

J’ai vu un support en acier inoxydable 304 de 0,125 pouce se fendre directement sur le rayon extérieur dans une matrice en V de 1,000 pouce. Exactement le même montage avait plié toute la matinée de l’A36 de 0,125 pouce sans la moindre marque. Même poinçon. Même butée arrière. Même règle du “ 8 × l’épaisseur ”.
Un matériau s’est plié parfaitement. L’autre s’est transformé en rebut coûteux.
Si la règle était fiable, pourquoi a‑t‑elle échoué dès qu’on a changé de tôle ?
La règle du “ 8 × l’épaisseur ” dit : prenez l’épaisseur du matériau, multipliez par huit, choisissez cette ouverture de V et allez‑y. Pour un matériau de 0,125 pouce, cela donne une matrice de 1,000 pouce. Simple. Rapide. Généralement correct.
Généralement.
Ce que personne n’écrit sur la fiche de réglage, c’est la clause en petits caractères : cette règle est née autour d’un acier doux à 60 000 PSI en traction, plié à l’air. Changez la résistance, et vous changez la déformation des fibres extérieures. Changez la déformation, et vous changez la probabilité que la pièce se plie — ou qu’elle se fissure.
Alors, que suppose exactement la règle ?
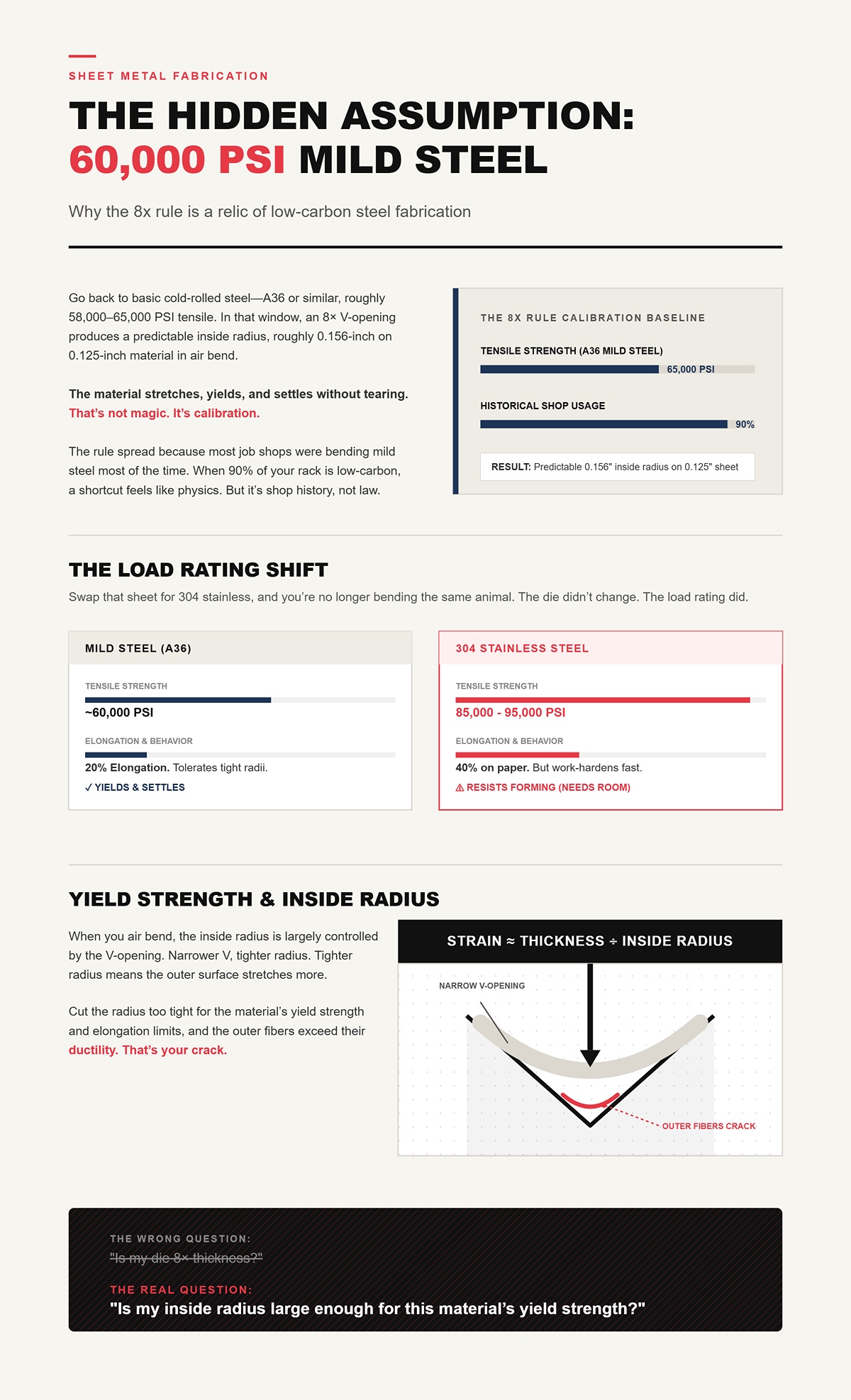
Revenons à l’acier laminé à froid de base — A36 ou similaire, environ 58 000–65 000 PSI en traction. Dans cette plage, une ouverture de V × 8 produit un rayon intérieur prévisible, d’environ 0,156 pouce sur un matériau de 0,125 pouce en pliage à l’air. Le matériau s’étire, se déforme plastiquement et se stabilise sans se déchirer.
Ce n’est pas de la magie. C’est de l’étalonnage.
La règle s’est répandue parce que la plupart des ateliers pliaient de l’acier doux la majorité du temps. Quand 90 % de votre stock est à faible teneur en carbone, un raccourci paraît être de la physique. Mais c’est de l’histoire d’atelier, pas une loi universelle.
Remplacez cette tôle par de l’acier inoxydable 304 de 85 000–95 000 PSI en traction, et vous ne pliez plus le même matériau. La matrice n’a pas changé. La charge admissible, si.
Et la charge admissible, c’est tout.
Lors d’un pliage à l’air, le rayon intérieur est largement contrôlé par l’ouverture du V. Plus le V est étroit, plus le rayon est serré. Un rayon plus serré signifie que la surface extérieure s’étire davantage.
La déformation sur la fibre extérieure est approximativement proportionnelle à l’épaisseur divisée par le rayon intérieur. Si vous imposez un rayon trop serré au regard de la limite d’élasticité et de l’allongement du matériau, les fibres extérieures dépassent leur ductilité. Voilà la fissure.
L’acier doux peut tolérer environ 20 % d’allongement. L’acier inoxydable 304 peut annoncer 40 % d’allongement sur le papier, mais il s’écrouit rapidement et résiste à la déformation sous des rayons plus serrés à moins que vous lui laissiez de la marge. Les aciers à haute résistance ? Encore moins tolérants.
Ainsi, la vraie question n’est pas : “ Ma matrice fait‑elle 8 × l’épaisseur ? ”
“ Mon rayon intérieur est-il suffisamment grand pour la limite d’élasticité de ce matériau ? ”

Imaginez la tôle faisant le pont entre les épaules de la matrice, comme une travée entre deux appuis. Le poinçon pousse le centre vers le bas. Plus la travée est étroite, plus la courbe est aiguë.
Accentuez cette courbe et les fibres extérieures parcourent une distance plus grande que les intérieures. Elles s’étirent. Au-delà de la limite d’élasticité, elles se déforment plastiquement. Poussez davantage et elles se rétreignent. Poussez encore et elles se fendent.
Sur de l’acier doux de 0,125 po dans un V de 1,000 po, la déformation reste dans une zone sûre. Placez du 304 inoxydable de 0,125 po dans ce même V de 1,000 po et vous demandez à un matériau à limite d’élasticité plus élevée de s’étirer au même rayon serré. Il résiste davantage, reprend plus de forme, et concentre les contraintes plus fortement le long de la ligne de pliage.
C’est le fossé de déformation — la différence entre ce que la matrice exige et ce que le matériau peut tolérer.
Fermez mal ce fossé, et vous obtenez de la ferraille coûteuse.
Prenez un acier doux de 0,125 po à 60 000 PSI et un acier à haute résistance de 0,125 po à 100 000 PSI. L’épaisseur est identique. La règle du 8× donne à chacun un V de 1,000 po.
Mais la tôle à haute résistance nécessite davantage de contrainte pour atteindre la limite d’élasticité. Pour maintenir la déformation des fibres extérieures dans les limites, il faut augmenter le rayon intérieur. En pliage à l’air, augmenter le rayon intérieur signifie élargir l’ouverture du V — peut-être 10× ou même 12× l’épaisseur selon la nuance.
Même épaisseur. Matrice plus large.
Cela semble faux si vous avez mémorisé le 8× comme une vérité absolue. Cela semble juste quand vous avez fissuré pour plusieurs centaines de dollars de tôle trempée et dû l’expliquer au service des achats.
Et élargir la matrice change plus que le rayon.
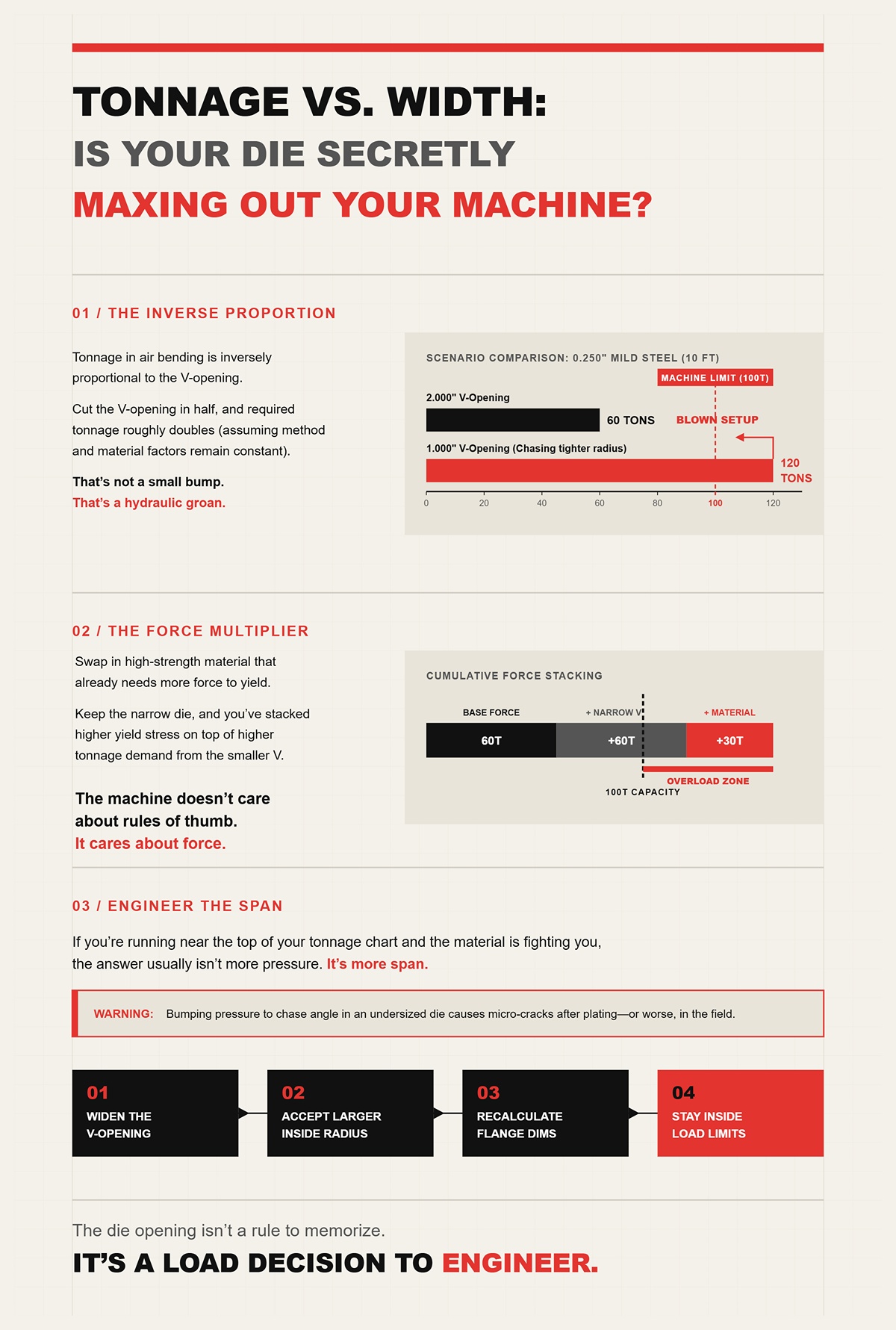
Voici ce que les opérateurs oublient : le tonnage en pliage à l’air est inversement proportionnel à l’ouverture du V.
Divisez l’ouverture du V par deux, et le tonnage requis double approximativement (facteur de méthode et facteur de matériau constants). Ce n’est pas une légère hausse. C’est un gémissement hydraulique.
Supposons que vous pliez de l’acier doux de 0,250 po dans un V de 2,000 po à 60 tonnes sur 10 pieds. Passez à un V de 1,000 po pour obtenir un rayon plus serré et vous flirtez avec 120 tonnes (vérifiez votre tableau avant d’essayer). Sur une machine de 100 tonnes, ce n’est pas de la théorie. C’est un montage raté.
Maintenant, remplacez par un matériau à haute résistance qui nécessite déjà plus de force pour atteindre la limite d’élasticité. Gardez la matrice étroite, et vous empilez une contrainte d’élasticité plus élevée sur une demande de tonnage accrue due au V plus petit.
La machine ne se soucie pas des règles empiriques. Elle se soucie de la force.
J’ai vu des opérateurs augmenter la pression pour chercher l’angle sur de l’inox dans une matrice sous-dimensionnée. L’angle arrive. La pièce semble correcte. Puis des microfissures apparaissent après le placage — ou pire, sur le terrain.
Si vous travaillez près du maximum de votre tableau de tonnage et que le matériau vous résiste, la réponse n’est généralement pas plus de pression.
C’est plus d’ouverture.
Élargissez l’ouverture en V. Acceptez un rayon intérieur naturel plus grand. Recalculez vos dimensions de bride. Restez dans les limites de déformation du matériau et les limites de charge de votre machine.
À la fin de cela, vous devriez vous sentir mal à l’aise de viser 8× l’épaisseur sans vérifier d’abord la limite d’élasticité.
Bien.
Parce que l’ouverture de la matrice n’est pas une règle à mémoriser.
C’est une décision de charge à concevoir.
J’ai observé un flan en inox 304 de 0,125 pouce plié dans trois matrices différentes — ouverture en V de 0,750 pouce, de 1,000 pouce et de 1,500 pouce — même poinçon, même presse plieuse, même opérateur. Le rayon intérieur a tellement changé que la pièce ne rentrait pas deux fois dans le même bloc de jauge. Rien d’autre n’a changé. Juste l’ouverture en V.
Alors si 8× l’épaisseur n’est pas fiable, comment choisir réellement la matrice ?
Vous commencez par comprendre ce que la matrice fait réellement. En pliage à l’air, l’ouverture en V n’est pas un “ support ”. C’est la portée d’un pont. La tôle repose sur les épaules de la matrice, et le poinçon force le centre vers le bas. La largeur de cette portée dicte à quel point le matériau doit se courber pour atteindre 90 degrés. Changez la portée et vous changez la courbure. Changez la courbure et vous changez la contrainte des fibres extérieures, le tonnage et le retour élastique. Ce n’est pas une opinion. C’est de la mécanique.
Et une fois que vous voyez cela, vous cessez de demander “ Quelle est la règle ? ” et commencez à demander “ Quel rayon cette portée crée-t-elle ? ”
Prenez un acier doux de 0,125 pouce dans une ouverture en V de 1,000 pouce. En pliage à l’air, vous n’obtenez pas un rayon intérieur de 0,031 pouce parce que la pointe de votre poinçon est vive. Vous obtenez environ un rayon intérieur de 0,125 pouce. Le matériau “ flotte ” entre les épaules de la matrice et s’installe dans sa propre courbe.
Cette courbe n’est pas aléatoire.
Le matériau forme un rayon naturel en fonction de l’écart entre ces épaules. Plus le V est large, plus le rayon naturel est grand. Plus le V est étroit, plus le rayon naturel est serré. Vous ne choisissez pas une matrice pour “ correspondre ” à l’épaisseur. Vous choisissez une matrice pour produire un rayon intérieur spécifique, que vous le réalisiez ou non.
Ce qui signifie que si votre plan demande un rayon intérieur de 0,250 pouce dans un matériau de 0,125 pouce, vous ne commencez pas par l’épaisseur. Vous commencez par calculer à rebours l’ouverture en V qui flottera ce rayon.
Alors, quelle est la relation ?
Pour l’acier doux jusqu’à environ 0,500 pouce d’épaisseur, le rayon intérieur dans le pliage à l’air est d’environ 15% à 20% de l’ouverture en V. De nombreux tableaux simplifient cela en R ≈ V ÷ 8 pour un matériau à 60 000 PSI de traction. C’est de là que vient l’ancienne règle « 8× épaisseur ». Sur un acier doux de 0,125 pouce, un V de 1,000 pouce divisé par 8 donne environ 0,125 pouce de rayon intérieur.
Mais remarquez ce qui se passe réellement. Le rayon est d’abord une fonction de l’ouverture en V. L’épaisseur intervient en toile de fond.
Passez maintenant à l’acier inoxydable 304 à 85 000–95 000 PSI de traction. Même V de 1,000 pouce. Vous verrez souvent un rayon légèrement plus grand que pour l’acier doux, car la limite d’élasticité supérieure résiste à la formation d’une courbure plus serrée. Le pourcentage augmente légèrement. Peut-être se comporte-t-il plus proche de V ÷ 7,5 ou V ÷ 7 selon la trempe. Ce n’est pas une erreur de calcul. C’est le matériau qui réagit.
L’essentiel est ceci : lorsque vous modifiez l’ouverture en V, vous définissez directement la plage du rayon intérieur. Si votre matériau nécessite un rayon intérieur minimal de 1× l’épaisseur pour éviter les fissures, vous choisissez un V qui produit au moins ce rayon. Pas 8× l’épaisseur parce qu’un tableau l’indique. Un V qui donne le rayon que votre matériau peut supporter.
Et cela renverse complètement la logique de la fiche de réglage.
Certains opérateurs affirment qu’une pointe de poinçon de 0,062 pouce “ imposera ” un rayon serré dans une plaque de 0,250 pouce posée dans un V de 2,000 pouces. Ce n’est pas le cas. Pas en pliage à l’air.
Le poinçon touche le matériau au sommet, mais la tôle est soutenue par les épaules de la matrice. Tant que vous ne faites pas du matage ou du coinage, le rayon de pointe du poinçon est presque sans effet sur le rayon intérieur final. Le matériau est suspendu. Il se forme selon la portée, pas selon la pointe.
C’est pourquoi vous pouvez passer d’un poinçon aigu à une pointe de 0,125 pouce et ne voir pratiquement aucun changement de rayon intérieur si l’ouverture en V reste la même. Je l’ai fait sur de l’A36 de 0,187 pouce dans un V de 1,500 pouce. L’angle a légèrement changé à cause de la profondeur de pénétration. Le rayon, lui, n’a pas bougé.
Ainsi, quand quelqu’un dit : “ J’ai besoin d’un poinçon plus serré ”, cela signifie généralement : “ J’ai choisi la mauvaise ouverture en V. ”
Et si l’ouverture en V définit le rayon, qu’est-ce qu’elle modifie discrètement d’autre ?
Pliez de l’acier inoxydable 304 de 0,125 pouce à 90 degrés dans un V de 1,000 pouce. Vous devrez peut-être surplier à 83 degrés pour atteindre 90 après le retour élastique. Placez cette même tôle dans un V de 1,500 pouce et vous devrez peut-être surplier à 80 degrés. Même épaisseur. Même matériau. Matrice différente.
Pourquoi ?
Parce que le retour élastique est une récupération de déformation élastique. Plus le rayon intérieur est grand, plus la déformation plastique est faible et plus la part d’énergie élastique stockée dans la zone de pliage est élevée. Ouverture en V plus large → rayon flotté plus grand → moins de déformation plastique par rapport à l’élastique → plus de retour élastique.
C’est le compromis.
Sur les aciers à haute résistance — disons un matériau de 0,125 pouce à 100 000 PSI de traction — l’effet se renforce. Le matériau possède déjà une limite d’élasticité élevée et une large plage élastique. Placez-le dans un V large, peut-être 1,500 pouce ou 1,750 pouce pour protéger le rayon intérieur, et la déformation plastique est encore davantage réduite.
Résultat ? Vous pourriez constater un retour élastique de 4 à 6 degrés sur un pliage à 90 degrés (surveillez votre tableau de tonnage). Les opérateurs paniquent et commencent à ajouter de la pression. La pression ne modifie pas la portée. Elle pousse simplement le poinçon plus profondément, flirtant avec le matage.
Le véritable levier était l’ouverture en V depuis le début.
Plus large, le protège contre les fissures en augmentant le rayon intérieur. Mais cela peut vous pénaliser par plus de variations angulaires si votre machine, l’alignement de l’outillage ou le lot de matériau n’est pas constant. Ce n’est pas une raison pour aller plus étroit et fissurer les ailes. C’est une raison de comprendre l’équilibre que vous choisissez.
Alors, comment l’équilibrer ?
Commencez avec le rayon intérieur minimum sûr du matériau, basé sur la limite d’élasticité et l’allongement. Si une tôle d’acier à haute résistance de 0,125 pouce nécessite au moins un rayon intérieur de 0,187 pouce pour rester hors de la zone dangereuse, choisissez un V qui correspond à cela — peut-être 1,250 pouce ou 1,500 pouce en fonction du rapport empirique de votre atelier.
Ensuite, vérifiez deux contraintes.
Première : le tonnage. Plus le V est étroit, plus la force est élevée. Le tonnage en pliage à l’air est grosso modo inversement proportionnel à l’ouverture en V. Divisez le V par deux et vous doublez presque la force requise. Ajoutez cela à un matériau à 100 000 PSI et vous atteignez rapidement les limites de la machine.
Deuxième : la géométrie. La longueur minimale du bord est généralement d’environ 0,67× à 0,77× l’ouverture en V pour un pliage à 90 degrés. Choisissez un V de 1,500 pouce et vous pourriez avoir besoin d’environ 1,000 pouce de patte droite juste pour dégager les épaules de la matrice. Si votre plan ne vous donne que 0,750 pouce, cette matrice ne fonctionnera pas physiquement.
Vous résolvez maintenant un problème de contraintes :
C’est le choix de la matrice. Pas 8× l’épaisseur.
Et une fois que vous comprenez que l’ouverture en V contrôle le rayon naturel et le comportement de ressort en pliage à l’air, vous êtes prêt à poser la question suivante, inconfortable :
Que change-t-il lorsque vous cessez de plier à l’air et commencez le matage ou la frappe ?
Qu’est-ce qui change mécaniquement lorsque vous cessez de plier à l’air et commencez le matage ou la frappe ?
Vous cessez de laisser le matériau choisir son rayon.
En pliage à l’air, la tôle est suspendue entre les épaules de la matrice comme une travée de pont, et le poinçon la pousse simplement en courbe jusqu’à ce que la déformation plastique surmonte la récupération élastique. L’ouverture en V fixe la largeur de la travée. Le matériau fléchit où il le souhaite, dans cette géométrie. Le ressort est prévisible car vous ne piégez jamais complètement la tôle.
Le matage et la frappe sont des procédés différents.
Ils transforment la matrice de support en moule.
Et lorsque la matrice devient un moule, une ouverture en V incorrecte ne te donne pas seulement un mauvais rayon — elle multiplie la force, le stress et les rebuts coûteux.
En cintrage à l’air, le poinçon ne pousse jamais la tôle en contact complet avec les parois et le fond de la matrice. Trois points de contact. C’est tout. Deux épaules et la pointe du poinçon.
La tôle est libre de “ flotter ” son rayon intérieur selon la largeur de la portée et la limite d’élasticité du matériau. C’est pourquoi une ouverture en V de 1,000 pouce peut donner un rayon intérieur d’environ 0,125 pouce dans l’acier doux, mais se comporter différemment dans de l’inox 304 de 0,125 pouce. La matrice définit les limites, elle n’impose pas la forme.
Tu guides le matériau, tu ne l’emprisonnes pas.
Cette liberté est la raison pour laquelle le cintrage à l’air tolère une gamme d’ouvertures en V pour une même épaisseur. Tu peux travailler de l’A36 de 0,125 pouce dans une ouverture en V de 1,000 pouce ou de 1,250 pouce et réussir ton pli si tu gères le retour élastique et les limites de bride. Le tonnage change (regarde ton tableau), le rayon change, le surcintrage change — mais le procédé est tolérant parce que la tôle n’est pas écrasée pour correspondre à une géométrie.
La matrice est un support.
Et les supports ne dictent pas la courbure — ils la permettent à l’intérieur de limites.
Parce que le matériau n’est jamais complètement plaqué dans la matrice, de petites variations de l’ouverture en V déplacent le rayon flottant et le retour élastique de manière douce et proportionnelle. Si tu réduis l’ouverture en V de moitié, tu doubles presque le tonnage. Si tu l’élargis, tu augmentes le retour élastique. Mais le matériau trouve quand même son propre équilibre entre la déformation élastique et plastique.
C’est ajustable.
Tu peux compenser par la profondeur de pénétration, la correction d’angle ou des essais matériaux. Même si ton ouverture en V est légèrement sous-dimensionnée, la tôle n’est pas repassée à plat contre l’acier trempé. Tu peux constater un rayon plus serré et un tonnage plus élevé, mais tu ne forces pas automatiquement le matériau au-delà de sa limite de déformation.
C’est pourquoi le cintrage à l’air reste tolérant quand ton lot de matériau varie de 5 000 PSI en limite d’élasticité.
Le système possède une élasticité intégrée.
Mais voici la partie que la plupart des opérateurs ne disent pas à voix haute.
Le cintrage à l’air échange une partie de la précision angulaire contre cette flexibilité.
Parce que tu comptes sur la compensation du retour élastique, ton angle final dépend de la constance des propriétés du matériau, de la constance de la profondeur de pénétration, et d’une presse capable de répéter dans quelques millièmes. Sur un support aéronautique à tolérance serrée en 7075‑T6 de 0,090 pouce, cette variabilité apparaît vite. Tu peux la maîtriser. Mais tu dois la gérer.
C’est là que le matage et la frappe commencent à sembler attrayants.
Ils promettent de “ verrouiller ” l’angle.
La question est de savoir combien coûte cette serrure.
La mise en fond change une chose qui compte plus que toutes les autres.
Vous poussez le matériau dans la cavité de la matrice jusqu’à ce qu’il touche l’angle de la matrice, puis vous allez au-delà du contact initial — en comprimant généralement la zone de pliage de 10 à 15 % supplémentaires pour réduire le retour élastique. À présent, la tôle ne flotte plus entre les épaules. Elle est coincée dans la géométrie.
Vous ne laissez plus le rayon se former naturellement.
Vous le forcez.
Et quand on force le métal, le manomètre de tonnage dit la vérité.
En pliage à l’air, vous pourriez voir 1 à 2 tonnes par pouce sur de l’acier doux de 0,125 pouce dans un V de 1,000 pouce. Mettez en fond ce même réglage et vous pouvez facilement doubler ou tripler cette charge en fonction de l’angle de la matrice et de la pénétration. La presse plieuse ne se soucie plus de votre tableau empirique. Elle se soucie de la surface de contact.
Imaginez maintenant que vous ayez suivi la règle du 8× l’épaisseur et choisi un V trop étroit pour le rayon intérieur minimum du matériau.
En pliage à l’air, cela pourrait se traduire par un rayon plus serré et un tonnage plus élevé — un avertissement. En mise en fond, vous écrasez la zone de pliage dans un angle de matrice qui peut être plus net que ce que le matériau peut tolérer. La pénétration supplémentaire de 10 à 15 % pour “verrouiller” l’angle augmente la contrainte de compression à la surface intérieure et la déformation en traction juste à l’extérieur de l’axe neutre.
C’est là que les brides se fendent.
Et les fabricants d’outillage déconseillent la mise en fond pour une raison. Lorsque vous logez entièrement le matériau dans des matrices trempées sous un tonnage élevé, tout décalage dans l’ouverture en V, l’angle de la matrice ou la ductilité du matériau se traduit directement par l’usure des outils, le grippage ou l’éclatement des épaules. On s’en rend vraiment compte quand on a brisé pour quelques centaines de dollars de plaques trempées et qu’il faut l’expliquer au service achats.
La mise en fond réduit le retour élastique.
Elle réduit aussi votre marge d’erreur sur l’ouverture en V.
Le monnayage n’est pas juste une mise en fond en puissance.
C’est un régime différent.
Vous enfoncez la pointe du poinçon dans le matériau avec suffisamment de force — souvent 50 tonnes par pouce ou plus, contre 1–2 en pliage à l’air — pour déformer plastiquement toute la zone de pliage sur toute l’épaisseur. Vous ne faites pas qu’un pli. Vous lissez. Le rayon de nez du poinçon devient le rayon intérieur car vous déplacez le matériau sous une contrainte de compression extrême.
Le retour élastique disparaît presque complètement car vous avez dépassé la limite d’élasticité partout dans cette zone.
Mais la règle du 8× ?
Sans signification ici.
En matriçage, l’ouverture en V doit correspondre à la géométrie du poinçon et à la résistance du matériau afin que celui-ci puisse s’écouler sans se fissurer ni endommager les outils. Trop étroite et la charge en tonnage dépasse la capacité de la machine. Trop large et vous perdez le support, déformez l’angle ou marquez la pièce. Les options de géométrie se réduisent parce que l’outil doit résister à la charge.
C’est pourquoi le matriçage est rare dans les ateliers modernes. Non pas parce que ça ne fonctionne pas — cela fonctionne parfaitement — mais parce que cela exige des outils spécialisés, des machines rigides et une mise en place rigoureuse. Si vous vous trompez sur l’ouverture en V ici, vous ne verrez pas seulement une dérive d’angle.
Vous l’entendrez.
Un bruit sec provenant de la presse, un pic sur le manomètre de tonnage, et parfois une pointe de poinçon fissurée qui a transformé votre réglage en rebut coûteux.
Le pliage à l’air permet au matériau de trouver son propre rayon. Le pliage en fond de matrice et le matriçage l’imposent.
Une fois que vous comprenez cette différence, la sélection de la matrice cesse d’être un raccourci basé sur l’épaisseur et devient une décision de gestion de charge — comme dimensionner un tablier de pont en fonction du poids qu’il doit supporter.
Donc, si la méthode de pliage modifie la façon dont le rayon est créé et dont la force se propage à travers l’outillage, comment transformer cela en une méthode reproductible pour choisir le bon V à chaque fois ?
J’ai vu un support en acier inoxydable 304 de 0,125 pouce d’épaisseur se fissurer net sur le rayon extérieur dans un V de 1,000 pouce, parce que la fiche de réglage indiquait “ 8× l’épaisseur ”. L’opérateur n’a rien fait de mal. C’est la règle qui était mauvaise pour cette charge.
Si la méthode de pliage modifie la façon dont la force circule, alors la sélection du V doit commencer par la résistance du matériau — sa limite d’élasticité — et non par son épaisseur. Voici le processus que j’utilise sur le plancher, le même qui m’a évité de produire du rebut coûteux avec du 7075-T6 et des plaques à haute résistance.
Sortez le certificat.
Pas la ligne générique “ inox ” sur le bon de fabrication. La véritable limite d’élasticité figurant sur le rapport d’essai du laminoir. L’A36 peut indiquer une limite d’élasticité de 36 000 PSI. Le 1018 laminé à froid se situe autour de 50 000 à 60 000 PSI. Le 304 inox est souvent entre 30 000 et 45 000 PSI, mais écrouit rapidement. L’aluminium 7075-T6 tourne autour de 73 000 PSI. Les aciers HSLA peuvent aller bien au-delà.
La limite d’élasticité indique la contrainte maximale que les fibres extérieures peuvent supporter avant de s’étirer plastiquement. Plus le rayon est serré, plus la déformation des fibres extérieures est élevée. C’est le mécanisme de fissuration.
Ces multiplicateurs du type “ 6× pour l’aluminium, 10× pour l’inox ” qu’on entend dans les ateliers ? Ce sont des approximations grossières qui traduisent la limite d’élasticité en contrainte supportable. Mais l’aluminium n’est pas une seule chose. Le 5052-H32 se plie parfaitement. Le 7075-T6 casse au moindre regard. Même épaisseur. Tolérance à la déformation totalement différente.
Mais c’est de l’expérience d’atelier, pas une loi universelle.
Donc je considère le multiplicateur comme une estimation de départ liée à la plage de limite d’élasticité, et non au nom du matériau. En dessous de 40 000 PSI de limite d’élasticité ? Vous pouvez généralement tolérer des rapports plus serrés. Autour de 60 000 PSI ? Vous êtes dans le domaine de l’acier doux classique. Au-dessus de 70 000 PSI ? Vous commencez à élargir rapidement les matrices pour protéger les fibres extérieures.
Si vous ne partez pas de la limite d’élasticité, vous devinez la déformation. Et deviner la déformation, c’est la façon dont les brides se fendent.
Voici à quoi cela ressemble en pratique.
Supposons que vous ayez de l’aluminium 5052-H32 de 0,125 pouce. Limite d’élasticité autour de 28 000–33 000 PSI. Ce matériau tolère des rayons plus serrés, donc un V de 6× l’épaisseur (0,750 pouce) en pliage à l’air fonctionne souvent bien.
Maintenant, passez à de l’inox 304 de 0,125 pouce, limite d’élasticité peut-être 35 000–45 000 PSI, mais avec un durcissement par travail agressif. Si vous restez sur 0,750 pouce parce que “ ça marchait pour l’aluminium ”, votre rayon intérieur se réduit, la contrainte extérieure monte en flèche, et vous verrez apparaître des microfissures sur les pièces polies. Optez plutôt pour un V de 1,250 pouce ou 1,500 pouce et le matériau se détendra.
Prenez de l’HSLA de 0,125 pouce avec une limite d’élasticité de 80 000 PSI. Si vous tentez de le forcer dans un V de 1,000 pouce sous prétexte que le rack est organisé par paires, vous concentrez la contrainte dans un rayon que le matériau ne peut tout simplement pas supporter. Ce n’est pas un problème d’épaisseur. C’est un problème de limite d’élasticité.
Ainsi, une fois que vous connaissez la limite d’élasticité, la question suivante s’impose d’elle-même.
Quel rayon intérieur ce matériau peut-il supporter sans se déchirer ?
J’ai vu de l’A36 de 0,187 pouce plié à un rayon intérieur de 0,187 pouce toute la journée. Essayez cette manœuvre avec du 4140 prétraité de 0,187 pouce et vous ramasserez des éclats.
La surface extérieure d’un pli s’étire. Plus le rayon intérieur est serré par rapport à l’épaisseur, plus la contrainte en traction à l’extérieur est élevée. Lorsque cette contrainte dépasse la capacité d’allongement du matériau à la limite d’élasticité, vous obtenez des fissures. C’est la physique.
En pliage à l’air, une règle sûre pour de nombreux aciers autour de 60 000 PSI de résistance à la traction est un rayon intérieur approximativement égal à l’épaisseur du matériau. C’est pourquoi l’ancienne règle “ 8× l’épaisseur ” fonctionne parfois pour l’acier doux — parce que le pliage à l’air dans un V de 8× tend à produire un rayon intérieur proche de 1× l’épaisseur.
Mais dès que vous vous éloignez de cette plage de résistance à la traction, la relation change.
Les matériaux à haute résistance nécessitent des rayons intérieurs plus grands par rapport à l’épaisseur afin de maintenir la contrainte des fibres extérieures en dessous des limites de fracture. C’est pourquoi le 7075-T6 exige souvent 2× l’épaisseur ou plus pour un pli fiable à 90 degrés. Ignorez cela et vous entendrez la fissure avant de la voir.
Ainsi, vous choisissez un rayon intérieur cible en fonction de la limite d’élasticité et de la ductilité — pas parce qu’un tableau a indiqué 8× l’épaisseur, mais parce que la capacité en contrainte du matériau l’exige.
Une fois que vous avez ce rayon cible, la matrice devient une question de géométrie.
Prenons un scénario réel.
Vous avez de l’inox 304 de 0,125 pouce, face esthétique vers l’extérieur. Sur la base de la limite d’élasticité et de l’expérience, vous décidez de vouloir au moins un rayon intérieur de 0,125 pouce pour rester à l’écart de la zone de fissuration. Plus serré que cela, et vous prenez un risque avec la finition.
Ce rayon intérieur de 0,125 pouce est la contrainte. Il protège le matériau.
La question devient alors mécanique : quelle ouverture en V produit ce rayon en pliage à l’air ?
En pliage à l’air, le rayon intérieur est principalement déterminé par l’ouverture en V, et non par la pointe du poinçon. Une approximation courante veut que le rayon intérieur soit égal à environ 16 % de l’ouverture en V.
Inversez cela.
Si RI ≈ 0,16 × V, alors V ≈ RI ÷ 0,16.
Si vous voulez un rayon intérieur de 0,125 pouce : V ≈ 0,125 ÷ 0,16 ≈ 0,781 pouce.
Vous ne trouverez pas une matrice de 0,781 pouce sur le rack. Vous choisirez la dimension standard la plus proche — probablement 0,750 pouce ou 1,000 pouce.
Comparez maintenant les résultats.
0,750 × 0,16 ≈ 0,120 pouce RI. 1,000 × 0,16 ≈ 0,160 pouce RI.
Si la fissuration vous préoccupe, la matrice de 1,000 pouce vous donne une marge de sécurité. Si la longueur du flanc est critique et que vous avez besoin d’une plus petite matrice pour le soutien, vous pouvez accepter la 0,750 pouce et surveiller attentivement la surface.
Voyez ce qui vient de se passer ?
Vous n’avez pas commencé avec l’épaisseur. Vous avez commencé avec la déformation admissible, l’avez traduite en un rayon cible, puis en avez déduit une ouverture en V permettant de gérer la charge.
C’est la gestion de charge sur un pont. La chaussée (le matériau) a une charge admissible (limite d’élasticité). Vous dimensionnez la travée (ouverture en V) pour que la contrainte ne la dépasse jamais.
Étant donné que le portefeuille de produits de CN‑HAWE est 100% à base de CNC et couvre des scénarios haut de gamme en découpe laser, pliage, rainurage et cisaillage, pour les équipes évaluant ici des options pratiques, Presse plieuse est une prochaine étape pertinente.
Mais la géométrie et la force ont aussi leur mot à dire.
Si vous validez un plan, une nuance de matériau ou une limite de machine spécifique, c’est le moment où les contraintes réelles – tonnage disponible, inventaire d’outillage et méthode de formage – doivent être vérifiées conjointement. CN‑HAWE prend en charge des solutions de pliage et de tôlerie entièrement CNC et investit massivement dans la R&D autour des presses plieuses et des équipements intelligents, en faisant un partenaire pratique pour examiner les calculs de tonnage, la sélection de la matrice en V et la faisabilité du procédé selon vos conditions réelles de production. Pour une discussion technique ou un devis, vous pouvez contacter CN-HAWE ici.
Lorsque vous entendez “ rapport 8 : 1 ” correctement utilisé, ce n’est pas 8 × l’épaisseur. C’est approximativement V ≈ 8 × RI, ce qui correspond à cette relation de 16 % (puisque 1 ÷ 0,16 ≈ 6,25 et que les variations réelles la rapprochent de 8 selon le matériau et la pénétration).
Ce rapport ne fonctionne que si votre méthode de pliage est un pliage à l’air et que votre matériau se comporte selon cette courbe de déformation. Le matriçage ou le monnayage rompt cette relation car l’angle de la matrice et le rayon du poinçon prennent le contrôle.
Ainsi, l’idée du 8 : 1 n’est pas mauvaise.
Elle est simplement associée à la mauvaise variable.
Et une fois que vous avez choisi un V à partir du rayon, vous n’avez toujours pas répondu à la question qui maintient les presses en vie :
Votre outillage et votre machine peuvent-ils supporter la charge ?
J’ai vu un travail sur une plaque de 0,250 pouce spécifié dans une matrice étroite, calculé à plus de 150 tonnes au total sur une presse plieuse de 10 pieds évaluée pour 135. Le calcul du rayon était correct. La machine, elle, s’en moquait.
Le tonnage en pliage à l’air augmente à mesure que l’ouverture en V se rétrécit. Doublez le V et vous réduisez presque de moitié le tonnage requis. C’est parce qu’une portée plus étroite concentre la force sur un bras de levier plus court. La matrice devient un pont plus court supportant le même camion.
Donc, une fois que vous avez sélectionné un V à partir de votre rayon intérieur cible, calculez les tonnes par pied pour cette épaisseur et cette ouverture en V. Comparez-les à :
(Et si vous faites du pliage en fond de matrice, multipliez considérablement votre tonnage de pliage à l’air — souvent par 2 ou plus — car la zone de contact et la pénétration augmentent la charge.)
C’est là que l’argument “ nous ne stockons que des matrices de 0,500, 1,000 et 2,000 pouces ” s’effondre. Oui, vous pouvez couvrir beaucoup de travaux de cette façon. Mais vous pouvez aussi surmener silencieusement votre outillage ou flirter avec la fissuration sur des pièces à haute résistance en appelant cela une “ variation normale ”.”
Cela paraît logique jusqu’à ce que vous fissuriez pour quelques centaines de dollars de plaques trempées et deviez l’expliquer au service des achats.
Ainsi, le flux de travail est simple, mais pas simpliste :
Faites cela, et le raccourci de 8× l’épaisseur cessera de diriger votre atelier.
Il reste toutefois une contrainte supplémentaire qui peut encore ruiner ce montage parfaitement calculé — et elle n’a rien à voir avec la résistance.
Vous pouvez avoir la bonne limite d’élasticité, le bon rayon intérieur, l’ouverture en V calculée à partir de 0,16 × V, et un tonnage bien en dessous de la cote de votre machine — et quand même mettre la pièce au rebut.
J’ai vu un support en acier inox 304 de 0,125 pouce plié dans une matrice en V de 1,000 pouce parfaitement raisonnable. Le rayon est ressorti à 0,160. L’effort de pliage était confortable. La surface n’a pas fissuré. Mais le plan indiquait un rebord de 0,375 pouce. Chaque pièce est sortie avec une longueur de patte trop courte et un angle trop grand, comme si la plieuse avait sa propre volonté.
Ce n’est pas le cas.
Le rebord était trop court pour la géométrie de la matrice.
Quand la patte ne peut pas physiquement reposer à plat sur l’épaulement de la matrice pendant le pliage, la tôle cesse de se comporter comme une travée soutenue et commence à se comporter comme un plongeoir. Votre calcul de déformation ne change pas. Votre condition de support change. Et la géométrie gagnera ce combat à chaque fois.
Alors si ce n’est pas la résistance qui entraîne l’échec, qu’est-ce qui le fait ?
Mettez un pied à coulisse sur une matrice en V de 1,000 pouce. De la ligne centrale à chaque épaulement, il y a 0,500 pouce. En pliage à l’air, le matériau vient au contact près de ces épaulements lorsque le poinçon descend. Cette zone de contact est votre support.
Imaginez maintenant essayer de plier un rebord de 0,375 pouce dans cette même matrice. La moitié du V (0,500 pouce) est déjà plus large que l’intégralité de votre patte. Il n’y a pas de support stable par l’épaulement. Le matériau tombe dans le V avant que le pli ne soit complètement formé.
Vous poursuivrez l’angle toute la journée.
Car ce qui se produit n’est pas un retour élastique. C’est une géométrie qui se déplace. La pièce glisse plus profondément dans la matrice à mesure que vous appliquez la charge. Votre ligne de pli se déplace en réalité. C’est pourquoi votre mesure d’angle varie même lorsque votre tonnage est parfaitement constant.
Les erreurs d’angle ressemblent à des problèmes de matériau.
Elles sont souvent des problèmes de longueur de patte.
Et c’est là que le clan du 8× l’épaisseur se retrouve piégé. Vous avez sélectionné la matrice en V correctement à partir de la limite d’élasticité et du rayon intérieur cible. Bien. Mais personne ne s’est demandé si le rebord pouvait physiquement exister dans ce V.
Alors comment savoir avant d’appuyer sur démarrage ?
Voici la vérification pratique.
Pour le pliage à l’air, le rebord minimum est d’environ 0,7 × l’ouverture du V. Certains ateliers utilisent 0,6 × V. Certains jouent la sécurité à 0,8 × V. Mais si vous êtes en dessous de 0,6 × V, vous prenez un risque.
Prenez ce V de 1,000 pouce.
0,7 × 1,000 = 0,700 pouce de rebord minimum pour un support stable.
Maintenant comparez cela au rebord de 0,375 pouce indiqué sur le plan. Vous êtes à peine à 0,375 × V. Cette patte n’a aucune chance de reposer correctement sur l’épaulement pendant la formation.
Alors qu’a fait l’opérateur ? Il a changé pour une matrice en V de 0,625 pouce. Cela viole la vieille règle du 8× l’épaisseur pour un matériau de 0,125 pouce (0,625 ÷ 0,125 = 5×). Mais géométriquement ?
0,7 × 0,625 = 0,437 pouce de rebord minimal.
Maintenant, ta jambe de 0,375 pouce est encore serrée — mais au moins elle reste dans le domaine du soutien physique.
Voici le hic.
Réduire cette matrice n’a pas seulement corrigé la géométrie. Cela a fait grimper la tonnage. Sur de l’A36 de 0,250 pouce, j’ai mesuré environ 300 tonnes par 10 pieds dans un V de 1,500 pouce contre environ 139 tonnes dans un V de 3,000 pouces. Couper la portée en deux et la charge plus que double. La même physique s’applique pour des épaisseurs plus fines.
Tu résous le problème de soutien du rebord tout en chargeant discrètement la presse plus fort.
C’est ainsi que les “ solutions rapides ” deviennent de la ferraille coûteuse ou pire, des outillages onéreux.
Et si le rebord est encore plus court ?
Quand le rebord est trop court, il ne perd pas seulement son soutien. Il peut basculer dans le V au moment où le poinçon pénètre.
Tu verras une marque brillante de frottement le long d’une épaule. Ce n’est pas esthétique. C’est la tôle qui pivote en tombant dans la matrice. La ligne de pliage se décale vers l’intérieur, raccourcissant effectivement ta jambe au-delà de la longueur développée que tu avais calculée.
Ton développé est désormais incorrect — même si ton calcul de déduction de pli était juste.
C’est là que les nouveaux modèles de force deviennent importants. Des tests réels sur l’acier SPCC et l’aluminium 1100-O ont montré que les charges de pliage réelles dépassent souvent les valeurs des tableaux dans des conditions de contact non idéales. Le glissement est l’une de ces conditions. Tu obtiens un chargement ponctuel au lieu d’un contact net sur les épaules. La pression locale augmente. Le marquage s’amplifie. La prévision de force devient caduque.
Ainsi, le rebord minimal n’est pas une suggestion.
C’est une exigence de stabilité.
Mais supposons que ton rebord respecte la règle du 0,7 × V. Il est soutenu. L’angle est constant. Il y a un autre problème géométrique discret qui s’installe — surtout quand tu essaies d’être “ efficace ” avec ton rack d’outillages.
J’aime les blocs multi-V. Ils économisent de la place. Tu peux passer de 0,500 à 0,750 à 1,000 avec un seul outil.
Mais mesure-les.
Les épaules d’un bloc multi-V sont plus étroites. La bande entre les ouvertures adjacentes est plus fine. Sous charge — surtout au-delà de 20 tonnes par pied — ils fléchissent davantage qu’un bloc à V unique dédié avec la même ouverture.
La flexion modifie ta largeur de V effective sous pression.
Et cela modifie votre rayon.
Pliez de l’A36 de 0,187 pouce dans la plus petite ouverture d’un bloc multi-V prévu pour de la tôle fine. Vous obtiendrez une variation d’angle sur toute la longueur que vous ne verrez pas avec une matrice simple et solide de 0,750 pouce.
Pourquoi ?
Car à la limite de sa plage, le corps de la matrice fléchit microscopiquement. Cette flexion élargit l’ouverture sous charge. Une ouverture de V plus large signifie un rayon intérieur plus grand. Un rayon plus grand signifie plus de retour élastique. Ainsi, votre profondeur programmée n’est plus égale à votre angle cible.
C’est subtil. Un degré ici. Un degré et demi là.
Sur un travail avec une tolérance de ±0,5°, c’est de la ferraille.
Cela ne veut pas dire que les blocs multi-V sont mauvais. Mais c’est une réalité d’atelier, pas une loi universelle — ils vont bien au milieu de leur plage de travail. Poussez-les à la limite et la géométrie dérive.
Alors, quand cessez-vous d’être flexible ?
Si le plan exige une longueur de bride de ±0,010 pouce et un angle de ±0,5° sur de l’acier inoxydable 304 de 0,125 pouce, et que vous travaillez à 15–20 tonnes par pied, achetez la matrice dédiée.
Un V simple de 0,875 pouce ou 1,000 pouce avec sa masse complète en dessous maintiendra mieux la géométrie sous charge. Moins de déformation. Rayon plus constant. Retour élastique plus prévisible.
Oui, cela coûte plus cher au départ.
Tout comme refaire une série de 200 pièces parce que les 30 dernières sont sorties de la tolérance à mesure que la matrice chauffait et fléchissait.
Et quand la longueur de la bride et la masse de la matrice ne suffisent toujours pas ?
Certaines pièces ne se contentent pas de résister par leur résistance ou leur longueur de bride. Elles résistent par la surface, le retour élastique, ou les deux.
C’est alors que les matrices en V standard cessent d’être l’outil approprié.
Une pièce cosmétique en 5052 de 0,090 pouce avec une face brossée montrera chaque marque d’épaule. Vous pouvez élargir le V pour réduire la pression, mais cela augmente le rayon et le retour élastique. Votre angle devient alors flottant.
Une matrice à rouleaux modifie la condition de contact. Au lieu de glisser sur une épaule fixe, le matériau roule. Moins de friction. Moins de marquage. Courbe de force plus constante.
Les inserts en uréthane répartissent la charge sur une surface plus large, réduisant ainsi la pression maximale sans vous obliger à utiliser un V surdimensionné. La géométrie reste plus proche de votre rayon calculé.
Vous gérez maintenant la mécanique du contact, pas seulement la largeur de portée.
Levier différent. Même objectif.
Prenons un matériau de 0,187 pouce à 80 000 PSI qui reprend 6 à 8 degrés dans un V standard de 90°. Vous pouvez surplier en augmentant la profondeur, mais la pénétration augmente et la tonnage suit.
Une matrice en V aigu de 30° ou 60° modifie la géométrie du matriçage sans aller jusqu’au matriçage complet. Les parois de la matrice entrent en contact plus tôt. Vous contrôlez le retour élastique par la contrainte angulaire plutôt que par la force brute.
Oui, le tonnage augmente (surveillez vos tonnes par pied), mais vous échangez la profondeur contre le contrôle angulaire. Sur des pièces à haute limite d’élasticité, cela peut faire la différence entre un 90° stable et devoir le rattraper toute la journée.
À ce stade, le schéma devrait être clair.
La limite d’élasticité vous indiquait à quel point vous pouviez plier sans fissurer. Le tonnage vous disait si la machine allait tenir. La longueur du rebord vous dit si la pièce peut physiquement se poser dans la matrice. La géométrie de l’outil vous dit si ce montage tiendra la tolérance sous charge.
Ignorez l’un d’eux et vous revenez à produire de la ferraille coûteuse — même avec un calcul de déformation parfait.
Donc le véritable processus n’est pas “8× l’épaisseur”.”
C’est la capacité de déformation, la capacité de charge et le support physique — dans cet ordre.
Vous voulez le processus de travail.
Pas un ratio. Pas “8×.” Une séquence qui empêche l’acier inoxydable 304 de 0,125 pouce de devenir de la ferraille coûteuse tout en respectant ±0,5° et ±0,010 pouce sur le rebord.
Voici le changement : arrêtez de choisir une ouverture en V comme s’il s’agissait d’un espace à combler. Commencez à la choisir comme si vous fixiez la capacité de charge d’un pont. La tôle est la chaussée. La limite d’élasticité est la charge. L’ouverture en V est la portée. Sous-dimensionnez la portée pour la charge et quelque chose se fissure. Surdimensionnez-la et la chaussée fléchit — votre rayon augmente, le retour élastique s’accentue, les angles deviennent aléatoires.
La décision ne va donc que dans un seul sens :
C’est l’ordre. Le rompre, et vous revenez au jeu de hasard.
Pourquoi commencer par là ?
Parce que le métal ne se soucie pas de votre règle empirique. Il réagit à la contrainte.
“ Matériau d’abord ” ne signifie pas “ épaisseur d’abord ”.”
Cela signifie résistance à la limite d'élasticité d’abord.
Si vous me donnez de l’A36 de 0,187 pouce et de l’acier inoxydable 304 de 0,187 pouce, et que vous me dites d’utiliser le même V de 1,500 pouce parce que “ c’est ce que nous utilisons toujours ”, je sais déjà qu’une de ces pièces est à risque. Même épaisseur. Différente capacité de contrainte. Différent retour élastique. Différent tonnage par pied.
Mais c’est l’expérience de l’atelier, pas une loi universelle — le facteur 8× fonctionne bien sur l’acier doux à 36 000–60 000 PSI lorsque vous ne recherchez pas de tolérances serrées. Le piège est de supposer que ce succès s’applique à l’acier inoxydable à 70 000–90 000 PSI ou aux plaques résistantes à l’abrasion.
Donc la liste de contrôle commence ainsi :
Vous avez maintenant des contraintes.
Sans cela, vous parcourez le catalogue d’outillage comme si c’était un problème de catalogue plutôt qu’un problème de contrainte.
Rendons cela concret.
Disons que le plan demande de l’acier inoxydable 304 de 0,125 pouce, 90°, rayon intérieur maxi 0,125 pouce, ±0,5°, longueur de bride 0,750 pouce.
Première étape : le rayon détermine V lors du pliage à l’air. Pour la plupart des aciers, le rayon intérieur se situe approximativement à 0,16 × V. Donc, si je veux un rayon intérieur d’environ 0,125 pouce :
0,125 ÷ 0,16 ≈ 0,781 pouce V.
L’outil réel le plus proche est 0,750 ou 0,875.
Vérifions maintenant la réalité de la contrainte. Le 304 tolère un rayon intérieur d’environ 1× l’épaisseur dans de nombreux états métallurgiques sans fissurer. 0,125 sur 0,125 équivaut à 1T. Nous sommes dans la zone viable.
Passons maintenant au tonnage. Un V plus étroit augmente les tonnes par pied. Si ce V de 0,750 pouce me fait dépasser, disons, 18–20 tonnes par pied pour ce matériau (vérifiez votre tableau), je ferais bien de confirmer que la matrice et la presse plieuse sont conçues pour supporter cette charge. J’ai vu un travail en inox de 0,125 pouce écraser une matrice multi-V légère parce que quelqu’un a ignoré la valeur en tonnes par pied et s’est fié uniquement au tonnage total.
Ensuite, la longueur du flanc. 0,7 × 0,750 = 0,525 pouce minimum. Le plan indique 0,750 pouce. Nous sommes correctement soutenus.
Maintenant — et seulement maintenant — j’ouvre l’armoire.
Remarquez ce qui ne s’est pas produit.
Nous n’avons jamais dit “ 8× l’épaisseur ”. Nous avons dit : “ Quelle contrainte ce matériau peut-il supporter, et quel V produit cette contrainte ? ”
C’est ça, le contrôle.
La plupart des opérateurs accusent d’abord la profondeur ou la compensation du retour élastique.
Parfois, ils se trompent.
Fissuration sur la ligne de pliage d’un inox ?
Vérifiez le rayon intérieur réel que vous créez. Si vous avez choisi un V de 1,000 pouce pour du 304 à 0,125 pouce parce que “ c’était plus sûr ”, votre rayon se situe autour de 0,160 pouce. Cela réduit le risque de fissuration, oui — mais cela augmente le retour élastique. Vous pliez donc plus profondément pour atteindre 90°. Plus profond signifie plus de pénétration, plus de pression de contact sur les épaules et parfois une surcontrainte localisée.
La fissure ne venait pas d’un pli trop serré.
Elle venait d’une perte de maîtrise du chemin de contrainte.
Marques d’épaule prononcées sur un 5052 cosmétique de 0,090 pouce ?
Avant d’accuser la finition du poinçon, demandez-vous si le V est trop étroit pour la limite d’élasticité. Un V étroit signifie une pression de contact plus élevée. La pression laisse des traces. Élargir le V réduit les marques mais augmente le rayon. Si la tolérance d’angle est stricte, ce compromis se traduira par des incohérences dans le lot.
Angles incohérents de gauche à droite sur une pièce longue ?
Si vous êtes proche de la limite supérieure de la capacité de tonnage d’une matrice multi-V, le corps fléchit. L’ouverture s’élargit effectivement au centre sous charge. Un V plus large au centre signifie un rayon plus grand, plus de retour élastique, un angle plus ouvert.
Ce n’est pas un problème de profondeur.
C’est une déflexion de portée.
Lorsque vous observez le symptôme, posez une question : l’ouverture en V force-t-elle le matériau dans une condition de déformation ou de charge qu’il ne peut pas maintenir de façon constante ?
Si oui, la solution n’est pas plus de course.
C’est une autre portée.
Vous ne pliez pas une tôle.
Vous dirigez le flux de matériau entre deux épaules tout en restant dans sa limite de déformation et la limite de charge de votre machine.
C’est un problème de contrôle, pas un problème d’écart.
La pensée « catalogue » dit : matériau de 0,125 pouce → V de 1,000 pouce → terminé.
La pensée « déformation » dit : De quel rayon ai-je besoin ? Quel V le produit ? Combien de tonnes par pied cela nécessite-t-il ? Mon corps de matrice peut-il supporter cela sans se déformer ? Le bord de pli s’installe-t-il physiquement de manière stable à 0,7 × V ou plus ?
Cette séquence transforme le pliage d’une habitude en ingénierie.
Et une fois que vous exécutez des travaux de cette façon pendant un an, quelque chose change. Vous cessez de demander “ Quel V utilisons-nous habituellement ? ” et commencez à demander “ Quelle déformation suis-je en train de créer ? ”.”
C’est la seule chose à retenir.
Le métal ne connaît pas votre règle. Il ne connaît que la contrainte que vous lui appliquez.
Contrôlez la déformation, et le reste — tonnage, angle, tolérance, durée de vie de l’outil — s’aligne derrière.


















