

Setumpuk baja tahan karat berlapis cermin keluar dari mesin tekuk tampak seperti baru saja diseret melintasi dermaga pemuatan. Bukan tergores dalam, hanya lecet halus yang jelek dan baru terlihat di bawah lampu bengkel.
Operator bersumpah dia sudah “melindunginya.” Masih ada potongan bungkus plastik buram yang menggantung di bahu cetakan.
Saat sudah sampai di meja pemoles, kamu sebenarnya sudah kehilangan uang—kamu saja belum menghitungnya. Biaya sebenarnya tidak hanya pada waktu pemolesan, tetapi juga dalam penanganan yang bisa dicegah, gangguan jadwal, dan erosi margin yang dimulai dari mesin tekuk itu sendiri. Memperlakukan proses penekukan sebagai proses yang terkendali dan digerakkan CNC, bukan sebagai perjudian dengan lakban dan harapan, adalah cara melindungi keuntungan. Menjelajahi solusi yang dirancang khusus seperti sistem press brake dari CN-HAWE—yang direkayasa untuk penekukan berpresisi tinggi dan otomatisasi—mengubah perlindungan permukaan dan pengulangan menjadi kemampuan bawaan, bukan pemikiran sesaat.
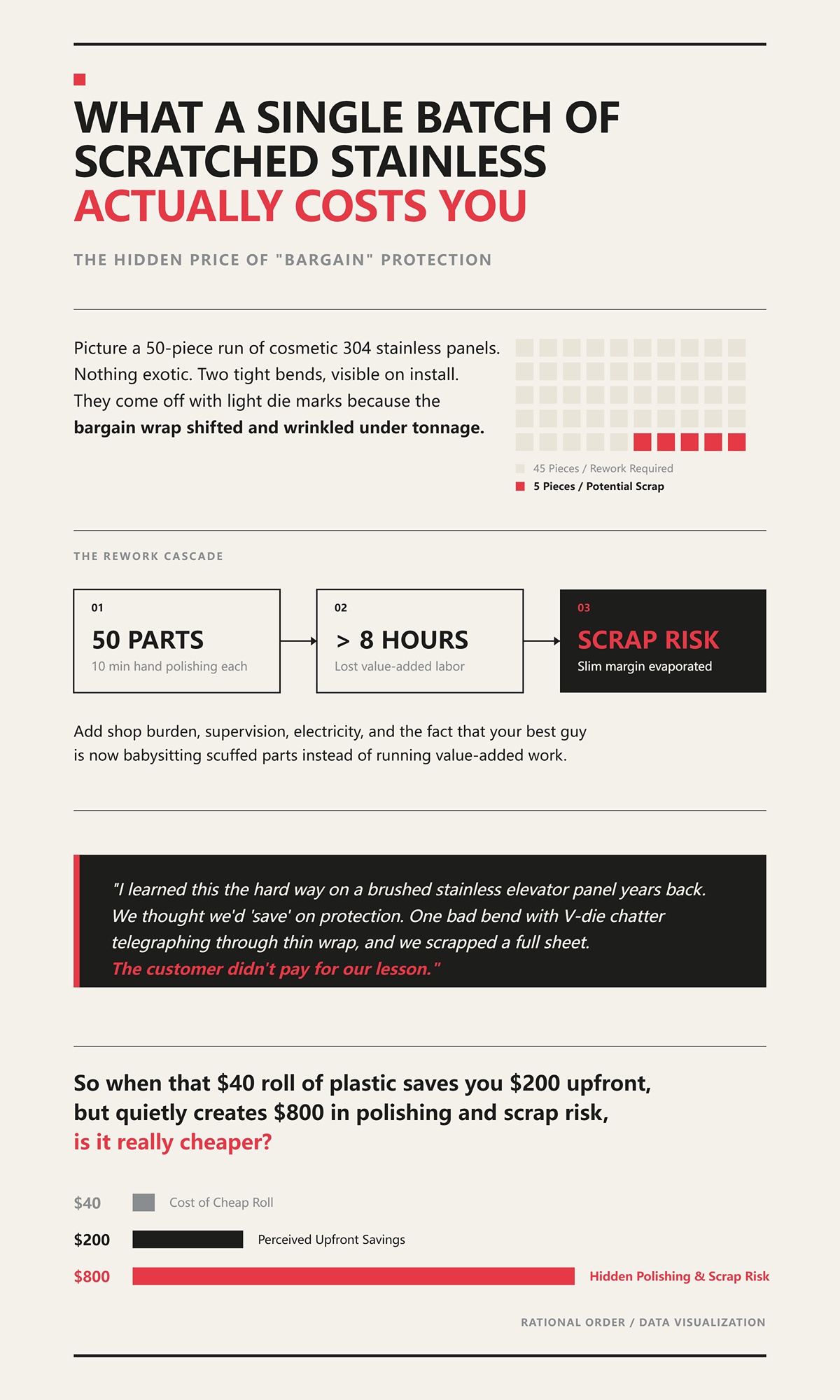
Bayangkan produksi 50 lembar panel baja tahan karat 304 kosmetik. Tidak ada yang eksotik. Dua tekukan ketat, terlihat saat pemasangan. Bahannya tidak murah, tapi juga bukan kelas dirgantara.
Panel keluar dengan bekas cetakan ringan karena bungkus murah itu bergeser dan berkerut di bawah tekanan. Sekarang kamu punya pilihan: kirim dan berdebat, atau kerjakan ulang.
Katakanlah kamu kerjakan ulang. Sepuluh menit pemolesan manual per bagian untuk menghapus goresan. Itu lebih dari delapan jam tenaga kerja pada pekerjaan yang kemungkinan kamu tawarkan dengan margin tipis. Tambahkan beban bengkel, pengawasan, listrik, fakta bahwa orang terbaikmu kini menjaga bagian tergores daripada mengerjakan pekerjaan yang bernilai tambah. Dan jika lima bagian tidak bisa dibersihkan? Itulah ruginya.
Aku belajar dari pengalaman pahit ini bertahun-tahun lalu pada panel lift dari baja tahan karat sikat. Kami pikir kami akan “menghemat” pada perlindungan. Satu tekukan buruk dengan getaran cetakan V yang menembus bungkus tipis, dan kami harus membuang satu lembar penuh. Pelanggan tidak membayar pelajaran kami.
Jadi, ketika gulungan plastik $40 itu menghemat $200 di awal tapi diam-diam menciptakan risiko pemolesan dan pembuangan sebesar $800, apakah itu benar-benar lebih murah?
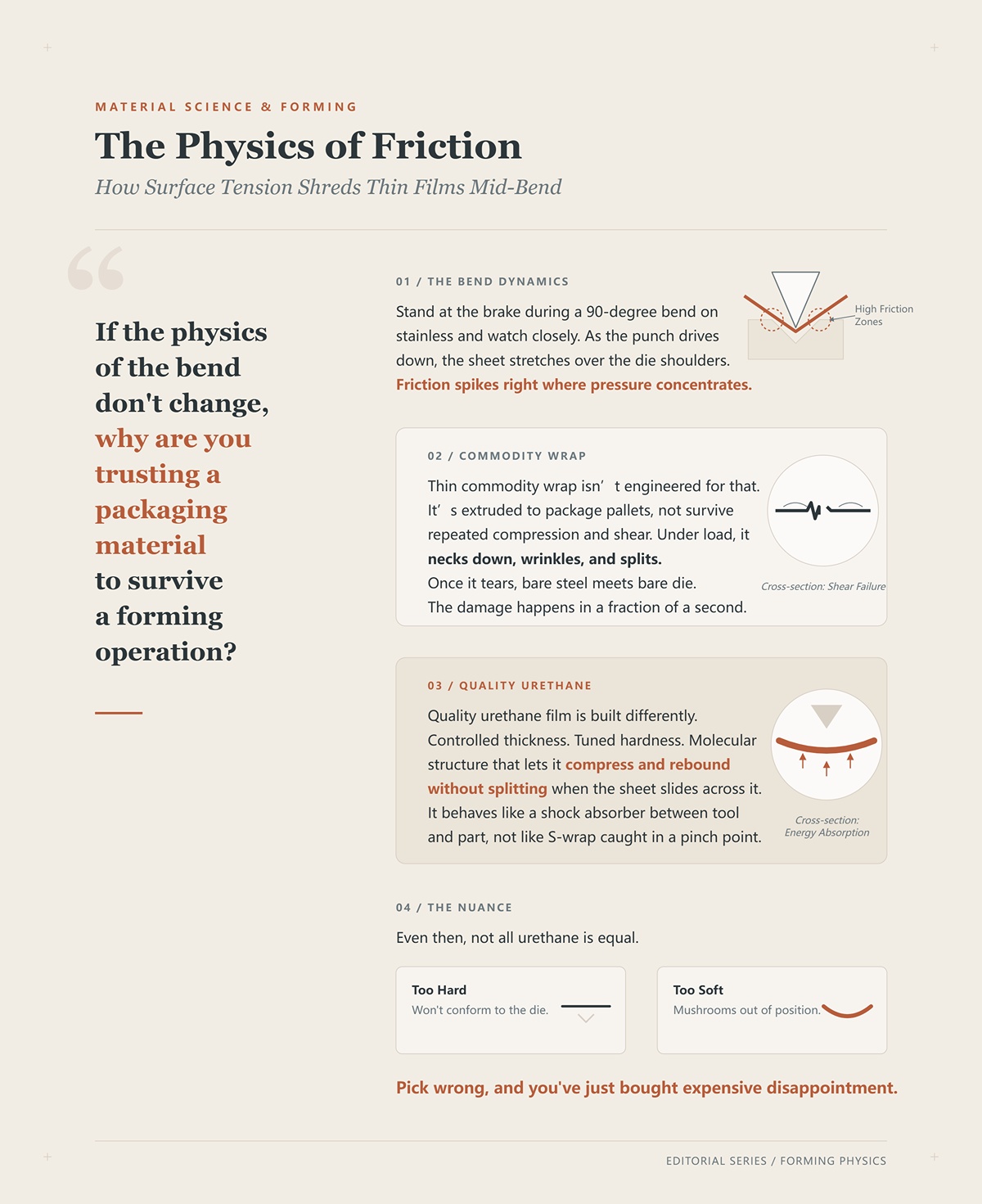
Berdirilah di mesin tekuk saat membuat tekukan 90 derajat pada baja tahan karat dan perhatikan baik-baik. Saat punch turun, lembaran terulur di atas bahu cetakan. Gesekan melonjak tepat di tempat tekanan terkonsentrasi.
Bungkus plastik tipis kelas komoditas tidak dirancang untuk itu. Ia diekstrusi untuk membungkus palet, bukan bertahan dari tekanan dan geseran berulang. Di bawah beban, ia menipis, berkerut, dan robek. Begitu robek, baja telanjang bertemu cetakan telanjang. Kerusakan terjadi dalam sepersekian detik.
Film urethane berkualitas dibuat berbeda. Ketebalan terkontrol. Kekerasan diatur. Struktur molekul yang memungkinkan ia tertekan dan kembali tanpa robek saat lembaran meluncur di atasnya. Ia berperilaku seperti peredam kejut antara alat dan bagian, bukan seperti bungkus S yang terjepit.
Meski begitu, tidak semua urethane sama. Terlalu keras dan ia tidak akan menyesuaikan. Terlalu lunak dan ia akan melebar keluar dari posisi. Salah pilih, dan kamu baru saja membeli kekecewaan mahal.
Tapi pertanyaannya adalah: jika fisika tekukan tidak berubah, mengapa kamu mempercayakan bahan kemasan untuk bertahan dalam operasi pembentukan?

Goresan bukan hanya cacat kosmetik. Mereka adalah pembunuh jadwal.
Setiap kali sebuah komponen berbelok ke proses pemolesan, alur kerja Anda terganggu. Operator menunggu. Tumpukan batch meningkat. Anda mulai mempercepat pengerjaan. Masalah “kecil” itu berkembang sepanjang minggu.
Dan pelanggan memperhatikan pola. Satu batch tergores memicu percakapan. Tiga batch menjadi reputasi. Saya telah melihat bengkel mendapat julukan “buff and pray” karena proses finishing menjadi departemen kedua mereka secara tidak resmi. Itulah sebabnya konsistensi di tahap awal sama pentingnya dengan perlindungan die—kualitas tepi yang stabil dan toleransi yang dapat diulang dari sebuah mesin pemotong laser mengurangi variabilitas di tahap lanjut sebelum komponen mencapai press brake. Sebagai penyedia solusi cerdas lembaran logam lengkap yang melayani berbagai industri dari otomotif hingga dirgantara, CN-HAWE mendukung konsistensi tersebut dengan penelitian dan pengembangan berkelanjutan di bidang pemotongan laser, press brake, dan otomasi—sehingga kontrol kosmetik bukan tambalan, tetapi bagian dari proses yang terhubung.
Lapisan pelindung murah tidak hanya gagal sekali. Ia menormalisasi pekerjaan ulang. Ia melatih tim Anda untuk menganggap pemolesan sebagai bagian dari proses, bukan pengecualian. Itulah pajak rework — dibayar dalam tenaga kerja, moral, dan kepercayaan.
Jika pekerjaan kosmetik Anda memerlukan bantalan pemolesan yang dimasukkan dalam setiap penawaran, apakah Anda menjalankan bengkel fabrikasi — atau layanan perbaikan goresan?
Bayangkan tekukan 90 derajat pada 14-gauge 304 di bawah tekanan nyata. Lembaran meregang di atas bahu die, tekanan memuncak pada garis yang bisa Anda gambar dengan spidol, dan vinil 3 mil murah yang Anda tempel di sana menjadi keruh, lalu putih, lalu robek. Sekarang baja tahan karat telanjang bersentuhan langsung dengan baja perkakas.
Jalankan tekukan yang sama dengan film uretan bening 8 mil yang memiliki tingkat perpanjangan lebih dari 300 persen. Anda akan melihatnya menekan di bahu, sedikit menipis, lalu kembali mengembang ketika pukulan diangkat. Tidak ada robekan. Tidak ada transfer. Tidak ada garis bekas poles yang menembus karena pengikisan V-die.
Perbedaannya bukan hanya pada ketebalan. Ini tentang bagaimana material berperilaku di bawah beban. Vinil dan polietilena adalah film kemasan. Mereka diekstrusi untuk membungkus palet. Mereka menahan tarikan hingga batas tertentu, lalu meregang dan robek. Uretan—terutama poliuretan termoplastik yang direkayasa untuk ketahanan benturan dan abrasi—dirancang untuk meregang, menyerap energi, dan memulihkan bentuknya.
Yang satu adalah pembungkus. Yang lainnya adalah antarmuka.
Ketika Anda memperlakukan keduanya seolah dapat dipertukarkan, Anda mempertaruhkan kualitas hasil akhir pada material yang tidak pernah dirancang untuk bertahan dalam operasi pembentukan. Seberapa besar margin yang berani Anda pertaruhkan pada kesalahpahaman itu?
Saya pernah mendengar pemilik berkata, “Kami sudah mencoba yang tebal. Tidak melihat banyak perbedaan.” Lalu saya tanya apa yang mereka beli. “Vinil heavy-duty.” Itu pemasaran, bukan ilmu material.
Durometer adalah tingkat kekerasan. Secara sederhana, seberapa tahan material terhadap tekanan atau lekukan. Terlalu lunak dan film akan mengalir keluar dari bawah tekanan. Terlalu keras dan ia tidak akan menyesuaikan diri dengan bentuk lembaran dan geometri die. Titik ideal pada uretan direkayasa agar dapat menekan di bawah beban puncak tetapi tidak mengalami deformasi permanen. Itulah memori material—kemampuan untuk kembali ke ketebalan asli setelah beban hilang.
Sekarang bandingkan dengan vinil PVC 2–4 mil. Ia tidak memiliki kemampuan pemulihan elastis yang berarti. Di bawah radius ketat, ia meregang sekali dan tetap meregang. Pada pukulan berikutnya, ia menjadi lebih tipis di titik yang paling membutuhkan perlindungan. Anda mulai melihat garis samar pada komponen yang dipoles yang tidak bisa diperbaiki dengan seberapa pun hati-hatinya operator.
Saya telah melihat bengkel menyalahkan operator padahal sebenarnya penyebabnya adalah pergeseran material. Mereka menyebutnya bayangan garis die dan pikir itu teknik. Itu fisika.
Film urethane dalam rentang 6–10 mil tidak hanya “lebih tebal.” Film tersebut direkayasa dengan durometer terkontrol dan pemanjangan tinggi sehingga dapat berfungsi seperti peredam kejut antara alat dan bagian. Itulah sebabnya urethane kelas otomotif mempertahankan kilap dan kejernihan bahkan setelah siklus lingkungan—karena bahan ini dirancang untuk fleksibel dan pulih, bukan sekadar diam di tempat.
Jika lapisan pelindung Anda tidak bisa pulih dari satu tekukan ke tekukan berikutnya, berapa banyak siklus sebelum mulai membebani Anda dengan pengerjaan ulang?
Berdiri di dekat rem dan lihat pukulan mencapai dasar. Momen itu—ketika tonase mencapai puncak—adalah saat film murah gagal.
Di bawah tekanan, polietilena dan PVC menjadi rata dan sobek. Mereka tidak “memantul kembali.” Robekan mikroskopis mulai dari bahu cetakan, terutama pada jari-jari yang ketat. Pada bagian ketiga atau keempat, Anda sebenarnya menekuk terhadap lapisan yang sudah terkompromi. Di saat itulah goresan muncul berkelompok dan tidak ada yang bisa menjelaskan mengapa beberapa bagian pertama baik-baik saja.
Urethane berperilaku berbeda karena struktur polimernya yang tersegmentasi. Segmen lunak memungkinkan peregangan; segmen keras memberikan ketahanan. Saat dikompresi, bahan ini mendistribusikan tegangan ke seluruh material, bukan memusatkannya pada satu garis lemah. Ketika beban dilepaskan, urethane memantul kembali mendekati ketebalan aslinya. Pemulihan itulah yang menjaga perlindungan Anda tetap konsisten dari bagian ke-1 hingga ke-50.
Saya pernah melihat vinyl meninggalkan noda perekat tipis setelah pukulan berulang—yang disebut oleh para pekerja sebagai noda merayap perekat—yang kemudian menarik partikel halus dan menanamkannya ke dalam film itu sendiri. Sekarang “perlindungan” Anda berubah menjadi bantalan abrasif.
Urethane tidak abadi. Ia akan aus. Tetapi keausannya terjadi secara bertahap dan dapat diprediksi, bukan secara mendadak. Dapat diprediksi itulah yang memungkinkan Anda merencanakan penggantian daripada bereaksi terhadap sesi pemolesan mendadak.
Apakah Anda lebih suka mengganti film sesuai jadwal, atau membayar pekerja finisher lembur karena pelindung gagal di tengah proses produksi?
Sekarang mari kita bahas tanggapan yang sering saya dengar: “Jika yang lebih tebal lebih baik, kenapa tidak tumpuk saja?”
Karena perlindungan yang mengubah geometri Anda hanyalah jenis cacat yang berbeda.
Setiap mil film secara efektif meningkatkan kondisi kontak bukaan cetakan Anda. Tambahkan terlalu banyak dan Anda akan melunakkan radius tekukan. Pada stainless kosmetik, hal itu dapat berarti perubahan tampak pada ketajaman tepi. Pada braket presisi, itu bisa mengacaukan kesesuaian pada proses berikutnya.
Triknya bukan pada ketebalan maksimum. Yang penting adalah ketebalan terkalibrasi yang disesuaikan dengan ketebalan material dan radius dalam yang umum Anda gunakan. Untuk banyak aplikasi stainless kosmetik, urethane 6–8 mil memberikan bantalan kompresi yang cukup untuk mencegah penandaan tanpa secara material mengubah radius tekukan. Jika menggunakan yang lebih tebal tanpa menghitung ulang, Anda akan melihat apa yang disebut operator sebagai hilangnya radius—suatu pembulatan halus yang tidak ada dalam cetakan.
Jika ketepatan radius sangat penting—terutama pada stainless dekoratif atau panel arsitektur—cara lain untuk mengurangi penandaan tanpa terlalu bergantung pada ketebalan film adalah dengan mengontrol di mana material melunak sebelum mencapai cetakan. Proses CNC V grooving melemahkan garis tekukan terlebih dahulu, menurunkan tonase dan tekanan permukaan di bahu cetakan. Dalam praktiknya, hal itu berarti lebih sedikit tegangan pada sisi yang tampak dan lebih sedikit ketergantungan pada film yang lebih tebal untuk menyamarkan artefak terkait gaya. Untuk bengkel yang ingin menstandarkan pendekatan tersebut, peralatan khusus Mesin V grooving dari CN-HAWE terintegrasi ke dalam alur kerja pelat logam berbasis CNC sepenuhnya, membantu menyeimbangkan presisi tekukan, kualitas permukaan, dan konsistensi pada pekerjaan kosmetik kelas atas.
Di sinilah urethane kembali menunjukkan kemampuannya. Karena dapat terkompresi di bawah beban dan kembali mengembang, ketebalan efektifnya saat tonase puncak lebih rendah dari ketebalan dalam kondisi bebas. Vinyl tidak memberi toleransi seperti itu. Ia hanya tetap kaku di tempatnya atau robek saat mencoba menyesuaikan.
Jadi benar, biaya urethane empat atau lima kali lebih tinggi dari vinyl di awal. Namun, urethane berperilaku seperti lapisan perkakas yang terkontrol, bukan seperti bungkus sekali pakai.
Jika Anda menilai sebagai barang konsumsi, memang terlihat mahal. Tapi jika Anda bandingkan dengan biaya bahan buangan, jam pemolesan, dan keausan cetakan, bagaimana penilaiannya saat itu?
Bayangkan Anda berdiri di mesin press brake dengan bahan 304 tebal 14 gauge, tekukan 90 derajat, sisi kosmetik di luar. Bukaan die Anda 1 inci. Tonase mencapai puncak tepat saat bahu menyentuh lembaran. Pertanyaannya bukan “film mana yang terbaik?” Tapi ini: seberapa tebal dan seberapa keras film itu harus agar terkompresi di bawah beban tanpa mendistorsi radius, pulih sebelum pukulan berikutnya, dan tidak bergeser ke samping saat ram turun?
Mulailah dengan tekanan, bukan warna. Ukuran yang lebih tipis dan bukaan V yang lebih lebar menyebarkan beban; radius kecil dan die sempit memusatkannya. Jika Anda sering menjalankan tonase tinggi per kaki, Anda memerlukan urethane dengan durometer lebih tinggi agar tidak mengalir keluar dari zona kontak. Jika Anda menekuk baja tahan karat cermin tipis dengan bukaan yang cukup besar, tingkat yang sedikit lebih lembut lebih baik beradaptasi dan mencegah titik tekan mikro yang mencetak ke permukaan akhir. Itu bukan teori. Saya pernah melihat tumpukan baja tahan karat berlapis cermin keluar dari mesin brake tampak seperti diseret di area bongkar muat karena filmnya terlalu keras untuk mengikuti bentuk bahu die.
Dan di sinilah bengkel sering salah arah: mereka memilih berdasarkan ketebalan saja, lalu menyalahkan operator saat perlindungan gagal menghadapi variabel produksi nyata—panas, partikel halus, kecepatan, pukulan berulang. Saya pernah melihat bengkel dijuluki “buff and pray” karena penyelesaian menjadi departemen kedua tidak resmi mereka.
Jadi mari bandingkan apa yang benar-benar bertahan terhadap tonase, jumlah siklus, dan perilaku manusia. Jika spesifikasi film yang salah membuat Anda kehilangan dua lembar setiap bulan, apa pengaruhnya terhadap margin Anda selama satu tahun?
Bayangkan dua gulungan di rak. Urethane bening standar, tingkat kekerasan durometer menengah, tebal 6–8 mil. Di sebelahnya, biru kepadatan tinggi, senyawa lebih keras, ketebalan sama di atas kertas. Sales rep berkata yang biru “heavy duty.” Operator mengambilnya untuk semua bahan yang lebih tebal dari 11 gauge.
Minggu pertama, hasilnya terlihat bagus. Pada minggu ketiga, Anda mulai melihat garis tepi samar pada bagian dengan tekukan majemuk. Mengapa? Karena durometer yang lebih tinggi memang tahan terhadap lekukan, tetapi juga lebih sulit mengikuti geometri die yang halus. Pada perkakas yang kompleks, kekakuan itu menciptakan celah mikro. Di bawah beban puncak, lembaran menjembatani celah-celah itu dan memusatkan gaya di tepi kontak. Di situlah Anda mendapatkan efek getaran die V yang terlihat pada permukaan akhir.
Saya belajar ini dengan cara yang sulit pada produksi panel arsitektur—radius luar yang ketat, sisi terlihat, film kepadatan tinggi karena dianggap “lebih melindungi.” Kami membuang enam bagian sebelum menyadari filmnya tidak menyesuaikan bentuk radius die. Film itu bertindak seperti perisai dengan tepi. Enam panel. Langsung ke rak barang buangan.
Sekarang sebaliknya. Urethane bening standar, sedikit lebih lembut, ketebalan sama. Terkompresi lebih banyak di bawah beban, mengikuti bahu die, menyebarkan tekanan. Namun, pada bagian struktural ber-tonase tinggi, kelembutan yang sama bisa membuatnya robek dan menipis lebih cepat, terutama jika Anda bekerja cepat dan menghasilkan panas. Anda akan melihat keausan dipercepat di garis tengah.
Jadi, mana yang layak ruang di lantai? Yang cocok dengan pekerjaan dominan Anda: tingkat lebih keras untuk pukulan berulang ber-tonase tinggi dengan geometri sederhana; tingkat standar untuk tekukan kosmetik dan kompleks di mana kemampuan mengikuti bentuk lebih penting daripada ketahanan abrasi kasar. Jika Anda menyimpan keduanya, apakah setiap gulungan sudah terikat dengan jenis pekerjaan tertentu—atau Anda biarkan operator menebak?
Operator bersumpah dia sudah “melindunginya.” Lalu Anda melihat film bergeser 3/16 inci selama pukulan berlangsung.
Pergeseran bukanlah masalah material terlebih dahulu. Itu masalah pemasangan.
Urethane berperekat menempel dengan baik pada die lurus. Tidak ada pergeseran, tidak ada geseran. Tapi setiap kali Anda mengganti die, Anda harus mengupas, menempel ulang, menyelaraskan. Pada pekerjaan dengan variasi tinggi dan volume rendah, waktu penanganan itu terakumulasi. Saya sudah menghitungnya: apa yang terasa seperti “beberapa detik tambahan” berubah menjadi menit per pengaturan. Kalikan dengan 20 kali pergantian per hari.
Opsi dengan punggung magnet menyelesaikan penyelarasan dengan cepat pada perkakas feromagnetik. Pasangkan, potong, jalankan. Namun magnet menambah ketebalan dan kekakuan. Pada toleransi yang ketat, lapisan ekstra itu mengubah tumpukan efektif lebih dari yang Anda kira. Dan pada cetakan non-feromagnetik, mereka tidak berguna.
Loose-lay—cukup potong strip dan letakkan—terdengar kasar. Tapi dalam produksi volume tinggi di mana film tetap terjepit di dalam V, sering kali ini yang tercepat. Tidak ada waktu pengerasan perekat. Tidak ada residu. Kuncinya adalah mencocokkan lebar dengan bukaan cetakan sehingga film dapat menyeimbangkan sendiri di bawah beban. Jika terlalu sempit, film akan bergeser. Terlalu lebar, film akan mengerut.
Saya telah melihat bengkel menggandakan waktu penanganan mereka demi mengejar “daya rekat sempurna” padahal strip lepas dengan ukuran yang tepat akan tetap di tempatnya sepanjang shift. Perlindungan yang memperlambat laju produksi hanyalah bentuk pemborosan yang berbeda. Berapa banyak Anda membayar operator untuk menjaga film dibandingkan membuat komponen?
Jalankan stainless cermin di pagi hari, baja berlapis bubuk setelah makan siang. Film yang sama?
Tidak, jika Anda peduli pada tingkat penolakan.
Stainless cermin sangat tidak memaafkan. Setiap butiran halus yang tertanam dalam film menjadi abrasif. Di sini Anda membutuhkan urethane dengan kejernihan tinggi, ketahanan sobek yang kuat, dan hasil akhir permukaan yang halus agar tidak menjebak partikel. Jenis yang lebih lembut membantu mendistribusikan beban dan mencegah penandaan titik.
Baja berlapis bubuk berperilaku berbeda. Lapisan itu sendiri memiliki tekstur dan sedikit dapat ditekan. Film yang terlalu lembut berisiko mencetak ulang tekstur itu ke lapisan di bawah tekanan, terutama setelah 50–100 siklus ketika permukaan urethane mulai mengilap dan mengumpulkan kotoran. Saya telah melihat pencegahan tanda yang tidak konsisten muncul di tengah produksi karena residu dan partikel halus yang tertanam di permukaan film menjadikannya seperti amplas.
Ada juga jebakan multilayer. Beberapa film premium menggunakan konstruksi TPU berlapis untuk kekuatan. Di atas kertas, bagus. Dalam produksi, jika garis ikatan itu tidak sempurna, pelengkungan berulang dapat menyebabkan delaminasi internal. Setelah itu terjadi, Anda mendapatkan gelembung lokal—titik tekanan yang tidak terlihat sampai mereka mencetak ke bagian.
Urethane berkualitas tinggi lapis tunggal sering menang bukan karena lebih canggih, tetapi karena lebih sederhana dan lebih andal di bawah beban siklis. Lebih sedikit mode kegagalan internal.
Jadi apakah Anda mencocokkan kimia film dengan sensitivitas permukaan—atau hanya menggunakan gulungan apa pun yang paling dekat dengan mesin tekuk?
Anda mengelupas film berperekat setelah produksi panjang dan melihat noda samar di bahu cetakan. Tidak dramatis. Hanya cukup untuk menarik debu.
Pekerjaan berikutnya, debu itu masuk ke film baru. Pada bagian ke-40, Anda mulai mengejar goresan yang tak terjelaskan.
Perekat yang lebih kuat mengurangi selip. Itu juga meningkatkan risiko residu, terutama dengan penumpukan panas akibat pukulan berulang. Kami dulu menyebutnya smear perayapan perekat ketika lem perlahan bermigrasi di bawah tekanan dan suhu. Membersihkan cetakan di antara produksi menambah tenaga kerja. Tidak membersihkannya menambah cacat.
Loose-lay menghilangkan residu tetapi meningkatkan risiko pergerakan jika ukurannya tidak tepat. Magnetik menghindari lem tetapi menambah ketebalan tumpukan dan dapat menjebak partikel halus di antara magnet dan cetakan jika tidak dibersihkan.
Tidak ada opsi yang sempurna. Hanya ada mode kegagalan paling murah untuk campuran pekerjaan Anda.
Jika sebuah film mencegah $800 dalam pemolesan dan barang scrap bulan ini tetapi membuat Anda mengeluarkan $200 lebih banyak dalam bahan habis pakai dan sepuluh menit tambahan waktu penyiapan per minggu, apakah itu “terlalu mahal”—atau asuransi margin yang selama ini Anda tolak untuk dibeli?
Anda menatap tiga gulungan di meja, tiga label harga, dan papan produksi yang penuh dengan pekerjaan campuran. Lembar penjualan memberi tahu Anda ketebalan, durometer, mungkin perpanjangan. Tapi tidak memberi tahu kapan perhitungannya berbalik menguntungkan Anda.
Mengingat bahwa CN-HAWE menginvestasikan lebih dari 8% dari pendapatan penjualan tahunan dalam penelitian dan pengembangan. ADH mengoperasikan kemampuan R&D di seluruh mesin press brake, bagi pembaca yang menginginkan materi mendetail, Brosur adalah sumber tindak lanjut yang berguna.
Jadi mari kita jalankan seperti yang biasa dilakukan di lantai produksi.
Saya masuk ke sebuah bengkel tahun lalu yang memproduksi bracket stainless kosmetik 304 — tekukan 90 derajat pada pelat tebal 14-gauge, dengan bukaan V 1 inci. Mereka membeli urethane per gulungan dan mengeluh bahwa itu “terlalu mahal.” Satu gulungan harganya hampir sama dengan insert die yang layak. Kejutan harga itulah yang biasanya membuat sebagian besar pemilik berhenti berpikir lebih jauh.
Namun gulungan itu bukanlah unit yang menghasilkan uang. Tekukannya yang melakukannya.
Ambil contoh pengaturan yang hipotetis tapi realistis: strip urethane 8 mil yang dipotong untuk menyesuaikan die sepanjang 10 kaki. Anda membayar, katakanlah, $250 untuk satu gulungan yang menghasilkan 200 strip sepanjang 10 kaki. Itu berarti $1,25 per strip. Jika strip itu menghasilkan 500 tekukan sebelum diganti, biaya perlindungan Anda adalah seperempat sen per tekukan.
Sekarang bandingkan dengan apa yang terjadi tanpa itu. Satu goresan kosmetik setiap 40 bagian di sisi yang terlihat. Bahkan jika Anda menemukannya lebih awal, ada waktu henti operator, penanganan, inspeksi. Dan ketika Anda melewatkannya, itu jadi barang scrap.
Mengingat bahwa portofolio produk CN-HAWE berbasis 100% CNC dan mencakup skenario kelas atas dalam pemotongan laser, penekukan, pengalur, dan pemotongan, bagi tim yang mengevaluasi opsi praktis di sini, Mesin Gunting Pelat adalah langkah lanjutan yang relevan.
Operator bersumpah bahwa dia “melindunginya.” Lalu Anda melihat garis samar bekas getaran dari V-die dan Anda tahu apa yang akan terjadi selanjutnya: seseorang membawa bagian-bagian itu ke meja poles.
Jika Anda masih mengevaluasi urethane berdasarkan biaya per gulungan alih-alih biaya per tekukan, apakah Anda benar-benar mengukur hal yang sama yang pelanggan Anda bayarkan?
Mari kita bahas meja poles — departemen yang tidak pernah dianggarkan karena dianggap “hanya menangani perbaikan kecil.”
Saya telah melihat bengkel memperoleh julukan “gosok dan berdoa” karena proses finishing menjadi departemen kedua mereka yang tidak resmi. Seorang pembuat logam melacaknya setelah saya dorong: batch 50 buah, rata-rata 8–10 menit penghalusan ringan per bagian. Anggap saja 8 menit. Itu berarti 400 menit. Hampir 7 jam.
Dengan biaya kerja penuh $50 per jam, itu berarti $350 untuk tenaga poles pada satu batch kecil. Dan itu belum termasuk mesin press brake yang menganggur saat bagian dikerjakan ulang, atau waktu supervisor yang dihabiskan untuk memperdebatkan apakah goresan masih “dalam toleransi.”
Sekarang letakkan strip urethane $1,25 di dalam die dan jalankan dengan bersih.
Bahkan jika Anda menghabiskan tiga strip dalam batch itu karena geometri atau panas, Anda tetap di bawah $4 untuk bahan habis pakai guna menghapus $350 biaya tenaga. Itu bukan selisih kecil. Itu adalah margin laba.
Saya belajar ini dengan susah payah pada satu set panel elevator hasil akhir cermin beberapa tahun lalu. Kami melewatkan perlindungan karena pekerjaan itu dianggap “produksi pendek.” Empat bagian keluar dengan tanda bahu halus yang hanya terlihat di bawah cahaya lobi. Kami menanggung biaya pembuatan ulang. Material, waktu mesin, pengiriman cepat. Poles yang kami coba dulu hanya membuat pola serat makin buram.
Jika Anda ingin menghilangkan sepenuhnya remake tahap akhir—terutama pada panel kosmetik—langkah perbaikan dan perakitan yang terkontrol dapat menjadi pembeda. Pengaturan pengelasan laser CNC memungkinkan Anda mengatasi tanda bahu kecil, lubang jarum, atau cacat tepi dengan masukan panas yang diukur dalam milimeter, menjaga tekstur dan kerataan permukaan alih-alih merusaknya. Itulah mengapa bengkel sering menggabungkan perlindungan cetakan dengan kemampuan laser presisi seperti milik CN-HAWE. mesin pengelasan laser: ini adalah cara praktis untuk memulihkan komponen dengan bersih, mengotomatisasi konsistensi, dan menjaga pekerjaan dengan visibilitas tinggi agar tidak sampai ke ruang pemolesan.
Berapa tarif per jam Anda yang sebenarnya jika termasuk kepanikan?
Kebanyakan pemilik berfokus pada hasil akhir komponen dan lupa bahwa cetakan menerima tekanan berat.
Ketika Anda beralih ke pelat yang lebih tebal atau pekerjaan dengan radius besar, prinsip yang sama berlaku: pengendalian dan bantalan mengurangi kerusakan alat jangka panjang. Alih-alih memaksa pelat berat melalui pukulan rem berulang, solusi penggulungan yang dibuat khusus dapat mendistribusikan tekanan pembentukan secara lebih merata dan meminimalkan keausan terfokus pada bahu. Sistem berbasis CNC seperti mesin penggulung pelat dari CN-HAWE mengintegrasikan kendali presisi dengan alur kerja lembaran logam otomatis, membantu bengkel menangani aplikasi tonase tinggi dan radius besar dengan tekanan alat yang lebih rendah, cacat permukaan yang lebih sedikit, dan pengulangan yang lebih dapat diprediksi.
Logam terbuka pada baja keras di bawah tekanan tonase menciptakan mikro-brinelling — lekukan-lekukan kecil pada bahu cetakan yang berkembang menjadi garis-garis terlihat pada setiap komponen berikutnya. Anda tidak melihatnya pada hari pertama. Anda baru melihatnya enam bulan kemudian ketika tumpukan baja tahan karat berpermukaan cermin keluar dari mesin press dan terlihat seperti diseret di atas dermaga pemuatan.
Uretan bertindak seperti peredam kejut. Ia menyebarkan beban, mengurangi tekanan kontak puncak, dan mencegah partikel halus tertanam langsung di permukaan cetakan. Lebih sedikit gesekan langsung berarti lebih sedikit siklus pemolesan ulang pada peralatan Anda.
Hitunglah biayanya. Jika Anda mengirimkan cetakan V presisi untuk digiling ulang setahun sekali dengan biaya sekitar $300–$500 termasuk waktu henti, dan penggunaan film memotong itu menjadi setengahnya, Anda sudah membiayai beberapa gulungan tanpa menyentuh tingkat limbah Anda.
Dan jangan abaikan hal yang tersembunyi: konsistensi. Bahu cetakan yang aus mengubah radius tekuk efektif dan perilaku pantulan balik logam. Sekarang operator Anda mengejar pergeseran sudut, memasang shim, melakukan penyesuaian. Lebih banyak waktu penyiapan. Lebih banyak variabilitas.
Berapa biaya satu pekerjaan ulang cetakan tak terduga bagi Anda dalam keterlambatan pengiriman?
Volume rendah, kebutuhan kosmetik tinggi? Beli strip pra-potong atau potong sesuai kebutuhan dan lanjutkan. Perhitungannya sudah masuk akal.
Namun begitu Anda menjalankan beberapa mesin rem, beberapa shift, dan variasi tinggi — di situlah titik keseimbangan muncul. Saya telah melihat bengkel menghabiskan 20–30 strip per hari di berbagai sel kerja. Pada tingkat itu, memotong manual dari gulungan dengan pisau serbaguna menjadi sumber limbah tersendiri: lebar tidak konsisten, pinggiran tergerus, material terbuang.
Mengingat bahwa portofolio produk CN-HAWE berbasis 100% CNC dan mencakup skenario kelas atas dalam pemotongan laser, penekukan, pengalur, dan pemotongan, bagi tim yang mengevaluasi opsi praktis di sini, Mesin Pekerja Besi adalah langkah lanjutan yang relevan.
Siapkan jig pemotongan sederhana di dalam bengkel atau mesin slitter kecil, sesuaikan lebar ke bukaan V umum Anda, dan Anda akan mengurangi limbah serta waktu penanganan. Jika Anda menghemat bahkan 30 detik per penyiapan di 20 kali pergantian per hari, itu berarti 10 menit per hari. Dalam setahun, itu lebih dari 40 jam waktu produksi yang dipulihkan.
Namun inilah tantangannya: jika variasi pekerjaan Anda tidak menentu dan Anda hanya menjalankan pekerjaan terlindungi dua kali seminggu, biaya modal dan ruang lantai tidak sebanding. Titik keseimbangan hanya muncul ketika penggunaan film dapat diprediksi dan terkait dengan keluarga pekerjaan tertentu — bukan ketika dianggap sebagai pikiran selintas.
Jadi lihatlah papan jadwal Anda. Berapa banyak dari tekukan mingguan Anda yang merupakan permukaan kosmetik atau menghadap pelanggan di mana satu goresan saja memicu pengerjaan ulang?
Angka itu — bukan harga roll — yang memberi tahu Anda apakah urethane merupakan biaya suplai atau asuransi margin.
Anda ingin jawaban langkah demi langkah? Ini dia: sebelum urethane menjadi praktik standar, Anda melakukan uji ketahanan seperti perubahan perkakas lainnya — kelonggaran, geometri, tonase, perawatan — dan Anda membuktikan bahwa itu tidak menciptakan kebocoran baru saat memperbaiki yang lama.
Karena film adalah asuransi margin. Asuransi hanya berfungsi jika Anda memasangnya dengan benar.
Saya telah melihat bengkel yang menempelkan satu strip di cetakan, menjalankan satu bagian yang bagus, dan menyatakan kemenangan — lalu menyalahkan material ketika sudut mulai bergeser atau lipatan muncul di permukaan yang dipoles. Urethane tidak akan memperbaiki pengaturan yang buruk. Itu memperkuat disiplin secepat ia menyingkap jalan pintas.
Jika Anda akan menjadikannya standar, apakah proses Anda mampu menangani disiplin yang dituntutnya?
Jika Anda sedang menimbang apakah akan menstandarkan film di seluruh pekerjaan, sering kali membantu untuk memeriksa rasionalitas proses Anda bersama orang-orang yang melihat mode kegagalan ini setiap hari. Tim seperti CN-HAWE, dengan sistem pembengkokan berbasis CNC dan R&D berkelanjutan seputar perilaku press brake di bawah beban, dapat membantu Anda mengevaluasi kesesuaian, disiplin pengaturan, dan efek kompresi di dunia nyata sebelum Anda menetapkan standar. Jika Anda ingin membahas aplikasi Anda atau mendapatkan pendapat implementasi, mulai percakapan di sini: Hubungi Kami.
Film menambah ketebalan. Itu sudah jelas.
Yang tidak jelas adalah apa yang dilakukan ketebalan itu di bawah beban. Sebuah strip 8 mil tidak tetap 8 mil setelah Anda memberi tonase padanya; ia terkompresi, sedikit mengalir, lalu memantul kembali. Kedalaman ram dan angka springback Anda baru saja berubah.
Jika Anda memprogram seolah tidak ada yang terjadi, Anda akan terus mengejar sudut sepanjang shift dan menyalahkan “variasi material” sementara operator Anda menyesuaikan offset dengan frustrasi. Begitulah cara Anda mendapatkan data tekukan yang tidak konsisten dan sesekali garis getaran V-die yang muncul kembali pada flensa kosmetik.
Solusinya tidak rumit. Ukur sudut aktual Anda dengan film di tempatnya, sesuaikan titik mati bawah atau kedalaman untuk mengompensasi, dan kunci itu ke dalam program pekerjaan yang terlindungi. Perlakukan itu sebagai tumpukan perkakas yang berbeda, karena memang demikian.
Versi singkatnya: film mengubah tinggi tumpukan. Program Anda harus mengakui kenyataan itu.
Apakah Anda bersedia menstandarkan offset pekerjaan terlindungi, atau akan membiarkan setiap operator “merasakannya sendiri” dan kehilangan waktu setup?
Di sinilah film bisa menggigit Anda.
Sudut tajam. Lipatan rapat. Plat tebal dalam V yang sempit. Urethane tidak selalu menyesuaikan secara merata, dan jika menumpuk di bahu, Anda baru saja menciptakan punggung tekanan baru yang dapat meninggalkan bekas lebih buruk daripada baja tanpa pelindung.
Saya pernah melihat tumpukan baja nirkarat dengan hasil akhir cermin keluar dari press brake tampak baik sepintas — lalu Anda memiringkannya di bawah cahaya dan terlihat garis samar tepat di tempat film mengerut. Bukan dari cetakan. Dari perlindungan.
Itu bukan kegagalan konsep. Itu adalah batasan geometri.
Pada profil yang kompleks, pasang kedua sisi dengan benar, jaga ketegangan tetap merata, dan pangkas lebar agar sesuai dengan pembukaan V sehingga bahan berlebih tidak memiliki tempat untuk melipat. Dan terkadang — ini bagian yang tidak disukai siapa pun — Anda beralih ke bantalan urethane alih-alih film karena lingkungan menuntut antarmuka yang lebih tebal dan menyembuhkan sendiri.
Mengingat CN-HAWE menginvestasikan lebih dari 8% dari pendapatan penjualan tahunan untuk penelitian dan pengembangan. ADH mengoperasikan kemampuan R&D di seluruh mesin press brake, untuk tim yang mengevaluasi opsi praktis di sini, Mesin Penekuk Panel adalah langkah lanjutan yang relevan.
Film bukan sihir. Itu adalah peredam kejut tipis.
Jika bagian Anda berada di dunia lipatan tajam dan permukaan kosmetik Kelas A, apakah Anda sudah mencocokkan metode perlindungan dengan geometri, atau Anda berharap bahan tipis berperilaku seperti karet tebal?
Sekarang mari kita bahas beban.
Pekerjaan dengan tonase tinggi — pelat berat, V sempit, siklus berulang — dapat menggeser film jika hanya dipasang dengan pita perekat dua sisi di satu sisi. Di bawah tekanan, ia bergeser. Setelah bergeser, ia menyeret. Setelah menyeret, Anda justru mempercepat keausan cetakan bukannya mencegahnya.
Saya belajar ini dengan cara sulit saat mengerjakan rangka karbon tebal bertahun-tahun lalu. Kami pikir kami pintar melindungi cetakan. Di tengah batch, film bergeser cukup jauh untuk mengekspos satu bahu. Tekanan berikutnya meninggalkan garis bekas tepat di enam bagian. Semua menjadi limbah. Dan tepi cetakan yang rusak yang harus diasah sebelum bisa melanjutkan.
Itu bukan kesalahan urethane. Itu adalah penahan yang malas pada pekerjaan dengan beban tinggi.
Lalu ada masalah kimia. Cairan pemotong tertentu dan pelumas agresif dapat melunakkan film berkualitas rendah seiring waktu. Di lingkungan berat dan basah, bantalan urethane terintegrasi berkinerja lebih baik daripada strip tipis karena tahan terhadap degradasi dan menutup sendiri luka kecil.
Jadi tanyakan pertanyaan langsung: apakah Anda beroperasi dalam batas beban dan kimia film, atau Anda mendorongnya melewati ambang batas dan berharap tidak gagal?
Ini adalah bagian yang paling sering salah dipahami oleh para pemilik.
Mereka pikir film berarti mereka bisa santai dalam membersihkan cetakan. Itu “tertutup,” bukan?
Salah.
Kotoran apa pun yang terjebak di bawah strip itu — serbuk logam halus, serpihan, kerak — menjadi zat abrasif yang terperangkap antara urethane dan baja keras. Setiap langkah menggerusnya bolak-balik. Anda baru saja membuat balok amplas di dalam perkakas Anda.
Saya pernah melihat bengkel mendapat julukan “gosok dan berdoa” karena proses finishing menjadi departemen kedua tidak resmi mereka, dan separuh waktu penyebab utamanya adalah cetakan kotor di bawah perlindungan. Film tidak gagal. Disiplin yang gagal.
Bersihkan bahu cetakan. Lap bagian alas. Periksa strip saat Anda menggantinya. Lima menit persiapan mencegah berjam-jam pemolesan.
Jika urethane adalah asuransi margin, perawatan adalah premi yang Anda bayar untuk menjaga polis tetap berlaku.
Jadi inilah titik keputusan sebenarnya: dapatkah bengkel Anda berkomitmen pada penyesuaian pemrograman, kesadaran geometri, batas beban, dan standar kebersihan yang membuat film bekerja — atau apakah Anda akan memperlakukannya seperti plastik pembungkus dan kemudian mengeluh ketika itu tidak menghemat uang Anda?
Anda menginginkan rencana yang bersih dan dapat diulang. Bukan “coba dan lihat lagi.”
Inilah pergeserannya: urethane berhenti menjadi alat penyelamat yang Anda ambil setelah satu batch tergores, dan menjadi bagian dari tumpukan perkakas standar Anda — diprogram, dilatih, diukur. Saat urethane menjadi standar, goresan berhenti menjadi “biaya operasional” dan mulai dianggap sebagai penyimpangan proses.
Itu bukan permainan kata. Itu adalah kendali.
Ketika film bersifat opsional, setiap pekerjaan kosmetik menjadi keputusan subjektif. Ketika film menjadi standar untuk keluarga komponen tertentu — stainless, aluminium pra-finishing, permukaan Kelas A — film itu menjadi bagian dari lembar pengaturan, offset kedalaman CNC, kriteria inspeksi. Anda berhenti bereaksi terhadap kerusakan dan mulai merancang untuk menghilangkannya. Itulah perbedaan antara bengkel yang terus memadamkan kebakaran dan bengkel yang tahu margin mereka sebelum pukulan pertama.
Jadi pertanyaan sebenarnya bukan “apakah film berfungsi?” Melainkan: apakah Anda siap menjadikan perlindungan sebagai bagian dari arsitektur proses Anda alih-alih sebagai tanggapan panik?
Anda tidak melaksanakan ini dengan komite. Anda menghentikan pendarahan pada produksi berikutnya.
Langkah pertama: pastikan dasar-dasarnya. Pembukaan-V pada 6–8 kali ketebalan material untuk tekukan udara. Tonnase yang benar. Kecepatan pendekatan yang lebih lambat saat kontak awal. Jika Anda melewatkan ini dan langsung memasang film pada setelan dengan tonnase berlebih, Anda hanya sekadar memberi bantalan pada perhitungan yang salah. Itulah yang membuat Anda mengejar penyimpangan sudut dan menyalahkan material sementara offset Anda menyebar di seluruh kontrol.
Langkah kedua: perlakukan film sebagai perubahan perkakas. Ukur sudut aktual dengan film terpasang. Sesuaikan titik mati bawah. Simpan sebagai program pekerjaan terlindungi. Beri label. Kunci. Film menambah tinggi tumpukan — tinggi tumpukan yang terkompresi — dan CNC Anda harus mengetahuinya. Jika tidak, Anda akan melihat variasi sudut halus dan mungkin bahkan garis galling samar ketika tekanan terpusat di tempat yang tidak Anda harapkan.
Langkah ketiga: cocokkan ketebalan film dengan kisaran material. Satu strip untuk pelat 11-gauge dan seperempat inci adalah cara berpikir malas. Material yang lebih tebal memusatkan gaya dengan cara yang berbeda. Jika Anda menstandarkan secara buta, Anda akan menyelesaikan goresan pada satu pekerjaan dan menciptakan lipatan mikro pada pekerjaan lain.
Seluruh rangkaian ini dapat terjadi dalam satu siklus pengaturan. Lima hingga sepuluh menit tambahan sekarang dibandingkan berjam-jam di meja pemoles nanti.
Jika sepuluh menit itu mencegah bahkan satu panel stainless dibuat ulang pada kuartal ini, apa yang baru saja Anda peroleh?
Saya sudah mendengarnya ribuan kali: Operator bersumpah dia “sudah melindunginya”.
Lalu saya mendekat dan melihat kerutan di bahu cetakan.
Film harus terpasang rata, tegang merata, dipotong agar sesuai dengan bentuk V sehingga tidak ada bagian yang mengerut. Setiap sobekan, setiap serpihan yang terperangkap, setiap tepi longgar menjadi lonjakan tekanan saat beban diterapkan. Di bawah tonnase, lonjakan itu tercetak langsung ke permukaan komponen Anda.
Inilah saat disiplin muncul. Lap cetakan. Periksa strip saat pergantian. Ganti segera ketika mulai tergores. Kencangkan kedua sisi pada pekerjaan dengan beban tinggi agar tidak bergeser. Satu kebiasaan: jangan pernah menjalankan ram jika film belum tampak bersih dan terpasang dengan benar. Itu saja.
Saya belajar ini dengan cara yang sulit bertahun-tahun yang lalu ketika strip berkerut pada produksi stainless kosmetik meninggalkan lipatan samar di seluruh flensa. Kami tidak menyadarinya sampai komponen tiba di inspeksi akhir. Setengah palet dibuang karena tidak ada yang meluangkan tiga detik untuk meratakan film sebelum menjalankan mesin.
Tiga detik.
Berapa biaya tiga detik dibandingkan dengan setengah tumpukan baja tahan karat Kelas A?
Inilah yang sering dilewatkan oleh sebagian besar pemilik: ROI sebenarnya bukan hanya lebih sedikit goresan. Itu adalah stabilitas.
Ketika film menjadi standar pada pekerjaan kosmetik, tiga angka berubah.
Pertama, jam pengerjaan ulang menurun — bukan karena operator menjadi lebih hati-hati, tetapi karena kerusakan permukaan direkayasa untuk dihilangkan, bukan diperiksa. Contoh hipotetis: jika Anda menghabiskan 10 menit untuk memoles pada 20% dari batch berisi 50 bagian, itu berarti lebih dari satu setengah jam tenaga kerja yang tidak dapat ditagih. Hilangkan penyebabnya, dan jam itu menjadi kapasitas.
Kedua, limbah menjadi dapat diprediksi. Alih-alih hasil cacat kosmetik yang acak, Anda melihat deviasi yang jelas: pembukaan V yang salah, film yang aus, langkah pembersihan yang terlewat. Penyebab utama menjadi lebih tajam. Upaya pemadaman kebakaran berkurang.
Ketiga, pemeliharaan cetakan menjadi lebih lancar. Lebih sedikit kontak logam dengan logam berarti lebih sedikit garis bekas, lebih sedikit penghalusan tepi, lebih sedikit pergantian perkakas mendadak. Pengurangan keausan yang tenang itulah tempat margin tersembunyi — hal-hal yang tidak pernah Anda tagihkan tetapi selalu Anda bayar.
Dan inilah bagian yang tidak terlihat jelas: begitu goresan tidak lagi dianggap “normal,” budaya Anda berubah. Tumpukan baja tahan karat dengan hasil akhir cermin yang keluar dari pengereman terlihat seperti diseret melintasi dermaga bongkar muat dulunya dianggap sebagai masalah penyelesaian. Sekarang itu bendera merah. Sebuah pengecualian. Sesuatu yang memicu penyelidikan, bukan pemolesan.
Itulah keunggulan proses — bukan kesempurnaan, tapi keterprediksian.
Ketika urethane menjadi peredam kejut Anda alih-alih perban Anda, Anda berhenti menyerap hantaman dalam tenaga kerja, limbah, dan keausan cetakan. Anda menyerapnya dalam lapisan antarmuka tipis dan terkontrol yang dirancang untuk itu.
Jadi lihatlah kuartal terakhir Anda. Bukan pengeluaran bahan habis pakai Anda — jam pemolesan Anda, limbah kosmetik Anda, waktu perbaikan cetakan Anda.
Jika angka-angka itu stabil besok, apa dampaknya terhadap margin Anda?


















