

Я наблюдал, как кронштейн из нержавеющей стали 304 толщиной 0,125 дюйма треснул прямо по внешнему радиусу в V-образной матрице размером 1,000 дюйма. На той же самой настройке всё утро без единой отметки гнулась сталь A36 толщиной 0,125 дюйма. Тот же пуансон. Тот же задний упор. То же правило “8× толщина”.
Один материал согнулся чисто. Другой превратился в дорогостоящий лом.
Если это правило было надежным, почему оно не сработало, как только мы сменили листы?
Правило “8× толщина” гласит: возьмите толщину материала, умножьте на восемь, выберите такое V-образное отверстие и приступайте. Для материала толщиной 0,125 дюйма это матрица 1,000 дюйма. Просто. Быстро. Обычно нормально.
Обычно.
То, что никто не пишет в карте наладки — это мелкий шрифт: это правило родилось для низкоуглеродистой стали с пределом прочности на разрыв около 60 000 PSI при гибке на воздухе. Измените прочность, и вы измените деформацию внешних волокон. Измените деформацию, и вы измените результат: деталь согнется или треснет.
Так что же именно предполагает это правило?
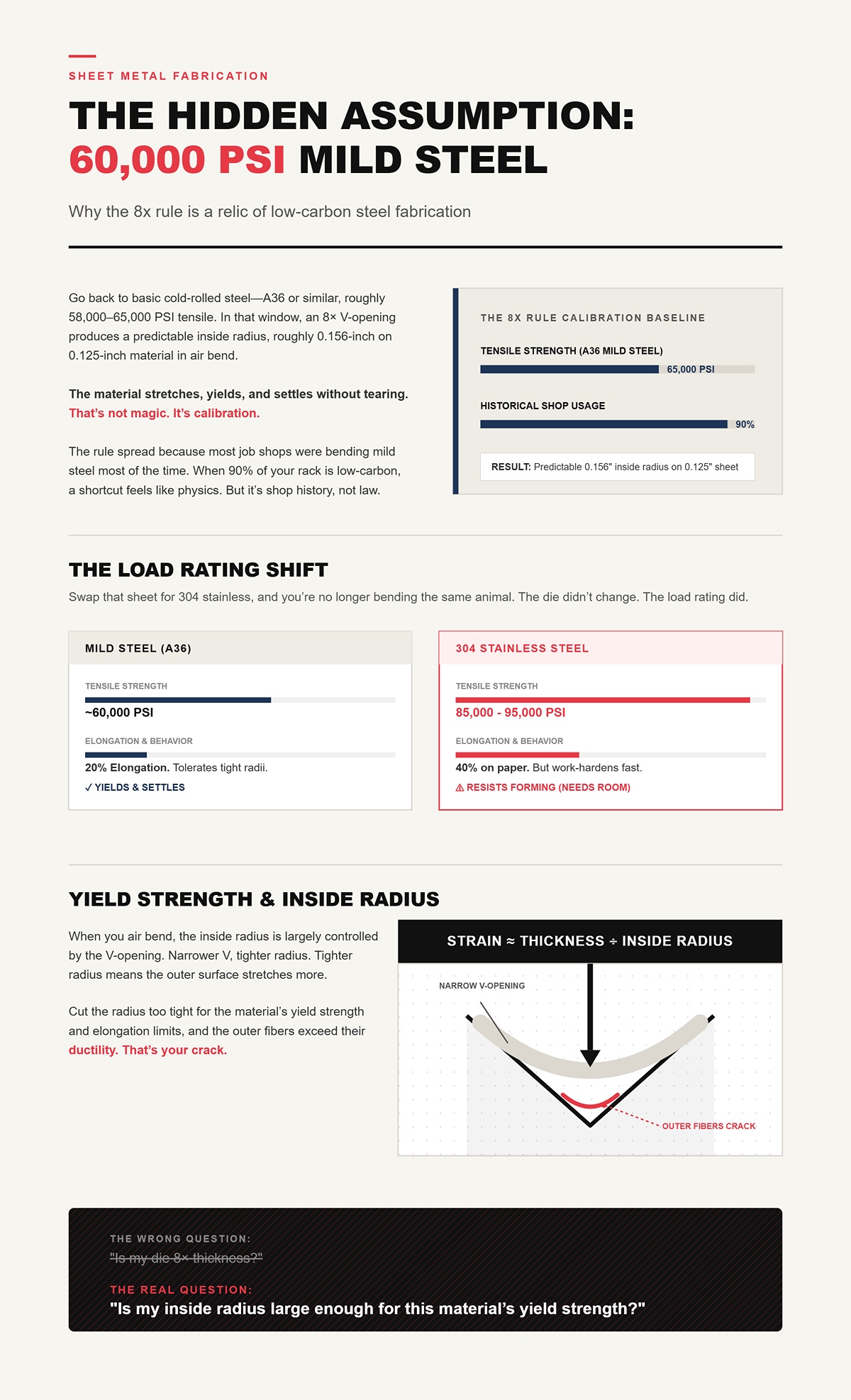
Вернемся к обычной холоднокатаной стали — A36 или аналогичной, с пределом прочности на разрыв примерно 58 000–65 000 PSI. В этом диапазоне V-образное отверстие 8× создает предсказуемый внутренний радиус, примерно 0,156 дюйма для материала 0,125 дюйма при гибке на воздухе. Материал растягивается, течет и принимает форму без разрывов.
Это не магия. Это калибровка.
Правило распространилось, потому что большинство цехов большую часть времени гнули низкоуглеродистую сталь. Когда 90% вашего склада — это низкоуглеродистая сталь, упрощение кажется законом физики. Но это история цеха, а не универсальный закон.
Замените этот лист на нержавеющую сталь 304 с пределом прочности 85 000–95 000 PSI, и вы уже работаете с другим материалом. Матрица не изменилась. Изменилась допустимая нагрузка.
А допустимая нагрузка — это всё.
При гибке на воздухе внутренний радиус в значительной степени контролируется V-образным отверстием. Узкое V — более острый радиус. Более острый радиус означает, что внешняя поверхность растягивается сильнее.
Деформация внешнего волокна примерно пропорциональна толщине, деленной на внутренний радиус. Сделайте радиус слишком острым для предела текучести и предельного удлинения материала, и внешние волокна превысят свою пластичность. Вот вам и трещина.
Низкоуглеродистая сталь может выдержать 20% удлинения. Нержавеющая сталь 304 может на бумаге иметь 40% удлинения, но она быстро наклепывается и сопротивляется формовке при более острых радиусах, если не дать ей пространства. Высокопрочные стали? Они еще менее снисходительны.
Так что настоящий вопрос не в том: “Равна ли моя матрица 8× толщине?”
Вопрос звучит так: “Достаточен ли мой внутренний радиус для предела текучести этого материала?”

Представьте лист, перекрывающий плечи матрицы, как пролет между двумя опорами. Пуансон давит на центр. Чем уже пролет, тем круче изгиб.
Сделайте этот изгиб круче, и внешние волокна пройдут больший путь, чем внутренние. Они растягиваются. После предела текучести они пластически деформируются. Надавите сильнее — и они сузятся (образуется шейка). Надавите еще сильнее — и они лопнут.
Для мягкой стали толщиной 0,125 дюйма в V-образной матрице 1,000 дюйма деформация остается в безопасных пределах. Поместите сталь 304 толщиной 0,125 дюйма в ту же матрицу 1,000 дюйма, и вы заставите материал с более высоким пределом текучести растягиваться до того же малого радиуса. Он сопротивляется сильнее, больше пружинит и сильнее концентрирует напряжение на линии сгиба.
Это и есть разрыв деформации — разница между тем, чего требует матрица, и тем, что может выдержать материал.
Если неправильно устранить этот разрыв, вы получите дорогостоящий брак.
Возьмем мягкую сталь толщиной 0,125 дюйма с пределом прочности 60 000 фунтов на кв. дюйм и высокопрочную сталь толщиной 0,125 дюйма с пределом прочности 100 000 фунтов на кв. дюйм. Толщина идентична. Правило 8× дает обоим V-образное раскрытие 1,000 дюйма.
Но для деформации более прочного листа требуется большее напряжение. Чтобы удержать деформацию внешних волокон в пределах нормы, нужно увеличить внутренний радиус. При гибке в воздухе увеличение внутреннего радиуса означает расширение V-образного раскрытия — возможно, до 10× или даже 12× толщины, в зависимости от марки стали.
Та же толщина. Более широкая матрица.
Это кажется неправильным, если вы зазубрили правило 8× как догму. Это кажется правильным, когда вы испортили закаленную плиту на несколько сотен долларов и вам пришлось объясняться перед отделом закупок.
И расширение матрицы меняет не только радиус.
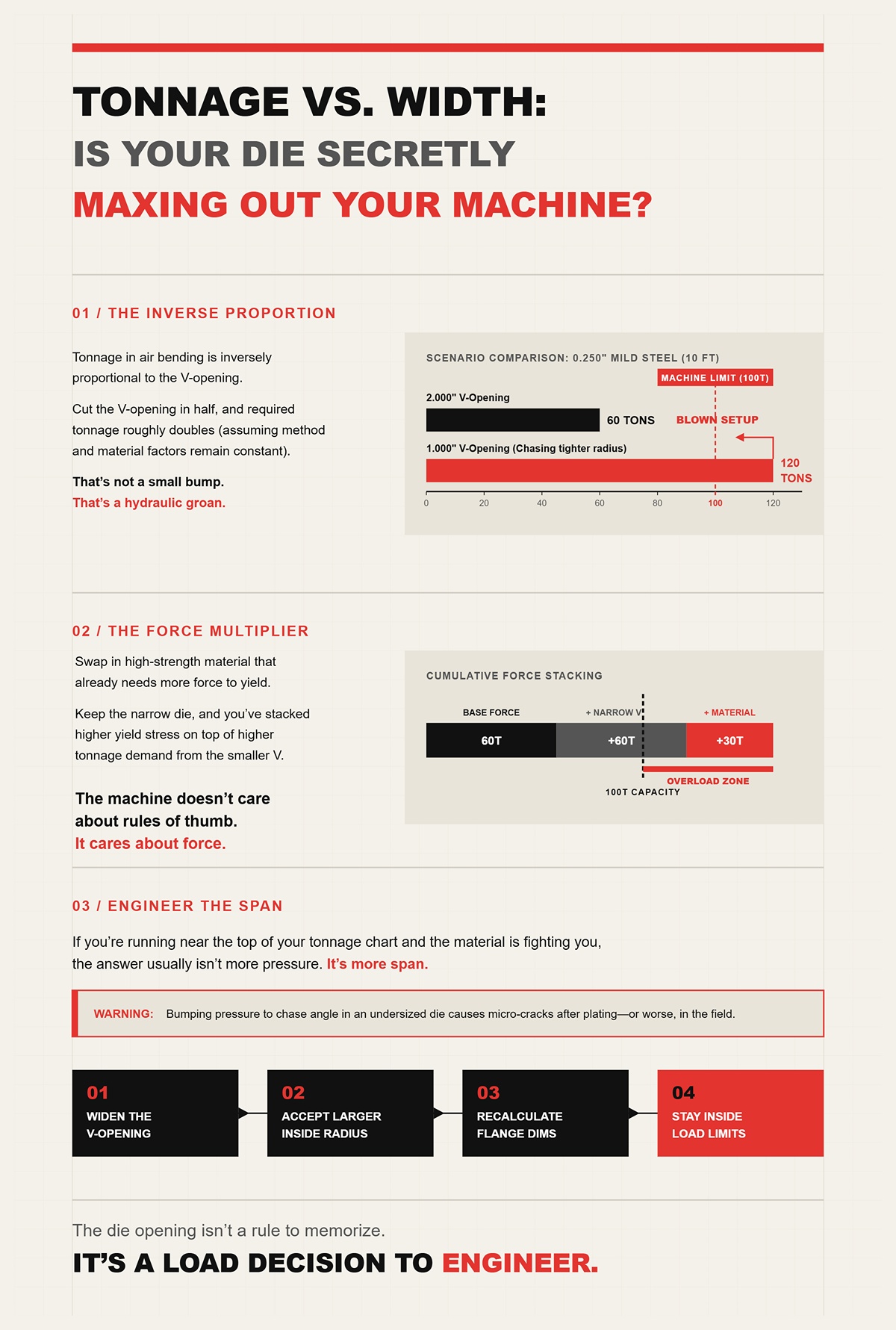
Вот что упускают операторы: тоннаж при гибке в воздухе обратно пропорционален V-образному раскрытию.
Уменьшите V-образное раскрытие вдвое, и требуемый тоннаж примерно удвоится (при неизменных коэффициентах метода и материала). Это не просто небольшое увеличение. Это гидравлический стон.
Допустим, вы гнете мягкую сталь толщиной 0,250 дюйма в V-образной матрице 2,000 дюйма, и у вас 60 тонн на 10 футов. Перейдите на V-образную матрицу 1,000 дюйма в погоне за меньшим радиусом, и вы приблизитесь к 120 тоннам (проверьте таблицу, прежде чем пробовать). На 100-тонном станке это уже не теория. Это сорванная настройка.
Теперь замените материал на высокопрочный, которому и так требуется большее усилие для деформации. Оставьте узкую матрицу, и вы наложите более высокий предел текучести на повышенную потребность в тоннаже из-за меньшего V-образного раскрытия.
Машине нет дела до эмпирических правил. Ей важна сила.
Я видел, как операторы повышают давление, чтобы добиться нужного угла при гибке нержавеющей стали в матрице недостаточного размера. Угол получается. Деталь выглядит нормально. А потом, после гальваники — или, что еще хуже, в процессе эксплуатации — появляются микротрещины.
Если вы работаете на пределе возможностей вашего станка по тоннажу, а материал «сопротивляется», ответом обычно является не увеличение давления.
Ответ — увеличение ширины раскрытия матрицы.
Увеличьте V-образное раскрытие. Примите тот факт, что естественный внутренний радиус станет больше. Пересчитайте размеры полки. Оставайтесь в пределах допустимых деформаций материала и предельных нагрузок вашего станка.
К концу этого текста вам должно стать не по себе от одной мысли о выборе раскрытия 8× толщина без предварительной проверки предела текучести.
Хорошо.
Потому что раскрытие матрицы — это не правило, которое нужно зазубрить.
Это инженерное решение по управлению нагрузкой.
Я наблюдал, как заготовку из нержавеющей стали 304 толщиной 0,125 дюйма гнули в трех разных матрицах — с V-образным раскрытием 0,750 дюйма, 1,000 дюйма и 1,500 дюйма — на одном и том же пуансоне, на одном и том же листогибочном прессе и с одним и тем же оператором. Внутренний радиус менялся настолько, что деталь дважды не могла подойти к одному и тому же калибру. Ничего больше не менялось. Только V-образное раскрытие.
Итак, если правило 8× толщина ненадежно, как же на самом деле выбрать матрицу?
Начните с понимания того, что на самом деле делает матрица. При свободной гибке V-образное раскрытие — это не “держатель”. Это пролет моста. Лист опирается на плечи матрицы, а пуансон давит на середину. Ширина этого пролета определяет, насколько сильно материал должен изогнуться, чтобы достичь 90 градусов. Измените пролет — и вы измените кривизну. Измените кривизну — и вы измените деформацию внешних волокон, тоннаж и пружинение. Это не мнение. Это механика.
И как только вы это поймете, вы перестанете спрашивать: “Какое здесь правило?”, а начнете спрашивать: “Какой радиус создает этот пролет?”
Возьмем мягкую сталь толщиной 0,125 дюйма и V-образное раскрытие 1,000 дюйма. При свободной гибке вы не получите внутренний радиус 0,031 дюйма только потому, что у вас острый кончик пуансона. Вы получите внутренний радиус примерно 0,125 дюйма. Материал “плавает” между плечами матрицы и принимает свою собственную кривизну.
Эта кривизна не случайна.
Материал формирует естественный радиус в зависимости от того, как далеко друг от друга находятся плечи матрицы. Шире V — больше естественный радиус. Узкое V — меньше естественный радиус. Вы выбираете матрицу не для того, чтобы она “соответствовала” толщине. Вы выбираете матрицу для получения конкретного внутреннего радиуса, осознаете вы это или нет.
Это означает, что если по чертежу требуется внутренний радиус 0,250 дюйма на материале толщиной 0,125 дюйма, вы начинаете не с толщины. Вы начинаете с обратного расчета V-образного раскрытия, которое обеспечит этот радиус.
Так в чем же заключается эта зависимость?
Для низкоуглеродистой стали толщиной до 0,500 дюйма (ок. 12,7 мм) внутренний радиус при гибке на воздухе составляет примерно 15–20% от ширины раскрытия матрицы (V-образного паза). Многие таблицы упрощают это до формулы R ≈ V ÷ 8 для материала с пределом прочности на разрыв 60 000 PSI (ок. 414 МПа). Именно отсюда пошло старое правило «8× толщина». Для низкоуглеродистой стали толщиной 0,125 дюйма (ок. 3,175 мм) V-образный паз шириной 1,000 дюйм (ок. 25,4 мм), деленный на 8, дает внутренний радиус около 0,125 дюйма.
Но обратите внимание на то, что происходит на самом деле. Радиус в первую очередь зависит от ширины раскрытия матрицы. Толщина материала при этом играет второстепенную роль.
Теперь возьмем нержавеющую сталь 304 с пределом прочности 85 000–95 000 PSI (ок. 586–655 МПа). Тот же паз 1,000 дюйм. Вы часто будете видеть, что свободный радиус получается немного больше, чем у низкоуглеродистой стали, потому что более высокий предел текучести препятствует формированию более крутого изгиба. Процентное соотношение меняется. Возможно, оно ближе к V ÷ 7,5 или V ÷ 7, в зависимости от состояния материала. Это не ошибка в расчетах. Это сопротивление материала.
Главное вот в чем: когда вы меняете ширину раскрытия матрицы, вы напрямую задаете диапазон внутреннего радиуса. Если ваш материал требует минимального внутреннего радиуса, равного 1× толщине, чтобы избежать трещин, вы выбираете такой V-образный паз, который обеспечит как минимум этот радиус. А не 8× толщину только потому, что так написано в таблице. Выбирайте паз, который обеспечит «свободный» радиус, допустимый для вашего материала.
И это полностью меняет подход к составлению карты наладки.
Операторы часто настаивают на том, что пуансон с радиусом наконечника 0,062 дюйма “заставит” получить малый радиус на листе толщиной 0,250 дюйма при использовании матрицы с раскрытием 2,000 дюйма. Это не так. По крайней мере, при гибке на воздухе.
Пуансон контактирует с материалом в вершине, но лист опирается на плечи матрицы. Пока вы не перейдете к гибке с упором или чеканке, радиус наконечника пуансона практически не влияет на конечный внутренний радиус. Материал находится в подвешенном состоянии. Он принимает форму пролета, а не наконечника.
Вот почему вы можете заменить острый пуансон на пуансон с радиусом 0,125 дюйма и практически не заметить изменений во внутреннем радиусе, если ширина раскрытия матрицы останется прежней. Я проверял это на стали A36 толщиной 0,187 дюйма в матрице с раскрытием 1,500 дюйма. Угол изменился незначительно из-за глубины проникновения. Радиус остался прежним.
Поэтому, когда кто-то говорит: “Мне нужен более острый пуансон”, обычно он имеет в виду: “Я выбрал неправильную ширину раскрытия матрицы”.”
И если ширина раскрытия матрицы определяет радиус, на что еще она влияет незаметно?
Согните лист нержавеющей стали 304 толщиной 0,125 дюйма на 90 градусов в матрице с раскрытием 1,000 дюйм. Возможно, вам придется перегнуть его до 83 градусов, чтобы после пружинения получить 90. Поместите тот же лист в матрицу с раскрытием 1,500 дюйма, и, возможно, придется перегибать уже до 80 градусов. Толщина та же. Материал тот же. Матрица другая.
Почему?
Все дело в том, что пружинение — это упругое восстановление. Чем больше внутренний радиус, тем ниже пластическая деформация и выше доля упругой энергии, запасенной в зоне изгиба. Более широкое раскрытие матрицы → больший свободный радиус → меньше пластической деформации по отношению к упругой → больше пружинение.
Таков компромисс.
Для высокопрочных сталей — скажем, материал толщиной 0,125 дюйма с пределом прочности 100 000 PSI (ок. 689 МПа) — этот эффект становится более выраженным. Материал уже обладает высоким пределом текучести и широким диапазоном упругости. Поместите его в широкий паз, например 1,500 или 1,750 дюйма, чтобы защитить внутренний радиус, и вы еще сильнее снизите пластическую деформацию.
Результат? Вы можете увидеть 4–6 градусов пружинения при гибке на 90 градусов (следите за таблицей усилий). Операторы паникуют и начинают увеличивать давление. Давление не меняет пролет. Оно просто загоняет пуансон глубже, приближаясь к гибке с упором.
Настоящим рычагом управления все это время было раскрытие матрицы.
Более широкая матрица защищает от растрескивания за счет увеличения внутреннего радиуса. Но она может «наказать» вас большим угловым разбросом, если ваше оборудование, юстировка инструмента или партия материала недостаточно стабильны. Это не повод выбирать узкую матрицу и получать трещины на полках. Это повод понять, какой баланс вы выбираете.
Так как же найти этот баланс?
Начните с минимально допустимого внутреннего радиуса материала, исходя из предела текучести и относительного удлинения. Если для высокопрочной стали толщиной 0,125 дюйма требуется внутренний радиус не менее 0,187 дюйма, чтобы избежать опасной зоны, выберите V-образное раскрытие, которое обеспечивает этот радиус — возможно, 1,250 или 1,500 дюйма, в зависимости от эмпирического коэффициента вашего цеха.
Затем проверьте два ограничения.
Первое: усилие гибки. Более узкое V-образное раскрытие означает большее усилие. Усилие при свободной гибке примерно обратно пропорционально раскрытию матрицы. Уменьшите V вдвое, и вы почти удвоите необходимое усилие. Добавьте к этому материал с пределом прочности 100 000 PSI, и вы быстро упретесь в предельные возможности станка.
Второе: геометрия. Минимальная длина полки обычно составляет от 0,67 до 0,77 от ширины раскрытия матрицы для гиба на 90 градусов. Выберите матрицу с раскрытием 1,500 дюйма, и вам может потребоваться около 1,000 дюйма прямой полки, чтобы она просто не провалилась между плечами матрицы. Если на чертеже у вас всего 0,750 дюйма, эта матрица физически не подойдет.
Теперь вы решаете задачу с ограничениями:
Вот что такое выбор матрицы. А не просто «8 толщин».
И как только вы поймете, что раскрытие матрицы определяет естественный радиус и поведение пружинения при свободной гибке, вы будете готовы задать следующий неудобный вопрос:
Что меняется, когда вы прекращаете свободную гибку и переходите к гибке с чеканкой или калибровкой?
Что механически меняется, когда вы прекращаете свободную гибку и переходите к гибке с чеканкой или калибровкой?
Вы перестаете позволять материалу самому выбирать свой радиус.
При свободной гибке лист подвешен между плечами матрицы, как пролет моста, а пуансон просто вдавливает его в кривую до тех пор, пока пластическая деформация не преодолеет упругое восстановление. Раскрытие матрицы задает ширину пролета. Материал деформируется там, где «хочет», в рамках этой геометрии. Пружинение предсказуемо, потому что вы никогда полностью не зажимаете лист.
Гибка с чеканкой и калибровка — это совсем другое.
Они превращают матрицу из опоры в пресс-форму.
А когда матрица становится формой, неправильное раскрытие V-образного паза не просто дает вам неверный радиус — оно многократно увеличивает усилие, напряжение и количество дорогостоящего брака.
При воздушной гибке пуансон никогда не вдавливает лист до полного контакта со стенками и дном матрицы. Только три точки контакта. И всё. Два плеча матрицы и кончик пуансона.
Лист может свободно “формировать” свой внутренний радиус в зависимости от ширины раскрытия паза и предела текучести материала. Вот почему V-образный паз размером 1,000 дюйма может давать внутренний радиус около 0,125 дюйма на мягкой стали, но вести себя иначе на нержавеющей стали 304 толщиной 0,125 дюйма. Матрица определяет границы, а не навязывает форму.
Вы направляете материал, а не зажимаете его.
Эта свобода — причина, по которой воздушная гибка допускает использование различных V-образных пазов для одной и той же толщины листа. Вы можете работать с материалом A36 толщиной 0,125 дюйма, используя V-образный паз 1,000 дюйма или 1,250 дюйма, и всё равно успешно выполнить задачу, если будете контролировать пружинение и пределы длины полки. Усилие меняется (следите за таблицей), радиус меняется, угол перегиба меняется, но процесс остается гибким, потому что лист не вдавливается в геометрию матрицы.
Матрица — это опора.
А опоры не диктуют кривизну — они лишь ограничивают её в определенных пределах.
Поскольку вы никогда не усаживаете материал в матрицу до конца, небольшие изменения в раскрытии V-образного паза плавно и пропорционально меняют сформированный радиус и пружинение. Уменьшите раскрытие паза вдвое — и вы почти удвоите необходимое усилие. Увеличьте его — и вы увеличите пружинение. Но материал всё равно находит свое равновесие между упругой и пластической деформацией.
Это поддается регулировке.
Вы можете компенсировать изменения глубиной внедрения пуансона, коррекцией угла или испытанием материала. Даже если вы немного уменьшите размер V-образного паза, лист не будет расплющиваться о закаленную сталь. Вы можете получить меньший радиус и более высокое усилие, но вы не будете автоматически выводить материал за пределы его деформационной стойкости.
Вот почему воздушная гибка кажется «прощающей», когда предел текучести вашей партии материала меняется на 5000 PSI.
В систему заложена упругость.
Но вот о чем большинство операторов предпочитают молчать.
Воздушная гибка жертвует некоторой угловой точностью ради этой гибкости.
Поскольку вы полагаетесь на компенсацию пружинения, ваш конечный угол зависит от стабильности свойств материала, постоянства глубины внедрения пуансона и точности пресса, повторяемость которого должна составлять несколько тысячных дюйма. При изготовлении высокоточного аэрокосмического кронштейна из материала 7075-T6 толщиной 0,090 дюйма эта вариативность проявляется очень быстро. Вы можете удержать допуск, но вам придется постоянно контролировать процесс.
Именно здесь гибка с чеканкой или догибкой начинают выглядеть привлекательно.
Они обещают “зафиксировать” угол.
Вопрос в том, во сколько обходится эта фиксация.
Калибровка меняет одну вещь, которая важнее всего остального.
Вы вдавливаете материал в полость матрицы до тех пор, пока он не коснется ее стенок, а затем продолжаете движение после первоначального контакта — как правило, сжимая зону гиба на дополнительные 10–15%, чтобы уменьшить пружинение. Теперь лист не «парит» между плечиками матрицы. Он намертво зажат в геометрии.
Вы больше не позволяете радиусу формироваться естественным образом.
Вы принуждаете его.
И когда вы принуждаете металл, датчик усилия говорит правду.
При свободной гибке вы можете увидеть 1–2 тонны на дюйм для низкоуглеродистой стали толщиной 0,125 дюйма в V-образном пазе шириной 1,000 дюйма. При калибровке той же детали вы легко можете удвоить или утроить эту нагрузку в зависимости от угла матрицы и глубины проникновения. Листогибочный пресс больше не заботится о вашей эмпирической таблице. Его заботит площадь контакта.
Теперь представьте, что вы следовали правилу «8× толщина» и выбрали V-образный паз, который слишком узок для минимального внутреннего радиуса материала.
При свободной гибке это могло проявиться как более острый радиус и повышенное усилие — своего рода предупреждение. При калибровке вы вдавливаете зону гиба в угол матрицы, который может оказаться острее, чем может выдержать материал. Дополнительное проникновение на 10–15% для “фиксации” угла увеличивает сжимающее напряжение на внутренней поверхности и деформацию растяжения непосредственно за нейтральной осью.
Именно там полки трескаются.
И производители инструмента не зря не рекомендуют калибровку. Когда вы полностью вдавливаете материал в закаленные матрицы под повышенным усилием, любое несоответствие ширины V-образного паза, угла матрицы или пластичности материала напрямую приводит к износу инструмента, задирам или сколам на плечиках. Это становится очень заметно, когда вы испортили закаленную сталь на несколько сотен долларов и вынуждены объясняться с отделом закупок.
Калибровка уменьшает пружинение.
Она также уменьшает ваш запас на ошибку при выборе ширины V-образного паза.
Чеканка — это не просто немного усиленная калибровка.
Это другой режим работы.
Вы вдавливаете наконечник пуансона в материал с достаточной силой — часто 50 тонн на дюйм или более, по сравнению с 1–2 тоннами при свободной гибке, — чтобы пластически деформировать всю зону гиба по толщине. Вы не просто гнете. Вы «гладите» металл. Радиус носка пуансона становится внутренним радиусом, потому что вы вытесняете материал под экстремальным сжимающим напряжением.
Пружинение почти исчезает, потому что вы превысили предел текучести во всей этой зоне.
А как же правило 8×?
Здесь оно бессмысленно.
При чеканке V-образное отверстие должно соответствовать геометрии пуансона и прочности материала, чтобы металл мог течь, не разрушаясь и не повреждая оснастку. Слишком узкое отверстие — и тоннаж подскочит выше возможностей станка. Слишком широкое — и вы потеряете опору, исказите угол или оставите следы на детали. Варианты геометрии сужаются, потому что оснастка должна выдерживать нагрузку.
Вот почему чеканка редко встречается в современных цехах. Не потому, что она не работает — она работает отлично, — а потому, что требует специализированной оснастки, жестких станков и дисциплинированной настройки. Ошибетесь с V-образным отверстием здесь, и вы увидите не просто отклонение угла.
Вы его услышите.
Резкий удар пресса, скачок на датчике тоннажа, а иногда — треснувший наконечник пуансона, который только что превратил вашу наладку в дорогостоящий лом.
Воздушная гибка позволяет материалу самому найти свой радиус. Гибка с чеканкой или до упора навязывают его.
Как только вы поймете эту разницу, выбор матрицы перестанет быть упрощенным подбором по толщине и станет решением по управлению нагрузкой — подобно расчету пролета моста под определенный вес.
Итак, если метод гибки меняет способ формирования радиуса и распределения усилия в оснастке, как превратить это в повторяемый метод выбора правильного V-образного отверстия каждый раз?
Я видел, как кронштейн из нержавеющей стали 304 толщиной 0,125 дюйма треснул прямо по внешнему радиусу в матрице 1,000 дюйма, потому что в карте наладки было написано “8× толщина”. Оператор не сделал ничего плохого. Правило было неверным для этой нагрузки.
Если метод гибки меняет распределение усилия, то выбор V-образного отверстия должен начинаться с номинальной нагрузки материала — его предела текучести, а не его толщины. Вот рабочий процесс, который я использую в цехе; именно он уберег меня от превращения в дорогостоящий лом деталей из 7075-T6 и высокопрочного листа.
Возьмите сертификат.
Не общую строку “нержавеющая сталь” из сопроводительного листа. А фактический предел текучести из отчета об испытаниях на заводе-изготовителе. У стали A36 предел текучести может составлять 36 000 PSI. Холоднокатаная сталь 1018 может достигать 50 000–60 000 PSI. Нержавеющая сталь 304 часто имеет предел текучести 30 000–45 000 PSI, но быстро наклепывается. Алюминий 7075-T6 имеет предел текучести около 73 000 PSI. Марки HSLA могут значительно превышать эти показатели.
Предел текучести показывает, какое напряжение могут выдержать внешние волокна, прежде чем они начнут пластически растягиваться. Чем меньше радиус, тем выше деформация внешних волокон. Это и есть механизм возникновения трещин.
Те самые множители “6× для алюминия, 10× для нержавейки”, которые ходят по цехам? Это грубый перевод предела текучести в допустимую деформацию. Но алюминий бывает разным. 5052-H32 гнется прекрасно. 7075-T6 лопается, если на него не так посмотреть. Толщина одна и та же. А допуск к деформации — совершенно разный.
Но это лишь цеховая история, а не универсальный закон.
Поэтому я рассматриваю множитель как начальное предположение, привязанное к диапазону текучести, а не к названию материала. Предел текучести ниже 40 000 PSI? Обычно можно обойтись более узкими коэффициентами. Около 60 000 PSI? Это классическая территория мягкой стали. Выше 70 000 PSI? Вы начинаете быстро увеличивать ширину матриц, чтобы защитить внешние волокна.
Если вы не начинаете с предела текучести, вы гадаете о деформации. А гадание о деформации — это то, как лопаются фланцы.
Вот как это выглядит на практике.
Предположим, у вас есть алюминий 5052-H32 толщиной 0,125 дюйма. Предел текучести составляет около 28 000–33 000 фунтов на кв. дюйм (PSI). Этот материал допускает меньшие радиусы, поэтому при свободной гибке V-образная матрица с раскрытием 6× толщины (0,750 дюйма) часто показывает хорошие результаты.
Теперь возьмем нержавеющую сталь 304 толщиной 0,125 дюйма с пределом текучести около 35 000–45 000 PSI, но с интенсивным наклепом. Если вы продолжите использовать матрицу 0,750 дюйма, потому что “это сработало на алюминии”, ваш внутренний радиус уменьшится, внешнее напряжение резко возрастет, и вы увидите микротрещины на полированных деталях. Увеличьте раскрытие до 1,250 или 1,500 дюйма, и материал «расслабится».
Возьмем сталь HSLA толщиной 0,125 дюйма с пределом текучести 80 000 PSI. Если вы попытаетесь согнуть ее в V-образной матрице 1,000 дюйма только потому, что стеллаж организован по парам, вы сконцентрируете напряжение в радиусе, который материал просто не выдержит. Это проблема не толщины, а предела текучести.
Поэтому, как только вы узнаете предел текучести, следующий вопрос напрашивается сам собой.
Какой внутренний радиус выдержит этот материал, не разрушаясь?
Я видел, как сталь A36 толщиной 0,187 дюйма гнули с внутренним радиусом 0,187 дюйма весь день напролет. Попробуйте проделать такой трюк с предварительно закаленной сталью 4140 толщиной 0,187 дюйма, и вам придется собирать осколки.
Внешняя поверхность изгиба растягивается. Чем меньше внутренний радиус по отношению к толщине, тем выше растягивающее напряжение снаружи. Когда это напряжение превышает предел удлинения материала при текучести, возникают трещины. Такова физика процесса.
Для свободной гибки безопасным правилом для многих сталей с пределом прочности около 60 000 PSI является внутренний радиус, примерно равный толщине материала. Вот почему старое правило “8× толщина” иногда работает на низкоуглеродистой стали — потому что свободная гибка в матрице 8× обычно дает внутренний радиус, близкий к 1× толщине.
Но стоит отойти от этого диапазона прочности, как соотношение меняется.
Материалам с более высокой прочностью нужны большие внутренние радиусы по отношению к толщине, чтобы удерживать напряжение внешних волокон ниже пределов разрушения. Вот почему для алюминия 7075-T6 часто требуется радиус 2× толщины или больше для надежного сгиба на 90 градусов. Проигнорируйте это, и вы услышите треск раньше, чем увидите трещину.
Таким образом, вы выбираете целевой внутренний радиус (IR), основываясь на пределе текучести и пластичности — не потому, что в таблице указано «8× толщина», а потому, что этого требует способность материала к деформации.
Как только у вас есть этот целевой радиус, выбор матрицы становится вопросом геометрии.
Давайте рассмотрим реальный сценарий.
У вас есть нержавеющая сталь 304 толщиной 0,125 дюйма, декоративной стороной наружу. Основываясь на пределе текучести и опыте, вы решаете, что вам нужен внутренний радиус не менее 0,125 дюйма, чтобы оставаться вне зоны риска появления трещин. Меньший радиус — это риск испортить чистовую отделку.
Этот внутренний радиус 0,125 дюйма является ограничением. Он защищает материал.
Теперь вопрос становится механическим: какое раскрытие V-образной матрицы обеспечит такой радиус при свободной гибке?
При гибке в воздухе внутренний радиус определяется прежде всего раскрытием матрицы (V-образным пазом), а не кончиком пуансона. Общепринятое приближение гласит, что внутренний радиус составляет около 16% от раскрытия матрицы.
Перевернем это утверждение.
Если IR ≈ 0,16 × V, то V ≈ IR ÷ 0,16.
Если вам нужен внутренний радиус 0,125 дюйма: V ≈ 0,125 ÷ 0,16 ≈ 0,781 дюйма.
Вы не найдете на стеллаже матрицу размером 0,781 дюйма. Вы выберете ближайший стандартный размер — вероятно, 0,750 или 1,000 дюйма.
Теперь сравним результаты.
0,750 × 0,16 ≈ 0,120 дюйма (внутренний радиус). 1,000 × 0,16 ≈ 0,160 дюйма (внутренний радиус).
Если вас беспокоит появление трещин, матрица 1,000 дюйма дает вам запас прочности. Если длина полки ограничена и вам нужна матрица меньшего размера для поддержки, вы можете выбрать 0,750 дюйма, внимательно следя за состоянием поверхности.
Понимаете, что только что произошло?
Вы начали не с толщины материала. Вы начали с допустимой деформации, перевели ее в целевой радиус, а затем обратным расчетом определили раскрытие матрицы, которое позволяет управлять нагрузкой.
Это как управление нагрузкой на мосту. У дорожного полотна (материала) есть предел несущей способности (предел текучести). Вы рассчитываете пролет (раскрытие матрицы) так, чтобы напряжение никогда не превышало этот предел.
Учитывая, что ассортимент продукции CN‑HAWE основан на ЧПУ 100% и охватывает высокотехнологичные сценарии лазерной резки, гибки, фрезеровки, резки, для команд, оценивающих практические варианты, Гибочный пресс — это актуальный следующий шаг.
Но геометрия и сила все равно имеют значение.
Если вы проверяете конкретный чертеж, марку материала или предел возможностей станка, это тот момент, когда нужно учитывать реальные ограничения: доступное усилие, имеющийся инструмент и метод гибки. Компания CN-HAWE поддерживает полностью автоматизированные решения для гибки и обработки листового металла, активно инвестируя в исследования и разработки в области листогибочных прессов и интеллектуального оборудования. Это делает нас надежным партнером для проверки расчетов усилия, выбора V-образной матрицы и оценки технологичности процесса с учетом ваших реальных производственных условий. Для технической консультации или получения коммерческого предложения вы можете связаться с CN-HAWE здесь.
Когда вы слышите, что соотношение “8:1” используется правильно, речь идет не о 8-кратной толщине материала. Это примерно V ≈ 8 × IR, что согласуется с той самой зависимостью в 16% (поскольку 1 ÷ 0,16 ≈ 6,25, а реальные отклонения приближают это значение к 8 в зависимости от материала и глубины внедрения пуансона).
Это соотношение работает только в том случае, если вы используете метод гибки в воздухе, а ваш материал ведет себя близко к этой кривой деформации. Гибка с чеканкой или калибровкой нарушает эту зависимость, поскольку контроль переходит к углу матрицы и радиусу пуансона.
Так что идея соотношения 8:1 не является ошибочной.
Ее просто привязали не к той переменной.
И даже после того, как вы выбрали V-образный паз на основе радиуса, вы все еще не ответили на вопрос, от которого зависит долговечность пресса:
Смогут ли ваша оснастка и станок выдержать нагрузку?
Я видел заказ на гибку листа толщиной 0,250 дюйма с использованием узкой матрицы, где расчетное усилие превышало 150 тонн на 10-футовом листогибочном прессе с номиналом 135 тонн. Расчет радиуса был верным. Станку было все равно.
Усилие при свободной гибке возрастает по мере сужения V-образного раскрытия. Увеличьте V вдвое, и вы почти вдвое сократите требуемое усилие. Это происходит потому, что более узкий пролет концентрирует силу на более коротком плече рычага. Матрица становится более коротким мостовым пролетом, несущим тот же грузовик.
Поэтому, как только вы выбрали V-образное раскрытие исходя из целевого внутреннего радиуса (IR), рассчитайте тоннаж на фут для этой толщины и раскрытия матрицы. Сравните его с:
(А если вы используете гибку с чеканкой, существенно умножьте усилие свободной гибки — часто в 2 раза или более — поскольку площадь контакта и проникновение резко увеличивают нагрузку.)
Именно здесь аргумент “мы держим на складе только матрицы 0,500, 1,000 и 2,000 дюйма” терпит крах. Да, так можно выполнить множество задач. Но можно также незаметно перегрузить оснастку или оказаться на грани разрушения при работе с высокопрочными деталями, называя это “нормальным отклонением”.”
Это ’ощущение» приходит, когда вы ломаете закаленную пластину стоимостью в несколько сотен долларов и вынуждены объясняться перед отделом закупок.
Итак, рабочий процесс прост, но не примитивен:
Сделайте это, и правило «8× толщина» перестанет управлять вашим производством.
Теперь есть еще одно ограничение, которое все еще может разрушить эту идеально рассчитанную настройку — и оно не имеет ничего общего с прочностью.
У вас может быть верный предел текучести, правильный внутренний радиус, V-образное раскрытие, рассчитанное как 0,16 × V, и тоннаж, безопасно укладывающийся в номинал вашего станка, — и вы все равно можете отправить деталь в брак.
Я наблюдал, как кронштейн из нержавеющей стали 304 толщиной 0,125 дюйма гнули в V-образной матрице размером 1,000 дюйма, что вполне разумно. Радиус получился 0,160 дюйма. Усилие пресса было в норме. Поверхность не треснула. Но по чертежу требовался фланец 0,375 дюйма. Каждая деталь получалась с короткой полкой и неточным углом, как будто гибочный станок жил своей собственной жизнью.
Это не так.
Фланец был слишком коротким для геометрии матрицы.
Когда полка физически не может лежать ровно на плече матрицы во время гибки, лист перестает вести себя как опора и начинает вести себя как трамплин. Ваши расчеты деформации не меняются. Меняются условия опоры. И геометрия будет выигрывать в этой борьбе каждый раз.
Итак, если прочность не является причиной отказа, то что же тогда?
Возьмите штангенциркуль и измерьте V-образную матрицу 1,000 дюйма. От центральной линии до каждого плеча — 0,500 дюйма. При воздушной гибке материал контактирует с областью около этих плеч по мере опускания пуансона. Это пятно контакта и есть ваша опора.
А теперь представьте, что вы пытаетесь согнуть фланец 0,375 дюйма в той же матрице. Половина V-образного паза (0,500 дюйма) уже шире, чем вся ваша полка. Стабильной опоры на плече нет. Материал проваливается в V-образный паз до того, как гибка полностью сформируется.
Вы будете весь день пытаться поймать нужный угол.
Потому что происходит не пружинение. Происходит смещение геометрии. Заготовка соскальзывает глубже в матрицу по мере приложения нагрузки. Ваша линия гибки фактически перемещается. Вот почему показания угла «плавают», даже когда усилие пресса абсолютно стабильно.
Ошибки угла выглядят как проблемы с материалом.
Часто это проблемы с длиной полки.
И именно здесь попадается в ловушку сторонники правила «8 × толщина». Вы правильно выбрали V-образную матрицу исходя из предела текучести и целевого внутреннего радиуса. Хорошо. Но никто не спросил, может ли фланец физически существовать в этой матрице.
Так как же узнать это до нажатия кнопки пуска цикла?
Вот практическая проверка.
Для воздушной гибки минимальный фланец составляет примерно 0,7 × ширину V-образного раскрытия. Некоторые цеха используют 0,6 × V. Некоторые перестраховываются на 0,8 × V. Но если вы ниже 0,6 × V, вы рискуете.
Возьмем ту самую V-образную матрицу 1,000 дюйма.
0,7 × 1,000 = 0,700 дюйма — минимальный фланец для стабильной опоры.
Теперь сравните это с фланцем 0,375 дюйма на чертеже. У вас едва наберется 0,375 × V. У этой полки нет шансов ровно лечь на плечо во время формовки.
Так что сделал оператор? Он заменил матрицу на V-образную 0,625 дюйма. Это нарушает старое правило «8 × толщина» для материала 0,125 дюйма (0,625 ÷ 0,125 = 5×). Но с точки зрения геометрии?
0,7 × 0,625 = 0,437 дюйма — минимальная полка.
Теперь ваша полка 0,375 дюйма всё ещё маловата, но, по крайней мере, она находится в пределах физической поддержки.
В этом-то и подвох.
Сужение матрицы не просто исправило геометрию. Оно резко увеличило тоннаж. На стали A36 толщиной 0,250 дюйма я измерил примерно 300 тонн на 10 футов при V-образном пазе 1,500 дюйма по сравнению с примерно 139 тоннами при пазе 3,000 дюйма. Сократите пролет вдвое, и нагрузка увеличится более чем в два раза. Та же физика применима и к более тонким листам.
Вы обеспечиваете поддержку полки и незаметно увеличиваете нагрузку на листогибочный пресс.
Вот как “быстрые решения” превращаются в дорогостоящий брак или, что еще хуже, в дорогостоящую оснастку.
А если полка еще короче?
Когда полка слишком короткая, она не просто теряет опору. Она может наклониться в V-образный паз по мере внедрения пуансона.
Вы увидите блестящий след от трения вдоль одного из плеч матрицы. Это не косметический дефект. Это заготовка поворачивается, проваливаясь в матрицу. Линия сгиба смещается внутрь, фактически укорачивая вашу полку сверх той развертки, которую вы рассчитали.
Теперь ваша развертка неверна — даже если расчет поправки на сгиб был правильным.
Именно здесь важны новые модели расчета усилий. Реальные испытания на стали SPCC и алюминии 1100-O показали, что фактические нагрузки при гибке часто превышают табличные значения в неидеальных условиях контакта. Проскальзывание — одно из таких условий. Вы получаете точечную нагрузку вместо чистого контакта с плечом матрицы. Локальное давление возрастает. Следы от инструмента увеличиваются. Прогнозирование усилия становится невозможным.
Поэтому минимальная полка — это не рекомендация.
Это требование к стабильности.
Но допустим, ваша полка соответствует правилу 0,7 × V. У вас есть опора. Угол стабилен. Существует еще одна скрытая геометрическая проблема, которая возникает, особенно когда вы пытаетесь быть “эффективными” с вашим набором инструмента.
Мне нравятся многоручьевые матрицы. Они экономят место. Вы можете переключаться с 0,500 на 0,750 и на 1,000 дюйма с помощью одного инструмента.
Но измерьте их.
Плечи у многоручьевой матрицы уже. Перемычка между соседними пазами тоньше. Под нагрузкой — особенно свыше 20 тонн на фут — они прогибаются сильнее, чем специализированная одноручьевая матрица с таким же раскрытием.
Прогиб изменяет эффективную ширину V-образного паза под давлением.
И это меняет ваш радиус.
Используйте сталь A36 толщиной 0,187 дюйма в самом узком пазу многоручьевой матрицы, рассчитанной на тонкий листовой металл. Вы получите отклонение угла по всей длине, которого не увидите при работе с цельной одиночной матрицей 0,750 дюйма.
Почему?
Потому что на пределе своих возможностей корпус матрицы микроскопически деформируется. Этот изгиб расширяет паз под нагрузкой. Более широкий V-образный паз означает больший внутренний радиус. Больший радиус означает больший пружинящий эффект. Поэтому запрограммированная глубина больше не соответствует целевому углу.
Это едва заметно. Градус здесь. Полтора градуса там.
Для работы с допуском ±0,5° это уже брак.
Это не значит, что многоручьевые матрицы — это мусор. Но это производственный опыт, а не универсальный закон: они отлично работают в середине своего рабочего диапазона. Если довести их до предела, геометрия «плывет».
Так когда стоит перестать быть гибким?
Если в чертеже указана длина полки с допуском ±0,010 дюйма и угол ±0,5° для нержавеющей стали 304 толщиной 0,125 дюйма, а вы работаете с усилием 15–20 тонн на фут, купите специализированную матрицу.
Одиночный V-образный паз 0,875 или 1,000 дюйма с полной массой под ним будет лучше удерживать геометрию под нагрузкой. Меньше прогиба. Более стабильный радиус. Более предсказуемый пружинящий эффект.
Да, это требует больших первоначальных затрат.
Но и переделка партии из 200 деталей, потому что последние 30 вышли за пределы допуска из-за нагрева и деформации матрицы, тоже стоит денег.
А что, если длины полки и массы матрицы все равно недостаточно?
Некоторые детали сопротивляются не только из-за прочности или длины полки. Они создают проблемы с поверхностью, пружинением или тем и другим сразу.
Вот тогда стандартные V-образные матрицы перестают быть подходящим инструментом.
На декоративном алюминии 5052 толщиной 0,090 дюйма с шлифованной поверхностью будет виден каждый след от плеча матрицы. Можно расширить V-образный паз, чтобы снизить давление, но это увеличит радиус и пружинение. И теперь ваш угол «плавает».
Роликовая матрица меняет условия контакта. Вместо скольжения по неподвижному плечу материал перекатывается. Меньше трения. Меньше следов. Более стабильная кривая усилия.
Уретановые вставки распределяют нагрузку по более широкой поверхности, снижая пиковое давление без необходимости использовать V-образную матрицу увеличенного размера. Геометрия остается ближе к расчетному радиусу.
Теперь вы управляете механикой контакта, а не просто шириной раскрытия.
Другой рычаг. Та же цель.
Возьмем материал толщиной 0,187 дюйма с пределом текучести 80 000 фунтов на кв. дюйм, который пружинит на 6–8 градусов в стандартной 90-градусной V-образной матрице. Можно выполнить перегиб за счет глубины, но при этом увеличится глубина проникновения пуансона и, как следствие, тоннаж.
Остроугольная V-образная матрица 30° или 60° меняет геометрию гибки без полного чеканочного эффекта. Стенки матрицы вступают в контакт раньше. Вы контролируете пружинение за счет ограничения угла, а не грубой силы.
Да, тоннаж увеличивается (следите за нагрузкой на фут), но вы меняете глубину на угловой контроль. Для высокопрочных деталей это может означать разницу между стабильным углом 90° и попытками «поймать» его в течение всей смены.
К этому моменту закономерность должна стать очевидной.
Предел текучести говорит вам, насколько круто можно согнуть деталь без трещин. Тоннаж говорит, выдержит ли станок. Длина полки говорит, поместится ли деталь в матрицу физически. Геометрия инструмента говорит, удержит ли эта настройка допуск под нагрузкой.
Проигнорируйте любой из этих факторов, и вы снова будете производить дорогостоящий брак — даже при идеальных расчетах деформации.
Поэтому настоящий рабочий процесс — это не “8× толщина”.”
Это предел деформации, допустимая нагрузка и физическая опора — именно в таком порядке.
Вам нужен рабочий процесс.
Не коэффициент. Не “8×”. А последовательность, которая не даст нержавеющей стали 304 толщиной 0,125 дюйма превратиться в дорогостоящий брак, позволяя при этом выдерживать допуски ±0,5° и ±0,010 дюйма на полке.
Вот в чем заключается сдвиг: перестаньте выбирать V-образное раскрытие так, будто это просто зазор, который нужно заполнить. Начните выбирать его так, будто вы устанавливаете расчетную нагрузку на мост. Лист — это дорожное полотно. Предел текучести — это нагрузка. V-образное раскрытие — это пролет. Сделайте пролет слишком маленьким для такой нагрузки, и что-то треснет. Сделайте его слишком большим, и полотно просядет — ваш радиус увеличится, пружинение возрастет, углы «поплывут».
Поэтому решение принимается только в одном направлении:
Таков порядок. Нарушите его — и снова вернетесь к гаданию на кофейной гуще.
Почему начинать с этого?
Потому что металлу нет дела до ваших эмпирических правил. Он реагирует на деформацию.
“Материал прежде всего” не означает “толщина прежде всего”.”
Это означает, что прежде всего важен предел текучести.
Если вы дадите мне сталь A36 толщиной 0,187 дюйма и нержавеющую сталь 304 той же толщины 0,187 дюйма и скажете использовать одну и ту же V-образную матрицу 1,500 дюйма, потому что “мы всегда так делаем”, я уже буду знать, что одна из этих деталей под угрозой. Толщина одинаковая. Способность к деформации разная. Пружинение разное. Усилие на фут разное.
Но это лишь история конкретного цеха, а не универсальный закон — правило 8× отлично работает на низкоуглеродистой стали с пределом прочности 36 000–60 000 фунтов на кв. дюйм, когда вы не гонитесь за жесткими допусками. Ловушка в том, чтобы полагать, что этот успех распространяется на нержавеющую сталь или износостойкие листы с пределом прочности 70 000–90 000 фунтов на кв. дюйм.
Поэтому контрольный список начинается так:
Теперь у вас есть ограничения.
Без этого вы выбираете оснастку так, будто это проблема выбора по каталогу, а не проблема деформации.
Давайте перейдем к конкретике.
Допустим, на чертеже указана нержавеющая сталь 304 толщиной 0,125 дюйма, 90°, внутренний радиус макс. 0,125 дюйма, ±0,5°, длина полки 0,750 дюйма.
Шаг первый: радиус определяет размер V-образного паза при свободной гибке. Для большинства сталей внутренний радиус составляет примерно 0,16 × размер V-образного паза. Поэтому, если мне нужен внутренний радиус около 0,125 дюйма:
0,125 ÷ 0,16 ≈ 0,781 дюйма (размер V-образного паза).
Ближайший реальный инструмент имеет размер 0,750 или 0,875 дюйма.
Теперь проверим реальность деформации. Сталь 304 во многих состояниях выдерживает внутренний радиус около 1× толщины без образования трещин. 0,125 на 0,125 — это 1T. Мы находимся в допустимой зоне.
Теперь тоннаж. Более узкий V-образный паз увеличивает нагрузку в тоннах на фут. Если этот паз 0,750 дюйма заставляет меня превысить, скажем, 18–20 тонн на фут для этого материала (проверьте свою таблицу), мне лучше убедиться, что матрица и листогибочный пресс рассчитаны на это. Я видел, как при работе с нержавеющей сталью толщиной 0,125 дюйма легкая многоручьевая матрица была деформирована, потому что кто-то проигнорировал номинальную нагрузку на фут и посмотрел только на общий тоннаж.
Затем длина полки. 0,7 × 0,750 = 0,525 дюйма минимум. На чертеже требуется 0,750 дюйма. Мы в пределах допустимого.
Теперь — и только теперь — я открываю шкаф с инструментом.
Заметьте, чего не произошло.
Мы ни разу не сказали “8× толщина”. Мы сказали: “Какую деформацию может выдержать этот материал и какой V-образный паз создает такую деформацию?”
Это и есть контроль.
Большинство операторов в первую очередь винят глубину или компенсацию пружинения.
Иногда они ошибаются.
Трещины на линии сгиба нержавеющей стали?
Проверьте фактический внутренний радиус, который вы создаете. Если вы взяли V-образный паз 1,000 дюйма для стали 304 толщиной 0,125 дюйма, потому что это “казалось безопаснее”, ваш радиус будет около 0,160 дюйма. Да, это снижает риск растрескивания, но увеличивает пружинение. Поэтому вы опускаетесь глубже, чтобы добиться 90°. Большая глубина означает большее проникновение, большее контактное давление на плечи матрицы и иногда локальную перегрузку.
Трещина возникла не из-за слишком малого радиуса.
Она возникла из-за потери контроля над процессом деформации.
Сильные следы от плеч матрицы на декоративном алюминии 5052 толщиной 0,090 дюйма?
Прежде чем винить чистоту обработки пуансона, спросите себя, не слишком ли узок V-образный паз для данного предела текучести. Узкий паз означает более высокое контактное давление. Давление оставляет следы. Увеличение ширины паза уменьшает следы, но увеличивает радиус. Если допуск на угол жесткий, этот компромисс проявится в виде нестабильности размеров во всей партии.
Несоответствие углов слева направо на длинной детали?
Если вы работаете на пределе номинальной нагрузки многоручьевой матрицы, корпус прогибается. Под нагрузкой в центре раскрытие фактически увеличивается. Более широкий V-образный паз в центре означает больший радиус, больший пружинящий эффект и более открытый угол.
Это не проблема глубины.
Это прогиб пролета.
Когда вы видите этот симптом, задайте один вопрос: заставляет ли V-образный паз материал находиться в состоянии деформации или нагрузки, которое он не может выдерживать стабильно?
Если да, то решение заключается не в увеличении хода.
Решение — в другом пролете.
Вы не просто сгибаете лист.
Вы направляете поток материала между двумя плечами матрицы, оставаясь в пределах его деформационного лимита и лимита нагрузки вашего станка.
Это проблема контроля, а не проблема зазора.
Мышление по каталогу: материал 0,125 дюйма → V-образный паз 1,000 дюйма → готово.
Мышление через деформацию: какой радиус мне нужен? Какой V-образный паз его обеспечит? Сколько тонн на фут для этого потребуется? Выдержит ли корпус моей матрицы это без прогиба? Стабильно ли фланец физически располагается на 0,7 × V или более?
Эта последовательность превращает гибку из привычки в инженерную задачу.
И как только вы проработаете так год, кое-что изменится. Вы перестанете спрашивать: “Какой V-образный паз мы обычно используем?” и начнете спрашивать: “Какую деформацию я создаю?”
Это то единственное, что стоит взять на вооружение.
Металл не знает ваших правил. Он знает только то напряжение, которое вы в него вкладываете.
Контролируйте деформацию, и все остальное — тоннаж, угол, допуск, срок службы инструмента — выстроится вслед за ней.


















