

0,125 inçlik 304 paslanmaz çelik bir braketin, 1,000 inçlik bir V-kalıpta tam dış yarıçapından çatladığını izledim. Aynı düzenekle tüm sabah boyunca 0,125 inçlik A36 çeliği hiçbir iz bırakmadan bükmüştük. Aynı zımba. Aynı arka dayama. Aynı “8× kalınlık” kuralı.
Bir malzeme temiz bir şekilde büküldü. Diğeri ise pahalı bir hurdaya dönüştü.
Eğer kural sağlam olsaydı, sacları değiştirdiğimiz anda neden başarısız oldu?
“8× kalınlık” kuralı şunu söyler: malzeme kalınlığınızı alın, sekiz ile çarpın, o V-açıklığını seçin ve devam edin. 0,125 inçlik malzeme için bu 1,000 inçlik bir kalıptır. Basit. Hızlı. Genellikle sorunsuz.
Genellikle.
Kurulum formunda kimsenin yazmadığı küçük puntolu yazı şudur: bu kural, hava bükmede 60.000 PSI çekme dayanımına sahip yumuşak çelik etrafında doğmuştur. Dayanımı değiştirirseniz, dış liflerdeki gerilmeyi de değiştirirsiniz. Gerilmeyi değiştirirseniz, parçanın bükülüp bükülmeyeceğini veya çatlayıp çatlamayacağını da değiştirirsiniz.
Peki kural tam olarak neyi varsayıyor?
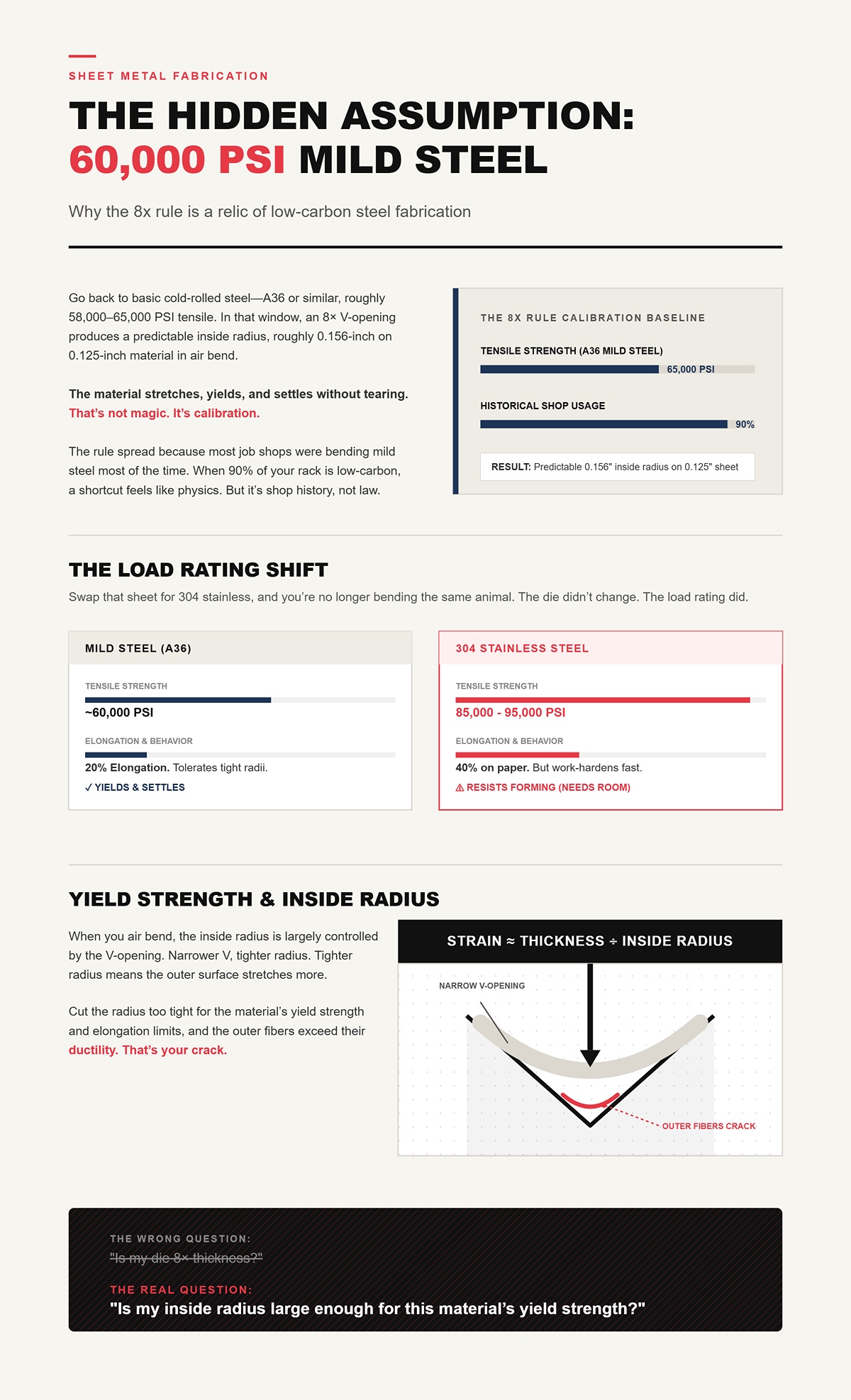
Temel soğuk haddelenmiş çeliğe geri dönün; A36 veya benzeri, yaklaşık 58.000–65.000 PSI çekme dayanımı. Bu aralıkta, 8× V-açıklığı, 0,125 inçlik malzemede hava bükmede yaklaşık 0,156 inçlik öngörülebilir bir iç yarıçap üretir. Malzeme esner, akma gösterir ve yırtılmadan yerine oturur.
Bu sihir değil. Bu bir kalibrasyondur.
Bu kural yayıldı çünkü çoğu atölye zamanının çoğunda yumuşak çelik büküyordu. Rafınızın 'ı düşük karbonlu olduğunda, bir kısayol fizik gibi hissettirir. Ancak bu evrensel bir yasa değil, atölye tarihidir.
O sacı 85.000–95.000 PSI çekme dayanımına sahip 304 paslanmaz çelikle değiştirirseniz, artık aynı şeyi bükmüyorsunuz demektir. Kalıp değişmedi. Ancak yük kapasitesi değişti.
Ve yük kapasitesi her şeydir.
Hava bükme yaptığınızda, iç yarıçap büyük ölçüde V-açıklığı tarafından kontrol edilir. Daha dar V, daha dar yarıçap demektir. Daha dar yarıçap, dış yüzeyin daha fazla esnemesi anlamına gelir.
Dış lif üzerindeki gerilme, kabaca kalınlığın iç yarıçapa bölünmesiyle orantılıdır. Yarıçapı, malzemenin akma dayanımı ve uzama sınırları için çok dar keserseniz, dış lifler sünekliklerini aşar. İşte çatlağınızın sebebi budur.
Yumuşak çelik uzamayı tolere edebilir. 304 paslanmaz çelik kağıt üzerinde uzama vaat edebilir, ancak hızla iş sertleşmesi gösterir ve ona alan bırakmadığınız sürece daha dar yarıçaplarda şekillenmeye direnir. Yüksek dayanımlı çelikler mi? Onlar daha da az bağışlayıcıdır.
Yani asıl soru “Kalıbım 8× kalınlıkta mı?” değildir.”
Bu, “İç yarıçapım bu malzemenin akma dayanımı için yeterince büyük mü?” sorusudur.”

Sacın, iki destek arasındaki bir açıklık gibi kalıp omuzları üzerinde köprü kurduğunu hayal edin. Zımba, merkezi aşağı doğru zorlar. Açıklık ne kadar dar olursa, kavis o kadar keskin olur.
O kavisi keskinleştirirseniz, dış lifler içtekilerden daha uzağa gider. Esnerler. Akma noktasını geçince plastik olarak deforme olurlar. Daha fazla iterseniz incelirler. Daha da fazla iterseniz yarılırlar.
1,000 inçlik bir V kalıbında 0,125 inçlik yumuşak çelikte gerinim, güvenli bir aralıkta kalır. Aynı 1,000 inçlik V kalıbına 0,125 inçlik 304 paslanmaz çelik koyarsanız, daha yüksek akma dayanımına sahip bir malzemeden aynı dar yarıçapa kadar esnemesini istiyorsunuz demektir. Bu malzeme daha fazla direnç gösterir, daha fazla geri yaylanır ve büküm hattında gerilimi daha sert bir şekilde yoğunlaştırır.
İşte gerinim boşluğu budur; kalıbın talep ettiği ile malzemenin tolere edebileceği arasındaki fark.
Bu boşluğu yanlış kapatırsanız, elinizde pahalı bir hurda yığını kalır.
60.000 PSI değerindeki 0,125 inçlik yumuşak çeliği ve 100.000 PSI değerindeki 0,125 inçlik yüksek mukavemetli çeliği ele alalım. Kalınlık aynıdır. 8× kuralı her ikisine de 1,000 inçlik bir V kalıbı verir.
Ancak daha yüksek mukavemetli sac, akması için daha fazla gerilime ihtiyaç duyar. Dış lif gerinimini sınırlar içinde tutmak için iç yarıçapı artırmanız gerekir. Havalı bükümde iç yarıçapı artırmak, V-açıklığını genişletmek anlamına gelir; kaliteye bağlı olarak kalınlığın belki 10 katı veya hatta 12 katı kadar.
Aynı kalınlık. Daha geniş kalıp.
Eğer 8× kuralını kutsal bir gerçek gibi ezberlediyseniz bu yanlış hissettirir. Ancak birkaç yüz dolarlık sertleştirilmiş plakayı çatlatıp bunu satın alma departmanına açıklamak zorunda kaldığınızda doğru hissettirir.
Ve kalıbı genişletmek, yarıçaptan daha fazlasını değiştirir.
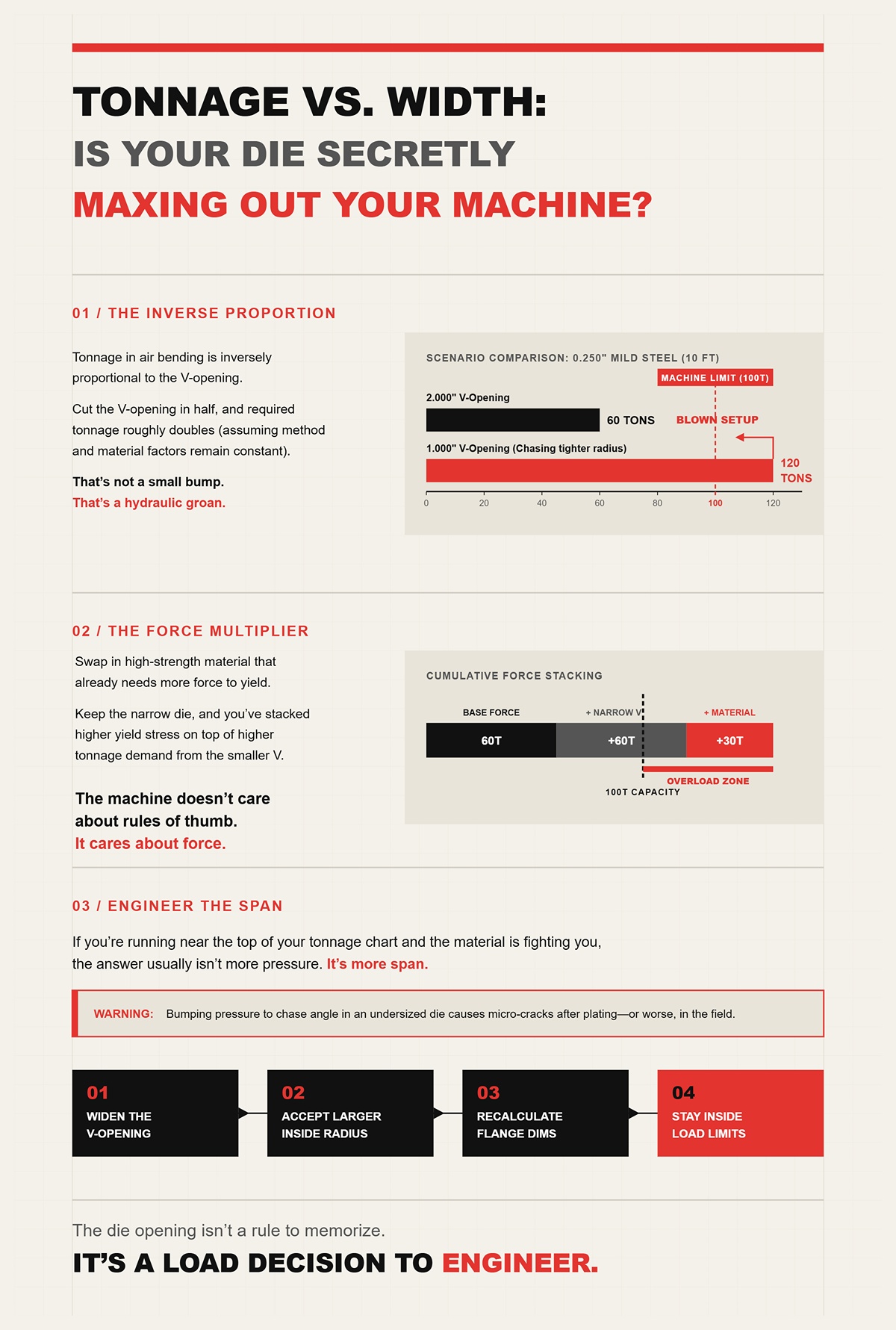
Operatörlerin gözden kaçırdığı nokta şudur: Havalı bükümde tonaj, V-açıklığı ile ters orantılıdır.
V-açıklığını yarıya indirirseniz, gerekli tonaj kabaca iki katına çıkar (yöntem faktörü ve malzeme faktörü sabitken). Bu küçük bir artış değildir. Bu, hidrolik sistemin inlemesidir.
Diyelim ki 2,000 inçlik bir V kalıbında 0,250 inçlik yumuşak çelik büküyorsunuz ve 10 feet boyunca 60 tondasınız. Daha dar bir yarıçap elde etmek için 1,000 inçlik bir V kalıbına düşerseniz, 120 tonla flört ediyorsunuz demektir (denemeden önce tablonuzu kontrol edin). 100 tonluk bir makinede bu bir teori değildir. Bu, hatalı bir kurulumdur.
Şimdi, zaten akması için daha fazla kuvvete ihtiyaç duyan yüksek mukavemetli bir malzeme ile değiştirin. Dar kalıbı korursanız, daha küçük V kalıbından gelen yüksek tonaj talebinin üzerine daha yüksek akma gerilimini de eklemiş olursunuz.
Makine, genel kuralları umursamaz. O, kuvvete bakar.
Operatörlerin, yetersiz boyuttaki bir kalıpta paslanmaz çelik üzerinde açı yakalamak için basıncı artırdıklarını gördüm. Açı tutuyor. Parça iyi görünüyor. Ancak kaplamadan sonra veya daha kötüsü sahada mikro çatlaklar ortaya çıkıyor.
Tonaj tablonuzun üst sınırına yakın çalışıyorsanız ve malzeme size direnç gösteriyorsa, çözüm genellikle daha fazla basınç değildir.
Çözüm daha fazla açıklıktır.
V açıklığını genişletin. Daha büyük bir doğal iç yarıçapı kabul edin. Flanş boyutlarınızı yeniden hesaplayın. Malzemenin gerinim sınırları ve makinenizin yük sınırları içinde kalın.
Bunun sonunda, önce akma dayanımını kontrol etmeden 8× kalınlığa ulaşma konusunda kendinizi huzursuz hissetmelisiniz.
Güzel.
Çünkü kalıp açıklığı ezberlenecek bir kural değildir.
O, mühendislik gerektiren bir yük kararıdır.
0,125 inçlik 304 paslanmaz çelik bir sacın üç farklı kalıpta (0,750 inç V, 1,000 inç V ve 1,500 inç V) bükülmesini izledim; aynı zımba, aynı abkant pres, aynı operatör. İç yarıçap o kadar değişti ki parça aynı mastar bloğuna iki kez uymadı. Başka hiçbir şey değişmedi. Sadece V açıklığı.
Peki, 8× kalınlık güvenilir değilse, kalıbı gerçekten nasıl seçersiniz?
İşe kalıbın gerçekte ne yaptığını anlayarak başlarsınız. Havalı bükümde V açıklığı bir “tutucu” değildir. Bir köprünün açıklığıdır. Sac, kalıp omuzları üzerinde durur ve zımba ortayı aşağı doğru zorlar. Bu açıklık genişliği, malzemenin 90 dereceye ulaşmak için ne kadar sert bükülmesi gerektiğini belirler. Açıklığı değiştirirseniz eğriliği değiştirirsiniz. Eğriliği değiştirirseniz dış lif gerinimini, tonajı ve geri esnemeyi değiştirirsiniz. Bu bir fikir değil. Bu mekaniktir.
Ve bunu gördüğünüzde, “Kural nedir?” diye sormayı bırakıp “Bu açıklık hangi yarıçapı oluşturuyor?” diye sormaya başlarsınız.”
1,000 inçlik bir V açıklığında 0,125 inçlik yumuşak çeliği ele alalım. Havalı bükümde, zımba ucunuz keskin olduğu için 0,031 inçlik bir iç yarıçap elde etmezsiniz. Yaklaşık 0,125 inçlik bir iç yarıçap elde edersiniz. Malzeme, kalıp omuzları arasında “yüzer” ve kendi eğrisine yerleşir.
Bu eğri rastgele değildir.
Malzeme, o omuzların birbirinden ne kadar uzak olduğuna bağlı olarak doğal bir yarıçap oluşturur. Daha geniş V, daha büyük doğal yarıçap. Daha dar V, daha sıkı doğal yarıçap. Bir kalıbı kalınlığa “uyması” için seçmiyorsunuz. Bir kalıbı, farkında olsanız da olmasanız da belirli bir iç yarıçap üretmek için seçiyorsunuz.
Bu da şu anlama gelir: Eğer teknik resminiz 0,125 inçlik malzemede 0,250 inçlik bir iç yarıçap istiyorsa, işe kalınlıktan başlamazsınız. İşe, o yarıçapı yüzdürecek V açıklığını geriye doğru hesaplayarak başlarsınız.
Peki ilişki nedir?
Yaklaşık 0,500 inç kalınlığa kadar olan yumuşak çeliklerde, havalı bükümdeki iç yarıçap, V açıklığının kabaca ila 'sidir. Birçok tablo bunu 60.000 PSI çekme dayanımına sahip malzeme için R ≈ V ÷ 8 şeklinde basitleştirir. Eski 8× kalınlık kısayolu buradan gelmektedir. 0,125 inçlik yumuşak çelikte, 1,000 inçlik V açıklığını 8'e böldüğünüzde yaklaşık 0,125 inçlik bir iç yarıçap elde edersiniz.
Ancak gerçekte ne olduğuna dikkat edin. Yarıçap öncelikle V açıklığının bir fonksiyonudur. Kalınlık ise arka planda etkili olur.
Şimdi 85.000–95.000 PSI çekme dayanımına sahip 304 paslanmaz çeliğe geçelim. Yine 1,000 inçlik V açıklığını kullanalım. Genellikle yumuşak çeliğe göre biraz daha büyük bir serbest yarıçap görürsünüz çünkü daha yüksek akma dayanımı, daha dar bir kavis oluşturulmasına direnç gösterir. Yüzde değişir. Temper durumuna bağlı olarak belki V ÷ 7,5 veya V ÷ 7'ye daha yakın davranır. Bu matematiğin başarısızlığı değildir. Bu, malzemenin karşı koymasıdır.
İşin anahtarı şudur: V açıklığını değiştirdiğinizde, doğrudan iç yarıçap aralığını belirlersiniz. Malzemeniz çatlamayı önlemek için 1× kalınlıkta bir minimum iç yarıçap gerektiriyorsa, en az bu yarıçapı üreten bir V seçersiniz. Bir tablo öyle dediği için 8× kalınlığı değil; malzemenizin dayanabileceği yarıçapı serbest bırakan bir V açıklığı seçersiniz.
Ve bu, ayar sayfasındaki her şeyi tersine çevirir.
Operatörlerin, 2,000 inçlik bir V açıklığına oturtulmuş 0,250 inçlik bir plakaya 0,062 inçlik bir zımba ucunun dar bir yarıçapı “zorla” kabul ettireceği konusunda ısrar ettiklerine şahit oldum. Ettiremez. Havalı bükümde bu mümkün değildir.
Zımba malzemeye tepe noktasından temas eder, ancak sac kalıp omuzlarında desteklenir. Siz tabana oturmadığınız veya ezme (coining) yapmadığınız sürece, zımba ucu yarıçapı nihai iç yarıçap için neredeyse önemsizdir. Malzeme askıdadır. Burun kısmına göre değil, açıklığa göre şekillenir.
İşte bu yüzden, V açıklığı aynı kaldığı sürece keskin bir zımbadan 0,125 inçlik bir buruna geçiş yapabilir ve iç yarıçapta neredeyse hiçbir değişiklik göremezsiniz. Bunu 1,500 inçlik bir V içinde 0,187 inçlik A36 çeliğinde denedim. Penetrasyon derinliği nedeniyle açı biraz değişti. Yarıçap ise etkilenmedi.
Bu yüzden biri “Daha dar bir zımbaya ihtiyacım var” dediğinde, genellikle “Yanlış V açıklığını seçtim” demek istiyordur.”
Ve eğer yarıçapı V açıklığı belirliyorsa, başka neleri sessizce değiştiriyor?
0,125 inçlik 304 paslanmaz çeliği 1,000 inçlik bir V içinde 90 derece bükün. Geri yaylanmadan sonra 90 derecede kalabilmek için 83 dereceye kadar aşırı bükmeniz gerekebilir. Aynı sacı 1,500 inçlik bir V içine koyun, şimdi belki 80 dereceye kadar aşırı bükmeniz gerekecektir. Aynı kalınlık. Aynı malzeme. Farklı kalıp.
Neden?
Çünkü geri yaylanma elastik geri kazanım demektir. İç yarıçap ne kadar büyükse, plastik gerinim o kadar düşük ve büküm bölgesinde depolanan elastik enerji yüzdesi o kadar yüksektir. Daha geniş V açıklığı → daha büyük serbest yarıçap → elastik olana kıyasla daha az plastik deformasyon → daha fazla geri yaylanma.
İşin değiş tokuşu budur.
Yüksek mukavemetli çeliklerde (örneğin 100.000 PSI çekme dayanımına sahip 0,125 inçlik malzeme) bu etki daha belirgin hale gelir. Malzeme zaten yüksek bir akma noktasına ve güçlü bir elastik aralığa sahiptir. İç yarıçapı korumak için onu geniş bir V'ye, belki 1,500 veya 1,750 inçlik bir açıklığa koyduğunuzda, plastik gerinimi daha da azaltmış olursunuz.
Sonuç mu? 90 derecelik bir bükümde 4–6 derecelik bir geri yaylanma görebilirsiniz (tonaj tablonuza dikkat edin). Operatörler paniğe kapılır ve basıncı artırmaya başlar. Basınç açıklığı değiştirmez. Sadece zımbayı daha derine iter ve tabana oturmaya (bottoming) yaklaşır.
Asıl kaldıraç başından beri V açıklığıydı.
Daha geniş kalıp, iç yarıçapı artırarak çatlamaya karşı koruma sağlar. Ancak makineniz, takım hizalamanız veya malzeme partiniz tutarlı değilse, sizi daha fazla açısal sapma ile cezalandırabilir. Bu, dar kalıba geçip flanşları çatlatmak için bir neden değildir. Bu, seçtiğiniz dengeyi anlamanız için bir nedendir.
Peki bunu nasıl dengelersiniz?
Akma dayanımı ve uzamaya dayalı olarak malzemenin minimum güvenli iç yarıçapı ile başlayın. Eğer 0,125 inçlik yüksek dayanımlı çelik, tehlike bölgesinden uzak durmak için en az 0,187 inçlik bir iç yarıçapa ihtiyaç duyuyorsa, bunu destekleyen bir V açıklığı seçin; atölyenizin ampirik oranına bağlı olarak belki 1,250 inç veya 1,500 inç.
Ardından iki kısıtlamayı kontrol edin.
Birincisi: tonaj. Daha dar V, daha yüksek kuvvet anlamına gelir. Havalı bükmede tonaj, kabaca V açıklığı ile ters orantılıdır. V açıklığını yarıya indirdiğinizde gereken kuvveti neredeyse iki katına çıkarırsınız. Bunu 100.000 PSI'lık malzeme üzerine eklediğinizde hızla makine sınırlarına ulaşırsınız.
İkincisi: geometri. Minimum flanş uzunluğu, 90 derecelik bir büküm için genellikle V açıklığının yaklaşık 0,67 ile 0,77 katıdır. 1,500 inçlik bir V seçerseniz, sadece kalıp omuzlarını kurtarmak için yaklaşık 1,000 inçlik düz bir bacağa ihtiyacınız olabilir. Eğer teknik resminiz size sadece 0,750 inç veriyorsa, o kalıp fiziksel olarak çalışmayacaktır.
Artık bir kısıtlama problemini çözüyorsunuz:
Kalıp seçimi budur. 8 kat et kalınlığı değil.
V açıklığının havalı bükmede doğal yarıçapı ve geri yaylanma davranışını kontrol ettiğini anladığınızda, bir sonraki rahatsız edici soruyu sormaya hazırsınız demektir:
Havalı bükmeyi bırakıp tabana oturtma (bottoming) veya ezme (coining) yöntemine geçtiğinizde ne değişir?
Havalı bükmeyi bırakıp tabana oturtma veya ezme yöntemine geçtiğinizde mekanik olarak ne değişir?
Malzemenin yarıçapını seçmesine izin vermeyi bırakırsınız.
Havalı bükmede sac, kalıp omuzları arasında bir köprü açıklığı gibi asılı durur ve zımba, plastik deformasyon elastik geri kazanımı yenene kadar onu bir eğri içine iter. V açıklığı, açıklık genişliğini belirler. Malzeme, bu geometri dahilinde istediği yerde akar. Geri yaylanma tahmin edilebilirdir çünkü sacı asla tam olarak hapsetmezsiniz.
Tabana oturtma ve ezme farklı şeylerdir.
Bunlar, kalıbı bir destek olmaktan çıkarıp bir kalıba dönüştürür.
Ve kalıp bir döküm kalıbına dönüştüğünde, yanlış V-açıklığı size sadece yanlış bir yarıçap vermekle kalmaz; aynı zamanda kuvveti, gerilimi ve maliyetli hurdayı katlar.
Havada bükmede zımba, sacı asla alt kalıbın duvarlarına ve tabanına tam temas edecek şekilde itmez. Üç temas noktası. Hepsi bu kadar. İki omuz ve zımba ucu.
Sac, iç yarıçapını açıklık genişliğine ve malzemenin akma dayanımına göre “yüzdürmekte” serbesttir. İşte bu yüzden 1,000 inçlik bir V açıklığı, yumuşak çelikte yaklaşık 0,125 inçlik bir iç yarıçap oluşturabilirken, 0,125 inçlik 304 paslanmaz çelikte farklı davranır. Alt kalıp şekli zorunlu kılmaz, sadece sınırları belirler.
Malzemeyi hapsediyor değil, yönlendiriyorsunuz.
İşte bu özgürlük, havada bükmenin aynı kalınlık için bir dizi V-açıklığını tolere edebilmesinin nedenidir. 0,125 inçlik A36 sacı 1,000 inçlik veya 1,250 inçlik bir V açıklığında bükebilir ve geri esnemeyi (springback) ve flanş sınırlarını yönettiğiniz sürece işi yine de başarıyla tamamlayabilirsiniz. Tonaj değişir (tablonuzu kontrol edin), yarıçap değişir, aşırı bükme miktarı değişir; ancak sac geometriye zorlanarak ezilmediği için süreç bağışlayıcıdır.
Alt kalıp bir destektir.
Ve destekler eğriliği dikte etmez; sadece sınırlar dahilinde olmasına izin verir.
Malzemeyi asla alt kalıba tam olarak oturtmadığınız için, V-açıklığındaki küçük değişiklikler yüzdürülen yarıçapı ve geri esnemeyi pürüzsüz, orantılı bir şekilde kaydırır. V-açıklığını yarıya indirdiğinizde tonajı neredeyse iki katına çıkarırsınız. Genişlettiğinizde ise geri esnemeyi artırırsınız. Ancak malzeme yine de elastik ve plastik gerinim arasında kendi dengesini bulur.
Ayarlanabilirdir.
Bükme derinliği, açı düzeltmesi veya malzeme testleri ile telafi edebilirsiniz. V açıklığını biraz küçük tutsanız bile, sac sertleştirilmiş çeliğe karşı düz bir şekilde ütülenmez. Daha dar bir yarıçap ve daha yüksek tonaj görebilirsiniz, ancak malzemeyi otomatik olarak gerinim sınırının ötesine zorlamazsınız.
İşte bu yüzden malzeme partinizin akma dayanımı 5.000 PSI değiştiğinde havada bükme bağışlayıcı hissettirir.
Sistemin içine yerleşik bir esneklik vardır.
Ancak çoğu operatörün yüksek sesle söylemediği kısım burasıdır.
Havada bükme, bu esneklik karşılığında bir miktar açısal hassasiyetten ödün verir.
Geri esneme telafisine güvendiğiniz için, nihai açınız tutarlı malzeme özelliklerine, tutarlı bükme derinliğine ve birkaç binde bir hassasiyetle tekrarlama yapabilen bir prese bağlıdır. 0,090 inçlik 7075-T6 malzemeden yapılan sık toleranslı bir havacılık braketinde bu değişkenlik hızla ortaya çıkar. Bunu kontrol altında tutabilirsiniz. Ancak yönetmeniz gerekir.
İşte tam da bu noktada tabana oturtma (bottoming) ve darbe ile bükme (coining) cazip görünmeye başlar.
Onlar açıyı “sabitlemeyi” vaat ederler.
Sorun, bu kilitlemenin maliyetinin ne olduğudur.
Dibe oturtma, diğer her şeyden daha önemli olan bir şeyi değiştirir.
Malzemeyi kalıp açısına temas edene kadar kalıp boşluğuna sürersiniz ve ardından ilk temastan sonra daha da ileri itersiniz; bu genellikle geri esnemeyi azaltmak için büküm bölgesini –15 oranında daha fazla sıkıştırır. Artık sac, omuzlar arasında havada asılı değildir. Geometrinin içine sıkıştırılmıştır.
Artık yarıçapın doğal bir şekilde oluşmasına izin vermiyorsunuz.
Onu zorluyorsunuz.
Ve metali zorladığınızda, tonaj göstergesi doğruyu söyler.
Hava bükümünde, 1,000 inçlik bir V kalıbında 0,125 inçlik yumuşak çelik üzerinde inç başına 1–2 ton görebilirsiniz. Aynı kurulumu dibe oturtursanız, kalıp açısına ve penetrasyona bağlı olarak bu yükü kolayca ikiye veya üçe katlayabilirsiniz. Abkant pres artık sizin pratik kural tablonuzu umursamaz. O, temas alanını önemser.
Şimdi 8× kalınlık kuralına uyduğunuzu ve malzemenin minimum iç yarıçapı için çok dar bir V seçtiğinizi hayal edin.
Hava bükümünde bu, daha dar bir yarıçap ve daha yüksek tonaj olarak kendini gösterebilirdi; yani bir uyarı. Dibe oturtmada ise, büküm bölgesini malzemenin tolere edebileceğinden daha keskin olabilecek bir kalıp açısına eziyorsunuz. Açıyı “kilitlemek” için uygulanan ekstra –15'lik penetrasyon, iç yüzeydeki basma gerilimini ve nötr eksenin hemen dışındaki çekme gerinimini artırır.
İşte flanşların çatladığı yer burasıdır.
Ve takım üreticilerinin dibe oturtmayı önermelerinin bir nedeni var. Malzemeyi yüksek tonaj altında sertleştirilmiş kalıplara tam olarak oturttuğunuzda, V-açıklığı, kalıp açısı veya malzeme sünekliğindeki herhangi bir uyumsuzluk doğrudan takım aşınmasına, sürtünmeye veya omuzların kırılmasına yol açar. Birkaç yüz dolarlık sertleştirilmiş plakayı kırıp bunu satın alma departmanına açıklamak zorunda kaldığınızda durumun ne kadar kötü olduğunu anlarsınız.
Dibe oturtma geri esnemeyi azaltır.
Ayrıca V-açıklığı konusunda yanılma payınızı da azaltır.
Ezerek şekillendirme, dibe oturtmanın biraz daha fazlası değildir.
Bu farklı bir rejimdir.
Zımba ucunu, tüm büküm bölgesini kalınlık boyunca plastik olarak deforme edecek kadar büyük bir kuvvetle (hava bükümündeki 1–2 tona kıyasla genellikle inç başına 50 ton veya daha fazla) malzemeye sürersiniz. Sadece bükmüyorsunuz. Ütülüyorsunuz. Zımba burun yarıçapı, iç yarıçap haline gelir çünkü malzemeyi aşırı basma gerilimi altında yerinden oynatıyorsunuz.
O bölgedeki her noktada akma sınırını aştığınız için geri esneme neredeyse tamamen ortadan kalkar.
Peki ya 8× kuralı?
Burada anlamsız.
Ezerek bükmede (coining), V açıklığı, malzemenin kırılmadan veya takımlara zarar vermeden akabilmesi için zımba geometrisi ve malzeme mukavemeti ile eşleştirilmelidir. Çok dar olursa tonaj makine kapasitesinin üzerine çıkar. Çok geniş olursa destek kaybedilir, açı bozulur veya parça üzerinde iz oluşur. Takımın yüke dayanması gerektiği için geometri seçenekleri daralır.
Ezerek bükmenin modern atölyelerde nadir olmasının nedeni budur. İşe yaramadığı için değil —kesinlikle işe yarar— ancak özel takımlar, rijit makineler ve disiplinli bir kurulum gerektirdiği için. Burada V açıklığını yanlış seçerseniz sadece açı kayması görmezsiniz.
Bunu duyarsınız.
Presten gelen keskin bir ses, tonaj göstergesinde bir ani yükseliş ve bazen kurulumunuzu pahalı bir hurdaya dönüştüren kırık bir zımba ucu.
Havada bükme, malzemenin kendi radyüsünü bulmasına izin verir. Tabana oturtma ve ezerek bükme ise bir radyüs dayatır.
Bu farkı anladığınızda, kalıp seçimi bir kalınlık kısayolu olmaktan çıkar ve taşıması gereken ağırlık için bir köprü açıklığını boyutlandırmak gibi bir yük yönetimi kararına dönüşür.
Öyleyse, bükme yöntemi radyüsün nasıl oluşturulduğunu ve kuvvetin takımlar içinde nasıl aktığını değiştiriyorsa, bunu her seferinde doğru V'yi seçmek için tekrarlanabilir bir yola nasıl dönüştürürsünüz?
0,125 inçlik 304 paslanmaz bir braketin, kurulum kağıdında “8× kalınlık” yazdığı için 1,000 inçlik bir V içinde dış radyüsünden boydan boya çatladığını izledim. Operatör yanlış bir şey yapmadı. Kural, o yük için yanlıştı.
Eğer bükme yöntemi kuvvetin akışını değiştiriyorsa, V seçimi kalınlıkla değil, malzemenin yük değeriyle, yani akma mukavemetiyle başlamalıdır. İşte atölyede kullandığım, beni 7075-T6 ve yüksek mukavemetli plakalarda pahalı hurda yapmaktan kurtaran iş akışı.
Sertifikayı çıkarın.
İş emrindeki genel “paslanmaz” ibaresini değil. Değirmen test raporundaki gerçek akma mukavemetini. A36, 36.000 PSI akma gösterebilir. Soğuk çekilmiş 1018, 50.000–60.000 PSI civarında olabilir. 304 paslanmaz genellikle 30.000–45.000 PSI akma mukavemetine sahiptir ancak hızla sertleşir. 7075-T6 alüminyum 73.000 PSI akma civarındadır. HSLA kaliteleri bunun çok üzerine çıkabilir.
Akma mukavemeti, dış liflerin plastik olarak esnemeden önce ne kadar gerilime dayanabileceğini söyler. Radyüs ne kadar dar olursa, dış lif gerilimi o kadar yüksek olur. Çatlama mekanizması budur.
Atölyelerde dolaşan o “alüminyum için 6×, paslanmaz için 10×” çarpanları mı? Bunlar, akma mukavemetinin hayatta kalabilir gerilime kaba bir şekilde çevrilmiş halidir. Ancak alüminyum tek bir şey değildir. 5052-H32 harika bükülür. 7075-T6 ise ters bakarsanız kırılır. Aynı kalınlık. Tamamen farklı gerilim toleransı.
Ancak bu evrensel bir yasa değil, atölye geçmişidir.
Bu yüzden çarpanı, malzeme adına değil, akma aralığına bağlı bir başlangıç tahmini olarak ele alıyorum. 40.000 PSI akmanın altında mı? Genellikle daha dar oranlarla yaşayabilirsiniz. 60.000 PSI civarında mı? Klasik yapı çeliği bölgesindesiniz. 70.000 PSI üzerinde mi? Dış lifleri korumak için kalıpları hızla genişletmeye başlarsınız.
Eğer akma mukavemetiyle başlamazsanız, gerilim hakkında tahmin yürütüyorsunuz demektir. Ve gerilim hakkında tahmin yürütmek, flanşların yarılmasına neden olur.
Bunun pratikte nasıl göründüğü aşağıdadır.
Elinde 0,125 inçlik 5052-H32 alüminyum olduğunu varsayalım. Akma dayanımı yaklaşık 28.000–33.000 PSI civarındadır. Bu malzeme daha dar yarıçaplara tolerans gösterir, bu nedenle hava bükmede 6× kalınlığında bir V (0,750 inç) genellikle iyi sonuç verir.
Şimdi bunu 0,125 inçlik 304 paslanmaz çelik ile değiştirin; akma dayanımı belki 35.000–45.000 PSI civarındadır ancak agresif bir iş sertleşmesi özelliği vardır. Eğer “alüminyumda işe yaradı” diyerek 0,750 inçte ısrar ederseniz, iç yarıçapınız daralır, dış gerilme artar ve cilalı parçalarda mikro çatlaklar görürsünüz. 1,250 inç veya 1,500 inçlik V kalıbına geçerseniz malzeme rahatlar.
80.000 PSI akma dayanımına sahip 0,125 inçlik HSLA'yı ele alalım. Eğer raf sistemi ikili düzenlendiği için onu 1,000 inçlik bir V kalıbına zorlamaya çalışırsanız, gerilmeyi malzemenin kesinlikle dayanamayacağı bir yarıçapa yoğunlaştırıyorsunuz demektir. Bu bir kalınlık sorunu değildir. Bu bir akma dayanımı sorunudur.
Dolayısıyla akma dayanımını bildiğinizde, bir sonraki soru kendiliğinden ortaya çıkar.
O malzeme yırtılmadan hangi iç yarıçapa dayanabilir?
0,187 inçlik A36 çeliğinin gün boyu 0,187 inçlik bir iç yarıçapa büküldüğünü gördüm. Aynı numarayı 0,187 inçlik 4140 ön sertleştirilmiş çelikle denerseniz, yerdeki parçaları süpürmek zorunda kalırsınız.
Bir bükümün dış yüzeyi esner. Kalınlığa oranla iç yarıçap ne kadar dar olursa, dış kısımdaki çekme gerilmesi o kadar yüksek olur. Bu gerilme, malzemenin akma noktasındaki uzama kapasitesini aştığında çatlama meydana gelir. Fizik budur.
Hava bükme için, 60.000 PSI çekme dayanımı civarındaki birçok çelik için güvenli bir kural, malzeme kalınlığına yaklaşık olarak eşit bir iç yarıçaptır. Eski “8× kalınlık” kuralının yumuşak çelikte bazen işe yaramasının nedeni budur; çünkü 8× V kalıbında hava bükme, genellikle kalınlığın 1 katı civarında bir iç yarıçap üretme eğilimindedir.
Ancak bu çekme dayanımı aralığından uzaklaştığınızda ilişki değişir.
Daha yüksek mukavemetli malzemeler, dış lif gerilmesini kırılma sınırlarının altında tutmak için kalınlığa oranla daha büyük iç yarıçaplara ihtiyaç duyar. 7075-T6'nın güvenilir bir 90 derecelik büküm için genellikle 2× kalınlık veya daha fazlasını istemesinin nedeni budur. Bunu görmezden gelirseniz, çatlağı görmeden önce sesini duyarsınız.
Yani hedef iç yarıçapı (IR) akma dayanımına ve sünekliğe göre seçersiniz; bir tablo 8× kalınlık dediği için değil, malzemenin gerilme kapasitesi bunu gerektirdiği için.
Bu hedef yarıçapa sahip olduğunuzda, kalıp sadece bir geometri meselesi haline gelir.
Gerçek bir senaryo üzerinde çalışalım.
Elinizde kozmetik yüzeyi dışarıda kalacak 0,125 inçlik 304 paslanmaz çelik var. Akma dayanımına ve tecrübelerinize dayanarak, çatlak bölgesinden uzak durmak için en az 0,125 inçlik bir iç yarıçap istediğinize karar veriyorsunuz. Bundan daha dar bir yarıçap, yüzey kalitesiyle kumar oynamak demektir.
Bu 0,125 inçlik iç yarıçap kısıtlayıcı faktördür. Malzemeyi korur.
Şimdi soru mekanik bir hal alıyor: Hava bükmede bu yarıçapı hangi V açıklığı üretir?
Hava bükmede iç yarıçap, zımba ucundan ziyade öncelikli olarak V-açıklığı ile kontrol edilir. Yaygın bir yaklaşım, iç yarıçapın V-açıklığının yaklaşık 'sına eşit olduğudur.
Bunu tersine çevirin.
Eğer İY ≈ 0,16 × V ise, o zaman V ≈ İY ÷ 0,16'dır.
0,125 inçlik bir iç yarıçap istiyorsanız: V ≈ 0,125 ÷ 0,16 ≈ 0,781 inç.
Tezgahta 0,781 inçlik bir kalıp bulamazsınız. En yakın standart olanı seçeceksiniz; muhtemelen 0,750 inç veya 1,000 inç.
Şimdi sonuçları karşılaştırın.
0,750 × 0,16 ≈ 0,120 inç İY. 1,000 × 0,16 ≈ 0,160 inç İY.
Eğer endişeniz çatlama ise, 1,000 inçlik V size pay bırakır. Eğer flanş uzunluğu darsa ve destek için daha küçük bir kalıba ihtiyacınız varsa, 0,750 inçliği kabul edip yüzeyi dikkatle izleyebilirsiniz.
Az önce ne olduğunu gördünüz mü?
İşe kalınlıkla başlamadınız. İşe izin verilen gerinimle başladınız, bunu bir hedef yarıçapa dönüştürdünüz ve ardından yükü yöneten bir V-açıklığına geri döndünüz.
Bu, bir köprüdeki yük yönetimidir. Yolun (malzeme) bir yük derecesi (akma) vardır. Açıklığı (V-açıklığı), gerilme asla bunu aşmayacak şekilde boyutlandırırsınız.
CN-HAWE’nin ürün portföyü 100% CNC tabanlıdır ve lazer kesim, bükme, kanal açma, kesme gibi üst düzey senaryoları kapsar; burada pratik seçenekleri değerlendiren ekipler için, Abkant Pres ilgili bir sonraki adımdır.
Ancak geometri ve kuvvetin de hala söz hakkı vardır.
Belirli bir teknik resmi, malzeme kalitesini veya makine sınırını doğruluyorsanız, burası gerçek dünya kısıtlamalarının (mevcut tonaj, takım envanteri ve şekillendirme yöntemi) birlikte kontrol edilmesi gereken noktadır. CN-HAWE, tamamen CNC tabanlı bükme ve sac metal çözümlerini destekler; abkant presler ve akıllı ekipmanlar konusunda Ar-Ge'ye büyük yatırımlar yapar. Bu da onu tonaj hesaplamaları, V-kalıp seçimi ve süreç fizibilitesini gerçek üretim koşullarınıza göre gözden geçirmek için pratik bir ortak haline getirir. Teknik bir görüşme veya fiyat teklifi için CN-HAWE ile burada iletişime geçebilirsiniz.
“8:1 oranı”nın doğru kullanıldığını duyduğunuzda, bu 8 × kalınlık değildir. Yaklaşık olarak V ≈ 8 × İY'dir; bu da 'lık ilişkiyle uyumludur (çünkü 1 ÷ 0,16 ≈ 6,25'tir ve gerçek dünyadaki değişkenlik, malzeme ve penetrasyona bağlı olarak bunu 8'e yaklaştırır).
Bu oran yalnızca bükme yönteminiz hava bükme ise ve malzemeniz bu gerinim eğrisine yakın davranıyorsa çalışır. Tabana oturtma veya madeni para basma (coining) yöntemi, kalıp açısı ve zımba yarıçapı kontrolü ele aldığı için bu ilişkiyi bozar.
Yani 8:1 fikri kötü değildir.
Sadece yanlış değişkene bağlanmıştır.
Ve yarıçaptan bir V seçtikten sonra bile, presleri hayatta tutan şu soruyu henüz yanıtlamış sayılmazsınız:
Takımınız ve makineniz yüke dayanabilir mi?
135 ton kapasiteli 10 fitlik bir abkant pres üzerinde, toplamda 150 tonun üzerinde hesaplanan dar bir kalıba 0,250 inçlik bir plaka işinin şartnameye bağlandığını gördüm. Matematiksel olarak yarıçap doğruydu. Makinenin ise umurunda değildi.
Hava bükme tonajı, V açıklığı daraldıkça artar. V açıklığını iki katına çıkarırsanız, tonaj gereksinimini neredeyse yarıya indirirsiniz. Bunun nedeni, daha dar bir açıklığın kuvveti daha kısa bir kaldıraç kolu üzerinde yoğunlaştırmasıdır. Kalıp, aynı kamyonu taşıyan daha kısa bir köprü açıklığı haline gelir.
Bu yüzden, hedeflediğiniz iç yarıçap (IR) için bir V açıklığı seçtikten sonra, o kalınlık ve V açıklığı için fit başına tonajı hesaplayın. Bunu şunlarla karşılaştırın:
(Ve eğer kalıp dibine basıyorsanız, hava bükme tonajınızı önemli ölçüde — genellikle 2 katı veya daha fazla — artırın; çünkü temas alanı ve penetrasyon yükü zirveye taşır.)
İşte “biz sadece 0,500, 1,000 ve 2,000 inçlik kalıplar stokluyoruz” argümanının çürüdüğü nokta burasıdır. Evet, bu şekilde birçok işi halledebilirsiniz. Ayrıca sessizce takımları aşırı zorlayabilir veya yüksek mukavemetli parçalarda çatlama sınırında gezinebilir ve buna “normal sapma” diyebilirsiniz.”
Birkaç yüz dolarlık sertleştirilmiş plakayı çatlatıp bunu satın alma departmanına açıklamak zorunda kaldığınızda, durumun ciddiyetini anlarsınız.
Yani iş akışı basittir, ancak basite indirgenemez:
Bunu yapın, 8 kat kalınlık kısayolu atölyenizi yönetmekten vazgeçsin.
Şimdi, bu mükemmel hesaplanmış kurulumu hala mahvedebilecek bir kısıtlama daha var ve bunun mukavemetle hiçbir ilgisi yok.
Akma dayanımını doğru ayarlamış, iç yarıçapı doğru seçmiş, V açıklığını 0,16 × V üzerinden hesaplamış ve tonajı makinenizin sınırlarının güvenli bir şekilde altında tutmuş olsanız bile, parçayı yine de hurdaya çıkarabilirsiniz.
0,125 inçlik 304 paslanmaz çelik bir braketin gayet makul bir 1,000 inçlik V kalıpta büküldüğünü izledim. Yarıçap 0,160 olarak çıktı. Tonaj rahattı. Yüzeyde çatlama olmadı. Ancak teknik resimde 0,375 inçlik bir flanş isteniyordu. Her parça, sanki abkant presin kendi aklı varmış gibi, kenar uzunluğu kısa ve açı olarak geniş çıktı.
Öyle olmadı.
Flanş, kalıp geometrisi için çok kısaydı.
Kenar, büküm sırasında fiziksel olarak kalıp omzu üzerinde düz bir şekilde duramadığında, sac desteklenen bir açıklık gibi davranmayı bırakıp bir tramplen gibi davranmaya başlar. Gerinim matematiğiniz değişmez. Destek koşulunuz değişir. Ve geometri bu kavgayı her zaman kazanır.
Peki, hata noktası dayanıklılık değilse, nedir?
1,000 inçlik bir V kalıba kumpas tutun. Merkez hattından her bir omuza olan mesafe 0,500 inçtir. Havalı büküm yaptığınızda, zımba aşağı indikçe malzeme o omuzların yakınında temas eder. Bu temas alanı sizin desteğinizdir.
Şimdi aynı kalıpta 0,375 inçlik bir flanş bükmeye çalıştığınızı hayal edin. V'nin yarısı (0,500 inç) zaten tüm kenarınızdan daha geniştir. Kararlı bir omuz desteği yoktur. Malzeme, büküm tam olarak oluşmadan önce V'nin içine düşer.
Tüm gün açının peşinden koşarsınız.
Çünkü olan şey geri yaylanma değil. Değişen geometridir. Yük uyguladıkça sac, kalıbın daha derinlerine kayar. Büküm hattınız fiilen hareket eder. Tonajınız tamamen sabit olsa bile açı ölçümünüzün dalgalanmasının nedeni budur.
Açı hataları malzeme sorunları gibi görünür.
Bunlar genellikle kenar uzunluğu sorunlarıdır.
Ve işte 8× kalınlık kuralını savunanların tuzağa düştüğü yer burasıdır. V kalıbı akma dayanımı ve hedef iç yarıçapa göre doğru seçtiniz. Güzel. Ancak kimse flanşın o V kalıbın içinde fiziksel olarak var olup olamayacağını sormadı.
Peki, döngüyü başlatmadan önce bunu nasıl anlarsınız?
İşte pratik kontrol yöntemi.
Havalı büküm için minimum flanş, yaklaşık 0,7 × V açıklığıdır. Bazı atölyeler 0,6 × V kullanır. Bazıları 0,8 × V ile işi sağlama alır. Ancak 0,6 × V'nin altındaysanız, kumar oynuyorsunuz demektir.
O 1,000 inçlik V kalıbı ele alın.
0,7 × 1,000 = Kararlı bir destek için 0,700 inç minimum flanş.
Şimdi bunu teknik resimdeki 0,375 inçlik flanşla karşılaştırın. 0,375 × V seviyesindesiniz. O kenarın, şekillendirme sırasında omuz üzerinde tam olarak oturma şansı yok.
Peki operatör ne yaptı? 0,625 inçlik bir V kalıba geçti. Bu, 0,125 inçlik malzeme için eski 8× kalınlık kuralını ihlal ediyor (0,625 ÷ 0,125 = 5×). Ama geometrik açıdan?
0,7 × 0,625 = 0,437 inç minimum flanş.
Artık 0,375 inçlik kenarınız hala sıkı, ancak en azından fiziksel destek sınırları içerisinde.
İşin püf noktası burada.
Kalıbı daraltmak sadece geometriyi düzeltmedi. Tonajı da fırlattı. 0,250 inçlik A36 üzerinde, 1,500 inçlik V kalıpta 10 feet başına yaklaşık 300 ton, 3,000 inçlik V kalıpta ise yaklaşık 139 ton ölçtüm. Açıklığı yarıya indirdiğinizde yük iki kattan fazla artar. Aynı fizik kuralları daha ince saclar için de geçerlidir.
Flanş desteğini çözersiniz ve sessizce abkant presi daha fazla yüklersiniz.
İşte “hızlı çözümler” bu şekilde pahalı hurdalara veya daha kötüsü, pahalı takımlara dönüşür.
Peki ya flanş daha da kısaysa?
Flanş çok kısa olduğunda, sadece desteğini kaybetmekle kalmaz. Üst kalıp (zımba) sacı içeri ittiğinde flanş V kalıbın içine devrilebilir.
Omzlardan birinde parlak bir sürtünme izi görürsünüz. Bu kozmetik bir durum değildir. Bu, sacın kalıbın içine düşerken dönmesidir. Büküm çizgisi içeri doğru kayar ve hesapladığınız açınım uzunluğundan daha kısa bir kenar elde etmenize neden olur.
Artık büküm düşümü (bend deduction) hesabınız doğru olsa bile, açınımınız yanlıştır.
İşte daha yeni kuvvet modellerinin önemli olduğu nokta burasıdır. SPCC ve 1100-O alüminyum üzerinde yapılan gerçek dünya testleri, ideal olmayan temas koşullarında gerçek bükme yüklerinin genellikle tablo değerlerini aştığını göstermiştir. Kayma, bu koşullardan biridir. Temiz bir omuz teması yerine noktasal yükleme alırsınız. Yerel basınç artar. İz oluşumu artar. Kuvvet tahmini ise tamamen geçersiz kalır.
Bu yüzden minimum flanş bir öneri değildir.
Bu bir stabilite gerekliliğidir.
Ancak flanşınızın 0,7 × V kuralını karşıladığını varsayalım. Destekleniyorsunuz. Açı tutarlı. Özellikle takım rafınızda “verimli” olmaya çalıştığınızda ortaya çıkan sessiz bir geometri sorunu daha var.
Çoklu V bloklarını severim. Yer tasarrufu sağlarlar. Tek bir takımda 0,500'den 0,750'ye ve 1,000'e geçiş yapabilirsiniz.
Ancak onları ölçün.
Çoklu V üzerindeki omuzlar daha dardır. Bitişik açıklıklar arasındaki mesafe daha incedir. Yük altında — özellikle feet başına 20 tonun üzerinde — aynı açıklığa sahip özel bir tekli V bloğundan daha fazla esneme yaparlar.
Esneme, basınç altındaki efektif V genişliğinizi değiştirir.
Ve bu, yarıçapınızı değiştirir.
0,187 inçlik A36 malzemeyi, hafif sac kalınlığı için derecelendirilmiş bir çoklu V bloğunun en küçük açıklığında çalıştırın. Uzunluk boyunca, tek parça 0,750 inçlik bir kalıpta görmeyeceğiniz bir açı sapması elde edersiniz.
Neden?
Çünkü derecelendirme sınırında, kalıp gövdesi mikroskobik düzeyde esner. Bu esneme, yük altında açıklığı genişletir. Daha geniş V, daha büyük iç yarıçap anlamına gelir. Daha büyük yarıçap, daha fazla geri esneme (springback) demektir. Dolayısıyla programladığınız derinlik artık hedef açınıza eşit olmaz.
Bu çok incedir. Burada bir derece. Şurada bir buçuk derece.
±0,5° toleranslı bir işte, bu hurda demektir.
Bu, çoklu V bloklarının çöp olduğu anlamına gelmez. Ancak bu bir atölye tecrübesidir, evrensel bir yasa değil; çalışma aralıklarının ortasında gayet iyidirler. Onları sınıra zorladığınızda geometri kayar.
Peki, ne zaman esnek olmayı bırakmalısınız?
Eğer teknik resim 0,125 inçlik 304 paslanmaz çelik üzerinde ±0,010 inç flanş uzunluğu ve ±0,5° açı talep ediyorsa ve siz fit başına 15–20 tonluk bir baskı uyguluyorsanız, özel kalıbı satın alın.
Altında tam kütle bulunan tek bir 0,875 inç veya 1,000 inçlik V, yük altında geometriyi daha iyi koruyacaktır. Daha az esneme. Daha tutarlı yarıçap. Daha öngörülebilir geri esneme.
Evet, başlangıçta maliyeti daha yüksektir.
Ancak kalıp ısınıp esnediği için son 30 parçanın tolerans dışına çıkması nedeniyle 200 parçalık bir seriyi yeniden üretmenin maliyeti de aynıdır.
Peki ya flanş uzunluğu ve kalıp kütlesi hala yeterli gelmediğinde?
Bazı parçalar sadece mukavemet veya flanş uzunluğu konusunda size direnç göstermez. Yüzey, geri esneme veya her ikisi konusunda da sizi zorlarlar.
İşte o zaman standart V kalıpları doğru araç olmaktan çıkar.
Fırçalanmış yüzeye sahip kozmetik 0,090 inçlik 5052 malzeme, her omuz izini gösterecektir. Basıncı azaltmak için V açıklığını genişletebilirsiniz, ancak bu yarıçapı ve geri esnemeyi artırır. Bu durumda açınız kaymaya başlar.
Bir rulo kalıp, temas koşulunu değiştirir. Malzeme, sabit bir omuz üzerinde kaymak yerine yuvarlanır. Daha az sürtünme. Daha az iz. Daha tutarlı bir kuvvet eğrisi.
Üretan ek parçalar yükü daha geniş bir yüzeye yayarak, sizi gereğinden büyük bir V açıklığına zorlamadan tepe basıncını azaltır. Geometri, hesapladığınız yarıçapa daha yakın kalır.
Artık sadece açıklık genişliğini değil, temas mekaniğini yönetiyorsunuz.
Farklı kaldıraç. Aynı hedef.
Standart 90°'lik bir V kalıpta 6–8 derece geri esme yapan 0,187 inçlik 80.000 PSI'lık bir malzemeyi ele alalım. Derinlik vererek fazla büküm yapabilirsiniz, ancak penetrasyon artar ve buna bağlı olarak tonaj da yükselir.
30° veya 60°'lik dar açılı bir V kalıp, tam formlama (coining) yapmadan tabana oturtma geometrisini değiştirir. Kalıp duvarları daha erken devreye girer. Geri esmeyi kaba kuvvetle değil, açı kısıtlamasıyla kontrol edersiniz.
Evet, tonaj artar (ayak başına tonajınıza dikkat edin), ancak derinliği açısal kontrolle takas ediyorsunuz. Yüksek akma dayanımlı parçalarda bu, kararlı bir 90° ile tüm vardiya boyunca ölçü tutturmaya çalışmak arasındaki fark anlamına gelebilir.
Bu noktada model netleşmiş olmalı.
Akma dayanımı size çatlamadan ne kadar dar büküm yapabileceğinizi söyledi. Tonaj, makinenin hayatta kalıp kalmayacağını belirtti. Flanş uzunluğu, parçanın fiziksel olarak kalıba oturup oturamayacağını söyler. Takım geometrisi ise o kurulumun yük altında toleransı koruyup korumayacağını belirler.
Bunlardan herhangi birini görmezden gelirseniz, mükemmel gerinim hesaplamalarına rağmen yine pahalı hurda üretmeye başlarsınız.
Yani gerçek iş akışı “8× kalınlık” değildir.”
Bu; gerinim kapasitesi, yük kapasitesi ve fiziksel destektir; hem de bu sırayla.
İş akışını istiyorsunuz.
Bir oran değil. “8×” değil. 0,125 inçlik 304 paslanmaz çeliğin pahalı hurdasına dönüşmesini engellerken, flanş üzerinde ±0,5° ve ±0,010 inç toleransı korumanızı sağlayan bir sıra.
İşte değişim burada: V açıklığını doldurulacak bir boşluk gibi seçmeyi bırakın. Onu bir köprünün yük değerini belirliyormuşsunuz gibi seçmeye başlayın. Sac, yoldur. Akma dayanımı, yüktür. V açıklığı ise açıklıktır. Açıklığı yük için küçük tutarsanız bir şeyler çatlar. Büyük tutarsanız yol sarkar; yarıçapınız büyür, geri esme artar, açılar sapar.
Bu nedenle karar süreci yalnızca tek bir yönde ilerler:
Sıralama budur. Bunu bozarsanız kumara geri dönersiniz.
Neden oradan başlıyorsunuz?
Çünkü metal sizin genel kuralınızı umursamaz. Gerilime tepki verir.
“Önce malzeme” demek “önce kalınlık” demek değildir.”
Bu, önce akma dayanımı demektir.
Bana 0,187 inç A36 ve 0,187 inç 304 paslanmaz çelik verirseniz ve “her zaman kullandığımız bu” diyerek aynı 1,500 inçlik V'yi kullanmamı söylerseniz, bu parçalardan birinin risk altında olduğunu zaten bilirim. Aynı kalınlık. Farklı gerinim kapasitesi. Farklı geri esneme. Ayak başına farklı tonaj.
Ancak bu evrensel bir yasa değil, atölye geçmişidir; 36.000–60.000 PSI yumuşak çelikte sıkı toleranslar peşinde koşmadığınız sürece 8× gayet iyi çalışır. Tuzak, bu başarının 70.000–90.000 PSI paslanmaz çeliğe veya aşınmaya dayanıklı plakaya aktarılacağını varsaymaktır.
Bu yüzden kontrol listesi şöyle başlar:
Artık kısıtlamalarınız var.
Bu olmadan, takım seçimine bir gerinim sorunu yerine katalog sorunuymuş gibi bakarsınız.
Somutlaştıralım.
Diyelim ki baskıda 0,125 inç 304 paslanmaz çelik, 90°, iç yarıçap maksimum 0,125 inç, ±0,5°, flanş uzunluğu 0,750 inç isteniyor.
Birinci adım: Hava bükmede yarıçap, V açıklığını belirler. Çoğu çelik için iç yarıçap, yaklaşık 0,16 × V değerinde seyreder. Yani yaklaşık 0,125 inçlik bir iç yarıçap istiyorsam:
0,125 ÷ 0,16 ≈ 0,781 inçlik V açıklığı.
En yakın gerçek kalıp 0,750 veya 0,875'tir.
Şimdi gerinim gerçekliğini kontrol edelim. 304 paslanmaz çelik, birçok temper değerinde çatlama yapmadan kalınlığın 1 katı kadar iç yarıçapı tolere edebilir. 0,125 inç kalınlıkta 0,125 inç yarıçap, 1T (kalınlık) değerindedir. Güvenli bölgedeyiz.
Şimdi tonaj. Daha dar bir V açıklığı, fit başına düşen tonajı artırır. Eğer o 0,750 inçlik V açıklığı beni bu malzeme üzerinde fit başına 18–20 tonun üzerine çıkarıyorsa (tablonuzu kontrol edin), kalıbın ve abkant presin buna uygun olduğunu doğrulasam iyi olur. Birinin fit başına tonaj değerini görmezden gelip sadece toplam tonaja baktığı için 0,125 inçlik paslanmaz çelik işinde hafif bir çoklu V kalıbını mantar gibi ezdiğine şahit oldum.
Ardından flanş uzunluğu. 0,7 × 0,750 = 0,525 inç minimum. Teknik resim 0,750 inç istiyor. Destekleniyoruz.
Şimdi — ve ancak şimdi — dolabı açıyorum.
Nelerin gerçekleşmediğine dikkat edin.
Asla “kalınlığın 8 katı” demedik. “Bu malzeme hangi gerinime dayanabilir ve hangi V açıklığı bu gerinimi üretir?” dedik.”
Kontrol budur.
Çoğu operatör önce derinliği veya geri esneme telafisini suçlar.
Bazen yanılırlar.
Paslanmaz çelikte büküm hattında çatlama mı var?
Oluşturduğunuz gerçek iç yarıçapı kontrol edin. Eğer “daha güvenli hissettirdiği” için 0,125 inçlik 304 paslanmaz çelikte 1,000 inçlik bir V açıklığı seçtiyseniz, yarıçapınız 0,160 inç civarında seyreder. Bu, çatlama riskini azaltır, evet — ancak geri esnemeyi artırır. Bu yüzden 90 dereceyi yakalamak için daha derine inersiniz. Daha derin inmek, daha fazla penetrasyon, omuzlarda daha fazla temas basıncı ve bazen yerel aşırı gerinim anlamına gelir.
Çatlak, çok dar olduğu için oluşmadı.
Gerinim yolunun kontrolünü kaybettiğiniz için oluştu.
Görünür yüzeyli 0,090 inçlik 5052 alüminyumda ağır omuz izleri mi var?
Zımba kalitesini suçlamadan önce, V açıklığının akma dayanımı için çok dar olup olmadığını sorun. Dar V, daha yüksek temas basıncı demektir. Basınç iz bırakır. V açıklığını genişletmek izleri azaltır ancak yarıçapı büyütür. Eğer açı toleransı darsa, bu ödünleşim parti genelinde tutarsızlık olarak ortaya çıkar.
Uzun bir parçada soldan sağa tutarsız açılar mı var?
Çoklu V kalıbın tonaj değerinin üst sınırına yakınsanız, gövde esner. Yük altında açıklık merkezde etkili bir şekilde genişler. Merkezdeki daha geniş V, daha büyük yarıçap, daha fazla geri esneme ve daha açık bir açı anlamına gelir.
Bu bir derinlik sorunu değildir.
Bu bir açıklık (span) sehimidir.
Bu belirtiyi gördüğünüzde kendinize şu soruyu sorun: V açıklığı, malzemeyi tutarlı bir şekilde koruyamayacağı bir gerinim veya yük koşuluna mı zorluyor?
Cevap evet ise, çözüm daha fazla strok değildir.
Çözüm farklı bir açıklıktır.
Siz sac katlamıyorsunuz.
Malzemenin gerinim sınırları ve makinenizin yük sınırları dahilinde kalarak, iki omuz arasındaki malzeme akışını yönlendiriyorsunuz.
Bu bir boşluk sorunu değil, bir kontrol sorunudur.
Katalog mantığı şöyle der: 0,125 inç malzeme → 1,000 inç V → tamamdır.
Gerinim mantığı ise şöyle der: Hangi yarıçapa ihtiyacım var? Hangi V bunu üretir? Bu, fit başına kaç ton gerektirir? Kalıp gövdem bunu sehim yapmadan taşıyabilir mi? Flanş fiziksel olarak 0,7 × V veya daha fazlasında stabil bir şekilde duruyor mu?
Bu sıra, bükme işlemini alışkanlıktan mühendisliğe dönüştürür.
Ve işleri bir yıl boyunca bu şekilde yürüttüğünüzde bir şeyler değişir. “Genellikle hangi V'yi kullanırız?” diye sormayı bırakıp, “Hangi gerinimi yaratıyorum?” diye sormaya başlarsınız.”
İleriye taşımanız gereken tek şey budur.
Metal sizin kuralınızı bilmez. Sadece ona uyguladığınız stresi bilir.
Gerinimi kontrol edin; tonaj, açı, tolerans ve takım ömrü gibi geriye kalan her şey bunun ardından kendiliğinden düzene girecektir.


















