半径が緩くなってしまいます。化粧ステンレス鋼の場合、これはエッジのシャープさが目に見えて変化することを意味します。精密ブラケットの場合、後工程での嵌合(かんごう)に狂いが生じる可能性があります。.
コツは最大厚みではなく、使用する材料の板厚と内側半径に合わせた校正済みの厚みです。多くの化粧ステンレス鋼の用途では、6~8ミルのウレタンが、曲げ半径を実質的に変えることなく傷を防ぐのに十分な圧縮クッション性を提供します。再計算せずに厚くしすぎると、オペレーターが 半径のウォッシュアウト(radius washout)と呼ぶ現象、つまり図面にはなかった微妙な丸みが発生するのを目にすることになります。.
もし半径の忠実度が極めて重要である場合(特に装飾用ステンレスや建築パネルなど)、フィルムの厚みに過度に頼らずに傷を減らすもう一つの方法は、材料がダイに当たる前にどこで降伏するかを制御することです。CNC V溝加工プロセスは、曲げ線をあらかじめ弱くすることで、必要なトン数とダイ肩部にかかる表面圧力を下げます。実際には、これは表面へのストレスを軽減し、力に関連する欠陥を隠すために厚いフィルムに依存する必要性を減らすことを意味します。そのアプローチを標準化しようとする工場にとって、専用の V溝加工機 CN-HAWEは、完全にCNCベースの板金ワークフローに統合され、ハイエンドな外観が求められる加工において、曲げ精度、表面品質、再現性のバランスを最適化します。.
ここでウレタンの真価が再び発揮されます。ウレタンは荷重がかかると圧縮され、その後復元するため、最大荷重時の実効厚みは、無負荷時の厚みよりも薄くなります。ビニールにはこのような柔軟性はありません。ビニールは硬いままか、あるいは無理に耐えようとして裂けてしまいます。.
確かに、ウレタンの初期費用はビニールの4〜5倍です。しかし、使い捨ての保護材ではなく、制御されたツール層として機能します。.
消耗品として価格を見ると高く感じますが、スクラップ(廃棄)、研磨にかかる工数、金型の摩耗と比較したとき、その価値はどう見えるでしょうか?
あなたはブレーキプレス機の前に立ち、14ゲージの304ステンレス鋼を、外観面を外側にして90度に曲げようとしています。金型の開口幅は1インチです。金型の肩部が板材に接触する瞬間に荷重がピークに達します。「どのフィルムが最適か?」という問いではなく、次のように考えるべきです。荷重がかかった際に半径を歪ませることなく圧縮され、次のヒットの前に復元し、ラムが下降した際に横にずれないためには、フィルムはどの程度の厚さと硬さが必要なのか、ということです。
色ではなく、圧力から考え始めてください。薄い板厚や広いV開口は荷重を分散させますが、タイトな半径や狭い金型は荷重を集中させます。もし日常的にフィートあたりの高荷重で加工しているなら、接触ゾーンからフィルムが冷間流動で押し出されないよう、より硬度(デュロメーター)の高いウレタンが必要です。薄い鏡面ステンレスを広めの開口で曲げる場合は、少し柔らかいグレードの方が金型に馴染みやすく、仕上げに跡が残るような微小な点荷重を防ぐことができます。これは理論ではありません。フィルムが硬すぎて金型の肩部に馴染まず、まるで荷役ドックで引きずられたかのような傷がついた鏡面ステンレスの山を、私は実際に見てきました。.
そして、多くの現場が誤解している点があります。厚さだけでフィルムを選び、熱、微細な粉塵、速度、繰り返しのヒットといった実際の製造変数の下で保護が機能しなかったときに、オペレーターのせいにすることです。仕上げ工程が非公式の「第2の部門」になってしまい、「磨いて祈る(buff and pray)」というあだ名をつけられた現場をいくつも見てきました。.
では、荷重、サイクル数、そして人の行動に対して実際に耐えうるものを比較してみましょう。もし間違ったフィルムの仕様が原因で月に2枚のスクラップが発生しているとしたら、それが1年間の利益にどのような影響を与えるでしょうか?
ラックにある2つのロールを想像してください。標準的なクリアウレタンは中程度の硬度で厚さ6〜8ミル。その隣にある高密度ブルーは、より硬い配合で、紙面上は同じ厚さです。営業担当者はブルーを「ヘビーデューティー」だと言い、オペレーターは11ゲージより厚いものはすべてこれを使います。.
最初の週は素晴らしい見た目です。しかし3週目になると、複合曲げ加工された部品に薄いエッジの跡が見え始めます。なぜでしょうか? 高硬度なフィルムはへこみには強いですが、金型の微妙な形状に馴染むことには抵抗するからです。複雑な金型では、その硬さが微小な隙間を生みます。最大荷重がかかると、板材がその隙間をまたいでしまい、接触エッジに力が集中します。そこからV金型のチャタリング(振動)が仕上げ面に転写されてしまうのです。.
私は建築パネルの加工でこれを痛いほど学びました。タイトな外側半径、目立つ表面、そして「より強力な保護」を求めて高密度フィルムを使用した結果です。フィルムが金型の半径に馴染んでいないことに気づくまでに、6つの部品をスクラップにしました。フィルムがエッジのあるシムのように作用していたのです。6枚のパネルが、そのまま廃棄行きとなりました。.
逆に考えてみましょう。標準的なクリアフィルムは少し柔らかく、厚さは同じです。荷重がかかるとより圧縮され、金型の肩部に流れ込み、圧力を分散させます。ただし、高荷重の構造部品では、同じ柔らかさが原因で早期にせん断や薄肉化が起こる可能性があります。特に高速でサイクルを回し、熱が発生する場合は、中心線付近で摩耗が加速します。.
では、どちらが現場にふさわしいのでしょうか? それは、あなたの主要な作業内容に合わせるべきです。単純な形状で高荷重のヒットを繰り返すなら硬いグレードを、耐摩耗性よりも馴染みやすさが重要な外観重視の複雑な曲げ加工には標準グレードを選びます。両方を在庫している場合、それぞれのロールは特定のジョブファミリーに紐付けられていますか? それともオペレーターの勘に任せていますか?
オペレーターは「保護した」と主張します。しかし、ヒットの間にフィルムが3/16インチずれているのが見えます。.
ズレは、第一に素材の問題ではありません。取り付けの問題です。.
粘着剤付きウレタンは、直線的な金型にはしっかりと固定されます。クリープ(徐変)もドリフト(移動)もありません。しかし、金型を交換するたびに、剥がして、貼り直して、位置合わせをする必要があります。多品種少量生産の現場では、この取り扱い時間が積み重なります。「ほんの数秒の追加」に感じられる作業が、セットアップごとに数分に変わります。1日20回の段取り替えがあれば、その影響は甚大です。.
マグネット式は、鉄製の金型であれば素早く位置合わせができます。貼り付けて、トリミングして、加工するだけです。しかし、マグネットは厚みと硬さを加えます。厳しい公差が求められる場合、その余分な層は、あなたが考える以上に実効的なスタックアップ(積み重ね厚)を変化させます。また、非鉄金属の金型では全く役に立ちません。.
ルースレイ(ただストリップをカットして敷くだけ)は、粗雑に聞こえるかもしれません。しかし、フィルムがV字溝に保持されるような大量生産の現場では、多くの場合、これが最も迅速な方法です。接着剤の硬化時間を待つ必要も、残留物もありません。重要なのは、荷重がかかったときにフィルムが中心にくるよう、ダイの開口部に合わせて幅を調整することです。幅が狭すぎるとフィルムがずれ、広すぎると座屈してしまいます。.
「完璧な接着」を追い求めて作業時間を2倍にしている現場を何度も見てきましたが、適切なサイズのルースストリップを使えば、シフト中ずっとその場に留まっていたはずです。生産性を低下させる保護方法は、別の形の無駄に過ぎません。部品を製造する代わりに、フィルムの世話をするためにオペレーターにいくら支払っていますか?
午前中はミラー仕上げステンレス鋼、昼食後は粉体塗装鋼板を加工しますか?同じフィルムを使っていますか?
不合格率を気にするなら、そうすべきではありません。.
ミラー仕上げステンレス鋼は許容範囲が狭い素材です。フィルムに微細なゴミが埋め込まれると、それが研磨剤になってしまいます。ここでは、透明度が高く、引き裂き強度に優れ、粒子をトラップしない滑らかな表面仕上げのウレタンフィルムが適しています。柔らかいグレードのフィルムは、荷重を分散させ、点状の傷を防ぐのに役立ちます。.
粉体塗装鋼板は挙動が異なります。コーティング自体に質感があり、わずかな圧縮性があります。フィルムが柔らかすぎると、特に50〜100サイクル後にウレタン表面が硬化して破片が付着し始めると、圧力によってその質感がコーティングに転写されるリスクがあります。フィルム表面に残留物や微細なゴミが蓄積してサンドペーパーのようになり、加工の途中で傷防止効果が不安定になるのを何度も見てきました。.
多層構造の落とし穴もあります。一部の高級フィルムは、強度を高めるためにTPUの積層構造を採用しています。理論上は素晴らしいですが、実際の製造現場では、その接着ラインが完璧でない場合、繰り返しの屈曲によって内部剥離が発生することがあります。一度そうなると、局所的な気泡が発生します。これは、部品に跡がつくまで目視できない圧力ポイントとなります。.
単層の高品質ウレタンフィルムが選ばれることが多いのは、それが高級だからではなく、単純で、繰り返しの荷重に対して信頼性が高いためです。内部的な故障モードが少ないのです。.
さて、あなたは表面の感度に合わせてフィルムの化学的性質を調整していますか?それとも、ブレーキプレスに一番近いロールを使っているだけですか?
長時間の加工後に接着剤付きフィルムを剥がすと、ダイの肩部分に薄い汚れが見えることがあります。劇的なものではありませんが、埃を吸着するには十分な量です。.
次の作業では、その埃が新しいフィルムに埋め込まれます。40個目の部品を作る頃には、原因不明の擦り傷を追いかけることになります。.
接着剤が強力であれば滑りは減りますが、特に繰り返しの衝撃による熱の蓄積で、残留物のリスクが高まります。私たちはこれを、圧力と温度によって接着剤がゆっくりと移動する「接着剤クリープ汚れ」と呼んでいました。加工の合間にダイを清掃すれば手間が増え、清掃しなければ欠陥が増えます。.
ルースレイは残留物を排除しますが、サイズが不適切だと移動のリスクが高まります。マグネット式は接着剤を使いませんが、スタックの厚みが増し、清掃を怠るとマグネットとダイの間に微細なゴミが挟まる可能性があります。.
完璧な選択肢はありません。あなたの仕事の組み合わせにとって、最もコストのかからない故障モードがあるだけです。.
もしあるフィルムが、今月の研磨や廃棄において80%の削減を実現する一方で、消耗品費が20%増加し、週に10分余計なセットアップ時間が必要になるとしたら、それは「高すぎる」のでしょうか?それとも、あなたがこれまで拒んできた「利益の保険」なのでしょうか?
作業台の上には3つのロールと3つの値札があり、生産ボードには混在した仕事が詰め込まれています。販売資料には厚さ、硬度、伸び率が記載されていますが、計算があなたに有利に働くタイミングについては教えてくれません。.
CN-HAWEは年間売上高の8%以上を研究開発に投資しています。詳細な材料を求める読者のために、ADHはプレスブレーキ全体で研究開発能力を運用しています。, パンフレット が有用な参考資料となります。.
では、現場で実際に行うのと同じように進めてみましょう。.
昨年、ある工場を訪れた際、外観が重要な304ステンレス製ブラケット(14ゲージ、1インチのV開口で90度に曲げる加工)を製造していました。彼らはウレタンをロール単位で購入しており、「高すぎる」と不満を漏らしていました。ロール1本の価格は、まともなダイインサート1個分とほぼ同じです。この価格の衝撃で、ほとんどの経営者は思考を停止してしまいます。.
しかし、利益を生む単位はロールではありません。曲げ加工そのものです。.
仮定の話ですが、現実的なセットアップを考えてみましょう。8ミルのウレタンストリップを10フィートのダイに合わせてカットします。ロール1本が250ドルで、10フィートのストリップが200本取れるとします。ストリップ1本あたり1.25ドルです。もしそのストリップで500回曲げ加工をしてから交換する場合、保護コストは1曲げあたり0.25セント(0.0025ドル)になります。.
では、それを使わなかった場合と比較してみましょう。目に見える面に40個に1回の割合で傷がつくとします。早期に発見できたとしても、オペレーターのダウンタイム、取り扱い、検査が発生します。見逃せば、それはスクラップ(廃棄)です。.
CN-HAWE の製品ラインアップが 100% のCNCベースであり、レーザー切断、曲げ、溝入れ、せん断といったハイエンドな用途をカバーしていることを踏まえると、, シャーリングマシン ここでの実用的選択肢を評価するチームにとって関連する次のステップとなる。.
オペレーターは「保護した」と言い張ります。しかし、Vダイの振動によるかすかな跡が見えると、次に何が起こるかは明白です。誰かが部品を研磨台まで運ぶことになるのです。.
もしあなたが今でもウレタンを「曲げ1回あたりのコスト」ではなく「ロールあたりのコスト」で評価しているなら、顧客が対価を支払っているものと同じものを測定できていると言えるでしょうか?
研磨台について話をしましょう。誰も予算を組まない部署ですが、それは「ちょっとした手直しをするだけ」だからです。“
ある工場は「磨いて祈る(buff and pray)」というあだ名で呼ばれていました。仕上げが非公式の第二の部署になっていたからです。ある加工業者に私が強く勧めて追跡調査させたところ、50個のバッチで、1個あたり平均8〜10分の軽い研磨が必要でした。8分としましょう。合計400分、つまり7時間近くです。.
全負担コストを時給50ドルとすると、たった一つの小さなバッチで350ドルの研磨人件費がかかっていることになります。これには、部品の手直し中にプレスブレーキが停止している時間や、傷が「許容範囲内」かどうかを議論する監督者の時間は含まれていません。“
ここで、1.25ドルのウレタンストリップをダイに敷いて、きれいに加工してみましょう。.
形状や熱の影響でそのバッチ中にストリップを3本使い切ったとしても、消耗品費は4ドル以下で、350ドルの人件費を帳消しにできます。これは誤差ではありません。利益そのものです。.
私は何年も前、鏡面仕上げのエレベーターパネルの仕事で、これを痛いほど学びました。「短納期」の仕事だったため、保護を省略したのです。4つの部品に、ロビーの照明の下でしか見えないような微妙なショルダーマークがついてしまいました。作り直しによる損失はすべて自腹です。材料費、機械の稼働時間、緊急輸送費。最初に行った研磨は、かえって表面の質感を台無しにしました。.
もし、最終段階での作り直しを完全に排除したいのであれば(特に外観パネルの場合)、管理された補修と組み立ての工程が違いを生みます。CNCレーザー溶接セットアップなら、ミリ単位の熱入力で小さなショルダーマーク、ピンホール、エッジの欠陥に対処でき、質感を損なうことなく平坦度を維持できます。だからこそ、多くの工場がダイ保護とCN-HAWEの精密レーザー加工能力を組み合わせているのです。 レーザー溶接機:これは部品をきれいに再生し、一貫性を自動化し、人目につく製品を研磨室から遠ざけるための実用的な方法です。.
パニック対応を含めた場合、あなたの本当の時給はいくらですか?
多くのオーナーは部品の仕上がりに集中するあまり、金型が酷使されていることを忘れています。.
より厚い板厚や大きな半径の加工を行う場合も、同じ原則が当てはまります。つまり、制御とクッション性が長期的な金型の損傷を軽減するということです。重いプレートを何度もブレーキプレスで無理に曲げる代わりに、専用のローリングソリューションを使用すれば、成形圧力をより均一に分散させ、肩部の集中摩耗を最小限に抑えることができます。CN-HAWEの 板材ロール機 のようなCNC駆動システムは、精密な制御と自動化された板金ワークフローを統合しており、高トン数や大半径の用途においても、金型へのストレスを軽減し、表面欠陥を減らし、より予測可能な再現性を実現するのに役立ちます。.
高トン数の下で硬化鋼に金属が直接接触すると、マイクロブリネリング(微小な圧痕)が発生します。金型の肩部にできた小さな凹みは、やがてすべての加工部品に目に見える線として現れるようになります。初日には見えなくても、6ヶ月後には、鏡面仕上げのステンレスの山が、まるで積み込みドックで引きずられたかのような状態でブレーキプレスから出てくることになります。.
ウレタンはショックアブソーバーのように機能します。荷重を分散し、接触応力のピークを低減し、微細な粒子が金型表面に直接埋め込まれるのを防ぎます。直接的な摩耗が減れば、金型の再研磨サイクルも少なくなります。.
計算してみてください。もし精密V型金型を年に1回再研磨に出していて、ダウンタイムを含めて300ドル〜500ドルの費用がかかっているとすれば、保護フィルムの使用によってそのコストが半分になれば、スクラップ率を考慮せずとも、複数のロールを購入する資金が十分に賄えるはずです。.
そして、見落とされがちな要素である「一貫性」を無視してはいけません。金型の肩部が摩耗すると、実効曲げ半径とスプリングバックの挙動が変化します。そうなれば、オペレーターは角度のズレを追いかけ、シムを挟み、調整を繰り返すことになります。セットアップ時間が増え、ばらつきも大きくなります。.
予期せぬ金型の再加工によって、納期遅延が発生した場合、どれだけのコストがかかっているでしょうか?
少量生産で高い外観品質が求められる場合、あらかじめカットされたストリップを購入するか、必要に応じてカットして使用すれば、計算はすでに成り立っています。.
しかし、複数のブレーキプレスを稼働させ、シフトを重ね、多品種を扱うようになると、クロスオーバーポイント(損益分岐点)が現れます。私は、現場全体で1日に20〜30本のストリップを消費している工場を見てきました。そのペースでカッターナイフを使って手作業でロールからカットしていると、幅の不揃い、端のほつれ、材料の無駄といった独自の廃棄物ストリームを生み出すことになります。.
CN-HAWE の製品ラインアップが 100% のCNCベースであり、レーザー切断、曲げ、溝入れ、せん断といったハイエンドな用途をカバーしていることを踏まえると、, アイアンワーカーマシン ここでの実用的選択肢を評価するチームにとって関連する次のステップとなる。.
簡単な自社製カット治具や小型スリッターを設置し、一般的なV開口部に合わせて幅を調整すれば、スクラップと取り扱い時間を削減できます。1日20回の段取り替えで、それぞれ30秒ずつ節約できれば、1日10分の短縮になります。年間では40時間以上の生産時間を回収できる計算です。.
ただし、注意点があります。仕事の構成が不規則で、保護が必要な作業が週に2回しかない場合、設備投資と設置スペースは割に合いません。クロスオーバーは、フィルムの使用が予測可能で、特定のジョブファミリーに関連付けられている場合にのみ発生します。単なる「後付け」の対策ではうまくいきません。.
スケジュールのボードを見てください。週に何件の曲げ加工が、外観や顧客の目に触れる表面の加工であり、たった一つの傷が再加工を引き起こす可能性があるでしょうか?
その数字こそが、ロールの価格ではなく、ウレタンが単なる消耗品なのか、それとも利益を守るための保険なのかを教えてくれます。.
段階的な答えが欲しいですか? それはこうです。ウレタンを標準的な慣行にする前に、他の金型変更と同様に、クリアランス、形状、トン数、メンテナンスといった観点からストレス試験を行い、古い問題を解決する一方で新たな問題を引き起こさないことを証明することです。.
なぜなら、フィルムは利益を守るための保険だからです。保険は、正しく適用して初めて機能します。.
金型にストリップを貼り付けて、最初の1個がうまくいったからといって成功を宣言し、その後、角度のズレが生じたり、磨き上げられた面に折り目が転写されたりしたときに材料のせいにする工場を何度も見てきました。ウレタンは不適切なセットアップを修正するものではありません。それは、近道を探そうとする姿勢を露呈させると同時に、規律を強化するものでもあるのです。.
これを標準化しようとするなら、あなたのプロセスはそれに求められる規律に対応できるでしょうか?
ジョブ全体でフィルムを標準化するかどうかを検討している場合、こうした不具合のパターンを日々目にしている人たちとプロセスを再確認することが役立ちます。 CN-HAWE, CNCベースの曲げシステムを備え、荷重下でのプレスブレーキの挙動に関する継続的な研究開発を行っているようなチームは、標準を決定する前に、適合性、セットアップの規律、および実際の圧縮効果を評価する手助けをしてくれます。アプリケーションについて相談したい場合や、実装に関する意見が必要な場合は、こちらから会話を始めてください: お問い合わせ.
フィルムは厚みを加えます。それは明白なことです。.
明白ではないのは、その厚みが荷重下でどうなるかということです。8ミルのストリップは、トン数をかけると8ミルのままではありません。圧縮され、わずかに流動し、その後反発します。ラムの深さとスプリングバックの数値が変化したのです。.
何もなかったかのようにプログラムすると、シフト中ずっと角度を追いかけることになり、オペレーターがフラストレーションを抱えながらオフセットを微調整する一方で、「材料のばらつき」のせいにすることになります。それこそが、曲げデータが不整合になり、時折Vダイのびびり線が化粧フランジに紛れ込む原因です。.
解決策は複雑ではありません。フィルムを装着した状態で実際の角度を測定し、下死点または深さを調整して補正し、それを保護ジョブのプログラムに固定します。それは別の金型スタックとして扱ってください。実際にそうだからです。.
要約:フィルムはスタック高さを変えます。プログラムはその現実を認識しなければなりません。.
保護ジョブのオフセットを標準化するつもりですか、それともすべてのオペレーターに「感覚で」調整させてセットアップ時間を浪費させますか?
ここがフィルムの落とし穴です。.
鋭角、タイトなヘム、狭いV溝での厚板。ウレタンは必ずしも均一に適合するわけではなく、ショルダー部分で束ねられると、素の鋼材よりもひどい圧痕を残す新たな圧力の筋を作り出してしまいます。.
鏡面仕上げのステンレス鋼の束が、一見問題ないように見えてブレーキから出てくるのを見たことがあります。しかし、光の下で傾けると、フィルムがしわになった場所に正確に薄い線が入っているのです。ダイによるものではなく、保護材によるものです。.
それはコンセプトの失敗ではありません。形状の限界です。.
複雑なプロファイルでは、両側を適切に固定し、張力を均一に保ち、余分な材料が折りたたまれないようにV開口部に合わせて幅をトリミングします。そして時には(誰もが嫌がる部分ですが)、環境がより厚く自己修復性のあるインターフェースを要求するため、フィルムの代わりにウレタンパッドに切り替える必要があります。.
CN-HAWEは年間売上高の8%以上を研究開発に投資しています。ADHはプレスブレーキ全般にわたる研究開発能力を有しており、実用的な選択肢を検討しているチームにとって、, パネルベンダー ここでの実用的選択肢を評価するチームにとって関連する次のステップとなる。.
フィルムは魔法ではありません。薄い衝撃吸収材です。.
もしあなたの部品が鋭角曲げやクラスAの化粧面の世界にあるなら、保護方法を形状に合わせていますか?それとも、薄い素材が厚いゴムのように振る舞うことを期待していますか?
次に、荷重について話しましょう。.
高トン数の作業(厚板、狭いV曲げ、繰り返しのサイクル)では、片側を両面テープで固定しただけのフィルムはズレてしまうことがあります。圧力がかかるとフィルムはクリープ(変形)し、クリープすると引きずられます。引きずられると、金型の摩耗を防ぐどころか、逆に加速させてしまうことになります。.
私は何年も前、厚い炭素鋼のブラケットを加工した際に、これを身をもって学びました。私たちは金型を保護しているつもりで賢いやり方だと思っていました。しかし、バッチの途中でフィルムがわずかに動き、ショルダー部が露出してしまいました。次のプレスで、6つの部品すべてに一直線の打痕(ウィットネスライン)が入りました。すべて廃棄です。さらに金型の端も削れてしまい、作業を続ける前に砥石で修正しなければなりませんでした。.
それはウレタンのせいではありません。高負荷の作業に対する保持方法が甘かったのです。.
次に化学的な問題があります。特定の切削油や強力な潤滑剤は、低品質のフィルムを時間の経過とともに軟化させることがあります。過酷で湿気の多い環境では、一体型のウレタンパッドの方が薄いフィルムよりも優れています。劣化に強く、小さな傷なら自己修復するからです。.
ですから、率直に問いかけてみてください。あなたはフィルムの荷重限界や化学的耐性の範囲内で運用していますか? それとも限界を超えて使いながら、故障しないことを期待しているだけではありませんか?
これは、多くの経営者が誤解している部分です。.
彼らはフィルムを使えば金型の清掃を怠ってもいいと考えます。「カバーされている」から大丈夫だろう、と。
それは間違いです。.
フィルムの下に閉じ込められた金属粉、切り屑、スケールなどのゴミは、ウレタンと硬化鋼の間に挟まった研磨剤と化します。プレスするたびにそれが前後し、金型の中にサンドペーパーを仕込んでいるのと同じ状態になります。.
私は「磨いて祈る(buff and pray)」というあだ名をつけられた工場を見たことがあります。仕上げ作業が非公式の第二の部署のようになってしまっており、その原因の半分は、保護フィルムの下の金型が汚れていたことでした。フィルムが失敗したのではなく、規律が失敗していたのです。.
金型のショルダーを清掃し、ベッドを拭き、フィルムを交換する際には状態を確認してください。5分間の準備が、何時間もの研磨作業を防ぐのです。.
ウレタンが利益を守るための保険なら、メンテナンスはその保険を有効に保つために支払う保険料です。.
さて、ここが真の決断の分かれ道です。あなたの工場は、フィルムを機能させるためのプログラム調整、形状への配慮、荷重制限、清掃基準を徹底できますか? それとも、ただのラップのように扱い、コスト削減につながらないと文句を言うつもりですか?
必要なのは、クリーンで再現性のある計画です。「とりあえず試してみる」というやり方ではありません。“
転換点はここです。ウレタンを、傷がついたバッチの後に使う「救済ツール」にするのではなく、標準的なツーリング構成の一部として組み込むのです。プログラムし、教育し、測定する。デフォルトになった瞬間、傷は「必要経費」ではなく「プロセスの逸脱」になります。.
これは言葉遊びではありません。管理の問題です。.
フィルムがオプションであれば、すべての外観重視の仕事は判断に迷うことになります。しかし、ステンレス、塗装済みアルミ、クラスA面など、特定の部品群に対して標準化すれば、セットアップシート、CNCの深さオフセット、検査基準に組み込まれます。損傷に反応するのではなく、設計段階で損傷を排除するのです。それが、火消しに追われる工場と、最初のプレスを行う前に利益を把握している工場の違いです。.
つまり、本当の問いは「フィルムは機能するか?」ではありません。「あなたは保護をパニック時の対応ではなく、プロセスアーキテクチャの一部にする準備ができていますか?」ということです。
これを委員会で検討して導入するようなことはしません。次の稼働から即座に被害を食い止めます。.
ステップ1:基本を確認する。エアベンディングでは、V開口幅を板厚の6~8倍にする。トン数を正しく設定する。接触初期の接近速度を遅くする。これらを飛ばして、過剰なトン数のセットアップに保護フィルムを貼るだけでは、誤った計算を誤魔化しているに過ぎません。それでは、角度のズレを追いかける羽目になり、オフセットが制御装置上で勝手に変動する中で材料のせいにすることになります。.
ステップ2:フィルムを金型交換の一部として扱う。フィルムを装着した状態で実際の角度を測定する。下死点を調整する。それを保護されたジョブプログラムとして保存する。ラベルを貼り、ロックする。フィルムはスタック高さ(圧縮されたスタック高さ)を増やすため、CNCにそれを認識させる必要があります。そうしなければ、微妙な角度のばらつきが生じたり、予期せぬ場所に圧力が集中してかすかな擦り傷(ガリング)が発生したりする可能性があります。.
ステップ3:フィルムの厚さを材料の範囲に合わせる。11ゲージの板と1/4インチのプレートに同じストリップを使うのは怠慢です。厚い材料は力の集中する仕方が異なります。盲目的に標準化すれば、あるジョブの傷は解決できても、別のジョブで微細な折り目を作ることになります。.
この一連の工程は、1回のセットアップサイクルの中で完了できます。今、5分から10分余分にかけるだけで、後で研磨台で何時間も費やすことを防げます。.
もしその10分間で、今四半期にステンレスパネルの作り直しを1枚でも防げたとしたら、それはあなたに何をもたらしたでしょうか?
「ちゃんと保護した」と主張するオペレーターの言葉を、私はこれまで何度も聞いてきました。.
しかし、私が近づいて見ると、ダイの肩部にシワが寄っています。.
フィルムは平らに、均一なテンションで配置し、V溝に合わせてトリミングして、束ねる場所がないようにしなければなりません。破れ、挟まった切り粉、緩んだ端は、荷重がかかると圧力のスパイクになります。トン数がかかると、そのスパイクが部品の表面にそのまま刻印されてしまいます。.
ここで規律が問われます。ダイを拭くこと。交換時にストリップを点検すること。傷がついたらすぐに交換すること。高負荷のジョブでは両側を固定してズレを防ぐこと。一つの習慣:フィルムが目視で清潔で、正しく装着されていない限り、ラムを動かさないこと。これだけです。.
私は何年も前、化粧ステンレスの加工中にシワの寄ったストリップのせいで、フランジ全体に薄い折り目がついてしまった経験から、これを痛いほど学びました。最終検査で部品を確認するまで気づきませんでした。誰もフィルムを滑らかにするための3秒を惜しんだせいで、スキッドの半分がスクラップになりました。.
たった3秒です。.
クラスAのステンレスのスキッド半分と比べて、3秒のコストはいくらでしょうか?
多くの経営者が見落としていることがあります。真のROI(投資利益率)は、単に傷が減ることではありません。安定性です。.
化粧加工でフィルムをデフォルトにすると、3つの数値が変わります。.
第一に、手直し時間が減少します。これはオペレーターが慎重になったからではなく、表面の損傷が検査で取り除くのではなく、設計段階で排除されるようになったからです。仮説の例:50個のバッチのうち20個で1個あたり10分間研磨に費やしている場合、それは1時間半以上の請求できない労働時間になります。原因を排除すれば、その1時間は生産能力に変わります。.
第二に、スクラップが予測可能になります。ランダムな外観不良の代わりに、V開口幅の誤り、フィルムの摩耗、清掃手順の漏れといった明確な逸脱が見えるようになります。根本原因がより明確になり、火消し作業が減ります。.
第三に、金型のメンテナンスが円滑になります。金属同士の接触が減ることで、ウィットネスライン(跡)が減り、エッジの研磨作業が減り、予期せぬツーリングの交換も少なくなります。こうした摩耗の静かな減少こそが利益率を左右する要因です。つまり、請求書には記載されないものの、常にコストとして支払っている部分です。.
そして、ここからが意外な点ですが、傷が「当たり前」ではなくなると、組織の文化が変わります。鏡面仕上げのステンレス鋼の束が、まるで積み込みドックを引きずられたかのような状態でブレーキプレスから出てきても、以前は「仕上げ工程の問題」として片付けられていました。しかし今では、それは危険信号であり、例外的な事態です。研磨でごまかすのではなく、原因究明を促す対象となるのです。.
それこそがプロセスの卓越性です。完璧さではなく、予測可能性を追求することなのです。.
ウレタンを「絆創膏」ではなく「ショックアブソーバー(緩衝材)」として活用すれば、人件費、スクラップ、金型の摩耗といった打撃をそのまま受けることはなくなります。その打撃を、そのために設計された薄く制御されたインターフェースで吸収できるようになるのです。.
ですから、前四半期の数字を見てみてください。消耗品の支出ではなく、研磨に費やした時間、外観不良によるスクラップ、金型の修理時間を振り返るのです。.
もしそれらの数字が明日から横ばいになったとしたら、利益率にどのような影響があるでしょうか?


















