

Vi um suporte de inox 304 de 0,125 polegadas rachar mesmo no raio exterior numa matriz em V de 1,000 polegada. A mesma configuração tinha acabado de dobrar A36 de 0,125 polegadas toda a manhã sem deixar marca. Mesmo punção. Mesmo batente traseiro. Mesma regra dos “8× a espessura”.
Um material dobrou perfeitamente. O outro transformou‑se em sucata cara.
Se a regra fosse sólida, por que falhou no momento em que trocámos as chapas?
A regra dos “8× a espessura” diz: pegue na espessura do material, multiplique por oito, escolha essa abertura em V e siga. Para um material de 0,125 polegadas, isso dá uma matriz de 1,000 polegada. Simples. Rápido. Normalmente funciona bem.
Normalmente.
O que ninguém escreve na folha de configuração é o texto pequeno: essa regra nasceu com o aço macio de 60 000 PSI de resistência à tração, em dobra por ar. Mude a resistência e muda a deformação nas fibras exteriores. Mude a deformação e muda se a peça dobra—ou racha.
Então, o que exatamente essa regra está a assumir?
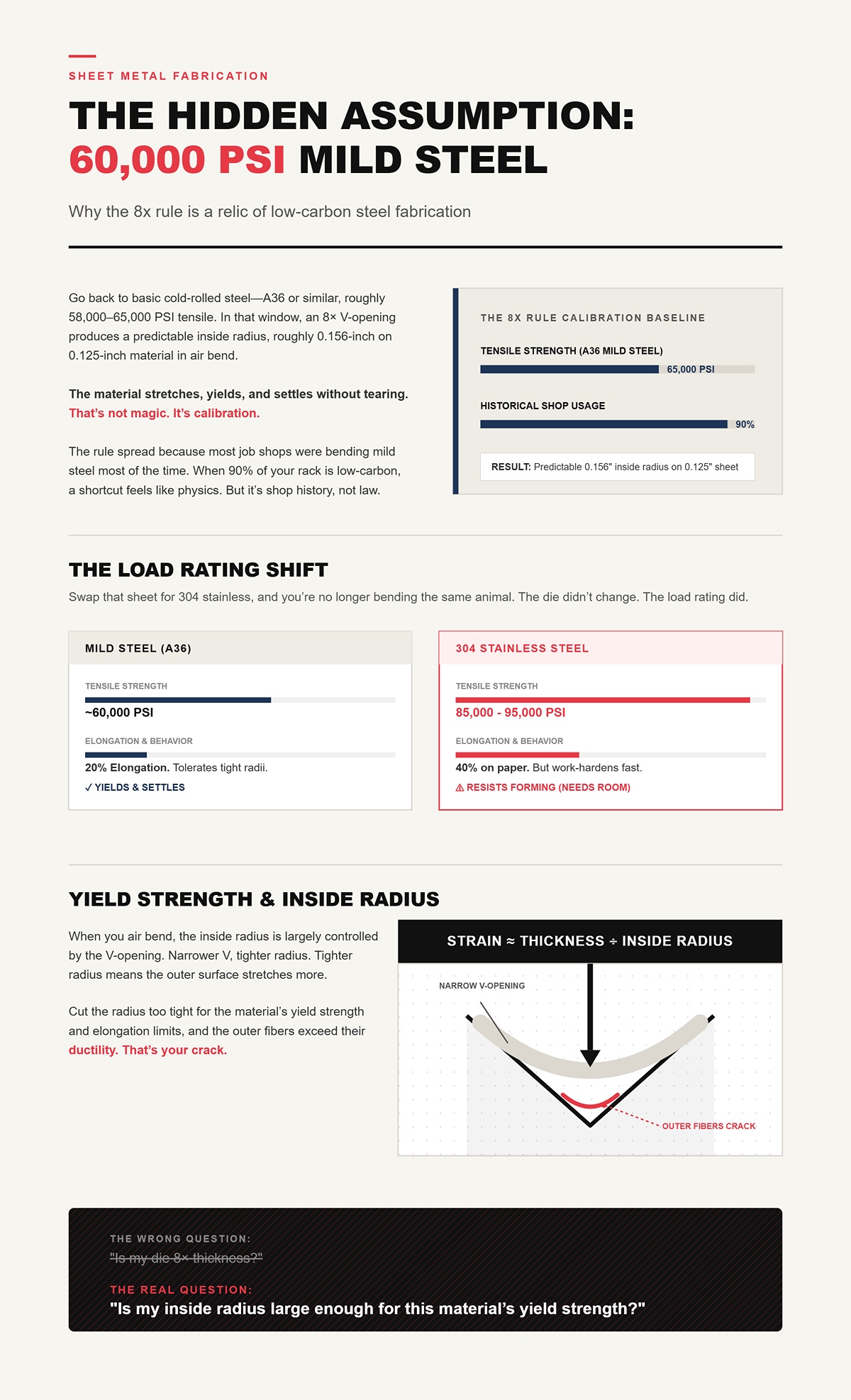
Volte ao aço laminado a frio básico—A36 ou semelhante, cerca de 58 000–65 000 PSI de resistência à tração. Nesse intervalo, uma abertura em V de 8× produz um raio interno previsível, cerca de 0,156 polegada em material de 0,125 polegada numa dobra por ar. O material estica, cede e estabiliza sem rasgar.
Não é magia. É calibração.
A regra espalhou‑se porque a maioria das oficinas dobrava aço macio na maior parte do tempo. Quando 90‑e‑tal por cento do seu estoque é baixo‑carbono, um atalho parece física. Mas é história de oficina, não lei universal.
Troque essa chapa por inox 304 com 85 000–95 000 PSI de resistência à tração e já não está a dobrar o mesmo “animal”. A matriz não mudou. A classificação de carga, sim.
E a classificação de carga é tudo.
Quando dobra por ar, o raio interno é amplamente controlado pela abertura em V. V mais estreita, raio mais apertado. Raio mais apertado significa que a superfície exterior se estica mais.
A deformação na fibra exterior é aproximadamente proporcional à espessura dividida pelo raio interno. Reduza demais o raio para os limites de escoamento e alongamento do material e as fibras exteriores excedem a sua ductilidade. Esse é o seu ponto de fissura.
O aço macio pode tolerar cerca de 20 % de alongamento. O inox 304 pode anunciar cerca de 40 % de alongamento no papel, mas enrijece rapidamente e resiste à conformação sob rácios de raio mais apertados, a menos que lhe dê espaço. Aços de alta resistência? Ainda menos tolerantes.
Então, a verdadeira questão não é “O meu veio tem 8× de espessura?”
É “O meu raio interno é suficientemente grande para o limite de elasticidade deste material?”

Imagine a chapa a fazer uma ponte sobre os ombros do veio, como um vão entre dois apoios. O punção força o centro para baixo. Quanto mais estreito o vão, mais acentuada a curva.
Ao acentuar essa curva, as fibras externas percorrem uma distância maior do que as internas. Elas esticam. Para além do limite elástico, deformam-se plasticamente. Se empurrar mais, estrangulam. Empurre ainda mais e racham.
Num aço macio de 0,125 polegadas num V de 1,000 polegada, a deformação mantém-se dentro de uma janela segura. Coloque 304 de 0,125 polegadas nesse mesmo V de 1,000 polegada e estará a pedir a um material de maior limite de elasticidade para se esticar até ao mesmo raio apertado. Ele resiste mais, volta mais e concentra mais tensão na linha de dobra.
Essa é a lacuna de deformação — a diferença entre o que o veio exige e o que o material tolera.
Feche mal essa lacuna e obterá sucata cara.
Pegue num aço macio de 0,125 polegadas a 60.000 PSI e num aço de alta resistência de 0,125 polegadas a 100.000 PSI. A espessura é idêntica. A regra do 8× dá a ambos um V de 1,000 polegada.
Mas a chapa de maior resistência requer mais tensão para atingir o limite elástico. Para manter a deformação das fibras externas dentro dos limites, aumenta-se o raio interno. No dobramento ao ar, aumentar o raio interno significa alargar a abertura do V — talvez 10× ou até 12× a espessura, dependendo da classe.
Mesma espessura. Veio mais largo.
Isso parece errado se memorizou o 8× como dogma. Parece certo quando já partiu algumas centenas de dólares em chapa endurecida e teve de explicar ao departamento de compras.
E alargar o veio muda mais do que apenas o raio.
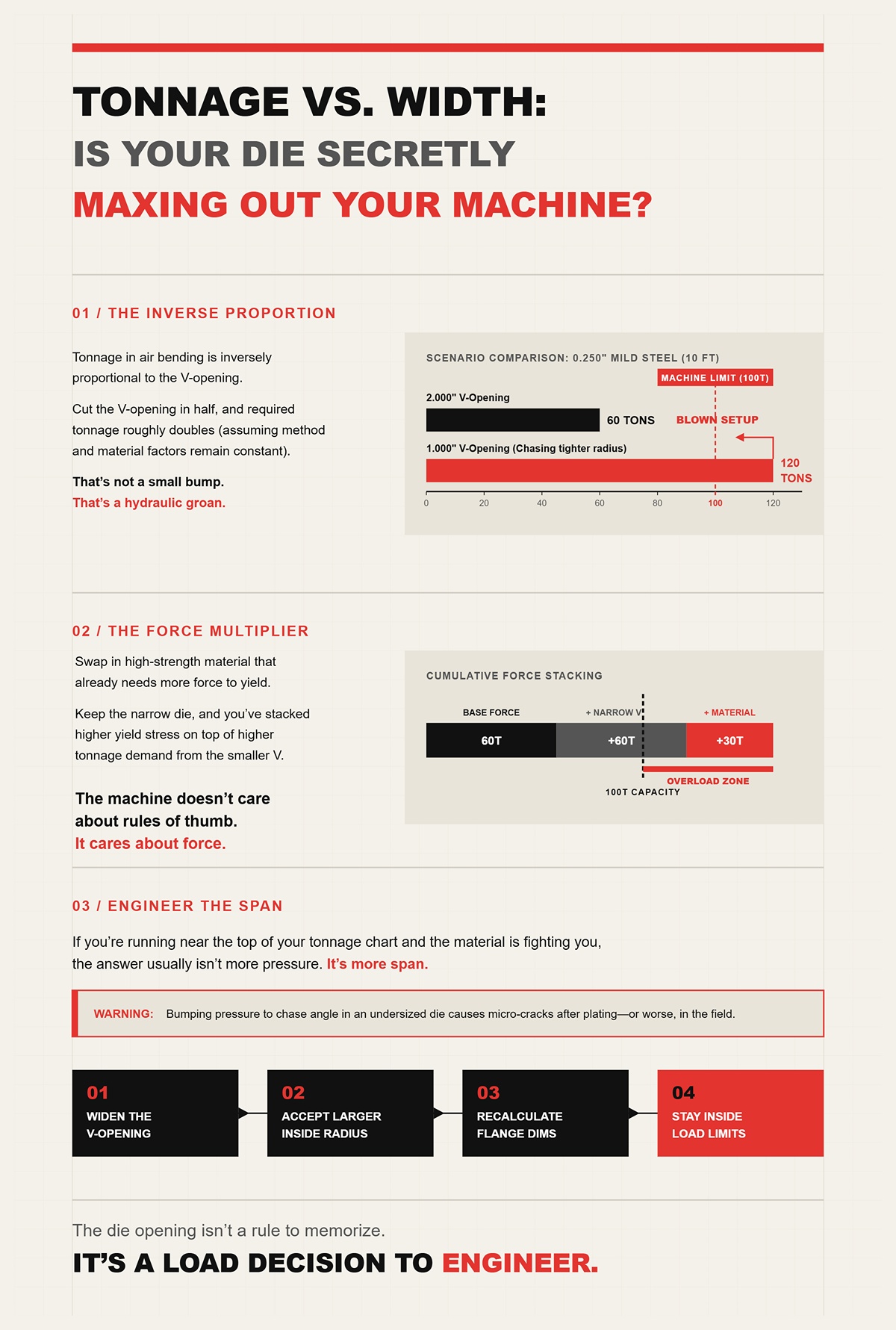
Aqui está o que os operadores ignoram: a tonelagem no dobramento ao ar é inversamente proporcional à abertura do V.
Se cortar a abertura do V para metade, a tonelagem necessária praticamente duplica (mantendo constantes o fator de método e o fator de material). Não é um pequeno aumento. É um gemido hidráulico.
Suponha que está a dobrar aço macio de 0,250 polegada num V de 2,000 polegadas e está a usar 60 toneladas por 10 pés. Se descer para um V de 1,000 polegada procurando um raio mais apertado, estará a aproximar-se das 120 toneladas (verifique a sua tabela antes de tentar). Numa máquina de 100 toneladas, isso não é teoria. É um fiasco de configuração.
Agora substitui por um material de alta resistência, que já necessita de mais força para escoar. Mantém a matriz estreita, e estás a acumular uma tensão de escoamento mais elevada sobre uma exigência de tonelagem maior devido ao V mais pequeno.
A máquina não se importa com regras empíricas. Importa-se com força.
Já vi operadores aumentarem a pressão para ajustar o ângulo em inox numa matriz subdimensionada. O ângulo aparece. A peça parece boa. Depois surgem microfissuras após a galvanização — ou pior, em serviço.
Se estás a operar perto do limite superior da tua tabela de tonelagem e o material está a resistir, a resposta normalmente não é mais pressão.
É mais vão.
Alarga a abertura em V. Aceita um raio interior natural maior. Recalcula as dimensões das abas. Mantém-te dentro dos limites de deformação do material e dos limites de carga da máquina.
No fim disto, deves sentir-te desconfortável em ir diretamente para 8× a espessura sem verificar primeiro a resistência ao escoamento.
Bom.
Porque a abertura da matriz não é uma regra para decorar.
É uma decisão de carga a ser projetada.
Observei uma chapa de inox 304 de 0,125 polegadas a ser dobrada em três matrizes diferentes — abertura em V de 0,750 polegadas, 1,000 polegada e 1,500 polegadas — mesmo punção, mesma dobradeira, mesmo operador. O raio interior mudou tanto que a peça não encaixava no mesmo bloco de calibração duas vezes. Nada mais mudou. Apenas a abertura em V.
Portanto, se 8× a espessura não é fiável, como é que escolhes realmente a matriz?
Começas por compreender o que a matriz está realmente a fazer. Na dobragem ao ar, a abertura em V não é um “suporte”. É o vão de uma ponte. A chapa assenta nos ombros da matriz e o punção força o centro para baixo. Essa largura do vão dita o quão apertado o material tem de se curvar para atingir 90 graus. Muda o vão e mudas a curvatura. Muda a curvatura e mudas a deformação das fibras exteriores, a tonelagem e o retorno elástico. Isso não é opinião. É mecânica.
E quando percebes isso, deixas de perguntar “Qual é a regra?” e começas a perguntar “Que raio é que este vão cria?”
Pega em aço macio de 0,125 polegadas numa abertura em V de 1,000 polegada. Numa dobragem ao ar, não obténs um raio interior de 0,031 polegadas só porque a ponta do punção é afiada. Obténs aproximadamente um raio interior de 0,125 polegadas. O material “flutua” entre os ombros da matriz e estabiliza na sua própria curvatura.
Essa curvatura não é aleatória.
O material forma um raio natural com base na distância entre esses ombros. V mais largo, raio natural maior. V mais estreito, raio natural mais apertado. Não estás a escolher uma matriz para “encaixar” na espessura. Estás a escolher uma matriz para produzir um raio interior específico, quer te apercebas disso ou não.
O que significa que, se o desenho especifica um raio interior de 0,250 polegadas num material de 0,125 polegadas, não começas pela espessura. Começas por calcular ao contrário a abertura em V que vai gerar esse raio em flutuação.
Então, qual é a relação?
Para aço macio até cerca de 0,500 polegadas de espessura, o raio interior na quinagem ao ar é aproximadamente 15% a 20% da abertura em V. Muitos quadros simplificam isso para R ≈ V ÷ 8 para material com resistência à tração de 60.000 PSI. É daí que veio o antigo atalho de 8× a espessura. Num aço macio de 0,125 polegadas, uma abertura em V de 1,000 polegada dividida por 8 dá-te um raio interior de cerca de 0,125 polegadas.
Mas repara no que está realmente a acontecer. O raio é uma função da abertura em V em primeiro lugar. A espessura vem em segundo plano.
Agora muda para aço inoxidável 304 com resistência à tração de 85.000–95.000 PSI. Mesma abertura em V de 1,000 polegada. Vais observar muitas vezes um raio ligeiramente maior do que no aço macio porque a maior resistência ao escoamento resiste à formação de curvaturas mais apertadas. A percentagem muda gradualmente. Talvez se comporte mais próximo de V ÷ 7,5 ou V ÷ 7, dependendo do têmpero. Isso não é um erro do cálculo. É o material a reagir.
O essencial é isto: quando alteras a abertura em V, estás a definir diretamente a faixa de raio interior. Se o teu material requer um raio interior mínimo de 1× a espessura para evitar fissuras, deves escolher uma abertura em V que produza pelo menos esse raio. Não 8× a espessura só porque um quadro o indica. Uma abertura em V que proporcione o raio que o teu material consegue suportar.
E isso vira a folha de configuração de cabeça para baixo.
Já tive operadores que insistiram que uma ponta de punção de 0,062 polegadas iria “forçar” um raio apertado numa chapa de 0,250 polegadas colocada numa abertura em V de 2,000 polegadas. Não vai. Não na quinagem ao ar.
O punção entra em contacto com o material no vértice, mas a chapa é apoiada nos ombros da matriz. Até chegares a bater fundo ou a cunhar, o raio da ponta do punção é quase irrelevante para o raio interior final. O material está suspenso. Deforma-se segundo o vão, não segundo o nariz.
É por isso que podes mudar de um punção afiado para um com ponta de 0,125 polegadas e quase não ver alteração no raio interior se a abertura em V se mantiver igual. Fiz isso em aço A36 de 0,187 polegadas numa abertura em V de 1,500 polegadas. O ângulo mudou ligeiramente devido à profundidade de penetração. O raio não.
Por isso, quando alguém diz “preciso de um punção mais apertado”, o que normalmente quer dizer é “escolhi a abertura em V errada”.”
E se a abertura em V define o raio, o que mais estará ela a alterar silenciosamente?
Dobra aço inoxidável 304 de 0,125 polegadas até 90 graus numa abertura em V de 1,000 polegada. Talvez tenhas de dobrar até 83 graus para atingir 90 graus após o retorno elástico. Coloca a mesma chapa numa abertura em V de 1,500 polegadas e agora talvez tenhas de dobrar até 80 graus. Mesma espessura. Mesmo material. Matriz diferente.
Porquê?
Porque o retorno elástico é a recuperação elástica. Quanto maior o raio interior, menor a deformação plástica e maior a percentagem de energia elástica armazenada na zona de dobra. Abertura em V mais larga → raio flutuante maior → menos deformação plástica em relação à elástica → mais retorno elástico.
Essa é a troca.
Nos aços de alta resistência — digamos, material de 0,125 polegadas com resistência à tração de 100.000 PSI — o efeito torna-se mais evidente. O material já possui um ponto de escoamento elevado e uma faixa elástica forte. Coloca-o numa abertura em V larga, talvez 1,500 ou 1,750 polegadas, para proteger o raio interior, e reduziste ainda mais a deformação plástica.
Resultado? Podes observar 4–6 graus de retorno elástico numa dobra de 90 graus (consulta a tabela de tonelagem). Os operadores entram em pânico e começam a aumentar a pressão. A pressão não altera o vão. Apenas empurra o punção mais fundo, aproximando-se da cunhagem.
A verdadeira alavanca sempre foi a abertura em V.
Uma matriz mais larga protege contra fissuras ao aumentar o raio interno. Mas pode penalizá-lo com maior variação angular se a sua máquina, o alinhamento das ferramentas ou o lote do material não forem consistentes. Isso não é razão para usar uma abertura mais estreita e rachar abas. É razão para compreender o equilíbrio que está a escolher.
Então, como o equilibra?
Comece com o raio interno mínimo seguro do material, com base na resistência ao escoamento e na alongação. Se o aço de alta resistência de 0,125 polegadas precisar de pelo menos 0,187 polegadas de raio interno para se manter fora da zona de perigo, escolha uma matriz em V que permita isso — talvez de 1,250 polegadas ou 1,500 polegadas, dependendo da relação empírica da sua oficina.
Depois verifique duas restrições.
Primeiro: tonelagem. Uma abertura em V mais estreita significa maior força. Na curvatura a ar, a tonelagem é aproximadamente inversamente proporcional à abertura em V. Se reduzir a V a metade, quase duplica a força necessária. Aplique isso a um material de 100 000 PSI e atinge rapidamente os limites da máquina.
Segundo: geometria. O comprimento mínimo da aba é normalmente cerca de 0,67× a 0,77× a abertura em V para uma curvatura de 90 graus. Escolha uma V de 1,500 polegadas e poderá necessitar de aproximadamente 1,000 polegada de perna reta apenas para evitar as bordas da matriz. Se o desenho lhe der apenas 0,750 polegada, essa matriz fisicamente não funcionará.
Agora está a resolver um problema de restrição:
Isso é seleção de matriz. Não 8× a espessura.
E, uma vez que compreenda que a abertura em V controla o raio natural e o comportamento de recuperação elástica na curvatura a ar, está pronto para fazer a próxima pergunta incómoda:
O que muda quando deixa de fazer curvatura a ar e passa a fazer encosto total ou cunhagem?
O que muda mecanicamente quando deixa de fazer curvatura a ar e passa a fazer encosto total ou cunhagem?
Deixa de permitir que o material escolha o seu raio.
Na curvatura a ar, a chapa fica suspensa entre as bordas da matriz como um vão de ponte, e o punção apenas a empurra para uma curva até que a deformação plástica supere a recuperação elástica. A abertura em V define a largura do vão. O material escoa onde quer, dentro dessa geometria. A recuperação elástica é previsível porque a chapa nunca é totalmente presa.
O encosto total e a cunhagem são coisas diferentes.
Eles transformam a matriz de um suporte num molde.
E quando a matriz se torna um molde, a abertura em V incorreta não apenas gera o raio errado — multiplica a força, a tensão e o desperdício dispendioso.
Na flexão ao ar, o punção nunca força a chapa a entrar em contacto total com as paredes e o fundo da matriz. Três pontos de contacto. Só isso. Dois ombros e a ponta do punção.
A chapa é livre para “flutuar” o seu raio interno com base na largura do vão e na resistência ao escoamento do material. É por isso que uma abertura em V de 1,000 polegada pode resultar num raio interno de cerca de 0,125 polegada em aço macio, mas comportar-se de forma diferente em aço inoxidável 304 de 0,125 polegada. A matriz define limites, não impõe forma.
Está a guiar o material, não a aprisioná-lo.
Essa liberdade é o motivo pelo qual a flexão ao ar tolera uma gama de aberturas em V para a mesma espessura. Pode trabalhar com A36 de 0,125 polegada numa abertura em V de 1,000 polegada ou de 1,250 polegada e ainda assim cumprir o trabalho se controlar o retorno elástico e os limites da flange. A força de prensagem muda (verifique a tabela), o raio muda, o sobreângulo muda — mas o processo é tolerante porque a chapa não está a ser comprimida até assumir a geometria.
A matriz é um suporte.
E os suportes não ditam a curvatura — permitem-na dentro de limites.
Como o material nunca assenta completamente na matriz, pequenas variações na abertura em V alteram o raio flutuante e o retorno elástico de forma suave e proporcional. Se reduzir a abertura em V para metade, quase duplica a tonelagem. Se a aumentar, aumenta o retorno elástico. Mas o material ainda encontra o seu próprio equilíbrio entre deformação elástica e plástica.
É ajustável.
Pode compensar com profundidade de penetração, correção de ângulo ou ensaio do material. Mesmo que a abertura em V seja ligeiramente menor, a chapa não está a ser prensada contra o aço temperado. Pode observar um raio mais apertado e uma tonelagem superior, mas não está automaticamente a forçá-la além do seu limite de deformação.
É por isso que a flexão ao ar é tolerante quando o seu lote de material varia 5.000 PSI na resistência ao escoamento.
O sistema tem elasticidade incorporada.
Mas aqui está a parte que a maioria dos operadores não diz em voz alta.
A flexão ao ar troca alguma precisão angular por essa flexibilidade.
Como depende da compensação do retorno elástico, o seu ângulo final depende de propriedades do material consistentes, profundidade de penetração consistente e uma prensa que repita dentro de alguns milésimos. Num suporte aeroespacial de tolerância apertada em 7075-T6 de 0,090 polegada, essa variabilidade torna-se evidente rapidamente. Consegue mantê-la. Mas tem de a controlar.
É aí que o encosto e a cunhagem começam a parecer soluções atraentes.
Eles prometem “bloquear” o ângulo.
A questão é quanto custa esse bloqueio.
O bottoming altera uma coisa que é mais importante do que todas as outras.
Empurra-se o material para dentro da cavidade da matriz até ele contactar com o ângulo da matriz e depois continua-se a pressionar para além do contacto inicial — normalmente comprimindo a zona da dobra entre 10–15% para reduzir o retorno elástico. Agora a chapa já não está a flutuar entre os ombros. Está encaixada na geometria.
Já não estás a permitir que o raio se forme naturalmente.
Estás a forçá-lo.
E, quando forças o metal, o manómetro de tonelagem diz a verdade.
No ar (air bending), podes observar 1–2 toneladas por polegada em aço macio de 0,125 polegadas num V de 1,000 polegada. Faz o bottoming com a mesma configuração e podes facilmente dobrar ou triplicar essa carga, dependendo do ângulo da matriz e da penetração. A prensa dobradora já não se importa com a tua tabela de regras práticas. Interessa-lhe a área de contacto.
Agora imagina que seguiste a regra de 8× a espessura e escolheste um V demasiado estreito para o raio interior mínimo do material.
No ar, isso poderia aparecer como um raio mais apertado e uma tonelagem mais elevada — um aviso. No bottoming, estás a esmagar a zona da dobra num ângulo de matriz que pode ser mais agudo do que o que o material consegue suportar. A penetração adicional de 10–15% para “bloquear” o ângulo aumenta a tensão de compressão na superfície interna e a deformação de tração logo fora do eixo neutro.
É aí que as abas se racham.
E os fabricantes de ferramentas desaconselham o bottoming por uma razão. Quando se assenta totalmente o material em matrizes endurecidas sob tonelagem elevada, qualquer desajuste na abertura em V, ângulo da matriz ou ductilidade do material transfere-se diretamente para desgaste da ferramenta, gripagem ou ombros lascados. Parece tudo certo até teres partido umas centenas de dólares em chapa endurecida e teres de o explicar ao departamento de compras.
O bottoming reduz o retorno elástico.
Também reduz a tua margem de erro em relação à abertura em V.
O coining não é apenas o bottoming com mais força.
É um regime diferente.
Empurra-se a ponta do punção para o material com força suficiente — frequentemente 50 toneladas por polegada ou mais, comparado com 1–2 no ar — para deformar plasticamente toda a zona da dobra em espessura. Não estás apenas a dobrar. Estás a laminar. O raio da ponta do punção torna-se o raio interior porque estás a deslocar o material sob uma tensão de compressão extrema.
O retorno elástico praticamente desaparece porque excedeste o limite elástico em toda essa zona.
Mas a regra de 8×?
Sem significado aqui.
No cunhagem, a abertura em V deve corresponder à geometria do punção e à resistência do material para que o material possa fluir sem fraturar ou danificar a ferramenta. Demasiado estreita e a tonelagem dispara para além da capacidade da máquina. Demasiado larga e perdes suporte, deformas o ângulo ou marcas a peça. As opções de geometria reduzem-se porque a ferramenta tem de suportar a carga.
É por isso que a cunhagem é rara em oficinas modernas. Não porque não funcione — funciona absolutamente — mas porque exige ferramentas especializadas, máquinas rígidas e uma preparação disciplinada. Se errares a abertura em V aqui, não verás apenas o ângulo a desviar-se.
Vais ouvi-lo.
Um som seco vindo da prensa, um pico no medidor de tonelagem e, às vezes, uma ponta do punção rachada que acabou de transformar a tua preparação em sucata cara.
O dobramento por ar permite que o material encontre o seu próprio raio. O encostamento e a cunhagem impõem um.
Quando compreendes essa diferença, a seleção da matriz deixa de ser um atalho baseado na espessura e passa a ser uma decisão de gestão de carga — como dimensionar a extensão de uma ponte para o peso que deve suportar.
Então, se o método de dobragem altera a forma como o raio é criado e como a força flui através da ferramenta, como transformas isso num método repetível para escolher o V correto todas as vezes?
Vi um suporte de aço inoxidável 304 de 0,125 polegadas rachar completamente no raio exterior numa abertura de 1,000 polegada V porque a folha de preparação dizia “8× espessura”. O operador não fez nada de errado. A regra estava errada para aquela carga.
Se o método de dobragem altera a forma como a força flui, então a seleção do V tem de começar pela classificação de carga do material — a sua resistência ao escoamento — não pela espessura. Aqui está o fluxo de trabalho que utilizo na fábrica, o mesmo que me impediu de fazer sucata cara com 7075-T6 e chapa de alta resistência.
Consulta o certificado.
Não a linha genérica “inox” do documento de produção. A verdadeira resistência ao escoamento do relatório de teste da aciaria. O A36 pode indicar um escoamento de 36.000 PSI. O 1018 laminado a frio pode situar-se entre 50.000–60.000 PSI. O inox 304 tem frequentemente um escoamento de 30.000–45.000 PSI, mas endurece rapidamente com a deformação. O alumínio 7075-T6 situa-se em cerca de 73.000 PSI de escoamento. Os graus HSLA podem ir muito além disso.
A resistência ao escoamento indica quanta tensão as fibras exteriores podem suportar antes de se alongarem plasticamente. Quanto mais apertado o raio, maior a deformação das fibras exteriores. Esse é o mecanismo da fissura.
Aqueles multiplicadores “6× para alumínio, 10× para inox” que circulam pelas oficinas? São traduções aproximadas da resistência ao escoamento em deformação suportável. Mas o alumínio não é todo igual. O 5052-H32 dobra-se perfeitamente. O 7075-T6 parte-se só de olhar para ele. Mesma espessura. Tolerância de deformação completamente diferente.
Mas é história de oficina, não lei universal.
Por isso, trato o multiplicador como uma estimativa inicial ligada à faixa de escoamento, não ao nome do material. Abaixo de 40.000 PSI de escoamento? Normalmente podes usar rácios mais apertados. Cerca de 60.000 PSI? Estás num território clássico de aço macio. Acima de 70.000 PSI? Começas a alargar rapidamente as matrizes para proteger as fibras exteriores.
Se não começares com o limite de elasticidade, estás a adivinhar a deformação. E adivinhar a deformação é a forma como as abas se fendem.
É assim que isso se apresenta na prática.
Suponhamos que tens alumínio 5052-H32 de 0,125 polegadas. Limite de elasticidade por volta de 28.000–33.000 PSI. Esse material tolera raios mais apertados, por isso uma abertura V de 6× espessura (0,750 polegadas) em dobra ao ar tende a comportar-se bem.
Agora muda para inox 304 de 0,125 polegadas, limite cerca de 35.000–45.000 PSI, mas com encruamento intenso. Se mantiveres 0,750 polegadas porque “funcionou com alumínio”, o raio interno diminui, a deformação externa dispara e verás microfissuras nas peças polidas. Aumenta para uma abertura V de 1,250 ou 1,500 polegadas e o material relaxa.
Toma HSLA de 0,125 polegadas com limite de 80.000 PSI. Se tentares forçá-lo numa abertura V de 1,000 polegada porque o suporte está organizado em duplas, estás a concentrar deformação num raio que o material simplesmente não consegue suportar. Isso não é um problema de espessura. É um problema de limite de elasticidade.
Portanto, uma vez conhecido o limite de elasticidade, a próxima questão surge naturalmente.
Que raio interno conseguirá esse material suportar sem rasgar?
Já vi A36 de 0,187 polegada dobrado a um raio interno de 0,187 polegada o dia todo. Experimenta isso com 4140 pré-endurecido de 0,187 polegada e acabarás a varrer fragmentos.
A superfície exterior de uma dobra estica. Quanto mais apertado for o raio interno em relação à espessura, maior será a tensão de tração exterior. Quando essa tensão excede a capacidade de alongamento do material ao limite de elasticidade, surgem fissuras. Essa é a física.
Para dobra ao ar, uma regra segura para muitos aços com resistência à tração em torno de 60.000 PSI é um raio interno aproximadamente igual à espessura do material. É por isso que a antiga regra de “8× espessura” às vezes funciona no aço macio — porque dobrar ao ar numa abertura V de 8× tende a produzir um raio interno próximo de 1× espessura.
Mas ao afastar-se desse intervalo de resistência à tração, a relação altera-se.
Materiais de alta resistência necessitam de raios internos maiores em relação à espessura para manter a deformação na fibra externa abaixo dos limites de fratura. É por isso que o 7075-T6 geralmente requer 2× espessura ou mais para uma dobra fiável de 90 graus. Ignora isso e ouvirás o estalo antes de o veres.
Assim, escolhes um raio interno alvo com base no limite de elasticidade e na ductilidade — não porque uma tabela diz 8× espessura, mas porque a capacidade de deformação do material o exige.
Uma vez definido esse raio alvo, a matriz torna-se geometria.
Vamos analisar um cenário real.
Tens inox 304 de 0,125 polegada, face cosmética voltada para fora. Com base no limite de elasticidade e na experiência, decides que queres pelo menos um raio interno de 0,125 polegada para evitar a zona de fissuras. Mais apertado do que isso e estarás a arriscar o acabamento.
Esse raio interno de 0,125 polegada é a restrição. É o que protege o material.
Agora a questão torna-se mecânica: que abertura em V produz esse raio na flexão ao ar?
Na flexão ao ar, o raio interior é controlado principalmente pela abertura em V, não pela ponta do punção. Uma aproximação comum é que o raio interior seja cerca de 16 % da abertura em V.
Inverte isso.
Se RI ≈ 0,16 × V, então V ≈ RI ÷ 0,16.
Se pretender um raio interior de 0,125 polegada: V ≈ 0,125 ÷ 0,16 ≈ 0,781 polegada.
Não vai encontrar uma matriz de 0,781 polegada na prateleira. Escolherá a mais próxima — provavelmente 0,750 polegada ou 1,000 polegada.
Agora compare os resultados.
0,750 × 0,16 ≈ 0,120 polegada RI. 1,000 × 0,16 ≈ 0,160 polegada RI.
Se as fissuras forem a sua preocupação, a abertura em V de 1,000 polegada dá-lhe margem. Se o comprimento da aba for apertado e precisar de uma matriz mais pequena para suporte, poderá aceitar a de 0,750 polegada e monitorizar cuidadosamente a superfície.
Vê o que acabou de acontecer?
Não começou pela espessura. Começou pela deformação admissível, traduziu‑a num raio‑alvo e depois chegou à abertura em V que gere a carga.
Isso é gestão de carga numa ponte. A estrada (material) tem uma classificação de carga (limite elástico). Dimensiona‑se o vão (abertura em V) para que a tensão nunca o ultrapasse.
Dado que o portefólio de produtos da CN-HAWE é 100% baseado em CNC e cobre cenários de topo em corte a laser, dobra, ranhura, corte, para equipas que avaliam opções práticas aqui, Prensa Dobradeira é um próximo passo relevante.
Mas a geometria e a força ainda têm voto.
Se estiver a validar um desenho específico, um grau de material ou um limite de máquina, este é o ponto em que as restrições do mundo real — tonelagem disponível, inventário de ferramentas e método de conformação — têm de ser verificadas em conjunto. A CN‑HAWE apoia soluções de flexão e chapa totalmente baseadas em CNC e investe fortemente em I&D em prensas abelhas e equipamentos inteligentes, tornando‑se num parceiro prático para rever cálculos de tonelagem, seleção de matriz em V e viabilidade do processo face às suas condições reais de produção. Para uma discussão técnica ou pedido de cotação, pode contactar a CN-HAWE aqui.
Quando ouvir “relação 8:1” usada corretamente, não é 8× a espessura. É aproximadamente V ≈ 8 × RI, o que coincide com aquela relação de 16 % (já que 1 ÷ 0,16 ≈ 6,25 e a variação real aproxima‑a de 8 dependendo do material e da penetração).
Essa relação só funciona se o método de flexão for ao ar e se o material se comportar próximo dessa curva de deformação. A estampagem ou cunhagem quebra essa relação porque o ângulo da matriz e o raio do punção assumem o controlo.
Por isso, a ideia 8:1 não é má.
Simplesmente foi associada à variável errada.
E assim que escolher um V a partir do raio, ainda não respondeu à pergunta que mantém as prensas vivas:
Será que as suas ferramentas e a sua máquina aguentam a carga?
Já vi um trabalho com chapa de 0,250 polegadas especificado numa matriz estreita que calculava mais de 150 toneladas no total, numa quinadora de 10 pés classificada para 135. O cálculo do raio estava correto. A máquina não quis saber.
A tonelagem na flexão a ar aumenta à medida que a abertura em V se estreita. Dobre o V e quase reduz pela metade a tonelagem necessária. Isto acontece porque um vão mais estreito concentra a força sobre um braço de alavanca mais curto. A matriz torna-se uma ponte mais curta que carrega o mesmo camião.
Portanto, depois de escolher um V a partir do seu raio interior-alvo, calcule as toneladas por pé para essa espessura e abertura em V. Compare com:
(E se estiver a realizar fundição completa, multiplique substancialmente a tonelagem da flexão a ar — muitas vezes 2× ou mais — porque a área de contacto e a penetração aumentam drasticamente a carga.)
É aqui que o argumento “só temos matrizes de 0,500, 1,000 e 2,000 polegadas em stock” deixa de fazer sentido. Sim, pode realizar muitos trabalhos assim. Mas também pode, silenciosamente, sobrecarregar as ferramentas ou trabalhar no limite de rachar peças de alta resistência e chamar a isso “variação normal”.”
Sente-se na pele quando já rachou algumas centenas de dólares em chapa endurecida e teve de o explicar ao departamento de compras.
Portanto, o fluxo de trabalho é simples, mas não simplista:
Faça isso, e o atalho das 8× espessuras deixará de comandar a sua oficina.
Agora há mais uma restrição que ainda pode arruinar esta configuração perfeitamente calculada — e que nada tem a ver com resistência.
Podes ter o limite elástico correto, o raio interior certo, a abertura em V calculada a partir de 0,16 × V e a tonelagem seguramente abaixo da capacidade da tua máquina — e ainda assim acabar por deitar a peça fora.
Vi um suporte em inox 304 de 0,125 polegadas a ser dobrado numa matriz em V de 1,000 polegada, o que é perfeitamente razoável. O raio ficou em 0,160. A tonelagem estava confortável. A superfície não rachou. Mas o desenho pedia uma aba de 0,375 polegada. Todas as peças saíam com o comprimento da perna demasiado curto e o ângulo demasiado aberto, como se a prensa dobradeira tivesse vontade própria.
Não apareceu.
A aba era demasiado curta para a geometria da matriz.
Quando a perna não consegue, fisicamente, assentar plana no ombro da matriz durante a dobra, a chapa deixa de se comportar como uma viga apoiada e passa a comportar-se como uma prancha de mergulho. A tua matemática de deformação não muda. A condição de apoio muda. E a geometria ganha essa luta todas as vezes.
Então, se a resistência não é o ponto de falha, qual é?
Coloca um paquímetro numa matriz em V de 1,000 polegada. Do centro até cada ombro há 0,500 polegada. Quando fazes dobra ao ar, o material contacta próximo desses ombros à medida que o punção desce. Essa zona de contacto é o teu apoio.
Agora imagina tentar dobrar uma aba de 0,375 polegada nessa mesma matriz. Metade do V (0,500 polegada) já é mais largo do que toda a tua perna. Não há apoio estável no ombro. O material desce para dentro do V antes de a dobra se formar completamente.
Vais andar atrás do ângulo o dia todo.
Porque o que está a acontecer não é retorno elástico. É mudança de geometria. A chapa está a deslizar mais fundo na matriz à medida que aplicas carga. A tua linha de dobra está, efetivamente, a mover-se. É por isso que a medição do teu ângulo varia mesmo quando a tua tonelagem é perfeitamente consistente.
Erros de ângulo parecem problemas de material.
Mas são, muitas vezes, problemas de comprimento de perna.
E é aqui que o grupo do 8× espessura fica preso. Selecionaste corretamente o V a partir do limite elástico e do raio interior alvo. Muito bem. Mas ninguém perguntou se a aba pode, fisicamente, existir nesse V.
Então como saber antes de carregares em iniciar ciclo?
Aqui está a verificação prática.
Para dobra ao ar, a aba mínima é aproximadamente 0,7 × a abertura em V. Algumas oficinas usam 0,6 × V. Outras jogam pelo seguro com 0,8 × V. Mas se estiveres abaixo de 0,6 × V, estás a jogar à sorte.
Pega nesse V de 1,000 polegada.
0,7 × 1,000 = 0,700 polegada de aba mínima para apoio estável.
Agora compara isso com a aba de 0,375 polegada no desenho. Estás com apenas 0,375 × V. Essa perna não tem hipótese de se assentar corretamente no ombro durante a conformação.
Então, o que fez o operador? Ele trocou para uma matriz em V de 0,625 polegadas. Isso viola a antiga regra de 8× da espessura para material de 0,125 polegadas (0,625 ÷ 0,125 = 5×). Mas geometricamente?
0,7 × 0,625 = aba mínima de 0,437 polegadas.
Agora a tua perna de 0,375 polegadas continua apertada — mas pelo menos está no domínio do suporte físico.
Aqui está o problema.
A redução dessa matriz não corrigiu apenas a geometria. Aumentou drasticamente a tonelagem. Em A36 de 0,250 polegadas, medi cerca de 300 toneladas por 10 pés numa matriz em V de 1,500 polegadas, contra cerca de 139 toneladas numa de 3,000 polegadas. Corta o vão pela metade e a carga mais do que duplica. A mesma física aplica-se a espessuras mais finas.
Resolvem-se os problemas de suporte da aba e, silenciosamente, sobrecarrega-se mais a prensa.
É assim que as “soluções rápidas” se transformam em desperdício caro ou, pior, em ferramentas caras danificadas.
E se a aba for ainda mais curta?
Quando a aba é demasiado curta, não perde apenas suporte. Pode inclinar-se para dentro da V à medida que o punção penetra.
Vais ver uma marca de arrasto brilhante ao longo de um dos ombros. Isso não é apenas cosmético. É a chapa a rodar ao cair na matriz. A linha de dobra desloca-se para dentro, encurtando efetivamente a tua perna além do comprimento desenvolvido que calculaste.
Agora o teu desenvolvimento plano está errado — mesmo que o cálculo da dedução da dobra estivesse correto.
É aqui que os modelos de força mais recentes importam. Testes reais em SPCC e alumínio 1100-O mostraram que as cargas reais de dobragem muitas vezes excedem os valores de tabela em condições de contacto não ideais. O escorregamento é uma dessas condições. Obtém-se carga pontual em vez de contacto limpo nos ombros. A pressão local aumenta. As marcas tornam-se mais visíveis. A previsão da força deixa de ser fiável.
Portanto, o flange mínimo não é uma sugestão.
É um requisito de estabilidade.
Mas digamos que a tua aba cumpre a regra de 0,7 × V. Está suportada. O ângulo é consistente. Há outro problema geométrico silencioso que surge — especialmente quando tentas ser “eficiente” com o teu conjunto de ferramentas.
Gosto dos blocos multi-V. Eles poupam espaço. Podes alternar de 0,500 para 0,750 para 1,000 numa única ferramenta.
Mas mede-os.
Os ombros num bloco multi-V são mais estreitos. A área entre aberturas adjacentes é mais fina. Sob carga — especialmente acima de 20 toneladas por pé — eles fletirão mais do que um V simples dedicado com a mesma abertura.
A deflexão altera a largura efetiva em V sob pressão.
E isso altera o teu raio.
Dobra uma chapa de 0,187 polegadas em A36 na abertura mais pequena de um bloco multi‑V classificado para espessuras leves. Vais obter variação de ângulo ao longo do comprimento que não verias numa matriz sólida simples de 0,750 polegadas.
Porquê?
Porque, no limite da sua classificação, o corpo da matriz flete microscopicamente. Essa flexão alarga a abertura sob carga. Um V mais largo significa um raio interior maior. Um raio maior significa maior recuperação elástica. Assim, a profundidade programada já não corresponde ao ângulo desejado.
É subtil. Um grau aqui. Um grau e meio ali.
Num trabalho com tolerância de ±0,5°, isso é desperdício.
Isto não significa que os blocos multi‑V sejam inúteis. Mas é sabedoria de oficina, não uma lei universal — funcionam bem no meio da sua gama de trabalho. Força‑os até ao limite e a geometria desvia‑se.
Então, quando deixas de ser flexível?
Se o desenho especifica comprimento de aba de ±0,010 polegadas e ângulo de ±0,5° em aço inox 304 de 0,125 polegadas, e estás a trabalhar a 15–20 toneladas por pé, compra a matriz dedicada.
Um V único de 0,875 ou 1,000 polegadas com massa total por baixo manterá melhor a geometria sob carga. Menos deflexão. Raio mais consistente. Recuperação elástica mais previsível.
Sim, custa mais à partida.
Tal como custa voltar a fabricar uma série de 200 peças porque as últimas 30 saíram da tolerância à medida que a matriz aqueceu e fletiu.
E quando o comprimento da aba e a massa da matriz ainda não são suficientes?
Algumas peças não te desafiam apenas em resistência ou comprimento da aba. Desafiam‑te na superfície, na recuperação elástica, ou em ambas.
É aí que as matrizes em V padrão deixam de ser a ferramenta certa.
Uma peça estética de 0,090 polegadas em 5052 com face escovada mostrará todas as marcas dos ombros. Podes alargar o V para reduzir a pressão, mas isso aumenta o raio e a recuperação elástica. Agora o teu ângulo fica instável.
Uma matriz de rolo altera a condição de contacto. Em vez de deslizar sobre um ombro fixo, o material rola. Menor fricção. Menos marcas. Curva de força mais consistente.
Os insertos de uretano distribuem a carga por uma superfície mais ampla, reduzindo a pressão de pico sem o obrigar a usar um V sobredimensionado. A geometria mantém-se mais próxima do seu raio calculado.
Agora está a gerir a mecânica de contacto, não apenas a largura do vão.
Alavanca diferente. Mesmo objetivo.
Pegue em material de 0,187 polegadas e 80.000 PSI que retorna 6–8 graus numa matriz em V padrão de 90°. Pode sobrecurvar com profundidade, mas a penetração aumenta e a tonelagem acompanha.
Uma matriz em V de 30° ou 60° altera a geometria do encosto sem cunhagem total. As paredes da matriz envolvem mais cedo. Controla o retorno elástico com restrição angular em vez de força bruta.
Sim, a tonelagem aumenta (atenção às toneladas por pé), mas está a trocar profundidade por controlo angular. Em peças de alto limite elástico, isso pode significar a diferença entre manter um 90° estável e andar a persegui-lo todo o turno.
Neste ponto, o padrão deve estar claro.
O limite elástico indicava-lhe quão apertado podia dobrar sem fissurar. A tonelagem dizia-lhe se a máquina aguentava. O comprimento da aba indica se a peça consegue fisicamente assentar na matriz. A geometria da ferramenta diz-lhe se essa montagem manterá a tolerância sob carga.
Ignore qualquer um deles e voltará a produzir sucata cara — mesmo com cálculos de deformação perfeitos.
Portanto, o verdadeiro fluxo de trabalho não é “8× a espessura”.”
É capacidade de deformação, capacidade de carga e suporte físico — por essa ordem.
Quer o fluxo de trabalho.
Não uma razão. Não “8×”. Uma sequência que impede o aço inoxidável 304 de 0,125 polegadas de se transformar em sucata cara, mantendo ainda ±0,5° e ±0,010 polegadas na aba.
Eis a mudança: pare de escolher a abertura em V como se fosse um vão a preencher. Comece a escolhê-la como se estivesse a definir a carga admissível de uma ponte. A chapa é a estrada. O limite elástico é a carga. A abertura em V é o vão. Se subdimensionar o vão para a carga, algo racha. Se o sobredimensionar, a estrada flete — o seu raio aumenta, o retorno elástico cresce, os ângulos variam.
Assim, a decisão segue num único sentido:
Essa é a ordem. Quebre-a e estará a voltar ao jogo de azar.
Por que começar aí?
Porque o metal não se importa com a sua regra prática. Ele reage à deformação.
“Material primeiro” não significa “espessura primeiro.”
Significa resistência ao escoamento primeiro.
Se me entregar A36 de 0,187 polegadas e aço inox 304 de 0,187 polegadas, e me disser para usar o mesmo “V” de 1,500 polegadas porque “é o que usamos sempre”, já sei que uma dessas peças está em risco. Mesma espessura. Diferente capacidade de deformação. Diferente recuperação elástica. Diferente tonelagem por pé.
Mas isso é histórico de oficina, não lei universal — 8× funciona bem em aço macio de 36.000–60.000 PSI quando não está a procurar tolerâncias apertadas. A armadilha é assumir que esse sucesso se transfere para aço inox de 70.000–90.000 PSI ou chapa resistente à abrasão.
Então a lista começa assim:
Agora tem restrições.
Sem isso, está a escolher ferramentas como se fosse um problema de catálogo em vez de um problema de deformação.
Vamos tornar isto concreto.
Digamos que o desenho especifica aço inoxidável 304 de 0,125 polegadas, 90°, raio interior máximo de 0,125 polegadas, ±0,5°, comprimento de aba de 0,750 polegadas.
Primeiro passo: o raio determina o V na dobra a ar. Para a maioria dos aços, o raio interior situa-se aproximadamente em 0,16 × V. Portanto, se quero um raio interior de cerca de 0,125 polegadas:
0,125 ÷ 0,16 ≈ 0,781 polegadas de V.
A ferramenta real mais próxima é 0,750 ou 0,875.
Agora, verificar a realidade da deformação. O 304 tolera um raio interior em torno de 1× a espessura em muitos estados de têmpera sem rachar. 0,125 em 0,125 é 1T. Estamos dentro da zona segura.
Agora, a tonelagem. Um V mais apertado aumenta as toneladas por pé. Se esse V de 0,750 polegadas me levar acima de, digamos, 18–20 toneladas por pé neste material (verifica a tua tabela), é melhor confirmar se a matriz e a prensa estão classificadas para isso. Vi um trabalho com aço inoxidável de 0,125 polegadas deformar uma matriz leve de múltiplos V porque alguém ignorou a classificação por pé e olhou apenas para a tonelagem total.
Depois, o comprimento da aba. 0,7 × 0,750 = 0,525 polegadas mínimo. O desenho pede 0,750 polegadas. Estamos suportados.
Agora — e só agora — abro o armário.
Repara no que não aconteceu.
Nunca dissemos “8× a espessura.” Dissemos: “Que deformação este material consegue suportar e que V produz essa deformação?”
Isto é controlo.
A maioria dos operadores culpa primeiro a profundidade ou a compensação de retorno elástico.
Às vezes estão errados.
Fissuras na linha de dobra no inox?
Verifica o raio interior real que estás a criar. Se pegaste num V de 1,000 polegada em inox 304 de 0,125 polegada porque “parecia mais seguro”, o teu raio fica em torno de 0,160 polegada. Isso reduz o risco de fissuração, sim — mas aumenta o retorno elástico. Então dobras mais fundo para persegueres os 90°. Mais fundo significa mais penetração, mais pressão de contacto nos ombros e, por vezes, sobredeformação localizada.
A fissura não foi por estar demasiado apertado.
Foi por se ter perdido o controlo do percurso da deformação.
Marcas profundas nos ombros em 5052 de 0,090 polegadas de acabamento estético?
Antes de culpar o acabamento do punção, pergunte-se se o V é demasiado estreito para a resistência ao escoamento. Um V estreito equivale a uma pressão de contacto mais elevada. A pressão deixa marcas. Alargar o V reduz a marcação, mas aumenta o raio. Se a tolerância de ângulo for apertada, essa troca manifesta-se como inconsistência ao longo do lote.
Ângulos inconsistentes da esquerda para a direita numa peça longa?
Se estiver próximo do limite superior da capacidade de tonagem de uma matriz multi-V, o corpo flete. A abertura alarga-se efetivamente sob carga no centro. Um V mais largo no centro significa um raio maior, mais retorno elástico, ângulo mais aberto.
Isso não é um problema de profundidade.
É deflexão de vão.
Quando vir o sintoma, faça uma pergunta: a abertura em V está a forçar o material num estado de deformação ou carga que não consegue manter de forma consistente?
Se sim, a solução não é mais curso.
É um vão diferente.
Não está a dobrar chapa.
Está a direcionar o fluxo do material entre dois apoios, mantendo-se dentro do limite de deformação do material e do limite de carga da sua máquina.
Isso é um problema de controlo, não um problema de folga.
O raciocínio de catálogo diz: material de 0,125 polegadas → V de 1,000 polegada → feito.
O raciocínio baseado em deformação diz: Que raio preciso? Que V o produz? Quantas toneladas por pé isso requer? O corpo da minha matriz consegue suportar isso sem fletir? A aba mantém-se fisicamente estável a 0,7 × V ou mais?
Essa sequência transforma a dobra de um hábito em engenharia.
E, depois de executar trabalhos dessa forma durante um ano, algo muda. Deixa de perguntar: “Que V usamos normalmente?” e começa a perguntar: “Que deformação estou a criar?”
É isso que deve levar consigo.
O metal não conhece a sua regra. Só conhece a tensão que lhe aplica.
Controle a deformação, e o resto — tonagem, ângulo, tolerância, vida útil da ferramenta — alinhar-se-á em função disso.


















