

0.125インチの304ステンレス鋼製ブラケットが、1.000インチのVダイで外側の半径に沿って真っ二つに割れるのを目撃しました。同じセットアップで、その日の午前中は0.125インチのA36鋼を何の問題もなく曲げていました。パンチもバックゲージも同じです。いわゆる「板厚の8倍」ルールも守っていました。.
片方の材料はきれいに曲がりました。もう片方は高価なスクラップに変わりました。.
もしそのルールが確かなものなら、なぜ材料を替えた瞬間に失敗したのでしょうか?
「板厚の8倍」ルールとは、材料の厚さに8を掛け、その数値をV開口幅として選ぶというものです。0.125インチの材料なら、1.000インチのダイを使います。簡単で、速く、通常は問題ありません。.
通常は。.
セットアップシートに誰も書かない細かい注意点があります。そのルールは、引張強度60,000 PSI程度の軟鋼をエアベンドすることを前提に生まれたものだということです。強度を変えれば、外側の繊維にかかる歪みも変わります。歪みが変われば、部品が曲がるか、それとも割れるかが変わるのです。.
では、そのルールは一体何を前提としているのでしょうか?
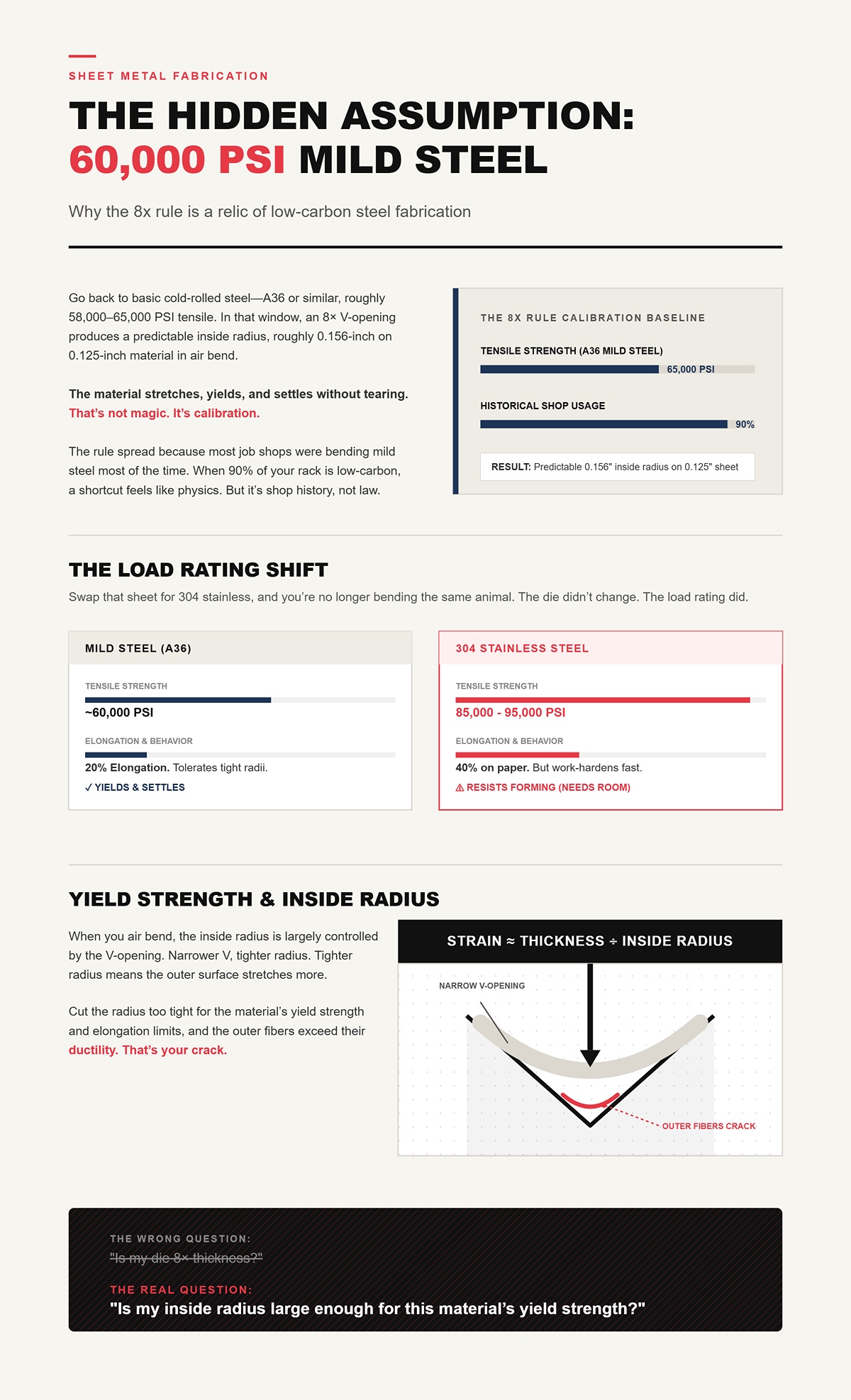
基本的な冷間圧延鋼板(A36など、引張強度およそ58,000〜65,000 PSI)に戻ってみましょう。その範囲内であれば、8倍のV開口幅で予測可能な内側半径が得られます。0.125インチの材料に対して、エアベンドで約0.156インチの半径です。材料は伸び、降伏し、引き裂かれることなく落ち着きます。.
それは魔法ではなく、キャリブレーション(調整)の結果です。.
このルールが広まったのは、ほとんどの加工工場が日常的に軟鋼を曲げていたからです。ラックにある材料の90%が低炭素鋼であれば、近道が物理法則のように感じられるものです。しかし、それは普遍的な法則ではなく、現場の歴史に過ぎません。.
その板を引張強度85,000〜95,000 PSIの304ステンレス鋼に替えれば、もはや同じものを曲げているわけではありません。ダイは変わらなくても、負荷定格は変わっているのです。.
そして、負荷定格こそがすべてです。.
エアベンドを行う際、内側半径は主にV開口幅によって決まります。V開口幅が狭ければ、半径もきつくなります。半径がきついということは、外側の表面がより大きく引き伸ばされることを意味します。.
外側の繊維にかかる歪みは、おおよそ板厚を内側半径で割った値に比例します。材料の降伏強度と伸びの限界に対して半径をきつくしすぎると、外側の繊維は延性を超えてしまいます。それが割れの原因です。.
軟鋼は20%の伸びに耐えられるかもしれません。304ステンレス鋼は理論上40%の伸びを謳うかもしれませんが、加工硬化が速く、余裕を持たせない限り、きつい半径での成形には抵抗します。高張力鋼なら、なおさら許容範囲は狭くなります。.
つまり、本当の問いは「ダイは板厚の8倍か?」ではないのです。“
それは「この材料の降伏強度に対して、内側の半径は十分か?」という問いです。“

板材が2つの支柱の間に架かる橋のように、ダイの肩に渡されている様子を想像してください。パンチが中央を押し下げます。スパンが狭いほど、カーブは鋭くなります。.
そのカーブを鋭くすると、外側の繊維は内側の繊維よりも遠くまで移動します。それらは引き伸ばされます。降伏点を超えると塑性変形し、さらに押し込むとくびれが生じ、さらに押し込むと割れてしまいます。.
1.000インチのVダイで0.125インチの軟鋼を曲げる場合、ひずみは安全な範囲内に収まります。同じ1.000インチのVダイに0.125インチの304ステンレスを入れると、より高い降伏強度を持つ材料に対して、同じタイトな半径まで引き伸ばすよう要求することになります。材料はより強く抵抗し、スプリングバックも大きくなり、曲げ線に強い応力が集中します。.
それが「ひずみのギャップ」であり、ダイが要求するものと材料が許容できるものとの差です。.
そのギャップを誤って埋めようとすれば、高価なスクラップの山が出来上がります。.
60,000 PSIの0.125インチ軟鋼と、100,000 PSIの0.125インチ高張力鋼を例に挙げます。板厚は同じです。8倍ルールに従えば、どちらも1.000インチのVダイになります。.
しかし、高強度の板材は降伏させるためにより大きな応力を必要とします。外側の繊維のひずみを制限内に収めるには、内側の半径を大きくする必要があります。エアベンディングにおいて内側の半径を大きくすることは、V開口部を広げることを意味し、鋼種によっては板厚の10倍、あるいは12倍にすることもあります。.
同じ板厚。より広いダイ。.
8倍ルールを絶対視している人には、それが間違っているように感じられるでしょう。しかし、数百ドル相当の硬化プレートを割ってしまい、それを購買担当者に説明しなければならなくなった経験がある人には、それが正しいことだと分かるはずです。.
そして、ダイを広げることは半径以上の変化をもたらします。.
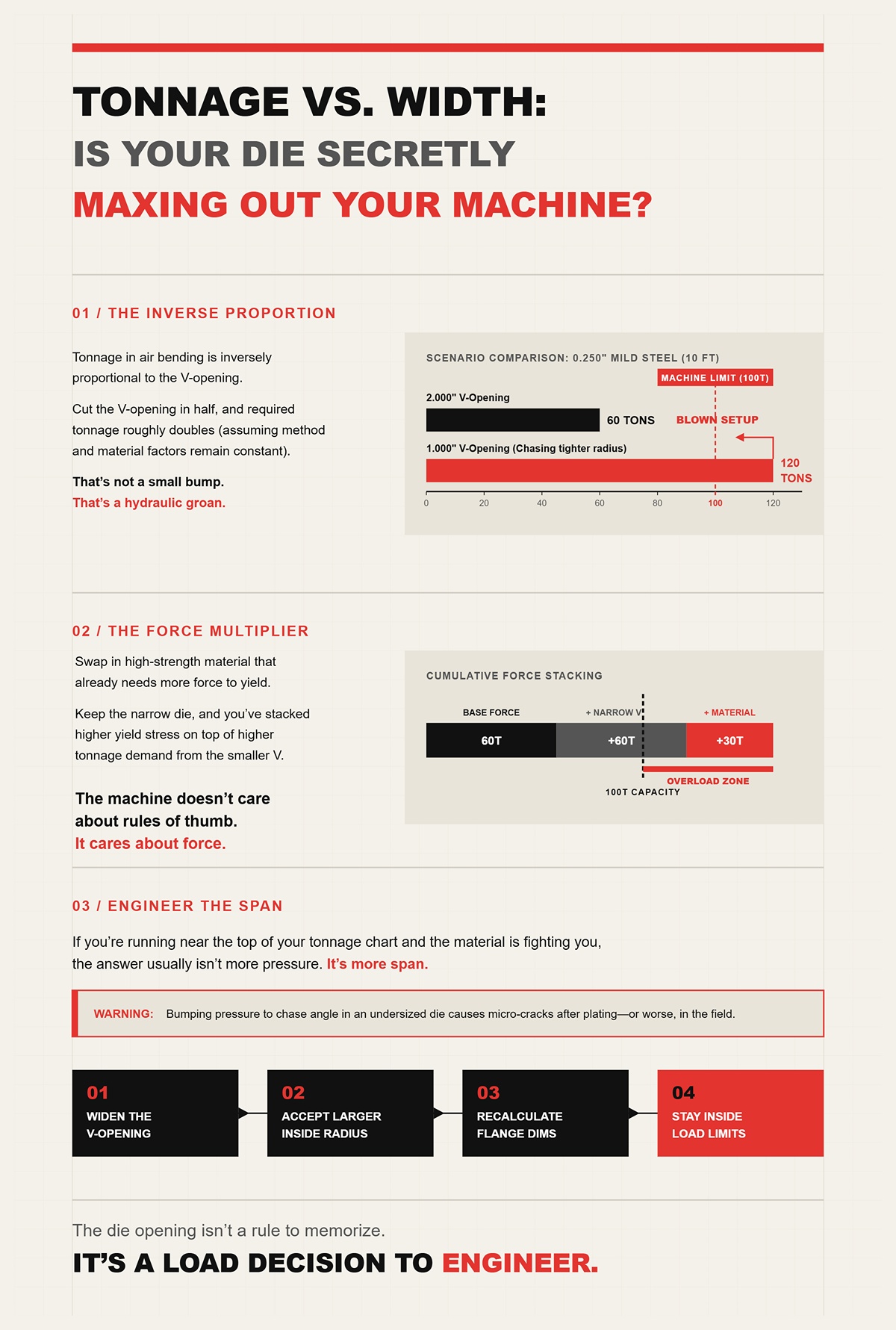
オペレーターが見落としがちなのは、エアベンディングにおけるトン数はV開口部に反比例するということです。.
V開口部を半分にすると、必要なトン数はほぼ倍になります(メソッド係数と材料係数が一定の場合)。これは小さな変化ではありません。油圧機械が悲鳴を上げるレベルです。.
例えば、0.250インチの軟鋼を2.000インチのVダイで曲げる場合、10フィートあたり60トンだとします。よりタイトな半径を求めて1.000インチのVダイに変更すると、120トンに達する可能性があります(試す前にチャートを確認してください)。100トンの機械では、これは理論上の話ではなく、セットアップの失敗を意味します。.
ここで、降伏により大きな力を必要とする高張力材料に置き換えてみてください。狭いダイをそのまま使い続ければ、より高い降伏応力と、小さなVダイによる高いトン数要求が重なり合うことになります。.
機械は経験則など気にしません。気にするのは力だけです。.
オペレーターが、小さすぎるダイでステンレスの角度を出すために圧力を上げているのを見たことがあります。角度は出ます。部品も見た目は問題ありません。しかし、メッキ後に、あるいはさらに悪いことに現場で、微細なクラックが発生するのです。.
トン数チャートの上限近くで作業していて、材料が抵抗している場合、その答えは通常、圧力を上げることではありません。.
答えは、スパンを広げることです。.
V開口部を広げてください。より大きな自然な内側半径を受け入れましょう。フランジ寸法を再計算してください。材料の歪み限界と機械の負荷限界の範囲内に留まるのです。.
これを読み終える頃には、降伏強度を最初に確認せずに8倍の板厚(8×)に手を出すことに不安を感じるようになっているはずです。.
よろしい。.
なぜなら、ダイ開口部は暗記すべきルールではないからです。.
それは、エンジニアリングによって決定される負荷の判断なのです。.
私は、0.125インチの304ステンレス鋼のブランクが、3つの異なるダイ(0.750インチV、1.000インチV、1.500インチV)で曲げられるのを見ました。パンチ、プレスブレーキ、オペレーターはすべて同じです。内側半径があまりにも変化したため、同じゲージブロックに部品が2度と適合しませんでした。動かしたのはV開口部だけです。.
では、8倍の板厚が信頼できないのであれば、どのようにしてダイを選択すればよいのでしょうか?
まずは、ダイが実際に何をしているのかを理解することから始めます。エアーベンディングにおいて、V開口部は「保持具」ではありません。橋のスパン(支間)です。板はダイの肩に乗っており、パンチが中央を押し下げます。そのスパンの幅が、材料が90度に達するためにどれだけきつく曲がらなければならないかを決定します。スパンを変えれば曲率が変わります。曲率が変われば、外側の繊維の歪み、トン数、そしてスプリングバックが変わります。これは意見ではありません。力学です。.
そして、それが分かれば、「ルールは何ですか?」と尋ねるのをやめ、「このスパンはどの半径を作り出すのか?」と問い始めるようになります。“
1.000インチのV開口部で0.125インチの軟鋼を曲げる場合を考えてみましょう。エアーベンディングでは、パンチの先端が鋭利であっても0.031インチの内側半径にはなりません。およそ0.125インチの内側半径になります。材料はダイの肩の間で「浮遊」し、独自の曲線に落ち着くのです。.
その曲線はランダムではありません。.
材料は、それらの肩がどれだけ離れているかに基づいて自然な半径を形成します。Vが広ければ自然な半径は大きくなり、Vが狭ければ自然な半径はきつくなります。あなたは板厚に「合わせる」ためにダイを選んでいるのではありません。意識しているかどうかにかかわらず、特定の内部半径を作り出すためにダイを選んでいるのです。.
つまり、図面で0.125インチの材料に対して0.250インチの内部半径が指定されている場合、板厚から始めるのではなく、その半径を浮遊させるV開口部を逆算することから始めるのです。.
では、その関係性とはどのようなものでしょうか?
厚さ約0.500インチまでの軟鋼において、エアベンドの内側半径はV開口幅の約15%〜20%になります。多くのチャートでは、引張強度60,000 PSIの材料に対して、これをR ≈ V ÷ 8と簡略化しています。これが、昔からある「板厚の8倍」というショートカットの由来です。0.125インチの軟鋼の場合、1.000インチのV開口を8で割ると、内側半径は約0.125インチとなります。.
しかし、実際に何が起きているのかに注目してください。半径はまずV開口幅の関数であり、板厚は背景にある要素に過ぎません。.
次に、引張強度85,000〜95,000 PSIの304ステンレス鋼に切り替えてみましょう。同じ1.000インチのV開口を使用します。多くの場合、軟鋼よりもわずかに大きな浮き上がり半径(フロート半径)が見られます。これは、高い降伏強度がよりタイトな曲げを抑制するためです。この割合は徐々に変化し、焼き戻し状態によってはV ÷ 7.5やV ÷ 7に近くなることもあります。これは計算が間違っているのではなく、材料が反発しているのです。.
重要なのは次の点です。V開口幅を変更することは、内側半径の範囲を直接設定することに他なりません。もし材料に割れを防ぐために板厚の1倍以上の内側半径が必要な場合、チャートがそう言っているからといって板厚の8倍を選ぶのではなく、その半径を確保できるV開口幅を選択すべきです。材料が耐えられる半径を浮き上がらせるようなV開口幅を選ぶのです。.
そして、それがセットアップシートの考え方を根本から覆します。.
0.062インチのパンチ先端が、2.000インチのV開口に置かれた0.250インチの板にタイトな半径を「強制」できると主張する作業者に会ったことがあります。しかし、それは不可能です。エアベンドではあり得ません。.
パンチは材料の頂点に接触しますが、板はダイの肩部で支えられています。ボトミングやコイニングを行わない限り、パンチの先端半径は最終的な内側半径にほとんど影響しません。材料は宙に浮いた状態であり、パンチの先端ではなく、スパン(支点間距離)に合わせて成形されるからです。.
そのため、V開口幅が同じであれば、鋭利なパンチから0.125インチの先端を持つパンチに交換しても、内側半径はほとんど変わりません。私はこれを1.500インチのV開口に入れた0.187インチのA36鋼で試したことがあります。貫通深さの違いにより角度はわずかに変化しましたが、半径には影響ありませんでした。.
したがって、誰かが「もっとタイトなパンチが必要だ」と言うとき、それは通常「V開口幅の選択を間違えた」という意味なのです。“
そして、V開口幅が半径を決めるのであれば、他に何が静かに変化しているのでしょうか?
0.125インチの304ステンレス鋼を1.000インチのV開口で90度に曲げるとします。スプリングバック後に90度にするためには、83度までオーバーベンドする必要があるかもしれません。同じ板を1.500インチのV開口に入れると、今度は80度までオーバーベンドすることになるかもしれません。板厚も材料も同じなのに、ダイが違うだけで結果が変わるのです。.
なぜ?
なぜなら、スプリングバックは弾性回復だからです。内側半径が大きいほど塑性ひずみは小さくなり、曲げ領域に蓄えられる弾性エネルギーの割合が高くなります。V開口幅が広い → 浮き上がり半径が大きくなる → 弾性に対する塑性変形の割合が減る → スプリングバックが大きくなる、という仕組みです。.
これがトレードオフの関係です。.
引張強度100,000 PSIの0.125インチ材のような高張力鋼では、この影響がより顕著になります。この材料はもともと降伏点が高く、弾性範囲が広いためです。内側半径を保護するために1.500インチや1.750インチといった広いV開口に入れると、塑性ひずみがさらに減少します。.
その結果、90度の曲げに対して4〜6度のスプリングバックが見られることがあります(トン数チャートを確認してください)。作業者はパニックになり、圧力を上げ始めますが、圧力はスパンを変えることはできません。ただパンチを深く押し込み、ボトミングに近い状態にさせているだけなのです。.
結局のところ、真の調整レバーは常にV開口幅だったのです。.
ダイ幅を広げると、内側の半径が大きくなるため、割れを防ぐことができます。しかし、機械や金型の芯出し、あるいは材料のロットにばらつきがある場合、角度の変動が大きくなるという代償を伴う可能性があります。だからといって、ダイ幅を狭くしてフランジを割る理由にはなりません。これは、選択するバランスを理解するための理由です。.
では、どのようにバランスをとればよいのでしょうか?
まずは、降伏強度と伸びに基づいた、材料の最小安全内側半径から始めます。もし0.125インチの高張力鋼で、危険領域を避けるために少なくとも0.187インチの内側半径が必要な場合、その半径を許容するV幅(貴社の経験的な比率にもよりますが、おそらく1.250インチや1.500インチ)を選択します。.
次に、2つの制約を確認します。.
1つ目は、トン数です。V幅が狭いほど、必要な力は大きくなります。エアベンドにおけるトン数は、V幅にほぼ反比例します。V幅を半分にすると、必要な力はほぼ2倍になります。これを10万PSIの材料に適用すると、すぐに機械の限界に達してしまいます。.
2つ目は、形状です。90度の曲げにおいて、最小フランジ長さは通常、V幅の約0.67倍から0.77倍です。1.500インチのV幅を選択した場合、ダイの肩を避けるためだけに、約1.000インチのストレートな脚部が必要になる可能性があります。図面上の指定が0.750インチしかない場合、その金型では物理的に加工できません。.
これで、制約条件の問題を解決することになります。
これが金型選定です。「板厚の8倍」という単純な話ではありません。.
そして、エアベンドにおいてV幅が自然な半径とスプリングバックの挙動を制御していることを理解できれば、次に突きつけられる厄介な問いに答える準備が整います。
エアベンドをやめてボトミングやコイニングに切り替えると、何が変わるのか?
エアベンドをやめてボトミングやコイニングに切り替えると、機械的に何が変わるのでしょうか?
材料に半径を決めさせることをやめるのです。.
エアベンドでは、板材は橋のようにダイの肩の間に架けられ、パンチが塑性変形が弾性回復を上回るまで押し込むことで曲線を作ります。V幅がそのスパンの広さを決定します。材料はその形状の範囲内で、自ら望む場所で降伏します。板材を完全に拘束しないため、スプリングバックは予測可能です。.
ボトミングやコイニングは全く別物です。.
これらは、ダイを単なる支持体から「金型」へと変えてしまうのです。.
ダイが金型(モールド)になると、V開口部が不適切であることは単に間違った半径を生むだけでなく、荷重、応力、そして高価なスクラップ(廃棄物)を増大させます。.
エアベンディングでは、パンチが板材をダイの壁面や底面に完全に接触させることはありません。接触点は3つだけです。ダイの2つの肩部とパンチの先端、これだけです。.
板材は、スパン幅と材料の降伏強度に基づいて、内側の半径を自由に「浮遊」させることができます。そのため、1.000インチのVダイでは軟鋼の内側半径が約0.125インチになる一方で、0.125インチの304ステンレス鋼では異なる挙動を示すのです。ダイは形状を強制するのではなく、限界を定義しているに過ぎません。.
あなたは材料を閉じ込めているのではなく、ガイドしているのです。.
その自由度こそが、エアベンディングが同じ板厚に対して幅広いV開口部を許容する理由です。スプリングバックとフランジの限界を管理さえすれば、0.125インチのA36鋼を1.000インチのVダイでも1.250インチのVダイでも加工でき、仕事を完遂できます。荷重(チャートを確認してください)、半径、オーバーベンド量は変化しますが、板材が形状に押しつぶされるわけではないため、このプロセスは寛容なのです。.
ダイはサポートです。.
そしてサポートは曲率を決定するのではなく、境界内での曲率を許容するものです。.
材料をダイに完全に座屈させることがないため、V開口部のわずかな変化は、浮遊する半径とスプリングバックを滑らかかつ比例的に変化させます。V開口部を半分にすれば荷重はほぼ倍増し、広げればスプリングバックは増大します。しかし、材料は依然として弾性歪みと塑性歪みの間で独自の平衡状態を見つけ出します。.
調整が可能なのです。.
侵入深さ、角度補正、または材料試験によって補正することができます。たとえV開口部をわずかに小さく設定したとしても、板材が硬化鋼に対して平らにアイロンがけされることはありません。半径が小さくなり荷重が高くなることはあるかもしれませんが、自動的に材料を歪み限界を超えて強制することはありません。.
だからこそ、材料ロットの降伏強度が5,000 PSI変動しても、エアベンディングは寛容に感じられるのです。.
このシステムには弾力性が組み込まれています。.
しかし、ほとんどのオペレーターが口に出さない部分がここにあります。.
エアベンディングは、その柔軟性と引き換えに、ある程度の角度精度を犠牲にしています。.
スプリングバックの補正に依存しているため、最終的な角度は、一貫した材料特性、一貫した侵入深さ、そして数千分の1インチの精度で繰り返されるプレス機に依存します。0.090インチの7075-T6アルミニウム合金を使用した厳しい公差の航空宇宙用ブラケットでは、その変動がすぐに現れます。維持することは可能ですが、管理が必要なのです。.
そこでボトミングやコイニングが魅力的に見えてくるのです。.
それらは角度を「固定」することを約束するからです。.
そのロックにどれだけのコストがかかるのか、という問題です。.
ボトミングは、他の何よりも重要なある一つの要素を変化させます。.
材料をダイのキャビティ(溝)に押し込み、ダイの角度に接触させた後、さらに押し込みます。通常、スプリングバックを低減するために曲げ領域を10〜15%追加で圧縮します。こうなると、板材は肩部の間で浮いている状態ではなくなり、形状の中にくさびのように打ち込まれることになります。.
もはや半径が自然に形成されることはありません。.
強制的に形成しているのです。.
金属を強制的に変形させるとき、トン数計は真実を物語ります。.
エアベンドでは、1.000インチのVダイを使用し、0.125インチの軟鋼を曲げる場合、1インチあたり1〜2トンの荷重がかかるのが一般的です。同じ設定でボトミングを行うと、ダイの角度や貫入量によっては、その荷重が簡単に2倍や3倍に跳ね上がります。プレスブレーキは、あなたの経験則に基づいたチャートなど気にも留めません。気にするのは接触面積だけです。.
ここで、8倍の板厚ルールに従い、材料の最小内側半径に対して狭すぎるVダイを選んだと想像してみてください。.
エアベンドであれば、それは半径が小さくなり、トン数が高くなるという警告として現れたかもしれません。しかしボトミングでは、材料が許容できる以上に鋭いダイの角度に曲げ領域を押し潰すことになります。角度を「ロック」するための10〜15%の追加貫入は、内側の表面の圧縮応力と、中立軸のすぐ外側の引張歪みを増大させます。.
それがフランジの割れの原因となります。.
工具メーカーがボトミングを推奨しないのには理由があります。高いトン数で材料を焼き入れされたダイに完全に密着させると、V開口部、ダイの角度、または材料の延性のわずかな不一致が、そのまま工具の摩耗、かじり、あるいは肩部の欠けとして現れます。数百ドル相当の焼き入れプレートを破損し、購買担当者に説明しなければならなくなったとき、その「正しさ」を痛感することになるでしょう。.
ボトミングはスプリングバックを低減します。.
しかし同時に、V開口部の選択を誤った場合の許容範囲も狭めてしまいます。.
コイニングは、ボトミングを少し強めただけのものではありません。.
それは全く別の領域の加工です。.
パンチの先端を、エアベンドの1〜2トンに対して50トン以上というような十分な力で材料に押し込み、曲げ領域全体の厚みを塑性変形させます。これは単なる曲げではありません。アイロニング(しごき加工)です。極限の圧縮応力下で材料を移動させるため、パンチの先端半径がそのまま内側半径となります。.
その領域全体で降伏点を超えているため、スプリングバックはほぼ消失します。.
では、8倍ルールはどうなるのでしょうか?
ここでは無意味です。.
コイニング加工では、材料が破断したり金型を損傷したりすることなく流動できるよう、V開口部をパンチの形状と材料強度に合わせる必要があります。V開口部が狭すぎるとトン数が機械の能力を超えて急上昇し、広すぎると支持力が失われ、角度が歪んだり、部品に傷がついたりします。金型が荷重に耐えなければならないため、形状の選択肢は狭まります。.
これが、現代の工場でコイニング加工が珍しい理由です。機能しないからではなく(実際には完璧に機能します)、特殊な金型、剛性の高い機械、そして厳格なセットアップが求められるからです。ここでV開口部を間違えると、単に角度がずれるだけでは済みません。.
その音で分かります。.
プレス機からの鋭い衝撃音、トン数計の急上昇、そして時にはパンチの先端が割れ、セットアップがただの高価なスクラップに変わってしまうこともあります。.
エアベンドは材料にその半径を見つけさせますが、ボトミングやコイニングは半径を強制的に作り出します。.
その違いを理解すれば、ダイの選択は板厚による近道ではなく、橋の径間を支える荷重に合わせてサイズを決めるような、荷重管理の判断になります。.
では、曲げ加工の方法によって半径の作られ方や金型への力の流れ方が変わるなら、どうすれば毎回正しいVを選択できる再現性のある方法に変えられるのでしょうか?
私は、セットアップシートに「板厚の8倍」と書かれていたために、1.000インチのVダイで0.125インチの304ステンレス製ブラケットの外側半径が完全に割れてしまうのを見たことがあります。作業員は何も間違っていませんでした。その荷重に対してルールが間違っていたのです。.
曲げ加工の方法によって力の流れ方が変わるのであれば、Vの選択は板厚ではなく、材料の荷重定格(降伏強度)から始める必要があります。これが私が現場で使用しているワークフローであり、7075-T6アルミニウムや高張力鋼板で高価なスクラップを作らずに済んでいる理由です。.
ミルシート(材料証明書)を確認してください。.
作業指示書にある一般的な「ステンレス」という表記ではなく、ミルシートに記載された実際の降伏強度を確認します。A36の降伏強度は36,000 PSI程度かもしれません。冷間圧延鋼板1018は50,000〜60,000 PSI程度になることがあります。304ステンレスは通常30,000〜45,000 PSIの降伏強度ですが、急速に加工硬化します。7075-T6アルミニウムの降伏強度は約73,000 PSIです。高張力鋼(HSLA)グレードはそれを大幅に超えることもあります。.
降伏強度は、外側の繊維が塑性変形を起こすまでにどれだけの応力に耐えられるかを示しています。半径が小さいほど、外側繊維のひずみは大きくなります。それが割れの原因です。.
現場でよく耳にする「アルミニウムなら6倍、ステンレスなら10倍」という倍率は、降伏強度を生存可能なひずみに大まかに換算したものです。しかし、アルミニウムは一括りにはできません。5052-H32は美しく曲がりますが、7075-T6は少しでも無理をすれば折れます。板厚は同じでも、ひずみの許容範囲は全く異なります。.
しかし、それは現場の経験則であって、普遍的な法則ではありません。.
そのため、私は倍率を材料名ではなく、降伏強度の範囲に関連付けた初期の目安として扱っています。降伏強度が40,000 PSI未満であれば、通常はより狭い比率でも許容できます。60,000 PSI前後であれば、一般的な軟鋼の範囲内です。70,000 PSIを超えると、外側繊維を保護するために急いでダイを広げる必要があります。.
降伏強度から始めなければ、ひずみについて推測することになります。そして、ひずみを推測で扱うことこそが、フランジが割れる原因なのです。.
実際にどのように見えるかをご紹介します。.
例えば、0.125インチ厚の5052-H32アルミニウムがあるとします。降伏強度は約28,000〜33,000 PSIです。この材料はより小さな半径を許容するため、エアベンドでは6倍の厚さのVダイ(0.750インチ)でうまくいくことが多いです。.
次に、0.125インチ厚の304ステンレスに切り替えてみましょう。降伏強度は35,000〜45,000 PSI程度ですが、加工硬化が激しいのが特徴です。「アルミニウムでうまくいったから」という理由で0.750インチのダイを使い続けると、内側の半径が縮小し、外側のひずみが急増するため、研磨された部品に微細なクラックが発生します。1.250インチまたは1.500インチのVダイに変更すれば、材料の負荷が緩和されます。.
降伏強度80,000 PSIの0.125インチ厚HSLAを例に挙げます。ラックが2倍単位で整理されているからといって、無理やり1.000インチのVダイに押し込もうとすると、材料が耐えられないほどの半径にひずみが集中してしまいます。これは厚みの問題ではなく、降伏強度の問題です。.
つまり、降伏強度さえ分かれば、次の疑問は自然と浮かび上がります。.
その材料は、破断せずにどの程度の内側半径まで耐えられるのか?
0.187インチ厚のA36鋼を0.187インチの内側半径で曲げる作業は日常的に見てきました。しかし、同じことを0.187インチ厚の4140プリハードン鋼でやろうとすれば、破片を掃除することになるでしょう。.
曲げ加工では外側の表面が引き伸ばされます。厚みに対して内側半径が小さいほど、外側の引張ひずみは高くなります。そのひずみが材料の降伏点における伸び能力を超えると、クラックが発生します。これが物理の法則です。.
エアベンドにおいて、引張強度が60,000 PSI程度の多くの鋼材に対する安全なルールは、内側半径を材料の厚みとほぼ等しくすることです。昔から言われる「厚みの8倍(のVダイ)」が軟鋼でうまくいくことがあるのは、8倍のVダイでのエアベンドが、厚みの約1倍の内側半径を生み出す傾向があるからです。.
しかし、その引張強度の範囲から外れると、関係性は変化します。.
高強度の材料ほど、外側の繊維のひずみを破断限界以下に抑えるために、厚みに対してより大きな内側半径が必要になります。そのため、7075-T6アルミニウムでは、信頼性の高い90度曲げのために厚みの2倍以上の半径が必要になることがよくあります。これを無視すれば、目視する前にクラックの音を聞くことになるでしょう。.
つまり、目標とするIRは、チャートに「厚みの8倍」と書いてあるからではなく、材料のひずみ耐性がそれを要求しているという理由で、降伏強度と延性に基づいて選択するのです。.
目標とする半径が決まれば、ダイの選択は幾何学的な問題になります。.
実際のシナリオで考えてみましょう。.
0.125インチ厚の304ステンレスがあり、化粧面が外側になるとします。降伏強度と経験に基づき、クラック領域を避けるために少なくとも0.125インチの内側半径が必要だと判断しました。これより小さくすると、仕上げ面を損なうリスクを負うことになります。.
その0.125インチのIRが制約条件となります。それが材料を守るのです。.
ここで機械的な疑問が生じます。エアベンドにおいて、その半径を生み出すV開口幅はどれくらいか?
エアーベンディングにおいて、内側半径はパンチ先端ではなく、主にV開口によって制御されます。一般的な近似値として、内側半径はV開口の約16%に相当します。.
これを逆に考えます。.
IR(内側半径)≈ 0.16 × Vであれば、V ≈ IR ÷ 0.16 となります。.
0.125インチの内側半径が必要な場合:V ≈ 0.125 ÷ 0.16 ≈ 0.781インチとなります。.
ラックに0.781インチのダイがあることはまずありません。最も近い標準サイズ、おそらく0.750インチか1.000インチを選択することになるでしょう。.
ここで結果を比較してみます。.
0.750 × 0.16 ≈ 0.120インチのIR。1.000 × 0.16 ≈ 0.160インチのIR。.
割れが懸念される場合は、1.000インチのVが余裕をもたらします。フランジ長が厳しく、サポートのために小さなダイが必要な場合は、0.750インチを選択し、表面の状態を注意深く監視することになるでしょう。.
今何が起きたか分かりましたか?
板厚から始めるのではなく、許容歪みから始め、それを目標半径に変換し、そこから荷重を管理するV開口へと逆算したのです。.
これは橋の荷重管理と同じです。道路(材料)には荷重定格(降伏点)があります。ストレスがそれを決して超えないように、スパン(V開口)のサイズを決めるのです。.
CN-HAWE の製品ラインアップが 100% のCNCベースであり、レーザー切断、曲げ、溝入れ、せん断といったハイエンドな用途をカバーしていることを踏まえると、, プレスブレーキ ここでの実用的選択肢を評価するチームにとって関連する次のステップとなる。.
しかし、形状と力も依然として重要な要素です。.
特定の図面、材料グレード、または機械の限界を検証する場合、ここで実際の制約(利用可能なトン数、金型在庫、成形方法)を総合的に確認する必要があります。CN-HAWEは、完全にCNCベースの曲げ加工および板金ソリューションをサポートしており、プレスブレーキやインテリジェント機器の研究開発に多額の投資を行っています。そのため、実際の生産条件に基づいたトン数計算、Vダイの選択、およびプロセスの実現可能性を検討する際の頼れるパートナーとなります。技術的な議論や見積もりについては、以下までお問い合わせください。 こちらからCN-HAWEにお問い合わせください.
「8:1の比率」が正しく使われている場合、それは板厚の8倍ではありません。概ね V ≈ 8 × IR であり、これは前述の16%の関係と一致します(1 ÷ 0.16 ≈ 6.25ですが、材料や貫入量に応じて現実的な変動が加わり、8に近づくためです)。.
この比率は、曲げ方法がエアーベンディングであり、材料がその歪み曲線に近い挙動を示す場合にのみ機能します。ボトミングやコイニングでは、ダイ角度とパンチ半径が制御を握るため、この関係は崩れます。.
つまり、8:1という考え方は悪いものではありません。.
単に間違った変数に結び付けられていただけなのです。.
そして、半径からVを選択したとしても、プレス機を長持ちさせるための問いにはまだ答えていません。
お使いの工具と機械は、その負荷に耐えられますか?
135トン定格の10フィートブレーキプレスに対し、計算上150トンを超える荷重がかかる狭いダイを使用した0.250インチ厚のプレート加工の仕事を見たことがあります。半径の計算は合っていましたが、機械はそれを考慮していませんでした。.
エアーベンディングのトン数は、V開口部が狭くなるほど上昇します。V開口部を2倍にすれば、必要なトン数はほぼ半分になります。これは、スパンが狭くなることで、より短いレバーアームに力が集中するためです。ダイは、同じトラックを支えるより短い橋のスパンのようになります。.
したがって、目標とする内側半径(IR)からV開口部を選択したら、その板厚とV開口部に対する1フィートあたりのトン数を計算してください。それを以下と比較します。
(ボトミング加工を行う場合は、エアーベンディングのトン数を大幅に、多くの場合2倍以上に増やしてください。接触面積と貫入によって荷重が急増するためです。)
ここで、「うちは0.500インチ、1.000インチ、2.000インチのダイしか在庫していない」という主張が崩れます。確かに、その方法で多くの仕事をこなすことは可能です。しかし、工具に過度のストレスを与えたり、高強度部品でひび割れの限界ギリギリの状態で作業したりして、それを「通常のばらつき」と呼ぶことにもなりかねません。“
数百ドル分の焼き入れプレートを割ってしまい、購買担当者に説明しなければならなくなった時、その意味が痛いほどわかるはずです。.
ワークフローはシンプルですが、単純ではありません。
これを行えば、「板厚の8倍」という近道に現場が振り回されることはなくなります。.
さて、完璧に計算されたセットアップを台無しにする可能性のある制約がもう一つあります。それは強度とは全く関係のないものです。.
降伏強度が適切で、内側半径も適切で、V開口部が0.16 × Vで計算されており、トン数も機械の定格内に収まっていても、部品をスクラップにしてしまうことはあります。.
0.125インチの304ステンレス製ブラケットが、ごく妥当な1.000インチのVダイで加工されるのを見ました。半径は0.160インチに仕上がり、トン数も余裕がありました。表面にひび割れもありません。しかし、図面では0.375インチのフランジが指定されていました。すべての部品で脚の長さが短く、角度が大きくなってしまい、まるでブレーキプレスが独自の意志を持っているかのようでした。.
そうではありません。.
フランジがダイの形状に対して短すぎたのです。.
曲げ加工中に脚が物理的にダイの肩に乗らない場合、板材は支えられたスパンとしてではなく、飛び込み台のように振る舞い始めます。ひずみの計算式は変わりませんが、支持条件が変わってしまうのです。そして、この戦いでは常に形状が勝利します。.
では、強度が故障の原因でないのなら、何が原因なのでしょうか?
1.000インチのVダイにノギスを当ててみてください。中心線から各肩までは0.500インチです。エアーベンディングを行う際、パンチが下降するにつれて材料はそれらの肩の近くに接触します。その接触面が支持点となります。.
ここで、同じダイで0.375インチのフランジを曲げようとすることを想像してみてください。Vの半分(0.500インチ)が、すでにフランジ全体の長さよりも広いのです。安定した肩の支持が得られません。曲げが完全に形成される前に、材料はVの中に落ち込んでしまいます。.
これでは一日中、角度を追いかけることになります。.
なぜなら、起きていることはスプリングバックではなく、形状のシフトだからです。荷重をかけるにつれて、ブランクはダイの奥深くへと滑り込んでいます。曲げ線が実質的に移動しているのです。トン数が完全に一定であっても、角度の測定値が安定しないのはそのためです。.
角度の誤差は材料の問題のように見えます。.
しかし、多くの場合、それは脚の長さの問題なのです。.
そして、ここで「板厚の8倍」というルールを信じる人々が罠にはまります。降伏点と目標とする内側半径(IR)からVダイを正しく選択したつもりでも、そのフランジが物理的にそのVダイの中で成立するかどうかを誰も確認していないのです。.
では、サイクルスタートを押す前にどうやって判断すればよいのでしょうか?
実用的なチェック方法は以下の通りです。.
エアーベンディングの場合、最小フランジはV開口幅の約0.7倍です。0.6倍を使用する工場もあれば、安全を見て0.8倍にする工場もあります。しかし、0.6倍を下回ると、それはギャンブルです。.
先ほどの1.000インチのVダイで考えてみましょう。.
0.7 × 1.000 = 0.700インチが安定した支持を得るための最小フランジとなります。.
これを図面の0.375インチのフランジと比較してください。V開口幅のわずか0.375倍しかありません。その脚は、成形中に肩にしっかりと乗る可能性が全くないのです。.
では、オペレーターはどうしたでしょうか?彼は0.625インチのVダイに交換しました。これは0.125インチの材料に対する「板厚の8倍」という古いルール(0.625 ÷ 0.125 = 5倍)に違反しています。しかし、形状的にはどうでしょうか?
0.7 × 0.625 = 0.437インチが最小フランジとなります。.
これで0.375インチのレッグは依然としてギリギリですが、少なくとも物理的なサポートが可能な範囲には収まりました。.
ここに落とし穴があります。.
ダイの幅を狭めることは、形状を修正するだけではありません。トン数を急増させます。0.250インチのA36鋼板において、1.500インチのVダイでは10フィートあたり約300トンを測定しましたが、3.000インチのVダイでは約139トンでした。スパンを半分にすると、荷重は2倍以上に増加します。同じ物理法則がより薄い板厚にも適用されます。.
フランジのサポートを解決したつもりで、知らぬ間にプレスブレーキに過大な負荷をかけているのです。.
「応急処置」が、高価なスクラップ、あるいはさらに悪いことに、高価な金型の破損につながるのはそのためです。.
では、フランジがさらに短い場合はどうなるでしょうか?
フランジが短すぎると、サポートを失うだけではありません。パンチが貫入する際にVダイの中に傾き込んでしまう可能性があります。.
片方のショルダーに光沢のある引きずり跡が見られるはずです。これは単なる見た目の問題ではありません。ブランクがダイの中に落ち込む際に回転している証拠です。曲げ線が内側にずれるため、計算した展開長よりもレッグが実質的に短くなってしまいます。.
こうなると、曲げ引き出し値(ベンドデダクション)の計算が正しくても、フラットパターンは間違ったものになります。.
ここで、より新しい荷重モデルが重要になります。SPCCや1100-Oアルミニウムを用いた実地試験では、理想的ではない接触条件下では、実際の曲げ荷重がチャートの値を上回ることが多いと示されています。「滑り」はその条件の一つです。きれいなショルダー接触ではなく点接触が発生し、局所的な圧力が上昇します。傷が増え、荷重予測は全く当てにならなくなります。.
つまり、最小フランジは単なる推奨事項ではありません。.
それは安定性のための必須要件なのです。.
しかし、フランジが0.7 × Vのルールを満たしているとしましょう。サポートは確保され、角度も安定しています。ここで、特にツールラックを「効率的」に使おうとする際に忍び寄る、もう一つの静かな幾何学的問題があります。.
私はマルチVダイが好きです。場所を取らないからです。一つのツールで0.500、0.750、1.000インチへと切り替えることができます。.
しかし、それらを測定してみてください。.
マルチVダイのショルダーは幅が狭くなっています。隣接する開口部間のランド(仕切り)も薄くなっています。荷重がかかると、特に1フィートあたり20トンを超えるような場合、同じ開口幅の専用シングルVダイよりもたわみが大きくなります。.
たわみは、加圧下での実効V幅を変化させてしまうのです。.
そして、それが半径を変化させます。.
薄板用のマルチVブロックの最小開口部で0.187インチのA36鋼を曲げてみてください。0.750インチの単一Vダイでは見られないような、全長にわたる角度のばらつきが生じます。.
なぜ?
なぜなら、定格の限界では、ダイ本体が微視的にたわむからです。そのたわみによって、荷重がかかると開口部が広がります。V溝が広がれば内側半径は大きくなり、半径が大きくなればスプリングバックも大きくなります。そのため、プログラムされた深さは目標とする角度と一致しなくなります。.
それは微妙なものです。1度、あるいは1.5度といったわずかな差です。.
±0.5度の公差が求められる仕事では、それは不良品となります。.
これはマルチVブロックが役に立たないという意味ではありません。しかし、これは現場の経験則であり、普遍的な法則ではありません。作業範囲の中央で使用する分には問題ありません。限界まで負荷をかけると、形状が狂い始めます。.
では、いつ柔軟性を捨てるべきなのでしょうか?
もし図面で0.125インチの304ステンレス鋼に対して±0.010インチのフランジ長さと±0.5度の角度が指定されており、1フィートあたり15〜20トンの荷重がかかる場合は、専用ダイを購入してください。.
0.875インチまたは1.000インチの単一Vダイで、その下に十分な質量があれば、荷重下でも形状をより良く保持できます。たわみが少なく、半径はより安定し、スプリングバックも予測しやすくなります。.
確かに、初期費用はかかります。.
しかし、ダイが熱を持ちたわんだことで最後の30個が公差外れとなり、200個のロットを作り直すコストも同様です。.
では、フランジ長さやダイの質量だけでは不十分な場合はどうすればよいでしょうか?
部品によっては、強度やフランジ長さだけでなく、表面状態やスプリングバック、あるいはその両方で苦労させられることがあります。.
そのような時こそ、標準的なVダイが適切なツールではなくなるのです。.
化粧仕上げの0.090インチ5052アルミ板(ヘアライン加工)は、ショルダーの跡がすべて残ってしまいます。圧力を下げるためにV溝を広げることもできますが、そうすると半径とスプリングバックが増大し、角度が安定しなくなります。.
ローラーダイは接触条件を変えます。固定されたショルダーの上を滑るのではなく、材料が回転するように動きます。摩擦が減り、傷がつきにくく、力曲線もより安定します。.
ウレタンインサートは荷重をより広い面に分散させるため、過度に大きなV幅を必要とせずにピーク圧力を低減します。形状は計算上の半径に近い状態に保たれます。.
今、あなたが管理しているのは単なるスパン幅ではなく、接触力学です。.
レバーは違っても、目標は同じです。.
標準的な90°のVダイで6〜8度のスプリングバックが発生する0.187インチ(約4.76mm)、80,000 PSIの材料を例に挙げます。深さを調整してオーバーベンドすることも可能ですが、貫入量が増え、それに伴いトン数も上昇します。.
鋭角な30°または60°のVダイを使用すると、完全にコイン打ち(コイニング)することなく、ボトミングの形状を変えることができます。ダイの壁面がより早い段階で接触するため、力任せではなく、角度の拘束によってスプリングバックを制御できます。.
確かにトン数は増加しますが(フィートあたりのトン数に注意してください)、深さを犠牲にして角度制御を得るというトレードオフになります。高降伏点の部品において、これは安定した90°を維持できるか、あるいはシフト中ずっと追いかけ続けることになるかの分かれ目となります。.
ここまで来れば、パターンは明確なはずです。.
降伏強度は、亀裂を生じさせずにどれだけきつく曲げられるかを示します。トン数は、機械が耐えられるかどうかを示します。フランジ長は、部品が物理的にダイに収まるかどうかを示します。工具形状は、そのセットアップが荷重下で公差を維持できるかどうかを示します。.
これらの一つでも無視すれば、完璧な歪み計算を行っていたとしても、高価なスクラップを作ることになります。.
つまり、実際のワークフローは「板厚の8倍」ではありません。“
それは、歪み耐性、荷重耐性、そして物理的サポートの順序です。.
あなたが必要としているのはワークフローです。.
比率や「8倍」といった数字ではありません。0.125インチ(約3.18mm)の304ステンレス鋼を、フランジ公差±0.5°および±0.010インチ(約0.25mm)を維持しながら、高価なスクラップに変えないための手順です。.
ここで考え方を転換しましょう。V開口部を「埋めるべき隙間」として選ぶのはやめましょう。橋の耐荷重を設定するように選ぶのです。板材は道路であり、降伏強度は荷重、V開口部はスパンです。荷重に対してスパンを小さくすれば何かが割れ、大きくしすぎれば道路がたわみます。つまり、半径が大きくなり、スプリングバックが増大し、角度が不安定になるのです。.
したがって、意思決定は一方向にのみ進みます:
それが手順です。それを破れば、またギャンブルに戻ることになります。.
なぜそこから始めるのですか?
なぜなら、金属はあなたの経験則など気にしないからです。金属はひずみに反応するのです。.
“「材料優先」とは「厚さ優先」という意味ではありません。”
それは、降伏強度を優先するということです。.
もしあなたが私に0.187インチのA36鋼と0.187インチの304ステンレス鋼を渡し、「いつもこれを使っているから」という理由で同じ1.500インチのVダイを使うように言ったとしたら、私はその部品のどちらかが危険な状態にあると即座に判断します。厚さは同じでも、ひずみ容量が異なり、スプリングバックも異なり、フィートあたりのトン数も異なるからです。.
しかし、それは現場の慣習であって普遍的な法則ではありません。厳しい公差を求めない場合、36,000~60,000 PSIの軟鋼であれば8倍のダイ幅で問題なく機能します。落とし穴は、その成功体験が70,000~90,000 PSIのステンレス鋼や耐摩耗鋼板にもそのまま通用すると想定することです。.
そこで、チェックリストは次のように始まります。
これで制約条件が揃いました。.
これがないと、ひずみの問題ではなくカタログ上の問題であるかのように工具を選んでしまうことになります。.
具体的に見てみましょう。.
図面で0.125インチの304ステンレス鋼、90度、内側半径0.125インチ以下、±0.5度、フランジ長0.750インチが指定されているとします。.
ステップ1:エアベンディングでは、Vダイの幅が内側半径(R)を決定します。ほとんどの鋼材において、内側半径は概ねV幅の0.16倍になります。したがって、0.125インチの内側半径が必要な場合:
0.125 ÷ 0.16 ≈ 0.781インチのV幅。.
最も近い現実的なツールサイズは0.750インチまたは0.875インチです。.
次に、ひずみの現実を確認します。SUS304は、多くの調質において板厚の約1倍の内側半径であれば、割れることなく耐えられます。0.125インチの板厚に対して0.125インチの半径なら1T(板厚1倍)であり、許容範囲内です。.
次にトン数です。V幅が狭いほど、1フィートあたりのトン数は増加します。もし0.750インチのVダイを使用して、この材料で1フィートあたり18〜20トンを超えるようなら(チャートを確認してください)、ダイとプレスブレーキがその荷重に耐えられるか確認する必要があります。以前、0.125インチのステンレス加工で、総トン数だけを見て1フィートあたりの定格を無視したために、軽量なマルチVダイが変形してしまった現場を見たことがあります。.
次にフランジ長さです。0.7 × 0.750 = 0.525インチが最小値となります。図面では0.750インチが要求されているため、問題なく加工可能です。.
ここで初めて、工具キャビネットを開けます。.
何が起きなかったかに注目してください。.
私たちは「板厚の8倍」という言葉を一度も使いませんでした。「この材料はどの程度のひずみに耐えられるか、そしてどのV幅ならそのひずみを生み出せるか」を考えたのです。“
それこそが制御です。.
多くの作業者は、まず曲げ深さやスプリングバックの補正を疑います。.
しかし、それが間違っていることもあります。.
ステンレスの曲げ線に割れが発生していますか?
実際に形成されている内側半径を確認してください。「安全そうだから」という理由で0.125インチのSUS304に対して1.000インチのVダイを選んだ場合、半径は約0.160インチになります。確かに割れのリスクは減りますが、スプリングバックは増大します。そのため、90度を出すために深く曲げ込むことになります。深く曲げるということは、それだけ食い込みが深くなり、肩部での接触圧が高まり、局所的な過ひずみが生じることがあります。.
割れの原因は、きつすぎたことではありません。.
ひずみの経路を制御できていなかったことによるものです。.
外観が重要な0.090インチの5052アルミに、ひどい肩の跡がついていますか?
パンチの仕上げを疑う前に、V幅が降伏強度に対して狭すぎないか自問してください。V幅が狭いと接触圧が高くなります。圧力がかかれば跡が残ります。V幅を広げれば傷は減りますが、半径は大きくなります。角度公差が厳しい場合、そのトレードオフがロット全体の不一致として現れます。.
長い部品で左右の角度が一致しない?
マルチVダイのトン数定格の上限に近い場合、本体がたわみます。荷重がかかると中央部で開口部が実質的に広がります。中央のV溝が広くなれば半径が大きくなり、スプリングバックが増え、角度がより開いた状態になります。.
それは深さの問題ではありません。.
スパンのたわみによるものです。.
この症状が見られたら、一つの問いを立ててください。「V溝の開口部が、材料を一貫して保持できないような歪み状態や荷重状態を強いていないか?」
もしそうなら、解決策はストロークを増やすことではありません。.
スパンを変えることです。.
あなたは板を折っているわけではありません。.
材料の歪み限界と機械の荷重限界の範囲内に留まりながら、2つのショルダー間で材料の流れを制御しているのです。.
それはギャップの問題ではなく、制御の問題です。.
カタログ的な考え方:「0.125インチの材料 → 1.000インチのV溝 → 完了」。.
歪みを考慮した考え方:「必要な半径はどれくらいか?どのV溝がそれを生み出すか?それには1フィートあたり何トンの荷重が必要か?ダイ本体はたわまずにそれを保持できるか?フランジは物理的に0.7 × V以上の位置で安定して収まるか?」
この手順こそが、曲げ加工を習慣からエンジニアリングへと変えるのです。.
そして、そのやり方で1年間仕事に取り組めば、何かが変わります。「普段どのV溝を使っているか?」と尋ねるのをやめ、「どの程度の歪みを生じさせているか?」と自問するようになるはずです。“
それこそが、次に進むために必要な唯一のことです。.
金属はあなたのルールを知りません。金属が知っているのは、あなたが加える応力だけです。.
歪みを制御すれば、トン数、角度、公差、工具寿命といった残りの要素はすべてそれに追随して整います。.


















