

Ho visto una staffa in acciaio inossidabile 304 da 0,125 pollici dividersi proprio sul raggio esterno in una matrice a V da 1,000 pollici. Lo stesso setup aveva appena piegato A36 da 0,125 pollici per tutta la mattina senza alcun segno. Stesso punzone. Stesso riscontro posteriore. Stessa regola dell“”8× lo spessore”.
Un materiale si è piegato perfettamente. L’altro si è trasformato in costoso scarto.
Se la regola era solida, perché ha fallito nel momento in cui abbiamo cambiato lamiera?
La regola dell“”8× lo spessore” dice: prendi lo spessore del tuo materiale, moltiplicalo per otto, scegli quell’apertura V e procedi. Per un materiale da 0,125 pollici, questo significa una matrice da 1,000 pollici. Semplice. Veloce. Di solito funziona.
Di solito.
Ciò che nessuno scrive sul foglio di setup è la nota in piccolo: quella regola è nata con l’acciaio dolce da 60.000 PSI di resistenza a trazione in piegatura ad aria. Cambia la resistenza e cambi la deformazione nelle fibre esterne. Cambia la deformazione e cambi se il pezzo si piega — o si spezza.
Quindi quali sono esattamente le ipotesi della regola?
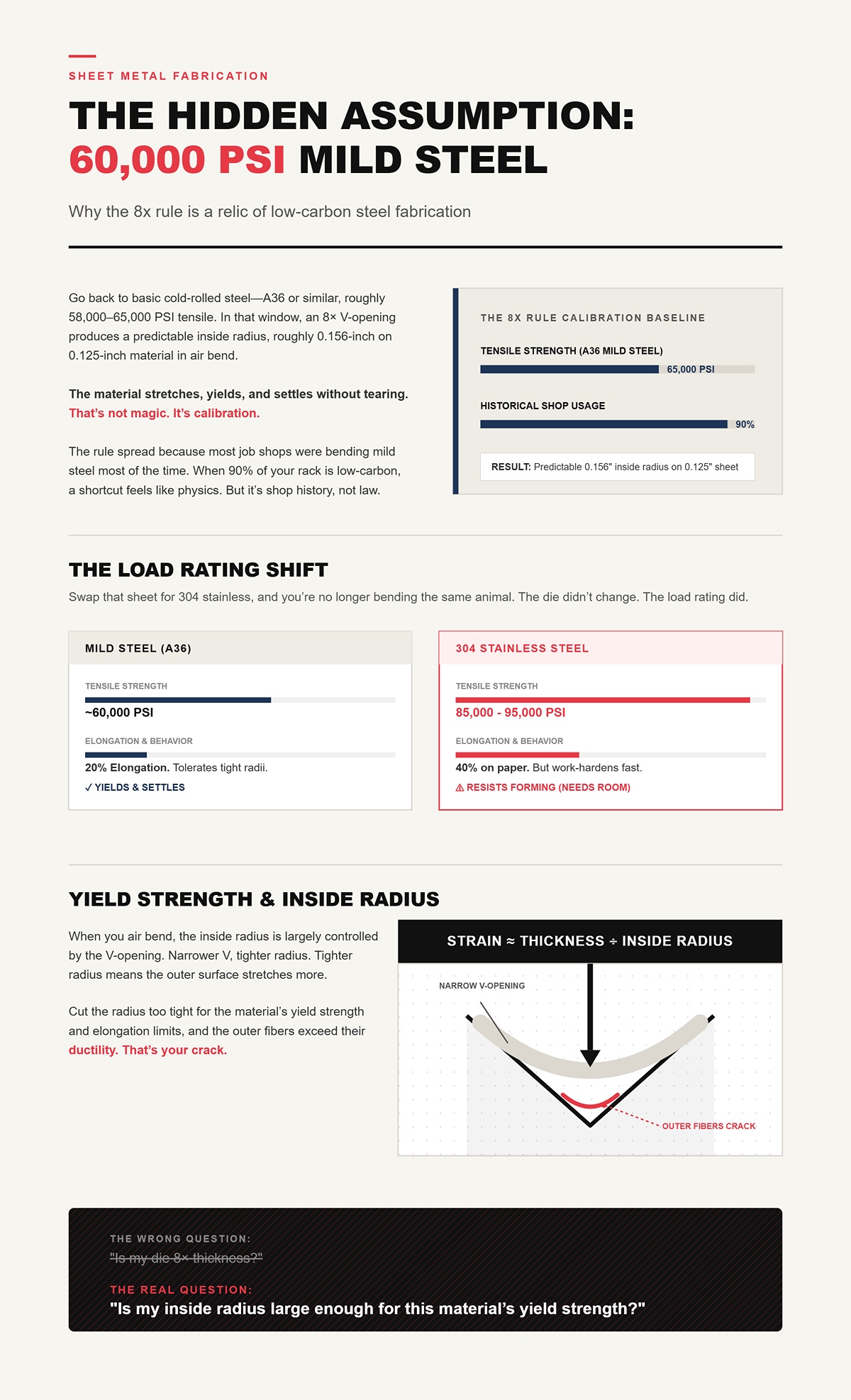
Torna all’acciaio laminato a freddo di base — A36 o simile, circa 58.000–65.000 PSI di trazione. In quel range, una apertura V di 8× produce un raggio interno prevedibile, circa 0,156 pollici su un materiale da 0,125 pollici in piegatura ad aria. Il materiale si estende, si deforma e si assesta senza lacerarsi.
Non è magia. È calibrazione.
La regola si è diffusa perché la maggior parte delle officine piegava acciaio dolce per la maggior parte del tempo. Quando il 90% del tuo magazzino è a basso tenore di carbonio, una scorciatoia sembra fisica. Ma è storia di officina, non legge universale.
Sostituisci quella lamiera con acciaio inossidabile 304 da 85.000–95.000 PSI di trazione, e non stai più piegando lo stesso materiale. La matrice non è cambiata. Il valore di carico sì.
E il valore di carico è tutto.
Quando pieghi ad aria, il raggio interno è in gran parte controllato dall’apertura V. Una V più stretta dà un raggio più piccolo. Un raggio più piccolo significa che la superficie esterna si allunga di più.
La deformazione sulla fibra esterna è approssimativamente proporzionale allo spessore diviso per il raggio interno. Se il raggio è troppo stretto rispetto ai limiti di snervamento e di allungamento del materiale, le fibre esterne superano la loro duttilità. Ed ecco la frattura.
L’acciaio dolce può tollerare un allungamento del 20%. L’acciaio inossidabile 304 può dichiarare un allungamento del 40% sulla carta, ma si incrudisce rapidamente e resiste alla formatura con raggi più stretti, a meno che non gli si lasci spazio. Gli acciai ad alta resistenza? Ancora meno tolleranti.
Quindi la vera domanda non è “La mia matrice è 8× lo spessore?”
È “Il mio raggio interno è abbastanza grande per la resistenza alla deformazione del materiale?”

Immagina il foglio che collega le spalle della matrice come una campata tra due supporti. Il punzone spinge il centro verso il basso. Più stretta è la campata, più accentuata è la curva.
Rendi la curva più acuta e le fibre esterne percorrono una distanza maggiore rispetto a quelle interne. Si allungano. Oltre il limite di snervamento, si deformano plasticamente. Spingi ancora e si assottigliano. Spingi ancora e si dividono.
Su acciaio dolce da 0,125 pollici in una V da 1,000 pollici, la deformazione rimane entro una finestra sicura. Metti un 304 da 0,125 pollici nella stessa V da 1,000 pollici e stai chiedendo a un materiale con limite di snervamento più alto di allungarsi fino allo stesso raggio stretto. Oppone più resistenza, recupera più elasticità e concentra maggiormente lo sforzo sulla linea di piega.
Questo è il divario di deformazione: la differenza tra ciò che la matrice richiede e ciò che il materiale può tollerare.
Chiudi quel divario nel modo sbagliato, e otterrai costosi scarti.
Prendi acciaio dolce da 0,125 pollici a 60.000 PSI e acciaio ad alta resistenza da 0,125 pollici a 100.000 PSI. Lo spessore è identico. La regola dell’8× assegna a entrambi una V da 1,000 pollici.
Ma il foglio ad alta resistenza richiede più sforzo per snervarsi. Per mantenere la deformazione delle fibre esterne entro i limiti, aumenti il raggio interno. Nella piegatura in aria, aumentare il raggio interno significa ampliare l’apertura della V—magari 10× o persino 12× lo spessore a seconda della qualità.
Stesso spessore. Matrice più ampia.
Sembra sbagliato se hai memorizzato l’8× come dogma. Sembra giusto quando hai crepato qualche centinaio di dollari di lamiera temprata e hai dovuto spiegarlo all’ufficio acquisti.
E ampliare la matrice cambia più del raggio.
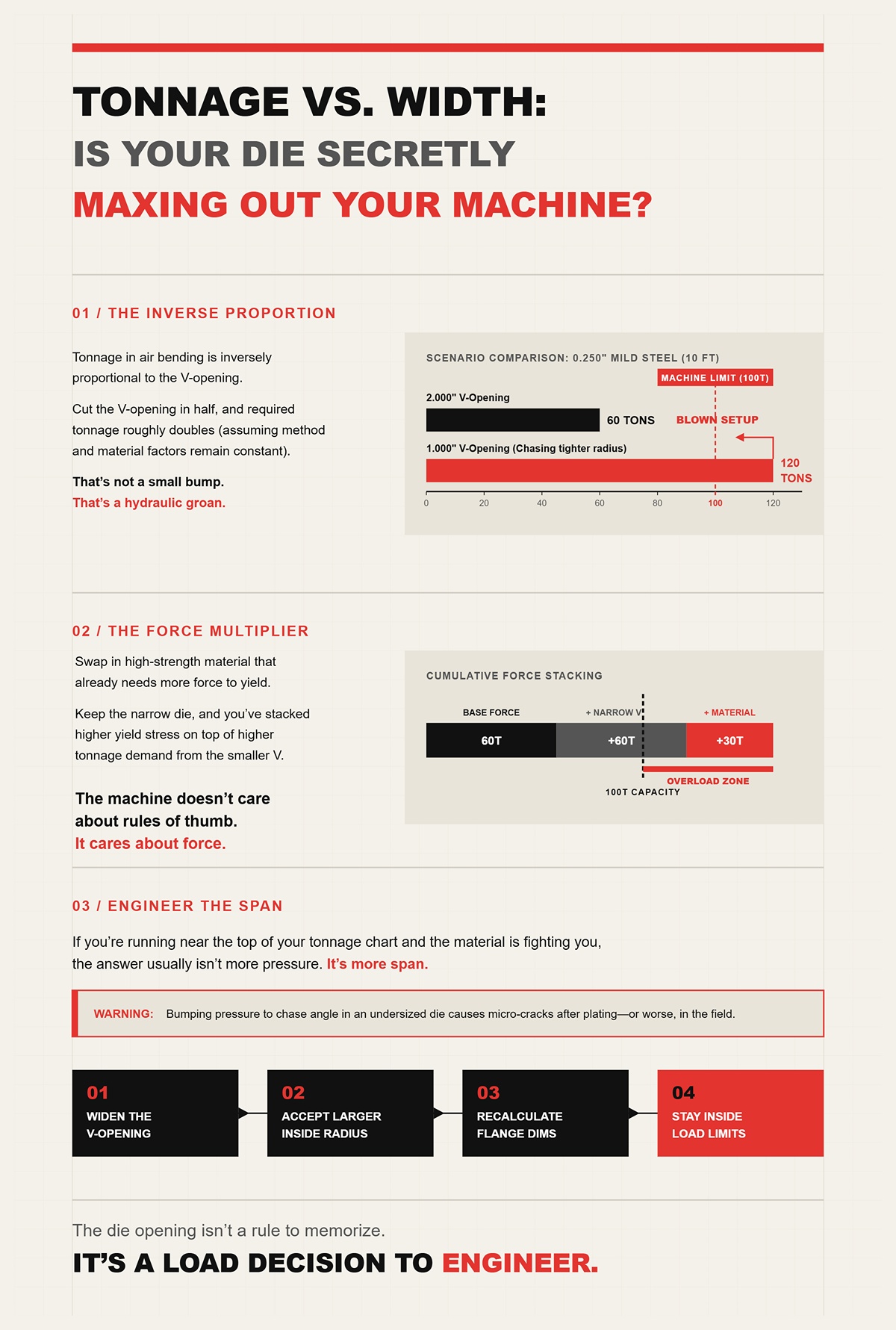
Ecco la parte che gli operatori trascurano: il tonnellaggio nella piegatura in aria è inversamente proporzionale all’apertura della V.
Riduci l’apertura della V della metà, e il tonnellaggio richiesto raddoppia grosso modo (fattore metodo e fattore materiale costanti). Non è un piccolo aumento. È un gemito idraulico.
Supponi di piegare acciaio dolce da 0,250 pollici in una V da 2,000 pollici e sei a 60 tonnellate su 10 piedi. Scendi a una V da 1,000 pollici inseguendo un raggio più stretto e stai sfiorando le 120 tonnellate (controlla la tua tabella prima di provarci). Su una macchina da 100 tonnellate, non è teoria. È un errore di impostazione.
Ora sostituisci il materiale con uno ad alta resistenza che già richiede più forza per snervarsi. Mantieni la matrice stretta, e avrai combinato maggiore sforzo di snervamento con una richiesta di tonnellaggio più alta dovuta alla V più piccola.
La macchina non si cura delle regole empiriche. Si cura della forza.
Ho visto operatori aumentare la pressione per inseguire l’angolo sull’acciaio inossidabile con una matrice sottodimensionata. L’angolo si ottiene. Il pezzo sembra a posto. Poi compaiono microfessure dopo la placcatura — o peggio, sul campo.
Se stai lavorando vicino al limite superiore della tua tabella di tonnellaggio e il materiale oppone resistenza, di solito la risposta non è più pressione.
È più apertura.
Allarga l’apertura a V. Accetta un raggio interno naturale più grande. Ricalcola le dimensioni della flangia. Mantieniti entro i limiti di deformazione del materiale e di carico della tua macchina.
Alla fine di tutto questo, dovresti sentirti a disagio a scegliere 8× lo spessore senza verificare prima la resistenza allo snervamento.
Bene.
Perché l’apertura della matrice non è una regola da memorizzare.
È una decisione di carico da progettare.
Ho osservato un blank di acciaio inox 304 da 0,125 pollici piegato in tre diverse matrici — apertura a V da 0,750 pollici, da 1,000 pollici e da 1,500 pollici — stesso punzone, stessa pressa piegatrice, stesso operatore. Il raggio interno è cambiato così tanto che il pezzo non si adattava due volte allo stesso blocchetto di riscontro. Nient’altro è cambiato. Solo l’apertura a V.
Quindi, se 8× lo spessore non è affidabile, come scegli effettivamente la matrice?
Si parte comprendendo cosa fa davvero la matrice. Nella piegatura in aria, l’apertura a V non è un “supporto”. È la campata di un ponte. Il foglio poggia sulle spalle della matrice, e il punzone spinge verso il basso al centro. L’ampiezza di quella campata determina quanto strettamente il materiale deve curvarsi per raggiungere i 90 gradi. Cambia la campata e cambi la curvatura. Cambia la curvatura e cambi la deformazione delle fibre esterne, il tonnellaggio e il ritorno elastico. Non è opinione. È meccanica.
E una volta che lo capisci, smetti di chiedere “Qual è la regola?” e inizi a chiedere “Che raggio crea questa campata?”
Prendiamo acciaio dolce da 0,125 pollici in un’apertura a V da 1,000 pollici. Nella piegatura in aria, non ottieni un raggio interno di 0,031 pollici solo perché la punta del punzone è affilata. Ottieni circa 0,125 pollici di raggio interno. Il materiale “fluttua” tra le spalle della matrice e si adatta alla propria curva.
Quella curva non è casuale.
Il materiale forma un raggio naturale basato sulla distanza tra quelle spalle. Apertura a V più ampia, raggio naturale più grande. Apertura a V più stretta, raggio naturale più piccolo. Non stai selezionando una matrice per “adattarla” allo spessore. Stai selezionando una matrice per produrre un raggio interno specifico, che tu lo sappia o no.
Il che significa che, se il tuo progetto richiede un raggio interno di 0,250 pollici in materiale da 0,125 pollici, non inizi dallo spessore. Inizi risolvendo a ritroso l’apertura a V che farà “fluttuare” quel raggio.
Allora qual è la relazione?
Per l’acciaio dolce fino a circa 0,500 pollici di spessore, il raggio interno nella piegatura in aria è all’incirca dal 15% al 20% dell’apertura a V. Molte tabelle semplificano indicando R ≈ V ÷ 8 per materiali con resistenza a trazione di 60.000 PSI. È da qui che deriva la vecchia scorciatoia dell’8× lo spessore. Su acciaio dolce da 0,125 pollici, 1,000 pollice di V diviso 8 dà circa 0,125 pollici di raggio interno.
Ma nota cosa sta realmente accadendo. Il raggio è prima di tutto funzione dell’apertura a V. Lo spessore rimane sullo sfondo.
Ora passa all’acciaio inossidabile 304 con una resistenza a trazione di 85.000–95.000 PSI. Stessa V da 1,000 pollice. Si noterà spesso un raggio leggermente più ampio rispetto all’acciaio dolce perché la maggiore resistenza allo snervamento ostacola la formazione di curvature più strette. La percentuale cambia leggermente. Potrebbe comportarsi più vicino a V ÷ 7,5 o V ÷ 7 a seconda della tempra. Non è un errore di calcolo. È il materiale che reagisce.
La chiave è questa: quando cambi l’apertura a V, imposti direttamente la finestra del raggio interno. Se il tuo materiale richiede un raggio interno minimo pari a 1× lo spessore per evitare fessurazioni, scegli una V che produca almeno quel raggio. Non 8× lo spessore solo perché lo dice una tabella. Una V che generi il raggio che il tuo materiale può sopportare.
E questo ribalta completamente il foglio di impostazione.
Mi è capitato che operatori insistessero sul fatto che una punta di punzone da 0,062 pollici potesse “forzare” un raggio stretto in una lamiera da 0,250 pollici poggiata su una V da 2,000 pollici. Non lo farà. Non nella piegatura in aria.
Il punzone entra in contatto con il materiale all’apice, ma il foglio è sostenuto alle spalle della matrice. Finché non si esegue la piegatura al fondo o la coniatura, il raggio di punta del punzone è quasi irrilevante per il raggio interno finale. Il materiale è sospeso. Si forma secondo la campata, non secondo la punta.
Ecco perché puoi passare da un punzone affilato a uno con punta da 0,125 pollici e vedere quasi nessun cambiamento nel raggio interno se l’apertura a V rimane la stessa. L’ho verificato su acciaio A36 da 0,187 pollici in una V da 1,500 pollici. L’angolo è cambiato leggermente a causa della profondità di penetrazione. Il raggio non ne ha risentito.
Quindi quando qualcuno dice: “Mi serve un punzone più stretto”, ciò che in realtà intende è: “Ho scelto l’apertura a V sbagliata.”
E se l’apertura a V determina il raggio, cos’altro sta modificando silenziosamente?
Piega acciaio inossidabile 304 da 0,125 pollici a 90 gradi in una V da 1,000 pollice. Potresti dover piegare oltre, fino a 83 gradi, per ottenere 90 gradi dopo il ritorno elastico. Metti la stessa lamiera in una V da 1,500 pollici e ora potresti dover piegare fino a 80 gradi. Stesso spessore. Stesso materiale. Matrice diversa.
Perché?
Perché il ritorno elastico è recupero elastico. Più grande è il raggio interno, minore è la deformazione plastica e maggiore è la percentuale di energia elastica immagazzinata nella zona di piega. Apertura a V più ampia → raggio fluttuante maggiore → minore deformazione plastica rispetto all’elastica → maggiore ritorno elastico.
Questo è il compromesso.
Sugli acciai ad alta resistenza—ad esempio materiale da 0,125 pollici con resistenza a trazione di 100.000 PSI—l’effetto si amplifica. Il materiale ha già un alto limite di snervamento e una forte gamma elastica. Inseriscilo in una V ampia, magari da 1,500 o 1,750 pollici per proteggere il raggio interno, e ridurrai ulteriormente la deformazione plastica.
Risultato? Potresti osservare 4–6 gradi di ritorno elastico su una piega di 90 gradi (consulta la tabella delle tonnellate). Gli operatori si allarmano e iniziano ad aumentare la pressione. Ma la pressione non cambia la campata. Spinge solo il punzone più in profondità, sfiorando la coniatura.
La vera leva era l’apertura a V fin dall’inizio.
Un’apertura più ampia protegge dalle crepe aumentando il raggio interno. Ma può penalizzarti con una maggiore variazione angolare se la tua macchina, l’allineamento degli utensili o il lotto di materiale non sono coerenti. Questo non è un motivo per andare stretto e fessurare le flange. È un motivo per comprendere l’equilibrio che stai scegliendo.
Quindi, come lo equilibri?
Inizia con il raggio interno minimo sicuro del materiale, basato sul limite di snervamento e sull’allungamento. Se un acciaio ad alta resistenza da 0,125 pollici richiede almeno un raggio interno di 0,187 pollici per rimanere fuori dalla zona di pericolo, scegli una V che supporti ciò—magari 1,250 pollici o 1,500 pollici a seconda del rapporto empirico del tuo laboratorio.
Poi controlla due vincoli.
Primo: la tonnellaggio. Una V più stretta significa maggiore forza. La tonnellaggio nella piegatura in aria è approssimativamente inversamente proporzionale all’apertura della V. Dimezza la V e quasi raddoppi la forza richiesta. Applicalo a un materiale da 100.000 PSI e raggiungerai rapidamente i limiti della macchina.
Secondo: la geometria. La lunghezza minima della flangia è tipicamente compresa tra circa 0,67× e 0,77× l’apertura della V per una piegatura di 90 gradi. Se scegli una V da 1,500 pollici potresti aver bisogno di circa 1,000 pollici di gamba diritta solo per liberare le spalle della matrice. Se il tuo disegno ti concede solo 0,750 pollici, quella matrice fisicamente non funzionerà.
Ora stai risolvendo un problema di vincoli:
Questa è la selezione della matrice. Non 8× lo spessore.
E una volta che capisci che l’apertura della V controlla il raggio naturale e il comportamento del ritorno elastico nella piegatura in aria, sei pronto a porre la prossima domanda scomoda:
Cosa cambia quando smetti di piegare in aria e inizi a fare imbutitura o coniatura?
Cosa cambia meccanicamente quando smetti di piegare in aria e inizi a fare imbutitura o coniatura?
Smetti di lasciare che sia il materiale a scegliere il suo raggio.
Nella piegatura in aria, il foglio è sospeso tra le spalle della matrice come una campata di ponte, e il punzone lo spinge in una curva finché la deformazione plastica supera il recupero elastico. L’apertura della V determina la larghezza della campata. Il materiale snerva dove vuole, all’interno di quella geometria. Il ritorno elastico è prevedibile perché non intrappoli mai completamente il foglio.
L’imbutitura e la coniatura sono tutt’altra cosa.
Trasformano la matrice da supporto a stampo.
E quando la matrice diventa uno stampo, l’apertura a V sbagliata non ti dà solo il raggio errato — moltiplica la forza, lo sforzo e gli scarti costosi.
Nella piegatura in aria, il punzone non spinge mai il foglio in pieno contatto con le pareti e il fondo della matrice. Tre punti di contatto. Tutto qui. Due spalle e la punta del punzone.
Il foglio è libero di “fluttuare” il suo raggio interno in base alla larghezza della campata e alla resistenza allo snervamento del materiale. Ecco perché una V da 1.000 pollice può fluttuare intorno a un raggio interno di 0.125 pollice nell’acciaio dolce ma comportarsi diversamente nell’acciaio inox 304 da 0.125 pollice. La matrice definisce i limiti, non impone la forma.
Stai guidando il materiale, non intrappolandolo.
Quella libertà è il motivo per cui la piegatura in aria tollera una gamma di aperture a V per lo stesso spessore. Puoi lavorare A36 da 0.125 pollice in una V da 1.000 pollice o da 1.250 pollice e ottenere comunque il risultato se gestisci il ritorno elastico e i limiti della flangia. Cambiano la tonnellata (controlla la tua tabella), il raggio, l’angolo di sovrapiegatura — ma il processo è tollerante perché il foglio non viene schiacciato nella geometria.
La matrice è un supporto.
E i supporti non determinano la curvatura — la consentono entro limiti definiti.
Poiché non si alloggia mai completamente il materiale nella matrice, piccoli cambiamenti nell’apertura a V spostano il raggio fluttuante e il ritorno elastico in modo regolare e proporzionale. Se dimezzi l’apertura a V, quasi raddoppi la tonnellata. Se la allarghi, aumenti il ritorno elastico. Ma il materiale trova comunque il suo equilibrio tra deformazione elastica e plastica.
È regolabile.
Puoi compensare con profondità di penetrazione, correzione dell’angolo o prove sul materiale. Anche se riduci leggermente la V, il foglio non viene stirato piatto contro l’acciaio temprato. Potresti vedere un raggio più stretto e una tonnellata più alta, ma non lo stai automaticamente spingendo oltre il suo limite di deformazione.
Ecco perché la piegatura in aria risulta tollerante quando il tuo lotto di materiale varia di 5.000 PSI nella resistenza allo snervamento.
Il sistema ha l’elasticità incorporata.
Ma ecco la parte che la maggior parte degli operatori non dice ad alta voce.
La piegatura in aria sacrifica parte della precisione angolare per ottenere quella flessibilità.
Poiché ti affidi alla compensazione del ritorno elastico, il tuo angolo finale dipende da proprietà del materiale costanti, da una profondità di penetrazione coerente e da una pressa che si ripete entro pochi millesimi. Su una staffa aerospaziale a tolleranza stretta in 7075-T6 da 0.090 pollice, quella variabilità emerge rapidamente. Puoi mantenerla. Ma la stai gestendo.
Ecco dove la piegatura completa e la coniatura iniziano a sembrare allettanti.
Promettono di “bloccare” l’angolo.
La domanda è quanto costa quella serratura.
Il bottoming cambia una sola cosa che conta più di tutte le altre.
Si spinge il materiale nella cavità dello stampo fino a farlo entrare in contatto con l’angolo dello stampo e poi si continua oltre il primo contatto — tipicamente comprimendo la zona di piega di un ulteriore 10–15% per ridurre il ritorno elastico. Ora il foglio non galleggia più tra le spalle. È incastrato nella geometria.
Non stai più permettendo al raggio di formarsi naturalmente.
Lo stai forzando.
E quando forzi il metallo, il misuratore di tonnellaggio dice la verità.
Nella piegatura in aria, potresti vedere 1–2 tonnellate per pollice su acciaio dolce da 0,125 pollici in una V da 1,000 pollici. Con lo stesso setup in bottoming puoi facilmente raddoppiare o triplicare quel carico a seconda dell’angolo dello stampo e della penetrazione. La pressa piegatrice non si interessa più della tua tabella empirica. Si interessa della superficie di contatto.
Ora immagina di aver seguito la regola dell’8× spessore e di aver scelto una V troppo stretta per il raggio interno minimo del materiale.
Nella piegatura in aria, ciò potrebbe apparire come un raggio più stretto e un tonnellaggio maggiore — un avvertimento. Nel bottoming, stai schiacciando la zona di piega in un angolo dello stampo che potrebbe essere più acuto di quanto il materiale possa tollerare. La penetrazione aggiuntiva di 10–15% per “bloccare” l’angolo aumenta la tensione di compressione sulla superficie interna e la deformazione a trazione appena fuori dall’asse neutro.
È lì che si spaccano le flange.
E i produttori di utensili scoraggiano il bottoming per una ragione. Quando si alloggia completamente il materiale in stampi temprati sotto tonnellaggio elevato, qualsiasi disallineamento nella V-apertura, nell’angolo dello stampo o nella duttilità del materiale si traduce direttamente in usura degli utensili, grippaggio o spalle scheggiate. Ti sembra normale finché non hai frantumato qualche centinaio di dollari di piastra temprata e devi spiegarlo all’ufficio acquisti.
Il bottoming riduce il ritorno elastico.
Riduce anche il margine di errore sulla V-apertura.
Il coining non è semplicemente un bottoming più spinto.
È un regime diverso.
Si spinge la punta del punzone nel materiale con abbastanza forza — spesso 50 tonnellate per pollice o più, rispetto a 1–2 nella piegatura in aria — per deformare plasticamente l’intera zona di piega attraverso lo spessore. Non stai solo piegando. Stai stirando. Il raggio della punta del punzone diventa il raggio interno perché stai spostando il materiale sotto stress di compressione estremo.
Il ritorno elastico quasi scompare perché hai superato il limite di snervamento in tutta quella zona.
Ma la regola dell’8×?
Senza significato qui.
Nella coniatura, l’apertura a V deve essere abbinata alla geometria del punzone e alla resistenza del materiale in modo che il materiale possa fluire senza fratturarsi o danneggiare l’attrezzatura. Troppo stretta e la tonnellata schizza oltre la capacità della macchina. Troppo larga e perdi supporto, deformi l’angolo o segni il pezzo. Le opzioni geometriche si riducono perché l’attrezzatura deve sopravvivere al carico.
Ecco perché la coniatura è rara nelle officine moderne. Non perché non funzioni — funziona eccome — ma perché richiede attrezzature specializzate, macchine rigide e un setup disciplinato. Se sbagli l’apertura a V qui, non vedrai solo una deriva dell’angolo.
Lo sentirai.
Un colpo secco dalla pressa, un picco sul misuratore di tonnellaggio e talvolta una punta del punzone incrinata che ha appena trasformato la tua configurazione in costoso scarto.
La piegatura ad aria permette al materiale di trovare il proprio raggio. La piegatura a fondo e la coniatura lo impongono.
Una volta capita questa differenza, la scelta della matrice smette di essere una scorciatoia per lo spessore e diventa una decisione di gestione del carico — come dimensionare una campata di ponte per il peso che deve sostenere.
Quindi, se il metodo di piegatura cambia il modo in cui il raggio viene creato e come la forza fluisce attraverso l’attrezzatura, come puoi trasformarlo in un metodo ripetibile per scegliere la V giusta ogni volta?
Ho visto una staffa in acciaio inox 304 da 0,125 pollici incrinarsi di netto sul raggio esterno in una V da 1,000 pollici perché il foglio di setup diceva “8× lo spessore”. L’operatore non ha fatto nulla di sbagliato. Era la regola ad essere sbagliata per quel carico.
Se il metodo di piegatura cambia il modo in cui la forza fluisce, allora la selezione della V deve partire dalla resistenza al carico del materiale — il suo limite di snervamento — non dal suo spessore. Ecco il flusso di lavoro che uso in officina, lo stesso che mi ha evitato di produrre costosi scarti con la 7075-T6 e le lamiere ad alta resistenza.
Controlla il certificato.
Non la generica dicitura “inox” sul documento di lavorazione. Il reale limite di snervamento dal certificato di prova del laminatoio. L’A36 può mostrare un limite di snervamento di 36.000 PSI. Il 1018 laminato a freddo può arrivare intorno a 50.000–60.000 PSI. L’acciaio inox 304 ha spesso un limite di snervamento tra 30.000 e 45.000 PSI ma incrudisce rapidamente. L’alluminio 7075-T6 si aggira intorno a 73.000 PSI. Le qualità HSLA possono superare di molto quel valore.
Il limite di snervamento ti dice quanto stress possono sopportare le fibre esterne prima di deformarsi plasticamente. Più stretto è il raggio, maggiore è la deformazione delle fibre esterne. Questo è il meccanismo di rottura.
Quei moltiplicatori “6× per l’alluminio, 10× per l’inox” che girano nelle officine? Sono traduzioni approssimative del limite di snervamento in deformazione tollerabile. Ma l’alluminio non è un materiale unico. Il 5052-H32 si piega benissimo. Il 7075-T6 si spezza se lo guardi male. Stesso spessore. Tolleranza alla deformazione completamente diversa.
Ma è storia d’officina, non legge universale.
Quindi tratto il moltiplicatore come un punto di partenza legato all’intervallo di snervamento, non al nome del materiale. Sotto i 40.000 PSI di snervamento? Di solito puoi permetterti rapporti più stretti. Intorno ai 60.000 PSI? Sei nel territorio tipico dell’acciaio dolce. Sopra i 70.000 PSI? Inizi ad allargare rapidamente le matrici per proteggere le fibre esterne.
Se non parti dal limite di snervamento, stai indovinando sulla deformazione. E indovinare sulla deformazione è il modo in cui si spaccano le flange.
Ecco come appare in pratica.
Supponiamo che tu abbia alluminio 5052-H32 da 0,125 pollici. Snervamento intorno a 28.000–33.000 PSI. Quel materiale tollera raggi più stretti, quindi una V di 6× spessore (0,750 pollici) nella piegatura in aria spesso si comporta bene.
Ora passa all’acciaio inox 304 da 0,125 pollici, snervamento forse 35.000–45.000 PSI, ma con un forte incrudimento da lavorazione. Se resti su 0,750 pollici perché “funzionava con l’alluminio”, il raggio interno si riduce, la deformazione esterna aumenta e vedrai microfessurazioni sulle parti lucidate. Passando a una V di 1,250 pollici o 1,500 pollici il materiale si rilassa.
Prendi HSLA da 0,125 pollici con snervamento di 80.000 PSI. Se provi a forzarlo in una V da 1,000 pollici perché il rack è organizzato a coppie, stai concentrando la deformazione in un raggio che il materiale semplicemente non può sopportare. Non è un problema di spessore. È un problema di snervamento.
Una volta che conosci il limite di snervamento, la domanda successiva si scrive da sola.
Quale raggio interno può sopravvivere quel materiale senza lacerarsi?
Ho visto A36 da 0,187 pollici piegato a un raggio interno di 0,187 pollici tutto il giorno. Prova lo stesso con 4140 preindurito da 0,187 pollici e ti ritroverai a raccogliere frammenti.
La superficie esterna di una piega si allunga. Più stretto è il raggio interno rispetto allo spessore, maggiore è la sollecitazione a trazione all’esterno. Quando tale sollecitazione supera la capacità di allungamento del materiale al punto di snervamento, si verifica la fessurazione. È fisica.
Per la piegatura in aria, una regola sicura per molti acciai con resistenza a trazione intorno ai 60.000 PSI è un raggio interno approssimativamente uguale allo spessore del materiale. Ecco perché il vecchio “8× spessore” talvolta funziona sull’acciaio dolce — perché piegando in aria con una V di 8× si tende a ottenere un raggio interno vicino a 1× lo spessore.
Ma allontanandosi da quel range di trazione, la relazione cambia.
I materiali ad alta resistenza necessitano di raggi interni maggiori rispetto allo spessore per mantenere la deformazione delle fibre esterne al di sotto dei limiti di frattura. Ecco perché il 7075-T6 spesso richiede 2× spessore o più per una piega affidabile a 90 gradi. Ignora questo e sentirai il “crack” prima di vederlo.
Quindi scegli un IR target basandoti su snervamento e duttilità — non perché una tabella dica 8× spessore, ma perché la capacità di deformazione del materiale lo impone.
Una volta ottenuto quel raggio target, lo stampo diventa geometria.
Facciamo uno scenario reale.
Hai acciaio inox 304 da 0,125 pollici, superficie estetica all’esterno. In base allo snervamento e all’esperienza, decidi che vuoi almeno un raggio interno di 0,125 pollici per restare fuori dalla zona di fessurazione. Più stretto di così e stai rischiando la finitura.
Quel IR di 0,125 pollici è il vincolo. Protegge il materiale.
Ora la domanda diventa meccanica: quale apertura V produce quel raggio nella piegatura in aria?
Nella piegatura in aria, il raggio interno è controllato principalmente dall’apertura a V, non dalla punta del punzone. Un’approssimazione comune è che il raggio interno sia pari a circa il 16% dell’apertura a V.
Capovolgi il ragionamento.
Se RI ≈ 0,16 × V, allora V ≈ RI ÷ 0,16.
Se vuoi un raggio interno di 0,125 pollici: V ≈ 0,125 ÷ 0,16 ≈ 0,781 pollici.
Non troverai una matrice da 0,781 pollici nello scaffale. Sceglierai la misura standard più vicina — probabilmente 0,750 o 1,000 pollici.
Ora confronta i risultati.
0,750 × 0,16 ≈ 0,120 pollici di RI. 1,000 × 0,16 ≈ 0,160 pollici di RI.
Se la tua preoccupazione è la formazione di cricche, la V da 1,000 pollice ti dà un margine. Se la lunghezza della flangia è ridotta e ti serve una matrice più piccola per il supporto, potresti accettare la 0,750 e monitorare con attenzione la superficie.
Hai visto cosa è appena successo?
Non sei partito dallo spessore. Sei partito dallo sforzo ammissibile, lo hai tradotto in un raggio target e poi sei risalito a un’apertura a V che gestisce il carico.
È la stessa logica della gestione dei carichi su un ponte. La carreggiata (il materiale) ha una portata (snervamento). Dimensioni la campata (apertura a V) in modo che la sollecitazione non la superi mai.
Dato che il portafoglio prodotti di CN-HAWE è basato su CNC 100% e copre scenari di fascia alta nel taglio laser, piegatura, scanalatura, cesoiatura, per i team che valutano opzioni pratiche qui, Pressa Piegatrice è un prossimo passo rilevante.
Ma geometria e forza hanno comunque voce in capitolo.
Se stai verificando un disegno specifico, una classe di materiale o un limite macchina, questo è il punto in cui i vincoli reali — tonnellaggio disponibile, attrezzature a disposizione e metodo di formatura — vanno verificati insieme. CN-HAWE supporta soluzioni di piegatura e lamiera completamente basate su CNC e investe molto in ricerca e sviluppo su presse piegatrici e attrezzature intelligenti, rendendosi un partner pratico per la revisione dei calcoli di tonnellaggio, la selezione della matrice a V e la valutazione della fattibilità del processo rispetto alle effettive condizioni produttive. Per una discussione tecnica o un preventivo, puoi contattare CN-HAWE qui.
Quando senti parlare del “rapporto 8:1” usato correttamente, non significa 8× lo spessore. È approssimativamente V ≈ 8 × RI, che corrisponde a quella relazione del 16% (poiché 1 ÷ 0,16 ≈ 6,25 e le variazioni reali lo avvicinano a 8 a seconda del materiale e della penetrazione).
Quel rapporto funziona solo se il tuo metodo di piegatura è la piegatura in aria e il materiale si comporta vicino a quella curva di deformazione. La piegatura a fondo o la coniatura rompono questa relazione perché entrano in gioco l’angolo della matrice e il raggio del punzone.
Quindi l’idea dell’8:1 non è sbagliata.
È solo stata associata alla variabile sbagliata.
E una volta scelta la V in base al raggio, non hai ancora risposto alla domanda che mantiene vive le presse:
La tua attrezzatura e la tua macchina possono sopportare il carico?
Ho visto un lavoro su lamiera da 0,250 pollici specificato in una matrice stretta che calcolava oltre 150 tonnellate totali su una pressa piegatrice da 10 piedi con una portata nominale di 135. Il calcolo del raggio era corretto. Alla macchina non importava.
Il tonnellaggio nella piegatura in aria aumenta man mano che si restringe l’apertura a V. Raddoppia la V e quasi dimezzi il tonnellaggio richiesto. Questo perché uno spazio più stretto concentra la forza su un braccio di leva più corto. La matrice diventa un ponte più corto che sostiene lo stesso camion.
Quindi, una volta selezionata la V in base al raggio interno desiderato, calcola le tonnellate per piede per quello spessore e quell’apertura a V. Confrontale con:
(E se stai effettuando una piegatura a fondo, moltiplica notevolmente il tonnellaggio della piegatura in aria — spesso 2× o più — perché l’area di contatto e la penetrazione fanno aumentare il carico.)
È qui che l’argomento “teniamo a magazzino solo matrici da 0.500, 1.000 e 2.000 pollici” crolla. Sì, in questo modo puoi coprire molti lavori. Ma puoi anche sovraccaricare silenziosamente l’attrezzatura o correre sul filo della rottura con parti ad alta resistenza e chiamarlo “variazione normale”.”
Ti sembra giusto quando hai incrinato qualche centinaio di dollari di lamiera temprata e hai dovuto spiegarlo all’ufficio acquisti.
Il flusso di lavoro è semplice, ma non semplicistico:
Fallo, e la scorciatoia dell’8× lo spessore smetterà di gestire la tua officina.
Ora c’è un altro vincolo che può comunque rovinare questa configurazione perfettamente calcolata — e non ha nulla a che vedere con la resistenza.
Puoi avere lo snervamento giusto, il raggio interno giusto, l’apertura a V calcolata da 0,16 × V e il tonnellaggio ben al di sotto della capacità della tua macchina — e comunque scartare il pezzo.
Ho osservato una staffa in acciaio inox 304 da 0,125 pollici lavorare in una matrice a V da 1,000 pollice perfettamente ragionevole. Il raggio è venuto fuori di 0,160. La pressione era confortevole. La superficie non si è incrinata. Ma il disegno richiedeva una flangia da 0,375 pollici. Ogni pezzo usciva corto nella lunghezza del gambo e lungo nell’angolo, come se la pressa avesse una propria volontà.
Non è così.
La flangia era troppo corta per la geometria della matrice.
Quando il gambo non può fisicamente poggiare piatto sulla spalla della matrice durante la piegatura, il foglio smette di comportarsi come una trave sostenuta e inizia a comportarsi come una tavola da tuffo. La matematica della deformazione non cambia. La condizione di supporto sì. E la geometria vincerà quella battaglia ogni volta.
Quindi, se la resistenza non è il punto di cedimento, cosa lo è?
Metti un calibro su una matrice a V da 1,000 pollice. Dalla linea centrale a ogni spalla ci sono 0,500 pollici. Quando si piega ad aria, il materiale entra in contatto vicino a quelle spalle mentre il punzone scende. Quella zona di contatto è il tuo supporto.
Ora immagina di cercare di piegare una flangia da 0,375 pollici nella stessa matrice. Metà della V (0,500 pollici) è già più larga di tutto il tuo gambo. Non c’è un supporto stabile sulla spalla. Il materiale cade nella V prima che la piegatura si formi completamente.
Ti ritroverai a inseguire l’angolo per tutto il giorno.
Perché ciò che accade non è il ritorno elastico. È la geometria che cambia. Il grezzo scivola più in profondità nella matrice mentre applichi il carico. La tua linea di piegatura si sposta effettivamente. È per questo che la misurazione dell’angolo fluttua anche quando la pressione è perfettamente costante.
Gli errori di angolo sembrano problemi di materiale.
Spesso sono problemi di lunghezza del gambo.
Ed è qui che rimane intrappolato il gruppo dell’8× dello spessore. Hai selezionato correttamente la V in base al carico di rottura e al raggio interno target. Bene. Ma nessuno ha chiesto se la flangia può fisicamente esistere in quella V.
Allora come fai a saperlo prima di premere “avvio ciclo”?
Ecco il controllo pratico.
Per la piegatura ad aria, la flangia minima è circa 0,7 × l’apertura della V. Alcune officine usano 0,6 × V. Alcune giocano sul sicuro con 0,8 × V. Ma se sei sotto 0,6 × V, stai rischiando.
Prendi quella V da 1,000 pollice.
0,7 × 1,000 = flangia minima di 0,700 pollice per un supporto stabile.
Ora confrontala con la flangia da 0,375 pollice sul disegno. Sei appena a 0,375 × V. Quel gambo non ha alcuna possibilità di poggiare saldamente sulla spalla durante la formatura.
Allora cosa ha fatto l’operatore? Ha sostituito con una matrice a V da 0,625 pollice. Questo viola la vecchia regola dell’8× dello spessore per un materiale da 0,125 pollice (0,625 ÷ 0,125 = 5×). Ma dal punto di vista geometrico?
0,7 × 0,625 = flangia minima di 0,437 pollici.
Ora la tua gamba da 0,375 pollici è ancora stretta — ma almeno è nel campo del supporto fisico.
Ecco il punto.
Restringere quella matrice non ha solo corretto la geometria. Ha fatto impennare la tonnellata. Su 0,250 pollici di A36, ho misurato circa 300 tonnellate per 10 piedi in una V da 1,500 pollici contro circa 139 tonnellate in una V da 3,000 pollici. Dimezzi la luce e il carico più che raddoppia. La stessa fisica si applica a spessori più leggeri.
Risolvi il supporto della flangia e carichi silenziosamente la pressa più duramente.
È così che le “soluzioni rapide” diventano scarti costosi o peggio, utensili costosi.
E se la flangia è ancora più corta?
Quando la flangia è troppo corta, non perde solo il supporto. Può inclinarsi nella V mentre il punzone penetra.
Vedrai un segno lucido di trascinamento lungo una spalla. Non è un difetto estetico. È il pezzo che ruota mentre cade nella matrice. La linea di piega si sposta verso l’interno, accorciando di fatto la tua gamba oltre la lunghezza sviluppata che avevi calcolato.
Ora il tuo piano disteso è sbagliato — anche se il tuo calcolo di deduzione di piega era corretto.
Qui entrano in gioco i modelli di forza più recenti. Test reali su alluminio 1100-O e acciaio SPCC hanno mostrato che i carichi di piegatura effettivi spesso superano i valori delle tabelle in condizioni di contatto non ideali. Lo scivolamento è una di queste condizioni. Ottieni un carico puntuale invece di un contatto pulito sulla spalla. La pressione locale aumenta. I segni aumentano. La previsione della forza va a monte.
Quindi la flangia minima non è un suggerimento.
È un requisito di stabilità.
Ma supponiamo che la tua flangia rispetti la regola 0,7 × V. Sei supportato. L’angolo è coerente. C’è però un altro problema geometrico sottile che si insinua — soprattutto quando cerchi di essere “efficiente” con il tuo portautensili.
Mi piacciono i blocchi multi-V. Fanno risparmiare spazio. Puoi passare da 0,500 a 0,750 a 1,000 in un unico utensile.
Ma misurali.
Le spalle su un multi-V sono più strette. La parte tra le aperture adiacenti è più sottile. Sotto carico — soprattutto oltre le 20 tonnellate per piede — si flettono più di un singolo V dedicato della stessa apertura.
La flessione cambia la larghezza effettiva della V sotto pressione.
E questo cambia il tuo raggio.
Piega acciaio A36 da 0,187 pollici nella più piccola apertura di un blocco multi-V classificato per lamiera sottile. Otterrai una variazione dell’angolo lungo la lunghezza che non noteresti in una matrice singola solida da 0,750 pollici.
Perché?
Perché all’estremo del suo intervallo, il corpo della matrice flette microscopicamente. Quella flessione allarga l’apertura sotto carico. Una V più ampia significa un raggio interno maggiore. Un raggio maggiore significa più ritorno elastico. Quindi la profondità programmata non corrisponde più all’angolo desiderato.
È sottile. Un grado qui. Un grado e mezzo là.
Su un lavoro con tolleranza di ±0,5°, quello è scarto.
Questo non significa che i blocchi multi-V siano spazzatura. Ma è storia d’officina, non una legge universale — funzionano bene al centro del loro campo di lavoro. Spingili al limite e la geometria si sposta.
Quindi, quando smetti di essere flessibile?
Se il disegno richiede una lunghezza della flangia di ±0,010 pollici e un angolo di ±0,5° su acciaio inox 304 da 0,125 pollici, e lavori con 15–20 tonnellate per piede, acquista la matrice dedicata.
Una singola V da 0,875 pollici o 1,000 pollici con piena massa sotto terrà meglio la geometria sotto carico. Meno deflessione. Raggio più coerente. Ritorno elastico più prevedibile.
Sì, costa di più in anticipo.
Così come rifare una produzione di 200 pezzi perché gli ultimi 30 sono usciti dalla tolleranza mentre la matrice si scaldava e fletteva.
E quando la lunghezza della flangia e la massa della matrice non bastano ancora?
Alcuni pezzi non ti mettono alla prova solo per la resistenza o la lunghezza della flangia. Ti mettono alla prova per la superficie, il ritorno elastico o entrambi.
È allora che le matrici V standard smettono di essere l’attrezzo giusto.
Alluminio 5052 da 0,090 pollici con superficie spazzolata mostrerà ogni segno di spalla. Puoi allargare la V per ridurre la pressione, ma ciò aumenta raggio e ritorno elastico. Ora l’angolo varia.
Una matrice a rullo cambia la condizione di contatto. Invece di scorrere su una spalla fissa, il materiale rotola. Minore attrito. Meno segni. Curva di forza più costante.
Gli inserti in poliuretano distribuiscono il carico su una superficie più ampia, riducendo la pressione di picco senza costringerti a usare una V sovradimensionata. La geometria resta più vicina al tuo raggio calcolato.
Ora stai gestendo la meccanica del contatto, non solo la larghezza della luce.
Leva diversa. Stesso obiettivo.
Prendi un materiale da 0,187 pollici e 80.000 PSI che ritorna di 6–8 gradi in una V standard a 90°. Puoi sovrapiegare in profondità, ma la penetrazione aumenta e la tonnellaggio segue.
Una V-matrice acuta da 30° o 60° cambia la geometria della chiusura senza arrivare alla coniatura completa. Le pareti della matrice entrano in contatto prima. Controlli il ritorno elastico con il vincolo angolare invece che con la forza bruta.
Sì, il tonnellaggio aumenta (controlla le tonnellate per piede), ma stai scambiando profondità con controllo angolare. Su pezzi ad alto snervamento, può significare la differenza tra un 90° stabile e inseguirlo per tutto il turno.
A questo punto, il modello dovrebbe essere chiaro.
Il limite di snervamento ti indicava quanto stretto potevi piegare senza creare cricche. Il tonnellaggio ti diceva se la macchina resisteva. La lunghezza della flangia ti dice se il pezzo può fisicamente sedersi nella matrice. La geometria dell’utensile ti indica se l’impostazione manterrà la tolleranza sotto carico.
Ignorane uno solo, e torni a produrre costosi scarti — anche con un calcolo perfetto della deformazione.
Quindi il vero flusso di lavoro non è “8× lo spessore”.”
È capacità di deformazione, capacità di carico e supporto fisico — in quest’ordine.
Vuoi il flusso di lavoro.
Non un rapporto. Non “8×.” Una sequenza che impedisce all’acciaio inox 304 da 0,125 pollici di diventare costoso scarto mantenendo comunque ±0,5° e ±0,010 pollici sulla flangia.
Ecco il cambiamento: smetti di scegliere un’apertura a V come se fosse uno spazio da riempire. Inizia a sceglierla come se stessi definendo il carico ammissibile su un ponte. La lamiera è la carreggiata. Il limite di snervamento è il carico. L’apertura a V è la luce. Se sottodimensioni la luce per il carico, qualcosa si rompe. Se la sovradimensioni, la carreggiata flette — il raggio cresce, il ritorno elastico aumenta, gli angoli variano.
Quindi la decisione si sviluppa in un’unica direzione:
Questo è l’ordine. Se lo infrangi, torni a giocare d’azzardo.
Perché partire da lì?
Perché il metallo non si cura della tua regola empirica. Reagisce alla deformazione.
“Materiale prima” non significa “spessore prima”.”
Significa prima la resistenza allo snervamento.
Se mi porti A36 da 0,187 pollici e 304 inox da 0,187 pollici, e mi dici di usare la stessa V da 1,500 pollici perché “è quella che usiamo sempre”, so già che uno di quei pezzi è a rischio. Stesso spessore. Differente capacità di deformazione. Differente ritorno elastico. Differente tonnellaggio per piede.
Ma è storia d’officina, non legge universale — 8× funziona bene sull’acciaio dolce da 36.000–60.000 PSI quando non si inseguono tolleranze strette. La trappola è presumere che quel successo si trasferisca all’inox da 70.000–90.000 PSI o alla lamiera anti-abrasione.
Quindi la checklist inizia così:
Ora hai dei vincoli.
Senza questi, stai sfogliando l’attrezzatura come se fosse un problema di catalogo invece che di deformazione.
Rendiamolo concreto.
Supponiamo che il disegno richieda inox 304 da 0,125 pollici, 90°, raggio interno massimo 0,125 pollici, ±0,5°, lunghezza flangia 0,750 pollici.
Fase uno: il raggio determina V nella piegatura in aria. Per la maggior parte degli acciai, il raggio interno si aggira intorno a 0,16 × V. Quindi, se voglio un raggio interno di circa 0,125 pollici:
0,125 ÷ 0,16 ≈ 0,781 pollici V.
L’attrezzo reale più vicino è 0,750 o 0,875.
Ora controlliamo la realtà dello sforzo. Il 304 tollera un raggio interno intorno a 1× lo spessore in molti stati di tempra senza creparsi. 0,125 su 0,125 è 1T. Siamo nella zona di sopravvivenza.
Ora la tonnellata. Un V più stretto aumenta le tonnellate per piede. Se quel V da 0,750 pollici mi porta oltre, diciamo, 18–20 tonnellate per piede su questo materiale (controlla la tua tabella), è meglio che confermi che lo stampo e la pressa siano omologati per questo. Ho visto un lavoro in acciaio inox da 0,125 pollici deformare un multi-V leggero perché qualcuno ha ignorato la valutazione per piede e ha guardato solo la tonnellata totale.
Poi la lunghezza della flangia. 0,7 × 0,750 = 0,525 pollici minimo. Il disegno richiede 0,750 pollici. Siamo supportati.
Ora — e solo ora — apro l’armadio.
Nota cosa non è successo.
Non abbiamo mai detto “8× lo spessore”. Abbiamo detto: “Che sforzo può sopportare questo materiale, e quale V produce quello sforzo?”
Questo è controllo.
La maggior parte degli operatori incolpa prima la profondità o la compensazione del ritorno elastico.
A volte sbagliano.
Crepe lungo la linea di piega sull’acciaio inox?
Controlla il raggio interno effettivo che stai creando. Se hai scelto un V da 1,000 pollici su un 304 da 0,125 pollici perché “sembrava più sicuro”, il tuo raggio si aggira intorno a 0,160 pollici. Questo riduce il rischio di crepe, sì — ma aumenta il ritorno elastico. Quindi spingi più in profondità per inseguire i 90°. Più in profondità significa più penetrazione, maggiore pressione di contatto alle spalle, e talvolta sovrasforzo localizzato.
La crepa non è stata causata da una piega troppo stretta.
È stata causata dalla perdita di controllo del percorso dello sforzo.
Segni pesanti sulle spalle su alluminio 5052 da 0,090 pollici estetico?
Prima di incolpare la finitura del punzone, chiediti se il V è troppo stretto per il limite di snervamento. Un V stretto equivale a una maggiore pressione di contatto. La pressione lascia tracce. Allargare il V riduce i segni ma aumenta il raggio. Se la tolleranza dell’angolo è stretta, questo compromesso si manifesta come incoerenza tra i pezzi del lotto.
Angoli incoerenti da sinistra a destra su un pezzo lungo?
Se sei vicino al limite superiore della capacità di tonnellaggio di una matrice multi-V, il corpo flette. L’apertura effettivamente si allarga sotto carico al centro. Una V più ampia al centro significa raggio maggiore, più ritorno elastico, angolo più aperto.
Non è un problema di profondità.
È una flessione sull’interasse.
Quando vedi il sintomo, chiediti una cosa: l’apertura della V sta costringendo il materiale in una condizione di deformazione o di carico che non può mantenere in modo coerente?
Se sì, la soluzione non è più corsa.
È un interasse diverso.
Non stai ripiegando un foglio.
Stai dirigendo il flusso del materiale tra due spalle restando entro il suo limite di deformazione e il limite di carico della tua macchina.
È un problema di controllo, non di apertura.
Il pensiero da catalogo dice: materiale da 0,125 pollici → V da 1,000 pollici → fatto.
Il pensiero da deformazione dice: Quale raggio mi serve? Quale V lo produce? Quante tonnellate per piede richiede? Il corpo della mia matrice può reggere senza flettersi? La flangia è fisicamente stabile a 0,7 × V o più?
Questa sequenza trasforma la piegatura da abitudine in ingegneria.
E dopo un anno che lavori così, qualcosa cambia. Smetti di chiederti “Che V usiamo di solito?” e inizi a chiederti “Che deformazione sto generando?”
È l’unica cosa da portare avanti.
Il metallo non conosce la tua regola. Conosce solo la tensione che gli imponi.
Controlla la deformazione, e il resto — tonnellaggio, angolo, tolleranza, durata dell’utensile — si allinea di conseguenza.


















