

Uma pilha de aço inoxidável com acabamento espelhado sai da prensa de freio a parecer que foi arrastada por um cais de carga. Não está marcada com cortes profundos. Apenas com riscos finos e feios que só aparecem sob as luzes da oficina.
O operador jura que “a protegeu”. Ainda há pedaços de película de plástico turva pendurados nos ombros da matriz.
Quando chega à bancada de polimento, já se perdeu dinheiro — só ainda não se fez as contas. O verdadeiro custo não está apenas no tempo de polimento, mas também no manuseamento evitável, na perturbação do calendário e na erosão da margem que começam logo na prensa de freio. Tratar a dobra como um processo controlado e comandado por CNC, e não como um jogo de sorte com fita e esperança, é o que protege o lucro. Explorar uma solução projetada especificamente, como um moderno sistema de prensa de freio da CN-HAWE—concebido para dobragem de alta precisão e automatização—transforma a proteção da superfície e a repetibilidade em capacidades incorporadas, em vez de meros pensamentos posteriores.
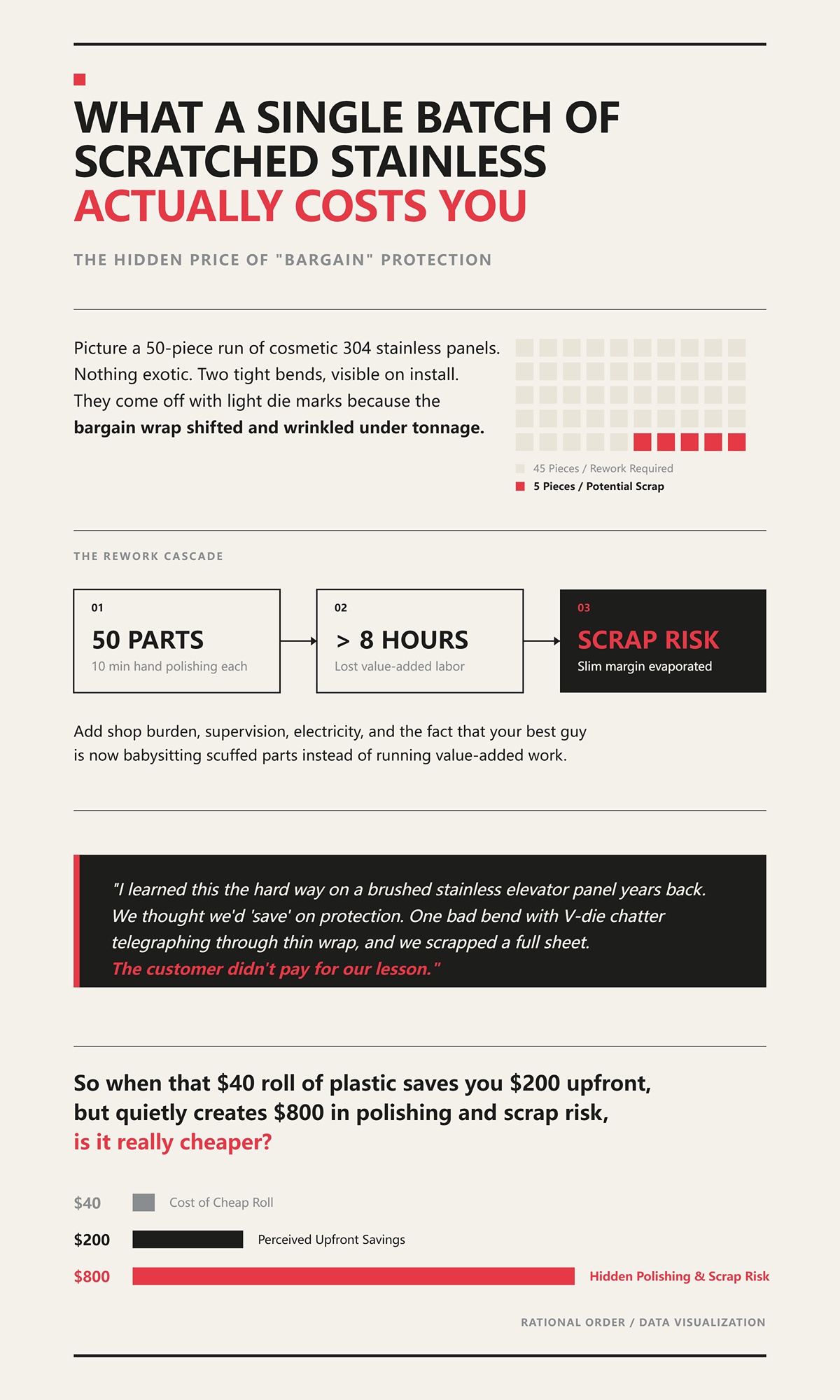
Imagine uma série de 50 painéis de aço inoxidável 304 com acabamento cosmético. Nada de exótico. Duas dobras apertadas, visíveis na instalação. O material não é barato, mas também não é aeroespacial.
Saem com ligeiras marcas de matriz porque a película barata se deslocou e enrugou sob a pressão. Agora tem uma escolha: enviar e discutir, ou retrabalhar.
Suponhamos que retrabalha. Dez minutos de polimento manual por peça para eliminar os riscos. São mais de oito horas de trabalho num serviço que provavelmente foi orçamentado com margem apertada. Some sobrecarga da oficina, supervisão, eletricidade, e o facto de que o seu melhor funcionário está agora a tratar de peças riscadas em vez de executar trabalho de valor acrescentado. E se cinco peças não ficarem boas? Aí está o desperdício.
Aprendi isto da pior maneira, há anos, num painel de elevador em inox escovado. Pensámos que íamos “poupar” na proteção. Uma má dobra com vibração da matriz V a transmitir-se através da película fina, e acabámos por descartar uma folha inteira. O cliente não pagou pela nossa lição.
Portanto, quando esse rolo $40 de plástico lhe poupa $200 à partida mas, silenciosamente, cria $800 em risco de polimento e desperdício, será realmente mais barato?
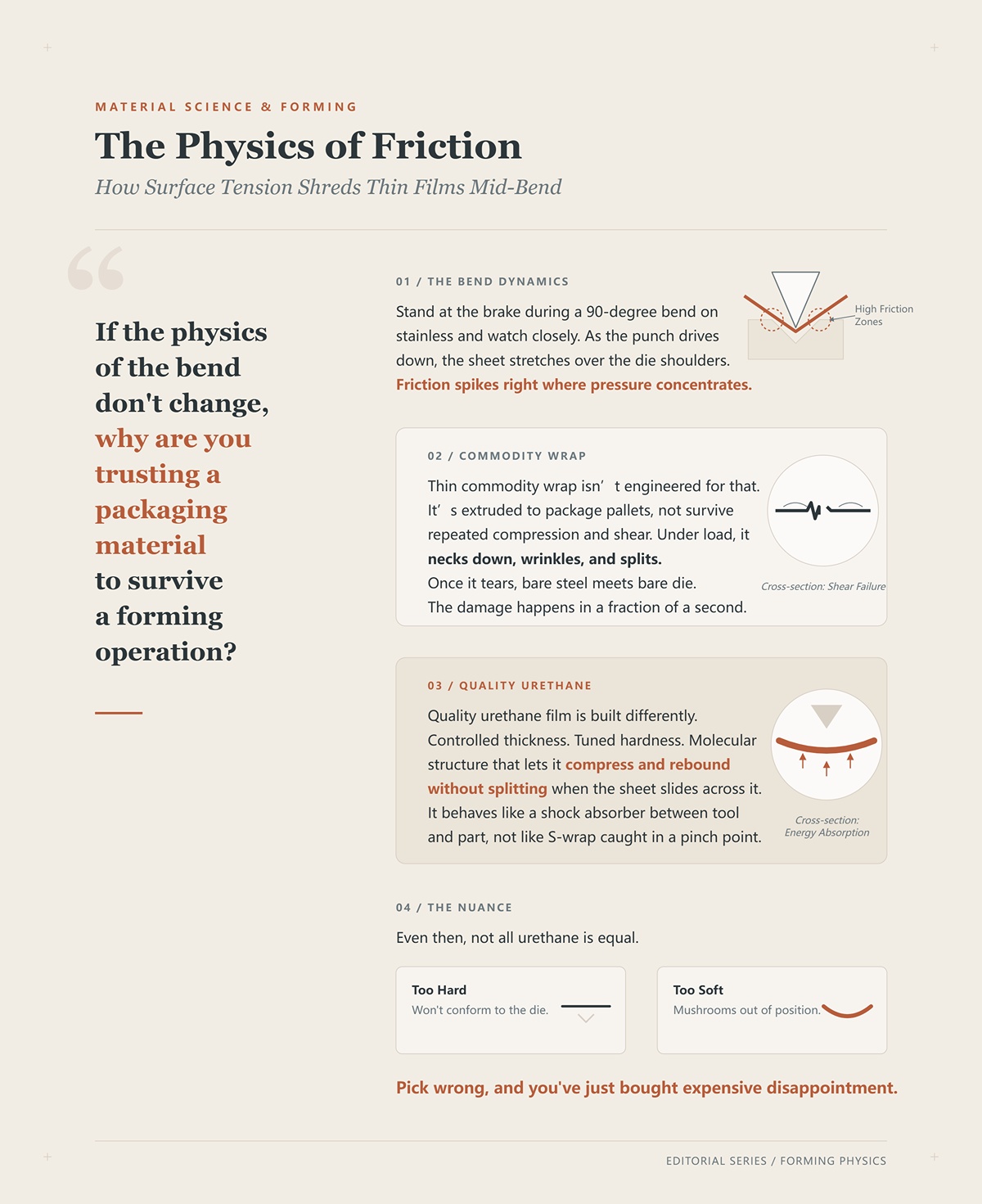
Fique junto à prensa durante uma dobra de 90 graus em inox e observe atentamente. À medida que o punção desce, a chapa estica-se sobre os ombros da matriz. O atrito atinge o pico exatamente onde a pressão se concentra.
A película fina comum não foi concebida para isso. É extrudida para embalar paletes, não para suportar compressão e cisalhamento repetidos. Sob carga, afina, enruga e rasga-se. Assim que se rompe, aço exposto encontra matriz exposta. O dano ocorre em frações de segundo.
O filme de poliuretano de qualidade é construído de forma diferente. Espessura controlada. Dureza ajustada. Estrutura molecular que lhe permite comprimir e recuperar sem se rasgar enquanto a chapa desliza sobre ele. Comporta-se como um amortecedor entre ferramenta e peça, e não como película de embalagem apanhada num ponto de aperto.
Mesmo assim, nem todo o poliuretano é igual. Demasiado duro e não se adapta. Demasiado macio e expande-se fora da posição. Escolha mal, e acabou de comprar uma desilusão cara.
Mas aqui está a verdadeira questão: se a física da dobra não muda, porque confia num material de embalagem para resistir a uma operação de conformação?

Os riscos não são apenas defeitos cosméticos. São assassinos de cronogramas.
Sempre que uma peça é desviada para o polimento, o fluxo interrompe-se. Os operadores esperam. Os lotes acumulam-se. Começas a acelerar os processos. Esse “pequeno” problema multiplica-se ao longo da semana.
E os clientes notam padrões. Um lote riscado é uma conversa. Três é uma reputação. Já vi oficinas ganharem a alcunha “lustrar e rezar” porque o acabamento se tornou o seu segundo departamento não oficial. É por isso que a consistência a montante é tão importante quanto a proteção da matriz — qualidade de bordo estável e tolerâncias repetíveis provenientes de uma moderna máquina de corte a laser reduzem a variabilidade a jusante antes que as peças cheguem sequer à prensa dobradeira. Como fornecedora de soluções inteligentes completas para chapa metálica, servindo indústrias que vão desde a automóvel até à aeroespacial, a CN-HAWE garante essa consistência com I&D contínuo em corte a laser, prensas dobradeiras e automação — para que o controlo cosmético não seja um remendo, mas parte de um processo interligado.
Um revestimento barato não falha apenas uma vez. Normaliza a retrabalho. Treina a tua equipa a esperar o polimento como parte do processo em vez de exceção. Esse é o imposto do retrabalho — pago em mão de obra, moral e confiança.
Se os teus trabalhos estéticos exigem uma margem de polimento incorporada em cada orçamento, estás a gerir uma oficina de fabrico — ou um serviço de reparação de riscos?
Imagina uma dobra de 90 graus em aço inox 304 de 14-gauge sob carga real. A chapa estica-se sobre o ombro da matriz, a pressão atinge o pico numa linha que poderias seguir com um marcador, e aquele vinil barato de 3 mil que colocaste lá fica baço, depois branco, e finalmente rasga. Agora o inox nu está a roçar no aço da ferramenta.
Executa a mesma dobra com um filme de uretano transparente de 8 milímetros, classificado para mais de 300 por cento de alongamento. Verás que ele se comprime no ombro, afina ligeiramente, e depois recupera quando o punção sobe. Sem rasgos. Sem transferência. Sem linha polida visível a transparecer por causa de aderência na matriz em V.
A diferença não está apenas na espessura. Está na forma como o material se comporta sob carga. O vinil e o polietileno são filmes de embalagem. São extrudidos para envolver paletes. Resistentes à tração até certo ponto, depois afinam e rasgam. O uretano — especificamente o poliuretano termoplástico concebido para impacto e abrasão — foi desenhado para esticar, absorver energia e recuperar.
Um é um envoltório. O outro é uma interface.
Quando os tratas como intercambiáveis, estás a apostar a qualidade do teu acabamento num material que nunca foi projetado para sobreviver a uma operação de quinagem. Quanta margem estás disposto a apostar com esse mal-entendido?
Já ouvi proprietários dizerem-me: “Experimentámos o material mais grosso. Não notámos grande diferença.” Depois pergunto o que compraram. “Vinil de uso intensivo.” Isso é marketing, não ciência dos materiais.
Dureza é rigidez. Em termos simples, quão resistente é o material à indentação. Demasiado macio e o filme escoa-se a frio sob pressão. Demasiado duro e não se adapta à geometria da chapa e da matriz. O ponto ideal no uretano é projetado para que ele se comprima sob carga máxima, mas sem deformar permanentemente. Essa é a memória do material — a capacidade de voltar à espessura original depois de a carga desaparecer.
Agora compara isso com vinil de PVC de 2–4 mil. Não tem uma recuperação elástica significativa. Sob um raio apertado, estica-se uma vez e permanece esticado. No impacto seguinte, está mais fino exatamente no ponto onde mais precisas de proteção. Começas a ver linhas subtis nas peças polidas que nenhum cuidado do operador consegue corrigir.
Já vi oficinas culparem os operadores por aquilo que, na verdade, era fluência do material. Chamam-lhe sombra de linha de matriz e pensa que é técnica. É física.
Os filmes de poliuretano na faixa de 6–10 mil não são apenas “mais espessos”. São concebidos com uma dureza controlada e alta elongação para funcionarem como um amortecedor entre a ferramenta e a peça. É por isso que os poliuretanos de qualidade automóvel mantêm o brilho e a clareza mesmo após ciclos ambientais — porque são projetados para flexionar e recuperar, e não apenas para ficar parados.
Se a tua camada de proteção não consegue recuperar de uma dobra para a seguinte, quantos ciclos serão necessários até começar a cobrar-te retrabalho?
Fica junto à prensa e observa o punção chegar ao fundo. Esse momento — quando a força atinge o pico — é quando os filmes baratos falham.
Sob compressão, o polietileno e o PVC achatam e cortam. Não “voltam à forma”. Rasgos microscópicos começam no ombro da matriz, especialmente em raios apertados. À terceira ou quarta peça, estás essencialmente a dobrar contra uma camada comprometida. É então que os riscos aparecem em grupos e ninguém consegue explicar porque é que as primeiras peças estavam boas.
O poliuretano comporta-se de forma diferente devido à sua estrutura polimérica segmentada. Os segmentos suaves permitem alongamento; os segmentos duros proporcionam resiliência. Quando comprimido, distribui o esforço através do material em vez de o concentrar numa linha fraca. Quando a carga é libertada, recupera quase a espessura original. Essa recuperação é o que mantém a consistência da proteção da peça 1 até à peça 50.
Já vi o vinil deixar um ligeiro vestígio de adesivo após sucessivos impactos — aquilo a que o pessoal chama mancha por fluência do adesivo— que depois agarra partículas finas e as incorpora no próprio filme. Agora a tua “proteção” é uma lixa abrasiva.
O poliuretano não é imortal. Desgasta-se. Mas desgasta-se de forma gradual e previsível, não catastrófica. Essa previsibilidade é o que te permite planear a substituição em vez de reagir a sessões inesperadas de polimento.
Preferes substituir o filme conforme o planeado ou pagar horas extra a um acabador porque a proteção falhou a meio da produção?
Agora vamos falar da resistência que eu ouço: “Se mais espesso é melhor, porque não empilhar mais?”
Porque uma proteção que altera a tua geometria é apenas um tipo diferente de defeito.
Cada milímetro de filme aumenta efetivamente a condição de contacto da abertura da matriz. Se adicionares demasiado, suavizas o raio da dobra. Em aço inox cosmético, isso pode significar uma mudança visível na nitidez da aresta. Em suportes de precisão, pode comprometer o encaixe nas etapas seguintes.
O truque não é a espessura máxima. É a espessura calibrada de acordo com a espessura típica do material e o raio interior. Para muitas aplicações em aço inox cosmético, o poliuretano de 6–8 mil oferece amortecimento compressivo suficiente para evitar marcas sem alterar materialmente o raio da dobra. Se aumentares a espessura sem recalcular, verás o que os operadores chamam de perda de definição do raio— um arredondamento subtil que não estava no desenho.
Se a fidelidade do raio é crítica — especialmente em inox decorativo ou painéis arquitetónicos — outra forma de reduzir marcas sem depender excessivamente da espessura do filme é controlar onde o material cede antes de chegar à matriz. Um processo de fresagem em V CNC enfraquece previamente a linha de dobra, reduzindo a força necessária e a pressão superficial nos ombros da matriz. Na prática, isso significa menos tensão na face de apresentação e menor dependência de filmes mais espessos para mascarar artefactos relacionados com a força. Para oficinas que pretendem padronizar essa abordagem, um sistema dedicado Máquina de ranhurar em V da CN-HAWE integra-se num fluxo de trabalho totalmente CNC para chapas metálicas, ajudando a equilibrar a precisão da dobra, a qualidade da superfície e a repetibilidade em trabalhos cosméticos de alto nível.
É aqui que o uretano volta a justificar o seu valor. Como se comprime sob carga e recupera, a espessura efetiva durante o pico de pressão é inferior à espessura em estado livre. O vinil não oferece essa tolerância. Ou permanece rígido, ou rasga ao tentar.
Portanto, sim, o uretano custa quatro ou cinco vezes mais do que o vinil inicialmente. Também se comporta como uma camada de ferramenta controlada, em vez de uma cobertura descartável.
Quando se avalia como consumível, parece caro. Mas quando se compara com desperdícios, horas de polimento e desgaste das matrizes, como parece então?
Está junto à prensa com aço inoxidável 304 de calibre 14, uma dobra de 90 graus, face cosmética voltada para fora. A abertura da matriz é de 1 polegada. A força atinge o pico exatamente onde o ombro toca a chapa. A questão não é “Qual é o melhor filme?”. É esta: quão espesso e quão duro deve ser esse filme para se comprimir sob carga sem distorcer o raio, recuperar antes do próximo golpe e não se deslocar lateralmente quando o êmbolo desce?
Comece pela pressão, não pela cor. Calibres mais finos e aberturas em V mais largas distribuem a carga; raios apertados e matrizes estreitas concentram-na. Se trabalha regularmente com alta tonelagem por pé, precisa de um uretano de durometro mais elevado para não fluir a frio fora da zona de contacto. Se dobra aço inoxidável espelhado fino com aberturas generosas, uma qualidade ligeiramente mais macia adapta-se melhor e evita cargas pontuais minúsculas que marcam o acabamento. Isto não é teoria. Vi uma pilha de aço inoxidável espelhado sair da prensa a parecer que tinha sido arrastado por um cais de descarga porque o filme era demasiado duro para se adaptar ao ombro da matriz.
E é aqui que muitas oficinas se enganam: escolhem pela espessura apenas, e depois culpam o operador quando a proteção falha perante variáveis reais de produção—calor, partículas, velocidade, golpes repetidos. Vi oficinas ganharem a alcunha “polir e rezar” porque o acabamento se tornou o seu segundo departamento não oficial.
Então comparemos o que realmente resiste à pressão, ao número de ciclos e ao comportamento humano. Se a especificação errada de filme lhe custa duas chapas rejeitadas por mês, o que isso faz à sua margem ao fim de um ano?
Imagine dois rolos na prateleira. Uretano transparente padrão, durometro médio, 6–8 mil. Ao lado, azul de alta densidade, composto mais duro, mesma espessura no papel. O representante comercial diz que o azul é “para uso intensivo”. O operador agarra nele para tudo o que seja mais espesso que calibre 11.
Na primeira semana, parece ótimo. Na terceira, começa-se a ver linhas suaves nas extremidades das peças com dobras compostas. Porquê? Porque o durometro mais alto resiste à marcação, sim—mas também resiste a adaptar-se à geometria subtil da matriz. Em ferramentas complexas, essa rigidez cria microespaços. Sob carga máxima, a chapa faz ponte sobre esses espaços e concentra força nas bordas de contacto. É aí que surge a vibração da matriz em V, impressa no acabamento.
Aprendi isto da pior forma numa série de painéis arquitetónicos—raio exterior apertado, face visível, filme de alta densidade porque “mais proteção”. Rejeitámos seis peças antes de perceber que o filme não se encaixava no raio da matriz. Estava a agir como uma calço com arestas. Seis painéis. Diretos para o armazém.
Agora, o inverso. Transparente padrão, ligeiramente mais macio, mesma espessura. Comprime-se mais sob carga, adapta-se ao ombro da matriz, distribui a pressão. Em peças estruturais de alta tonelagem, contudo, essa mesma suavidade pode rasgar e afinar prematuramente, especialmente se operar rapidamente e gerar calor. Verá desgaste acelerado na linha central.
Então, qual merece espaço no chão? O grau adequado ao trabalho dominante: qualidade mais dura para golpes repetidos de alta pressão em geometria simples; qualidade padrão para dobras cosméticas, complexas, onde a conformidade é mais importante do que a resistência pura à abrasão. Se tem ambos em stock, está cada rolo associado a uma família de trabalho definida—ou permite que os operadores adivinhem?
O operador jura que “protegeu a peça”. Depois vê que o filme deslizou 3/16 de polegada durante o golpe.
O deslizamento não é, em primeiro lugar, um problema de material. É um problema de fixação.
O uretano com adesivo fixa-se bem em matrizes retas. Sem movimento, sem desvio. Mas sempre que muda de matriz, é preciso descolar, reaplicar, alinhar. Em trabalhos de grande variedade e baixo volume, esse tempo de manuseamento acumula-se. Eu cronometrei: o que parece “uns segundos extra” transforma-se em minutos por configuração. Multiplique por 20 trocas por dia.
As opções com suporte magnético resolvem rapidamente o alinhamento em ferramentas ferrosas. Basta encaixar, cortar e produzir. Mas os ímanes adicionam espessura e rigidez. Em tolerâncias apertadas, essa camada extra altera o empilhamento efetivo mais do que imagina. E em matrizes não ferrosas, são inúteis.
Aplicação solta — basta cortar a tira e colocá-la — parece rudimentar. Mas em execuções de alto volume em que o filme fica aprisionado no V, é muitas vezes o método mais rápido. Sem tempo de cura de adesivo. Sem resíduos. O segredo é combinar a largura com a abertura da matriz para que se auto-centre sob carga. Se for demasiado estreita, migra. Demasiado larga, dobra-se.
Já vi oficinas duplicarem o tempo de manuseamento a perseguir a “aderência perfeita” quando uma tira solta de tamanho adequado teria ficado no lugar o turno inteiro. Proteção que abranda o fluxo de produção é apenas outra forma de desperdício. Quanto está a pagar aos operadores para tomar conta de filme em vez de fazer peças?
Usa aço inoxidável espelhado de manhã, aço revestido a pó depois do almoço. O mesmo filme?
Não, se se preocupa com as taxas de rejeição.
O aço inoxidável espelhado é implacável. Qualquer impureza incorporada no filme torna-se abrasiva. Aqui, deseja-se poliuretano de alta clareza com forte resistência ao rasgamento e acabamento superficial suave para não aprisionar partículas. Graus mais macios ajudam a distribuir a carga e evitar marcas pontuais.
O aço revestido a pó comporta-se de forma diferente. O próprio revestimento tem textura e ligeira compressibilidade. Um filme demasiado macio e corre o risco de imprimir essa textura de volta no revestimento sob pressão, especialmente após 50–100 ciclos, quando a superfície de poliuretano começa a vitrificar e a acumular detritos. Já vi inconsistências na prevenção de marcas aparecerem a meio da execução porque resíduos e partículas incrustadas na superfície do filme o transformaram em lixa.
Existe também a armadilha das camadas múltiplas. Alguns filmes premium usam construções de TPU em camadas para aumentar a resistência. No papel, ótimo. Na produção, se a linha de ligação não for perfeita, a flexão repetida pode causar delaminação interna. Quando isso acontece, surgem bolhas localizadas — pontos de pressão que não se veem até marcarem a peça.
O poliuretano de camada única e alta qualidade muitas vezes vence, não por ser mais sofisticado, mas por ser mais simples e mais fiável sob carga cíclica. Menos modos de falha interna.
Então está a ajustar a química do filme à sensibilidade da superfície — ou apenas a usar o rolo que está mais perto da prensa?
Descola o filme adesivo após uma longa execução e vê uma leve mancha no ombro da matriz. Nada dramático. Só o suficiente para agarrar pó.
No trabalho seguinte, esse pó incorpora-se no novo filme. À peça 40, começa a perseguir riscos inexplicáveis.
Um adesivo mais forte reduz deslizamento. Também aumenta o risco de resíduos, especialmente com o calor acumulado das batidas repetidas. Costumávamos chamar-lhe mancha de migração adesiva quando a cola se deslocava lentamente sob pressão e temperatura. Limpar as matrizes entre execuções acrescenta trabalho. Não as limpar acrescenta defeitos.
A aplicação solta elimina resíduos, mas aumenta o risco de movimento se mal dimensionada. O magnético evita cola, mas acrescenta espessura e pode aprisionar partículas entre o íman e a matriz se não for limpo.
Não existe opção perfeita. Existe apenas o modo de falha menos dispendioso para a sua combinação de trabalhos.
Se um filme evitar $800 em polimento e rejeições este mês mas lhe custar $200 mais em consumíveis e dez minutos extra de configuração por semana, isso é “caro” — ou seguro de margem que tem recusado comprar?
Está a olhar para três rolos na bancada, três etiquetas de preço e um quadro de produção cheio de trabalhos mistos. A ficha de vendas indica espessura, dureza, talvez alongamento. Não indica quando a matemática vira a seu favor.
Dado que a CN-HAWE investe mais de 8% das receitas anuais de vendas em investigação e desenvolvimento. A ADH opera capacidades de I&D em prensas dobradeiras, para leitores que procuram materiais detalhados, Brochuras é um recurso útil de seguimento.
Então, vamos fazer isto como faríamos na oficina.
Entrei numa oficina no ano passado que produzia suportes cosméticos em aço inoxidável 304 — dobras de 90 graus em chapa de 14, com abertura em V de 1 polegada. Estavam a comprar uretano em rolo e a queixar-se de que era “demasiado caro.” Um rolo custava-lhes o mesmo que uma inserção de matriz decente. Esse choque de preço é onde a maioria dos proprietários deixa de pensar.
Mas o rolo não é a unidade que te faz ganhar dinheiro. A dobra é.
Vamos considerar um cenário hipotético, mas realista: uma tira de uretano de 8 mil cortada para coincidir com uma matriz de 10 pés. Estás a pagar, digamos, $250 por um rolo que rende 200 tiras de 10 pés. Isso significa $1.25 por tira. Se essa tira fizer 500 dobras antes de ser substituída, o teu custo de proteção é de um quarto de cêntimo por dobra.
Agora compara isso com o que acontece sem a proteção. Um risco cosmético a cada 40 peças numa face visível. Mesmo que o detectes cedo, há tempo de inatividade do operador, manuseamento, inspeção. E quando não o detectas, isso é sucata.
Dado que o portefólio de produtos da CN-HAWE é 100% baseado em CNC e cobre cenários de topo em corte a laser, dobra, ranhura, corte, para equipas que avaliam opções práticas aqui, Guilhotina é um próximo passo relevante.
O operador jura que “protegeu a peça.” Depois vês a leve marca de testemunho causada pela vibração do V-die e já sabes o que vem a seguir: alguém vai levar as peças para a bancada de polimento.
Se ainda estás a avaliar o uretano pelo custo por rolo em vez de custo por dobra, estás sequer a medir a mesma coisa pela qual o teu cliente te paga?
Falemos da bancada de polimento — o departamento que ninguém inclui no orçamento porque “só trata dos retoques.”
Vi oficinas a ganharem a alcunha “polir e rezar” porque o acabamento tornou-se o seu segundo departamento não oficial. Um fabricante monitorizou isso depois de eu o convencer: lote de 50 peças, em média 8–10 minutos de mistura ligeira por peça. Vamos considerar 8 minutos. São 400 minutos. Quase 7 horas.
Com um custo total de $50 por hora, isso equivale a $350 em mão de obra de polimento num único pequeno lote. E isso nem inclui a prensa dobradeira parada enquanto as peças são retrabalhadas, ou o tempo do supervisor gasto a discutir se um risco está “dentro da tolerância.”
Agora coloca uma tira de uretano de $1.25 na matriz e executa limpo.
Mesmo que gastes três tiras nesse lote devido à geometria ou ao calor, estás abaixo de $4 em consumíveis para eliminar $350 em mão de obra. Isso não é um erro de arredondamento. É margem.
Aprendi isto da maneira difícil com um conjunto de painéis de elevador de acabamento espelhado, há anos. Saltámos a proteção porque o trabalho era “de curta duração.” Quatro peças saíram com marcas subtis nos ombros que só se notavam sob as luzes do átrio. Tivemos de refazer. Material, tempo de máquina, transporte urgente. O polimento que tentámos primeiro apenas manchou o grão.
Se está a tentar eliminar completamente aquelas retrabalhos de última hora — especialmente em painéis cosméticos — uma etapa controlada de reparação e montagem pode fazer toda a diferença. Um sistema CNC de soldadura a laser permite-lhe corrigir pequenas marcas nos ombros, microfuros ou defeitos nas bordas com uma entrada de calor medida em milímetros, preservando a textura e a planicidade em vez de as distorcer. É por isso que as oficinas geralmente combinam a proteção das matrizes com a capacidade de laser de precisão, como a da CN-HAWE máquina de soldadura a laser: é uma forma prática de recuperar peças de forma limpa, automatizar a consistência e manter o trabalho de alta visibilidade fora da sala de polimento.
Qual é a sua verdadeira taxa horária quando inclui o pânico?
A maioria dos proprietários foca-se no acabamento das peças e esquece-se de que a matriz está a sofrer bastante.
Quando entra em espessuras maiores ou trabalhos de grande raio, o mesmo princípio aplica-se: controlo e amortecimento reduzem os danos a longo prazo nas ferramentas. Em vez de forçar chapas pesadas através de múltiplos ciclos de dobra, uma solução de rolamento concebida para o efeito pode distribuir a pressão de conformação de forma mais uniforme e minimizar o desgaste localizado nos ombros. Um sistema CNC, como a máquina de rolar chapas da CN-HAWE, integra controlo de precisão com fluxos de trabalho automatizados de chapa metálica, ajudando as oficinas a lidar com aplicações de alto tonelagem e grande raio com menos esforço sobre as ferramentas, menos defeitos superficiais e uma repetibilidade mais previsível.
Metal nu sobre aço endurecido sob pressão cria micro-brinelling — pequenas indentações no ombro da matriz que acabam por se transformar em linhas visíveis em todas as peças futuras. Não se nota no primeiro dia. Nota-se seis meses depois, quando uma pilha de aço inoxidável com acabamento espelhado sai da prensa de dobra a parecer que foi arrastada por uma doca de carga.
O uretano funciona como um amortecedor. Distribui a carga, reduz o pico de tensão de contacto e impede que impurezas se incrustem diretamente na superfície da matriz. Menos abrasão direta significa menos ciclos de repolimento nas suas ferramentas.
Faça as contas. Se está a enviar uma matriz em V de precisão para retificação uma vez por ano, a cerca de $300–$500 incluindo o tempo de paragem, e o filme reduz isso para metade, acabou de financiar vários rolos sem mexer na sua taxa de sucata.
E não ignore o fator oculto: consistência. Um ombro de matriz gasto altera o seu raio de dobra efetivo e o comportamento de retorno elástico. Agora os seus operadores estão a tentar compensar desvios de ângulo, a calçar, a ajustar. Mais tempo de configuração. Mais variabilidade.
Quanto lhe está a custar uma reestruturação inesperada da matriz em prazos de entrega perdidos?
Baixo volume, alta exigência estética? Compre tiras pré-cortadas ou corte conforme necessário e siga em frente. A matemática já compensa.
Mas quando está a operar várias prensas, vários turnos, mistura elevada — é aí que o ponto de cruzamento aparece. Já vi oficinas a consumir 20–30 tiras por dia entre células. A esse ritmo, cortar manualmente a partir de rolos com um x-ato torna-se um desperdício por si só: larguras inconsistentes, desfiamento nas bordas, material desperdiçado.
Dado que o portefólio de produtos da CN-HAWE é 100% baseado em CNC e cobre cenários de topo em corte a laser, dobra, ranhura, corte, para equipas que avaliam opções práticas aqui, Máquina Multifuncional (Ironworker) é um próximo passo relevante.
Monte um gabarito de corte simples interno ou uma pequena fenda, ajuste as larguras às suas aberturas em V mais comuns e reduzirá o desperdício e o tempo de manuseamento. Se poupar até 30 segundos por configuração em 20 mudanças por dia, isso dá 10 minutos diários. Ao longo de um ano, são mais de 40 horas de tempo de produção recuperado.
Mas aqui está o senão: se a variedade dos seus trabalhos for irregular e só fizer trabalhos protegidos duas vezes por semana, o investimento e o espaço ocupado não justificam. O ponto de cruzamento só ocorre quando o uso do filme é previsível e está ligado a famílias de trabalhos definidas — não quando é um pensamento tardio.
Portanto, olhe para o seu quadro de planeamento. Quantas das suas dobras semanais são cosméticas ou em superfícies voltadas para o cliente, onde uma única marca gera retrabalho?
Esse número — não o preço do rolo — é o que lhe diz se o poliuretano é uma despesa de fornecimento ou um seguro de margem.
Quer uma resposta passo a passo? Aqui está: antes de o poliuretano se tornar uma prática padrão, deve testá-lo como qualquer outra mudança de ferramenta — folgas, geometria, tonelagem, manutenção — e provar que não cria um novo vazamento ao corrigir o antigo.
Porque o filme é um seguro de margem. O seguro só funciona se for instalado corretamente.
Já vi oficinas colocarem uma tira na matriz, produzirem uma peça boa e declararem vitória — depois culpam o material quando surge desvio de ângulo ou uma vinco se marca numa superfície polida. O poliuretano não corrige configurações erradas. Amplifica a disciplina tão rapidamente quanto expõe atalhos.
Se vai tornar isto um padrão, podem os seus processos lidar com a disciplina que isso exige?
Se está a ponderar padronizar o filme em todos os trabalhos, muitas vezes ajuda verificar a coerência do seu processo com pessoas que veem estes modos de falha todos os dias. Equipas como CN-HAWE, com sistemas de dobragem baseados em CNC e investigação e desenvolvimento contínuos sobre o comportamento do travão de prensa sob carga, podem ajudá-lo a avaliar adequação, disciplina de configuração e efeitos reais de compressão antes de definir um padrão. Se quiser discutir a sua aplicação ou obter uma opinião de implementação, inicie uma conversa aqui: Contacte-nos.
O filme adiciona espessura. Isso é óbvio.
O que não é óbvio é o que essa espessura faz sob carga. Uma tira de 8 milésimos não permanece com 8 milésimos quando se aplica a tonelagem; comprime, flui ligeiramente e depois retoma parte da forma. A profundidade do êmbolo e os valores de retorno elástico acabam de mudar.
Se programar como se nada tivesse acontecido, andará atrás dos ângulos por todo o turno e culpará a “variação do material” enquanto o seu operador ajusta compensações com frustração. É assim que acaba com dados de dobra inconsistentes e, ocasionalmente, uma linha de vibração da matriz em V a reaparecer numa aba de acabamento estético.
A solução não é complicada. Meça o ângulo real com o filme no lugar, ajuste o ponto morto inferior ou a profundidade para compensar e bloqueie isso num programa de tarefa protegida. Trate-o como um empilhamento de ferramentas diferente, porque é isso mesmo.
Versão curta: o filme altera a altura do conjunto. O seu programa tem de reconhecer essa realidade.
Está disposto a padronizar compensações de tarefa protegida ou vai deixar que cada operador “sinta o ponto” e desperdice tempo de configuração?
É aqui que o filme pode pregar-lhe uma partida.
Ângulos agudos. Dobramentos apertados. Chapa grossa num V estreito. O poliuretano nem sempre se conforma de forma uniforme, e se se acumular no ombro, acaba de criar uma nova crista de pressão que pode marcar pior do que o aço nu.
Já vi um lote de aço inoxidável com acabamento espelhado sair da prensa a parecer impecável à primeira vista — depois inclina-se sob a luz e há uma linha ténue exatamente onde o filme enrugou. Não vem da matriz. Vem da proteção.
Isso não é uma falha do conceito. É um limite geométrico.
Em perfis complexos, prende-se corretamente ambos os lados, mantém-se a tensão uniforme e corta-se a largura para coincidir com a abertura em V, para que o material em excesso não tenha onde se dobrar. E às vezes — esta é a parte que ninguém gosta — troca-se a película por uma almofada de poliuretano, porque o ambiente exige uma interface mais espessa e autorregeneradora.
Dado que a CN-HAWE investe mais de 8% da receita anual de vendas em investigação e desenvolvimento. A ADH opera capacidades de I&D em prensas dobradeiras, para equipas que avaliam opções práticas neste contexto, Dobradora de Painéis é um próximo passo relevante.
A película não é magia. É um amortecedor fino.
Se as tuas peças vivem no mundo das dobras agudas e das superfícies cosméticas de Classe A, compatibilizaste o método de proteção com a geometria, ou esperas que o material fino se comporte como borracha espessa?
Agora vamos falar de carga.
Trabalhos de alta tonelagem — chapa pesada, V estreito, ciclos repetidos — podem deslocar a película se estiver apenas fixada com uma tira de fita dupla-face num dos lados. Sob pressão, ela desliza. Quando desliza, arrasta. Quando arrasta, aceleras o desgaste da matriz em vez de o prevenires.
Aprendi isto da maneira difícil numa série de suportes de carbono espessos há anos. Achámos que estávamos a ser inteligentes ao proteger a matriz. A meio do lote, a película tinha-se deslocado o suficiente para expor um dos ombros. O golpe seguinte estampou uma marca de referência em seis peças. Sucata. E uma aresta da matriz roída que precisou de ser polida antes de podermos continuar.
Isso não foi culpa do poliuretano. Foi falta de retenção adequada num trabalho de carga elevada.
Depois vem a química. Certos fluidos de corte e lubrificantes agressivos podem amolecer películas de qualidade inferior ao longo do tempo. Em ambientes pesados e húmidos, almofadas de poliuretano integradas superam as tiras finas porque resistem à degradação e selam automaticamente pequenas marcas.
Portanto, faz a pergunta direta: estás a operar dentro dos limites de carga e químicos da película, ou estás a ultrapassar a barreira esperando que ela não falhe?
Esta é a parte que a maioria dos proprietários entende mal.
Pensam que a película significa que podem relaxar na limpeza da matriz. Está “coberta”, certo?
Errado.
Qualquer detrito preso sob essa tira — limalhas metálicas, lascas, incrustações — torna-se um abrasivo aprisionado entre o poliuretano e o aço temperado. Cada movimento o esfrega para trás e para a frente. Acabaste de construir um bloco de lixa dentro da tua ferramenta.
Já vi oficinas ganhar o apelido “lustrar e rezar” porque o acabamento se tornou o seu segundo departamento não oficial, e metade das vezes a causa raiz era matrizes sujas sob a proteção. A película não falhou. A disciplina sim.
Limpa os ombros da matriz. Passa um pano na mesa. Inspeciona a tira quando a mudares. Cinco minutos de preparação evitam horas de polimento.
Se o poliuretano é o seguro de margem, a manutenção é o prémio que pagas para manter a apólice válida.
Portanto, eis o verdadeiro ponto de decisão: a sua oficina consegue comprometer-se com os ajustes de programação, consciência geométrica, limites de carga e padrões de limpeza que fazem o filme funcionar — ou vai tratá-lo como um invólucro de plástico e depois queixar-se quando ele não lhe poupar dinheiro?
Quer um plano limpo e repetível. Não outro “tenta e vê no que dá”.”
Eis a mudança: o poliuretano deixa de ser uma ferramenta de resgate a que recorre depois de um lote riscado e passa a fazer parte do seu conjunto padrão de ferramentas — programado, treinado, medido. No momento em que se torna padrão, os riscos deixam de ser “custos de operação” e passam a ser desvios de processo.
Isso não é semântica. É controlo.
Quando o filme é opcional, cada trabalho cosmético é uma decisão de julgamento. Quando é padrão para famílias de peças definidas — aço inoxidável, alumínio pré-acabado, faces de Classe A —, passa a estar integrado nas folhas de configuração, desvios de profundidade CNC, critérios de inspeção. Deixa de reagir a danos e começa a projetar para os eliminar. Essa é a diferença entre uma oficina a apagar fogos e uma oficina que conhece a sua margem antes do primeiro golpe.
Portanto, a verdadeira questão não é “o filme funciona?” É: está pronto para tornar a proteção parte da sua arquitetura de processo em vez da sua resposta de pânico?
Não implementa isto com um comité. Estanca a hemorragia já na próxima execução.
Passo um: confirme os fundamentos. Abertura em V de 6–8 vezes a espessura do material para dobra a ar. Tonnagem correta. Velocidade de aproximação mais lenta durante o contacto inicial. Se ignorar isto e aplicar filme num setup sobrecarregado, está apenas a amortecer um erro de cálculo. É assim que acaba a perseguir desvios de ângulo e a culpar o material enquanto os seus offsets se desalinham no controlo.
Passo dois: trate o filme como uma mudança de ferramenta. Meça o ângulo real com o filme no lugar. Ajuste o ponto morto inferior. Guarde-o como um programa de trabalho protegido. Identifique-o. Bloqueie-o. O filme adiciona altura de pilha — altura de pilha comprimida — e o seu CNC precisa de saber disso. Caso contrário, verá uma variação subtil de ângulo e talvez até uma linha de fricção ténue quando a pressão se concentrar onde não esperava.
Passo três: combine a espessura do filme com a gama de materiais. Uma tira para chapa 11 e chapa de um quarto de polegada é pensamento preguiçoso. Materiais mais espessos concentram a força de forma diferente. Se padronizar cegamente, resolverá riscos num trabalho e criará micro-vincos noutro.
Toda esta sequência pode ocorrer num único ciclo de setup. Cinco a dez minutos extra agora contra horas na bancada de polimento mais tarde.
Se esses dez minutos evitarem até um único painel de inox refabricado neste trimestre, quanto acabou de ganhar?
Já ouvi mil vezes: o operador jura que “protegeu”.
Depois chego perto e vejo uma ruga no ombro da matriz.
O filme deve assentar plano, tensionado de forma uniforme, recortado para coincidir com o V para que não haja onde enrugar. Qualquer rasgo, aparas presas ou borda solta transforma-se num pico de pressão sob carga. Sob tonnagem, esse pico imprime-se diretamente na face da peça.
É aqui que a disciplina se revela. Limpe a matriz. Inspecione a tira na troca. Substitua-a no momento em que ficar marcada. Prenda ambos os lados em trabalhos de maior carga para não deslizar. Um hábito: nunca ciclar o êmbolo se o filme não estiver visualmente limpo e bem assente. Só isso.
Aprendi isto da forma mais dura há anos, quando uma tira enrugada numa execução de inox cosmético deixou uma ranhura subtil em toda uma aba. Não a detetámos até as peças chegarem à inspeção final. Meio pallet para sucata porque ninguém gastou três segundos a alisar o filme antes de ciclar.
Três segundos.
Quanto custam três segundos comparados com meia palete de aço inoxidável Classe A?
Aqui está o que a maioria dos proprietários ignora: o verdadeiro ROI não são apenas menos riscos. É estabilidade.
Quando o filme é padrão em trabalhos cosméticos, três números mudam.
Primeiro, as horas de retrabalho diminuem — não porque os operadores ficaram mais cuidadosos, mas porque os danos na superfície são eliminados através da engenharia em vez da inspeção. Exemplo hipotético: se estiveres a gastar 10 minutos a polir 20% de um lote de 50 peças, isso corresponde a mais de uma hora e meia de trabalho não faturável. Elimina a causa e essa hora transforma-se em capacidade.
Segundo, o refugo torna-se previsível. Em vez de perdas cosméticas aleatórias, vês desvios claros: abertura em V incorreta, filme gasto, etapa de limpeza falhada. As causas de raiz ficam mais nítidas. A necessidade de apagar incêndios diminui.
Terceiro, a manutenção das ferramentas de matriz torna-se mais estável. Menos contacto metal-com-metal significa menos marcas de testemunho, menos polimento nas arestas, menos trocas inesperadas de ferramentas. Essa redução silenciosa no desgaste é onde se escondem as margens — aquela parte que nunca se fatura, mas que se paga sempre.
E aqui está a parte menos óbvia: quando os riscos deixam de ser “normais”, a tua cultura muda. Uma pilha de aço inoxidável com acabamento espelhado que sai da prensa com aspeto de ter sido arrastada por um cais de carga costumava ser descartada como problema do acabamento. Agora é um sinal de alerta. Uma exceção. Algo que desencadeia uma investigação, não um polimento.
Isso é excelência de processo — não perfeição, mas previsibilidade.
Quando o poliuretano se torna o teu amortecedor em vez do teu penso rápido, deixas de absorver impactos em trabalho, refugo e desgaste das ferramentas. Absorves esses impactos numa interface fina e controlada, projetada para isso.
Por isso, olha para o teu último trimestre. Não para o gasto em consumíveis — mas para as horas de polimento, o refugo cosmético e o tempo de reparação das matrizes.
Se esses números se estabilizassem amanhã, o que aconteceria às tuas margens?


















