

Ich sah, wie sich eine 0,125‑Zoll‑Halterung aus 304 Edelstahl direkt am Außenradius in einer 1,000‑Zoll‑V‑Matrize spaltete. Dasselbe Setup hatte gerade am ganzen Vormittag 0,125‑Zoll‑A36 ohne einen Kratzer gebogen. Dieselbe Presse. Dieselbe Hinteranschlag‑Einstellung. Dieselbe “8× Materialstärke”-Regel.
Ein Werkstoff ließ sich sauber biegen. Der andere wurde zu teurem Schrott.
Wenn die Regel belastbar war, warum versagte sie in dem Moment, als wir die Bleche wechselten?
Die “8× Materialstärke”-Regel besagt: Nimm deine Materialstärke, multipliziere sie mit acht, wähle diese V‑Öffnung – und los geht’s. Für 0,125‑Zoll‑Material ergibt das eine 1,000‑Zoll‑Matrize. Einfach. Schnell. Meistens passt es.
Meistens.
Was niemand auf das Einrichtungsblatt schreibt, ist der Kleingedruckte Hinweis: Diese Regel entstand bei etwa 60.000 PSI Zugfestigkeit von Baustahl in der Luftbiegung. Ändert sich die Festigkeit, ändert sich die Dehnung in den äußeren Fasern. Ändert sich die Dehnung, ändert sich, ob das Teil sich biegt – oder reißt.
Also, was genau nimmt die Regel an?
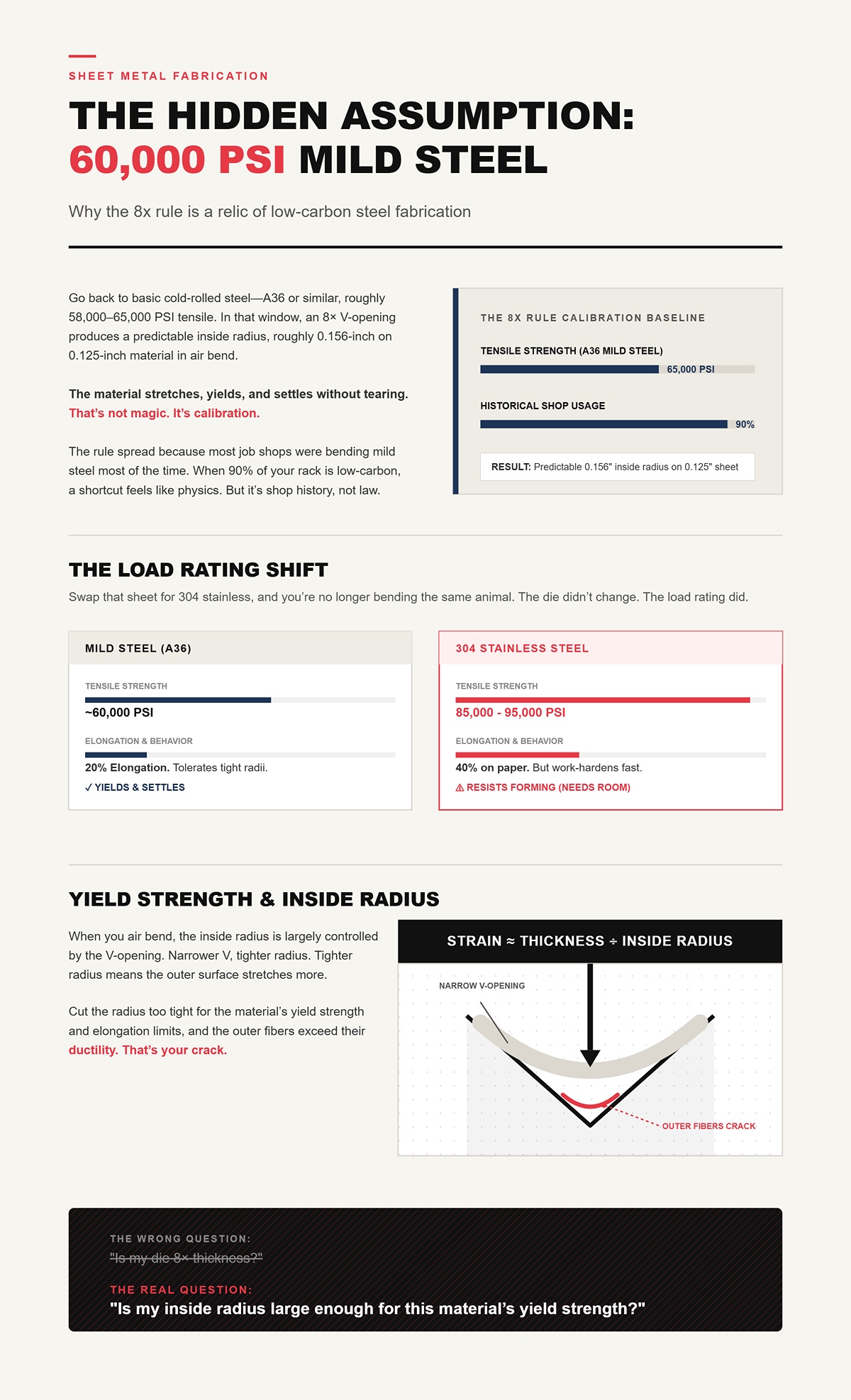
Gehen wir zurück zu einfachem kaltgewalzten Stahl – A36 oder ähnlich, mit etwa 58.000–65.000 PSI Zugfestigkeit. In diesem Bereich erzeugt eine V‑Öffnung mit dem achtfachen der Materialstärke einen vorhersehbaren Innenradius – ungefähr 0,156 Zoll bei 0,125‑Zoll‑Material in der Luftbiegung. Das Material dehnt sich, fließt und stabilisiert sich, ohne zu reißen.
Das ist keine Magie. Es ist Kalibrierung.
Die Regel verbreitete sich, weil die meisten Werkstätten die meiste Zeit Baustahl gebogen haben. Wenn 90 % deines Lagers aus kohlenstoffarmem Stahl bestehen, wirkt eine Abkürzung wie Physik. Aber es ist Werkstattgeschichte, kein universelles Gesetz.
Tauscht man dieses Blech gegen 304 Edelstahl mit 85.000–95.000 PSI Zugfestigkeit, biegt man nicht mehr dasselbe Material. Die Matrize blieb gleich. Die Belastungsgrenze änderte sich.
Und die Belastungsgrenze ist alles.
Beim Luftbiegen wird der Innenradius hauptsächlich durch die V‑Öffnung bestimmt. Engere V‑Öffnung, kleinerer Radius. Kleinerer Radius bedeutet stärkere Dehnung der Außenseite.
Die Dehnung der äußeren Faser ist ungefähr proportional zur Materialstärke geteilt durch den Innenradius. Wenn der Radius zu klein für die Streckgrenze und Dehngrenzen des Materials ist, überschreiten die äußeren Fasern ihre Duktilität. Das ist dein Riss.
Baustahl verträgt vielleicht 20 % Dehnung. 304 Edelstahl weist auf dem Papier 40 % Dehnung aus, verfestigt sich aber schnell und widersteht dem Formen unter engen Radien, solange man ihm keinen Platz lässt. Hochfeste Stähle? Noch weniger verzeihend.
Die eigentliche Frage lautet also nicht “Ist meine Matrize 8× Materialstärke?”
Ist mein Innenradius groß genug für die Streckgrenze dieses Materials?“

Stellen Sie sich vor, das Blech überbrückt die Schultern der Matrize wie eine Spannweite zwischen zwei Auflagerpunkten. Der Stempel drückt die Mitte nach unten. Je schmaler die Spannweite, desto schärfer die Kurve.
Verschärfen Sie diese Kurve, und die äußeren Fasern legen einen längeren Weg zurück als die inneren. Sie dehnen sich. Jenseits der Streckgrenze verformen sie sich plastisch. Drücken Sie weiter, beginnen sie einzuschnüren. Drücken Sie noch weiter, reißen sie.
Bei 0,125 Zoll Baustahl in einer 1,000‑Zoll‑V-Matrize bleibt die Dehnung innerhalb eines sicheren Bereichs. Setzen Sie 0,125 Zoll 304-Edelstahl in dieselbe 1,000‑Zoll‑V-Matrize, verlangen Sie von einem Material mit höherer Streckgrenze, sich auf denselben engen Radius zu dehnen. Es widersetzt sich stärker, federt mehr zurück und konzentriert die Spannung stärker entlang der Biegelinie.
Das ist die Dehnungslücke – der Unterschied zwischen dem, was die Matrize verlangt, und dem, was das Material toleriert.
Schließen Sie diese Lücke falsch, und Sie erhalten teuren Ausschuss.
Nehmen Sie 0,125 Zoll Baustahl mit 60.000 PSI und 0,125 Zoll hochfesten Stahl mit 100.000 PSI. Die Dicke ist identisch. Die 8×‑Regel ergibt für beide eine 1,000‑Zoll‑V-Matrize.
Aber das höherfeste Blech erfordert mehr Spannung, um sich zu verformen. Um die Dehnung der äußeren Fasern innerhalb der Grenzen zu halten, erhöhen Sie den Innenradius. Beim Luftbiegen bedeutet eine Vergrößerung des Innenradius eine Verbreiterung der V-Öffnung – vielleicht 10× oder sogar 12× der Dicke, abhängig von der Güte.
Gleiche Dicke. Breitere Matrize.
Das fühlt sich falsch an, wenn Sie 8× als unverrückliche Regel verinnerlicht haben. Es fühlt sich richtig an, wenn Sie ein paar hundert Dollar teure gehärtete Bleche gerissen haben und das dem Einkauf erklären mussten.
Und die Verbreiterung der Matrize verändert mehr als nur den Radius.
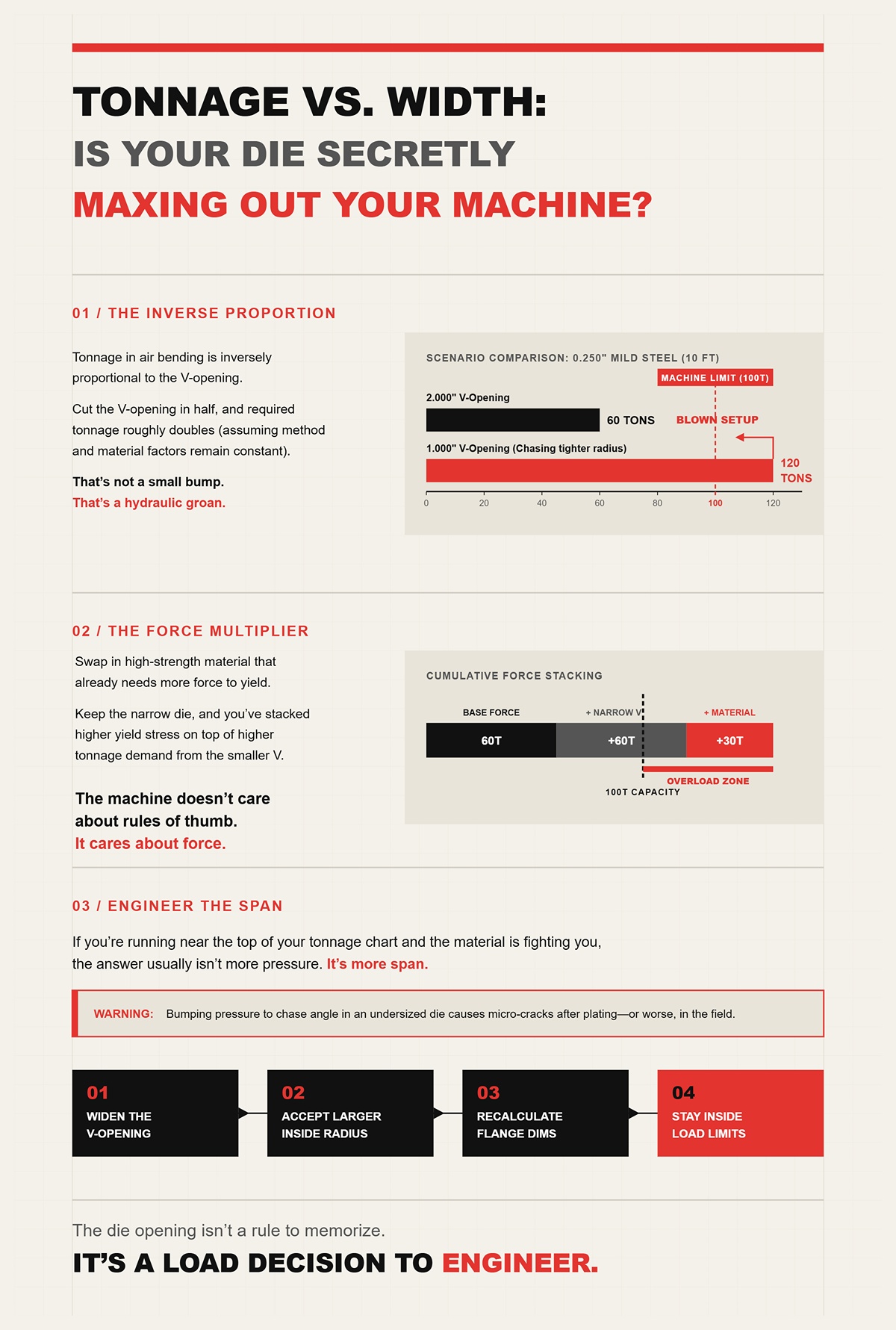
Hier ist der Punkt, den Bediener oft übersehen: Die Tonnage beim Luftbiegen ist umgekehrt proportional zur V-Öffnung.
Halbieren Sie die V-Öffnung, und die erforderliche Tonnage verdoppelt sich ungefähr (bei konstantem Methoden‑ und Materialfaktor). Das ist kein kleiner Anstieg. Das ist ein hydraulisches Stöhnen.
Angenommen, Sie biegen 0,250 Zoll Baustahl in einer 2,000‑Zoll‑V-Matrize und benötigen 60 Tonnen über 10 Fuß. Reduzieren Sie auf eine 1,000‑Zoll‑V-Matrize, um einen engeren Radius zu erzielen, und Sie nähern sich 120 Tonnen (prüfen Sie Ihre Tabelle, bevor Sie es versuchen). Auf einer 100‑Tonnen‑Maschine ist das keine Theorie. Das ist ein zerstörter Aufbau.
Jetzt ersetzen Sie das Material durch hochfesten Stahl, der ohnehin mehr Kraft zum Verformen benötigt. Behalten Sie die schmale Matrize bei, und Sie stapeln eine höhere Streckgrenze auf die höhere Tonnageanforderung der kleineren V-Öffnung.
Die Maschine kümmert sich nicht um Faustregeln. Sie kümmert sich um Kraft.
Ich habe Bediener gesehen, die den Druck erhöhen, um den Winkel bei Edelstahl in einem zu kleinen Gesenk zu „jagen“. Der Winkel stimmt dann. Das Teil sieht gut aus. Dann treten Mikrorisse nach dem Beschichten auf – oder schlimmer noch, erst im Einsatz.
Wenn du dich nahe der Obergrenze deiner Tonnageliste befindest und das Material sich wehrt, ist die Antwort in der Regel nicht mehr Druck.
Es ist mehr Spannweite.
Verbreitere die V-Öffnung. Akzeptiere einen größeren natürlichen Innenradius. Berechne deine Flanschmaße neu. Bleibe innerhalb der Dehnungsgrenzen des Materials und der Belastungsgrenzen deiner Maschine.
Am Ende davon solltest du dich unwohl fühlen, wenn du 8× Materialstärke einstellst, ohne vorher die Streckgrenze zu prüfen.
Gut.
Denn die Gesenköffnung ist keine Regel zum Auswendiglernen.
Sie ist eine Belastungsentscheidung, die konstruiert werden muss.
Ich habe eine 0,125-Zoll-Blank aus 304-Edelstahl in drei verschiedenen Gesenken biegen sehen – 0,750-Zoll-V, 1,000-Zoll-V und 1,500-Zoll-V – mit demselben Stempel, derselben Abkantpresse, demselben Bediener. Der Innenradius änderte sich so stark, dass das Teil nicht zweimal in denselben Messblock passte. Nichts anderes wurde verändert. Nur die V-Öffnung.
Wenn also 8× Materialstärke nicht verlässlich ist, wie wählst du das Gesenk tatsächlich aus?
Du beginnst damit, zu verstehen, was das Gesenk wirklich tut. Beim Luftbiegen ist die V-Öffnung keine “Halterung”. Sie ist die Spannweite einer Brücke. Das Blech liegt auf den Schultern des Gesenks auf, und der Stempel drückt die Mitte nach unten. Diese Spannweite bestimmt, wie stark sich das Material krümmen muss, um 90 Grad zu erreichen. Änderst du die Spannweite, änderst du die Krümmung. Änderst du die Krümmung, änderst du Dehnung der Außenfasern, Tonnage und Rückfederung. Das ist keine Meinung. Das ist Mechanik.
Und sobald du das erkennst, hörst du auf zu fragen “Was ist die Regel?” und beginnst zu fragen “Welchen Radius erzeugt diese Spannweite?”
Nehmen wir 0,125-Zoll-Mildstahl in einer 1,000-Zoll-V-Öffnung. Beim Luftbiegen erhältst du keinen 0,031-Zoll-Innenradius, nur weil dein Stempel spitz ist. Du erhältst ungefähr einen 0,125-Zoll-Innenradius. Das Material “schwebt” zwischen den Gesenk-Schultern und findet seine eigene Krümmung.
Diese Krümmung ist nicht zufällig.
Das Material bildet einen natürlichen Radius aus, der darauf basiert, wie weit die Schultern voneinander entfernt sind. Breiteres V, größerer natürlicher Radius. Engeres V, kleinerer natürlicher Radius. Du wählst kein Gesenk, um zur Stärke zu “passen”. Du wählst ein Gesenk, um einen bestimmten Innenradius zu erzeugen – ob du dir dessen bewusst bist oder nicht.
Das bedeutet, wenn deine Zeichnung einen 0,250-Zoll-Innenradius in 0,125-Zoll-Material verlangt, beginnst du nicht mit der Materialstärke. Du beginnst damit, rückwärts die V-Öffnung zu berechnen, die diesen Radius „floaten“ lässt.
Also, wie sieht die Beziehung aus?
Für Baustahl bis etwa 0,500 Zoll Dicke beträgt der Innenradius beim Luftbiegen ungefähr 15% bis 20% der V-Öffnung. Viele Tabellen vereinfachen das zu R ≈ V ÷ 8 für Material mit 60.000 PSI Zugfestigkeit. Daher stammt die alte Faustregel „8× Dicke“. Bei 0,125 Zoll Baustahl ergibt eine 1,000‑Zoll‑V‑Öffnung geteilt durch 8 etwa 0,125 Zoll Innenradius.
Beachte jedoch, was tatsächlich passiert. Der Radius ist in erster Linie eine Funktion der V‑Öffnung. Die Dicke spielt nur im Hintergrund mit.
Wechsle nun zu 304 Edelstahl mit 85.000–95.000 PSI Zugfestigkeit. Gleiche 1,000‑Zoll‑V‑Öffnung. Man sieht oft einen etwas größeren frei geformten Radius als bei Baustahl, weil die höhere Streckgrenze eine engere Krümmung verhindert. Der Prozentsatz verschiebt sich. Vielleicht verhält es sich näher an V ÷ 7,5 oder V ÷ 7, je nach Härtegrad. Das ist kein Versagen der Mathematik – das ist das Material, das zurückdrückt.
Entscheidend ist: Wenn du die V‑Öffnung änderst, legst du direkt das Fenster für den Innenradius fest. Wenn dein Material einen Mindestinnenradius von 1× Dicke benötigt, um Rissbildung zu vermeiden, wählst du eine V‑Öffnung, die mindestens diesen Radius erzeugt. Nicht „8× Dicke“, nur weil es in einer Tabelle steht. Eine V‑Öffnung, die den Radius erzeugt, den dein Material aushält.
Und das stellt das Einrichtungsblatt auf den Kopf.
Ich hatte Bediener, die darauf beharrten, dass eine Stempelspitze von 0,062 Zoll einen engen Radius in eine 0,250‑Zoll‑Platte in einer 2,000‑Zoll‑V pressen würde. Das wird sie nicht. Nicht beim Luftbiegen.
Der Stempel berührt das Material am Scheitelpunkt, aber das Blech wird an den Schultern der Matrize abgestützt. Solange man nicht bis zum Grund oder zum Prägen geht, ist der Spitzenradius des Stempels für den endgültigen Innenradius nahezu irrelevant. Das Material hängt frei. Es formt sich über die Spannweite, nicht über die Spitze.
Deshalb kann man von einem scharfen Stempel auf eine 0,125‑Zoll‑Spitze wechseln und nahezu keine Veränderung des Innenradius feststellen, solange die V‑Öffnung gleich bleibt. Ich habe das mit 0,187‑Zoll A36 in einer 1,500‑Zoll‑V‑Öffnung gemacht. Der Winkel änderte sich leicht aufgrund der Eindringtiefe. Der Radius blieb gleichgültig.
Wenn also jemand sagt: “Ich brauche einen engeren Stempel”, meint er in der Regel: “Ich habe die falsche V‑Öffnung gewählt.”
Und wenn die V‑Öffnung den Radius festlegt – was verändert sie sonst noch unauffällig?
Biege 0,125‑Zoll 304 Edelstahl auf 90 Grad in einer 1,000‑Zoll‑V. Du musst möglicherweise auf 83 Grad überbiegen, um nach der Rückfederung bei 90 Grad zu landen. Lege dasselbe Blech in eine 1,500‑Zoll‑V‑Öffnung und du überbiegst vielleicht auf 80 Grad. Gleiche Dicke. Gleiches Material. Andere Matrize.
Warum?
Denn Rückfederung ist elastische Rückverformung. Je größer der Innenradius, desto geringer die plastische Dehnung und desto höher der Anteil an elastischer Energie, die in der Biegezone gespeichert wird. Größere V‑Öffnung → größerer frei geformter Radius → weniger plastische Verformung im Verhältnis zur elastischen → mehr Rückfederung.
Das ist der Kompromiss.
Bei hochfesten Stählen – sagen wir 0,125 Zoll Material mit 100.000 PSI Zugfestigkeit – wird der Effekt deutlicher. Das Material hat bereits eine hohe Streckgrenze und einen weiten elastischen Bereich. Gib es in eine breite V‑Öffnung, vielleicht 1,500 Zoll oder 1,750 Zoll, um den Innenradius zu schützen, und du verringerst die plastische Dehnung noch weiter.
Das Ergebnis? Du könntest 4–6 Grad Rückfederung bei einer 90‑Grad‑Biegung sehen (achte auf die Tonnage‑Tabelle). Bediener geraten in Panik und erhöhen den Druck. Druck verändert aber die Spannweite nicht. Er drückt nur den Stempel tiefer und bewegt sich damit in Richtung Grundbiegen.
Der eigentliche Hebel war die V‑Öffnung die ganze Zeit über.
Breitere Matrizen schützen vor Rissen, indem sie den Innenradius vergrößern. Aber sie können Sie mit mehr Winkelabweichung bestrafen, wenn Ihre Maschine, Werkzeugausrichtung oder Materialcharge nicht konsistent ist. Das ist kein Grund, schmal zu gehen und Flansche reißen zu lassen. Es ist ein Grund, das Gleichgewicht, das Sie wählen, zu verstehen.
Wie balanciert man das?
Beginnen Sie mit dem minimal sicheren Innenradius des Materials, basierend auf der Streckgrenze und der Dehnung. Wenn hochfester Stahl mit 0,125 Zoll Dicke mindestens einen Innenradius von 0,187 Zoll benötigt, um außerhalb der Gefahrenzone zu bleiben, wählen Sie ein V, das das ermöglicht – vielleicht 1,250 Zoll oder 1,500 Zoll, je nach dem empirischen Verhältnis Ihrer Werkstatt.
Überprüfen Sie dann zwei Einschränkungen.
Erstens: Tonnage. Ein engeres V bedeutet höhere Kraft. Die Tonnage beim Luftbiegen ist grob umgekehrt proportional zur V-Öffnung. Halbieren Sie das V, und Sie verdoppeln fast die erforderliche Kraft. Kombinieren Sie das mit einem Material von 100.000 PSI, und Sie stoßen schnell an die Maschinenlimits.
Zweitens: Geometrie. Die minimale Flanschlänge liegt typischerweise bei etwa 0,67× bis 0,77× der V-Öffnung für einen 90-Grad-Biegewinkel. Wählen Sie ein V von 1,500 Zoll und Sie benötigen ungefähr 1,000 Zoll gerades Schenkelmaß, um die Matrizenschultern frei zu halten. Wenn Ihre Zeichnung nur 0,750 Zoll vorgibt, funktioniert diese Matrize physisch nicht.
Jetzt lösen Sie ein Einschränkungsproblem:
Das ist Matrizenwahl. Nicht 8× Materialdicke.
Und sobald Sie verstanden haben, dass die V-Öffnung den natürlichen Radius und das Rückfederungsverhalten beim Luftbiegen bestimmt, sind Sie bereit, die nächste unangenehme Frage zu stellen:
Was ändert sich, wenn man vom Luftbiegen zum Bodenbiegen oder Prägen übergeht?
Was ändert sich mechanisch, wenn Sie mit dem Luftbiegen aufhören und mit dem Bodenbiegen oder Prägen beginnen?
Sie hören auf, dem Material zu erlauben, seinen Radius selbst zu wählen.
Beim Luftbiegen hängt das Blech zwischen den Matrizenschultern wie eine Brücke, und der Stempel drückt es nur so weit in eine Kurve, bis plastische Verformung die elastische Rückfederung überwindet. Die V-Öffnung bestimmt die Spannweite. Das Material fließt dort, wo es möchte, innerhalb dieser Geometrie. Die Rückfederung ist vorhersagbar, weil das Blech nie vollständig eingeschlossen wird.
Bodenbiegen und Prägen sind andere Verfahren.
Sie verwandeln die Matrize von einer Auflage in eine Form.
Und wenn die Matrize zu einer Form wird, führt eine falsche V-Öffnung nicht nur zu einem falschen Radius – sie vervielfacht Kraft, Spannung und teuren Ausschuss.
Beim Luftbiegen treibt der Stempel das Blech niemals vollständig gegen die Wände und den Boden der Matrize. Drei Berührungspunkte. Das war’s. Zwei Schultern und die Stempelspitze.
Das Blech kann seinen Innenradius frei “schweben” lassen, abhängig von Spannweite und Streckgrenze des Materials. Deshalb kann ein V von 1,000 Zoll bei Baustahl etwa einen Innenradius von 0,125 Zoll ergeben, sich aber bei 0,125 Zoll 304 Edelstahl anders verhalten. Die Matrize definiert Grenzen, erzwingt aber keine Form.
Du führst das Material, du sperrst es nicht ein.
Diese Freiheit ist der Grund, warum das Luftbiegen eine Bandbreite von V-Öffnungen für dieselbe Blechdicke toleriert. Du kannst 0,125 Zoll A36 in einem 1,000‑Zoll‑V oder einem 1,250‑Zoll‑V biegen und trotzdem ein gutes Ergebnis erzielen, wenn du Rückfederung und Flanschgrenzen im Griff hast. Presskraft ändert sich (schau auf deine Tabelle), Radius ändert sich, Überbiegung ändert sich – aber der Prozess ist tolerant, weil das Blech nicht in eine Geometrie gepresst wird.
Die Matrize ist eine Unterstützung.
Und Unterstützungen bestimmen keine Krümmung – sie erlauben sie innerhalb von Grenzen.
Da das Material nie vollständig in der Matrize aufliegt, bewirken kleine Änderungen der V‑Öffnung eine gleichmäßige, proportionale Verschiebung von schwebendem Radius und Rückfederung. Halbierst du die V‑Öffnung, verdoppelt sich nahezu die Presskraft. Verbreiterst du sie, steigt die Rückfederung. Aber das Material findet weiterhin selbst ein Gleichgewicht zwischen elastischer und plastischer Dehnung.
Es ist anpassbar.
Du kannst das mit Eindringtiefe, Winkelkorrektur oder Materialtests ausgleichen. Selbst wenn du die V‑Öffnung etwas zu klein wählst, wird das Blech nicht flach gegen gehärteten Stahl „gebügelt“. Du erhältst vielleicht einen kleineren Radius und höhere Presskraft, aber du zwingst das Material nicht automatisch über seine Dehngrenze hinaus.
Deshalb wirkt das Luftbiegen tolerant, wenn sich die Streckgrenze deines Materialloses um 5.000 PSI verschiebt.
Das System hat Elastizität eingebaut.
Aber hier kommt der Teil, den die meisten Bediener nicht laut aussprechen.
Luftbiegen tauscht etwas Winkelpräzision gegen diese Flexibilität ein.
Da du dich auf Rückfederungskompensation verlässt, hängt dein Endwinkel von gleichbleibenden Materialeigenschaften, gleichbleibender Eindringtiefe und einer Presse ab, die auf wenige Tausendstel wiederholt. Bei einer Präzisionsteil‑Halterung aus 0,090‑Zoll 7075‑T6 für die Luftfahrt zeigt sich diese Variabilität schnell. Du kannst sie beherrschen. Aber du musst sie steuern.
Da kommen das Bodenpressen und das Prägen ins Spiel.
Sie versprechen, den Winkel zu “fixieren”.
Die Frage ist, was dieses Schloss kostet.
Bottoming ändert eine Sache, die wichtiger ist als alles andere.
Du treibst das Material in die Matrizenhöhlung, bis es den Matrizenenwinkel berührt, und drückst dann über den ersten Kontakt hinaus – typischerweise wird die Biegezonen um zusätzliche 10–15% komprimiert, um den Rückfederungseffekt zu reduzieren. Jetzt schwebt das Blech nicht mehr zwischen den Schultern. Es ist in die Geometrie eingepresst.
Du lässt den Radius nicht mehr natürlich entstehen.
Du erzwingst ihn.
Und wenn du Metall zwingst, zeigt das Tonnage-Messgerät die Wahrheit.
Beim Luftbiegen sieht man möglicherweise 1–2 Tonnen pro Zoll bei 0,125-Zoll-Weichstahl in einer 1,000-Zoll-V-Öffnung. Wenn du dieselbe Einstellung bottomst, kannst du diese Last leicht verdoppeln oder verdreifachen – abhängig vom Matrizenenwinkel und der Eindringtiefe. Die Abkantpresse kümmert sich nicht mehr um deine Faustregel-Tabelle. Sie kümmert sich um die Kontaktfläche.
Stell dir nun vor, du hast die 8×-Dickenregel befolgt und eine V-Öffnung gewählt, die für den minimalen Innenradius des Materials zu eng ist.
Beim Luftbiegen hätte sich das vielleicht als engerer Radius und höhere Tonnage gezeigt – ein Warnsignal. Beim Bottoming hingegen zerdrückst du die Biegezonen in einen Matrizenenwinkel, der schärfer sein kann, als das Material verträgt. Die zusätzliche 10–15% Eindringung zum “Fixieren” des Winkels erhöht die Druckspannung an der Innenseite und die Zugdehnung direkt außerhalb der neutralen Achse.
Dort reißen die Flansche.
Und Werkzeughersteller raten aus gutem Grund vom Bottoming ab. Wenn du Material vollständig in gehärtete Matrizen unter erhöhter Tonnage einsetzt, wird jede Abweichung in V-Öffnung, Matrizenenwinkel oder Materialduktilität direkt in Werkzeugverschleiß, Kaltverschweißen oder abgesplitterte Schultern übertragen. Es fühlt sich weniger richtig an, wenn du ein paar Hundert Dollar teure gehärtete Platten gesprengt hast und das dem Einkauf erklären musstest.
Bottoming reduziert den Rückfederungseffekt.
Es verringert aber auch deine Fehlertoleranz hinsichtlich der V-Öffnung.
Coining ist nicht einfach etwas stärkeres Bottoming.
Es ist ein völlig anderes Regime.
Du treibst die Stempelspitze mit so viel Kraft – oft 50 Tonnen pro Zoll oder mehr im Vergleich zu 1–2 beim Luftbiegen – in das Material, dass die gesamte Biegezonen durch die Dicke plastisch verformt wird. Du biegst nicht nur. Du bügelst. Der Stempelnasenradius wird zum Innenradius, weil du Material unter extremer Druckspannung verdrängst.
Der Rückfederungseffekt verschwindet nahezu, weil du die Streckgrenze in diesem gesamten Bereich überschritten hast.
Aber die 8×-Regel?
Hier bedeutungslos.
Beim Prägen muss die V-Öffnung an die Geometrie des Stempels und die Materialfestigkeit angepasst werden, damit das Material fließen kann, ohne zu brechen oder das Werkzeug zu zerstören. Ist sie zu eng, steigt die Tonnage über die Maschinenkapazität hinaus. Ist sie zu breit, verliert man die Unterstützung, verformt den Winkel oder hinterlässt Markierungen am Teil. Die Geometrieoptionen schrumpfen, weil das Werkzeug die Belastung überstehen muss.
Das ist der Grund, warum Prägen in modernen Werkstätten selten ist. Nicht weil es nicht funktioniert – das tut es ganz sicher –, sondern weil es spezielles Werkzeug, steife Maschinen und eine disziplinierte Einrichtung erfordert. Wenn man hier die V-Öffnung falsch wählt, sieht man nicht nur Winkelfehler.
Man hört sie.
Ein scharfer Knall von der Presse, ein Ausschlag auf dem Tonnagemesser und manchmal eine gebrochene Stempelspitze, die Ihre Einrichtung gerade in teuren Ausschuss verwandelt hat.
Beim Luftbiegen kann das Material seinen eigenen Radius finden. Beim Bodenbiegen und Prägen wird ein Radius vorgegeben.
Wenn man diesen Unterschied versteht, hört die Matrizenwahl auf, eine Abkürzung über die Blechdicke zu sein, und wird zu einer Entscheidung über die Lastverteilung – wie die Bemessung einer Brückenspannweite für das Gewicht, das sie tragen muss.
Wenn also die Biegemethode beeinflusst, wie der Radius entsteht und wie die Kraft durch das Werkzeug fließt – wie verwandelt man das in eine wiederholbare Methode, um jedes Mal das richtige V zu wählen?
Ich habe gesehen, wie eine 0,125-Zoll-Halterung aus 304-Edelstahl entlang des Außenradius sauber in einer 1,000-Zoll-V-Öffnung gerissen ist, weil auf dem Einrichtungsblatt “8× Dicke” stand. Der Bediener machte nichts falsch. Die Regel war falsch für diese Belastung.
Wenn die Biegemethode beeinflusst, wie die Kraft fließt, muss die Wahl des V mit der Belastungsfähigkeit des Materials beginnen – seiner Streckgrenze, nicht seiner Dicke. Hier ist der Arbeitsablauf, den ich in der Werkstatt verwende – derselbe, der mich davor bewahrt hat, teuren Ausschuss bei 7075-T6 und hochfestem Blech zu produzieren.
Das Zertifikat herausziehen.
Nicht die generische Zeile “Edelstahl” aus dem Laufzettel. Die tatsächliche Streckgrenze aus dem Prüfbericht des Walzwerks. A36 kann eine Streckgrenze von 36.000 PSI zeigen. Kaltgewalzter 1018 liegt etwa bei 50.000–60.000 PSI. 304-Edelstahl hat oft eine Streckgrenze von 30.000–45.000 PSI, verhärtet aber schnell durch Verformung. 7075-T6-Aluminium liegt etwa bei 73.000 PSI Streckgrenze. HSLA-Güten können deutlich darüber hinausgehen.
Die Streckgrenze zeigt, wie viel Spannung die äußeren Fasern aushalten können, bevor sie sich plastisch dehnen. Je enger der Radius, desto höher die Belastung der Außenfasern. Das ist der Rissmechanismus.
Diese “6× für Aluminium, 10× für Edelstahl”-Multiplikatoren, die in Werkstätten kursieren? Sie sind grobe Übertragungen der Streckgrenze in überlebbare Dehnung. Aber Aluminium ist nicht gleich Aluminium. 5052-H32 lässt sich hervorragend biegen. 7075-T6 bricht, wenn man es nur falsch anschaut. Gleiche Dicke. Völlig unterschiedliche Dehnungsfestigkeit.
Aber das ist Werkstatterfahrung, kein universelles Gesetz.
Deshalb behandle ich den Multiplikator als Ausgangsschätzung, die an den Streckbereich gebunden ist, nicht an den Materialnamen. Unter 40.000 PSI Streckgrenze? Man kann normalerweise mit engeren Verhältnissen leben. Um 60.000 PSI? Das ist klassischer Normalstahlbereich. Über 70.000 PSI? Man beginnt, die Matrizen schnell zu verbreitern, um die Außenfasern zu schützen.
Wenn man nicht mit der Streckgrenze beginnt, rät man nur bei der Dehnung. Und wenn man bei der Dehnung rät, reißen die Laschen.
So sieht das in der Praxis aus.
Nehmen wir an, du hast 0,125 Zoll 5052-H32-Aluminium. Streckgrenze etwa 28.000–33.000 PSI. Dieses Material toleriert engere Radien, daher verhält sich ein 6× Materialdicke-V (0,750 Zoll) beim Luftbiegen oft gut.
Nun tausche zu 0,125 Zoll 304-Edelstahl, Streckgrenze vielleicht 35.000–45.000 PSI, aber mit starkem Verfestigungsverhalten. Wenn du bei 0,750 Zoll bleibst, weil “es bei Aluminium funktioniert hat”, schrumpft dein Innenradius, die äußere Dehnung steigt sprunghaft an, und du wirst Mikrorisse auf polierten Teilen sehen. Erhöhe auf 1,250 Zoll oder 1,500 Zoll V, und das Material entspannt sich.
Nimm 0,125 Zoll HSLA mit einer Streckgrenze von 80.000 PSI. Wenn du versuchst, es in ein 1,000-Zoll-V zu zwingen, weil das Gestell doppelt organisiert ist, konzentrierst du die Dehnung in einen Radius, den das Material einfach nicht übersteht. Das ist kein Dickenproblem – das ist ein Streckgrenzenproblem.
Sobald du die Streckgrenze kennst, ergibt sich die nächste Frage von selbst.
Welchen Innenradius übersteht dieses Material, ohne zu reißen?
Ich habe gesehen, wie 0,187 Zoll A36 den ganzen Tag lang mit einem Innenradius von 0,187 Zoll gebogen wird. Versuch denselben Trick mit 0,187 Zoll 4140 vorgehärtet, und du kannst Bruchstücke zusammenkehren.
Die Außenseite einer Biegung wird gedehnt. Je enger der Innenradius im Verhältnis zur Dicke, desto höher ist die Zugdehnung außen. Wenn diese Dehnung die Dehnungsfähigkeit des Materials bei Streckgrenze überschreitet, entstehen Risse. Das ist Physik.
Beim Luftbiegen gilt als Faustregel: Für viele Stähle mit etwa 60.000 PSI Zugfestigkeit ist ein Innenradius etwa gleich der Materialdicke sicher. Deshalb funktioniert die alte “8× Dicke”-Regel manchmal bei Baustahl — weil Luftbiegen in einem 8× V dazu neigt, einen Innenradius nahe 1× Dicke zu erzeugen.
Aber wenn man sich von dieser Zugfestigkeit entfernt, verschiebt sich die Beziehung.
Höherfeste Materialien benötigen größere Innenradien im Verhältnis zur Dicke, um die Dehnung der äußeren Faser unter der Bruchgrenze zu halten. Deshalb möchte 7075-T6 oft 2× Dicke oder mehr für eine zuverlässige 90-Grad-Biegung. Ignorierst du das, hörst du den Riss, bevor du ihn siehst.
Du wählst also einen Ziel-IR basierend auf Streckgrenze und Duktilität — nicht, weil eine Tabelle 8× Dicke sagte, sondern weil die Dehnungsgrenze des Materials es erfordert.
Sobald du diesen Zielradius hast, wird das Gesenk zur Geometriefrage.
Lass uns ein echtes Szenario durchspielen.
Du hast 0,125 Zoll 304-Edelstahl, Sichtseite außen. Basierend auf Streckgrenze und Erfahrung entscheidest du, dass du mindestens einen Innenradius von 0,125 Zoll haben möchtest, um außerhalb der Risszone zu bleiben. Enger als das, und du riskierst die Oberfläche.
Dieser 0,125-Zoll-IR ist die Einschränkung. Er schützt das Material.
Jetzt wird die Frage mechanisch: Welche V-Öffnung erzeugt diesen Radius beim Luftbiegen?
Beim Luftbiegen wird der Innenradius hauptsächlich durch die V-Öffnung bestimmt, nicht durch die Stempelspitze. Eine gängige Näherung besagt, dass der Innenradius etwa 16 % der V-Öffnung beträgt.
Drehen wir das um.
Wenn IR ≈ 0,16 × V, dann gilt V ≈ IR ÷ 0,16.
Wenn du einen Innenradius von 0,125 Zoll möchtest: V ≈ 0,125 ÷ 0,16 ≈ 0,781 Zoll.
Du wirst kein 0,781 Zoll großes Gesenk im Regal finden. Du wählst die nächstliegende Standardgröße – wahrscheinlich 0,750 Zoll oder 1,000 Zoll.
Nun vergleiche die Ergebnisse.
0,750 × 0,16 ≈ 0,120 Zoll IR. 1,000 × 0,16 ≈ 0,160 Zoll IR.
Wenn Rissbildung deine Sorge ist, bietet dir die 1,000‑Zoll‑V‑Öffnung etwas Spielraum. Wenn die Flanschlänge begrenzt ist und du ein kleineres Gesenk zur Unterstützung benötigst, könntest du die 0,750‑Zoll‑Variante akzeptieren und die Oberfläche sorgfältig überwachen.
Siehst du, was gerade passiert ist?
Du hast nicht mit der Dicke begonnen. Du hast mit der zulässigen Dehnung begonnen, diese in einen Zielradius übersetzt und daraus rückwärts eine V‑Öffnung bestimmt, die die Belastung steuert.
Das ist Lastmanagement wie bei einer Brücke. Die Fahrbahn (das Material) hat eine Tragfähigkeitsbewertung (Streckgrenze). Du dimensionierst die Spannweite (V‑Öffnung) so, dass die Spannung sie nie überschreitet.
Da das Produktportfolio von CN‑HAWE CNC‑basiert (100%) ist und Hochleistungsszenarien beim Laserschneiden, Biegen, Rillen und Scheren abdeckt, für Teams, die hier praktische Optionen bewerten, Abkantpresse ist der nächste relevante Schritt.
Aber Geometrie und Kraft haben immer noch ein Mitspracherecht.
Wenn du eine bestimmte Zeichnung, Materialgüte oder Maschinenbegrenzung überprüfst, ist dies der Punkt, an dem reale Randbedingungen – verfügbare Presskraft, Werkzeugbestand und Biegeverfahren – gemeinsam geprüft werden müssen. CN‑HAWE unterstützt vollständig CNC‑basierte Biege‑ und Blechlösungen und investiert stark in F&E im Bereich Abkantpressen und intelligente Ausrüstung, wodurch das Unternehmen ein praxisnaher Partner für die Überprüfung von Presskraftberechnungen, V‑Gesenk‑Auswahl und Prozessmachbarkeit unter deinen tatsächlichen Produktionsbedingungen ist. Für eine technische Diskussion oder ein Angebot kannst du CN‑HAWE hier kontaktieren.
Wenn du das “8:1‑Verhältnis” korrekt hörst, bezieht es sich nicht auf das Achtfache der Dicke. Es gilt ungefähr V ≈ 8 × IR, was mit der 16 %-Beziehung übereinstimmt (da 1 ÷ 0,16 ≈ 6,25 und reale Abweichungen es je nach Material und Eindringtiefe näher an 8 bringen).
Dieses Verhältnis funktioniert nur, wenn dein Biegeverfahren Luftbiegen ist und sich dein Material etwa entlang dieser Dehnungskurve verhält. Beim Aufsetzen oder Prägen bricht diese Beziehung, da der Gesenkwinkel und der Stempelradius die Kontrolle übernehmen.
Die 8:1‑Idee ist also nicht schlecht.
Sie wurde nur mit der falschen Variablen verknüpft.
Und sobald du ein V aus dem Radius auswählst, hast du immer noch nicht die Frage beantwortet, die Pressen am Leben hält:
Kann dein Werkzeug und deine Maschine die Belastung überstehen?
Ich habe einen Auftrag mit einer 0,250-Zoll-Platte gesehen, spezifiziert für eine schmale Matrize, die insgesamt über 150 Tonnen auf einer 10-Fuß-Abkantpresse ergab, die für 135 Tonnen ausgelegt war. Die Berechnung war beim Radius korrekt. Die Maschine kümmerte das nicht.
Die Tonnage beim Luftbiegen steigt, wenn sich die V-Öffnung verengt. Verdoppelst du das V, halbierst du nahezu die Tonnageanforderung. Das liegt daran, dass eine schmalere Spannweite die Kraft über einen kürzeren Hebel konzentriert. Die Matrize wird zu einer kürzeren Brückenspannweite, die denselben Lkw trägt.
Wenn du also ein V entsprechend deinem Ziel-Innenradius gewählt hast, berechne die Tonnen pro Fuß für diese Dicke und V-Öffnung. Vergleiche dies mit:
(Und wenn du „bottoming“ machst, multipliziere deine Luftbiege-Tonnage deutlich — oft um 2× oder mehr — weil die Kontaktfläche und das Eindringen die Belastung stark erhöhen.)
Hier fällt das Argument “wir lagern nur 0.500-, 1.000- und 2.000-Zoll-Matrizen” auseinander. Ja, damit kannst du viele Aufträge abdecken. Aber du kannst auch stillschweigend deine Werkzeuge überlasten oder dich beim Hochfestmaterial am Rand von Rissbildung bewegen und es “normale Schwankung” nennen.”
Es fühlt sich richtig an, wenn du einige hundert Dollar an gehärteter Platte zersprengt hast und es dem Einkauf erklären musstest.
Der Arbeitsablauf ist also einfach, aber nicht vereinfachend:
Mach das, und die 8×-Dicken-Abkürzung hört auf, deine Werkstatt zu beherrschen.
Jetzt gibt es noch eine weitere Einschränkung, die dieses perfekt berechnete Setup immer noch zerstören kann — und sie hat nichts mit Festigkeit zu tun.
Du kannst den Streckgrenzwert richtig haben, den Innenradius richtig, die V-Öffnung berechnet mit 0,16 × V und die Tonnage sicher unter der Maschinenleistung – und trotzdem das Teil verschrotten.
Ich habe eine 0,125-Zoll 304-Edelstahlhalterung gesehen, die in einer völlig vernünftigen 1,000-Zoll-V-Matrize gebogen wurde. Der Radius ergab 0,160. Die Tonnage war unkritisch. Die Oberfläche hat nicht gerissen. Aber die Zeichnung verlangte einen Flansch von 0,375 Zoll. Jedes Teil kam mit zu kurzem Schenkel und zu großem Winkel heraus, als hätte die Abkantpresse ihren eigenen Willen.
Kam er nicht.
Der Flansch war zu kurz für die Geometrie der Matrize.
Wenn der Schenkel beim Biegen nicht physisch flach auf der Schultern der Matrize aufliegen kann, verhält sich das Blech nicht mehr wie ein abgestützter Balken, sondern wie ein Sprungbrett. Deine Dehnungsberechnung ändert sich nicht. Deine Stützbedingung schon. Und die Geometrie gewinnt diesen Kampf jedes Mal.
Wenn also die Festigkeit nicht der Fehlerpunkt ist, was dann?
Setze einen Messschieber auf eine 1,000-Zoll-V-Matrize. Von der Mittellinie bis zu jeder Schulter sind es 0,500 Zoll. Beim Luftbiegen berührt das Material in der Nähe dieser Schultern, während der Stempel nach unten fährt. Diese Kontaktfläche ist deine Unterstützung.
Stell dir nun vor, du versuchst, einen 0,375-Zoll-Flansch in derselben Matrize zu biegen. Die halbe V-Öffnung (0,500 Zoll) ist bereits breiter als dein gesamter Schenkel. Es gibt keine stabile Schulterauflage. Das Material fällt in die V-Öffnung, bevor die Biegung vollständig geformt ist.
Du wirst den Winkel den ganzen Tag lang jagen.
Denn was passiert, ist kein Rückfedern. Es ist eine sich verschiebende Geometrie. Der Zuschnitt rutscht beim Belastungsauftrag tiefer in die Matrize. Deine Biegelinie bewegt sich effektiv. Deshalb schwankt deine Winkelmessung, selbst wenn deine Tonnage absolut konstant ist.
Winkelfehler sehen aus wie Materialprobleme.
Sie sind oft Schenkellängenprobleme.
Und hier tappen die Anhänger der 8×-Materialstärke-Regel in die Falle. Du hast die V-Öffnung korrekt anhand von Streckgrenze und Ziel-Innenradius gewählt. Gut. Aber niemand hat gefragt, ob der Flansch in dieser V-Öffnung überhaupt physisch existieren kann.
Wie weißt du das, bevor du den Zyklus startest?
Hier ist die praktische Prüfung.
Für das Luftbiegen beträgt der minimale Flansch etwa 0,7 × V-Öffnung. Einige Werkstätten verwenden 0,6 × V. Andere gehen auf Nummer sicher mit 0,8 × V. Aber wenn du unter 0,6 × V liegst, gehst du ein Risiko ein.
Nimm die 1,000-Zoll-V-Öffnung.
0,7 × 1,000 = 0,700 Zoll minimaler Flansch für stabile Unterstützung.
Vergleiche das jetzt mit dem 0,375-Zoll-Flansch auf der Zeichnung. Du liegst bei kaum 0,375 × V. Dieser Schenkel hat keine Chance, während der Formung sauber auf der Schulter aufzusetzen.
Was hat der Bediener also getan? Er wechselte auf eine 0,625-Zoll-V-Matrize. Das verletzt die alte 8×-Dickenregel für 0,125-Zoll-Material (0,625 ÷ 0,125 = 5×). Aber geometrisch?
0,7 × 0,625 = 0,437 Zoll minimale Flanschhöhe.
Jetzt ist dein 0,375-Zoll-Schenkel immer noch knapp – aber zumindest im Bereich der physikalischen Unterstützung.
Hier liegt der Haken.
Das Verengen dieser Matrize hat nicht nur die Geometrie korrigiert. Es hat die Tonnage in die Höhe getrieben. Bei 0,250-Zoll-A36 habe ich ungefähr 300 Tonnen pro 10 Fuß in einer 1,500-Zoll-V gemessen, gegenüber etwa 139 Tonnen in einer 3,000-Zoll-V. Halbierst du die Spannweite, verdoppelt sich die Last mehr als. Dieselbe Physik gilt bei dünneren Blechstärken.
Du löst das Flanschstützproblem und belastest die Abkantpresse stillschweigend stärker.
So werden “schnelle Lösungen” zu teurem Ausschuss oder schlimmer noch, zu teurem Werkzeug.
Und wenn der Flansch noch kürzer ist?
Wenn der Flansch zu kurz ist, verliert er nicht nur die Unterstützung. Er kann in die V-Matrize kippen, wenn der Stempel eindringt.
Du wirst einen glänzenden Schleifstreifen entlang einer Schulter sehen. Das ist nicht kosmetisch. Das ist das Blech, das sich dreht, während es in die Matrize fällt. Die Biegelinie verschiebt sich nach innen und verkürzt deinen Schenkel effektiv über die berechnete Länge hinaus.
Jetzt ist dein Flachmuster falsch – obwohl deine Biegeabzugsberechnung richtig war.
Hier kommen neuere Kraftmodelle ins Spiel. Tests mit SPCC und 1100-O-Aluminium in der Praxis haben gezeigt, dass die tatsächlichen Biegelasten die Tabellenwerte unter nicht idealen Kontaktbedingungen oft übersteigen. Rutschen ist eine dieser Bedingungen. Du bekommst Punktbelastung statt sauberen Schulterkontakt. Der lokale Druck steigt. Markierungen nehmen zu. Die Kraftvorhersage wird unbrauchbar.
Die minimale Flanschhöhe ist also keine Empfehlung.
Sie ist eine Stabilitätsanforderung.
Aber nehmen wir an, dein Flansch erfüllt die 0,7 × V-Regel. Er ist abgestützt. Der Winkel ist konstant. Es gibt ein weiteres stilles Geometrieproblem, das sich einschleicht – besonders wenn du versuchst, mit deinem Werkzeugbestand “effizient” zu sein.
Ich mag Mehrfach-V-Blöcke. Sie sparen Platz. Du kannst von 0,500 auf 0,750 auf 1,000 in einem Werkzeug wechseln.
Aber miss sie.
Die Schultern eines Mehrfach-V sind schmaler. Die Fläche zwischen den benachbarten Öffnungen ist dünner. Unter Last – besonders über 20 Tonnen pro Fuß – verformen sie sich stärker als eine dedizierte Einzel-V-Matrize mit derselben Öffnung.
Durchbiegung verändert Ihre effektive V-Weite unter Druck.
Und das verändert Ihren Radius.
Verarbeiten Sie 0,187-Zoll A36 in der kleinsten Öffnung eines Multi-V-Blocks, der für dünnes Material ausgelegt ist. Sie werden eine Winkelabweichung über die Länge feststellen, die Sie bei einer massiven einzelnen 0,750-Zoll-Matrize nicht sehen würden.
Warum?
Denn am oberen Ende seiner Belastungsgrenze biegt sich der Matrizenkörper mikroskopisch. Diese Biegung erweitert die Öffnung unter Last. Eine breitere V-Weite bedeutet einen größeren Innenradius. Ein größerer Radius bedeutet mehr Rückfederung. Damit entspricht Ihre programmierte Tiefe nicht mehr Ihrem Sollwinkel.
Es ist subtil. Ein Grad hier. Ein Grad und eine halbe dort.
Bei einer Toleranz von ±0,5° ist das Ausschuss.
Das bedeutet nicht, dass Multi-V-Blöcke wertlos sind. Aber das ist Werkstatterfahrung, keine universelle Regel — sie funktionieren gut im mittleren Bereich ihrer Arbeitslast. Wenn man sie an die Grenze bringt, driftet die Geometrie.
Wann hört man also auf, flexibel zu sein?
Wenn auf der Zeichnung ±0,010 Zoll Flanschlänge und ±0,5° Winkel bei 0,125-Zoll 304 Edelstahl gefordert sind und Sie mit 15–20 Tonnen pro Fuß arbeiten, kaufen Sie die spezielle Matrize.
Eine einzelne 0,875-Zoll- oder 1,000-Zoll-V-Matrize mit voller Masse darunter hält die Geometrie unter Belastung besser. Weniger Durchbiegung. Konstanterer Radius. Vorhersehbarere Rückfederung.
Ja, sie kostet anfangs mehr.
Aber auch das erneute Anfertigen einer Serie von 200 Teilen kostet, wenn die letzten 30 Stück wegen Erwärmung und Durchbiegung der Matrize außerhalb der Toleranz geraten.
Und wenn Flanschlänge und Matrizengewicht immer noch nicht ausreichen?
Einige Teile kämpfen nicht nur mit der Festigkeit oder Flanschlänge. Sie kämpfen auch mit der Oberfläche, der Rückfederung oder beidem.
Dann sind Standard-V-Matrizen nicht mehr das richtige Werkzeug.
Kosmetisches 0,090-Zoll-5052 mit gebürsteter Oberfläche zeigt jede Schultermarkierung. Sie können die V-Weite vergrößern, um den Druck zu verringern, aber das erhöht Radius und Rückfederung. Nun schwimmt Ihr Winkel.
Eine Walzenmatrize verändert die Kontaktbedingungen. Statt über eine feste Schulter zu gleiten, rollt das Material. Geringere Reibung. Weniger Markierungen. Gleichmäßigere Kraftkurve.
Urethaneinsätze verteilen die Last über eine größere Fläche und verringern den Spitzendruck, ohne dass Sie eine übergroße V-Öffnung verwenden müssen. Die Geometrie bleibt näher an Ihrem berechneten Radius.
Sie steuern jetzt Kontaktmechanik, nicht nur die Spannweite.
Anderer Hebel. Gleiches Ziel.
Nehmen Sie ein Material mit 0,187 Zoll Dicke und 80.000 PSI, das in einer Standard-90°-V-Matrize um 6–8 Grad zurückfedert. Sie können mit der Tiefe überbiegen, aber die Eindringtiefe steigt und die Tonnage folgt.
Eine spitze 30°- oder 60°-V-Matrize verändert die Geometrie des Bodenbiegens, ohne vollständig zu prägen. Die Matrizenwände greifen früher. Sie steuern das Rückfedern durch Winkelbeschränkung statt durch rohe Kraft.
Ja, die Tonnage steigt (achten Sie auf Ihre Tonnen pro Fuß), aber Sie tauschen Tiefe gegen Winkelkontrolle. Bei hochfesten Teilen kann das den Unterschied zwischen einem stabilen 90° und einem ständigen Nachstellen während der Schicht bedeuten.
An diesem Punkt sollte das Muster klar sein.
Die Streckgrenze sagt Ihnen, wie eng Sie biegen können, ohne dass es zu Rissen kommt. Die Tonnage sagt Ihnen, ob die Maschine überlebt. Die Flanschlänge sagt Ihnen, ob das Teil physisch in der Matrize sitzen kann. Die Werkzeuggeometrie sagt Ihnen, ob dieses Setup unter Last die Toleranz hält.
Ignorieren Sie eines davon, und Sie stellen wieder teuren Ausschuss her — selbst mit perfekter Dehnungsberechnung.
Der eigentliche Arbeitsablauf ist also nicht “8× Materialstärke”.”
Es geht um Dehnungsfähigkeit, Lastkapazität und physische Unterstützung — in dieser Reihenfolge.
Sie wollen den Arbeitsablauf.
Keine Verhältniszahl. Kein “8×”. Eine Abfolge, die verhindert, dass 0,125-Zoll-304-Edelstahl zu teurem Ausschuss wird, während trotzdem ±0,5° und ±0,010 Zoll am Flansch eingehalten werden.
Hier liegt der Wandel: Hören Sie auf, eine V-Öffnung auszuwählen, als wäre sie ein zu füllender Spalt. Beginnen Sie, sie auszuwählen, als würden Sie die Tragfähigkeit einer Brücke festlegen. Das Blech ist die Fahrbahn. Die Streckgrenze ist die Last. Die V-Öffnung ist die Spannweite. Unterdimensionieren Sie die Spannweite für die Last, bricht etwas. Überdimensionieren Sie sie, und die Fahrbahn hängt durch — Ihr Radius wächst, das Rückfedern steigt, Winkel driften.
Die Entscheidung folgt also nur einer Richtung:
Das ist die Reihenfolge. Brechen Sie sie, und Sie spielen wieder Glücksspiel.
Warum dort anfangen?
Denn das Metall kümmert sich nicht um Ihre Faustregel. Es reagiert auf Dehnung.
“Material zuerst” bedeutet nicht “Dicke zuerst”.”
Es bedeutet Streckgrenze zuerst.
Wenn Sie mir A36 mit 0,187 Zoll und 304 Edelstahl mit 0,187 Zoll geben und mir sagen, dass ich dasselbe 1,500-Zoll-V verwenden soll, weil “das fahren wir immer”, weiß ich bereits, dass eines dieser Teile gefährdet ist. Gleiche Dicke. Unterschiedliche Dehnungsfähigkeit. Unterschiedliches Rückfederungsverhalten. Unterschiedliche Tonnage pro Fuß.
Aber das ist Werkstatthistorie, kein universelles Gesetz — 8× funktioniert gut bei 36.000–60.000 PSI Baustahl, solange Sie keine engen Toleranzen anstreben. Die Falle ist, anzunehmen, dass dieser Erfolg auf 70.000–90.000 PSI Edelstahl oder verschleißfestes Blech übertragbar ist.
Also beginnt die Checkliste so:
Jetzt haben Sie Einschränkungen.
Ohne das blättern Sie durch Werkzeuge, als wäre es ein Katalogproblem statt eines Dehnungsproblems.
Machen wir es konkret.
Angenommen, die Zeichnung verlangt 0,125 Zoll 304 Edelstahl, 90°, Innenradius maximal 0,125 Zoll, ±0,5°, Flanschlänge 0,750 Zoll.
Schritt eins: Der Radius bestimmt V beim Luftbiegen. Für die meisten Stähle liegt der Innenradius ungefähr bei 0,16 × V. Wenn ich also etwa 0,125 Zoll Innenradius möchte:
0,125 ÷ 0,16 ≈ 0,781 Zoll V.
Nächstgelegentes reales Werkzeug ist 0,750 oder 0,875.
Nun die Dehnungsrealität prüfen. 304 toleriert bei vielen Zuständen einen Innenradius von etwa 1× Materialdicke, ohne zu reißen. 0,125 auf 0,125 ist 1T. Wir befinden uns im überlebensfähigen Bereich.
Nun die Tonnage. Ein engeres V erhöht Tonnen pro Fuß. Wenn dieses 0,750‑Zoll‑V mich auf über ca. 18–20 Tonnen pro Fuß bei diesem Material bringt (prüfe deine Tabelle), sollte ich bestätigen, dass Matrize und Presse dafür ausgelegt sind. Ich habe erlebt, wie ein 0,125‑Zoll‑Edelstahl‑Auftrag eine leichte Multi‑V‑Matrize aufpilzte, weil jemand die Belastung pro Fuß ignorierte und nur auf die Gesamttonnage schaute.
Dann die Flanschlänge. 0,7 × 0,750 = 0,525 Zoll Minimum. Die Zeichnung fordert 0,750 Zoll. Wir sind abgesichert.
Jetzt – und nur jetzt – öffne ich den Schrank.
Beachte, was nicht passiert ist.
Wir haben nie gesagt “8× Materialdicke.” Wir sagten: “Welche Dehnung kann dieses Material aushalten und welches V erzeugt diese Dehnung?”
Das ist Kontrolle.
Die meisten Bediener geben zuerst der Tiefe oder der Rückfederungskompensation die Schuld.
Manchmal liegen sie falsch.
Risse an der Biegelinie bei Edelstahl?
Überprüfe den tatsächlichen Innenradius, den du erzeugst. Wenn du ein 1,000‑Zoll‑V bei 0,125‑Zoll 304 verwendet hast, weil es sich “sicherer” anfühlte, liegt dein Radius etwa bei 0,160 Zoll. Das verringert zwar das Risiko von Rissen – aber es erhöht die Rückfederung. Also biegst du tiefer, um 90° zu erreichen. Tiefer bedeutet mehr Eindringung, mehr Kontakt‑Druck an den Schultern und manchmal lokale Überdehnung.
Der Riss kam nicht daher, dass es zu eng war.
Er kam daher, dass die Dehnungskontrolle verlorenging.
Starke Schulterabdrücke an optisch sichtbarem 0,090‑Zoll 5052?
Bevor du den Stanzabschluss verantwortlich machst, frag dich, ob das V zu eng für die Streckgrenze ist. Enges V bedeutet höheren Kontaktdruck. Druck hinterlässt Spuren. Wenn du das V erweiterst, verringert sich die Markierung, aber der Radius wird größer. Wenn die Winkeltoleranz eng ist, zeigt sich dieser Kompromiss als Ungleichmäßigkeit im gesamten Fertigungslos.
Unregelmäßige Winkel von links nach rechts bei einem langen Teil?
Wenn du dich am oberen Ende der Tonnagenbewertung einer Multi-V-Matrize befindest, biegt sich der Körper. Die Öffnung wird unter Last in der Mitte effektiv größer. Ein breiteres V in der Mitte bedeutet größeren Radius, mehr Rückfederung, größeren Öffnungswinkel.
Das ist kein Tiefenproblem.
Das ist Spannweitenverformung.
Wenn du das Symptom siehst, stell dir eine Frage: Erzwingt die V-Öffnung eine Dehn- oder Belastungsbedingung, die das Material nicht konstant halten kann?
Wenn ja, liegt die Lösung nicht in mehr Hub.
Sondern in einer anderen Spannweite.
Du faltest kein Blech.
Du lenkst den Materialfluss zwischen zwei Schultern, während du innerhalb seiner Dehngrenze und der Lastgrenze deiner Maschine bleibst.
Das ist ein Steuerungsproblem, kein Spaltproblem.
Katalogdenken sagt: 0,125 Zoll Material → 1,000 Zoll V → fertig.
Dehnungsdenken sagt: Welchen Radius brauche ich? Welches V erzeugt ihn? Wie viele Tonnen pro Fuß erfordert das? Kann meine Matrize das ohne Durchbiegung halten? Liegt der Flansch physisch stabil bei 0,7 × V oder mehr?
Diese Abfolge macht aus Gewohnheit Ingenieurwesen.
Und wenn du ein Jahr lang so arbeitest, verändert sich etwas. Du hörst auf zu fragen: “Welches V benutzen wir normalerweise?” und beginnst zu fragen: “Welche Dehnung erzeuge ich?”
Das ist die eine Erkenntnis, die du mitnehmen solltest.
Das Metall kennt deine Regel nicht. Es kennt nur die Spannung, die du ihm auferlegst.
Beherrsche die Dehnung, und der Rest – Tonnage, Winkel, Toleranz, Werkzeuglebensdauer – richtet sich danach.


















