

لقد شاهدت دعامة من الفولاذ المقاوم للصدأ 304 بسُمك 0.125 بوصة تنقسم تماماً عند نصف القطر الخارجي في قالب على شكل حرف V بمقاس 1.000 بوصة. نفس الإعداد كان قد استخدم للتو فولاذ A36 بسُمك 0.125 بوصة طوال الصباح دون أي علامة. نفس القالب (punch). نفس المقياس الخلفي. نفس قاعدة “8× السُمك”.
انثنت مادة واحدة بشكل نظيف. بينما تحولت الأخرى إلى خردة باهظة الثمن.
إذا كانت القاعدة سليمة، فلماذا فشلت في اللحظة التي استبدلنا فيها الألواح؟
تقول قاعدة “8× السُمك”: خذ سُمك مادتك، واضربه في ثمانية، واختر فتحة القالب (V-opening) تلك، وابدأ العمل. بالنسبة لمادة بسُمك 0.125 بوصة، فهذا يعني قالباً بمقاس 1.000 بوصة. بسيطة. سريعة. وعادة ما تكون جيدة.
عادةً.
ما لا يكتبه أحد في ورقة الإعداد هو التفاصيل الدقيقة: تلك القاعدة وُلدت حول فولاذ طري بقوة شد تبلغ 60,000 رطل لكل بوصة مربعة في الثني الهوائي. غيّر القوة، وستغير الإجهاد في الألياف الخارجية. غيّر الإجهاد، وستغير ما إذا كان الجزء سينثني—أو يتشقق.
إذن ما الذي تفترضه القاعدة بالضبط؟
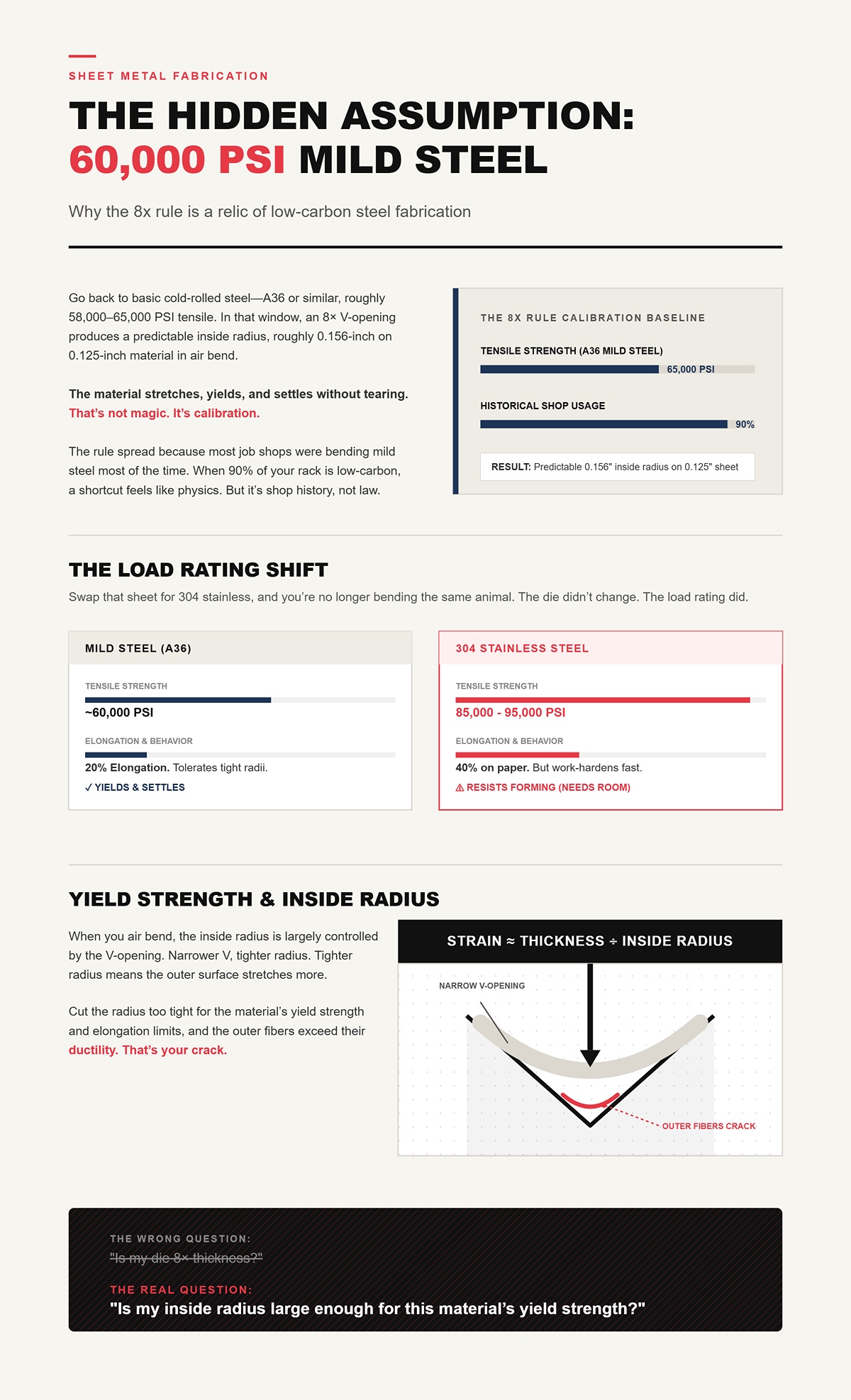
عد إلى الفولاذ المدرفل على البارد الأساسي—A36 أو ما يشابهه، بقوة شد تبلغ تقريباً 58,000–65,000 رطل لكل بوصة مربعة. في هذا النطاق، تنتج فتحة V بمقدار 8× نصف قطر داخلي يمكن التنبؤ به، يبلغ تقريباً 0.156 بوصة على مادة بسُمك 0.125 بوصة في الثني الهوائي. تتمدد المادة، وتخضع، وتستقر دون تمزق.
هذا ليس سحراً. إنه معايرة.
انتشرت القاعدة لأن معظم ورش العمل كانت تثني الفولاذ الطري معظم الوقت. عندما يكون 90% من مخزونك منخفض الكربون، يبدو الاختصار وكأنه قانون فيزيائي. لكنه تاريخ ورشة عمل، وليس قانوناً كونياً.
استبدل ذلك اللوح بفولاذ مقاوم للصدأ 304 بقوة شد تبلغ 85,000–95,000 رطل لكل بوصة مربعة، ولن تعود تثني نفس المادة. القالب لم يتغير. لكن تصنيف الحمل قد تغير.
وتصنيف الحمل هو كل شيء.
عندما تقوم بالثني الهوائي، يتم التحكم في نصف القطر الداخلي إلى حد كبير بواسطة فتحة V. كلما ضاقت فتحة V، أصبح نصف القطر أكثر إحكاماً. ونصف القطر الأكثر إحكاماً يعني أن السطح الخارجي يتمدد أكثر.
يتناسب الإجهاد على الألياف الخارجية تقريباً مع السُمك مقسوماً على نصف القطر الداخلي. إذا جعلت نصف القطر ضيقاً جداً بالنسبة لقوة خضوع المادة وحدود الاستطالة، فإن الألياف الخارجية تتجاوز ليونتها. هذا هو سبب التشقق.
قد يتحمل الفولاذ الطري استطالة بنسبة 20%. قد يعلن الفولاذ المقاوم للصدأ 304 عن استطالة بنسبة 40% على الورق، لكنه يتصلد بالتشغيل بسرعة ويقاوم التشكيل تحت أنصاف أقطار أكثر إحكاماً ما لم تمنحه مساحة. الفولاذ عالي القوة؟ أقل تسامحاً بكثير.
إذن السؤال الحقيقي ليس “هل قالبي يساوي 8× السُمك؟”
السؤال هو: “هل نصف القطر الداخلي لدي كبير بما يكفي لقوة خضوع هذه المادة؟”

تخيل الصفيحة وهي تغطي أكتاف القالب كجسر بين دعامتين. يقوم رأس الضغط (البنش) بدفع المركز للأسفل. كلما ضاقت المسافة، أصبح المنحنى أكثر حدة.
اجعل ذلك المنحنى حاداً، وستقطع الألياف الخارجية مسافة أطول من الألياف الداخلية. إنها تتمدد. وبعد تجاوز حد الخضوع، تتشوه لدنياً. وإذا ضغطت أكثر، يحدث لها تخصر (عنق). وإذا ضغطت أكثر، فإنها تنقسم.
بالنسبة للفولاذ الطري بسمك 0.125 بوصة في قالب V مقاس 1.000 بوصة، يظل الإجهاد ضمن نطاق آمن. أما إذا وضعت فولاذ 304 بسمك 0.125 بوصة في نفس القالب مقاس 1.000 بوصة، فأنت تطلب من مادة ذات قوة خضوع أعلى أن تتمدد لنفس نصف القطر الضيق. إنها تقاوم أكثر، وترتد للخلف أكثر، وتتركز الضغوط بشكل أقوى عند خط الانحناء.
تلك هي فجوة الإجهاد—الفرق بين ما يتطلبه القالب وما يمكن للمادة تحمله.
إذا أغلقت تلك الفجوة بشكل خاطئ، فستحصل على خردة باهظة الثمن.
خذ فولاذًا طريًا بسمك 0.125 بوصة وقوة 60,000 رطل لكل بوصة مربعة، وفولاذًا عالي القوة بسمك 0.125 بوصة وقوة 100,000 رطل لكل بوصة مربعة. السماكة متطابقة. قاعدة 8× تعطي كلاهما قالب V مقاس 1.000 بوصة.
لكن الصفيحة ذات القوة الأعلى تتطلب ضغطاً أكبر لتصل إلى حد الخضوع. للحفاظ على إجهاد الألياف الخارجية ضمن الحدود، يجب عليك زيادة نصف القطر الداخلي. في الثني الهوائي (Air bending)، تعني زيادة نصف القطر الداخلي توسيع فتحة القالب V—ربما إلى 10 أضعاف أو حتى 12 ضعف السماكة اعتماداً على الدرجة.
نفس السماكة. قالب أعرض.
يبدو هذا خاطئاً إذا كنت قد حفظت قاعدة 8× كحقيقة مطلقة. لكنه يبدو صحيحاً عندما تتسبب في كسر ألواح مقواة بمئات الدولارات وتضطر لشرح ذلك لقسم المشتريات.
وتوسيع القالب يغير أكثر من مجرد نصف القطر.
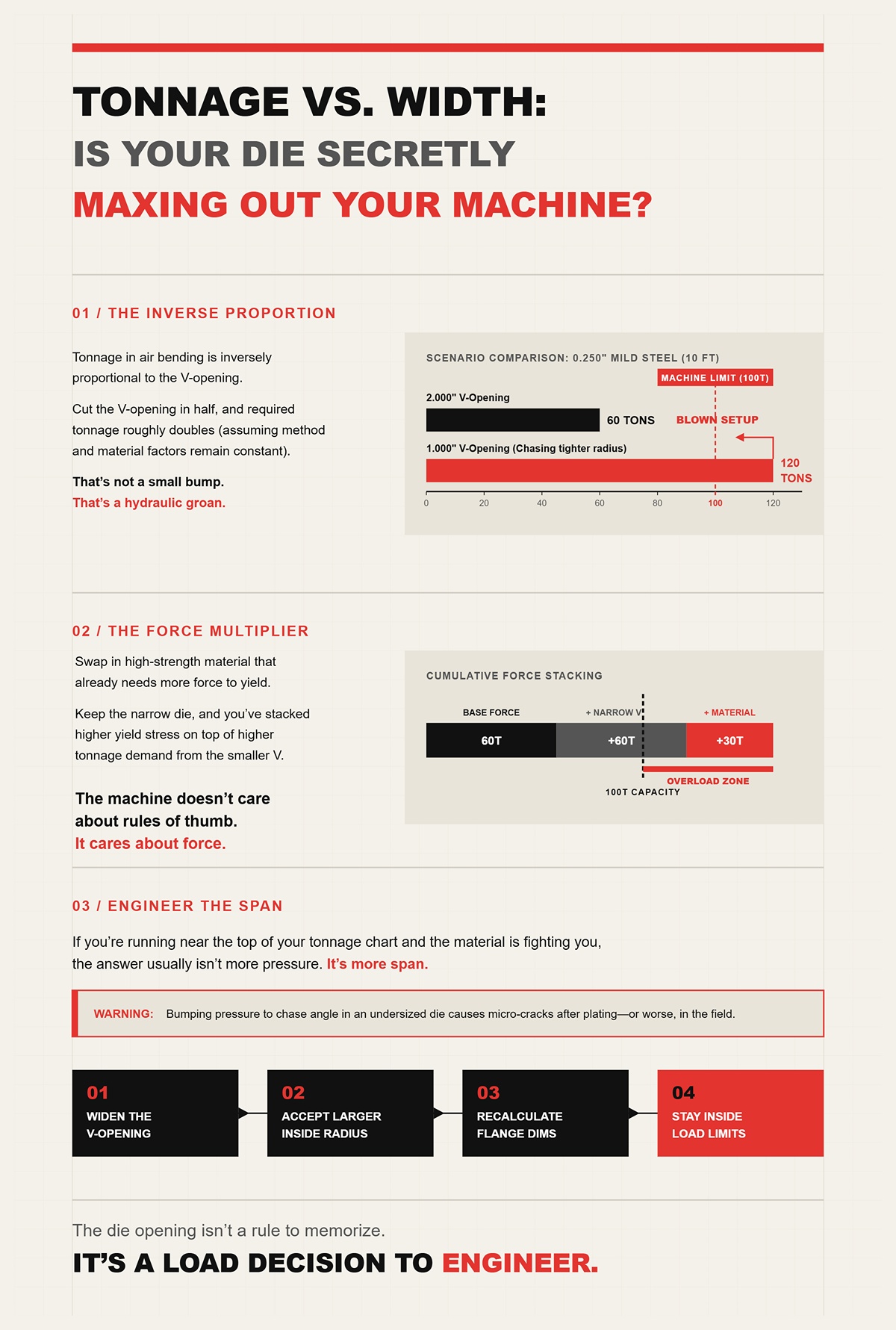
إليك ما يغفله المشغلون: الحمولة في الثني الهوائي تتناسب عكسياً مع فتحة القالب V.
إذا قللت فتحة القالب V إلى النصف، فإن الحمولة المطلوبة تتضاعف تقريباً (بافتراض ثبات معامل الطريقة ومعامل المادة). هذه ليست زيادة بسيطة. هذا يعني أزيزاً هيدروليكياً.
لنفترض أنك تثني فولاذًا طريًا بسمك 0.250 بوصة في قالب V مقاس 2.000 بوصة وتعمل بحمولة 60 طناً على طول 10 أقدام. إذا انتقلت إلى قالب V مقاس 1.000 بوصة سعياً لنصف قطر أضيق، فأنت تقترب من 120 طناً (تحقق من جدولك قبل المحاولة). على آلة سعة 100 طن، هذه ليست نظرية. هذا يعني فشل الإعداد.
الآن استبدل ذلك بمادة عالية القوة تحتاج بالفعل إلى قوة أكبر للخضوع. إذا احتفظت بالقالب الضيق، فقد جمعت بين إجهاد خضوع أعلى وطلب حمولة أعلى ناتج عن القالب الأصغر.
لا تهتم الآلة بالقواعد العامة، بل تهتم بالقوة.
لقد رأيت مشغلين يرفعون الضغط لضبط الزاوية في الفولاذ المقاوم للصدأ باستخدام قالب صغير الحجم. تصبح الزاوية صحيحة، ويبدو الجزء جيداً، ثم تظهر تشققات دقيقة بعد الطلاء، أو الأسوأ من ذلك، أثناء الاستخدام الميداني.
إذا كنت تعمل بالقرب من الحد الأقصى لقدرة التحمل (الحمولة) الخاصة بك وكانت المادة تقاومك، فإن الحل عادة ليس زيادة الضغط.
بل زيادة المسافة (الفتحة).
قم بتوسيع فتحة القالب (V-opening). اقبل بنصف قطر داخلي طبيعي أكبر. أعد حساب أبعاد الحافة. ابقَ ضمن حدود إجهاد المادة وحدود حمولة آلتك.
بحلول نهاية هذا، يجب أن تشعر بعدم الارتياح عند اللجوء إلى قاعدة 8× السماكة دون التحقق من قوة الخضوع أولاً.
جيد.
لأن فتحة القالب ليست قاعدة يجب حفظها.
بل هي قرار يتعلق بالحمل يجب هندسته.
لقد شاهدت قطعة من الفولاذ المقاوم للصدأ 304 بسماكة 0.125 بوصة يتم ثنيها في ثلاثة قوالب مختلفة—فتحة V بمقاس 0.750 بوصة، و1.000 بوصة، و1.500 بوصة—باستخدام نفس السندان، ونفس مكبس الثني، ونفس المشغل. تغير نصف القطر الداخلي لدرجة أن الجزء لم يعد يتناسب مع نفس كتلة القياس مرتين. لم يتغير أي شيء آخر، فقط فتحة الـ V.
إذن، إذا كانت قاعدة 8× السماكة غير موثوقة، فكيف تختار القالب فعلياً؟
تبدأ بفهم ما يفعله القالب حقاً. في الثني الهوائي (Air bending)، لا تعمل فتحة الـ V كـ “حامل”. إنها تمثل امتداد الجسر. تستقر الصفيحة على أكتاف القالب، ويقوم السندان بدفع المنتصف للأسفل. هذا الامتداد يحدد مدى ضيق الانحناء الذي يجب أن تصل إليه المادة لتصل إلى 90 درجة. غيّر الامتداد وستغير الانحناء. غيّر الانحناء وستغير إجهاد الألياف الخارجية، والحمولة، والارتداد المرن. هذا ليس رأياً، بل هي ميكانيكا.
وبمجرد أن تدرك ذلك، ستتوقف عن طرح سؤال “ما هي القاعدة؟” وتبدأ بطرح سؤال “ما هو نصف القطر الذي يخلقه هذا الامتداد؟”
خذ فولاذًا طرياً بسماكة 0.125 بوصة في فتحة V بمقاس 1.000 بوصة. في الثني الهوائي، لن تحصل على نصف قطر داخلي بمقاس 0.031 بوصة لأن رأس السندان حاد. ستحصل على نصف قطر داخلي يبلغ تقريباً 0.125 بوصة. “تطفو” المادة بين أكتاف القالب وتستقر في منحناها الخاص.
ذلك المنحنى ليس عشوائياً.
تشكل المادة نصف قطر طبيعي بناءً على مدى تباعد تلك الأكتاف. فتحة V أوسع تعني نصف قطر طبيعي أكبر. فتحة V أضيق تعني نصف قطر طبيعي أضيق. أنت لا تختار قالباً “ليناسب” السماكة، بل تختار قالباً لإنتاج نصف قطر داخلي محدد سواء أدركت ذلك أم لا.
وهذا يعني أنه إذا كان المخطط يتطلب نصف قطر داخلي بمقاس 0.250 بوصة في مادة بسماكة 0.125 بوصة، فأنت لا تبدأ بالسماكة، بل تبدأ بحساب فتحة الـ V التي ستجعل هذا النصف قطر يطفو بشكل صحيح.
إذن، ما هي العلاقة؟
بالنسبة للفولاذ الطري الذي يصل سمكه إلى حوالي 0.500 بوصة، فإن نصف القطر الداخلي في الثني الهوائي يمثل تقريباً 15% إلى 20% من فتحة القالب (V-opening). تبسط العديد من الجداول ذلك إلى R ≈ V ÷ 8 للمواد ذات قوة شد تبلغ 60,000 رطل لكل بوصة مربعة. ومن هنا جاءت القاعدة المختصرة القديمة التي تعتمد على 8 أضعاف السمك. بالنسبة لفولاذ طري بسمك 0.125 بوصة، فإن فتحة V بمقدار 1.000 بوصة مقسومة على 8 تعطيك نصف قطر داخلي يبلغ حوالي 0.125 بوصة.
لكن لاحظ ما يحدث فعلياً. نصف القطر هو دالة لفتحة V أولاً، بينما يأتي السمك في الخلفية.
الآن، انتقل إلى الفولاذ المقاوم للصدأ 304 بقوة شد تتراوح بين 85,000 و95,000 رطل لكل بوصة مربعة. مع نفس فتحة V بمقدار 1.000 بوصة، ستلاحظ غالباً نصف قطر عائم أكبر قليلاً مقارنة بالفولاذ الطري، لأن قوة الخضوع الأعلى تقاوم تشكيل انحناء أكثر ضيقاً. تزداد النسبة المئوية؛ ربما يصبح السلوك أقرب إلى V ÷ 7.5 أو V ÷ 7 اعتماداً على درجة الصلابة. هذا ليس فشلاً في الحسابات، بل هو مقاومة المادة للتشكيل.
المفتاح هو: عندما تغير فتحة V، فإنك تحدد مباشرة نطاق نصف القطر الداخلي. إذا كانت مادتك تتطلب نصف قطر داخلي أدنى يعادل 1× السمك لتجنب التشقق، فأنت تختار فتحة V تنتج ذلك النصف قطر على الأقل. ليس 8 أضعاف السمك لأن جدولاً ما قال ذلك، بل فتحة V تجعل نصف القطر الذي يمكن لمادتك تحمله يطفو.
وهذا يقلب ورقة الإعدادات رأساً على عقب.
لقد أصر بعض المشغلين على أن رأس ثقب بقطر 0.062 بوصة سيجبر صفيحة بسمك 0.250 بوصة موضوعة في فتحة V بمقدار 2.000 بوصة على اتخاذ نصف قطر ضيق. لن يحدث ذلك، ليس في الثني الهوائي.
يلامس رأس الثقب المادة عند القمة، لكن الصفيحة تكون مدعومة عند أكتاف القالب. حتى تصل إلى القاع أو تقوم بعملية السك (coining)، فإن نصف قطر رأس الثقب يكاد يكون غير ذي صلة بنصف القطر الداخلي النهائي. المادة معلقة، وهي تتشكل وفقاً للمسافة بين الأكتاف، وليس وفقاً لرأس الثقب.
لهذا السبب يمكنك التبديل من رأس ثقب حاد إلى رأس بقطر 0.125 بوصة ولا تلاحظ أي تغيير تقريباً في نصف القطر الداخلي إذا ظلت فتحة V كما هي. لقد قمت بذلك على فولاذ A36 بسمك 0.187 بوصة في فتحة V بمقدار 1.500 بوصة. تغيرت الزاوية قليلاً بسبب عمق الاختراق، لكن نصف القطر لم يتأثر.
لذا، عندما يقول شخص ما “أحتاج إلى رأس ثقب أكثر ضيقاً”، فإنه يعني عادةً “لقد اخترت فتحة V خاطئة”.”
وإذا كانت فتحة V هي التي تحدد نصف القطر، فما الذي تغيره أيضاً بصمت؟
اثنِ فولاذ 304 بسمك 0.125 بوصة إلى 90 درجة في فتحة V بمقدار 1.000 بوصة. قد تضطر إلى الثني الزائد إلى 83 درجة لتصل إلى 90 درجة بعد الارتداد المرن. ضع نفس الصفيحة في فتحة V بمقدار 1.500 بوصة، وربما ستضطر الآن إلى الثني الزائد إلى 80 درجة. نفس السمك، نفس المادة، لكن قالب مختلف.
لماذا؟
السبب هو أن الارتداد المرن هو استعادة مرنة. كلما زاد نصف القطر الداخلي، قل الانفعال اللدن وزادت نسبة الطاقة المرنة المخزنة في منطقة الانحناء. فتحة V أوسع ← نصف قطر عائم أكبر ← تشوه لدن أقل مقارنة بالمرن ← ارتداد مرن أكثر.
هذه هي المقايضة.
بالنسبة للفولاذ عالي القوة - لنقل مادة بسمك 0.125 بوصة وقوة شد 100,000 رطل لكل بوصة مربعة - يصبح التأثير أكثر وضوحاً. المادة لديها بالفعل نقطة خضوع عالية ونطاق مرن قوي. ضعها في فتحة V واسعة، ربما 1.500 بوصة أو 1.750 بوصة لحماية نصف القطر الداخلي، وستكون قد قللت الانفعال اللدن بشكل أكبر.
النتيجة؟ قد ترى ارتداداً مرناً بمقدار 4–6 درجات في ثنية بزاوية 90 درجة (راقب جدول الحمولة الخاص بك). يصاب المشغلون بالذعر ويبدأون في زيادة الضغط. الضغط لا يغير المسافة بين الأكتاف، بل يدفع رأس الثقب لعمق أكبر، مما يقترب من الوصول إلى القاع.
كانت فتحة V هي العامل المؤثر الحقيقي طوال الوقت.
تحمي القوالب الأوسع من التشقق عن طريق زيادة نصف القطر الداخلي. لكنها قد تعاقبك بزيادة في التباين الزاوي إذا لم تكن الماكينة، أو محاذاة الأدوات، أو دفعة المواد متسقة. هذا ليس سبباً للذهاب إلى القوالب الضيقة والتسبب في تشقق الحواف. بل هو سبب لفهم التوازن الذي تختاره.
إذن كيف توازن بينهما؟
ابدأ بالحد الأدنى لنصف القطر الداخلي الآمن للمادة بناءً على قوة الخضوع والاستطالة. إذا كان الفولاذ عالي القوة بسمك 0.125 بوصة يحتاج إلى نصف قطر داخلي لا يقل عن 0.187 بوصة للبقاء خارج منطقة الخطر، فاختر فتحة V توفر ذلك - ربما 1.250 بوصة أو 1.500 بوصة اعتماداً على النسبة التجريبية في ورشتك.
ثم تحقق من قيدين.
أولاً: الحمولة. فتحة V الأضيق تعني قوة أعلى. تتناسب الحمولة في الثني الهوائي (Air Bending) عكسياً تقريباً مع فتحة V. إذا قمت بتنصيف فتحة V، فإنك تضاعف القوة المطلوبة تقريباً. أضف ذلك إلى مادة بقوة 100,000 رطل لكل بوصة مربعة وستصل إلى حدود الماكينة بسرعة.
ثانياً: الهندسة. يبلغ الحد الأدنى لطول الحافة عادةً حوالي 0.67× إلى 0.77× من فتحة V لثنية بزاوية 90 درجة. إذا اخترت فتحة V بمقاس 1.500 بوصة، فقد تحتاج إلى حوالي 1.000 بوصة من الساق المستقيمة لمجرد تجاوز أكتاف القالب. إذا كان الرسم الهندسي الخاص بك يمنحك 0.750 بوصة فقط، فإن هذا القالب لن يعمل فعلياً.
الآن أنت تحل مشكلة قيود:
هذا هو اختيار القالب. وليس 8× السماكة.
وبمجرد أن تفهم أن فتحة V تتحكم في نصف القطر الطبيعي وسلوك الارتداد المرن في الثني الهوائي، فأنت مستعد لطرح السؤال التالي غير المريح:
ما الذي يتغير عندما تتوقف عن الثني الهوائي وتبدأ في الثني بالقاع (Bottoming) أو السك (Coining)؟
ما الذي يتغير ميكانيكياً عندما تتوقف عن الثني الهوائي وتبدأ في الثني بالقاع أو السك؟
أنت تتوقف عن السماح للمادة باختيار نصف قطرها.
في الثني الهوائي، يتم تعليق الصفيحة بين أكتاف القالب مثل جسر معلق، ويقوم القالب (Punch) بدفعها إلى منحنى حتى يتغلب التشوه اللدن على الاسترداد المرن. تحدد فتحة V عرض الامتداد. تخضع المادة حيثما تريد، ضمن تلك الهندسة. الارتداد المرن يمكن التنبؤ به لأنك لا تحصر الصفيحة بالكامل أبداً.
الثني بالقاع والسك هما أمران مختلفان تماماً.
إنهما يحولان القالب من مجرد دعم إلى قالب تشكيل.
وعندما تتحول القالب إلى أداة تشكيل، فإن فتحة V الخاطئة لا تمنحك نصف قطر خاطئ فحسب، بل تضاعف القوة والإجهاد ونسبة الهالك المكلف.
في الثني الهوائي، لا يقوم رأس الثني (Punch) بدفع الصفيحة لتلامس جدران وقاع القالب بالكامل. ثلاث نقاط تلامس فقط. هذا كل شيء. كتفا القالب ورأس الثني.
تكون الصفيحة حرة في “تحديد” نصف قطرها الداخلي بناءً على عرض الفتحة وقوة خضوع المادة. ولهذا السبب قد يحدد قالب V مقاس 1.000 بوصة نصف قطر داخلي يبلغ حوالي 0.125 بوصة في الفولاذ الطري، لكنه يتصرف بشكل مختلف في الفولاذ المقاوم للصدأ 304 بسمك 0.125 بوصة. القالب يحدد الحدود، ولا يفرض الشكل.
أنت توجه المادة، ولا تحبسها.
تلك الحرية هي السبب في أن الثني الهوائي يسمح بمجموعة متنوعة من فتحات V لنفس السماكة. يمكنك تشغيل صفيحة A36 بسمك 0.125 بوصة في قالب V مقاس 1.000 بوصة أو 1.250 بوصة، ومع ذلك تنجح في المهمة إذا قمت بإدارة الارتداد المرن وحدود الحافة. تتغير الحمولة (راقب جدولك)، ويتغير نصف القطر، ويتغير الانحناء الزائد، لكن العملية متسامحة لأن الصفيحة لا يتم سحقها لتأخذ شكلاً هندسياً قسرياً.
القالب هو مجرد دعامة.
والدعامات لا تملي الانحناء، بل تسمح به ضمن حدود معينة.
لأنك لا تضع المادة بالكامل داخل القالب، فإن التغييرات الصغيرة في فتحة V تغير نصف القطر المحدد والارتداد المرن بطريقة سلسة ومتناسبة. إذا قمت بتنصيف فتحة V، فإنك تضاعف الحمولة تقريباً. وإذا قمت بتوسيعها، فإنك تزيد من الارتداد المرن. لكن المادة تظل تجد توازنها الخاص بين الإجهاد المرن واللدن.
إنه قابل للتعديل.
يمكنك التعويض عن ذلك بعمق الاختراق، أو تصحيح الزاوية، أو اختبار المواد. حتى لو قمت بتصغير فتحة V قليلاً، فإن الصفيحة لا يتم ضغطها بشكل مسطح مقابل الفولاذ المقسى. قد ترى نصف قطر أضيق وحمولة أعلى، لكنك لا تجبرها تلقائياً على تجاوز حد الإجهاد الخاص بها.
لهذا السبب يبدو الثني الهوائي متسامحاً عندما تتغير قوة خضوع دفعة المواد الخاصة بك بمقدار 5000 رطل لكل بوصة مربعة.
النظام يحتوي على مرونة مدمجة فيه.
ولكن إليك الجزء الذي لا يصرح به معظم المشغلين بصوت عالٍ.
يضحي الثني الهوائي ببعض الدقة الزاوية مقابل تلك المرونة.
لأنك تعتمد على تعويض الارتداد المرن، فإن زاويتك النهائية تعتمد على خصائص مادة ثابتة، وعمق اختراق ثابت، ومكبس يتكرر أداؤه ضمن بضعة أجزاء من الألف من البوصة. في دعامة طيران ذات تفاوتات ضيقة مصنوعة من مادة 7075-T6 بسمك 0.090 بوصة، يظهر هذا التباين بسرعة. يمكنك التحكم في الأمر، لكنك تديره يدوياً.
وهنا يبدأ الثني في قاع القالب (Bottoming) والسك (Coining) في الظهور كخيارات جذابة.
فهما يعدان بـ “تثبيت” الزاوية.
السؤال هو كم تكلفة هذا القفل.
يغير الثني بالقاع شيئاً واحداً يهم أكثر من كل ما عداه.
أنت تدفع المادة إلى تجويف القالب حتى تلامس زاوية القالب، ثم تدفعها متجاوزاً نقطة التلامس الأولية - وعادة ما يتم ضغط منطقة الثني بنسبة إضافية تتراوح بين 10-15% لتقليل الارتداد المرن. الآن، لم تعد الصفيحة تطفو بين الأكتاف، بل أصبحت محشورة داخل الشكل الهندسي.
أنت لم تعد تسمح لنصف القطر بالتشكل بشكل طبيعي.
أنت تجبره على ذلك.
وعندما تجبر المعدن، فإن مقياس الحمولة يقول الحقيقة.
في الثني الهوائي (Air bending)، قد ترى حمولة تتراوح بين 1-2 طن لكل بوصة على فولاذ طري بسمك 0.125 بوصة في فتحة V مقاس 1.000 بوصة. إذا قمت بالثني بالقاع لنفس الإعداد، يمكنك بسهولة مضاعفة أو مضاعفة ذلك الحمل ثلاث مرات اعتماداً على زاوية القالب والاختراق. لم تعد مكبس الثني (Press brake) تهتم بمخطط القواعد العامة الخاص بك، بل تهتم بمساحة التلامس.
الآن تخيل أنك اتبعت قاعدة 8× السماكة واخترت فتحة V ضيقة جداً بالنسبة للحد الأدنى لنصف القطر الداخلي للمادة.
في الثني الهوائي، ربما ظهر ذلك في صورة نصف قطر أكثر ضيقاً وحمولة أعلى - وهو تحذير. أما في الثني بالقاع، فأنت تسحق منطقة الثني في زاوية قالب قد تكون أكثر حدة مما يمكن للمادة تحمله. إن الاختراق الإضافي بنسبة 10-15% “لتثبيت” الزاوية يزيد من إجهاد الضغط عند السطح الداخلي وإجهاد الشد خارج المحور المحايد مباشرة.
هذا هو المكان الذي تنقسم فيه الحواف.
وهناك سبب يجعل مصنعي الأدوات يثبطون العزيمة عن استخدام الثني بالقاع. فعندما تضع المادة بالكامل في قوالب صلبة تحت حمولة مرتفعة، فإن أي عدم تطابق في فتحة V، أو زاوية القالب، أو ليونة المادة ينتقل مباشرة إلى تآكل الأدوات، أو التآكل الاحتكاكي، أو تكسر الأكتاف. ستشعر بذلك حقاً عندما تتلف ما قيمته بضع مئات من الدولارات من الألواح الصلبة وتضطر لتفسير ذلك لقسم المشتريات.
الثني بالقاع يقلل من الارتداد المرن.
كما أنه يقلل من هامش الخطأ لديك فيما يتعلق بفتحة V.
السك ليس مجرد ثني بالقاع تم تكثيفه قليلاً.
إنه نظام مختلف تماماً.
أنت تدفع رأس القالب (Punch) إلى المادة بقوة كافية - غالباً 50 طناً لكل بوصة أو أكثر، مقارنة بـ 1-2 طن في الثني الهوائي - لتشويه منطقة الثني بالكامل عبر السماكة بشكل لدن. أنت لا تقوم بالثني فقط، بل تقوم بالكي. يصبح نصف قطر رأس القالب هو نصف القطر الداخلي لأنك تقوم بإزاحة المادة تحت إجهاد ضغط شديد.
يكاد الارتداد المرن يختفي لأنك تجاوزت حد الخضوع في كل مكان في تلك المنطقة.
ولكن ماذا عن قاعدة 8×؟
لا معنى لها هنا.
في عملية السك (coining)، يجب مواءمة فتحة القالب على شكل حرف V مع هندسة رأس الضغط (punch) وقوة المادة حتى تتمكن المادة من الانسياب دون أن تتشقق أو تدمر الأدوات. إذا كانت الفتحة ضيقة للغاية، فسترتفع حمولة الضغط (tonnage) لتتجاوز سعة الماكينة. وإذا كانت واسعة للغاية، فستفقد الدعم، ويحدث تشوه في الزاوية، أو تترك علامات على القطعة. تتقلص خيارات الهندسة لأن الأدوات يجب أن تتحمل الحمل.
هذا هو السبب في أن عملية السك نادرة في الورش الحديثة. ليس لأنها لا تعمل — فهي تعمل بالتأكيد — ولكن لأنها تتطلب أدوات متخصصة، وآلات صلبة، وإعداداً منضبطاً. إذا أخطأت في اختيار فتحة V هنا، فلن تلاحظ مجرد انحراف في الزاوية.
بل ستسمعه.
صوت حاد يصدر من المكبس، وارتفاع مفاجئ في مقياس الحمولة، وأحياناً كسر في رأس الضغط مما يحول إعداداتك إلى خردة باهظة الثمن.
الثني الهوائي (Air bending) يسمح للمادة بتشكيل نصف قطرها الخاص. أما الثني بالقاع (Bottoming) والسك (coining) فيفرضان نصف قطر محدد.
بمجرد أن تفهم هذا الفرق، يتوقف اختيار القالب عن كونه اختصاراً يعتمد على السماكة، ويصبح قراراً يتعلق بإدارة الأحمال — تماماً مثل تحديد طول جسر ليتناسب مع الوزن الذي يجب أن يحمله.
لذا، إذا كانت طريقة الثني تغير كيفية إنشاء نصف القطر وكيفية تدفق القوة عبر الأدوات، فكيف تحول ذلك إلى طريقة قابلة للتكرار لاختيار فتحة V الصحيحة في كل مرة؟
لقد شاهدت دعامة من الفولاذ المقاوم للصدأ 304 بسماكة 0.125 بوصة تنكسر تماماً عند نصف القطر الخارجي في قالب V مقاس 1.000 بوصة لأن ورقة الإعدادات كانت تنص على “8× السماكة”. لم يخطئ المشغل في شيء. القاعدة كانت خاطئة بالنسبة لهذا الحمل.
إذا كانت طريقة الثني تغير كيفية تدفق القوة، فإن اختيار فتحة V يجب أن يبدأ من تصنيف حمل المادة — أي إجهاد الخضوع (yield strength) الخاص بها — وليس سماكتها. إليك سير العمل الذي أستخدمه في الورشة، وهو نفسه الذي منعني من تحويل المواد إلى خردة باهظة الثمن عند التعامل مع ألمنيوم 7075-T6 والألواح عالية القوة.
اطلب شهادة المادة.
ليس السطر العام “فولاذ مقاوم للصدأ” الموجود في بطاقة العمل. بل إجهاد الخضوع الفعلي من تقرير اختبار المصنع. قد يظهر الفولاذ A36 إجهاد خضوع يبلغ 36,000 رطل لكل بوصة مربعة (PSI). الفولاذ المدرفل على البارد 1018 يمكن أن يصل إلى حوالي 50,000–60,000 PSI. الفولاذ المقاوم للصدأ 304 غالباً ما يكون إجهاد خضوعه بين 30,000–45,000 PSI ولكنه يتصلد بالانفعال بسرعة. ألمنيوم 7075-T6 يبلغ إجهاد خضوعه حوالي 73,000 PSI. درجات الفولاذ عالي القوة ومنخفض السبيكة (HSLA) يمكن أن تتجاوز ذلك بكثير.
يخبرك إجهاد الخضوع بمقدار الضغط الذي يمكن أن تتحمله الألياف الخارجية قبل أن تتمدد بشكل لدن (دائم). كلما كان نصف القطر أضيق، زاد انفعال الألياف الخارجية. تلك هي آلية حدوث الكسر.
ماذا عن معاملات الضرب “6× للألمنيوم، 10× للفولاذ المقاوم للصدأ” المنتشرة في الورش؟ إنها ترجمات تقريبية لإجهاد الخضوع إلى انفعال يمكن تحمله. لكن الألمنيوم ليس نوعاً واحداً. 5052-H32 يُثنى بشكل رائع. 7075-T6 ينكسر إذا نظرت إليه بطريقة خاطئة. نفس السماكة. تحمل انفعال مختلف تماماً.
لكنها مجرد تاريخ للورشة، وليست قانوناً عالمياً.
لذا، أتعامل مع معامل الضرب كتقدير أولي مرتبط بنطاق إجهاد الخضوع، وليس باسم المادة. أقل من 40,000 PSI إجهاد خضوع؟ يمكنك عادةً التعايش مع نسب أضيق. حوالي 60,000 PSI؟ أنت في منطقة الفولاذ الطري الكلاسيكية. أكثر من 70,000 PSI؟ تبدأ بتوسيع القوالب بسرعة لحماية الألياف الخارجية.
إذا لم تبدأ بإجهاد الخضوع، فأنت تخمن بشأن الانفعال. والتخمين بشأن الانفعال هو السبب في تشقق الحواف.
إليك كيف يبدو ذلك من الناحية العملية.
افترض أن لديك ألمنيوم 5052-H32 بسمك 0.125 بوصة. حد الخضوع حوالي 28,000–33,000 رطل لكل بوصة مربعة. تتحمل هذه المادة أنصاف أقطار أكثر ضيقاً، لذا فإن استخدام فتحة V بمقدار 6 أضعاف السمك (0.750 بوصة) في الثني الهوائي غالباً ما يعطي نتائج جيدة.
الآن استبدله بفولاذ مقاوم للصدأ 304 بسمك 0.125 بوصة، بحد خضوع قد يتراوح بين 35,000–45,000 رطل لكل بوصة مربعة، ولكن مع تصلد انفعالي قوي. إذا التزمت بفتحة 0.750 بوصة لأنها “نجحت مع الألمنيوم”، فإن نصف القطر الداخلي سيتقلص، وسيرتفع الإجهاد الخارجي بشكل حاد، وستلاحظ تشققات دقيقة على الأجزاء المصقولة. انتقل نحو فتحة V بمقدار 1.250 بوصة أو 1.500 بوصة وستسترخي المادة.
خذ فولاذ HSLA بسمك 0.125 بوصة وحد خضوع 80,000 رطل لكل بوصة مربعة. إذا حاولت إجباره على الدخول في فتحة V بمقدار 1.000 بوصة لأن الرف منظم في أزواج، فأنت تركز الإجهاد في نصف قطر لا يمكن للمادة تحمله ببساطة. هذه ليست مشكلة سمك، بل مشكلة حد خضوع.
لذا، بمجرد معرفة حد الخضوع، يطرح السؤال التالي نفسه.
ما هو نصف القطر الداخلي الذي يمكن للمادة تحمله دون تمزق؟
لقد رأيت فولاذ A36 بسمك 0.187 بوصة يُثنى لنصف قطر داخلي 0.187 بوصة طوال الوقت. جرب هذه الحيلة مع فولاذ 4140 مصلد مسبقاً بسمك 0.187 بوصة وستجد نفسك تكنس الشظايا.
يتمدد السطح الخارجي للثنية. كلما كان نصف القطر الداخلي أكثر ضيقاً بالنسبة للسمك، زاد إجهاد الشد في الخارج. عندما يتجاوز هذا الإجهاد قدرة المادة على الاستطالة عند حد الخضوع، ستحصل على تشققات. هذه هي الفيزياء.
بالنسبة للثني الهوائي، القاعدة الآمنة للعديد من أنواع الفولاذ التي تبلغ قوة شدها حوالي 60,000 رطل لكل بوصة مربعة هي أن يكون نصف القطر الداخلي مساوياً تقريباً لسمك المادة. ولهذا السبب تعمل القاعدة القديمة “8 أضعاف السمك” أحياناً مع الفولاذ الطري - لأن الثني الهوائي في فتحة V بمقدار 8 أضعاف السمك يميل إلى إنتاج نصف قطر داخلي يقارب 1 ضعف السمك.
ولكن ابتعد عن نطاق قوة الشد هذا وستتغير العلاقة.
تحتاج المواد ذات القوة الأعلى إلى أنصاف أقطار داخلية أكبر بالنسبة للسمك للحفاظ على إجهاد الألياف الخارجية تحت حدود الكسر. ولهذا السبب غالباً ما يتطلب ألمنيوم 7075-T6 نصف قطر يعادل ضعفي السمك أو أكثر لثنية موثوقة بزاوية 90 درجة. تجاهل ذلك وستسمع صوت التشقق قبل أن تراه.
لذا، أنت تختار نصف قطر داخلي مستهدف بناءً على حد الخضوع والليونة - ليس لأن جدولاً ما قال 8 أضعاف السمك، بل لأن قدرة المادة على تحمل الإجهاد تتطلب ذلك.
بمجرد حصولك على نصف القطر المستهدف، تصبح القالب مسألة هندسية.
دعنا نطبق سيناريو حقيقياً.
لديك فولاذ مقاوم للصدأ 304 بسمك 0.125 بوصة، مع توجيه الوجه التجميلي للخارج. بناءً على حد الخضوع والخبرة، تقرر أنك تريد نصف قطر داخلي لا يقل عن 0.125 بوصة للبقاء خارج منطقة التشقق. أي أضيق من ذلك يعني أنك تخاطر بالتشطيب النهائي.
نصف القطر الداخلي 0.125 بوصة هو القيد. إنه يحمي المادة.
الآن يصبح السؤال ميكانيكياً: ما هي فتحة V التي تنتج هذا نصف القطر في الثني الهوائي؟
في عملية الثني الهوائي (Air Bending)، يتم التحكم في نصف القطر الداخلي بشكل أساسي بواسطة فتحة القالب (V-opening)، وليس بواسطة رأس أداة الثني (Punch tip). التقريب الشائع هو أن نصف القطر الداخلي يساوي حوالي 16% من فتحة القالب.
اعكس هذه المعادلة.
إذا كان نصف القطر الداخلي (IR) ≈ 0.16 × فتحة القالب (V)، فإن فتحة القالب (V) ≈ نصف القطر الداخلي (IR) ÷ 0.16.
إذا كنت تريد نصف قطر داخلي بمقدار 0.125 بوصة: فإن فتحة القالب (V) ≈ 0.125 ÷ 0.16 ≈ 0.781 بوصة.
لن تجد قالبًا بفتحة 0.781 بوصة على الرف. ستختار أقرب مقاس قياسي — ربما 0.750 بوصة أو 1.000 بوصة.
الآن قارن النتائج.
0.750 × 0.16 ≈ نصف قطر داخلي 0.120 بوصة. 1.000 × 0.16 ≈ نصف قطر داخلي 0.160 بوصة.
إذا كان التصدع هو مصدر قلقك، فإن فتحة القالب 1.000 بوصة تمنحك هامش أمان. وإذا كان طول الحافة ضيقًا وتحتاج إلى قالب أصغر للدعم، فقد تقبل بـ 0.750 بوصة وتراقب السطح بعناية.
هل رأيت ما حدث للتو؟
أنت لم تبدأ بالسماكة. لقد بدأت بالانفعال المسموح به، وترجمت ذلك إلى نصف قطر مستهدف، ثم تراجعت لتحديد فتحة القالب التي تدير الحمل.
هذه هي إدارة الأحمال على الجسر. الطريق (المادة) لديه تصنيف للحمل (الخضوع). أنت تحدد حجم الامتداد (فتحة القالب) بحيث لا يتجاوز الإجهاد ذلك أبدًا.
نظرًا لأن مجموعة منتجات CN-HAWE تعتمد على نظام CNC بنسبة 100% وتغطي السيناريوهات المتقدمة في القطع بالليزر، والثني، والتخديد، والقص، فإن الفرق التي تقيم الخيارات العملية هنا،, ماكينة ثني الصفائح هي الخطوة التالية ذات الصلة.
لكن الهندسة والقوة لا تزالان تلعبان دورًا.
إذا كنت تتحقق من مخطط معين، أو درجة مادة، أو حد آلة، فهذه هي النقطة التي يجب فيها فحص قيود العالم الحقيقي — الحمولة المتاحة، ومخزون الأدوات، وطريقة التشكيل — معًا. تدعم شركة CN-HAWE حلول الثني والمعادن الورقية القائمة بالكامل على التحكم الرقمي (CNC) وتستثمر بكثافة في البحث والتطوير عبر مكابس الثني والمعدات الذكية، مما يجعلها شريكًا عمليًا لمراجعة حسابات الحمولة، واختيار القوالب (V-die)، وجدوى العملية مقابل ظروف الإنتاج الفعلية الخاصة بك. لإجراء مناقشة فنية أو الحصول على عرض سعر، يمكنك الاتصال بـ CN-HAWE من هنا.
عندما تسمع استخدام “نسبة 8:1” بشكل صحيح، فهي ليست 8 أضعاف السماكة. إنها تقريبًا فتحة القالب (V) ≈ 8 × نصف القطر الداخلي (IR)، وهو ما يتماشى مع علاقة الـ 16% تلك (بما أن 1 ÷ 0.16 ≈ 6.25، والاختلافات في العالم الحقيقي تدفعها لتكون أقرب إلى 8 اعتمادًا على المادة والاختراق).
تلك النسبة تعمل فقط إذا كانت طريقة الثني الخاصة بك هي الثني الهوائي وكانت مادتك تتصرف بالقرب من منحنى الانفعال ذلك. الثني بالقاع (Bottoming) أو السك (Coining) يكسر هذه العلاقة لأن زاوية القالب ونصف قطر أداة الثني يتوليان السيطرة.
إذًا فكرة 8:1 ليست سيئة.
لقد تم ربطها فقط بالمتغير الخطأ.
وبمجرد اختيارك لفتحة القالب (V) بناءً على نصف القطر، لا تزال لم تجب على السؤال الذي يحافظ على بقاء المكابس تعمل:
هل يمكن لأدواتك وآلتك تحمل الحمل؟
لقد رأيت مواصفات عمل على صفيحة بسمك 0.250 بوصة في قالب ضيق، حيث تم حساب الحمولة الإجمالية بأكثر من 150 طناً على مكبس بطول 10 أقدام مصنف بـ 135 طناً. كانت الحسابات صحيحة فيما يتعلق بنصف القطر. لم تكن الآلة تكترث لذلك.
ترتفع حمولة الثني بالهواء كلما ضاقت فتحة القالب (V-opening). ضاعف فتحة القالب وستقلل متطلبات الحمولة إلى النصف تقريباً. ذلك لأن المدى الأضيق يركز القوة على ذراع رافعة أقصر. يصبح القالب بمثابة جسر أقصر يحمل نفس الشاحنة.
لذا، بمجرد اختيار فتحة القالب (V) بناءً على نصف القطر الداخلي (IR) المستهدف، احسب الأطنان لكل قدم لهذا السمك وفتحة القالب. قارنها بـ:
(وإذا كنت تقوم بالثني القاعي، فاضرب حمولة الثني بالهواء بشكل كبير - غالباً بمقدار الضعف أو أكثر - لأن مساحة التلامس والاختراق تزيد الحمل بشكل حاد.)
هنا تنهار حجة “نحن نوفر فقط قوالب بمقاسات 0.500 و1.000 و2.000 بوصة”. نعم، يمكنك تغطية الكثير من الأعمال بهذه الطريقة. ولكن يمكنك أيضاً إجهاد الأدوات بشكل مفرط بصمت أو العمل على حافة التصدع عند التعامل مع الأجزاء عالية القوة وتسمية ذلك “تغيراً طبيعياً”.”
ستشعر بالأمر حقاً عندما تتسبب في كسر صفيحة مقساة بقيمة مئات الدولارات وتضطر لشرح ذلك لقسم المشتريات.
لذا، فإن سير العمل بسيط، لكنه ليس تبسيطياً:
افعل ذلك، وسيتوقف اختصار "8× السمك" عن إدارة ورشتك.
الآن، هناك قيد آخر لا يزال بإمكانه تدمير هذا الإعداد المحسوب بدقة - ولا علاقة له بالقوة.
يمكنك الحصول على قوة خضوع صحيحة، ونصف قطر داخلي صحيح، وفتحة قالب (V) محسوبة بناءً على 0.16 × V، وحمولة ضمن حدود تصنيف آلتك بأمان - ومع ذلك ينتهي بك الأمر بإتلاف القطعة.
لقد شاهدت دعامة من الفولاذ المقاوم للصدأ 304 بسماكة 0.125 بوصة يتم تشكيلها في قالب V مقاس 1.000 بوصة بشكل معقول تماماً. جاء نصف القطر 0.160 بوصة. كانت الحمولة مريحة. لم يتشقق السطح. لكن المخطط كان يتطلب حافة (فلانجة) مقاس 0.375 بوصة. خرجت كل قطعة بطول ساق قصير وزاوية غير دقيقة، وكأن آلة الثني تتصرف من تلقاء نفسها.
لم يظهر فجأة.
كانت الحافة قصيرة جداً بالنسبة لهندسة القالب.
عندما لا تستطيع الساق الاستقرار مادياً بشكل مسطح على كتف القالب أثناء الثني، تتوقف الصفيحة عن التصرف كجزء مدعوم وتبدأ في التصرف كلوح غطس. حسابات الإجهاد الخاصة بك لا تتغير، لكن حالة الدعم هي التي تتغير. والهندسة ستنتصر في تلك المعركة في كل مرة.
إذاً، إذا لم تكن القوة هي نقطة الفشل، فما هو السبب؟
ضع فرجاراً على قالب V مقاس 1.000 بوصة. المسافة من الخط المركزي إلى كل كتف هي 0.500 بوصة. عندما تقوم بالثني الهوائي، تلامس المادة تلك الأكتاف بالقرب منها بينما يضغط القالب للأسفل. منطقة التلامس تلك هي دعمك.
الآن تخيل محاولة ثني حافة مقاس 0.375 بوصة في نفس القالب. نصف الـ V (0.500 بوصة) هو بالفعل أعرض من ساقك بالكامل. لا يوجد دعم مستقر للكتف. تسقط المادة داخل الـ V قبل أن يتشكل الثني بالكامل.
ستظل تطارد الزاوية طوال اليوم.
لأن ما يحدث ليس ارتداداً مرناً (Springback)، بل هو تغير في الهندسة. تنزلق القطعة الخام بشكل أعمق في القالب أثناء تطبيق الحمل. خط الثني الخاص بك يتحرك فعلياً. لهذا السبب يتذبذب قياس زاويتك حتى عندما تكون حمولتك ثابتة تماماً.
تبدو أخطاء الزاوية كمشاكل في المادة.
لكنها غالباً ما تكون مشاكل في طول الساق.
وهنا يقع أنصار قاعدة "8 أضعاف السماكة" في الفخ. لقد اخترت قالب الـ V بشكل صحيح بناءً على حد الخضوع ونصف القطر الداخلي المستهدف. جيد. لكن لم يسأل أحد عما إذا كانت الحافة يمكن أن توجد مادياً في ذلك الـ V.
إذاً، كيف تعرف ذلك قبل أن تضغط على زر بدء التشغيل؟
إليك الفحص العملي.
بالنسبة للثني الهوائي، الحد الأدنى للحافة هو تقريباً 0.7 × عرض فتحة الـ V. تستخدم بعض الورش 0.6 × V. والبعض الآخر يختار الأمان عند 0.8 × V. لكن إذا كنت أقل من 0.6 × V، فأنت تقامر.
خذ قالب الـ V مقاس 1.000 بوصة.
0.7 × 1.000 = 0.700 بوصة كحد أدنى للحافة لدعم مستقر.
الآن قارن ذلك بالحافة مقاس 0.375 بوصة الموجودة في المخطط. أنت بالكاد عند 0.375 × V. تلك الساق ليس لديها فرصة للاستقرار بشكل مستقيم على الكتف أثناء التشكيل.
إذاً ماذا فعل المشغل؟ استبدل القالب بآخر V مقاس 0.625 بوصة. هذا ينتهك قاعدة الـ 8 أضعاف السماكة القديمة لمادة بسماكة 0.125 بوصة (0.625 ÷ 0.125 = 5 أضعاف). ولكن من الناحية الهندسية؟
0.7 × 0.625 = 0.437 بوصة كحد أدنى للحافة.
الآن، لا تزال ساقك التي يبلغ طولها 0.375 بوصة ضيقة - ولكنها على الأقل في نطاق الدعم المادي.
إليك العقبة.
تضييق تلك القالب (die) لم يقتصر على إصلاح الهندسة فحسب، بل أدى إلى زيادة الحمولة بشكل كبير. بالنسبة لمعدن A36 بسمك 0.250 بوصة، قمت بقياس ما يقرب من 300 طن لكل 10 أقدام في فتحة V مقاس 1.500 بوصة مقابل حوالي 139 طن في فتحة V مقاس 3.000 بوصة. إذا قمت بتقليل المسافة إلى النصف، فإن الحمل يتضاعف بأكثر من الضعف. تنطبق نفس الفيزياء على المقاييس الأخف.
أنت تحل مشكلة دعم الحافة وتزيد الحمل على المكبس بهدوء.
هكذا تصبح “الإصلاحات السريعة” خردة باهظة الثمن أو الأسوأ من ذلك، أدوات باهظة الثمن.
وماذا لو كانت الحافة أقصر من ذلك؟
عندما تكون الحافة قصيرة جداً، فهي لا تفقد الدعم فحسب، بل يمكن أن تميل داخل فتحة V أثناء اختراق القالب (punch).
سترى علامة سحب لامعة على طول أحد الأكتاف. هذا ليس مجرد مظهر خارجي، بل هو دوران القطعة المعدنية أثناء سقوطها في القالب. ينزاح خط الثني إلى الداخل، مما يؤدي فعلياً إلى تقصير طول ساقك إلى ما هو أبعد من الطول المطور الذي قمت بحسابه.
الآن أصبح نمطك المسطح خاطئاً - على الرغم من أن حسابات خصم الثني الخاصة بك كانت صحيحة.
هنا تكمن أهمية نماذج القوة الأحدث. أظهرت الاختبارات الواقعية على الألمنيوم من نوع SPCC و 1100-O أن أحمال الثني الفعلية غالباً ما تتجاوز قيم المخططات في ظروف التلامس غير المثالية. الانزلاق هو أحد تلك الظروف. أنت تحصل على تحميل نقطي بدلاً من تلامس نظيف مع الكتف. يرتفع الضغط الموضعي، وتزداد العلامات، وتصبح توقعات القوة غير دقيقة.
لذا، فإن الحد الأدنى للحافة ليس مجرد اقتراح.
إنه متطلب للاستقرار.
ولكن لنفترض أن حافتك تتجاوز قاعدة 0.7 × V. أنت مدعوم، والزاوية متسقة. هناك مشكلة هندسية أخرى هادئة تتسلل - خاصة عندما تحاول أن تكون “فعالاً” في استخدام رف الأدوات الخاص بك.
أنا أحب كتل V المتعددة، فهي توفر المساحة. يمكنك التبديل من 0.500 إلى 0.750 إلى 1.000 في أداة واحدة.
ولكن قم بقياسها.
الأكتاف في كتلة V المتعددة تكون أضيق، والمسافة بين الفتحات المتجاورة تكون أرق. تحت الحمل - خاصة عند تجاوز 20 طناً لكل قدم - فإنها تنحني أكثر من كتلة V مفردة مخصصة لها نفس الفتحة.
الانحراف يغير عرض فتحة V الفعلي تحت الضغط.
وهذا يغير نصف القطر الخاص بك.
قم بتشغيل صفيحة A36 بسمك 0.187 بوصة في أصغر فتحة لقالب متعدد الفتحات مصنف للمقاييس الخفيفة. ستحصل على تباين في الزاوية عبر الطول وهو ما لن تراه في قالب صلب أحادي الفتحة مقاس 0.750 بوصة.
لماذا؟
لأنه عند أقصى حدود تصنيفه، ينثني جسم القالب بشكل مجهري. هذا الانثناء يوسع الفتحة تحت الحمل. الفتحة الأوسع تعني نصف قطر داخلي أكبر. ونصف القطر الأكبر يعني ارتداداً مرناً أكبر. لذا فإن العمق المبرمج الخاص بك لم يعد يساوي الزاوية المستهدفة.
الأمر دقيق. درجة هنا. ودرجة ونصف هناك.
في وظيفة ذات تفاوت ±0.5 درجة، يعتبر ذلك خردة.
هذا لا يعني أن القوالب متعددة الفتحات عديمة الفائدة. لكنها مسألة خبرة في الورشة، وليست قانوناً عالمياً - فهي تعمل بشكل جيد في منتصف نطاق عملها. ادفعها إلى الحافة وستنحرف الهندسة.
إذن متى تتوقف عن كونك مرناً؟
إذا كان المخطط يتطلب طول حافة ±0.010 بوصة وزاوية ±0.5 درجة على صفيحة ستانلس ستيل 304 بسمك 0.125 بوصة، وكنت تعمل بضغط 15-20 طناً لكل قدم، فاشترِ القالب المخصص.
قالب أحادي الفتحة مقاس 0.875 بوصة أو 1.000 بوصة مع كتلة كاملة تحته سيحافظ على الهندسة بشكل أفضل تحت الحمل. انحراف أقل. نصف قطر أكثر اتساقاً. ارتداد مرن أكثر قابلية للتنبؤ.
نعم، تكلفته أعلى مقدماً.
وكذلك تكلفة إعادة تصنيع دفعة من 200 قطعة لأن آخر 30 قطعة انحرفت عن التفاوت المسموح به مع سخونة القالب وانثنائه.
وماذا عندما لا يكون طول الحافة وكتلة القالب كافيين؟
بعض الأجزاء لا تقاومك فقط من حيث القوة أو طول الحافة. بل تقاومك من حيث السطح، أو الارتداد المرن، أو كليهما.
عندها تتوقف قوالب V القياسية عن كونها الأداة المناسبة.
صفيحة 5052 تجميلية بسمك 0.090 بوصة ذات وجه مصقول ستظهر عليها كل علامة من أكتاف القالب. يمكنك توسيع فتحة V لتقليل الضغط، لكن ذلك يزيد من نصف القطر والارتداد المرن. والآن أصبحت زاويتك غير ثابتة.
يغير قالب الدرفلة حالة التلامس. فبدلاً من الانزلاق عبر كتف ثابت، تتدحرج المادة. احتكاك أقل. علامات أقل. منحنى قوة أكثر اتساقاً.
تعمل حشوات اليوريثان على توزيع الحمل على مساحة سطح أوسع، مما يقلل من ذروة الضغط دون إجبارك على استخدام فتحة V كبيرة الحجم. تظل الهندسة أقرب إلى نصف القطر الذي قمت بحسابه.
أنت الآن تدير ميكانيكا التلامس، وليس فقط عرض الفتحة.
رافعة مختلفة. نفس الهدف.
خذ مادة بسمك 0.187 بوصة ومقاومة 80,000 رطل لكل بوصة مربعة، والتي ترتد مرنياً بمقدار 6-8 درجات في قالب V قياسي بزاوية 90 درجة. يمكنك إجراء ثني زائد عن طريق العمق، لكن الاختراق يزداد وتتبعه الحمولة.
يغير قالب V الحاد بزاوية 30 أو 60 درجة هندسة التشكيل السفلي دون الحاجة إلى السك الكامل. تتداخل جدران القالب في وقت مبكر. أنت تتحكم في الارتداد المرن عن طريق تقييد الزاوية بدلاً من القوة الغاشمة.
نعم، تزداد الحمولة (راقب حمولتك لكل قدم)، لكنك تستبدل العمق بالتحكم الزاوي. بالنسبة للأجزاء ذات مقاومة الخضوع العالية، يمكن أن يعني ذلك الفرق بين الحصول على زاوية 90 درجة مستقرة وبين ملاحقة الضبط طوال الوردية.
عند هذه النقطة، يجب أن يكون النمط واضحاً.
أخبرتك مقاومة الخضوع بمدى ضيق الثني الذي يمكنك القيام به دون تشقق. وأخبرتك الحمولة بما إذا كانت الآلة ستصمد. ويخبرك طول الحافة بما إذا كان الجزء يمكنه الاستقرار فعلياً في القالب. وتخبرك هندسة الأداة بما إذا كان هذا الإعداد سيحافظ على التفاوت المسموح به تحت الحمل.
تجاهل أياً منها، وستعود لصناعة خردة باهظة الثمن - حتى مع حسابات إجهاد مثالية.
لذا فإن سير العمل الحقيقي ليس “8 × السماكة”.”
إنه سعة الإجهاد، وسعة التحميل، والدعم المادي - بهذا الترتيب.
أنت تريد سير العمل.
ليس نسبة. ليس “8 ×”. بل تسلسل يحافظ على الفولاذ المقاوم للصدأ 304 بسمك 0.125 بوصة من التحول إلى خردة باهظة الثمن مع الحفاظ على تفاوت ±0.5 درجة و ±0.010 بوصة على الحافة.
إليك التحول: توقف عن اختيار فتحة V وكأنها فجوة يجب ملؤها. ابدأ باختيارها وكأنك تحدد تصنيف الحمولة على جسر. الصفيحة هي الطريق. مقاومة الخضوع هي الحمولة. فتحة V هي الامتداد. إذا جعلت الامتداد أصغر من اللازم للحمولة، فسيحدث تشقق. وإذا جعلته أكبر من اللازم، فسيهبط الطريق - سيزداد نصف القطر، ويرتفع الارتداد المرن، وتتذبذب الزوايا.
لذا فإن القرار يسير في اتجاه واحد فقط:
هذا هو الترتيب. إذا خالفته، فستعود إلى المخاطرة.
لماذا تبدأ هناك؟
لأن المعدن لا يهتم بقواعدك العامة. إنه يتفاعل مع الإجهاد.
“المادة أولاً” لا تعني “السماكة أولاً”.”
بل تعني إجهاد الخضوع أولاً.
إذا أعطيتني صفيحة A36 بسماكة 0.187 بوصة وصفيحة ستانلس ستيل 304 بسماكة 0.187 بوصة، وطلبت مني استخدام نفس قالب V مقاس 1.500 بوصة لأن “هذا ما نستخدمه دائمًا”، فأنا أعلم مسبقًا أن أحد هذين الجزأين في خطر. نفس السماكة. قدرة تحمل إجهاد مختلفة. ارتداد مرن مختلف. حمولة مختلفة لكل قدم.
لكن هذا تاريخ الورشة، وليس قانونًا عالميًا — فنسبة 8× تعمل بشكل جيد مع الفولاذ الطري بضغط 36,000–60,000 رطل لكل بوصة مربعة عندما لا تسعى وراء تفاوتات دقيقة. الفخ هو افتراض أن هذا النجاح ينتقل إلى الستانلس ستيل بضغط 70,000–90,000 رطل لكل بوصة مربعة أو الألواح المقاومة للتآكل.
لذا تبدأ قائمة التحقق على النحو التالي:
الآن لديك قيود.
بدون ذلك، أنت تتصفح الأدوات وكأنها مشكلة كتالوج وليست مشكلة إجهاد.
لنجعل الأمر ملموسًا.
لنفترض أن الرسم الهندسي يطلب ستانلس ستيل 304 بسماكة 0.125 بوصة، بزاوية 90 درجة، ونصف قطر داخلي بحد أقصى 0.125 بوصة، وتفاوت ±0.5 درجة، وطول حافة 0.750 بوصة.
الخطوة الأولى: يحدد نصف القطر فتحة القالب (V) في الثني الهوائي. بالنسبة لمعظم أنواع الفولاذ، يتقلب نصف القطر الداخلي عند حوالي 0.16 × فتحة القالب (V). لذا إذا كنت أرغب في نصف قطر داخلي يبلغ حوالي 0.125 بوصة:
0.125 ÷ 0.16 ≈ 0.781 بوصة لفتحة القالب (V).
أقرب أداة حقيقية هي 0.750 أو 0.875.
الآن تحقق من واقع الإجهاد. يتحمل الفولاذ 304 نصف قطر داخلي يبلغ حوالي 1× السماكة في العديد من حالات المعالجة الحرارية دون تشقق. 0.125 على 0.125 تعني 1T. نحن في النطاق الآمن.
الآن الحمولة. الفتحة (V) الأضيق تزيد من الأطنان لكل قدم. إذا كانت فتحة القالب (V) مقاس 0.750 بوصة تدفعني لتجاوز، على سبيل المثال، 18-20 طنًا لكل قدم على هذه المادة (تحقق من جدولك)، فمن الأفضل أن أتأكد من أن القالب والمكبح مصنفان لتحمل ذلك. لقد رأيت مهمة تشغيل فولاذ مقاوم للصدأ بسماكة 0.125 بوصة تتسبب في تلف قالب متعدد الفتحات خفيف لأن شخصًا ما تجاهل التصنيف لكل قدم ونظر فقط إلى إجمالي الحمولة.
ثم طول الحافة. 0.7 × 0.750 = 0.525 بوصة كحد أدنى. المخطط يطلب 0.750 بوصة. نحن ضمن الحدود المسموحة.
الآن — وفقط الآن — أفتح الخزانة.
لاحظ ما لم يحدث.
لم نقل أبدًا “8× السماكة”. قلنا: “ما هو الإجهاد الذي يمكن لهذه المادة تحمله، وما هي فتحة القالب (V) التي تنتج هذا الإجهاد؟”
هذا هو التحكم.
يلوم معظم المشغلين العمق أو تعويض الارتداد المرن أولاً.
أحيانًا يكونون مخطئين.
تشقق عند خط الثني في الفولاذ المقاوم للصدأ؟
تحقق من نصف القطر الداخلي الفعلي الذي تقوم بإنشائه. إذا اخترت فتحة قالب (V) مقاس 1.000 بوصة على مادة 304 بسماكة 0.125 بوصة لأنها “بدت أكثر أمانًا”، فإن نصف القطر الخاص بك يتقلب حول 0.160 بوصة. هذا يقلل من خطر التشقق، نعم — لكنه يزيد من الارتداد المرن. لذا فأنت تضغط بعمق أكبر للحصول على زاوية 90 درجة. العمق الأكبر يعني اختراقًا أكثر، وضغط تلامس أكبر عند الأكتاف، وأحيانًا إجهادًا موضعيًا مفرطًا.
لم يكن التشقق بسبب الضيق الشديد.
كان بسبب فقدان السيطرة على مسار الإجهاد.
علامات أكتاف ثقيلة على مادة 5052 بسماكة 0.090 بوصة ذات مظهر تجميلي؟
قبل أن تلوم تشطيب رأس الثني (البنش)، اسأل عما إذا كانت فتحة القالب (V) ضيقة جدًا بالنسبة لقوة الخضوع. الفتحة الضيقة (V) تعني ضغط تلامس أعلى. الضغط يترك آثارًا. توسيع الفتحة (V) يقلل من العلامات ولكنه يزيد من نصف القطر. إذا كانت تفاوتات الزاوية ضيقة، فإن هذه المقايضة تظهر كعدم اتساق عبر الدفعة.
هل الزوايا غير متسقة من اليسار إلى اليمين في قطعة طويلة؟
إذا كنت تقترب من الحد الأقصى لقدرة تحمل القالب متعدد الفتحات (multi-V die)، فإن جسم القالب ينثني. تتسع الفتحة فعلياً تحت الحمل في المنتصف. الفتحة الأوسع في المنتصف تعني نصف قطر أكبر، وارتداداً مرناً أكثر، وزاوية أكثر انفتاحاً.
هذه ليست مشكلة في العمق.
هذا انحراف في المسافة (span deflection).
عندما ترى هذا العرض، اطرح سؤالاً واحداً: هل تجبر فتحة القالب (V-opening) المادة على حالة إجهاد أو حالة تحميل لا يمكنها الحفاظ عليها بشكل متسق؟
إذا كانت الإجابة نعم، فالحل ليس في زيادة شوط المكبس.
الحل هو مسافة (span) مختلفة.
أنت لا تقوم بطي الصاج.
أنت توجه تدفق المادة بين كتفي القالب مع البقاء ضمن حدود إجهاد المادة وحدود تحميل آلتك.
هذه مشكلة تحكم، وليست مشكلة فجوة.
تفكير الكتالوج يقول: مادة بسمك 0.125 بوصة ← فتحة V بمقاس 1.000 بوصة ← انتهى الأمر.
تفكير الإجهاد يقول: ما هو نصف القطر الذي أحتاجه؟ ما هي فتحة V التي تنتجه؟ كم طناً لكل قدم يتطلب ذلك؟ هل يمكن لجسم القالب الخاص بي تحمل ذلك دون انحراف؟ هل تستقر الحافة (flange) فعلياً بشكل ثابت عند 0.7 × عرض الفتحة أو أكثر؟
هذا التسلسل يحول الثني من مجرد عادة إلى هندسة.
وبمجرد أن تقوم بتنفيذ المهام بهذه الطريقة لمدة عام، يتغير شيء ما. تتوقف عن السؤال: “ما هي فتحة V التي نستخدمها عادةً؟” وتبدأ في السؤال: “ما هو الإجهاد الذي أحدثه؟”
هذا هو الشيء الوحيد الذي يجب أن تأخذه معك للمستقبل.
المعدن لا يعرف قواعدك. هو يعرف فقط الضغط الذي تضعه فيه.
تحكم في الإجهاد، وسيتبع ذلك كل شيء آخر — الحمولة، الزاوية، التفاوت المسموح به، وعمر الأداة.


















