

Tôi đã chứng kiến một giá đỡ bằng thép không gỉ 304 dày 0,125 inch bị nứt ngay tại bán kính ngoài khi sử dụng khuôn V 1,000 inch. Cùng thiết lập đó đã vận hành thép A36 dày 0,125 inch suốt cả buổi sáng mà không hề có vết xước. Cùng một chày. Cùng một cữ chặn sau. Cùng quy tắc “8× độ dày”.
Một loại vật liệu uốn cong sạch sẽ. Loại còn lại biến thành phế liệu đắt tiền.
Nếu quy tắc đó là chuẩn xác, tại sao nó lại thất bại ngay khi chúng tôi đổi tấm vật liệu?
Quy tắc “8× độ dày” nói rằng: lấy độ dày vật liệu của bạn, nhân với tám, chọn độ mở V đó, và thực hiện. Đối với vật liệu dày 0,125 inch, đó là khuôn 1,000 inch. Đơn giản. Nhanh chóng. Thường là ổn.
Thường là vậy.
Điều mà không ai ghi trên bảng thiết lập chính là dòng chữ nhỏ: quy tắc đó ra đời dựa trên loại thép nhẹ có độ bền kéo 60.000 PSI trong quá trình uốn tự do (air bending). Thay đổi độ bền, bạn sẽ thay đổi độ biến dạng ở các sợi bên ngoài. Thay đổi độ biến dạng, bạn sẽ thay đổi kết quả là chi tiết được uốn cong hay bị nứt.
Vậy chính xác thì quy tắc này đang giả định điều gì?
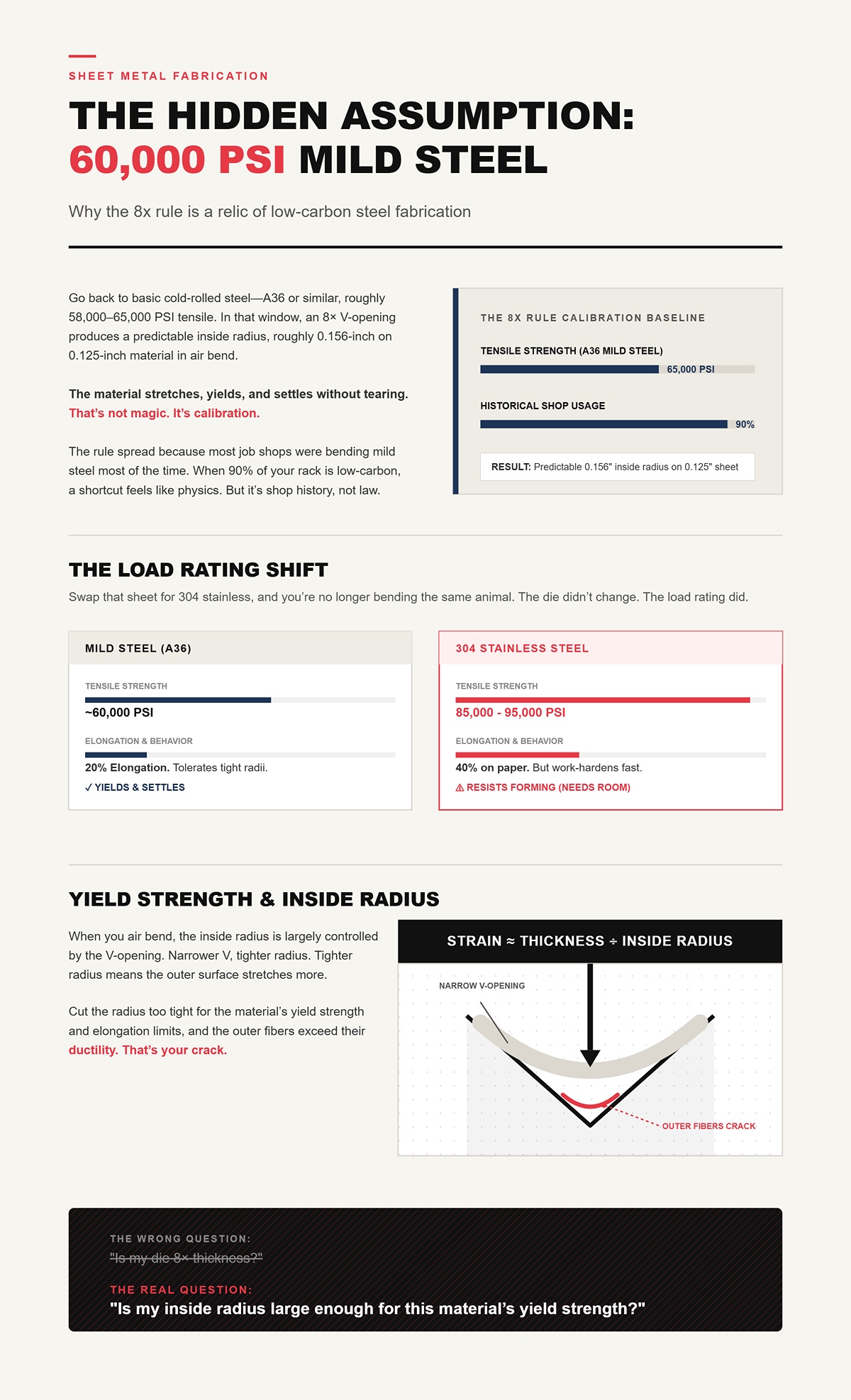
Hãy quay lại với thép cán nguội cơ bản—A36 hoặc tương tự, có độ bền kéo khoảng 58.000–65.000 PSI. Trong phạm vi đó, độ mở V gấp 8 lần tạo ra một bán kính trong có thể dự đoán được, khoảng 0,156 inch trên vật liệu dày 0,125 inch khi uốn tự do. Vật liệu giãn ra, chịu biến dạng và ổn định mà không bị rách.
Đó không phải là phép thuật. Đó là sự hiệu chuẩn.
Quy tắc này lan rộng vì hầu hết các xưởng gia công đều uốn thép nhẹ trong phần lớn thời gian. Khi 90% giá đỡ của bạn là thép carbon thấp, một lối tắt có vẻ giống như quy luật vật lý. Nhưng đó là lịch sử của xưởng, không phải quy luật phổ quát.
Hãy đổi tấm đó sang thép không gỉ 304 với độ bền kéo 85.000–95.000 PSI, và bạn không còn uốn cùng một loại vật liệu nữa. Khuôn không thay đổi. Nhưng định mức tải trọng thì có.
Và định mức tải trọng là tất cả.
Khi bạn uốn tự do, bán kính trong phần lớn được kiểm soát bởi độ mở V. V càng hẹp, bán kính càng chặt. Bán kính càng chặt nghĩa là bề mặt ngoài càng giãn nhiều hơn.
Độ biến dạng trên sợi bên ngoài tỷ lệ thuận với độ dày chia cho bán kính trong. Nếu cắt bán kính quá chặt so với giới hạn cường độ chảy và độ giãn dài của vật liệu, các sợi bên ngoài sẽ vượt quá khả năng dẻo của chúng. Đó chính là vết nứt của bạn.
Thép nhẹ có thể chịu được độ giãn dài 20%. Thép không gỉ 304 có thể quảng cáo độ giãn dài 40% trên giấy tờ, nhưng nó bị cứng hóa nhanh và chống lại việc tạo hình dưới các bán kính chặt hơn trừ khi bạn tạo không gian cho nó. Các loại thép cường độ cao? Thậm chí còn ít khoan nhượng hơn.
Vì vậy, câu hỏi thực sự không phải là “Khuôn của tôi có bằng 8× độ dày hay không?”
Đó là câu hỏi “Bán kính trong của tôi đã đủ lớn so với giới hạn bền chảy của vật liệu này chưa?”

Hãy hình dung tấm kim loại bắc cầu qua các vai khuôn giống như một nhịp cầu giữa hai trụ đỡ. Chày ép phần tâm xuống. Nhịp càng hẹp, đường cong càng sắc.
Làm sắc đường cong đó và các sợi bên ngoài sẽ di chuyển xa hơn các sợi bên trong. Chúng bị kéo giãn. Vượt quá giới hạn bền chảy, chúng biến dạng dẻo. Đẩy xa hơn nữa, chúng bị thắt lại. Đẩy xa hơn nữa, chúng bị nứt.
Trên thép nhẹ dày 0,125 inch trong khuôn chữ V 1,000 inch, độ biến dạng vẫn nằm trong ngưỡng an toàn. Đặt thép 304 dày 0,125 inch vào cùng khuôn chữ V 1,000 inch đó và bạn đang yêu cầu một vật liệu có giới hạn bền chảy cao hơn phải kéo giãn đến cùng một bán kính hẹp. Nó chống lại nhiều hơn, đàn hồi trở lại nhiều hơn và tập trung ứng suất mạnh hơn tại đường uốn.
Đó chính là khoảng cách biến dạng—sự khác biệt giữa những gì khuôn yêu cầu và những gì vật liệu có thể chịu đựng.
Thu hẹp khoảng cách đó sai cách, và bạn sẽ nhận lại những phế phẩm đắt đỏ.
Lấy thép nhẹ dày 0,125 inch với giới hạn bền 60.000 PSI và thép cường độ cao dày 0,125 inch với giới hạn bền 100.000 PSI. Độ dày là như nhau. Quy tắc 8× cho cả hai một khuôn chữ V 1,000 inch.
Nhưng tấm thép có cường độ cao hơn đòi hỏi nhiều ứng suất hơn để đạt giới hạn bền chảy. Để giữ cho độ biến dạng của sợi bên ngoài nằm trong giới hạn, bạn phải tăng bán kính trong. Trong uốn tự do (air bending), việc tăng bán kính trong đồng nghĩa với việc mở rộng độ mở chữ V—có thể là 10× hoặc thậm chí 12× độ dày tùy thuộc vào cấp độ vật liệu.
Cùng độ dày. Khuôn rộng hơn.
Điều đó có vẻ sai nếu bạn đã thuộc lòng quy tắc 8× như chân lý. Nó sẽ trở nên đúng đắn khi bạn đã làm nứt vài trăm đô la giá trị tấm thép cứng và phải giải trình điều đó với bộ phận thu mua.
Và việc mở rộng khuôn làm thay đổi nhiều thứ hơn là chỉ bán kính.
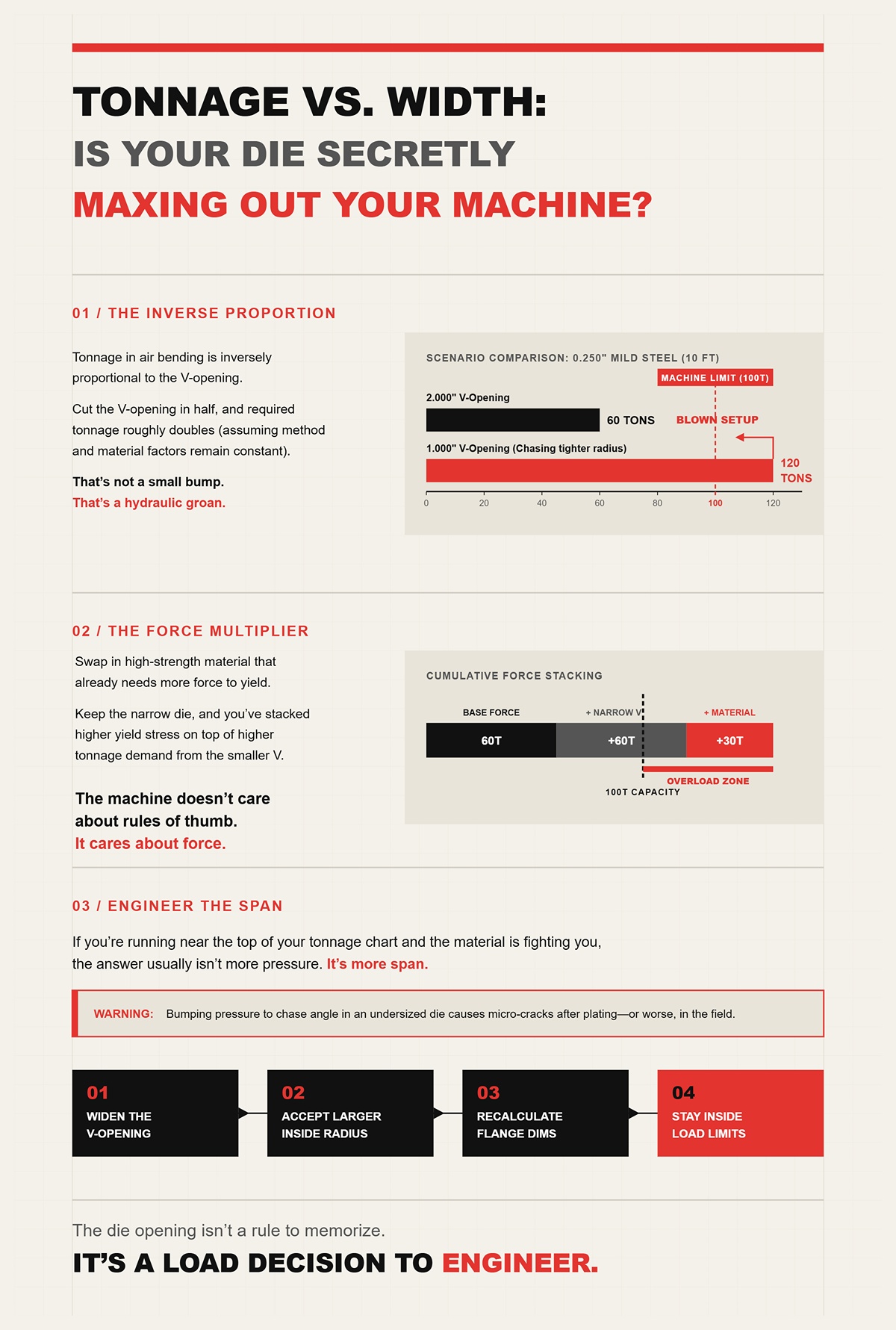
Đây là điều mà các người vận hành thường bỏ lỡ: lực chấn trong uốn tự do tỉ lệ nghịch với độ mở chữ V.
Giảm độ mở chữ V xuống một nửa, lực chấn cần thiết sẽ tăng gấp đôi (với hệ số phương pháp và hệ số vật liệu không đổi). Đó không phải là một sự thay đổi nhỏ. Đó là tiếng rên rỉ của hệ thống thủy lực.
Giả sử bạn đang uốn thép nhẹ dày 0,250 inch trong khuôn chữ V 2,000 inch và bạn đang dùng 60 tấn trên chiều dài 10 feet. Giảm xuống khuôn chữ V 1,000 inch để theo đuổi bán kính hẹp hơn và bạn đang tiến gần đến mức 120 tấn (hãy kiểm tra bảng thông số trước khi thử). Trên một chiếc máy 100 tấn, đó không còn là lý thuyết nữa. Đó là một thiết lập bị hỏng.
Bây giờ hãy thay bằng vật liệu cường độ cao vốn đã cần nhiều lực hơn để đạt giới hạn bền chảy. Nếu vẫn giữ khuôn hẹp, bạn đã cộng dồn ứng suất chảy cao hơn lên trên nhu cầu lực chấn cao hơn từ khuôn chữ V nhỏ hơn.
Máy móc không quan tâm đến các quy tắc kinh nghiệm. Nó chỉ quan tâm đến lực.
Tôi đã thấy nhiều người vận hành tăng áp suất để ép góc trên thép không gỉ khi dùng khuôn có kích thước quá nhỏ. Góc uốn đạt yêu cầu. Chi tiết trông có vẻ ổn. Nhưng sau đó các vết nứt vi mô xuất hiện sau khi mạ—hoặc tệ hơn là khi đang sử dụng thực tế.
Nếu bạn đang vận hành gần giới hạn tối đa trên biểu đồ tải trọng và vật liệu đang gây khó khăn cho bạn, câu trả lời thường không phải là tăng thêm áp suất.
Mà là tăng thêm khoảng cách (độ mở khuôn).
Hãy mở rộng độ mở chữ V. Chấp nhận bán kính trong tự nhiên lớn hơn. Tính toán lại kích thước mép uốn của bạn. Hãy giữ cho vật liệu nằm trong giới hạn biến dạng và máy nằm trong giới hạn tải trọng cho phép.
Đến cuối bài này, bạn sẽ cảm thấy không yên tâm khi chọn tỉ lệ 8× độ dày mà không kiểm tra giới hạn bền trước.
Tốt.
Bởi vì độ mở khuôn không phải là một quy tắc để học thuộc lòng.
Đó là một quyết định về tải trọng cần được tính toán kỹ thuật.
Tôi đã quan sát một tấm thép không gỉ 304 dày 0,125 inch được uốn trên ba loại khuôn khác nhau—chữ V 0,750 inch, 1,000 inch và 1,500 inch—với cùng một chày, cùng một máy chấn và cùng một người vận hành. Bán kính trong thay đổi nhiều đến mức chi tiết không thể khớp với cùng một khối đo hai lần. Không có gì khác thay đổi cả. Chỉ có độ mở chữ V.
Vậy nếu tỉ lệ 8× độ dày không đáng tin cậy, làm thế nào để bạn thực sự chọn khuôn?
Bạn bắt đầu bằng việc hiểu rõ khuôn thực sự đang làm gì. Trong uốn tự do (air bending), độ mở chữ V không phải là một “giá đỡ”. Nó là nhịp của một cây cầu. Tấm kim loại nằm trên các vai khuôn, và chày ép phần giữa xuống. Độ rộng của nhịp đó quyết định vật liệu phải uốn cong đến mức nào để đạt 90 độ. Thay đổi nhịp là bạn thay đổi độ cong. Thay đổi độ cong là bạn thay đổi biến dạng sợi ngoài, tải trọng và độ đàn hồi. Đó không phải là ý kiến cá nhân. Đó là cơ học.
Và một khi bạn thấy được điều đó, bạn sẽ ngừng hỏi “Quy tắc là gì?” và bắt đầu hỏi “Nhịp này tạo ra bán kính bao nhiêu?”
Hãy lấy thép mềm dày 0,125 inch trong độ mở chữ V 1,000 inch. Trong uốn tự do, bạn không nhận được bán kính trong 0,031 inch chỉ vì mũi chày của bạn nhọn. Bạn sẽ nhận được bán kính trong khoảng 0,125 inch. Vật liệu “nổi” giữa các vai khuôn và tự định hình theo đường cong của chính nó.
Đường cong đó không phải là ngẫu nhiên.
Vật liệu tạo thành một bán kính tự nhiên dựa trên khoảng cách giữa các vai khuôn đó. Chữ V càng rộng, bán kính tự nhiên càng lớn. Chữ V càng hẹp, bán kính tự nhiên càng nhỏ. Bạn không chọn khuôn để “vừa” với độ dày. Bạn đang chọn khuôn để tạo ra một bán kính trong cụ thể cho dù bạn có nhận ra hay không.
Điều đó có nghĩa là nếu bản vẽ yêu cầu bán kính trong 0,250 inch cho vật liệu dày 0,125 inch, bạn không bắt đầu từ độ dày. Bạn bắt đầu bằng cách tính ngược lại độ mở chữ V sẽ tạo ra bán kính đó.
Vậy mối quan hệ đó là gì?
Đối với thép cacbon thấp có độ dày lên tới khoảng 0,500 inch, bán kính trong khi chấn tự do thường bằng khoảng 15% đến 20% độ mở chữ V. Nhiều bảng tra cứu đơn giản hóa điều đó thành R ≈ V ÷ 8 cho vật liệu có độ bền kéo 60.000 PSI. Đó là nguồn gốc của lối tắt cũ "8 × độ dày". Trên tấm thép cacbon thấp 0,125 inch, độ mở chữ V 1,000 inch chia cho 8 sẽ cho bạn bán kính trong khoảng 0,125 inch.
Nhưng hãy chú ý đến những gì thực sự đang xảy ra. Bán kính trước hết là một hàm số của độ mở chữ V. Độ dày chỉ đóng vai trò nền tảng.
Bây giờ hãy đổi sang thép không gỉ 304 có độ bền kéo 85.000–95.000 PSI. Vẫn là độ mở chữ V 1,000 inch đó. Bạn thường sẽ thấy bán kính tự do lớn hơn một chút so với thép cacbon thấp vì giới hạn bền cao hơn sẽ chống lại việc tạo hình độ cong chặt hơn. Tỷ lệ phần trăm này tăng dần. Có lẽ nó hoạt động gần với V ÷ 7,5 hoặc V ÷ 7 tùy thuộc vào độ cứng. Đó không phải là lỗi của toán học. Đó là do vật liệu đang phản kháng lại.
Chìa khóa ở đây là: khi bạn thay đổi độ mở chữ V, bạn đang trực tiếp thiết lập phạm vi bán kính trong. Nếu vật liệu của bạn yêu cầu bán kính trong tối thiểu là 1 × độ dày để tránh nứt, bạn hãy chọn một chữ V tạo ra ít nhất bán kính đó. Không phải là 8 × độ dày chỉ vì một bảng tra cứu nói như vậy. Hãy chọn một chữ V cho phép tạo ra bán kính mà vật liệu của bạn có thể chịu đựng được.
Và điều đó làm thay đổi hoàn toàn bảng thiết lập.
Tôi đã từng gặp những người vận hành khẳng định rằng mũi chày 0,062 inch sẽ “ép” một bán kính chặt vào tấm thép 0,250 inch đặt trong khuôn chữ V 2,000 inch. Nó sẽ không làm được điều đó. Không phải trong chấn tự do.
Chày tiếp xúc với vật liệu tại đỉnh, nhưng tấm kim loại được đỡ tại các vai khuôn. Cho đến khi bạn chấn đáy hoặc ép định hình (coining), bán kính mũi chày gần như không liên quan đến bán kính trong cuối cùng. Vật liệu đang ở trạng thái treo. Nó định hình theo khoảng cách nhịp, không phải theo mũi chày.
Đó là lý do tại sao bạn có thể đổi từ chày nhọn sang mũi chày 0,125 inch mà gần như không thấy thay đổi gì về bán kính trong nếu độ mở chữ V vẫn giữ nguyên. Tôi đã thực hiện điều đó trên thép A36 dày 0,187 inch trong khuôn chữ V 1,500 inch. Góc chấn thay đổi một chút do độ sâu thâm nhập. Bán kính thì không hề thay đổi.
Vì vậy, khi ai đó nói, “Tôi cần một chày chặt hơn”, ý của họ thường là, “Tôi đã chọn sai độ mở chữ V”.”
Và nếu độ mở chữ V thiết lập bán kính, thì nó còn âm thầm thay đổi điều gì khác nữa?
Chấn tấm thép không gỉ 304 dày 0,125 inch đến 90 độ trong khuôn chữ V 1,000 inch. Bạn có thể phải chấn quá mức đến 83 độ để đạt được 90 độ sau khi đàn hồi ngược. Đặt cùng tấm thép đó vào khuôn chữ V 1,500 inch và bây giờ bạn có thể phải chấn quá mức đến 80 độ. Cùng độ dày. Cùng vật liệu. Khuôn khác nhau.
Tại sao?
Bởi vì đàn hồi ngược là sự phục hồi đàn hồi. Bán kính trong càng lớn, biến dạng dẻo càng thấp và tỷ lệ năng lượng đàn hồi được lưu trữ trong vùng uốn càng cao. Độ mở chữ V rộng hơn → bán kính tự do lớn hơn → biến dạng dẻo ít hơn so với biến dạng đàn hồi → đàn hồi ngược nhiều hơn.
Đó là sự đánh đổi.
Trên các loại thép cường độ cao—ví dụ vật liệu 0,125 inch với độ bền kéo 100.000 PSI—hiệu ứng này trở nên rõ rệt hơn. Vật liệu đã có giới hạn chảy cao và phạm vi đàn hồi mạnh. Đặt nó vào một chữ V rộng, có thể là 1,500 inch hoặc 1,750 inch để bảo vệ bán kính trong, và bạn đã giảm biến dạng dẻo xuống nhiều hơn nữa.
Kết quả là gì? Bạn có thể thấy độ đàn hồi ngược từ 4–6 độ trên một góc chấn 90 độ (hãy chú ý đến bảng tải trọng của bạn). Người vận hành hoảng sợ và bắt đầu tăng áp lực. Áp lực không làm thay đổi nhịp chấn. Nó chỉ đẩy chày sâu hơn, tiến gần đến việc chấn đáy.
Đòn bẩy thực sự luôn là độ mở chữ V.
Bán kính trong lớn hơn giúp bảo vệ chống nứt bằng cách tăng bán kính trong. Nhưng nó có thể khiến bạn gặp khó khăn với độ biến thiên góc lớn hơn nếu máy móc, sự căn chỉnh dụng cụ hoặc lô vật liệu của bạn không đồng nhất. Đó không phải là lý do để chọn bán kính hẹp và làm nứt mép gấp. Đó là lý do để hiểu sự cân bằng mà bạn đang lựa chọn.
Vậy làm thế nào để bạn cân bằng điều đó?
Hãy bắt đầu với bán kính trong an toàn tối thiểu của vật liệu dựa trên cường độ chảy và độ giãn dài. Nếu thép cường độ cao 0,125 inch cần bán kính trong ít nhất 0,187 inch để tránh vùng nguy hiểm, hãy chọn khuôn V phù hợp với mức đó—có thể là 1,250 inch hoặc 1,500 inch tùy thuộc vào tỷ lệ thực nghiệm tại xưởng của bạn.
Sau đó, hãy kiểm tra hai ràng buộc.
Thứ nhất: lực chấn. Khuôn V hẹp hơn đồng nghĩa với lực lớn hơn. Lực chấn trong uốn tự do (air bending) tỷ lệ nghịch với độ mở khuôn V. Giảm một nửa độ mở khuôn V và bạn gần như tăng gấp đôi lực cần thiết. Áp dụng điều đó lên vật liệu 100.000 PSI và bạn sẽ nhanh chóng chạm tới giới hạn của máy.
Thứ hai: hình học. Chiều dài mép gấp tối thiểu thường vào khoảng 0,67× đến 0,77× độ mở khuôn V cho góc uốn 90 độ. Nếu chọn khuôn V 1,500 inch, bạn có thể cần khoảng 1,000 inch chiều dài chân thẳng chỉ để vượt qua vai khuôn. Nếu bản vẽ của bạn chỉ cho phép 0,750 inch, thì khuôn đó sẽ không thể sử dụng được về mặt vật lý.
Bây giờ bạn đang giải quyết một bài toán ràng buộc:
Đó mới là cách chọn khuôn. Không phải là 8× độ dày.
Và một khi bạn hiểu rằng độ mở khuôn V kiểm soát bán kính tự nhiên và hành vi đàn hồi ngược (springback) trong uốn tự do, bạn đã sẵn sàng để đặt ra câu hỏi khó tiếp theo:
Điều gì thay đổi khi bạn ngừng uốn tự do và bắt đầu uốn đáy (bottoming) hoặc dập định hình (coining)?
Về mặt cơ học, điều gì thay đổi khi bạn ngừng uốn tự do và bắt đầu uốn đáy hoặc dập định hình?
Bạn không còn để vật liệu tự chọn bán kính của nó nữa.
Trong uốn tự do, tấm kim loại được treo giữa các vai khuôn giống như nhịp cầu, và chày uốn chỉ đẩy nó thành đường cong cho đến khi biến dạng dẻo vượt qua sự phục hồi đàn hồi. Độ mở khuôn V thiết lập chiều rộng nhịp. Vật liệu biến dạng tại nơi nó muốn, trong phạm vi hình học đó. Độ đàn hồi ngược có thể dự đoán được vì bạn không bao giờ kẹp chặt tấm kim loại.
Uốn đáy và dập định hình là những phương pháp khác biệt.
Chúng biến khuôn từ một giá đỡ thành một cái khuôn đúc.
Và khi khuôn dập trở thành khuôn đúc, độ mở chữ V không chính xác không chỉ tạo ra bán kính sai lệch — mà còn làm tăng lực, ứng suất và lượng phế phẩm đắt đỏ.
Trong chấn không khí, chày không bao giờ ép tấm kim loại tiếp xúc hoàn toàn với thành và đáy khuôn. Chỉ có ba điểm tiếp xúc. Chỉ vậy thôi. Hai vai khuôn và mũi chày.
Tấm kim loại được tự do “nổi” bán kính trong của nó dựa trên chiều rộng khe hở và giới hạn bền của vật liệu. Đó là lý do tại sao rãnh chữ V 1,000 inch có thể tạo ra bán kính trong khoảng 0,125 inch trên thép mềm nhưng lại cho kết quả khác trên thép không gỉ 304 dày 0,125 inch. Khuôn chỉ xác định các giới hạn, chứ không ép buộc hình dạng.
Bạn đang dẫn hướng vật liệu, chứ không phải kẹp chặt nó.
Sự tự do đó là lý do tại sao chấn không khí cho phép sử dụng nhiều độ mở chữ V khác nhau cho cùng một độ dày. Bạn có thể chấn thép A36 dày 0,125 inch trên rãnh chữ V 1,000 inch hoặc 1,250 inch và vẫn hoàn thành công việc nếu bạn kiểm soát được độ đàn hồi ngược (springback) và giới hạn mép gấp. Lực chấn thay đổi (hãy xem biểu đồ của bạn), bán kính thay đổi, góc chấn quá mức thay đổi — nhưng quy trình này vẫn có tính linh hoạt vì tấm kim loại không bị ép chặt vào hình dạng khuôn.
Khuôn là một điểm tựa.
Và các điểm tựa không quyết định độ cong — chúng cho phép độ cong đó nằm trong các giới hạn nhất định.
Vì bạn không bao giờ ép hoàn toàn vật liệu vào khuôn, những thay đổi nhỏ trong độ mở chữ V sẽ làm thay đổi bán kính "nổi" và độ đàn hồi ngược một cách trơn tru, tỷ lệ thuận. Giảm một nửa độ mở chữ V và bạn gần như tăng gấp đôi lực chấn. Mở rộng nó ra và bạn sẽ làm tăng độ đàn hồi ngược. Nhưng vật liệu vẫn tìm thấy trạng thái cân bằng riêng giữa biến dạng đàn hồi và biến dạng dẻo.
Nó có thể điều chỉnh được.
Bạn có thể bù đắp bằng độ sâu thâm nhập, hiệu chỉnh góc hoặc kiểm tra vật liệu. Ngay cả khi bạn chọn rãnh chữ V hơi nhỏ, tấm kim loại cũng không bị ép phẳng vào thép cứng. Bạn có thể thấy bán kính chặt hơn và lực chấn cao hơn, nhưng bạn không tự động ép nó vượt quá giới hạn biến dạng của nó.
Đó là lý do tại sao chấn không khí mang lại cảm giác linh hoạt khi lô vật liệu của bạn thay đổi 5.000 PSI về giới hạn bền.
Hệ thống này có sẵn tính đàn hồi bên trong.
Nhưng đây là điều mà hầu hết các vận hành viên không nói ra.
Chấn không khí đánh đổi một phần độ chính xác góc để lấy sự linh hoạt đó.
Vì bạn dựa vào việc bù trừ độ đàn hồi ngược, góc cuối cùng của bạn phụ thuộc vào tính chất vật liệu nhất quán, độ sâu thâm nhập nhất quán và một máy chấn có độ lặp lại trong phạm vi vài phần nghìn inch. Đối với một giá đỡ hàng không vũ trụ có dung sai chặt chẽ làm từ vật liệu 7075-T6 dày 0,090 inch, sự biến thiên đó sẽ lộ ra rất nhanh. Bạn có thể kiểm soát được nó. Nhưng bạn phải quản lý nó.
Đó là lúc phương pháp chấn đáy (bottoming) và chấn ép (coining) trở nên hấp dẫn.
Chúng hứa hẹn sẽ “khóa” góc chấn.
Câu hỏi đặt ra là cái khóa đó có giá bao nhiêu.
Uốn đáy làm thay đổi một yếu tố quan trọng hơn tất cả những yếu tố còn lại.
Bạn ép vật liệu vào lòng khuôn cho đến khi nó tiếp xúc với góc khuôn và sau đó bạn ép vượt quá điểm tiếp xúc ban đầu — thường là nén vùng uốn thêm 10–15% để giảm độ đàn hồi ngược (springback). Lúc này, tấm kim loại không còn lơ lửng giữa các vai khuôn nữa. Nó đã bị chèn chặt vào hình học của khuôn.
Bạn không còn để bán kính hình thành một cách tự nhiên nữa.
Bạn đang ép buộc nó.
Và khi bạn ép buộc kim loại, đồng hồ đo áp lực sẽ cho biết sự thật.
Trong uốn không khí (air bending), bạn có thể thấy áp lực từ 1–2 tấn mỗi inch trên thép cacbon thấp dày 0,125 inch với khuôn V 1,000 inch. Nếu uốn đáy với cùng thiết lập đó, bạn có thể dễ dàng tăng gấp đôi hoặc gấp ba tải trọng tùy thuộc vào góc khuôn và độ xuyên sâu. Máy chấn không còn quan tâm đến biểu đồ quy tắc ngón tay cái của bạn nữa. Nó quan tâm đến diện tích tiếp xúc.
Bây giờ hãy tưởng tượng bạn đã tuân theo quy tắc 8× độ dày và chọn một khuôn V quá hẹp so với bán kính trong tối thiểu của vật liệu.
Trong uốn không khí, điều đó có thể biểu hiện bằng bán kính chặt hơn và áp lực cao hơn — một lời cảnh báo. Trong uốn đáy, bạn đang nghiền vùng uốn vào một góc khuôn có thể sắc hơn mức vật liệu có thể chịu đựng. Việc ép thêm 10–15% độ xuyên sâu để “khóa” góc uốn sẽ làm tăng ứng suất nén ở bề mặt bên trong và biến dạng kéo ngay bên ngoài trục trung hòa.
Đó là nơi các mép uốn bị nứt.
Và các nhà sản xuất dụng cụ không khuyến khích uốn đáy là có lý do. Khi bạn ép hoàn toàn vật liệu vào các khuôn đã tôi cứng dưới áp lực cao, bất kỳ sự sai lệch nào về độ mở chữ V, góc khuôn hoặc độ dẻo của vật liệu đều truyền trực tiếp thành sự mài mòn dụng cụ, trầy xước hoặc sứt mẻ vai khuôn. Cảm giác đó thật không dễ chịu chút nào khi bạn đã làm hỏng vài trăm đô la tiền tấm thép tôi cứng và phải giải trình với bộ phận thu mua.
Uốn đáy làm giảm độ đàn hồi ngược.
Nó cũng làm giảm biên độ sai sót của bạn về độ mở chữ V.
Dập nổi không phải là uốn đáy được tăng cường một chút.
Đó là một chế độ hoàn toàn khác.
Bạn ép mũi chày vào vật liệu với đủ lực — thường là 50 tấn mỗi inch hoặc hơn, so với 1–2 tấn trong uốn không khí — để biến dạng dẻo toàn bộ vùng uốn theo chiều dày. Bạn không chỉ đang uốn. Bạn đang là phẳng. Bán kính mũi chày trở thành bán kính trong vì bạn đang dịch chuyển vật liệu dưới ứng suất nén cực lớn.
Độ đàn hồi ngược gần như biến mất vì bạn đã vượt quá giới hạn chảy ở khắp mọi nơi trong vùng đó.
Còn quy tắc 8× thì sao?
Vô nghĩa trong trường hợp này.
Trong kỹ thuật dập định hình (coining), độ mở chữ V phải phù hợp với hình học của chày và độ bền của vật liệu để vật liệu có thể chảy mà không bị nứt hoặc phá hủy dụng cụ. Nếu quá hẹp, lực dập sẽ tăng vọt vượt quá công suất của máy. Nếu quá rộng, bạn sẽ mất đi sự hỗ trợ, làm biến dạng góc hoặc để lại vết trên chi tiết. Các tùy chọn về hình học bị thu hẹp vì dụng cụ phải chịu được tải trọng.
Đây là lý do tại sao kỹ thuật dập định hình hiếm khi được sử dụng trong các xưởng hiện đại. Không phải vì nó không hiệu quả — thực tế nó rất hiệu quả — mà vì nó đòi hỏi dụng cụ chuyên dụng, máy móc cứng vững và quy trình thiết lập kỷ luật. Nếu chọn sai độ mở chữ V ở đây, bạn sẽ không chỉ thấy góc bị lệch.
Bạn sẽ nghe thấy tiếng động.
Một tiếng nổ chát chúa từ máy ép, một sự tăng vọt trên đồng hồ đo lực dập, và đôi khi là một đầu chày bị nứt, biến quá trình thiết lập của bạn thành đống phế liệu đắt tiền.
Uốn không khí (Air bending) cho phép vật liệu tự tạo bán kính của nó. Uốn đáy (Bottoming) và dập định hình (Coining) áp đặt một bán kính cụ thể.
Một khi bạn hiểu được sự khác biệt đó, việc chọn khuôn không còn là một lối tắt dựa trên độ dày mà trở thành một quyết định quản lý tải trọng — giống như việc tính toán nhịp cầu cho trọng lượng mà nó phải chịu.
Vậy nếu phương pháp uốn làm thay đổi cách tạo ra bán kính và cách lực truyền qua dụng cụ, làm thế nào để biến điều đó thành một cách có thể lặp lại để chọn đúng chữ V mỗi lần?
Tôi đã chứng kiến một giá đỡ bằng thép không gỉ 304 dày 0,125 inch bị nứt hoàn toàn ở bán kính ngoài khi sử dụng khuôn chữ V 1,000 inch vì bảng thiết lập ghi là “8× độ dày”. Người vận hành không làm gì sai cả. Quy tắc đó đã sai đối với tải trọng đó.
Nếu phương pháp uốn làm thay đổi cách truyền lực, thì việc chọn chữ V phải bắt đầu bằng định mức tải trọng của vật liệu — cường độ chảy (yield strength) của nó — chứ không phải độ dày. Đây là quy trình làm việc mà tôi sử dụng tại xưởng, quy trình đã giúp tôi tránh tạo ra phế liệu đắt tiền trên vật liệu 7075-T6 và tấm thép cường độ cao.
Hãy lấy chứng chỉ vật liệu.
Không phải dòng chữ “thép không gỉ” chung chung từ phiếu theo dõi. Mà là cường độ chảy thực tế từ báo cáo kiểm tra của nhà máy. Thép A36 có thể có cường độ chảy 36.000 PSI. Thép cán nguội 1018 có thể đạt khoảng 50.000–60.000 PSI. Thép không gỉ 304 thường có cường độ chảy 30.000–45.000 PSI nhưng bị biến cứng nhanh chóng. Nhôm 7075-T6 có cường độ chảy khoảng 73.000 PSI. Các loại thép HSLA có thể vượt xa con số đó.
Cường độ chảy cho bạn biết các sợi bên ngoài có thể chịu được bao nhiêu ứng suất trước khi chúng bị kéo giãn dẻo. Bán kính càng hẹp, biến dạng sợi bên ngoài càng cao. Đó chính là cơ chế gây nứt.
Những hệ số nhân “6× cho nhôm, 10× cho thép không gỉ” đang lan truyền trong các xưởng? Chúng chỉ là những cách chuyển đổi thô từ cường độ chảy sang mức biến dạng có thể chịu đựng được. Nhưng nhôm không chỉ có một loại. 5052-H32 uốn rất đẹp. 7075-T6 sẽ gãy nếu bạn nhìn nó sai cách. Cùng độ dày. Nhưng khả năng chịu biến dạng hoàn toàn khác nhau.
Nhưng đó là kinh nghiệm của xưởng, không phải quy luật phổ quát.
Vì vậy, tôi coi hệ số nhân là một dự đoán ban đầu gắn liền với phạm vi cường độ chảy, không phải tên vật liệu. Dưới 40.000 PSI cường độ chảy? Bạn thường có thể chấp nhận các tỷ lệ hẹp hơn. Khoảng 60.000 PSI? Bạn đang ở trong phạm vi thép nhẹ cổ điển. Trên 70.000 PSI? Bạn bắt đầu phải mở rộng khuôn nhanh chóng để bảo vệ các sợi bên ngoài.
Nếu bạn không bắt đầu với cường độ chảy, bạn đang đoán về biến dạng. Và đoán về biến dạng chính là lý do khiến các mặt bích bị nứt.
Dưới đây là cách áp dụng điều đó trong thực tế.
Giả sử bạn có nhôm 5052-H32 dày 0,125 inch. Giới hạn chảy khoảng 28.000–33.000 PSI. Vật liệu đó chịu được bán kính uốn chặt hơn, vì vậy V-die có kích thước 6× độ dày (0,750 inch) khi uốn tự do thường cho kết quả tốt.
Bây giờ hãy chuyển sang thép không gỉ 304 dày 0,125 inch, giới hạn chảy có thể từ 35.000–45.000 PSI, nhưng có hiện tượng biến cứng mạnh. Nếu bạn vẫn dùng V-die 0,750 inch vì “nó đã hiệu quả với nhôm”, bán kính trong của bạn sẽ bị thu nhỏ, ứng suất bề mặt ngoài tăng vọt và bạn sẽ thấy các vết nứt siêu nhỏ trên các chi tiết đã đánh bóng. Hãy tăng lên V-die 1,250 inch hoặc 1,500 inch để vật liệu được giãn ra.
Lấy thép HSLA dày 0,125 inch với giới hạn chảy 80.000 PSI. Nếu bạn cố ép nó vào V-die 1,000 inch chỉ vì giá đỡ được sắp xếp theo cặp, bạn đang tập trung ứng suất vào một bán kính mà vật liệu đơn giản là không thể chịu đựng được. Đó không phải là vấn đề về độ dày. Đó là vấn đề về giới hạn chảy.
Vì vậy, khi bạn đã biết giới hạn chảy, câu hỏi tiếp theo sẽ tự xuất hiện.
Vật liệu đó sẽ chịu được bán kính trong là bao nhiêu mà không bị rách?
Tôi đã thấy thép A36 dày 0,187 inch được uốn với bán kính trong 0,187 inch suốt cả ngày. Hãy thử làm điều đó với thép 4140 đã tôi cứng dày 0,187 inch và bạn sẽ phải đi quét dọn các mảnh vỡ.
Bề mặt ngoài của một nếp uốn sẽ bị kéo giãn. Bán kính trong càng nhỏ so với độ dày, thì ứng suất kéo ở bên ngoài càng cao. Khi ứng suất đó vượt quá khả năng giãn dài của vật liệu tại giới hạn chảy, bạn sẽ bị nứt. Đó là vật lý.
Đối với uốn tự do, một quy tắc an toàn cho nhiều loại thép có độ bền kéo khoảng 60.000 PSI là bán kính trong xấp xỉ bằng độ dày vật liệu. Đó là lý do tại sao quy tắc “8× độ dày” cũ đôi khi hiệu quả với thép nhẹ — vì uốn tự do trong V-die 8× thường tạo ra bán kính trong gần bằng 1× độ dày.
Nhưng nếu rời xa phạm vi độ bền kéo đó, mối quan hệ này sẽ thay đổi.
Các vật liệu có độ bền cao hơn cần bán kính trong lớn hơn so với độ dày để giữ cho ứng suất sợi ngoài nằm dưới giới hạn đứt gãy. Đó là lý do tại sao nhôm 7075-T6 thường cần bán kính bằng 2× độ dày hoặc hơn để có một nếp uốn 90 độ đáng tin cậy. Hãy bỏ qua điều đó và bạn sẽ nghe thấy tiếng nứt trước khi nhìn thấy nó.
Vì vậy, bạn chọn một IR mục tiêu dựa trên giới hạn chảy và độ dẻo — không phải vì biểu đồ nói là 8× độ dày, mà vì khả năng chịu ứng suất của vật liệu đòi hỏi điều đó.
Khi bạn đã có bán kính mục tiêu đó, khuôn uốn trở thành vấn đề hình học.
Hãy thực hiện một kịch bản thực tế.
Bạn có thép không gỉ 304 dày 0,125 inch, mặt thẩm mỹ hướng ra ngoài. Dựa trên giới hạn chảy và kinh nghiệm, bạn quyết định rằng mình muốn có bán kính trong ít nhất là 0,125 inch để tránh vùng nứt. Nếu chặt hơn mức đó, bạn đang đánh cược với bề mặt hoàn thiện.
IR 0,125 inch đó là giới hạn. Nó bảo vệ vật liệu.
Bây giờ câu hỏi trở thành vấn đề cơ học: độ mở V-die nào tạo ra bán kính đó trong uốn tự do?
Trong chấn không khí (air bending), bán kính trong được kiểm soát chủ yếu bởi độ mở khuôn V, không phải mũi chày. Một phép tính xấp xỉ phổ biến là bán kính trong bằng khoảng 16% độ mở khuôn V.
Hãy đảo ngược công thức đó.
Nếu IR ≈ 0,16 × V, thì V ≈ IR ÷ 0,16.
Nếu bạn muốn bán kính trong là 0,125 inch: V ≈ 0,125 ÷ 0,16 ≈ 0,781 inch.
Bạn sẽ không tìm thấy khuôn 0,781 inch trên giá đỡ. Bạn sẽ chọn kích thước tiêu chuẩn gần nhất — có lẽ là 0,750 inch hoặc 1,000 inch.
Bây giờ hãy so sánh kết quả.
0,750 × 0,16 ≈ 0,120 inch IR. 1,000 × 0,16 ≈ 0,160 inch IR.
Nếu bạn lo ngại về hiện tượng nứt, khuôn V 1,000 inch sẽ cho bạn biên độ an toàn. Nếu chiều dài cạnh chấn bị hạn chế và bạn cần một khuôn nhỏ hơn để hỗ trợ, bạn có thể chấp nhận khuôn 0,750 inch và theo dõi bề mặt thật cẩn thận.
Bạn thấy điều gì vừa xảy ra không?
Bạn không bắt đầu với độ dày. Bạn bắt đầu với độ biến dạng cho phép, chuyển đổi nó thành bán kính mục tiêu, và sau đó tính ngược lại độ mở khuôn V để quản lý tải trọng.
Đó chính là quản lý tải trọng trên một cây cầu. Mặt đường (vật liệu) có định mức tải trọng (giới hạn chảy). Bạn xác định kích thước nhịp (độ mở khuôn V) sao cho ứng suất không bao giờ vượt quá mức đó.
Vì danh mục sản phẩm của CN-HAWE dựa 100% trên CNC và bao phủ các kịch bản cao cấp về cắt laser, uốn, tạo rãnh và cắt xén, nên đối với các nhóm đang đánh giá các lựa chọn thực tế ở đây, Máy chấn tôn là bước tiếp theo phù hợp.
Nhưng hình học và lực vẫn đóng vai trò quyết định.
Nếu bạn đang xác thực một bản vẽ cụ thể, cấp vật liệu hoặc giới hạn máy, đây là thời điểm các ràng buộc thực tế—tấn chấn khả dụng, kho dụng cụ và phương pháp tạo hình—cần được kiểm tra cùng nhau. CN-HAWE hỗ trợ các giải pháp chấn và kim loại tấm dựa trên CNC hoàn toàn, đồng thời đầu tư mạnh mẽ vào R&D cho máy chấn và thiết bị thông minh, trở thành đối tác thiết thực để xem xét các tính toán tấn chấn, lựa chọn khuôn V và tính khả thi của quy trình so với điều kiện sản xuất thực tế của bạn. Để thảo luận kỹ thuật hoặc nhận báo giá, bạn có thể liên hệ với CN-HAWE tại đây.
Khi bạn nghe “tỷ lệ 8:1” được sử dụng đúng cách, nó không phải là 8 × độ dày. Nó xấp xỉ V ≈ 8 × IR, phù hợp với mối quan hệ 16% đó (vì 1 ÷ 0,16 ≈ 6,25 và sự thay đổi trong thực tế đẩy nó gần hơn đến 8 tùy thuộc vào vật liệu và độ xuyên thấu).
Tỷ lệ đó chỉ hiệu quả nếu phương pháp chấn của bạn là chấn không khí và vật liệu của bạn hoạt động gần với đường cong biến dạng đó. Chấn đáy (bottoming) hoặc dập định hình (coining) phá vỡ mối quan hệ này vì góc khuôn và bán kính chày sẽ giành quyền kiểm soát.
Vì vậy, ý tưởng 8:1 không phải là điều xấu.
Nó chỉ bị áp dụng sai biến số mà thôi.
Và một khi bạn chọn khuôn V từ bán kính, bạn vẫn chưa trả lời được câu hỏi giúp máy chấn luôn bền bỉ:
Dụng cụ và máy móc của bạn có chịu được tải trọng đó không?
Tôi đã từng thấy một công việc gia công tấm dày 0,250 inch được chỉ định vào một khuôn hẹp, tính toán ra tổng lực hơn 150 tấn trên một máy chấn dài 10 foot chỉ được định mức 135 tấn. Phép tính bán kính là chính xác. Máy móc thì không quan tâm đến điều đó.
Tấn lực chấn không khí (air bending) tăng lên khi độ mở V thu hẹp lại. Gấp đôi độ mở V và bạn gần như giảm một nửa yêu cầu về tấn lực. Đó là vì khoảng cách hẹp hơn tập trung lực trên một cánh tay đòn ngắn hơn. Khuôn trở thành một nhịp cầu ngắn hơn phải chịu tải trọng tương đương.
Vì vậy, khi bạn đã chọn được độ mở V từ bán kính trong (IR) mục tiêu, hãy tính toán số tấn trên mỗi foot cho độ dày và độ mở V đó. So sánh nó với:
(Và nếu bạn đang thực hiện chấn đáy (bottoming), hãy nhân đáng kể tấn lực chấn không khí của bạn — thường là gấp 2 lần trở lên — vì diện tích tiếp xúc và độ xuyên thấu làm tăng tải trọng đột ngột.)
Đây là lúc lập luận “chúng tôi chỉ dự trữ các loại khuôn 0,500, 1,000 và 2,000 inch” trở nên vô nghĩa. Đúng, bạn có thể giải quyết nhiều công việc theo cách đó. Bạn cũng có thể âm thầm làm quá tải dụng cụ hoặc đẩy chúng đến giới hạn nứt vỡ trên các chi tiết có độ bền cao và gọi đó là “biến thể bình thường”.”
Bạn sẽ thấy thấm thía khi làm nứt vài trăm đô la giá trị thép tôi cứng và phải giải trình với bộ phận thu mua.
Vì vậy, quy trình làm việc rất đơn giản, nhưng không hề tầm thường:
Hãy làm điều đó, và lối tắt 8× độ dày sẽ không còn chi phối xưởng của bạn nữa.
Bây giờ còn một ràng buộc nữa vẫn có thể phá hỏng thiết lập đã được tính toán hoàn hảo này — và nó không liên quan gì đến độ bền.
Bạn có thể có giới hạn chảy đúng, bán kính trong đúng, độ mở V được tính toán dựa trên 0,16 × V, và tấn lực nằm an toàn dưới định mức của máy — nhưng vẫn làm hỏng chi tiết.
Tôi đã xem một giá đỡ bằng thép không gỉ 304 dày 0,125 inch được gia công trên khuôn chữ V 1,000 inch hoàn toàn hợp lý. Bán kính đạt 0,160 inch. Tải trọng rất thoải mái. Bề mặt không bị nứt. Nhưng bản vẽ yêu cầu một cạnh bẻ 0,375 inch. Mọi chi tiết đều bị thiếu chiều dài chân và dư góc, như thể chiếc máy chấn có ý chí riêng của nó vậy.
Không phải vậy.
Cạnh bẻ quá ngắn so với hình học của khuôn.
Khi chân kim loại không thể đặt phẳng trên vai khuôn trong quá trình uốn, tấm kim loại không còn hoạt động như một nhịp được hỗ trợ mà bắt đầu hoạt động như một tấm ván nhảy. Phép tính biến dạng của bạn không thay đổi. Điều kiện hỗ trợ của bạn thì có. Và hình học sẽ luôn thắng trong cuộc chiến đó.
Vậy nếu độ bền không phải là điểm thất bại, thì cái gì mới là nguyên nhân?
Hãy đặt thước kẹp lên một khuôn chữ V 1,000 inch. Từ đường tâm đến mỗi vai khuôn là 0,500 inch. Khi bạn uốn không khí (air bending), vật liệu tiếp xúc gần các vai đó khi chày ép xuống. Vùng tiếp xúc đó chính là điểm hỗ trợ của bạn.
Bây giờ hãy tưởng tượng việc cố gắng uốn một cạnh 0,375 inch trong cùng khuôn đó. Một nửa chữ V (0,500 inch) đã rộng hơn toàn bộ chiều dài chân của bạn. Không có sự hỗ trợ ổn định nào từ vai khuôn. Vật liệu rơi vào trong chữ V trước khi nếp uốn hình thành hoàn toàn.
Bạn sẽ phải điều chỉnh góc uốn cả ngày.
Bởi vì những gì đang xảy ra không phải là hiện tượng đàn hồi ngược (springback). Đó là sự thay đổi hình học. Phôi đang trượt sâu hơn vào khuôn khi bạn áp lực. Đường uốn của bạn thực tế đang di chuyển. Đó là lý do tại sao số đo góc của bạn không ổn định ngay cả khi tải trọng của bạn hoàn toàn nhất quán.
Các lỗi về góc uốn trông giống như vấn đề về vật liệu.
Nhưng chúng thường là vấn đề về chiều dài chân.
Và đây là nơi nhóm áp dụng quy tắc 8× độ dày bị mắc kẹt. Bạn đã chọn khuôn V chính xác dựa trên giới hạn chảy và bán kính trong (IR) mục tiêu. Tốt. Nhưng không ai hỏi liệu cạnh bẻ có thể tồn tại về mặt vật lý trong khuôn V đó hay không.
Vậy làm thế nào để bạn biết trước khi nhấn nút bắt đầu chu trình?
Đây là cách kiểm tra thực tế.
Đối với uốn không khí, chiều dài cạnh tối thiểu xấp xỉ 0,7 × độ rộng miệng khuôn V. Một số xưởng sử dụng 0,6 × V. Một số chọn phương án an toàn là 0,8 × V. Nhưng nếu bạn dưới 0,6 × V, bạn đang đánh cược.
Hãy lấy khuôn V 1,000 inch đó.
0,7 × 1,000 = 0,700 inch là chiều dài cạnh tối thiểu để có sự hỗ trợ ổn định.
Bây giờ hãy so sánh với cạnh 0,375 inch trên bản vẽ. Bạn chỉ đạt mức 0,375 × V. Cái chân đó không có cơ hội nằm vuông vắn trên vai khuôn trong quá trình tạo hình.
Vậy người vận hành đã làm gì? Anh ta đổi sang khuôn V 0,625 inch. Điều đó vi phạm quy tắc 8× độ dày cũ đối với vật liệu 0,125 inch (0,625 ÷ 0,125 = 5×). Nhưng về mặt hình học thì sao?
0,7 × 0,625 = 0,437 inch là chiều dài cạnh tối thiểu.
Giờ đây, cạnh 0,375 inch của bạn vẫn bị hẹp — nhưng ít nhất nó vẫn nằm trong phạm vi có thể hỗ trợ vật lý.
Đây là vấn đề.
Việc thu hẹp khuôn đó không chỉ sửa được hình học. Nó làm tăng vọt áp lực. Trên vật liệu A36 dày 0,250 inch, tôi đã đo được khoảng 300 tấn trên mỗi 10 feet với rãnh V 1,500 inch so với khoảng 139 tấn trong rãnh V 3,000 inch. Giảm một nửa khoảng cách và tải trọng tăng hơn gấp đôi. Nguyên lý vật lý tương tự cũng áp dụng cho các loại thép mỏng hơn.
Bạn giải quyết được vấn đề hỗ trợ cạnh và âm thầm làm tăng tải trọng lên máy chấn.
Đó là cách mà các “giải pháp nhanh” trở thành phế liệu đắt đỏ hoặc tệ hơn là làm hỏng dụng cụ đắt tiền.
Và nếu cạnh đó thậm chí còn ngắn hơn thì sao?
Khi cạnh quá ngắn, nó không chỉ mất đi sự hỗ trợ. Nó có thể bị lật vào trong rãnh V khi chày ép xuống.
Bạn sẽ thấy một vết trầy xước bóng loáng dọc theo một bên vai khuôn. Đó không phải là vấn đề thẩm mỹ. Đó là do tấm phôi bị xoay khi nó rơi vào khuôn. Đường chấn bị lệch vào trong, làm cho cạnh của bạn ngắn hơn so với chiều dài khai triển mà bạn đã tính toán.
Giờ thì mẫu phẳng của bạn đã sai — mặc dù phép tính trừ chấn của bạn là đúng.
Đây là lúc các mô hình lực mới hơn trở nên quan trọng. Kiểm nghiệm thực tế trên nhôm SPCC và 1100-O cho thấy tải trọng chấn thực tế thường vượt quá các giá trị trên bảng tra trong các điều kiện tiếp xúc không lý tưởng. Trượt là một trong những điều kiện đó. Bạn nhận được tải trọng điểm thay vì tiếp xúc vai sạch. Áp suất cục bộ tăng lên. Vết hằn tăng lên. Dự đoán lực trở nên vô nghĩa.
Vì vậy, chiều dài cạnh tối thiểu không phải là một gợi ý.
Đó là một yêu cầu về độ ổn định.
Nhưng hãy giả sử cạnh của bạn đáp ứng quy tắc 0,7 × V. Bạn đã được hỗ trợ. Góc chấn nhất quán. Có một vấn đề hình học âm thầm khác xuất hiện — đặc biệt là khi bạn cố gắng “hiệu quả” với giá để dụng cụ của mình.
Tôi thích các khối đa V. Chúng tiết kiệm không gian. Bạn có thể chuyển từ 0,500 sang 0,750 rồi 1,000 inch chỉ với một dụng cụ.
Nhưng hãy đo chúng.
Các vai trên khối đa V hẹp hơn. Phần gờ giữa các rãnh liền kề mỏng hơn. Dưới tải trọng — đặc biệt là trên 20 tấn mỗi foot — chúng bị biến dạng nhiều hơn so với khối V đơn chuyên dụng có cùng kích thước rãnh.
Độ biến dạng làm thay đổi chiều rộng rãnh V hiệu dụng của bạn dưới áp lực.
Và điều đó làm thay đổi bán kính của bạn.
Hãy thử chạy vật liệu A36 dày 0,187 inch trong khe hở nhỏ nhất của khối đa rãnh V được thiết kế cho khổ mỏng. Bạn sẽ thấy sự thay đổi góc dọc theo chiều dài mà bạn sẽ không gặp phải khi dùng khuôn đơn 0,750 inch nguyên khối.
Tại sao?
Bởi vì ở giới hạn định mức, thân khuôn sẽ bị uốn cong ở mức vi mô. Độ uốn đó làm rộng khe hở dưới tải trọng. Rãnh V rộng hơn đồng nghĩa với bán kính trong lớn hơn. Bán kính lớn hơn đồng nghĩa với độ đàn hồi trở lại (springback) nhiều hơn. Vì vậy, độ sâu đã lập trình của bạn không còn tương ứng với góc mục tiêu nữa.
Điều này rất tinh tế. Một độ ở đây. Một độ rưỡi ở kia.
Đối với một công việc có dung sai ±0,5°, đó là hàng phế phẩm.
Điều này không có nghĩa là các khối đa rãnh V là đồ bỏ đi. Nhưng đó là kinh nghiệm thực tế tại xưởng, không phải quy luật phổ quát — chúng hoạt động tốt ở phạm vi làm việc trung bình. Nếu ép chúng đến giới hạn, hình học sẽ bị lệch.
Vậy khi nào bạn nên ngừng linh hoạt?
Nếu bản vẽ yêu cầu chiều dài mặt bích ±0,010 inch và góc ±0,5° trên vật liệu thép không gỉ 304 dày 0,125 inch, và bạn đang chạy với lực 15–20 tấn mỗi foot, hãy mua khuôn chuyên dụng.
Một rãnh V đơn 0,875 inch hoặc 1,000 inch với khối lượng vật liệu đầy đủ bên dưới sẽ giữ hình học tốt hơn dưới tải trọng. Ít bị võng hơn. Bán kính ổn định hơn. Độ đàn hồi trở lại dễ dự đoán hơn.
Đúng, chi phí ban đầu sẽ cao hơn.
Nhưng việc phải làm lại một lô 200 sản phẩm vì 30 chi tiết cuối cùng bị lệch khỏi dung sai khi khuôn nóng lên và bị uốn cong cũng tốn kém không kém.
Và khi chiều dài mặt bích và khối lượng khuôn vẫn chưa đủ?
Một số chi tiết không chỉ gây khó khăn về độ bền hay chiều dài mặt bích. Chúng còn gây khó khăn về bề mặt, độ đàn hồi trở lại, hoặc cả hai.
Đó là lúc các khuôn V tiêu chuẩn không còn là công cụ phù hợp.
Vật liệu 5052 dày 0,090 inch có tính thẩm mỹ với bề mặt được chải xước sẽ lộ rõ mọi vết hằn từ vai khuôn. Bạn có thể mở rộng rãnh V để giảm áp lực, nhưng điều đó làm tăng bán kính và độ đàn hồi trở lại. Lúc này, góc của bạn sẽ không còn ổn định.
Khuôn con lăn làm thay đổi điều kiện tiếp xúc. Thay vì trượt qua một vai cố định, vật liệu sẽ lăn. Ma sát thấp hơn. Ít để lại dấu vết hơn. Đường cong lực ổn định hơn.
Các miếng đệm urethane giúp phân bổ tải trọng trên một bề mặt rộng hơn, làm giảm áp suất đỉnh mà không buộc bạn phải sử dụng khuôn V quá khổ. Hình học vẫn giữ được độ gần sát với bán kính đã tính toán của bạn.
Giờ đây bạn đang quản lý cơ học tiếp xúc, chứ không chỉ là chiều rộng nhịp.
Đòn bẩy khác. Mục tiêu như cũ.
Hãy lấy vật liệu dày 0,187 inch với cường độ 80.000 PSI có độ đàn hồi ngược 6–8 độ trong khuôn V 90° tiêu chuẩn. Bạn có thể uốn quá mức bằng cách tăng độ sâu, nhưng độ xuyên thấu sẽ tăng lên và kéo theo đó là tải trọng.
Một khuôn V góc nhọn 30° hoặc 60° sẽ thay đổi hình học của quá trình uốn đáy mà không cần dập định hình hoàn toàn. Các thành khuôn tiếp xúc sớm hơn. Bạn kiểm soát độ đàn hồi ngược bằng cách giới hạn góc thay vì dùng lực thô bạo.
Đúng là tải trọng sẽ tăng lên (hãy chú ý đến số tấn trên mỗi foot), nhưng bạn đang đánh đổi độ sâu để lấy sự kiểm soát góc. Đối với các chi tiết có giới hạn chảy cao, điều đó có thể tạo ra sự khác biệt giữa một góc 90° ổn định và việc phải loay hoay chỉnh sửa suốt cả ca làm việc.
Đến thời điểm này, quy luật đã trở nên rõ ràng.
Giới hạn chảy cho bạn biết bạn có thể uốn chặt đến mức nào mà không bị nứt. Tải trọng cho bạn biết liệu máy có chịu được hay không. Chiều dài cánh cho bạn biết liệu chi tiết có thể đặt vừa vặn trong khuôn hay không. Hình học dụng cụ cho bạn biết liệu thiết lập đó có giữ được dung sai dưới tải trọng hay không.
Nếu bỏ qua bất kỳ yếu tố nào trong số đó, bạn sẽ quay lại việc tạo ra những phế phẩm đắt đỏ — ngay cả khi các phép tính về biến dạng đã hoàn hảo.
Vì vậy, quy trình làm việc thực sự không phải là “8× độ dày”.”
Đó là khả năng biến dạng, khả năng chịu tải và sự hỗ trợ vật lý — theo đúng thứ tự đó.
Bạn muốn có quy trình làm việc.
Không phải là một tỷ lệ. Không phải là “8×”. Mà là một trình tự giúp thép không gỉ 304 dày 0,125 inch không biến thành phế phẩm đắt đỏ trong khi vẫn giữ được dung sai ±0,5° và ±0,010 inch trên cánh.
Đây là sự thay đổi: hãy ngừng chọn độ mở khuôn V như thể đó là một khe hở để lấp đầy. Hãy bắt đầu chọn nó như thể bạn đang thiết lập định mức tải trọng cho một cây cầu. Tấm kim loại là mặt đường. Giới hạn chảy là tải trọng. Độ mở khuôn V là nhịp cầu. Nếu làm nhịp quá nhỏ so với tải trọng, thứ gì đó sẽ bị nứt. Nếu làm quá lớn, mặt đường sẽ bị võng — bán kính của bạn sẽ tăng lên, độ đàn hồi ngược tăng lên, các góc sẽ bị lệch.
Vì vậy, quyết định chỉ đi theo một hướng duy nhất:
Đó là quy trình. Phá vỡ nó và bạn sẽ quay lại trò cá cược.
Tại sao bắt đầu từ đó?
Bởi vì kim loại không quan tâm đến quy tắc kinh nghiệm của bạn. Nó phản ứng với ứng suất.
“Ưu tiên vật liệu” không có nghĩa là “ưu tiên độ dày”.”
Nó có nghĩa là ưu tiên giới hạn chảy.
Nếu bạn đưa cho tôi thép A36 dày 0,187 inch và thép không gỉ 304 dày 0,187 inch, và bảo tôi sử dụng cùng một khuôn V 1,500 inch vì “đó là thứ chúng ta vẫn luôn chạy”, tôi đã biết một trong những chi tiết đó đang gặp rủi ro. Cùng độ dày. Khả năng chịu ứng suất khác nhau. Độ đàn hồi trở lại khác nhau. Lực chấn trên mỗi foot khác nhau.
Nhưng đó là lịch sử của xưởng, không phải quy luật phổ quát — tỷ lệ 8× hoạt động tốt trên thép cacbon thấp 36.000–60.000 PSI khi bạn không theo đuổi dung sai chặt chẽ. Cái bẫy là giả định rằng thành công đó sẽ chuyển sang thép không gỉ 70.000–90.000 PSI hoặc tấm chống mài mòn.
Vì vậy, danh mục kiểm tra bắt đầu như thế này:
Bây giờ bạn đã có các ràng buộc.
Nếu không có điều đó, bạn đang xem xét dụng cụ như thể đó là vấn đề chọn danh mục thay vì vấn đề về ứng suất.
Hãy làm cho nó cụ thể.
Giả sử bản vẽ yêu cầu thép không gỉ 304 dày 0,125 inch, 90°, bán kính trong tối đa 0,125 inch, ±0,5°, chiều dài mép gấp 0,750 inch.
Bước một: bán kính quyết định kích thước V trong chấn tự do (air bending). Đối với hầu hết các loại thép, bán kính trong dao động ở mức khoảng 0,16 × V. Vì vậy, nếu tôi muốn bán kính trong khoảng 0,125 inch:
0,125 ÷ 0,16 ≈ 0,781 inch V.
Công cụ thực tế gần nhất là 0,750 hoặc 0,875.
Bây giờ hãy kiểm tra thực tế về độ biến dạng. Thép 304 sẽ chịu được bán kính trong khoảng 1× độ dày ở nhiều độ cứng mà không bị nứt. 0,125 trên 0,125 là 1T. Chúng ta đang ở trong vùng an toàn.
Bây giờ đến lực chấn. V hẹp hơn sẽ làm tăng số tấn trên mỗi foot. Nếu kích thước V 0,750 inch đó đẩy tôi vượt quá, ví dụ, 18–20 tấn trên mỗi foot đối với vật liệu này (hãy kiểm tra biểu đồ của bạn), tôi nên xác nhận xem khuôn và máy chấn có được định mức cho lực đó hay không. Tôi đã từng thấy một công việc chấn inox 0,125 inch làm biến dạng một khuôn đa V loại nhẹ vì ai đó đã bỏ qua định mức trên mỗi foot mà chỉ nhìn vào tổng lực chấn.
Tiếp theo là chiều dài cạnh chấn. 0,7 × 0,750 = 0,525 inch là mức tối thiểu. Bản vẽ yêu cầu 0,750 inch. Chúng ta đã đạt yêu cầu.
Bây giờ — và chỉ bây giờ — tôi mới mở tủ dụng cụ.
Hãy chú ý những gì đã không xảy ra.
Chúng ta chưa bao giờ nói “8× độ dày”. Chúng ta đã nói, “Vật liệu này có thể chịu được độ biến dạng nào, và kích thước V nào tạo ra độ biến dạng đó?”
Đó mới là kiểm soát.
Hầu hết người vận hành thường đổ lỗi cho độ sâu hoặc bù trừ độ đàn hồi (springback) trước tiên.
Đôi khi họ sai.
Bị nứt tại đường chấn trên inox?
Hãy kiểm tra bán kính trong thực tế mà bạn đang tạo ra. Nếu bạn chọn V 1,000 inch cho vật liệu 304 dày 0,125 inch vì cảm thấy “an toàn hơn”, thì bán kính của bạn sẽ dao động quanh mức 0,160 inch. Điều đó làm giảm nguy cơ nứt, đúng — nhưng nó làm tăng độ đàn hồi. Vì vậy, bạn phải chấn sâu hơn để đạt được 90°. Chấn sâu hơn đồng nghĩa với việc thâm nhập sâu hơn, áp lực tiếp xúc tại các vai khuôn lớn hơn và đôi khi gây quá tải cục bộ.
Vết nứt không phải do bán kính quá nhỏ.
Mà là do mất kiểm soát đường biến dạng.
Dấu vết vai khuôn nặng trên bề mặt thẩm mỹ của nhôm 5052 dày 0,090 inch?
Trước khi đổ lỗi cho độ hoàn thiện của chày, hãy tự hỏi liệu V có quá hẹp so với giới hạn chảy của vật liệu hay không. V hẹp đồng nghĩa với áp lực tiếp xúc cao hơn. Áp lực sẽ để lại dấu vết. Mở rộng V sẽ giảm dấu vết nhưng làm tăng bán kính. Nếu dung sai góc chấn chặt chẽ, sự đánh đổi đó sẽ thể hiện dưới dạng sự không nhất quán trên toàn bộ lô hàng.
Góc uốn không đồng nhất từ trái sang phải trên một chi tiết dài?
Nếu bạn đang ở gần giới hạn tải trọng tối đa của khuôn chữ V nhiều rãnh, thân khuôn sẽ bị uốn cong. Độ mở của rãnh thực tế sẽ rộng ra dưới áp lực ở phần trung tâm. Rãnh V rộng hơn ở giữa đồng nghĩa với bán kính lớn hơn, độ đàn hồi ngược nhiều hơn và góc uốn mở rộng hơn.
Đó không phải là vấn đề về độ sâu.
Đó là sự võng của nhịp khuôn.
Khi bạn thấy triệu chứng này, hãy đặt một câu hỏi: liệu độ mở của rãnh V có đang ép vật liệu vào trạng thái biến dạng hoặc tải trọng mà nó không thể duy trì ổn định hay không?
Nếu có, giải pháp không phải là tăng hành trình máy.
Mà là thay đổi nhịp khuôn.
Bạn không chỉ đang gấp tấm kim loại.
Bạn đang điều hướng dòng chảy vật liệu giữa hai vai khuôn trong khi vẫn nằm trong giới hạn biến dạng của nó và giới hạn tải trọng của máy.
Đó là vấn đề về kiểm soát, không phải vấn đề về khe hở.
Tư duy theo danh mục là: vật liệu 0,125 inch → rãnh V 1,000 inch → xong.
Tư duy về biến dạng là: Tôi cần bán kính bao nhiêu? Rãnh V nào tạo ra bán kính đó? Điều đó đòi hỏi bao nhiêu tấn trên mỗi foot? Thân khuôn của tôi có chịu được tải đó mà không bị võng không? Cạnh gấp có thực sự nằm ổn định ở mức 0,7 × V hoặc hơn không?
Chuỗi suy nghĩ đó biến việc uốn từ một thói quen thành kỹ thuật.
Và một khi bạn thực hiện công việc theo cách đó trong một năm, điều gì đó sẽ thay đổi. Bạn ngừng hỏi: “Chúng ta thường dùng rãnh V nào?” và bắt đầu hỏi: “Tôi đang tạo ra mức biến dạng nào?”
Đó là điều duy nhất cần ghi nhớ.
Kim loại không biết các quy tắc của bạn. Nó chỉ biết ứng suất mà bạn đặt vào nó.
Kiểm soát độ biến dạng, và những yếu tố còn lại — tải trọng, góc uốn, dung sai, tuổi thọ dụng cụ — sẽ tự động được giải quyết theo.


















