

A stack of mirror-finish stainless comes off the brake looking like it got dragged across a loading dock. Not gouged. Just fine, ugly scuffs that only show up under shop lights.
The operator swears he “protected it.” There’s still bits of cloudy plastic wrap hanging off the die shoulders.
By the time it hits the polishing bench, you’ve already lost money—you just haven’t done the math yet. The real cost isn’t only in buffing time, but in preventable handling, schedule disruption, and margin erosion that start at the brake itself. Treating bending as a controlled, CNC-driven process rather than a gamble with tape and hope is what protects profit. Exploring a purpose-built solution like a modern press brake system from CN-HAWE—engineered for high-precision bending and automation—turns surface protection and repeatability into built-in capabilities instead of afterthoughts.
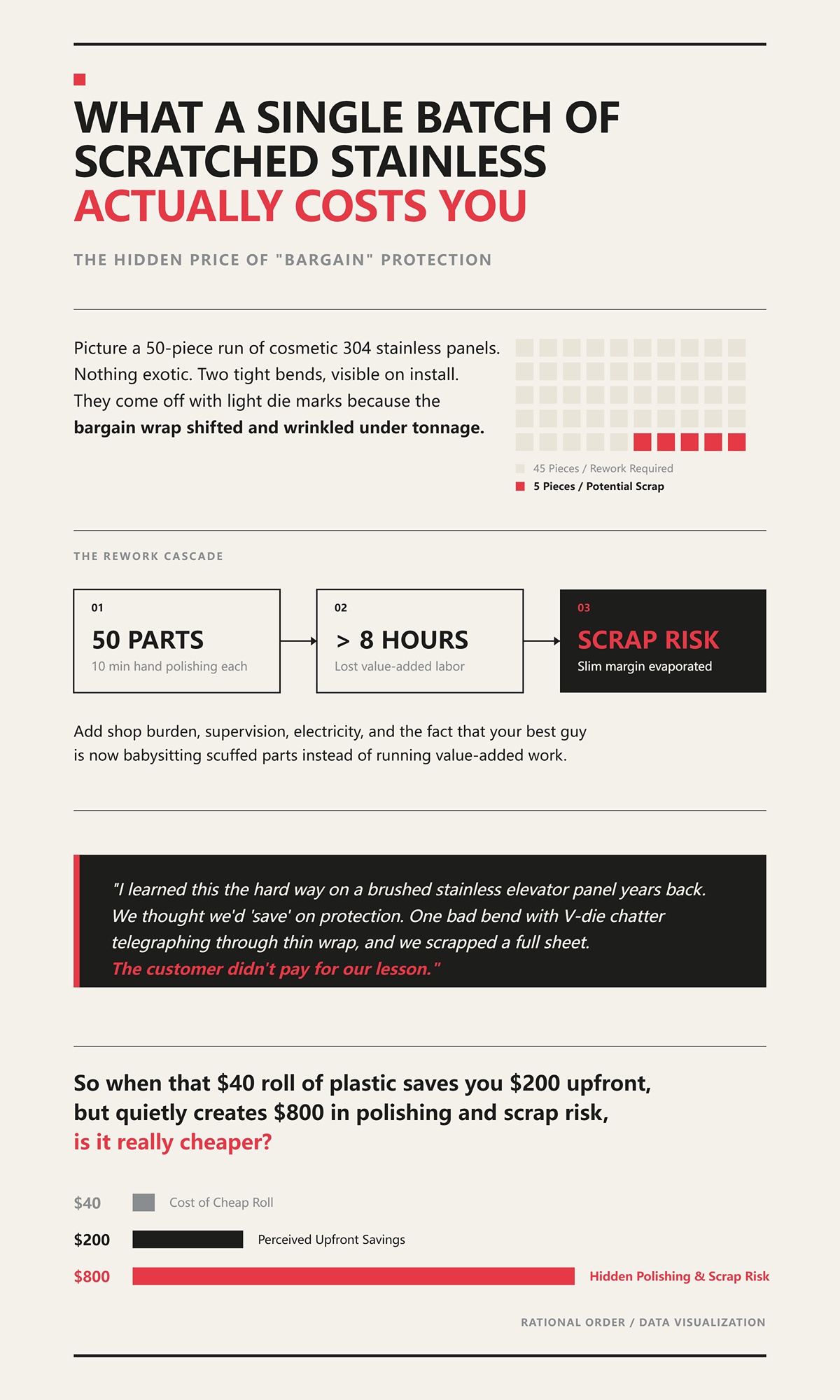
Picture a 50-piece run of cosmetic 304 stainless panels. Nothing exotic. Two tight bends, visible on install. Material isn’t cheap, but it’s not aerospace either.
They come off with light die marks because the bargain wrap shifted and wrinkled under tonnage. Now you’ve got a choice: ship and argue, or rework.
Let’s say you rework. Ten minutes of hand polishing per part to chase the scratches. That’s over eight labor hours on a job you probably quoted at slim margin. Add shop burden, supervision, electricity, the fact that your best guy is now babysitting scuffed parts instead of running value-added work. And if five pieces don’t clean up? There’s your scrap.
I learned this the hard way on a brushed stainless elevator panel years back. We thought we’d “save” on protection. One bad bend with V-die chatter telegraphing through thin wrap, and we scrapped a full sheet. The customer didn’t pay for our lesson.
So when that $40 roll of plastic saves you $200 upfront but quietly creates $800 in polishing and scrap risk, is it really cheaper?
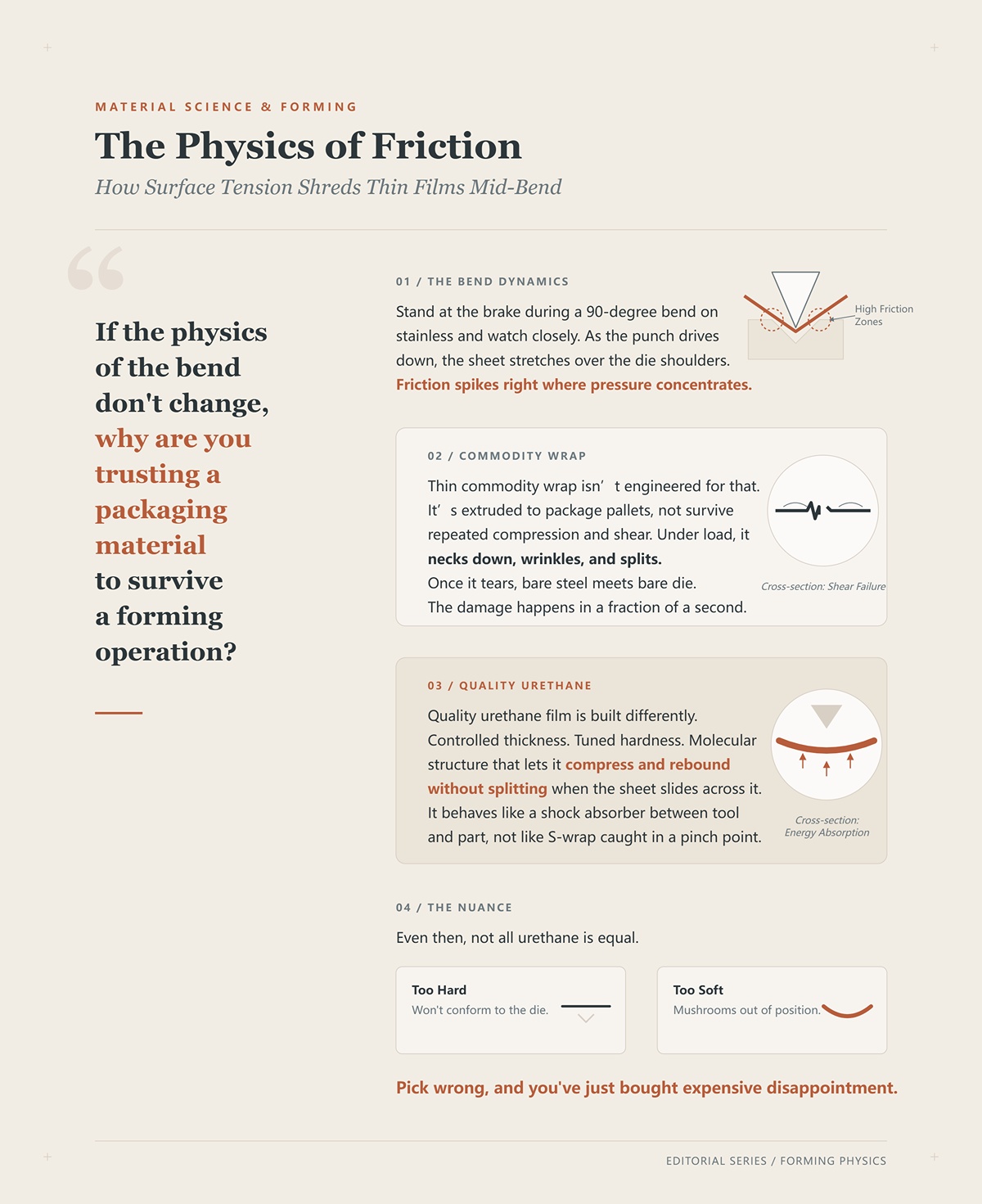
Stand at the brake during a 90-degree bend on stainless and watch closely. As the punch drives down, the sheet stretches over the die shoulders. Friction spikes right where pressure concentrates.
Thin commodity wrap isn’t engineered for that. It’s extruded to package pallets, not survive repeated compression and shear. Under load, it necks down, wrinkles, and splits. Once it tears, bare steel meets bare die. The damage happens in a fraction of a second.
Quality urethane film is built differently. Controlled thickness. Tuned hardness. Molecular structure that lets it compress and rebound without splitting when the sheet slides across it. It behaves like a shock absorber between tool and part, not like S-wrap caught in a pinch point.
Even then, not all urethane is equal. Too hard and it won’t conform. Too soft and it mushrooms out of position. Pick wrong, and you’ve just bought expensive disappointment.
But here’s the real question: if the physics of the bend don’t change, why are you trusting a packaging material to survive a forming operation?

Scratches aren’t just cosmetic defects. They’re schedule killers.
Every time a part detours to polishing, your flow breaks. Operators wait. Batches stack up. You start expediting. That “small” issue multiplies across the week.
And customers notice patterns. One scratched batch is a conversation. Three is a reputation. I’ve seen shops earn the nickname “buff and pray” because finishing became their unofficial second department. That’s why upstream consistency matters just as much as die protection—stable edge quality and repeatable tolerances from a modern laser cutting machine reduce downstream variability before parts ever reach the press brake. As a provider of complete intelligent sheet metal solutions serving industries from automotive to aerospace, CN-HAWE backs that consistency with sustained R&D across laser cutting, press brakes, and automation—so cosmetic control isn’t a patch, but part of a connected process.
Cheap wrap doesn’t just fail once. It normalizes rework. It trains your team to expect polishing as part of the process instead of an exception. That’s the rework tax — paid in labor, morale, and trust.
If your cosmetic jobs require a polishing cushion built into every quote, are you running a fabrication shop — or a scratch repair service?
Picture a 90-degree bend in 14-gauge 304 under real tonnage. The sheet stretches over the die shoulder, pressure peaks at a line you could trace with a Sharpie, and that bargain 3 mil vinyl you stuck on there goes cloudy, then white, then splits. Now bare stainless is riding the tool steel.
Run that same bend with an 8 mil clear urethane film rated over 300 percent elongation. You’ll see it compress at the shoulder, thin out slightly, then rebound when the punch lifts. No split. No transfer. No polished witness line telegraphing through because of V-die galling.
That difference isn’t thickness alone. It’s how the material behaves under load. Vinyl and polyethylene are packaging films. They’re extruded to wrap pallets. They resist tension up to a point, then they neck and tear. Urethane—specifically thermoplastic polyurethane engineered for impact and abrasion—was designed to stretch, absorb energy, and recover.
One is a wrapper. The other is an interface.
When you treat them as interchangeable, you’re betting your finish quality on a material never designed to survive a forming operation. How much margin are you willing to stake on that misunderstanding?
I’ve had owners tell me, “We tried the thick stuff. Didn’t see much difference.” Then I ask what they bought. “Heavy-duty vinyl.” That’s marketing, not material science.
Durometer is hardness. In simple terms, how resistant the material is to indentation. Too soft and the film cold-flows out from under pressure. Too hard and it won’t conform to the sheet and die geometry. The sweet spot in urethane is engineered so it compresses under peak load but doesn’t permanently deform. That’s material memory—the ability to return to original thickness after the load is gone.
Now compare that to 2–4 mil PVC vinyl. It doesn’t have meaningful elastic recovery. Under a tight radius, it stretches once and stays stretched. On the next hit, it’s thinner at the exact spot you need protection most. You start seeing faint lines on polished parts that no amount of operator care fixes.
I’ve seen shops blame operators for what was really material creep. They call it die-line shadowing and think it’s technique. It’s physics.
Urethane films in the 6–10 mil range aren’t just “thicker.” They’re engineered with controlled durometer and high elongation so they can act like a shock absorber between tool and part. That’s why automotive-grade urethanes maintain gloss and clarity even after environmental cycling—because they’re built to flex and recover, not just sit there.
If your protection layer can’t recover from one bend to the next, how many cycles before it starts charging you in rework?
Stand at the brake and watch the punch bottom out. That moment—when tonnage peaks—is where cheap films die.
Under compression, polyethylene and PVC flatten and shear. They don’t “spring back.” Microscopic tears start at the die shoulder, especially on tight radii. By the third or fourth part, you’re effectively bending against a compromised layer. That’s when scratches show up in clusters and nobody can explain why the first few parts were fine.
Urethane behaves differently because of its segmented polymer structure. The soft segments allow stretch; the hard segments provide resilience. When compressed, it distributes stress through the material instead of concentrating it at one weak line. When the load releases, it rebounds close to original thickness. That recovery is what keeps your protection consistent from part 1 to part 50.
I’ve seen vinyl leave behind a faint adhesive smear after repeated hits—what the guys call adhesive creep smear—which then grabs fines and embeds them into the film itself. Now your “protection” is an abrasive pad.
Urethane isn’t immortal. It will wear. But it wears gradually and predictably, not catastrophically. That predictability is what lets you plan replacement instead of reacting to surprise polishing sessions.
Would you rather replace film on schedule, or pay a finisher overtime because the protection failed mid-run?
Now let’s talk about the pushback I hear: “If thicker is better, why not just stack it up?”
Because protection that changes your geometry is just a different kind of defect.
Every mil of film effectively increases your die opening contact condition. Add too much and you soften your bend radius. On cosmetic stainless, that can mean a visible change in edge crispness. On precision brackets, it can throw off downstream fit.
The trick isn’t maximum thickness. It’s calibrated thickness matched to your typical material gauge and inside radius. For many cosmetic stainless applications, 6–8 mil urethane gives enough compressive cushion to prevent marking without materially altering bend radius. Go thicker without recalculating and you’ll see what operators call radius washout—a subtle rounding that wasn’t in the print.
If radius fidelity is mission-critical—especially on decorative stainless or architectural panels—another way to reduce marking without over-relying on film thickness is to control where the material yields before it ever hits the die. A CNC V grooving process pre-weakens the bend line, lowering required tonnage and surface pressure at the shoulders of the die. In practice, that means less stress on the show face and less dependence on thicker films to mask force-related artifacts. For shops looking to standardize that approach, a dedicated V grooving machine from CN-HAWE integrates into a fully CNC-based sheet metal workflow, helping balance bend precision, surface quality, and repeatability in high-end cosmetic work.
This is where urethane earns its keep again. Because it compresses under load and rebounds, the effective thickness during peak tonnage is lower than its free-state thickness. Vinyl doesn’t give you that forgiveness. It either sits there stiff or splits trying.
So yes, urethane costs four or five times what vinyl does up front. It also behaves like a controlled tooling layer instead of a disposable wrapper.
When you price it as a consumable, it looks expensive. When you price it against scrap, polishing hours, and die wear, what does it look like then?
You’re standing at the brake with 14‑gauge 304, a 90-degree bend, cosmetic face out. Your die opening is 1 inch. Tonnage peaks right where the shoulder kisses the sheet. The question isn’t “What film is best?” It’s this: how thick and how hard does that film need to be so it compresses under load without distorting your radius, recovers before the next hit, and doesn’t shift sideways when the ram comes down?
Start with pressure, not color. Thinner gauges and wider V-openings spread load; tight radii and narrow dies concentrate it. If you’re routinely running high tonnage per foot, you need a higher durometer urethane so it doesn’t cold-flow out of the contact zone. If you’re bending thin mirror stainless with generous openings, a slightly softer grade conforms better and prevents micro-point loading that prints through the finish. That’s not theory. I’ve watched a stack of mirror-finish stainless come off the brake looking like it got dragged across a loading dock because the film was too hard to conform at the die shoulder.
And here’s where shops get it backwards: they pick by thickness alone, then blame the operator when protection fails under real production variables—heat, fines, speed, repeat hits. I’ve seen shops earn the nickname “buff and pray” because finishing became their unofficial second department.
So let’s compare what actually survives tonnage, cycle count, and human behavior. If the wrong film spec costs you two scrapped sheets a month, what does that do to your margin over a year?
Picture two rolls on the rack. Standard clear urethane, mid-range durometer, 6–8 mil. Next to it, high-density blue, harder compound, same thickness on paper. The sales rep says the blue is “heavy duty.” The operator grabs it for everything thicker than 11 gauge.
First week, it looks great. By week three, you start seeing faint edge lines on parts with compound bends. Why? Because higher durometer resists indentation, yes—but it also resists conforming into subtle die geometry. On complex tooling, that stiffness creates micro-gaps. Under peak load, the sheet bridges those gaps and concentrates force at the contact edges. That’s where you get V-die chatter telegraphing into the finish.
I learned this the hard way on a run of architectural panels—tight outside radius, visible face, high-density film because “more protection.” We scrapped six parts before we realized the film wasn’t settling into the die radius. It was acting like a shim with edges. Six panels. Straight to the rack.
Now flip it. Standard clear, slightly softer, same thickness. It compresses more under load, flows into the die shoulder, spreads pressure. On high-tonnage structural parts, though, that same softness can shear and thin prematurely, especially if you’re cycling fast and generating heat. You’ll see accelerated wear in the centerline.
So which earns floor space? The one matched to your dominant work: harder grade for repeated high-tonnage hits on simpler geometry; standard grade for cosmetic, complex bends where conformity matters more than brute abrasion resistance. If you’re stocking both, is each roll tied to a defined job family—or are you letting operators guess?
The operator swears he “protected it.” Then you see the film walked 3/16 inch during the hit.
Slippage isn’t a material problem first. It’s a mounting problem.
Adhesive-backed urethane locks down well on straight dies. No creep, no drift. But every time you change dies, you’re peeling, reapplying, aligning. On high-mix, low-volume work, that handling time stacks up. I’ve timed it: what feels like “a few extra seconds” turns into minutes per setup. Multiply by 20 changeovers a day.
Magnetic-backed options solve alignment fast on ferrous tooling. Snap it on, trim, run. But magnets add thickness and stiffness. On tight tolerances, that extra layer changes your effective stack-up more than you think. And on non-ferrous dies, they’re useless.
Loose-lay—just cut strip and lay it in—sounds crude. But in high-volume runs where the film stays captured in the V, it’s often fastest. No adhesive cure time. No residue. The key is matching width to die opening so it self-centers under load. If it’s too narrow, it migrates. Too wide, it buckles.
I’ve watched shops double their handling time chasing “perfect adhesion” when a properly sized loose strip would’ve stayed put all shift. Protection that slows throughput is just a different flavor of waste. How much are you paying operators to babysit film instead of making parts?
Run mirror stainless in the morning, powder-coated steel after lunch. Same film?
Not if you care about rejection rates.
Mirror stainless is unforgiving. Any embedded fines in the film become an abrasive. Here you want high clarity urethane with strong tear resistance and smooth surface finish so it doesn’t trap particles. Softer grades help distribute load and prevent point marking.
Powder-coated steel behaves differently. The coating itself has texture and slight compressibility. Too soft a film and you risk imprinting that texture back into the coating under pressure, especially after 50–100 cycles when the urethane surface starts to glaze and collect debris. I’ve seen inconsistent mark prevention show up mid-run because residue and fines built into the film surface turned it into sandpaper.
There’s also the multilayer trap. Some premium films use layered TPU constructions for toughness. On paper, great. In production, if that bond line isn’t perfect, repeated flexing can cause internal delamination. Once that happens, you get localized bubbles—pressure points you can’t see until they print the part.
Single-layer, high-quality urethane often wins not because it’s fancier, but because it’s simpler and more reliable under cyclic load. Fewer internal failure modes.
So are you matching film chemistry to surface sensitivity—or just running whatever roll is closest to the brake?
You peel off adhesive-backed film after a long run and see faint smear on the die shoulder. Not dramatic. Just enough to grab dust.
Next job, that dust embeds in the new film. By part 40, you’re chasing unexplained scuffs.
Stronger adhesive reduces slippage. It also increases the risk of residue, especially with heat buildup from repeated hits. We used to call it adhesive creep smear when the glue would slowly migrate under pressure and temperature. Cleaning dies between runs adds labor. Not cleaning them adds defects.
Loose-lay eliminates residue but increases risk of movement if poorly sized. Magnetic avoids glue but adds stack thickness and can trap fines between magnet and die if not cleaned.
There is no perfect option. There’s only the least expensive failure mode for your mix of work.
If a film prevents $800 in polishing and scrap this month but costs you $200 more in consumables and ten extra minutes of setup per week, is that “overpriced”—or is it margin insurance you’ve been refusing to buy?
You’re staring at three rolls on the bench, three price tags, and a production board packed with mixed jobs. The sales sheet tells you thickness, durometer, maybe elongation. It doesn’t tell you when the math flips in your favor.
Given that CN-HAWE invests more than 8% of annual sales revenue in research and development. ADH operates R&D capabilities across press brakes, for readers who want detailed materials, Brochures is a useful follow-up resource.
So let’s run it like we would on the floor.
I walked into a shop last year running cosmetic 304 stainless brackets — 90-degree bends in 14-gauge, 1-inch V-opening. They were buying urethane by the roll and complaining it was “too damn expensive.” One roll cost them about what a decent die insert does. That sticker shock is where most owners stop thinking.
But the roll isn’t the unit that makes you money. The bend is.
Take a hypothetical but realistic setup: an 8-mil urethane strip cut to match a 10-foot die. You’re paying, say, $250 for a roll that yields 200 ten-foot strips. That’s $1.25 per strip. If that strip runs 500 bends before it’s swapped, your protection cost is a quarter of a cent per bend.
Now compare that to what happens without it. One cosmetic scuff every 40 parts on a visible face. Even if you catch it early, you’ve got operator downtime, handling, inspection. And when you miss it, that’s scrap.
Given that CN-HAWE’s product portfolio is 100% CNC-based and covers high-end scenarios in laser cutting, bending, grooving, shearing, for teams evaluating practical options here, Shearing Machine is a relevant next step.
The operator swears he “protected it.” Then you see the faint witness line from V-die chatter and you know what’s coming next: someone’s walking parts to the polishing bench.
If you’re still evaluating urethane by cost per roll instead of cost per bend, are you even measuring the same thing your customer pays you for?
Let’s talk about the polishing bench — the department nobody budgets for because it “just handles touch-ups.”
I’ve seen shops earn the nickname “buff and pray” because finishing became their unofficial second department. One fabricator tracked it after I pushed him: 50-piece batch, 8–10 minutes of light blend per part on average. Call it 8 minutes. That’s 400 minutes. Nearly 7 hours.
At a fully burdened $50 an hour, that’s $350 in polishing labor on a single small batch. And that doesn’t count the press brake sitting idle while parts are being reworked, or the supervisor time spent arguing over whether a scratch is “within tolerance.”
Now lay a $1.25 strip of urethane in the die and run clean.
Even if you burn through three strips in that batch because of geometry or heat, you’re under $4 in consumables to erase $350 in labor. That’s not a rounding error. That’s margin.
I learned this the hard way on a set of mirror-finish elevator panels years ago. We skipped protection because the job was “short run.” Four parts came out with subtle shoulder marks that only showed under the lobby lights. We ate the remake. Material, machine time, rush freight. The polishing we tried first just smeared the grain.
If you’re looking to eliminate those last-mile remakes entirely—especially on cosmetic panels—a controlled repair and assembly step can be the difference. A CNC laser welding setup lets you address tiny shoulder marks, pinholes, or edge defects with heat input measured in millimeters, preserving grain and flatness instead of smearing it. That’s why shops often bridge die protection with precision laser capability like CN-HAWE’s máquina de soldadura láser: it’s a practical way to recover parts cleanly, automate consistency, and keep high-visibility work out of the polish room.
What’s your real hourly rate when you include panic?
Most owners focus on part finish and forget the die is taking a beating.
When you step into thicker gauges or large-radius work, the same principle applies: control and cushioning reduce long-term tooling damage. Instead of forcing heavy plate through repeated brake hits, a purpose-built rolling solution can distribute forming pressure more evenly and minimize concentrated shoulder wear. A CNC-driven system like the plate rolling machine from CN-HAWE integrates precision control with automated sheet metal workflows, helping shops handle high-tonnage, large-radius applications with less tool stress, fewer surface defects, and more predictable repeatability.
Bare metal on hardened steel under tonnage creates micro-brinelling — tiny indentations on the die shoulder that grow into visible lines on every future part. You don’t see it on day one. You see it six months later when a stack of mirror-finish stainless comes off the brake looking like it got dragged across a loading dock.
Urethane acts like a shock absorber. It spreads load, reduces peak contact stress, and keeps fines from embedding directly into the die surface. Less direct abrasion means fewer refinish cycles on your tooling.
Run the numbers. If you’re sending out a precision V-die for regrind once a year at, say, $300–$500 including downtime, and film cuts that in half, you’ve just funded multiple rolls without touching your scrap rate.
And don’t ignore the hidden one: consistency. A worn die shoulder changes your effective bend radius and springback behavior. Now your operators are chasing angle drift, shimming, tweaking. More setup time. More variability.
How much is one unexpected die rework costing you in missed ship dates?
Low volume, high cosmetic demand? Buy pre-cut strips or cut as needed and move on. The math already works.
But once you’re running multiple brakes, multiple shifts, high mix — that’s where the crossover point shows up. I’ve seen shops burning through 20–30 strips a day across cells. At that rate, hand-cutting from rolls with a utility knife becomes its own waste stream: inconsistent widths, edge fray, wasted material.
Given that CN-HAWE’s product portfolio is 100% CNC-based and covers high-end scenarios in laser cutting, bending, grooving, shearing, for teams evaluating practical options here, lronworker Machine is a relevant next step.
Set up a simple in-house cutting jig or small slitter, dial widths to your common V-openings, and you reduce scrap and handling time. If you save even 30 seconds per setup across 20 changeovers a day, that’s 10 minutes daily. Over a year, that’s more than 40 hours of recovered production time.
But here’s the catch: if your job mix is erratic and you’re only running protected work twice a week, the capital and floor space don’t pencil out. The crossover only happens when film use is predictable and tied to defined job families — not when it’s an afterthought.
So look at your schedule board. How many of your weekly bends are cosmetic or customer-facing surfaces where a single mark triggers rework?
That number — not the roll price — tells you whether urethane is a supply expense or margin insurance.
You want a step-by-step answer? Here it is: before urethane becomes standard practice, you stress-test it like any other tooling change — clearances, geometry, tonnage, maintenance — and you prove it doesn’t create a new leak while fixing the old one.
Because film is margin insurance. Insurance only works if you install it correctly.
I’ve watched shops slap a strip in the die, run one good part, and declare victory — then blame the material when angle drift shows up or a crease telegraphs through a polished face. Urethane won’t fix bad setups. It amplifies discipline just as fast as it exposes shortcuts.
If you’re going to make this standard, can your processes handle the discipline it demands?
If you’re weighing whether to standardize film across jobs, it often helps to sanity‑check your process with people who see these failure modes every day. Teams like CN-HAWE, with CNC-based bending systems and ongoing R&D around press brake behavior under load, can help you evaluate fit, setup discipline, and real-world compression effects before you lock in a standard. If you want to talk through your application or get an implementation opinion, start a conversation here: 联系我们.
Film adds thickness. That’s obvious.
What’s not obvious is what that thickness does under load. An 8‑mil strip doesn’t stay 8 mils once you put tonnage on it; it compresses, flows slightly, then rebounds. Your ram depth and springback numbers just changed.
If you program like nothing happened, you’ll chase angles all shift and blame “material variation” while your operator tweaks offsets in frustration. That’s how you get inconsistent bend data and the occasional V-die chatter line sneaking back onto a cosmetic flange.
The fix isn’t complicated. Measure your actual angle with film in place, adjust bottom dead center or depth to compensate, and lock that into a protected-job program. Treat it as a different tooling stack, because it is.
Short version: film changes the stack height. Your program has to acknowledge that reality.
Are you willing to standardize protected-job offsets, or are you going to let every operator “feel it out” and bleed setup time?
Here’s where film can bite you.
Acute angles. Tight hems. Thick plate in a narrow V. The urethane doesn’t always conform evenly, and if it bunches at the shoulder, you’ve just created a new pressure ridge that can imprint worse than bare steel.
I’ve seen a stack of mirror-finish stainless come off the brake looking fine at first glance — then you tilt it under light and there’s a faint line exactly where the film wrinkled. Not from the die. From the protection.
That’s not a failure of the concept. It’s a geometry limit.
On complex profiles, you secure both sides properly, keep tension even, and trim width to match the V-opening so excess material has nowhere to fold. And sometimes — this is the part nobody likes — you switch to a urethane pad instead of film because the environment demands a thicker, self-healing interface.
Given that CN-HAWE invests more than 8% of annual sales revenue in research and development. ADH operates R&D capabilities across press brakes, for teams evaluating practical options here, Panel Bender is a relevant next step.
Film isn’t magic. It’s a thin shock absorber.
If your parts live in the world of acute bends and cosmetic Class A surfaces, have you matched the protection method to the geometry, or are you hoping thin material behaves like thick rubber?
Now let’s talk load.
High tonnage jobs — heavy plate, narrow V, repeated cycles — can shift film if it’s only secured with a strip of double-faced tape on one side. Under pressure, it creeps. Once it creeps, it drags. Once it drags, you’ve accelerated die wear instead of preventing it.
I learned this the hard way on a run of thick carbon brackets years back. We thought we were being smart protecting the die. Halfway through the batch, the film had walked just enough to expose one shoulder. The next hit stamped a witness line straight across six parts. Scrap. And a chewed-up die edge that needed stoning before we could continue.
That wasn’t urethane’s fault. That was lazy retention on a high-load job.
Then there’s chemistry. Certain cutting fluids and aggressive lubricants can soften lower-grade films over time. In heavy, wet environments, integrated urethane pads outperform thin strips because they resist degradation and self-seal minor scars.
So ask the blunt question: are you running within the film’s load and chemical limits, or are you pushing it past the wall and expecting it not to fail?
This is the part most owners get wrong.
They think film means they can relax on die cleaning. It’s “covered,” right?
Wrong.
Any debris trapped under that strip — metal fines, slivers, scale — becomes an abrasive trapped between urethane and hardened steel. Every stroke grinds it back and forth. You’ve just built a sanding block inside your tooling.
I’ve seen shops earn the nickname “buff and pray” because finishing became their unofficial second department, and half the time the root cause was dirty dies under protection. Film didn’t fail. Discipline did.
Clean die shoulders. Wipe the bed. Inspect the strip when you change it. Five minutes of prep prevents hours of polishing.
If urethane is margin insurance, maintenance is the premium you pay to keep the policy valid.
So here’s the real decision point: can your shop commit to the programming adjustments, geometry awareness, load limits, and cleaning standards that make film work — or are you going to treat it like plastic wrap and then complain when it doesn’t save you money?
You want a clean, repeatable plan. Not another “try it and see.”
Here’s the shift: urethane stops being a rescue tool you reach for after a scratched batch, and becomes part of your standard tooling stack — programmed, trained, measured. The moment it becomes default, scratches stop being “cost of doing business” and start being process deviations.
That’s not semantics. That’s control.
When film is optional, every cosmetic job is a judgment call. When it’s standard for defined part families — stainless, prefinished aluminum, Class A faces — it becomes baked into setup sheets, CNC depth offsets, inspection criteria. You stop reacting to damage and start designing it out. That’s the difference between a shop fighting fires and a shop that knows its margin before the first hit.
So the real question isn’t “does film work?” It’s: are you ready to make protection part of your process architecture instead of your panic response?
You don’t roll this out with a committee. You stop the bleeding on the very next run.
Step one: confirm your fundamentals. V-opening at 6–8 times material thickness for air bending. Correct tonnage. Slower approach speed during initial contact. If you skip this and throw film at an over-tonnaged setup, you’re just cushioning bad math. That’s how you end up chasing angle drift and blaming the material while your offsets creep all over the control.
Step two: treat film as a tooling change. Measure actual angle with film in place. Adjust bottom dead center. Save it as a protected-job program. Label it. Lock it. Film adds stack height — compressed stack height — and your CNC needs to know that. Otherwise you’ll see subtle angle variation and maybe even a faint galling line when pressure concentrates where you didn’t expect it.
Step three: match film thickness to material range. One strip for 11-gauge and quarter-inch plate is lazy thinking. Thicker material concentrates force differently. If you standardize blindly, you’ll solve scratches on one job and create micro-creases on another.
This entire sequence can happen in one setup cycle. Five to ten extra minutes now versus hours at the polishing bench later.
If that ten minutes prevents even one remade stainless panel this quarter, what did it just buy you?
I’ve heard it a thousand times: The operator swears he “protected it”.
Then I walk up and see a wrinkle at the die shoulder.
Film must sit flat, tensioned evenly, trimmed to match the V so there’s nowhere for it to bunch. Any tear, any trapped chip, any loose edge becomes a pressure spike under load. Under tonnage, that spike prints straight into the face of your part.
This is where discipline shows up. Wipe the die. Inspect the strip at changeover. Replace it the moment it scars. Secure both sides on higher-load jobs so it can’t creep. One habit: never cycle the ram if the film isn’t visually clean and seated. That’s it.
I learned this the hard way years back when a wrinkled strip on a cosmetic stainless run left a faint crease across an entire flange. We didn’t catch it until parts hit final inspection. Half a skid scrapped because nobody took three seconds to smooth the film before cycling.
Three seconds.
How much does three seconds cost compared to half a skid of Class A stainless?
Here’s what most owners miss: the real ROI isn’t just fewer scratches. It’s stability.
When film is default on cosmetic work, three numbers change.
First, rework hours drop — not because operators got more careful, but because surface damage is engineered out instead of inspected out. Hypothetical example: if you’re spending 10 minutes polishing on 20% of a 50-piece batch, that’s over an hour and a half of non-billable labor. Eliminate the cause, and that hour becomes capacity.
Second, scrap becomes predictable. Instead of random cosmetic fallout, you see clear deviations: wrong V-opening, worn film, missed cleaning step. Root causes get sharper. Firefighting drops.
Third, die maintenance smooths out. Less metal-on-metal contact means fewer witness lines, less edge stoning, fewer surprise tooling swaps. That quiet reduction in wear is where margins hide — the stuff you never invoice but always pay for.
And here’s the non-obvious part: once scratches are no longer “normal,” your culture shifts. A stack of mirror-finish stainless comes off the brake looking like it got dragged across a loading dock used to be shrugged off as finishing’s problem. Now it’s a red flag. An exception. Something that triggers investigation, not buffing.
That’s process excellence — not perfection, but predictability.
When urethane becomes your shock absorber instead of your bandage, you stop absorbing hits in labor, scrap, and die wear. You absorb them in a thin, controlled interface designed for it.
So look at your last quarter. Not your consumables spend — your polishing hours, your cosmetic scrap, your die repair time.
If those numbers flattened out tomorrow, what would that do to your margins?


















