

Una pila di acciaio inossidabile a finitura a specchio esce dalla piegatrice come se fosse stata trascinata su un molo di carico. Non è incisa. Solo piccoli graffi antiestetici che si vedono solo sotto le luci dell’officina.
L’operatore giura di averla “protetta”. Ci sono ancora pezzi di pellicola plastica opaca appesi alle spalle della matrice.
Quando arriva al banco di lucidatura, hai già perso soldi—solo che non hai ancora fatto il conto. Il vero costo non è solo il tempo di lucidatura, ma anche la movimentazione evitabile, l’interruzione del programma e l’erosione del margine che iniziano direttamente alla piegatrice. Trattare la piegatura come un processo controllato e guidato dal CNC piuttosto che come una scommessa basata su nastro adesivo e speranza è ciò che protegge il profitto. Esplorare una soluzione appositamente progettata come un moderno sistema di presse piegatrici di CN-HAWE—progettato per piegature ad alta precisione e automazione—trasforma la protezione superficiale e la ripetibilità in capacità integrate invece che in ripensamenti.
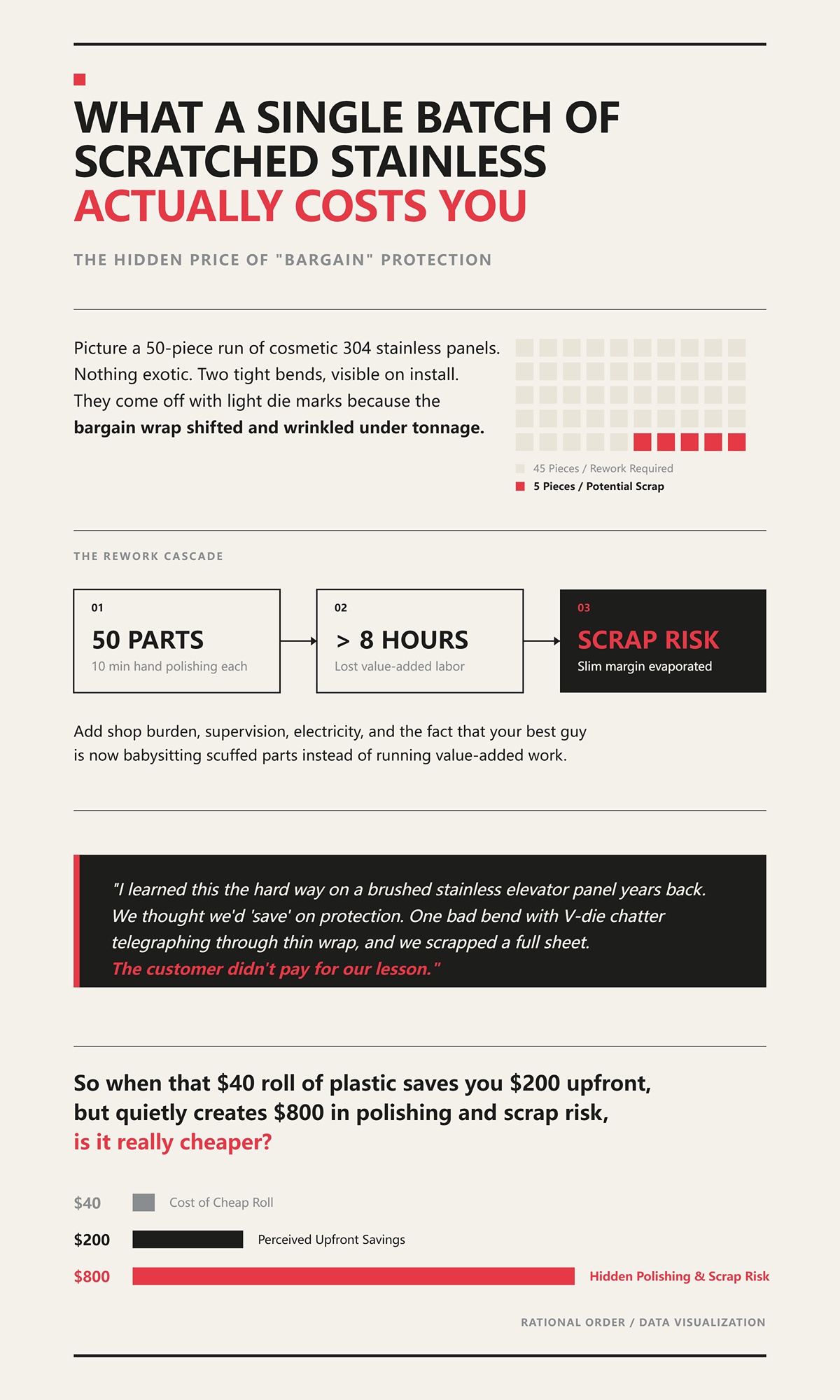
Immagina una produzione di 50 pezzi di pannelli in acciaio inox 304 estetico. Niente di esotico. Due pieghe strette, visibili dopo l’installazione. Il materiale non è economico, ma non è nemmeno da aerospaziale.
Escono con lievi segni di matrice perché la pellicola economica si è spostata e raggrinzita sotto la pressione. Ora hai una scelta: spedire e discutere, oppure rilavorare.
Diciamo che rilavori. Dieci minuti di lucidatura manuale per pezzo per eliminare i graffi. Sono oltre otto ore di manodopera in un lavoro che probabilmente hai preventivato con margine ridotto. Aggiungi oneri d’officina, supervisione, elettricità, e il fatto che il tuo miglior operatore ora sta accudendo pezzi graffiati invece di eseguire lavorazioni a valore aggiunto. E se cinque pezzi non si riescono a ripristinare? Ecco il tuo scarto.
L’ho imparato a mie spese anni fa su un pannello di ascensore in acciaio inox spazzolato. Pensavamo di “risparmiare” sulla protezione. Una piega sbagliata con vibrazioni della matrice a V trasmesse attraverso la pellicola sottile, e abbiamo scartato un intero foglio. Il cliente non ha pagato la nostra lezione.
Quindi, quando quel rotolo di plastica $40 ti fa risparmiare $200 all’inizio ma genera silenziosamente $800 di lucidatura e rischio di scarto, è davvero più economico?
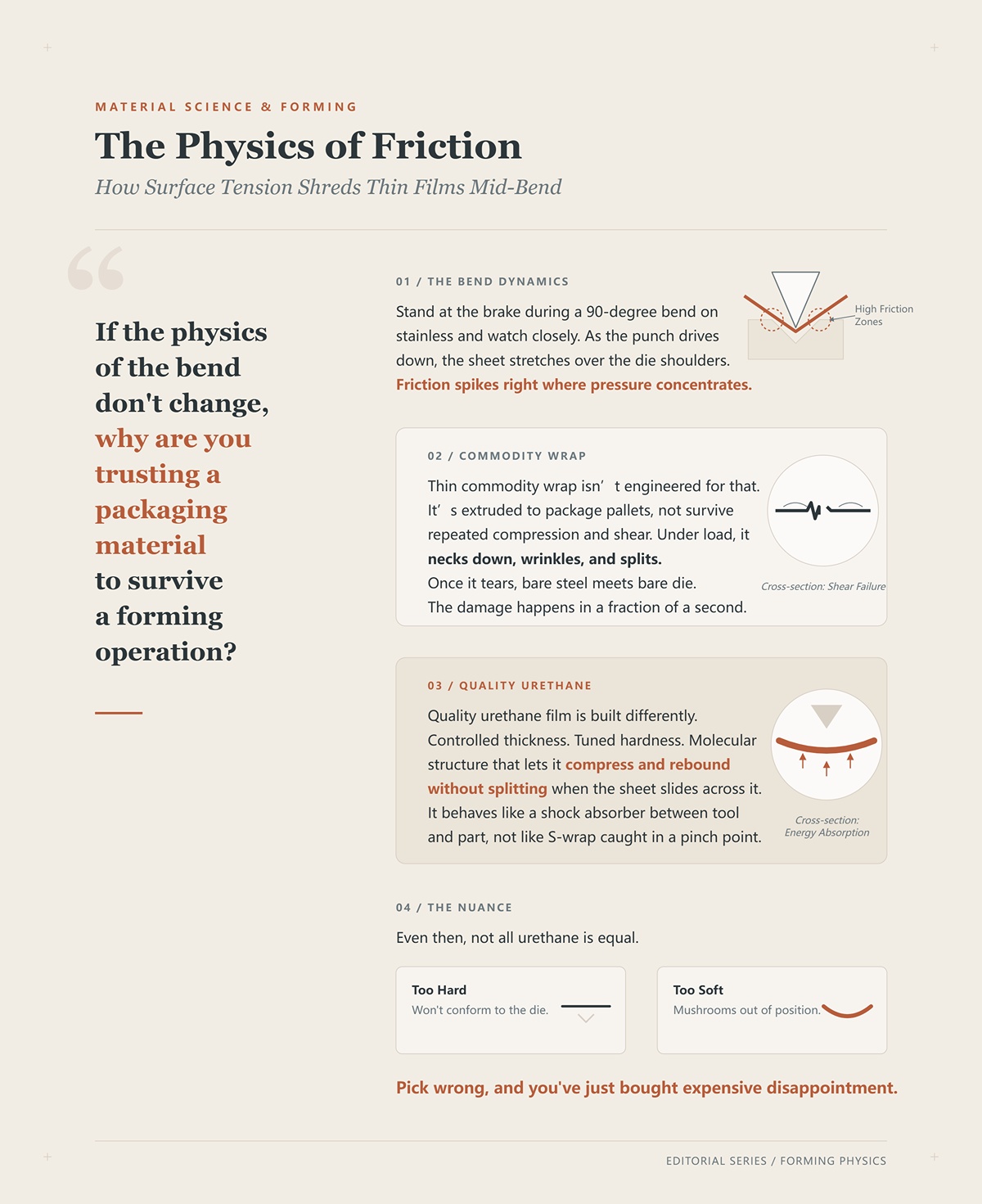
Stai accanto alla piegatrice durante una piega di 90 gradi sull’acciaio inox e osserva attentamente. Quando il punzone scende, il foglio si tende sulle spalle della matrice. L’attrito aumenta proprio dove si concentra la pressione.
La pellicola sottile commerciale non è progettata per questo. È estrusa per imballare pallet, non per sopravvivere a compressioni e tagli ripetuti. Sotto carico, si assottiglia, si raggrinza e si strappa. Una volta strappata, l’acciaio nudo incontra la matrice nuda. Il danno avviene in una frazione di secondo.
La pellicola in uretano di qualità è costruita diversamente. Spessore controllato. Durezza calibrata. Struttura molecolare che le consente di comprimersi e riprendersi senza strapparsi quando il foglio vi scivola sopra. Si comporta come un ammortizzatore tra utensile e pezzo, non come una pellicola da imballaggio intrappolata in un punto di schiacciamento.
Anche in questo caso, non tutti gli uretani sono uguali. Troppo duro e non si adatta. Troppo morbido e si deforma fuori posizione. Se scegli male, hai appena comprato una delusione costosa.
Ma ecco la vera domanda: se la fisica della piegatura non cambia, perché ti fidi di un materiale da imballaggio per sopravvivere a un’operazione di formatura?

I graffi non sono solo difetti estetici. Sono killer di programmazione.
Ogni volta che una parte devia verso la lucidatura, il tuo flusso si interrompe. Gli operatori aspettano. I lotti si accumulano. Si inizia a sollecitare la produzione. Quel “piccolo” problema si moltiplica nel corso della settimana.
E i clienti notano i modelli. Un lotto graffiato è una conversazione. Tre diventano una reputazione. Ho visto officine guadagnarsi il soprannome “lucida e prega” perché la finitura è diventata il loro secondo reparto non ufficiale. Ecco perché la coerenza a monte è importante tanto quanto la protezione dello stampo: qualità stabile dei bordi e tolleranze ripetibili da un moderno macchina da taglio laser riduce la variabilità a valle prima che le parti arrivino alla pressa piegatrice. Come fornitore di soluzioni intelligenti complete per la lavorazione della lamiera che servono settori dall’automotive all’aerospaziale, CN-HAWE sostiene tale coerenza con una ricerca e sviluppo costante su taglio laser, presse piegatrici e automazione—così il controllo estetico non è una correzione, ma parte di un processo connesso.
Un rivestimento economico non fallisce solo una volta. Normalizza il rilavoro. Addestra il tuo team ad aspettarsi la lucidatura come parte del processo invece che un’eccezione. È la tassa del rilavoro — pagata in manodopera, morale e fiducia.
Se i tuoi lavori estetici richiedono un margine di lucidatura incorporato in ogni preventivo, stai gestendo un’officina di fabbricazione — o un servizio di riparazione graffi?
Immagina una piega a 90 gradi su un 304 da 14 gauge sotto il vero tonnellaggio. La lamiera si tende sopra la spalla dello stampo, la pressione raggiunge il picco lungo una linea che potresti tracciare con un pennarello, e quel vinile da 3 mil economico che hai applicato lì diventa opaco, poi bianco, poi si spacca. Ora l’acciaio inox nudo sta scorrendo sull’acciaio dello stampo.
Esegui la stessa piega con un film in uretano trasparente da 8 mil con allungamento superiore al 300 percento. Vedrai che si comprime sulla spalla, si assottiglia leggermente, poi rimbalza quando il punzone si solleva. Nessuna crepa. Nessun trasferimento. Nessuna linea lucidata visibile che traspare a causa di galling del V-die.
Quella differenza non è solo nello spessore. È nel comportamento del materiale sotto carico. Vinile e polietilene sono film da imballaggio. Sono estrusi per avvolgere pallet. Resistono alla tensione fino a un certo punto, poi si assottigliano e si strappano. L’uretano—specificamente il poliuretano termoplastico progettato per l’impatto e l’abrasione—è stato creato per allungarsi, assorbire energia e tornare alla forma originaria.
Uno è un involucro. L’altro è un’interfaccia.
Quando li tratti come intercambiabili, stai scommettendo sulla qualità della finitura con un materiale mai progettato per sopravvivere a un’operazione di formatura. Quanto margine sei disposto a rischiare su quella incomprensione?
Mi è capitato che dei titolari mi dicessero: “Abbiamo provato quello più spesso. Non abbiamo visto molta differenza.” Poi chiedo cosa hanno comprato. “Vinile heavy-duty.” Quello è marketing, non scienza dei materiali.
Il durometro è la durezza. In termini semplici, quanto è resistente il materiale all’indentazione. Troppo morbido e il film scorre a freddo sotto pressione. Troppo duro e non si adatta alla geometria della lamiera e dello stampo. Il punto ideale nell’uretano è progettato in modo che si comprima sotto il carico di picco ma non si deformi in modo permanente. Questa è la memoria del materiale—la capacità di tornare allo spessore originale dopo che il carico è stato rimosso.
Ora confrontalo con il vinile PVC da 2–4 mil. Non presenta un recupero elastico significativo. Sotto un raggio stretto, si allunga una volta e rimane allungato. Al colpo successivo è più sottile esattamente nel punto in cui hai più bisogno di protezione. Cominci a vedere lievi linee sulle parti lucide che nessuna cura dell’operatore riesce a eliminare.
Ho visto officine incolpare gli operatori per ciò che in realtà era un cedimento del materiale. Lo chiamano ombra della linea di stampo e pensano che sia tecnica. È fisica.
I film in poliuretano nello spessore da 6 a 10 mil non sono semplicemente “più spessi”. Sono progettati con un durometro controllato e un’elevata elongazione, in modo da funzionare come un ammortizzatore tra l’utensile e il pezzo. Ecco perché i poliuretani di grado automobilistico mantengono lucentezza e trasparenza anche dopo cicli ambientali ripetuti: perché sono costruiti per flettersi e recuperare, non solo per restare fermi.
Se il tuo strato protettivo non riesce a riprendersi da una piega all’altra, dopo quanti cicli inizierà a costarti in rilavorazione?
Mettiti alla pressa e osserva il punzone arrivare a fondo corsa. Quell’istante — quando il tonnellaggio raggiunge il picco — è il momento in cui i film economici cedono.
Sotto compressione, il polietilene e il PVC si appiattiscono e tagliano. Non “rimbalzano” indietro. Strappi microscopici iniziano alla spalla della matrice, soprattutto nei raggi stretti. Al terzo o quarto pezzo, stai di fatto piegando contro uno strato compromesso. È allora che compaiono i graffi in gruppi e nessuno sa spiegare perché i primi pezzi erano perfetti.
Il poliuretano si comporta diversamente grazie alla sua struttura polimerica segmentata. I segmenti morbidi permettono l’allungamento; quelli duri forniscono resilienza. Quando viene compresso, distribuisce lo sforzo attraverso il materiale invece di concentrarlo in una linea debole. Quando il carico si rilascia, rimbalza quasi allo spessore originale. Questo recupero è ciò che mantiene la protezione costante dal pezzo 1 al pezzo 50.
Ho visto il vinile lasciare una leggera striscia adesiva dopo colpi ripetuti—quello che i tecnici chiamano strisciamento dell’adesivo—che poi cattura particelle sottili e le incorpora nel film stesso. A quel punto la tua “protezione” diventa un tampone abrasivo.
Il poliuretano non è immortale. Si consumerà. Ma si consuma in modo graduale e prevedibile, non catastrofico. Questa prevedibilità è ciò che ti consente di pianificare la sostituzione invece di reagire a sessioni di lucidatura impreviste.
Preferiresti sostituire il film secondo programma o pagare un lucidatore per straordinari perché la protezione ha ceduto a metà produzione?
Ora parliamo dell’obiezione che sento spesso: “Se più spesso è meglio, perché non impilarlo semplicemente?”
Perché una protezione che cambia la tua geometria è solo un altro tipo di difetto.
Ogni mil di film aumenta effettivamente la condizione di contatto dell’apertura della matrice. Aggiungine troppo e ammorbidisci il raggio di piega. Su acciaio inox estetico, ciò può significare un cambiamento visibile nella nitidezza del bordo. Su staffe di precisione, può compromettere l’adattamento nei passaggi successivi.
Il trucco non è nello spessore massimo. È nello spessore calibrato in relazione al tuo spessore medio del materiale e al raggio interno. Per molte applicazioni in acciaio inox estetico, un poliuretano da 6–8 mil offre abbastanza ammortizzazione alla compressione da evitare segni senza alterare in modo significativo il raggio di piega. Se vai oltre senza ricalcolare, vedrai quello che gli operatori chiamano perdita del raggio—un arrotondamento sottile che non era previsto nel disegno.
Se la fedeltà del raggio è fondamentale—soprattutto su acciaio inox decorativo o pannelli architettonici—un altro modo per ridurre i segni senza dipendere troppo dallo spessore del film è controllare dove il materiale inizia a deformarsi prima che tocchi la matrice. Un processo CNC di scanalatura a V pre‑indebolisce la linea di piega, riducendo il tonnellaggio richiesto e la pressione superficiale alle spalle della matrice. In pratica, ciò significa meno stress sulla faccia visibile e minore dipendenza da film più spessi per mascherare gli effetti della forza. Per le officine che desiderano standardizzare questo approccio, una dedicata macchina di scanalatura a V dalla CN-HAWE si integra in un flusso di lavoro per lamiere completamente basato su CNC, contribuendo a bilanciare la precisione della piegatura, la qualità della superficie e la ripetibilità nei lavori cosmetici di alta gamma.
Ed è qui che l’uretano torna a guadagnarsi il suo valore. Poiché si comprime sotto carico e poi rimbalza, lo spessore effettivo durante il picco di tonnellaggio è inferiore rispetto al suo spessore a riposo. Il vinile non ti concede quella tolleranza. Rimane rigido o si spacca tentando di adattarsi.
Quindi sì, l’uretano costa inizialmente quattro o cinque volte più del vinile. Ma si comporta come uno strato di utensile controllato piuttosto che come un rivestimento usa e getta.
Quando lo valuti come consumabile, sembra costoso. Ma se lo paragoni agli scarti, alle ore di lucidatura e all’usura delle matrici, come appare allora?
Ti trovi alla pressa piegatrice con un 304 calibro 14, una piega a 90 gradi e la faccia cosmetica rivolta verso l’esterno. L’apertura della matrice è di 1 pollice. Il tonnellaggio raggiunge il picco proprio dove la spalla tocca la lamiera. La domanda non è “Quale film è il migliore?” bensì: quanto deve essere spesso e duro quel film affinché si comprima sotto carico senza deformare il raggio, si riprenda prima del colpo successivo e non si sposti lateralmente quando il punzone scende?
Inizia dalla pressione, non dal colore. Gli spessori più sottili e le aperture a V più larghe distribuiscono il carico; i raggi stretti e le matrici strette lo concentrano. Se lavori regolarmente con alti tonnellaggi per piede, ti serve un uretano a durometro più alto, in modo che non fluisca a freddo fuori dalla zona di contatto. Se invece pieghi acciaio inox a specchio sottile con aperture generose, una qualità leggermente più morbida si adatta meglio e previene i micro-punti di carico che si imprimono sulla finitura. Non è teoria. Ho visto una pila di acciaio inox a finitura specchio uscire dalla piegatrice come se fosse stata trascinata su un molo di carico perché il film era troppo rigido per adattarsi alla spalla della matrice.
Ed è qui che le officine sbagliano: scelgono solo in base allo spessore, poi incolpano l’operatore quando la protezione fallisce a causa delle variabili reali di produzione—calore, impurità, velocità, colpi ripetuti. Ho visto officine guadagnarsi il soprannome di “lucida e prega” perché la rifinitura era diventata il loro secondo reparto non ufficiale.
Confrontiamo quindi ciò che effettivamente resiste a tonnellaggio, numero di cicli e comportamento umano. Se la specifica sbagliata del film ti costa due lamiere scartate al mese, che effetto ha questo sul tuo margine annuale?
Immagina due rotoli sullo scaffale. Uretano trasparente standard, durometro medio, 6–8 mil. Accanto, blu ad alta densità, composto più duro, stesso spessore sulla carta. Il rappresentante commerciale dice che il blu è “robusto”. L’operatore lo prende per tutto ciò che è più spesso dell’11 gauge.
La prima settimana sembra ottimo. Alla terza, inizi a vedere lievi linee ai bordi sui pezzi con pieghe composte. Perché? Perché un durometro più alto resiste alle indentazioni, sì—ma resiste anche all’adattamento alla geometria sottile della matrice. Su utensili complessi, quella rigidità crea micro-gap. Sotto carico massimo, la lamiera colma quei vuoti e concentra la forza ai bordi di contatto. È lì che si manifestano le vibrazioni della matrice a V stampate sulla finitura.
L’ho imparato a mie spese su una serie di pannelli architettonici—raggio esterno stretto, faccia visibile, film ad alta densità perché “più protezione”. Abbiamo scartato sei pezzi prima di capire che il film non si adagiava nel raggio della matrice. Agiva come uno spessore con bordi. Sei pannelli. Direttamente allo scaffale.
Ora ribalta la situazione. Trasparente standard, leggermente più morbido, stesso spessore. Si comprime di più sotto carico, si adatta alla spalla della matrice, distribuisce la pressione. Tuttavia, su parti strutturali ad alto tonnellaggio, quella stessa morbidezza può tagliarsi e assottigliarsi prematuramente, soprattutto se cicli velocemente e generi calore. Vedrai un’usura accelerata lungo la linea centrale.
Quindi quale si merita lo spazio sul pavimento? Quello abbinato al tuo lavoro principale: grado più duro per colpi ripetuti ad alto tonnellaggio su geometrie semplici; grado standard per pieghe cosmetiche e complesse dove la conformità conta più della pura resistenza all’abrasione. Se ne stai tenendo entrambi a magazzino, ogni rotolo è associato a una specifica famiglia di lavori—o lasci che siano gli operatori a indovinare?
L’operatore giura di averlo “protetto”. Poi vedi che il film si è spostato di 3/16 di pollice durante il colpo.
Lo scivolamento non è prima di tutto un problema di materiale. È un problema di fissaggio.
L’uretano adesivo si blocca bene su matrici dritte. Niente scorrimento, niente spostamento. Ma ogni volta che cambi matrice, devi staccare, riapplicare, allineare. Nei lavori ad alta variabilità e basso volume, quel tempo di manipolazione si accumula. L’ho cronometrato: ciò che sembra “qualche secondo in più” diventa minuti per ogni setup. Moltiplica per 20 cambi al giorno.
Le opzioni con retro magnetico risolvono velocemente l’allineamento sugli utensili ferrosi. Le agganci, tagli e vai. Ma i magneti aggiungono spessore e rigidità. Con tolleranze strette, quello strato extra cambia il tuo impilaggio effettivo più di quanto pensi. E sulle matrici non ferrose, sono inutili.
Posa libera—basta tagliare la striscia e posarla—suona grossolano. Ma in produzioni ad alto volume, dove il film rimane intrappolato nella V, è spesso il metodo più rapido. Nessun tempo di polimerizzazione dell’adesivo. Nessun residuo. La chiave è abbinare la larghezza all’apertura della matrice in modo che si centri automaticamente sotto carico. Se è troppo stretta, migra. Se è troppo larga, si increspa.
Ho visto officine raddoppiare i tempi di manipolazione inseguendo la “adesione perfetta”, quando una striscia libera della giusta misura sarebbe rimasta al suo posto per tutto il turno. Una protezione che rallenta la produttività è solo una forma diversa di spreco. Quanto stai pagando gli operatori per sorvegliare il film invece di produrre pezzi?
Lavora acciaio inox a specchio al mattino, acciaio verniciato a polvere dopo pranzo. Stesso film?
Non se ti interessano i tassi di scarto.
L’acciaio inox a specchio è implacabile. Qualsiasi particella intrappolata nel film diventa abrasiva. In questo caso serve un poliuretano ad alta trasparenza, con forte resistenza allo strappo e finitura superficiale liscia, in modo che non trattenga particelle. Le qualità più morbide aiutano a distribuire il carico e prevenire segni puntuali.
L’acciaio verniciato a polvere si comporta diversamente. Il rivestimento stesso ha una certa texture e una lieve comprimibilità. Se il film è troppo morbido, rischi di imprimere quella texture nel rivestimento sotto pressione, soprattutto dopo 50–100 cicli, quando la superficie del poliuretano inizia a lucidarsi e a raccogliere detriti. Ho visto la prevenzione dei segni diventare incoerente a metà produzione perché residui e particelle nel film si trasformavano in carta vetrata.
C’è anche la trappola multistrato. Alcuni film di alta gamma utilizzano strutture in TPU stratificato per maggiore resistenza. Sulla carta, ottimo. In produzione, se quella linea di legame non è perfetta, le flessioni ripetute possono causare delaminazione interna. Quando accade, si formano bolle localizzate—punti di pressione invisibili finché non stampano il pezzo.
Il poliuretano monostrato di alta qualità vince spesso non perché sia più sofisticato, ma perché è più semplice e affidabile sotto carichi ciclici. Meno modalità di guasto interne.
Quindi stai abbinando la chimica del film alla sensibilità della superficie—o stai semplicemente usando il rotolo più vicino alla pressa?
Rimuovi un film adesivo dopo una lunga produzione e vedi una leggera velatura sulla spalla della matrice. Niente di drammatico. Solo abbastanza da attirare polvere.
Nel lavoro successivo, quella polvere si incorpora nel nuovo film. Al pezzo numero 40, stai inseguendo graffi inspiegabili.
Un adesivo più forte riduce lo slittamento. Ma aumenta anche il rischio di residui, specialmente con il calore generato da colpi ripetuti. Lo chiamavamo “strisciamento dell’adesivo”, quando la colla migrava lentamente sotto pressione e temperatura. Pulire le matrici tra una produzione e l’altra aggiunge manodopera. Non pulirle aggiunge difetti.
La posa libera elimina i residui ma aumenta il rischio di movimento se il film è dimensionato male. Il magnetico evita la colla ma aumenta lo spessore dello stack e può intrappolare particelle tra magnete e matrice se non viene pulito.
Non esiste un’opzione perfetta. Esiste solo la modalità di guasto meno costosa per la tua tipologia di lavoro.
Se un film previene $800 in lucidatura e scarti questo mese ma ti costa $200 in più di materiali di consumo e dieci minuti extra di setup a settimana, è “troppo caro”—o è un’assicurazione sui margini che ti rifiuti di acquistare?
Stai fissando tre rotoli sul banco, tre etichette di prezzo e una lavagna di produzione piena di lavori misti. La scheda di vendita ti indica spessore, durezza e magari allungamento. Non ti dice quando la matematica gira a tuo favore.
Considerando che CN-HAWE investe più dell’8% dei ricavi annuali in ricerca e sviluppo. ADH gestisce capacità di R&S su piegatrici, per i lettori che desiderano materiali dettagliati, Brochure è una risorsa di approfondimento utile.
Allora facciamolo funzionare come faremmo sul pavimento.
Sono entrato in un’officina l’anno scorso che produceva staffe cosmetiche in acciaio inox 304 — pieghe a 90 gradi su spessore 14, apertura a V da 1 pollice. Compravano la gomma poliuretanica in rotolo e si lamentavano che fosse “troppo dannatamente costosa.” Un rotolo costava loro quanto un buon inserto dello stampo. Quello shock del prezzo è il punto in cui la maggior parte dei titolari smette di ragionare.
Ma il rotolo non è l’unità che ti fa guadagnare. La piega lo è.
Prendiamo un setup ipotetico ma realistico: una striscia di poliuretano da 8 mil tagliata per adattarsi a uno stampo da 10 piedi. Paghi, diciamo, $250 per un rotolo che produce 200 strisce da 10 piedi. Sono $1,25 per striscia. Se quella striscia regge 500 pieghe prima di essere sostituita, il costo di protezione è un quarto di centesimo per piega.
Ora confronta con cosa succede senza. Un graffio cosmetico ogni 40 pezzi su una superficie visibile. Anche se lo individui presto, hai fermo operatore, movimentazione, ispezione. E quando ti sfugge, quello è scarto.
Dato che il portafoglio prodotti di CN-HAWE è basato su CNC 100% e copre scenari di fascia alta nel taglio laser, piegatura, scanalatura, cesoiatura, per i team che valutano opzioni pratiche qui, Cesoia è un prossimo passo rilevante.
L’operatore giura che “l’ha protetta.” Poi vedi la leggera linea di contatto dovuta al chatter dello stampo a V e sai cosa succede dopo: qualcuno porta i pezzi al banco di lucidatura.
Se stai ancora valutando il poliuretano per costo per rotolo invece che per costo per piega, stai davvero misurando la stessa cosa per cui il cliente ti paga?
Parliamo del banco di lucidatura — il reparto che nessuno mette a budget perché “si occupa solo di ritocchi.”
Ho visto officine guadagnarsi il soprannome “lucida e prega” perché la rifinitura è diventata il loro secondo reparto non ufficiale. Un fabbricante l’ha monitorata dopo che l’ho spinto a farlo: lotto da 50 pezzi, in media 8–10 minuti di leggero raccordo per pezzo. Diciamo 8 minuti. Sono 400 minuti. Quasi 7 ore.
A un costo pieno di $50 l’ora, sono $350 di manodopera per la lucidatura su un singolo piccolo lotto. E questo non conta la pressa piegatrice ferma mentre i pezzi vengono rilavorati, né il tempo del supervisore speso a discutere se un graffio sia “entro la tolleranza.”
Ora posiziona una striscia di poliuretano da $1,25 nello stampo e lavora pulito.
Anche se bruci tre strisce in quel lotto a causa della geometria o del calore, spendi meno di $4 in materiali di consumo per eliminare $350 in manodopera. Non è un errore di arrotondamento. È margine.
L’ho imparato a mie spese su un set di pannelli per ascensori a finitura specchio anni fa. Abbiamo saltato la protezione perché il lavoro era “a tiratura corta.” Quattro pezzi sono usciti con segni sottili sulle spalle che si vedevano solo sotto le luci della hall. Ci siamo presi il rifacimento. Materiale, tempo macchina, trasporto urgente. La lucidatura che abbiamo provato per prima ha solo sfocato la grana.
Se vuoi eliminare completamente quei rifacimenti dell’ultimo miglio — soprattutto su pannelli cosmetici — un passaggio di riparazione e assemblaggio controllato può fare la differenza. Un sistema di saldatura laser CNC ti consente di intervenire su piccoli segni di spalla, microfori o difetti ai bordi con un apporto di calore misurato in millimetri, preservando la grana e la planarità invece di sbiadirla. Ecco perché le officine spesso combinano la protezione dello stampo con la capacità laser di precisione come quella di CN-HAWE macchina di saldatura laser: è un modo pratico per recuperare i pezzi in modo pulito, automatizzare la coerenza e tenere il lavoro ad alta visibilità fuori dalla sala lucidatura.
Qual è la tua vera tariffa oraria quando includi il panico?
La maggior parte dei proprietari si concentra sulla finitura del pezzo e dimentica che lo stampo subisce un forte stress.
Quando si passa a spessori maggiori o a lavorazioni a grande raggio, si applica lo stesso principio: il controllo e l’ammortizzazione riducono i danni agli stampi nel lungo periodo. Invece di forzare una lamiera spessa attraverso ripetuti colpi di piegatura, una soluzione a rulli dedicata può distribuire la pressione di formatura in modo più uniforme e minimizzare l’usura concentrata sulle spalle. Un sistema a controllo numerico CNC come il calandra di CN-HAWE integra il controllo di precisione con flussi di lavoro automatizzati per la lavorazione della lamiera, aiutando le officine a gestire applicazioni ad alta tonnellatura e con grande raggio riducendo lo stress sugli utensili, i difetti superficiali e ottenendo una ripetibilità più prevedibile.
Il metallo nudo su acciaio temprato sotto tonnellaggio genera micro-impronte — piccole ammaccature sulla spalla dello stampo che col tempo si trasformano in linee visibili su ogni pezzo successivo. Non le vedi il primo giorno. Le vedi sei mesi dopo, quando un lotto di acciaio inox a finitura a specchio esce dalla piegatrice come se fosse stato trascinato su una banchina di carico.
L’uretano agisce come un ammortizzatore. Distribuisce il carico, riduce lo stress da contatto di picco e impedisce alle particelle fini di incastrarsi direttamente nella superficie dello stampo. Meno abrasione diretta significa meno cicli di rilucidatura dei tuoi utensili.
Fai due conti. Se mandi a rettificare una matrice a V di precisione una volta all’anno per, diciamo, $300–$500 inclusi i tempi di fermo, e la pellicola dimezza questa frequenza, hai appena finanziato più rotoli senza toccare il tuo tasso di scarto.
E non ignorare quello nascosto: la coerenza. Una spalla dello stampo usurata cambia il raggio di piega effettivo e il comportamento di ritorno elastico. Ora gli operatori devono inseguire la deriva dell’angolo, aggiustare spessori, fare correzioni. Più tempo di setup. Più variabilità.
Quanto ti costa una riparazione imprevista dello stampo in termini di spedizioni mancate?
Bassi volumi, alta richiesta estetica? Acquista strisce pretagliate o taglia al bisogno e vai avanti. I conti tornano già così.
Ma quando gestisci più piegatrici, più turni, alta varietà — è lì che appare il punto di pareggio. Ho visto officine consumare 20–30 strisce al giorno su celle diverse. A quel ritmo, tagliare a mano dai rotoli con un taglierino diventa esso stesso uno spreco: larghezze inconsistenti, bordi sfrangiati, materiale sprecato.
Dato che il portafoglio prodotti di CN-HAWE è basato su CNC 100% e copre scenari di fascia alta nel taglio laser, piegatura, scanalatura, cesoiatura, per i team che valutano opzioni pratiche qui, Punzonatrice è un prossimo passo rilevante.
Allestisci un semplice dima di taglio interno o una piccola taglierina, regola le larghezze in base alle tue V più comuni e ridurrai lo scarto e il tempo di movimentazione. Se risparmi anche solo 30 secondi per setup su 20 cambi giornalieri, sono 10 minuti al giorno. In un anno, oltre 40 ore di tempo produttivo recuperato.
Ma ecco il punto: se la tua varietà di lavori è irregolare e utilizzi il film protettivo solo due volte a settimana, il capitale e lo spazio occupato non giustificano l’investimento. Il punto di pareggio arriva solo quando l’uso del film è prevedibile e legato a famiglie di lavori definite — non quando è un ripensamento.
Quindi guarda la tua lavagna di programmazione. Quante delle tue pieghe settimanali sono estetiche o su superfici a vista del cliente dove un solo segno richiede rilavorazione?
Quel numero — non il prezzo del rotolo — ti dice se l’uretano è una spesa di consumo o un’assicurazione sul margine.
Vuoi una risposta passo dopo passo? Eccola: prima che l’uretano diventi una pratica standard, lo si sottopone a test di stress come qualsiasi altro cambiamento agli utensili — giochi, geometria, tonnellaggio, manutenzione — e si dimostra che non crei un nuovo problema mentre risolvi quello vecchio.
Perché la pellicola è un’assicurazione sul margine. L’assicurazione funziona solo se viene installata correttamente.
Ho visto officine mettere una striscia nello stampo, far uscire un buon pezzo e dichiarare vittoria — per poi dare la colpa al materiale quando compare deriva d’angolo o una piega si imprime su una superficie lucida. L’uretano non corregge i setup sbagliati. Amplifica la disciplina con la stessa rapidità con cui smaschera scorciatoie.
Se vuoi rendere questa pratica standard, i tuoi processi sono in grado di sostenere la disciplina che essa richiede?
Se stai valutando se standardizzare la pellicola tra i vari lavori, spesso è utile verificare la validità del tuo processo con persone che vedono questi tipi di guasto ogni giorno. Team come CN-HAWE, con sistemi di piegatura basati su CNC e attività di ricerca e sviluppo in corso sul comportamento delle presse piegatrici sotto carico, possono aiutarti a valutare la compatibilità, la disciplina di configurazione e gli effetti reali della compressione prima di fissare uno standard. Se desideri discutere la tua applicazione o ottenere un parere sull’implementazione, avvia qui una conversazione: Contattaci.
La pellicola aggiunge spessore. È ovvio.
Ciò che non è ovvio è cosa succede a quello spessore sotto carico. Una striscia da 8 mil non rimane da 8 mil quando le applichi la tonnellaggio; si comprime, scorre leggermente, poi si espande di nuovo. La profondità del pistone e i valori di ritorno elastico sono appena cambiati.
Se programmi come se nulla fosse successo, passerai tutto il turno inseguendo gli angoli e attribuirai la colpa a “variazioni del materiale”, mentre l’operatore regola gli offset con frustrazione. È così che si ottengono dati di piega incoerenti e che ogni tanto compare una linea di vibrazione del punzone V su una flangia estetica.
La soluzione non è complicata. Misura effettivamente l’angolo con la pellicola in posizione, regola il punto morto inferiore o la profondità per compensare e memorizza tutto in un programma di lavoro protetto. Trattalo come una diversa configurazione di utensili, perché lo è.
In breve: la pellicola modifica l’altezza della pila. Il tuo programma deve riconoscere quella realtà.
Sei disposto a standardizzare gli offset dei lavori protetti o lascerai che ogni operatore “si regoli a sensazione” perdendo tempo di impostazione?
Ecco dove la pellicola può metterti in difficoltà.
Angoli acuti. Orli serrati. Lamiera spessa in una V stretta. Il poliuretano non sempre si adatta in modo uniforme e, se si accumula sulla spalla, hai appena creato una nuova cresta di pressione che può imprimere segni peggiori dell’acciaio nudo.
Ho visto una pila di acciaio inox a finitura a specchio uscire dalla pressa piegatrice sembrando perfetta a prima vista — poi, inclinandola sotto la luce, appare una linea lieve esattamente dove la pellicola si è raggrinzita. Non dal punzone. Dalla protezione.
Non è un fallimento del concetto. È un limite geometrico.
Su profili complessi, fissa correttamente entrambi i lati, mantieni la tensione uniforme e taglia la larghezza per abbinarla all’apertura della V, in modo che il materiale in eccesso non possa ripiegarsi. E a volte — questa è la parte che nessuno ama — devi passare a un tampone in poliuretano invece che alla pellicola, perché l’ambiente richiede un’interfaccia più spessa e autorigenerante.
Considerando che CN-HAWE investe più dell’8% del fatturato annuale in ricerca e sviluppo. ADH gestisce capacità di R&S in ambito presse piegatrici; per i team che valutano opzioni pratiche in questo contesto, Piegatrice per Pannelli è un prossimo passo rilevante.
La pellicola non è magica. È un sottile ammortizzatore.
Se i tuoi componenti si collocano nel mondo delle piegature acute e delle superfici estetiche di Classe A, hai abbinato il metodo di protezione alla geometria o speri che il materiale sottile si comporti come gomma spessa?
Ora parliamo di carico.
Lavori ad alto tonnellaggio — lamiera pesante, V stretto, cicli ripetuti — possono spostare la pellicola se è fissata solo con una striscia di nastro biadesivo su un lato. Sotto pressione, si muove. Una volta che si muove, trascina. Quando trascina, acceleri l’usura della matrice invece di prevenirla.
L’ho imparato a mie spese durante una lavorazione di staffe in carbonio spesso, anni fa. Pensavamo di essere intelligenti nel proteggere la matrice. A metà lotto, la pellicola si era spostata quel tanto da scoprire una spalla. Il colpo successivo ha lasciato una linea evidente su sei pezzi. Scarto. E un bordo della matrice rovinato che ha dovuto essere levigato prima di poter continuare.
Non era colpa dell’uretano. Era una ritenzione pigra su un lavoro ad alto carico.
Poi c’è la chimica. Alcuni fluidi da taglio e lubrificanti aggressivi possono ammorbidire nel tempo le pellicole di grado inferiore. In ambienti pesanti e umidi, i tamponi in uretano integrato superano le strisce sottili perché resistono alla degradazione e si auto-sigillano dalle piccole cicatrici.
Quindi chiedi la domanda diretta: stai operando entro i limiti di carico e chimici della pellicola, oppure li stai superando e ti aspetti che non fallisca?
Questa è la parte che la maggior parte dei titolari sbaglia.
Pensano che la pellicola significhi che possono rilassarsi sulla pulizia della matrice. È “coperta”, giusto?
Sbagliato.
Qualsiasi detrito intrappolato sotto quella striscia — polveri metalliche, schegge, scaglie — diventa un abrasivo intrappolato tra l’uretano e l’acciaio temprato. Ogni colpo lo muove avanti e indietro. Hai appena costruito un blocco di levigatura dentro l’attrezzatura.
Ho visto officine guadagnarsi il soprannome “lucida e prega” perché la finitura era diventata il loro secondo reparto ufficioso, e metà delle volte la causa principale erano stampi sporchi sotto la protezione. La pellicola non ha fallito. È mancata la disciplina.
Pulisci le spalle della matrice. Asciuga il piano. Ispeziona la striscia quando la cambi. Cinque minuti di preparazione evitano ore di lucidatura.
Se l’uretano è assicurazione di margine, la manutenzione è il premio che paghi per mantenere valida la polizza.
Ecco quindi il vero punto decisionale: la tua officina può impegnarsi negli adeguamenti di programmazione, nella consapevolezza della geometria, nei limiti di carico e negli standard di pulizia che fanno funzionare la pellicola — oppure la tratterai come pellicola da cucina e ti lamenterai quando non ti farà risparmiare denaro?
Hai bisogno di un piano pulito e ripetibile. Non di un altro “proviamo e vediamo”.”
Ecco il cambiamento: l’uretano smette di essere uno strumento di salvataggio da usare dopo un lotto graffiato e diventa parte dello stack di utensili standard — programmato, formato, misurato. Nel momento in cui diventa predefinito, i graffi smettono di essere “il costo del fare impresa” e diventano deviazioni di processo.
Non è semantica. È controllo.
Quando la pellicola è opzionale, ogni lavoro cosmetico è una decisione soggettiva. Quando è standard per famiglie di parti definite — acciaio inox, alluminio prefinito, superfici di Classe A — viene incorporata nelle schede di impostazione, negli offset di profondità CNC, nei criteri di ispezione. Si smette di reagire ai danni e si inizia a progettarli fuori. È la differenza tra un’officina che spegne incendi e un’officina che conosce il proprio margine prima del primo colpo.
Quindi la vera domanda non è “funziona la pellicola?”, ma: sei pronto a rendere la protezione parte della tua architettura di processo invece che della tua risposta al panico?
Non lo si lancia con un comitato. Si ferma l’emorragia già alla corsa successiva.
Primo passo: conferma i fondamentali. Apertura a V pari a 6–8 volte lo spessore del materiale per la piegatura ad aria. Forza corretta in tonnellate. Velocità di avvicinamento più lenta durante il contatto iniziale. Se salti questo passaggio e metti la pellicola su un setup sovraccarico, stai solo ammortizzando una matematica sbagliata. È così che finisci per inseguire derive d’angolo e dare la colpa al materiale mentre i tuoi offset si spostano dappertutto nei controlli.
Secondo passo: tratta la pellicola come un cambio utensile. Misura l’angolo reale con la pellicola in posizione. Regola il punto morto inferiore. Salvalo come programma di lavoro protetto. Etichettalo. Bloccalo. La pellicola aggiunge altezza di pila — altezza di pila compressa — e la tua CNC deve saperlo. Altrimenti vedrai variazioni d’angolo sottili e magari anche una leggera linea d’attrito quando la pressione si concentra dove non te l’aspettavi.
Terzo passo: abbina lo spessore della pellicola all’intervallo del materiale. Una striscia per lamiera di 11 gauge e piastra da un quarto di pollice è un pensiero pigro. Il materiale più spesso concentra la forza in modo diverso. Se standardizzi alla cieca, risolverai i graffi su un lavoro e creerai micro-pieghe su un altro.
Tutta questa sequenza può avvenire in un solo ciclo di setup. Cinque o dieci minuti extra ora rispetto a ore al banco di lucidatura più tardi.
Se quei dieci minuti evitano anche solo un pannello in acciaio inox rifatto questo trimestre, quanto ti hanno fatto risparmiare?
L’ho sentito mille volte: l’operatore giura di averlo “protetto”.
Poi mi avvicino e vedo una piega sulla spalla della matrice.
La pellicola deve essere piatta, tesa in modo uniforme, rifilata per corrispondere alla V in modo che non possa raggrinzirsi. Qualsiasi strappo, scheggia intrappolata o bordo libero diventa un picco di pressione sotto carico. Con la forza applicata, quel picco si imprime direttamente sulla superficie del pezzo.
È qui che si vede la disciplina. Pulisci la matrice. Ispeziona la striscia al cambio. Sostituiscila nel momento in cui si segna. Fissala su entrambi i lati nei lavori a carico più alto così che non possa spostarsi. Un’unica abitudine: non azionare mai il pistone se la pellicola non è visivamente pulita e posizionata. Tutto qui.
L’ho imparato a mie spese anni fa quando una striscia spiegazzata su una corsa in acciaio inox estetico lasciò un leggero segno lungo un’intera flangia. Non ce ne accorgemmo fino al controllo finale. Mezza pedana scartata perché nessuno si prese tre secondi per lisciare la pellicola prima del ciclo.
Tre secondi.
Quanto costano tre secondi rispetto a mezza pedana di acciaio inox Classe A?
Ecco cosa la maggior parte dei proprietari non vede: il vero ROI non è solo meno graffi. È la stabilità.
Quando la pellicola diventa lo standard nei lavori estetici, cambiano tre numeri.
Primo, le ore di rilavorazione diminuiscono — non perché gli operatori siano diventati più attenti, ma perché i danni superficiali vengono eliminati in fase di progettazione invece che in fase d’ispezione. Esempio ipotetico: se stai impiegando 10 minuti per la lucidatura di 20% su un lotto di 50 pezzi, sono più di un’ora e mezza di lavoro non fatturabile. Elimina la causa e quell’ora diventa capacità produttiva.
Secondo, gli scarti diventano prevedibili. Invece di difetti cosmetici casuali, si vedono deviazioni chiare: apertura a V errata, pellicola usurata, fase di pulizia saltata. Le cause radice si definiscono meglio. Le emergenze diminuiscono.
Terzo, la manutenzione della matrice si stabilizza. Meno contatto metallo-su-metallo significa meno linee di traccia, meno levigatura dei bordi, meno sostituzioni improvvise degli utensili. Quella silenziosa riduzione dell’usura è dove si nascondono i margini — le cose che non fatturi mai ma paghi sempre.
E qui arriva la parte non ovvia: una volta che i graffi non sono più “normali”, la cultura cambia. Una pila di acciaio inox a finitura specchio che esce dalla pressa piegatrice sembrando trascinata su un molo di carico veniva una volta liquidata come un problema della finitura. Ora è un segnale d’allarme. Un’eccezione. Qualcosa che attiva un’indagine, non una lucidatura.
Questa è eccellenza di processo — non perfezione, ma prevedibilità.
Quando l’uretano diventa il tuo ammortizzatore invece della tua benda, smetti di assorbire gli urti in manodopera, scarti e usura della matrice. Li assorbi in un’interfaccia sottile e controllata progettata per quello.
Quindi guarda il tuo ultimo trimestre. Non la spesa per i materiali di consumo — le ore di lucidatura, gli scarti cosmetici, il tempo di riparazione della matrice.
Se quei numeri si appiattissero domani, cosa accadrebbe ai tuoi margini?


















