

Saya melihat dudukan baja tahan karat 304 setebal 0,125 inci terbelah tepat di radius luarnya dalam V-die berukuran 1,000 inci. Pengaturan yang sama baru saja menjalankan A36 setebal 0,125 inci sepanjang pagi tanpa goresan. Punch yang sama. Backgauge yang sama. Aturan “8× ketebalan” yang sama.
Satu bahan tertekuk bersih. Yang lain berubah menjadi rongsokan mahal.
Jika aturannya solid, mengapa gagal begitu kita menukar lembaran?
Aturan “8× ketebalan” mengatakan: ambil ketebalan material Anda, kalikan delapan, pilih bukaan V itu, dan jalankan. Untuk material setebal 0,125 inci, itu berarti die berukuran 1,000 inci. Sederhana. Cepat. Biasanya baik‑baik saja.
Biasanya.
Yang tidak pernah tertulis di lembar pengaturan adalah catatan kecilnya: aturan itu lahir dari baja ringan tensile 60.000 PSI dalam penekukan udara. Ubah kekuatannya, dan Anda mengubah regangan di serat luar. Ubah regangannya, dan Anda mengubah apakah bagian itu akan tertekuk—atau retak.
Jadi apa sebenarnya asumsi dari aturan itu?
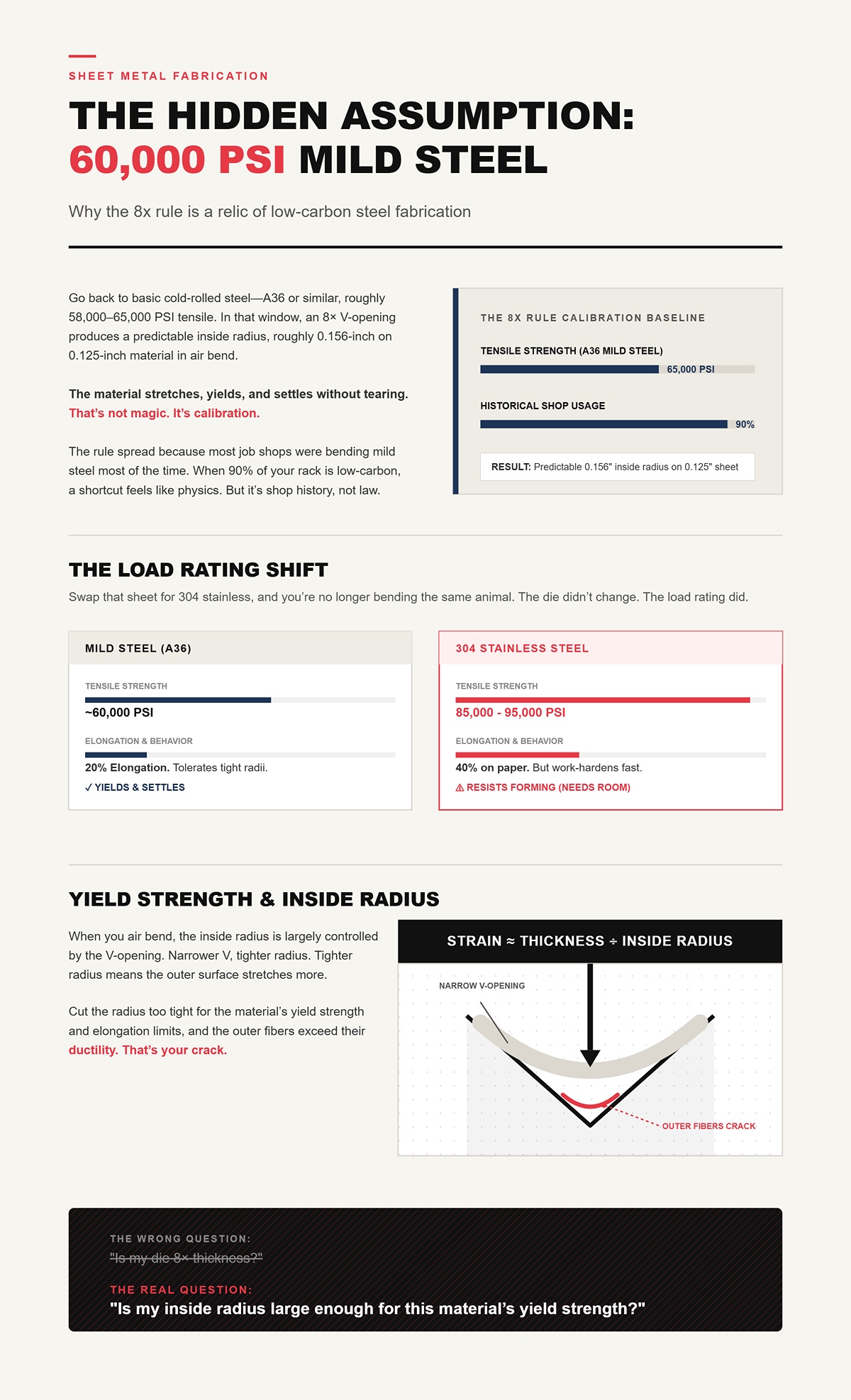
Kembali ke baja canai dingin dasar—A36 atau sejenisnya, kira‑kira 58.000–65.000 PSI tensile. Dalam rentang itu, bukaan V 8× menghasilkan radius dalam yang dapat diprediksi, sekitar 0,156 inci pada material setebal 0,125 inci dalam penekukan udara. Material meregang, mengalami luluh, dan menyesuaikan tanpa robek.
Itu bukan sihir. Itu kalibrasi.
Aturan itu menyebar karena sebagian besar bengkel biasanya menekuk baja ringan. Ketika 90 % rak Anda berisi karbon rendah, jalan pintas terasa seperti hukum fisika. Tapi itu sejarah bengkel, bukan hukum universal.
Ganti lembaran itu dengan baja tahan karat 304 dengan tensile 85.000–95.000 PSI, dan Anda tidak lagi menekuk bahan yang sama. Die‑nya tidak berubah. Rating bebannya yang berubah.
Dan rating beban adalah segalanya.
Saat Anda melakukan penekukan udara, radius dalam sebagian besar dikendalikan oleh bukaan V. Semakin sempit V, semakin kecil radiusnya. Radius yang lebih kecil berarti permukaan luar meregang lebih banyak.
Regangan pada serat luar kira‑kira sebanding dengan ketebalan dibagi radius dalam. Potong radius terlalu rapat terhadap kekuatan luluh dan batas elongasi material, dan serat luar melebihi kelenturannya. Itulah sumber retakan Anda.
Baja ringan mungkin mentoleransi elongasi 20 %. Baja tahan karat 304 mungkin mencantumkan elongasi 40 % di atas kertas, tetapi cepat mengalami pengerasan regangan dan sulit dibentuk pada radius berlebih kecil kecuali diberi ruang. Baja berkekuatan tinggi? Bahkan lebih tidak mudah ditekuk.
Jadi pertanyaan sebenarnya bukanlah “Apakah die saya 8× ketebalan?”
Itu adalah “Apakah radius dalam saya cukup besar untuk kekuatan luluh material ini?”

Bayangkan lembaran logam menjembatani bahu cetakan seperti bentang antara dua penyangga. Punch menekan bagian tengah ke bawah. Semakin sempit bentangnya, semakin tajam lengkungannya.
Pertajam lengkungan itu dan serat-serat luar menempuh jarak lebih jauh daripada serat-serat dalam. Mereka meregang. Setelah melewati batas luluh, mereka mengalami deformasi plastis. Tekan lebih jauh dan mereka mulai menipis. Tekan lebih jauh lagi dan mereka terbelah.
Pada baja lunak 0,125 inci dalam V 1,000 inci, regangan tetap berada dalam batas aman. Tempatkan baja 304 setebal 0,125 inci dalam V 1,000 inci yang sama dan Anda meminta material dengan kekuatan luluh lebih tinggi untuk meregang hingga radius yang sama ketatnya. Ia lebih menolak, memantul kembali lebih besar, dan menumpuk tegangan lebih tinggi di garis tekukan.
Itulah celah regangan—perbedaan antara apa yang diminta oleh cetakan dan apa yang dapat ditoleransi oleh material.
Tutup celah itu dengan cara yang salah, dan Anda mendapat besi bekas yang mahal.
Ambil baja lunak 0,125 inci dengan 60.000 PSI dan baja berkekuatan tinggi 0,125 inci dengan 100.000 PSI. Ketebalannya identik. Aturan 8× menghasilkan V 1,000 inci untuk keduanya.
Namun lembaran berkekuatan lebih tinggi membutuhkan tegangan lebih besar untuk meluluh. Untuk menjaga regangan serat luar tetap dalam batas, Anda perlu memperbesar radius dalam. Dalam penekukan udara, memperbesar radius dalam berarti melebarkan bukaan V—mungkin 10× atau bahkan 12× ketebalan tergantung pada jenis material.
Ketebalan sama. Cetakan lebih lebar.
Itu terasa salah jika Anda sudah menghafal 8× sebagai patokan mutlak. Tapi terasa benar setelah Anda memecahkan pelat keras senilai beberapa ratus dolar dan harus menjelaskannya kepada bagian pembelian.
Dan melebarkan cetakan mengubah lebih dari sekadar radius.
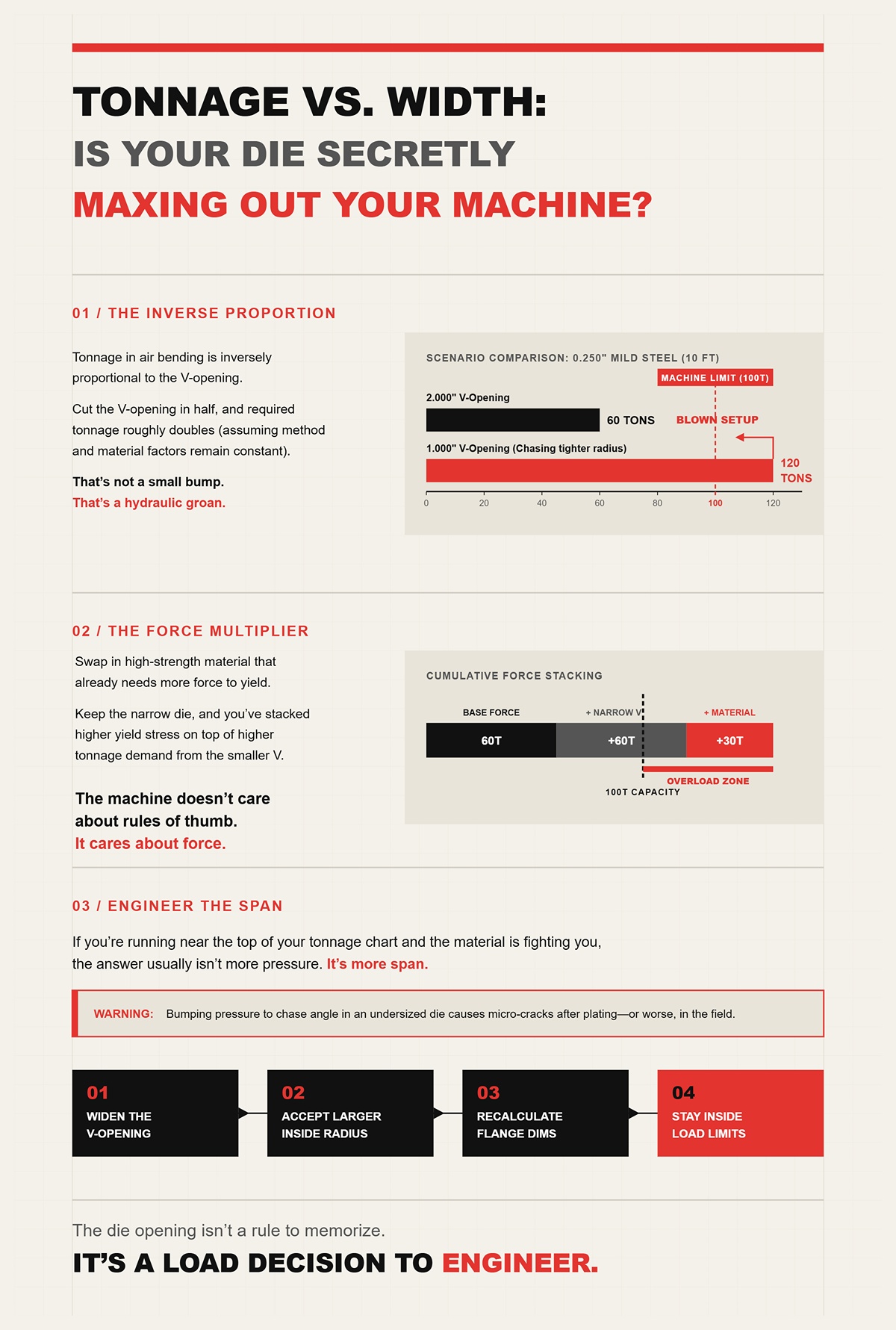
Inilah bagian yang sering terlewat oleh operator: tonnage dalam penekukan udara berbanding terbalik dengan bukaan V.
Kurangi bukaan V menjadi setengahnya, dan tonnage yang dibutuhkan kira-kira menjadi dua kali lipat (faktor metode dan faktor material tetap). Itu bukan kenaikan kecil. Itu adalah erangan hidraulik.
Katakanlah Anda menekuk baja lunak 0,250 inci dalam V 2,000 inci dan berada di 60 ton per 10 kaki. Turunkan ke V 1,000 inci demi mengejar radius lebih ketat dan Anda hampir mencapai 120 ton (periksa bagan Anda sebelum mencobanya). Pada mesin 100 ton, itu bukan teori. Itu adalah pengaturan yang gagal.
Sekarang ganti dengan material berkekuatan tinggi yang sudah memerlukan gaya lebih besar untuk meluluh. Pertahankan cetakan sempit itu, dan Anda menumpuk tegangan luluh lebih tinggi di atas tuntutan tonase yang lebih besar akibat V yang lebih kecil.
Mesin tidak peduli dengan aturan praktis. Mesin peduli pada gaya.
Saya pernah melihat operator menambah tekanan untuk mengejar sudut pada stainless dengan cetakan yang terlalu kecil. Sudutnya tercapai. Bagian terlihat baik. Lalu muncul retakan mikro setelah pelapisan—atau lebih buruk lagi, di lapangan.
Jika Anda beroperasi mendekati batas tonase dan material melawan Anda, jawabannya biasanya bukan menambah tekanan.
Jawabannya adalah menambah bentang.
Perlebar bukaan V. Terima radius dalam alami yang lebih besar. Hitung ulang dimensi flens Anda. Tetap dalam batas regangan material dan batas beban mesin Anda.
Pada akhirnya, Anda seharusnya merasa tidak nyaman menggunakan 8× ketebalan tanpa memeriksa kekuatan luluh terlebih dahulu.
Bagus.
Karena bukaan cetakan bukanlah aturan yang harus dihafal.
Itu adalah keputusan beban yang harus direkayasa.
Saya menyaksikan pelat stainless 304 tebal 0,125 inci dibengkokkan dalam tiga cetakan berbeda—bukaan V 0,750 inci, 1,000 inci, dan 1,500 inci—dengan punch, press brake, dan operator yang sama. Radius dalam berubah begitu besar hingga bagian itu tidak pas pada blok pengukur yang sama dua kali. Tidak ada yang lain berubah. Hanya bukaan V.
Jadi jika 8× ketebalan tidak dapat diandalkan, bagaimana cara Anda benar-benar memilih cetakan?
Anda mulai dengan memahami apa yang sebenarnya dilakukan cetakan itu. Dalam pembengkokan udara, bukaan V bukanlah “penahan.” Itu adalah bentang sebuah jembatan. Lembaran duduk di bahu cetakan, dan punch menekan bagian tengah ke bawah. Lebar bentang itu menentukan seberapa ketat material harus melengkung untuk mencapai 90 derajat. Ubah bentang dan Anda mengubah kelengkungan. Ubah kelengkungan dan Anda mengubah regangan serat luar, tonase, dan pantulan kembali. Itu bukan opini. Itu mekanika.
Dan setelah Anda melihatnya, Anda berhenti bertanya “Apa aturannya?” dan mulai bertanya “Radius apa yang dihasilkan oleh bentang ini?”
Ambil baja lunak tebal 0,125 inci dalam bukaan V 1,000 inci. Dalam pembengkokan udara, Anda tidak akan mendapatkan radius dalam 0,031 inci hanya karena ujung punch Anda tajam. Anda akan mendapatkan radius dalam sekitar 0,125 inci. Material “mengambang” di antara bahu cetakan dan menyesuaikan dengan lengkungannya sendiri.
Lengkungan itu bukan acak.
Material membentuk radius alami berdasarkan seberapa jauh bahu-bahu tersebut terpisah. Bukaan V yang lebih lebar, radius alami lebih besar. Bukaan V yang lebih sempit, radius alami lebih kecil. Anda tidak memilih cetakan untuk “sesuai” dengan ketebalan. Anda memilih cetakan untuk menghasilkan radius dalam tertentu, sadar atau tidak.
Yang berarti jika gambar kerja Anda membutuhkan radius dalam 0,250 inci pada material 0,125 inci, Anda tidak mulai dari ketebalan. Anda mulai dengan menghitung mundur bukaan V yang akan menghasilkan radius tersebut.
Jadi, apa hubungannya?
Untuk baja lunak hingga sekitar 0,500 inci tebalnya, jari‑jari bagian dalam pada pembengkokan udara kira‑kira 15 % hingga 20 % dari bukaan V. Banyak bagan menyederhanakannya menjadi R ≈ V ÷ 8 untuk material dengan kekuatan tarik 60.000 PSI. Dari sinilah muncul aturan singkat lama 8× ketebalan. Pada baja lunak 0,125 inci, V 1,000 inci dibagi 8 menghasilkan jari‑jari dalam sekitar 0,125 inci.
Namun perhatikan apa yang sebenarnya terjadi. Jari‑jari merupakan fungsi dari bukaan V terlebih dahulu. Ketebalan hanya berperan di latar belakang.
Sekarang ganti ke stainless 304 dengan kekuatan tarik 85.000–95.000 PSI. Tetap memakai V 1,000 inci. Anda sering akan melihat jari‑jari melayang sedikit lebih besar daripada baja lunak karena kekuatan luluh yang lebih tinggi menahan pembentukan kelengkungan yang lebih rapat. Persentasenya merayap naik. Mungkin perilakunya mendekati V ÷ 7,5 atau V ÷ 7 tergantung pada tingkat temper. Itu bukan kegagalan perhitungan—itu material yang melawan.
Kuncinya adalah ini: ketika Anda mengubah bukaan V, Anda secara langsung menetapkan kisaran jari‑jari bagian dalam. Jika material Anda membutuhkan jari‑jari dalam minimum 1× ketebalan agar tidak retak, pilihlah V yang menghasilkan setidaknya jari‑jari tersebut. Bukan 8× ketebalan hanya karena bagan mengatakan demikian, tetapi V yang membuat jari‑jari mengambang sesuai kemampuan material Anda menahannya.
Dan itu membalikkan lembar pengaturan sepenuhnya.
Saya pernah menemui operator yang bersikeras bahwa ujung punch 0,062 inci akan “memaksa” jari‑jari rapat pada pelat 0,250 inci yang berada di V 2,000 inci. Tidak akan. Bukan pada pembengkokan udara.
Punch menyentuh material di puncak, tetapi lembaran ditopang di bahu dies. Sampai Anda mencapai dasar atau melakukan coin, jari‑jari ujung punch hampir tidak berpengaruh terhadap jari‑jari dalam akhir. Material‑nya menggantung. Ia membentuk diri mengikuti bentangan, bukan mengikuti ujung punch.
Itulah sebabnya Anda bisa mengganti punch tajam dengan ujung 0,125 inci dan melihat hampir tidak ada perubahan pada jari‑jari dalam jika bukaan V tetap sama. Saya pernah melakukannya pada A36 0,187 inci dalam V 1,500 inci. Sudut berubah sedikit karena kedalaman penetrasi. Jari‑jari tidak peduli.
Jadi ketika seseorang berkata, “Saya butuh punch yang lebih rapat,” biasanya maksudnya adalah, “Saya memilih bukaan V yang salah.”
Dan jika bukaan V yang menentukan jari‑jari, apa lagi yang diam‑diam diubah olehnya?
Tekuk stainless 304 0,125 inci hingga 90 derajat dalam V 1,000 inci. Anda mungkin harus menekuk berlebih hingga 83 derajat agar hasil akhirnya 90 derajat setelah springback. Letakkan lembaran yang sama dalam V 1,500 inci, kini Anda mungkin harus menekuk berlebih hingga 80 derajat. Ketebalan sama. Material sama. Dies berbeda.
Mengapa?
Karena springback adalah pemulihan elastis. Semakin besar jari‑jari bagian dalam, semakin kecil regangan plastis dan semakin tinggi persentase energi elastis yang tersimpan di zona tekukan. Bukaan V lebih lebar → jari‑jari mengambang lebih besar → deformasi plastis berkurang relatif terhadap elastis → springback meningkat.
Itulah komprominya.
Pada baja berkekuatan tinggi—misalnya material 0,125 inci dengan kekuatan tarik 100.000 PSI—efeknya makin terasa. Material sudah memiliki titik luluh tinggi dan rentang elastis yang kuat. Letakkan dalam V lebar, mungkin 1,500 inci atau 1,750 inci untuk melindungi jari‑jari dalam, dan Anda semakin mengurangi regangan plastisnya.
Hasilnya? Anda mungkin melihat 4–6 derajat springback pada tekukan 90 derajat (perhatikan bagan tonase Anda). Operator panik dan mulai menambah tekanan. Tekanan tidak mengubah bentangan. Itu hanya mendorong punch lebih dalam, mendekati kondisi bottoming.
Tuas kendali yang sebenarnya sejak awal adalah bukaan V.
Die yang lebih lebar melindungi dari retak dengan meningkatkan radius bagian dalam. Namun, hal ini dapat merugikan Anda dengan variasi sudut yang lebih besar jika mesin, penyelarasan perkakas, atau lot material Anda tidak konsisten. Itu bukan alasan untuk memilih die yang lebih sempit dan membuat flensa retak. Itu adalah alasan untuk memahami keseimbangan yang Anda pilih.
Jadi, bagaimana Anda menyeimbangkannya?
Mulailah dengan radius dalam minimum yang aman dari material berdasarkan kekuatan luluh dan elongasi. Jika baja berkekuatan tinggi setebal 0,125 inci membutuhkan minimal radius dalam 0,187 inci untuk tetap berada di luar zona bahaya, pilihlah V yang mendukung hal itu—mungkin 1,250 inci atau 1,500 inci tergantung pada rasio empiris bengkel Anda.
Lalu periksa dua kendala.
Pertama: tonase. V yang lebih sempit berarti gaya yang lebih tinggi. Tonase pada pembengkokan udara kira-kira berbanding terbalik dengan bukaan V. Mengurangi setengah ukuran V hampir menggandakan gaya yang dibutuhkan. Tambahkan itu pada material dengan 100.000 PSI dan Anda akan segera mencapai batas mesin.
Kedua: geometri. Panjang flensa minimum biasanya sekitar 0,67× hingga 0,77× dari bukaan V untuk tekukan 90 derajat. Pilih V berukuran 1,500 inci dan Anda mungkin memerlukan sekitar 1,000 inci kaki lurus hanya untuk melewati bahu die. Jika cetak Anda hanya menyediakan 0,750 inci, maka die itu secara fisik tidak akan berfungsi.
Sekarang Anda sedang menyelesaikan masalah kendala:
Itulah pemilihan die. Bukan 8× ketebalan.
Dan setelah Anda memahami bahwa bukaan V mengontrol radius alami dan perilaku springback dalam pembengkokan udara, Anda siap untuk mengajukan pertanyaan tidak nyaman berikutnya:
Apa yang berubah ketika Anda berhenti membengkokkan udara dan mulai bottoming atau coining?
Apa yang secara mekanis berubah ketika Anda berhenti membengkokkan udara dan mulai bottoming atau coining?
Anda berhenti membiarkan material menentukan radiusnya sendiri.
Dalam pembengkokan udara, lembaran logam digantung di antara bahu die seperti bentang jembatan, dan punch hanya mendorongnya ke bentuk lengkung hingga deformasi plastis mengatasi pemulihan elastis. Bukaan V menentukan lebar bentangan. Material meluluh di tempat yang diinginkannya, dalam geometri tersebut. Springback dapat diprediksi karena Anda tidak pernah sepenuhnya menjebak lembaran logam.
Bottoming dan coining adalah hal yang berbeda sama sekali.
Metode ini mengubah die dari penyangga menjadi cetakan.
Dan ketika cetakan menjadi sebuah cetakan padat, bukaan V yang salah tidak hanya memberikan radius yang salah — tetapi juga melipatgandakan gaya, tegangan, dan limbah mahal.
Dalam air bending, punch tidak pernah menekan lembaran hingga bersentuhan penuh dengan dinding dan dasar cetakan. Ada tiga titik kontak saja. Dua bahu dan ujung punch.
Lembaran bebas untuk “mengapung” radius dalamnya berdasarkan lebar bentangan dan kekuatan luluh material. Itulah mengapa bukaan V 1,000 inci bisa menghasilkan radius dalam sekitar 0,125 inci pada baja lunak tetapi berperilaku berbeda pada stainless steel 304 tebal 0,125 inci. Cetakan hanya menentukan batas, bukan memaksa bentuknya.
Anda membimbing material, bukan menjebaknya.
Kebebasan itu adalah alasan air bending mentoleransi berbagai ukuran bukaan V untuk ketebalan yang sama. Anda bisa menjalankan A36 tebal 0,125 inci dalam V 1,000 inci atau V 1,250 inci dan tetap menyelesaikan pekerjaan jika Anda mengatur springback dan batas flange. Tonnase berubah (perhatikan grafik Anda), radius berubah, sudut overbend berubah — tetapi prosesnya mudah karena lembaran tidak dipaksa masuk ke geometri yang kaku.
Cetakan adalah penopang.
Dan penopang tidak menentukan kelengkungan — mereka mengizinkannya dalam batas tertentu.
Karena material tidak pernah sepenuhnya duduk di dalam cetakan, perubahan kecil pada bukaan V menggeser radius apung dan springback dengan cara yang halus dan proporsional. Jika bukaan V dibagi dua, tonnase hampir dua kali lipat. Jika diperlebar, springback meningkat. Tetapi material tetap menemukan keseimbangan antara regangan elastis dan plastisnya sendiri.
Itu bisa disesuaikan.
Anda dapat mengompensasi dengan kedalaman penetrasi, koreksi sudut, atau pengujian material. Bahkan jika Anda sedikit mengecilkan ukuran V, lembaran tidak sedang diratakan sepenuhnya terhadap baja keras. Anda mungkin melihat radius yang lebih ketat dan tonnase lebih tinggi, tetapi Anda tidak secara otomatis memaksanya melewati batas regangannya.
Itulah mengapa air bending terasa lebih mudah ketika kekuatan luluh material Anda berubah 5.000 PSI.
Sistem ini memiliki elastisitas bawaan.
Namun inilah bagian yang jarang diucapkan oleh banyak operator.
Air bending mengorbankan sebagian presisi sudut untuk fleksibilitas itu.
Karena Anda mengandalkan kompensasi springback, sudut akhir Anda bergantung pada konsistensi sifat material, konsistensi kedalaman penetrasi, dan mesin press yang mampu mengulang dalam toleransi beberapa ribu inci. Pada bracket aerospace dengan toleransi ketat dari bahan 7075-T6 tebal 0,090 inci, variabilitas itu akan mudah terlihat. Anda bisa mengendalikannya. Namun Anda sedang mengelolanya.
Di situlah bottoming dan coining mulai terlihat menarik.
Mereka menjanjikan untuk “mengunci” sudutnya.
Pertanyaannya adalah berapa biaya kunci itu.
Bottoming mengubah satu hal yang lebih penting dari semua hal lainnya.
Anda menekan material ke dalam rongga cetakan sampai bersentuhan dengan sudut cetakan, lalu Anda terus menekan melewati kontak awal — biasanya menekan zona tekukan tambahan 10–15% untuk mengurangi springback. Sekarang lembaran tidak lagi mengapung di antara bahu. Ia terjepit dalam geometri.
Anda tidak lagi membiarkan radius terbentuk secara alami.
Anda memaksanya.
Dan ketika Anda memaksa logam, pengukur tonase mengungkapkan kebenarannya.
Dalam pembengkokan udara, Anda mungkin melihat 1–2 ton per inci pada baja lunak 0,125 inci di V 1,000 inci. Dengan bottoming pada pengaturan yang sama, Anda bisa dengan mudah menggandakan atau melipatgandakannya tergantung pada sudut cetakan dan penetrasi. Press brake tidak lagi peduli dengan grafik aturan praktis Anda. Yang penting adalah area kontak.
Sekarang bayangkan Anda mengikuti aturan 8× ketebalan dan memilih V yang terlalu sempit untuk radius dalam minimum materialnya.
Dalam pembengkokan udara, hal itu mungkin muncul sebagai radius yang lebih rapat dan tonase yang lebih tinggi — sebuah peringatan. Dalam bottoming, Anda menghancurkan zona tekukan ke sudut cetakan yang mungkin lebih tajam daripada yang dapat ditoleransi oleh material. Penetrasi tambahan 10–15% untuk “mengunci” sudut meningkatkan tegangan tekan di permukaan bagian dalam dan regangan tarik tepat di luar sumbu netral.
Di situlah flange terbelah.
Dan para produsen perkakas tidak menyarankan bottoming tanpa alasan. Ketika Anda benar-benar menempatkan material ke dalam cetakan yang dikeraskan dengan tonase tinggi, setiap ketidaksesuaian pada bukaan V, sudut cetakan, atau keuletan material akan langsung berpindah menjadi keausan alat, pengikisan, atau bahu yang terpecah. Rasanya tidak menyenangkan saat Anda sudah merusak pelat pengeras senilai beberapa ratus dolar dan harus menjelaskannya ke bagian pembelian.
Bottoming mengurangi springback.
Itu juga mengurangi margin kesalahan Anda terkait bukaan V.
Coining bukanlah bottoming yang ditingkatkan sedikit.
Ini adalah rezim yang berbeda.
Anda menekan ujung punch ke dalam material dengan gaya yang cukup besar — sering kali 50 ton per inci atau lebih, dibandingkan 1–2 ton dalam pembengkokan udara — untuk mendeformasi secara plastis seluruh zona tekukan melalui ketebalan. Anda tidak sekadar menekuk. Anda sedang menghaluskan. Radius ujung punch menjadi radius bagian dalam karena Anda memindahkan material di bawah tegangan tekan yang ekstrem.
Springback hampir hilang karena Anda telah melampaui batas luluh di seluruh zona itu.
Tapi aturan 8×?
Tidak berarti di sini.
Dalam proses coining, bukaan V harus disesuaikan dengan geometri pukulan dan kekuatan material agar material dapat mengalir tanpa retak atau merusak perkakas. Terlalu sempit dan tonase melonjak melebihi kapasitas mesin. Terlalu lebar dan kamu kehilangan penopang, sudut menjadi terdistorsi, atau benda kerja tergores. Pilihan geometri menyempit karena perkakas harus tahan terhadap beban.
Inilah mengapa coining jarang dilakukan di bengkel modern. Bukan karena tidak berfungsi — tentu saja berfungsi — tetapi karena membutuhkan perkakas khusus, mesin yang kaku, dan penyiapan yang disiplin. Jika salah menentukan bukaan V di sini, kamu tidak hanya akan melihat penyimpangan sudut.
Kamu akan mendengarnya.
Suara keras dari mesin press, lonjakan pada pengukur tonase, dan terkadang ujung pukulan yang retak — yang seketika mengubah setelanmu menjadi besi tua mahal.
Air bending memungkinkan material menemukan jari-jarinya sendiri. Bottoming dan coining memaksakannya.
Begitu kamu memahami perbedaan itu, pemilihan cetakan tidak lagi menjadi jalan pintas berdasarkan ketebalan, tapi menjadi keputusan pengelolaan beban — seperti menghitung bentang jembatan berdasarkan beban yang harus ditopangnya.
Jadi jika metode penekukan mengubah cara radius terbentuk dan bagaimana gaya mengalir melalui perkakas, bagaimana kamu mengubah hal itu menjadi cara yang bisa diulang untuk memilih V yang tepat setiap saat?
Saya pernah melihat braket stainless 304 setebal 0,125 inci retak bersih di radius luar dalam V berukuran 1,000 inci karena lembar setelan menuliskan “8× ketebalan.” Operatornya tidak salah. Aturannya yang salah untuk beban itu.
Jika metode penekukan mengubah aliran gaya, maka pemilihan V harus dimulai dari nilai beban material — kekuatan luluhnya — bukan dari ketebalannya. Berikut alur kerja yang saya gunakan di lantai produksi, yang sama yang membuat saya terhindar dari membuat besi tua mahal pada 7075-T6 dan plat kekuatan tinggi.
Ambil sertifikatnya.
Bukan baris umum “stainless” dari berkas produksi, tetapi kekuatan luluh sebenarnya dari laporan uji pabrik. A36 mungkin menunjukkan kekuatan luluh 36.000 PSI. 1018 canai dingin bisa sekitar 50.000–60.000 PSI. 304 stainless sering kali 30.000–45.000 PSI tetapi mudah mengeras karena regangan. Aluminium 7075-T6 berada di sekitar 73.000 PSI. Jenis HSLA bisa jauh melampaui itu.
Kekuatan luluh memberi tahu seberapa besar tegangan yang dapat ditanggung serat luar sebelum mengalami deformasi plastis. Semakin kecil radiusnya, semakin tinggi regangan serat luar. Itulah mekanisme retaknya.
Pengali “6× untuk aluminium, 10× untuk stainless” yang sering terdengar di bengkel itu? Itu terjemahan kasar kekuatan luluh menjadi regangan yang masih dapat ditoleransi. Tapi aluminium bukan satu jenis saja. 5052-H32 dapat ditekuk dengan indah. 7075-T6 bisa patah hanya karena sedikit tekanan. Ketebalannya sama. Toleransi regangannya sepenuhnya berbeda.
Namun itu hanya sejarah bengkel, bukan hukum universal.
Jadi saya memperlakukan pengali sebagai perkiraan awal yang terkait dengan rentang kekuatan luluh, bukan dengan nama material. Di bawah 40.000 PSI? Biasanya kamu bisa menggunakan rasio yang lebih sempit. Sekitar 60.000 PSI? Itu wilayah baja lunak klasik. Di atas 70.000 PSI? Kamu harus segera memperlebar cetakan untuk melindungi serat luar.
Jika kamu tidak mulai dari kekuatan luluh, berarti kamu hanya menebak regangannya. Dan menebak regangan adalah cara pasti membuat flensa terbelah.
Begini tampilannya dalam praktik.
Misalkan Anda memiliki aluminium 5052-H32 0,125 inci. Yield sekitar 28.000–33.000 PSI. Material itu menoleransi jari-jari yang lebih ketat, jadi V 6× ketebalan (0,750 inci) dalam pembengkokan udara sering berfungsi dengan baik.
Sekarang ganti ke stainless 304 0,125 inci, yield mungkin 35.000–45.000 PSI, tetapi dengan pengerasan regangan yang agresif. Jika Anda tetap menggunakan 0,750 inci karena “berhasil pada aluminium,” radius dalam akan mengecil, regangan luar melonjak, dan Anda akan melihat retakan mikro pada bagian yang dipoles. Naikkan ke V 1,250 inci atau 1,500 inci dan materialnya akan lebih rileks.
Ambil HSLA 0,125 inci dengan yield 80.000 PSI. Jika Anda mencoba memaksanya ke V 1,000 inci karena rak diatur ganda, Anda memusatkan regangan ke radius yang materialnya tidak dapat tahan. Itu bukan masalah ketebalan. Itu masalah yield.
Jadi setelah Anda mengetahui yield, pertanyaan berikutnya menulis dirinya sendiri.
Radius dalam berapa yang dapat ditahan material itu tanpa robek?
Saya pernah melihat A36 0,187 inci dibengkokkan ke radius dalam 0,187 inci sepanjang hari. Coba aksi itu dengan 4140 prehard 0,187 inci dan Anda akan menyapu serpihan.
Permukaan luar dari sebuah lipatan meregang. Semakin ketat radius dalam relatif terhadap ketebalan, semakin tinggi regangan tarik di luar. Ketika regangan itu melebihi kapasitas perpanjangan material pada yield, Anda akan mendapatkan retakan. Itulah fisikanya.
Untuk pembengkokan udara, aturan aman bagi banyak baja sekitar 60.000 PSI tarik adalah radius dalam kira-kira sama dengan ketebalan material. Itulah mengapa “8× ketebalan” lama kadang berhasil pada baja lunak — karena pembengkokan udara dalam V 8× cenderung menghasilkan radius dalam sekitar 1× ketebalan.
Namun ketika menjauh dari kisaran tarik itu, hubungannya bergeser.
Material dengan kekuatan lebih tinggi membutuhkan radius dalam yang lebih besar relatif terhadap ketebalan untuk menjaga regangan serat luar tetap di bawah batas patah. Itulah mengapa 7075-T6 sering membutuhkan 2× ketebalan atau lebih untuk pembengkokan 90 derajat yang andal. Abaikan itu dan Anda akan mendengar retakan sebelum melihatnya.
Jadi Anda memilih IR target berdasarkan yield dan keuletan — bukan karena bagan mengatakan 8× ketebalan, tetapi karena kapasitas regangan material yang menuntutnya.
Setelah Anda memiliki radius target itu, cetakan menjadi soal geometri.
Mari kita jalankan skenario nyata.
Anda memiliki stainless 304 0,125 inci, permukaan kosmetik di luar. Berdasarkan yield dan pengalaman, Anda memutuskan ingin setidaknya radius dalam 0,125 inci agar tetap di luar zona retak. Lebih ketat dari itu berarti Anda berjudi dengan hasil akhir.
Radius IR 0,125 inci itu adalah batasan. Itu melindungi material.
Sekarang pertanyaannya menjadi mekanis: bukaan V seperti apa yang menghasilkan radius tersebut dalam pembengkokan udara?
Dalam pembentukan udara, jari-jari bagian dalam dikendalikan terutama oleh pembukaan V, bukan oleh ujung punch. Perkiraan umum adalah bahwa jari-jari bagian dalam sama dengan sekitar 16% dari pembukaan V.
Balikkan pernyataan itu.
Jika JR ≈ 0,16 × V, maka V ≈ JR ÷ 0,16.
Jika Anda menginginkan jari-jari bagian dalam 0,125 inci: V ≈ 0,125 ÷ 0,16 ≈ 0,781 inci.
Anda tidak akan menemukan cetakan 0,781 inci di rak. Anda akan memilih standar terdekat — mungkin 0,750 inci atau 1,000 inci.
Sekarang bandingkan hasilnya.
0,750 × 0,16 ≈ JR 0,120 inci. 1,000 × 0,16 ≈ JR 0,160 inci.
Jika retak menjadi kekhawatiran Anda, pembukaan V 1,000 inci memberi Anda margin. Jika panjang flensa terbatas dan Anda membutuhkan cetakan yang lebih kecil untuk dukungan, Anda mungkin menerima yang 0,750 inci dan memantau permukaannya dengan cermat.
Lihat apa yang baru saja terjadi?
Anda tidak memulai dengan ketebalan. Anda memulai dengan regangan yang diizinkan, menerjemahkannya menjadi jari-jari target, lalu menentukan pembukaan V yang mengatur beban.
Itulah manajemen beban pada jembatan. Permukaan jalan (material) memiliki batas beban (yield). Anda menentukan bentang (pembukaan V) sehingga tegangan tidak pernah melampaui batas itu.
Mengingat bahwa portofolio produk CN-HAWE berbasis 100% CNC dan mencakup skenario kelas atas dalam pemotongan laser, penekukan, pengalur, dan pemotongan, bagi tim yang mengevaluasi opsi praktis di sini, Mesin Tekuk (Press Brake) adalah langkah lanjutan yang relevan.
Namun geometri dan gaya tetap punya hak suara.
Jika Anda sedang memvalidasi desain tertentu, grade material, atau batas mesin, inilah tahap di mana kendala dunia nyata—kapasitas tonase yang tersedia, stok alat, dan metode pembentukan—harus diperiksa bersama. CN-HAWE mendukung solusi pembentukan dan pelat logam berbasis CNC sepenuhnya serta berinvestasi besar dalam penelitian dan pengembangan di area press brake dan peralatan cerdas, menjadikannya mitra yang praktis untuk meninjau perhitungan tonase, pemilihan cetakan V, dan kelayakan proses terhadap kondisi produksi Anda sebenarnya. Untuk diskusi teknis atau penawaran, Anda dapat menghubungi CN-HAWE di sini.
Ketika Anda mendengar “rasio 8:1” digunakan dengan benar, itu bukan 8× ketebalan. Ini kira-kira V ≈ 8 × JR, yang sejalan dengan hubungan 16% itu (karena 1 ÷ 0,16 ≈ 6,25 dan variasi di dunia nyata mendorongnya mendekati 8 tergantung pada material dan penetrasi).
Rasio itu hanya bekerja jika metode pembentukan Anda adalah pembentukan udara dan material Anda berperilaku mendekati kurva regangan tersebut. Pembentukan bawah atau coining memutus hubungan ini karena sudut cetakan dan jari-jari punch menjadi pengendali utama.
Jadi gagasan 8:1 bukanlah sesuatu yang buruk.
Itu hanya dilekatkan pada variabel yang salah.
Dan setelah Anda memilih V dari jari-jari, Anda masih belum menjawab pertanyaan yang membuat mesin press tetap hidup:
Bisakah perkakas dan mesin Anda menahan beban?
Saya pernah melihat pekerjaan pelat 0,250 inci yang ditentukan dalam cetakan sempit yang dihitung lebih dari 150 ton total pada rem 10 kaki yang berkapasitas 135. Perhitungannya benar untuk radiusnya. Mesinnya tidak peduli.
Tonnase pembengkokan udara naik saat bukaan V mengecil. Gandakan ukuran V dan Anda hampir mengurangi kebutuhan tonnase setengahnya. Itu karena bentangan yang lebih sempit memusatkan gaya pada lengan tuas yang lebih pendek. Cetakan menjadi seperti jembatan yang lebih pendek yang menanggung beban truk yang sama.
Jadi setelah Anda memilih ukuran V dari target IR Anda, hitung ton per kaki untuk ketebalan dan bukaan V tersebut. Bandingkan dengan:
(Dan jika Anda melakukan pembentukan bawah, kalikan tonnase pembengkokan udara Anda secara signifikan — sering kali 2× atau lebih — karena luas kontak dan penetrasi meningkatkan beban.)
Di sinilah argumen “kami hanya menyimpan cetakan 0,500, 1,000, dan 2,000 inci” menjadi tidak relevan. Ya, Anda bisa menangani banyak pekerjaan dengan itu. Tapi Anda juga diam-diam bisa menekan perkakas secara berlebihan atau berada di ambang retak pada bagian berkekuatan tinggi dan menyebutnya “variasi normal.”
Rasanya nyata saat Anda telah memecahkan pelat pengerasan senilai beberapa ratus dolar dan harus menjelaskannya kepada bagian pembelian.
Jadi alurnya sederhana, tapi tidak berarti dangkal:
Lakukan itu, dan pintasan 8× ketebalan berhenti mengendalikan bengkel Anda.
Sekarang masih ada satu kendala lagi yang bisa merusak pengaturan yang telah dihitung dengan sempurna ini — dan itu tidak ada hubungannya dengan kekuatan.
Anda bisa memiliki nilai luluh yang benar, radius dalam yang tepat, bukaan V yang dihitung dari 0,16 × V, dan tonnase yang aman di bawah rating mesin Anda — namun tetap membuang bagian tersebut.
Saya melihat sebuah braket stainless 304 tebal 0,125 inci dijalankan di dalam V-die 1,000 inci yang benar-benar masuk akal. Radiusnya keluar sebesar 0,160. Tonnagenya nyaman. Permukaannya tidak retak. Tapi cetakannya meminta flensa 0,375 inci. Setiap potongan keluar pendek pada panjang kaki dan berlebihan pada sudutnya, seolah rem-nya memiliki kehendak sendiri.
Tidak demikian.
Flensa tersebut terlalu pendek untuk geometri die-nya.
Ketika kaki secara fisik tidak dapat duduk rata di bahu die selama proses tekuk, lembaran berhenti berperilaku seperti bentangan yang didukung dan mulai berperilaku seperti papan loncat. Perhitungan reganganmu tidak berubah. Kondisi penopangmu yang berubah. Dan geometri akan selalu menang dalam pertarungan itu.
Jadi, jika kekuatan bukan titik kegagalannya, lalu apa?
Letakkan kaliper pada V-die 1,000 inci. Dari garis tengah ke setiap bahu adalah 0,500 inci. Saat kamu melakukan air bending, material menyentuh di dekat bahu tersebut ketika punch menekan ke bawah. Area kontak itulah penopangmu.
Sekarang bayangkan mencoba menekuk flensa 0,375 inci dengan die yang sama. Separuh dari V (0,500 inci) sudah lebih lebar dari seluruh kaki. Tidak ada penopang bahu yang stabil. Material jatuh ke dalam V sebelum tekukan benar-benar terbentuk.
Kamu akan terus mengejar sudutnya sepanjang hari.
Karena yang terjadi bukanlah springback. Ini adalah pergeseran geometri. Blanko bergeser lebih dalam ke dalam die saat beban diterapkan. Garis tekuk efektifnya berpindah. Itulah mengapa pengukuran sudutmu berubah-ubah meskipun tonnage tetap konsisten.
Kesalahan sudut terlihat seperti masalah material.
Namun sering kali merupakan masalah panjang kaki.
Dan di sinilah kelompok 8× tebal terjebak. Kamu sudah memilih V dengan benar berdasarkan yield dan target IR. Bagus. Tapi tidak ada yang bertanya apakah flensa itu secara fisik dapat ada di dalam V tersebut.
Jadi bagaimana kamu tahu sebelum menekan tombol siklus mulai?
Berikut cara praktisnya.
Untuk air bending, flensa minimum kira-kira 0,7 × bukaan V. Beberapa bengkel menggunakan 0,6 × V. Ada juga yang bermain aman di 0,8 × V. Tapi jika kamu di bawah 0,6 × V, kamu sedang berjudi.
Ambil V 1,000 inci itu.
0,7 × 1,000 = flensa minimum 0,700 inci untuk penopangan yang stabil.
Sekarang bandingkan dengan flensa 0,375 inci pada cetakan. Kamu hanya berada di 0,375 × V. Kaki tersebut tidak akan pernah bisa duduk dengan baik di bahu selama pembentukan.
Lalu apa yang dilakukan operator? Ia mengganti ke V-die 0,625 inci. Itu melanggar aturan lama 8× tebal untuk material 0,125 inci (0,625 ÷ 0,125 = 5×). Tapi secara geometris?
0,7 × 0,625 = flens minimum 0,437 inci.
Sekarang kaki berukuran 0,375 inci milikmu masih rapat — tetapi setidaknya sudah berada dalam batas dukungan fisik.
Inilah masalahnya.
Mempersempit cetakan itu tidak hanya memperbaiki geometri. Itu meningkatkan tonase secara drastis. Pada baja A36 setebal 0,250 inci, saya mengukur kira-kira 300 ton per 10 kaki dalam V berukuran 1,500 inci dibanding sekitar 139 ton dalam V berukuran 3,000 inci. Memotong bentangan menjadi separuh membuat beban naik lebih dari dua kali lipat. Fisika yang sama juga berlaku pada ketebalan yang lebih ringan.
Kamu menyelesaikan masalah dukungan flens namun diam-diam menambah beban pada mesin pengereman.
Begitulah cara “perbaikan cepat” berubah menjadi limbah mahal atau lebih buruk lagi, peralatan mahal yang rusak.
Dan jika flensnya bahkan lebih pendek?
Ketika flens terlalu pendek, ia tidak hanya kehilangan dukungan. Ia bisa miring masuk ke dalam V saat pukulan menekan.
Kamu akan melihat bekas gesekan mengilap di sepanjang salah satu bahu. Itu bukan sekadar tampilan. Itu menunjukkan lembaran berputar saat jatuh ke dalam cetakan. Garis tekukan bergeser ke dalam, secara efektif memendekkan kakimu melebihi panjang hasil perhitungan yang sudah kamu buat.
Sekarang pola datarmu salah — meskipun perhitungan pengurangan tekukanmu benar.
Di sinilah model gaya yang lebih baru menjadi penting. Pengujian dunia nyata pada aluminium SPCC dan 1100-O menunjukkan bahwa beban tekuk aktual sering kali melebihi nilai pada grafik dalam kondisi kontak yang tidak ideal. Selip adalah salah satu kondisi tersebut. Kamu mendapatkan tekanan titik alih-alih kontak bahu yang rata. Tekanan lokal meningkat. Goresan meninggi. Prediksi gaya menjadi tidak akurat.
Jadi, flens minimum bukan sekadar saran.
Itu adalah persyaratan stabilitas.
Namun katakanlah flensmu memenuhi aturan 0,7 × V. Kamu mendapat dukungan. Sudutnya konsisten. Ada masalah geometri lain yang diam-diam muncul — terutama saat kamu mencoba menjadi “efisien” dengan rak perkakasmu.
Saya menyukai blok Multi-V. Mereka menghemat ruang. Kamu bisa beralih dari 0,500 ke 0,750 ke 1,000 dalam satu alat.
Tapi ukur mereka.
Bahu pada blok Multi-V lebih sempit. Bagian datar di antara bukaan yang berdekatan lebih tipis. Di bawah beban — terutama di atas 20 ton per kaki — mereka lebih mudah melengkung dibandingkan Single-V khusus dengan bukaan yang sama.
Pelonggaran ini mengubah lebar V efektifmu di bawah tekanan.
Dan itu mengubah radius Anda.
Jalankan A36 setebal 0,187 inci di bukaan terkecil dari blok multi-V yang diberi nilai untuk pelat tipis. Anda akan mendapatkan variasi sudut di sepanjang panjangnya yang tidak akan Anda lihat pada cetakan tunggal padat 0,750 inci.
Mengapa?
Karena di batas ekstrem dari peringkatnya, badan cetakan melentur secara mikroskopis. Lenturan itu memperlebar bukaan saat diberi beban. V yang lebih lebar berarti radius bagian dalam yang lebih besar. Radius yang lebih besar berarti pantulan balik (springback) yang lebih banyak. Jadi kedalaman yang Anda programkan tidak lagi sama dengan sudut target Anda.
Hal ini halus. Satu derajat di sini. Satu setengah derajat di sana.
Pada pekerjaan dengan toleransi ±0,5°, itu adalah barang scrap.
Ini tidak berarti blok multi-V itu buruk. Tapi ini adalah pengalaman bengkel, bukan hukum universal — mereka bekerja dengan baik di tengah rentang kerjanya. Dorong mereka ke batas dan geometri mulai bergeser.
Jadi kapan Anda berhenti menjadi fleksibel?
Jika gambar kerja mensyaratkan panjang flensa ±0,010 inci dan sudut ±0,5° pada stainless 304 setebal 0,125 inci, dan Anda menjalankan 15–20 ton per kaki, beli cetakan khususnya.
Satu V sebesar 0,875 inci atau 1,000 inci dengan massa penuh di bawahnya akan mempertahankan geometri lebih baik saat dibebani. Lebih sedikit defleksi. Radius lebih konsisten. Pantulan balik lebih dapat diprediksi.
Ya, biayanya lebih mahal di awal.
Begitu juga dengan membuat ulang produksi 200 buah karena 30 bagian terakhir keluar dari toleransi saat cetakan menghangat dan melentur.
Dan ketika panjang flensa dan massa cetakan masih belum cukup?
Beberapa bagian tidak hanya menantang Anda pada kekuatan atau panjang flensa. Mereka juga menantang pada permukaan, pantulan balik, atau keduanya.
Saat itulah cetakan V standar berhenti menjadi alat yang tepat.
Lembaran kosmetik 5052 setebal 0,090 inci dengan permukaan disikat akan menunjukkan setiap bekas bahu. Anda bisa melebarkan V untuk mengurangi tekanan, tetapi itu meningkatkan radius dan pantulan balik. Sekarang sudut Anda berubah-ubah.
Cetakan rol mengubah kondisi kontak. Alih-alih meluncur di atas bahu tetap, materialnya berputar. Gesekan lebih rendah. Lebih sedikit bekas. Kurva gaya lebih konsisten.
Inskrusi urethane menyebarkan beban ke permukaan yang lebih luas, mengurangi tekanan puncak tanpa memaksa Anda menggunakan V yang terlalu besar. Geometri tetap mendekati radius yang Anda hitung.
Sekarang Anda sedang mengelola mekanika kontak, bukan hanya lebar bentangan.
Tuas berbeda. Tujuan sama.
Ambil material 0,187 inci 80.000 PSI yang melenting kembali 6–8 derajat dalam V standar 90°. Anda bisa melakukan overbend dengan kedalaman, tapi penetrasi meningkat dan tonase pun ikut naik.
V-die tajam 30° atau 60° mengubah geometri bottoming tanpa sepenuhnya melakukan coining. Dinding die berinteraksi lebih awal. Anda mengendalikan springback dengan batasan sudut, bukan dengan kekuatan semata.
Ya, tonase meningkat (perhatikan ton per kaki), tetapi Anda menukar kedalaman untuk kontrol sudut. Pada bagian dengan yield tinggi, itu bisa berarti perbedaan antara sudut 90° yang stabil dan terus mengejarnya sepanjang giliran kerja.
Pada titik ini, polanya seharusnya sudah jelas.
Kekuatan luluh memberi tahu seberapa ketat Anda bisa menekuk tanpa retak. Tonase memberi tahu apakah mesin dapat bertahan. Panjang flange memberi tahu apakah bagian tersebut secara fisik dapat duduk di dalam die. Geometri alat memberi tahu apakah pengaturan itu akan mempertahankan toleransi di bawah beban.
Abaikan salah satu dari mereka, dan Anda kembali membuat limbah mahal — bahkan dengan perhitungan regangan yang sempurna.
Jadi alur kerja yang sebenarnya bukanlah “8× ketebalan.”
Ini adalah kapasitas regangan, kapasitas beban, dan dukungan fisik — dalam urutan itu.
Anda menginginkan alur kerjanya.
Bukan rasio. Bukan “8×.” Urutan yang menjaga baja tahan karat 304 tebal 0,125 inci agar tidak menjadi limbah mahal sambil tetap mempertahankan ±0,5° dan ±0,010 inci pada flange.
Inilah perubahannya: berhenti memilih bukaan V seolah-olah itu celah untuk diisi. Mulailah memilihnya layaknya Anda menetapkan kapasitas beban pada jembatan. Lembaran adalah jalan raya. Kekuatan luluh adalah bebannya. Bukaan V adalah bentangannya. Jika bentang terlalu kecil untuk beban, sesuatu akan retak. Jika terlalu besar, jalan rayanya melendut — radius Anda bertambah, springback meningkat, sudut menjadi tidak stabil.
Jadi keputusan hanya berjalan satu arah:
Itulah urutannya. Langgar, dan kamu kembali berjudi.
Mengapa memulai dari sana?
Karena logam tidak peduli dengan aturan praktismu. Ia bereaksi terhadap regangan.
“Material first” tidak berarti “ketebalan terlebih dahulu.”
Artinya kekuatan luluh terlebih dahulu.
Jika kamu memberikan saya A36 0,187 inci dan 304 stainless 0,187 inci, dan kamu menyuruh saya menggunakan V 1,500 inci yang sama karena “itu yang selalu kami pakai,” saya sudah tahu salah satu bagian itu berisiko. Ketebalan sama. Kapasitas regangan berbeda. Springback berbeda. Tonnase per kaki berbeda.
Tapi itu sejarah bengkel, bukan hukum universal — 8× bekerja baik pada baja ringan 36.000–60.000 PSI saat kamu tidak mengejar toleransi ketat. Jebakannya adalah menganggap keberhasilan itu berlaku untuk stainless atau pelat tahan abrasi 70.000–90.000 PSI.
Jadi daftar periksa dimulai seperti ini:
Sekarang kamu punya batasan.
Tanpa itu, kamu menjelajahi perkakas seolah-olah ini masalah katalog, bukan masalah regangan.
Mari kita buat lebih konkret.
Misalnya gambar teknik meminta stainless 304 0,125 inci, 90°, radius dalam maksimum 0,125 inci, ±0,5°, panjang flange 0,750 inci.
Langkah satu: jari-jari menentukan V dalam pembengkokan udara. Untuk kebanyakan baja, jari-jari dalam biasanya sekitar 0,16 × V. Jadi jika saya menginginkan jari-jari dalam sekitar 0,125 inci:
0,125 ÷ 0,16 ≈ 0,781 inci V.
Alat nyata terdekat adalah 0,750 atau 0,875.
Sekarang periksa realitas regangan. 304 dapat mentoleransi jari-jari dalam sekitar 1× ketebalan pada banyak temper tanpa retak. 0,125 pada 0,125 adalah 1T. Kita berada di zona yang dapat bertahan.
Sekarang tonase. V yang lebih sempit meningkatkan ton per kaki. Jika V 0,750 inci itu mendorong saya di atas, katakanlah, 18–20 ton per kaki pada material ini (periksa tabelmu), saya harus memastikan dies dan mesin press memiliki kapasitas untuk itu. Saya pernah melihat pekerjaan stainless tebal 0,125 inci membuat multi-V ringan mekar karena seseorang mengabaikan rating per kaki dan hanya melihat total tonase.
Kemudian panjang flange. 0,7 × 0,750 = 0,525 inci minimum. Gambar meminta 0,750 inci. Kita sudah didukung.
Sekarang — dan hanya sekarang — saya membuka lemari.
Perhatikan apa yang tidak terjadi.
Kita tidak pernah mengatakan “8× ketebalan.” Kita mengatakan, “Regangan apa yang bisa material ini tahan, dan V berapa yang menghasilkan regangan itu?”
Itu adalah kendali.
Sebagian besar operator menyalahkan kedalaman atau kompensasi springback terlebih dahulu.
Kadang mereka salah.
Retak pada garis tekukan di stainless?
Periksa jari-jari dalam sebenarnya yang kamu buat. Jika kamu mengambil V 1,000 inci pada 304 tebal 0,125 inci karena “terasa lebih aman,” jari-jari mengambang di sekitar 0,160 inci. Itu memang mengurangi risiko retak — tapi meningkatkan springback. Jadi kamu menekan lebih dalam untuk mengejar 90°. Lebih dalam berarti penetrasi lebih besar, tekanan kontak lebih tinggi di bahu, dan kadang overstrain terlokalisasi.
Retaknya bukan karena terlalu sempit.
Retaknya terjadi karena kehilangan kendali atas jalur regangan.
Bekas bahu berat pada 5052 0,090 inci yang bersifat kosmetik?
Sebelum kamu menyalahkan hasil akhir punch, tanyakan apakah V terlalu sempit untuk kekuatan luluhnya. V yang sempit berarti tekanan kontak lebih tinggi. Tekanan meninggalkan bekas. Melebar V mengurangi bekas tetapi memperbesar jari-jari. Jika toleransi sudut sangat ketat, kompromi itu muncul sebagai ketidakkonsistenan di seluruh batch.
Sudut yang tidak konsisten dari kiri ke kanan pada bagian panjang?
Jika Anda berada di batas atas dari rating tonase multi-V die, bodinya akan melengkung. Bukaan die secara efektif melebar di bagian tengah saat diberi beban. V yang lebih lebar di tengah berarti radius lebih besar, pegas balik lebih banyak, sudut lebih terbuka.
Itu bukan masalah kedalaman.
Itu adalah defleksi bentang.
Saat Anda melihat gejalanya, ajukan satu pertanyaan: apakah bukaan V memaksa material ke dalam kondisi regangan atau beban yang tidak dapat dipertahankan secara konsisten?
Jika ya, solusinya bukan menambah langkah penekanan.
Itu adalah bentang yang berbeda.
Anda tidak sedang melipat lembaran.
Anda sedang mengarahkan aliran material di antara dua bahu sambil tetap berada dalam batas regangnya dan batas beban mesin Anda.
Itu adalah masalah kendali, bukan masalah celah.
Pola pikir katalog berkata: material 0,125 inci → V 1,000 inci → selesai.
Pola pikir regangan berkata: Radius apa yang saya butuhkan? V berapa yang menghasilkan itu? Berapa ton per kaki yang dibutuhkan? Apakah bodi die saya dapat menahannya tanpa melengkung? Apakah flens secara fisik dapat duduk stabil pada 0,7 × V atau lebih?
Urutan ini mengubah proses penekukan dari kebiasaan menjadi rekayasa.
Dan setelah Anda menjalankan pekerjaan dengan cara itu selama setahun, sesuatu berubah. Anda berhenti bertanya, “V apa yang biasanya kita gunakan?” dan mulai bertanya, “Regangan apa yang saya ciptakan?”
Itulah satu hal yang harus dibawa ke depan.
Logam tidak tahu aturan Anda. Ia hanya tahu tegangan yang Anda berikan padanya.
Kendalikan regangan, dan sisanya — tonase, sudut, toleransi, umur alat — akan mengikuti di belakangnya.


















