

Der letzte Stempel, den ich explodieren sah, passte in den Halter, als wäre er dort hineingeboren.
Sechzig Tonnen pro Fuß, lasergraviert direkt auf dem Schaft. Der Auftrag verlangte 78. Der Bediener zuckte mit den Schultern. “Er sitzt gut.” Als der Stößel herunterkam, spaltete sich der Mittelteil und schickte einen Splitter über den Lichtvorhang. Fünf Minuten Einrichtung. Achttausend Dollar für Werkzeuge. Zwei Tage Stillstand. Dem Stahl war es egal, dass er sauber eingerastet war.
Das ist die Lücke, die die meisten Werkstätten niemals schließen.
Man kann einen 3-Fuß-Stempel in einen präzisionsgeschliffenen Halter schieben und dieses saubere magnetische Einrasten spüren. Kein Wackeln. Kein Lichtspalt. Es fühlt sich sicher an. Aber die strukturelle Tragfähigkeit ist keine Frage der Geometrie; sie ist eine Frage der Kraft pro Länge.
Nehmen wir 4 mm Baustahl über 1000 mm mit einer 32 mm V-Matrize. Standardtabellen setzen das bei etwa 330 kN pro Meter für Luftbiegen an, bei einer Zugfestigkeit von etwa 450 N/mm². Wechseln Sie zu Edelstahl und Sie multiplizieren mit 1,5. Jetzt liegen Sie bei etwa 500 kN/m. Chrom-Moly-Stahl? Verdoppeln Sie es. Die Mathematik lügt nicht.
Wenn Ihr Stempel für 60 Tonnen pro Fuß ausgelegt ist und Ihre Berechnung 78 erfordert, sind Sie nicht “ein bisschen drüber”. Sie liegen 30% über der Fließgrenze eines gehärteten Werkzeugs, das vielleicht mit einer Sicherheitsmarge von 10–15% konstruiert wurde. Dieser Unterschied zeigt sich als Dollar pro Zoll Ausschuss und gebrochenes Werkzeug. Überprüfen Sie Ihren Sitz.
Wo liegt also der wahre Punkt ohne Wiederkehr?
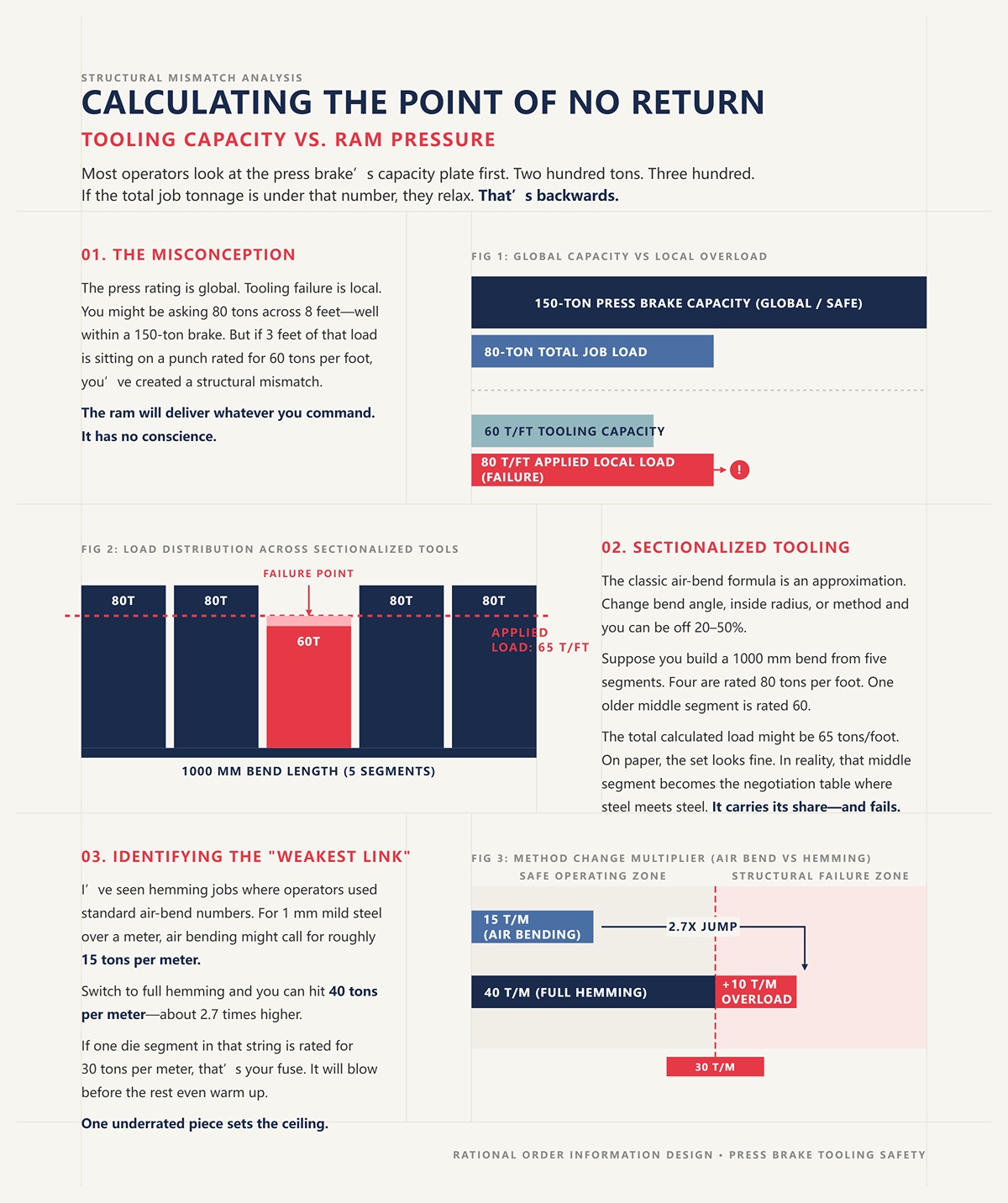
Die meisten Bediener schauen zuerst auf das Kapazitätsschild der Abkantpresse. Zweihundert Tonnen. Dreihundert. Wenn die gesamte Job-Tonnage unter dieser Zahl liegt, entspannen sie sich.
Das ist verkehrt herum.
Die Pressenbewertung ist global. Werkzeugausfall ist lokal. Sie könnten 80 Tonnen über 8 Fuß anfordern – gut innerhalb einer 150-Tonnen-Presse. Aber wenn 3 Fuß dieser Last auf einem Stempel liegen, der für 60 Tonnen pro Fuß ausgelegt ist, haben Sie einen strukturellen Mismatch geschaffen. Der Stößel liefert, was Sie befehlen. Er hat kein Gewissen.
Der Punkt ohne Wiederkehr ist dort, wo die erforderlichen Tonnen pro Fuß die niedrigst bewertete Komponente im Stapel übersteigen: Stempel, Matrize, Halter oder Klemme – nicht nur den Maschinenrahmen. In der Praxis ist dies der Grund, warum Presse und Werkzeug als einheitliches System konstruiert werden müssen. Eine vollständig CNC-gesteuerte Plattform, wie eine CNC-Abkantpressenlösung von CN-HAWE, ist darauf ausgelegt, Biegekraft, Verteilung und Wiederholbarkeit bei hochwertigen Blechbearbeitungen zu steuern und sicherzustellen, dass der befohlene Stößeldruck mit der realen Werkzeugkapazität übereinstimmt. Überprüfen Sie Ihren Sitz – denn sobald die am niedrigsten bewertete Komponente überlastet wird, ist der Ausfall bereits in Gang.
Hier wird es knifflig. Die klassische Luftbiegeformel – Kraft proportional zu Dicke im Quadrat mal Länge geteilt durch V-Öffnung – ist eine Annäherung. Ändern Sie den Biegewinkel, den Innenradius oder die Methode, und Sie können um 20–50% daneben liegen.
Nun fügen Sie geteilte Werkzeuge hinzu.
Angenommen, Sie bauen eine 1000 mm Biegung aus fünf Segmenten. Vier sind für 80 Tonnen pro Fuß ausgelegt. Ein älteres mittleres Segment ist für 60 ausgelegt. Die gesamte berechnete Last könnte einem Äquivalent von 65 Tonnen pro Fuß entsprechen. Auf dem Papier sieht das “Set” gut aus. In Wirklichkeit wird dieses mittlere Segment zum Verhandlungstisch, an dem Stahl auf Stahl trifft. Es trägt seinen Anteil – und manchmal mehr, wenn die Ausrichtung nicht perfekt ist.
Die Mathematik lügt nicht, aber falsche Annahmen tun es. Berechnen Sie immer Tonnen pro Meter für das spezifische Material und die Methode und vergleichen Sie diese mit der Bewertung jedes einzelnen Segments, nicht dem Durchschnitt. Überprüfen Sie Ihren Sitz.
Ich habe Umkantarbeiten gesehen, bei denen Bediener Standardwerte für Luftbiegen verwendet haben. Für 1 mm Baustahl über einen Meter könnte das Luftbiegen mit Tränenprofilwerkzeugen etwa 15 Tonnen pro Meter erfordern. Wechselt man auf Vollbördeln, kann man auf 40 Tonnen pro Meter kommen – etwa 2,7‑mal höher.
Wenn ein Matrizenabschnitt in dieser Reihe für 30 Tonnen pro Meter ausgelegt ist, ist das Ihre Sicherung. Sie wird durchbrennen, bevor der Rest überhaupt warm wird.
Das schwächste Glied ist nicht immer offensichtlich. Es kann ein schmaler Matrizeneinsatz sein, ein kurzer Stempelabschnitt, sogar das Spannsystem. Ein unterschätztes Teil setzt das Limit für das gesamte Setup. Die Mathematik verhandelt nicht. Überprüfen Sie Ihren Sitz.
Aber was passiert, wenn die Last nicht gleichmäßig verteilt ist?
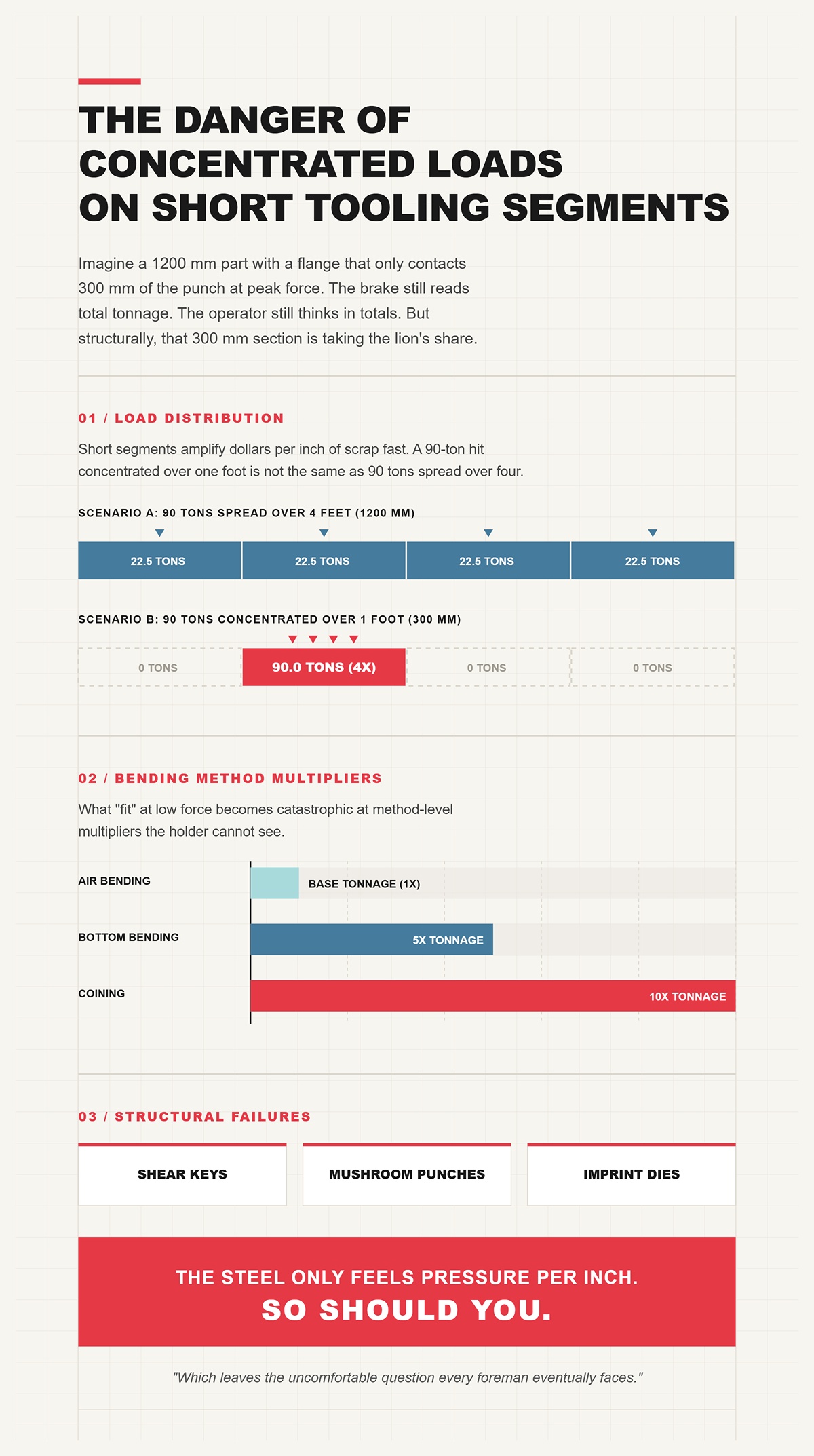
Stellen Sie sich ein 1200‑mm‑Teil mit einer Lasche vor, die bei Spitzenkraft nur 300 mm des Stempels berührt. Die Abkantpresse zeigt weiterhin die Gesamtonnage an. Der Bediener denkt weiterhin in Summen. Aber strukturell trägt dieser 300‑mm‑Abschnitt den Löwenanteil.
Kurze Segmente treiben die Kosten pro Zoll Ausschuss schnell in die Höhe. Ein 90‑Tonnen‑Schlag, konzentriert auf einen Fuß, ist nicht dasselbe wie 90 Tonnen über vier verteilt. So schert man Passfedern, staucht Stempelköpfe und prägt Matrizen ein.
Fügt man Bodenbiegen hinzu – fünfmal die Tonnage des Luftbiegens – oder Prägen mit dem Zehnfachen, verschwindet der Spielraum. Was bei geringer Kraft “passt”, wird bei methodenabhängigen Multiplikatoren, die der Halter nicht erkennt, katastrophal.
Der Stahl spürt nur den Druck pro Zoll. Sie sollten das auch.
Das führt zu der unangenehmen Frage, der sich jeder Vorarbeiter irgendwann stellen muss.

In den meisten realen Werkstätten überlebt die Abkantpresse. Sie ist überdimensioniert, massiv gerahmt und für volle Lastzyklen ausgelegt.
Das Teil gibt zuerst nach, wenn Ihre Tonnage den elastischen Bereich des Materials überschreitet. Das ist Ausschuss zu einem berechenbaren Satz – manchmal Cent pro Zoll, manchmal Hunderte, wenn es sich um eine Luft‑ und Raumfahrtlegierung handelt.
Das Werkzeug bricht, wenn die erforderliche Kraft seine gehärtete Querschnittskapazität übersteigt. Das sind Tausende in einem Augenblick.
Und wenn Sie ständig überlasten, entwickelt die Presse Bettverformung, Stempelverdrehung oder Risse in den Seitenrahmen. Dann beginnt die Stillstandszeit, sich in Wochen zu messen.
Der kognitive Wandel, den ich Ihnen einprägen möchte, ist folgender: Hören Sie auf zu fragen, ob das Werkzeug passt. Beginnen Sie zu fragen, ob jede Komponente im Stapel strukturell die berechneten Tonnen pro Längeneinheit aushalten kann, die Ihr Material erfordert.
Denn sobald der Stößel herunterkommt, wird der Vertrag im Stahl vollstreckt.
Einmal beobachtete ich, wie ein junger Bediener eine 4‑mm‑Platte blau einfärbte – Anreißfarbe über den Boden – dann eine langsame Luftbiegung machte und sie herauszog, um die Abdrücke an den Matrizen‑Schultern zu lesen. Der Kontakt war nicht zentriert. Er biss stark auf einer Seite, leicht auf der anderen. Diese Farbe zeigte die Wahrheit, die die Tonnageanzeige nicht zeigen konnte: Die Last war nicht so verteilt, wie das Einrichteblatt annahm.
Das ist Ihre erste praktische Kontrolle. Verwenden Sie Anreißfarbe oder Druckfolie auf den Matrizenschenkeln, führen Sie einen kontrollierten Schlag bei berechneter Tonnage aus und prüfen Sie den Kontakt. Wenn der Abdruck ungleichmäßig ist, ist Ihre Tonnage pro Länge ungleichmäßig, und ein Segment arbeitet härter als der Rest. Unterlegen, neu setzen, erneut prüfen. Die Mathematik lügt nicht – aber nur, wenn die Geometrie zur Mathematik passt.
Hier werden die Bediener locker. Sie behandeln die V-Öffnung wie eine Bequemlichkeit – “Was ist auf dem Gestell?” – statt wie den primären Hebel, der die Kraft einstellt. Die Standardformel für Luftbiegen skaliert grob mit der Dicke im Quadrat geteilt durch die V-Öffnung. Verdoppeln Sie das V, halbieren Sie grob den Kraftbedarf. Halten Sie das V eng, steigt die Last schnell. Die Streckgrenze steht in dieser Gleichung als Multiplikator. Stärkerer Stahl erfordert mehr Kraft für die gleiche Geometrie. Wenn Sie das V nicht verbreitern, um das zu kompensieren, treiben Sie Tonnen pro Fuß in Richtung des schwächsten Segments Ihrer Reihe.
So überprüfen und steuern Sie in der Praxis die Verteilung:
Die Öffnung der Matrize hat nichts mit Passform zu tun. Es geht um das strukturelle Überleben unter streckgrenzengetriebener Last. Ändern Sie das V, und Sie ändern die Verhandlungsbedingungen, bevor der Stempel überhaupt bewegt wird.
Der Auftrag verlangte 78 Tonnen pro Fuß-Äquivalent bei 6 mm Baustahl. Unter Anwendung der alten 8×-Regel – V-Öffnung etwa achtmal Materialdicke – wählten wir eine Matrize von 48 mm. Die Zahlen stimmten. Last pro Länge lag knapp unter der Bewertung des Stempels. Sauber.
Dann kam das Materialzertifikat falsch. Es war kein Baustahl mit etwa 60.000 PSI Zugfestigkeit, sondern hochfester Strukturstahl mit 100.000 PSI. Gleiche Dicke. Gleiches V. Der benötigte Kraftaufwand stieg grob um das Verhältnis der Zugfestigkeiten. Dafür braucht man kein Whiteboard. Sie liegen nicht mehr bei 78, sondern jenseits von 120 pro Fuß.
Die 8×-Regel funktioniert, weil sie Innenradius, Tonnage und Materialduktilität für gängige niedrig-kohlenstoffhaltige Stähle ausbalanciert. Aber wenn die Streckgrenze steigt, hört diese Regel auf, Sie zu schützen. Entweder Sie öffnen das V – 10×, sogar 12× der Dicke – oder Sie akzeptieren einen starken Anstieg der Tonnen pro Länge. Und Tonnen pro Länge sind das, was Werkzeuge bricht, nicht gute Absichten.
Hochfeste Legierungen sind die Ausnahme, die die Regel bestätigt: Die V-Öffnung muss mit der Festigkeit wachsen, wenn Sie die strukturelle Belastung konstant halten wollen. Prüfen Sie Ihren Sitz.
Edelstahl in ähnlicher Dicke wie Baustahl benötigt meist etwa 1,4 bis 1,6 mal die Kraft, je nach Güteklasse und Zustand. Aluminium 6061-T6 kann Sie ebenfalls überraschen; trotz des Rufes “weich” liegt seine Zugfestigkeit im T6-Temper hoch genug, um erhebliche Kraft zu verlangen, und es reißt, wenn Sie zu engen Radius erzwingen.
Ich habe gesehen, wie Bediener das gleiche 8× V vom Baustahl beibehalten und einfach “härter drücken” bei Edelstahl. Tatsächlich passiert Folgendes: Der Kontaktdruck auf den Schultern der Matrize steigt, es beginnt zu fressen, und Ihre lokalen Tonnen pro Zoll steigen bis zur Werkzeug-Streckgrenze. Dollar pro Zoll Ausschuss zeigen sich als Oberflächenrisse und Mikrorisse an der Biegelinie.
Öffnen Sie das V auf 10× der Dicke für Edelstahl als Ausgangspunkt. Für 6061-T6 berücksichtigen Sie sowohl die Tonnage als auch den Mindest-Innenradius, um Risse zu vermeiden; ein leicht breiteres V reduziert die Kraft und erleichtert die Belastung. Es geht nicht um Passform, sondern darum, streckgrenzengetriebene Last so zu steuern, dass das schwächste Segment keine Überraschung erlebt.
Stellen Sie sich nun vor, Sie benötigen einen engeren Innenradius als die 8×-Regel Ihnen gibt. Sie gehen von einer 32 mm V auf eine 20 mm V bei 4 mm Stahl, um einen schärferen Bogen zu erreichen.
Die Kraft skaliert umgekehrt mit V. Reduzieren Sie das V um etwa 37%, steigt Ihre Tonnage um rund 60%. Das ist keine lineare Intuition – das ist die Gleichung. Waren Sie bei 30 Tonnen pro Meter, liegen Sie plötzlich nahe 48. Gleiches Material. Gleiche Länge. Andere Matrize.
Hier werden Werkstätten verbrannt. Sie konzentrieren sich auf das geometrische Ergebnis – “Ich brauche eine schärfere Ecke” – und vergessen, dass die strukturelle Kapazität die Rechnung bezahlt. Wenn diese 48 Tonnen pro Meter Ihre niedrigst bewertete Matrize bei 40 überschreiten, haben Sie gerade einen Schwachpunkt konstruiert, um einen Radius zu gewinnen.
Schärfere Biegungen kosten Tonnage. Die Mathematik verhandelt nicht. Prüfen Sie Ihren Sitz.
Ich habe einmal einen Satz Matrizen ersetzt, der maßlich in Ordnung aussah, aber scharfe, abgenutzte Schultern hatte. Unter Belastung zog der Edelstahl über diese Kanten wie Sandpapier über Aluminium.
Der Radius der Matrizenschulter steuert, wie sich das Blech beim Biegen bewegt. Zu scharf, und die Kontaktfläche schrumpft. Der Kontaktdruck – Kraft geteilt durch Fläche – steigt. Dieser erhöhte Druck steigert die Reibung, die wiederum die erforderliche Biegekraft leicht über die saubere Formel hinaus erhöht. Er begünstigt auch die Aufrauung, besonders bei Edelstahl. Aufrauung erhöht erneut die Reibung. Man erhält eine Rückkopplungsschleife: mehr Reibung, mehr Kraft, mehr lokalisierte Tonnen pro Zoll.
Eine breitere Schulterradien verteilt den Kontakt, senkt den Spitzendruck und glättet den Materialfluss in die V-Form. Das schützt nicht nur die Oberflächenqualität; es stabilisiert auch den Lastpfad, damit kein kleiner Streifen der Matrizenschulter zum verborgenen Ausfallpunkt wird.
Untersuchen Sie Matrizenschultern mit derselben Skepsis, mit der Sie Tonnagediagramme prüfen. Eine polierte, korrekt gerundete Schulter ist Teil Ihrer statischen Berechnung, nicht kosmetische Pflege.
Hier schlägt die Methode gutes Rechnen unerwartet.
Luftbiegen kann bei einer bestimmten Einrichtung 30 Tonnen pro Meter erfordern. Wechseln Sie zum Aufsetzen – das Material vollständig in den Matrizenwinkel pressen – und die benötigte Kraft kann auf etwa das Fünffache des Luftbiegens springen. Prägen kann das Zehnfache erreichen. Gleiche V-Form. Gleiche Dicke. Andere Methode.
Wenn Ihre Luftbiegungberechnung sicher unter einer 40-Tonnen-pro-Meter-Matrizenbewertung lag, könnte das Aufsetzen desselben Teils 150 erfordern. Das schwächste Segment kümmert sich nicht darum, dass Ihre Öffnungsbreite “korrekt” war. Es spürt nur den Multiplikator.
Die Wahl der Methode ist eine statische Entscheidung. Müssen Sie zum Winkelkontrollieren aufsetzen, erhöhen Sie entweder die V-Öffnung, verringern die Biegelänge pro Schlag oder teilen den Vorgang in mehrere Biegungen, um unter den Segmentgrenzen zu bleiben. Andernfalls unterschreiben Sie einen Vertrag, den Ihr Werkzeug nicht erfüllen kann. Prüfen Sie Ihren Sitz.
Führen Sie zwei identische Luftbiegungen aus: eine auf einer sauberen, polierten Matrize; eine auf einer Matrize mit eingebetteten Rückständen und leichter Aufrauung. Gleiche programmierte Tiefe. Unterschiedliches Winkelresultat.
Warum?
Reibung zwischen Blech und Matrizenschultern hemmt den Materialzug. Höhere Reibung bedeutet, dass das Blech nicht so frei in die V-Form gleitet, was die effektive Biegegeometrie leicht verändert und die erforderliche Kraft erhöht. Diese zusätzliche Kraft zeigt sich als mehr Durchbiegung in der Presse und dem Werkzeugstapel, wodurch sich der Endwinkel durch elastische Rückstellung verändert.
Also jagen Sie dem Winkel an der Steuerung nach, fügen Tiefe hinzu. Das erhöht die Kraft. Was die Durchbiegung erhöht. Was bestimmte Segmente stärker belastet als im Tabellenblatt vorhergesagt.
Halten Sie Matrizen sauber. Entfernen Sie Aufrauung mit dem Schleifstein. Überprüfen Sie den Winkel anhand von bekannt gutem Material mit dokumentierter Zugfestigkeit. Denn Winkelgenauigkeit ist nicht nur Geometrie und Rückenanschlagposition – sie ist ein Nebenprodukt von Kraft, Reibung und elastischer Rückstellung.
Und damit kommen wir zur nächsten Verhandlung: Sobald die V-Öffnung und die Methode die Kraft festlegen, wie bestimmen Stempelradius und Materialgedächtnis, wo der Winkel letztlich landet, wenn die Last wegfällt?
Wir haben letzten Winter 6 mm 304 Edelstahl luftgebogen. Die V-Öffnung war korrekt. Die Tonnage pro Meter lag bequem unter der Bewertung der Matrize. Der Hub erreichte den programmierten Wert. Unter Last zeigte der Laser 90°. Wir lösten den Druck.
Er öffnete sich auf 94°.
Nichts “bewegte” sich. Nichts rutschte. Die Maschine hat nicht gelogen. Der Stahl entspannte sich einfach. Diese vier Grad sind elastische Rückstellung – Springback – und sie sind der Teil der Verhandlung, den die meisten Bediener wie Wetter behandeln. Aber die strukturelle Kapazität ist keine Frage der Geometrie; sie ist eine Frage von Kraft pro Länge. Und sobald diese Kraft lokal die Streckgrenze überschreitet, versucht der Teil, der sich nicht plastisch verformt hat, zurückzukehren.
Der Endwinkel nach dem Entlasten entspricht der plastischen Verformung, die Sie in die Biegung eingebracht haben, minus der elastischen Dehnung, die das Material zurückgewinnt. Diese Rückstellung kontrollieren Sie nicht mit Hoffnung. Sie kontrollieren sie mit der Geometrie des Stempels und dem Prozessdruck. Die Mathematik lügt nicht. Prüfen Sie Ihren Sitz.
Beim Luftbiegen bestimmt die Eindringtiefe den geladenen Winkel. Ein einziger Stempel kann je nach Hub 70° oder 130° erzeugen. Das stimmt. Aber wenn wir über die Kontrolle des Rückfederungseffekts sprechen, reden wir darüber, was passiert, nachdem der Stößel wieder hochgeht.
Standardverfahren für einen 90°-Endwinkel in Baustahl ist ein 85°- bis 88°-Stempel. Warum kein 90°-Stempel? Weil stärkere Materialien stärker zurückfedern. Edelstahl, hochfester niedriglegierter Stahl, 6061‑T6 – sie alle speichern mehr elastische Energie an der Biegekante. Wenn Sie einen 90°-Stempel verwenden und einfach “tiefer fahren”, erhöhen Sie zwar die Kraft und die Durchbiegung im Werkzeugstapel, ändern aber das Verhältnis von plastischer zu elastischer Dehnung am Scheitelpunkt nicht wesentlich.
Ein spitzer Stempel erhöht die lokale Dehnung am Biegescheitel bei gleicher Matrizenöffnung und Eindringtiefe. Mehr Material am Innenradius überschreitet die Streckgrenze. Weniger bleibt elastisch. Weniger elastische Dehnung bedeutet weniger Rückfederung.
Das ist kein Aberglaube. Das ist Dehnungsverteilung.
Aber wie scharf ist scharf genug, bevor Sie anfangen, die Oberfläche zu beschädigen?
Ich habe erlebt, wie eine Werkstatt von einem 90°-Stempel auf einen 83°-“Kompensations”-Stempel bei einem Auftrag umstieg, der etwa 7° zurückfederte. Sie erwarteten Wunder. Was sie bekamen, war eine Verbesserung von 3° und eine polierte Linie am Innenradius.
Warum? Weil sie im Luftbiegen mit dem gleichen V blieben.
Wenn Sie die Rückfederung über ein paar Grad hinaus spürbar reduzieren wollen, müssen Sie den plastischen Fluss am Scheitelpunkt erhöhen. Das bedeutet entweder die V-Öffnung zu verengen (Tonnen pro Zoll erhöhen) oder vom Luftbiegen zum Stauch- oder leichten Prägen überzugehen, wo anhaltend hoher Druck das Material in den Matrizenwinkel zwingt.
Stauchbiegen kann die benötigte Kraft etwa um das Fünffache gegenüber Luftbiegen erhöhen. Prägen kann bis zum Zehnfachen erreichen. Das ist kein Rundungsfehler – das ist eine strukturelle Entscheidung. Wenn Ihr Luftbiegen mit 30 Tonnen pro Meter lief, kann Stauchbiegen 150 verlangen. Dollar pro Zoll Ausschuss erscheinen schnell, wenn Ihr schwächstes Matrizenstück bei 120 an der Obergrenze liegt.
Und hier ist der Haken: Stauchbiegen reduziert die Rückfederung nicht, weil der Stempelwinkel magisch ist, sondern weil hoher lokalisierter Druck nahezu vollständige plastische Verformung am Scheitelpunkt erzwingt. Sie kaufen Winkelstabilität mit Tonnage.
Der Vertrag ist einfach. Mehr plastische Dehnung jetzt bedeutet weniger elastische Rückstellung später. Die Mathematik lügt nicht. Prüfen Sie Ihren Sitz.
Aber wie wissen Sie, wie viel Rückstellung zu erwarten ist, bevor Sie jemals das Pedal berühren?
Nehmen Sie zwei 4 mm Bleche: A36-Baustahl und hochfester Stahl mit 100 ksi. Gleiche V-Öffnung, gleicher Stempel, gleiche Eindringtiefe auf 90° unter Last.
Lassen Sie sie los.
Der Baustahl könnte um 2° zurückfedern. Der hochfeste könnte sich um 5° oder mehr öffnen. Warum? Weil die Streckgrenze definiert, wie viel Spannung das Material elastisch tragen kann, bevor die dauerhafte Verformung überwiegt. Höhere Streckgrenze bedeutet einen größeren elastischen Bereich im Biegequerschnitt.
Die Rückfederung nimmt zu mit:
Das letzte ist wichtig. Ein größerer Innenradius verteilt die Dehnung über mehr Material und reduziert dadurch die maximale plastische Dehnung am Scheitelpunkt. Ein größerer Teil des Querschnitts bleibt elastisch. Mehr Rückfedern.
Moderne CNC-Abkantpressen versuchen, dies mit Materialbibliotheken zu verbergen. Sie geben “304 Edelstahl, 6 mm” ein, und die Steuerung wendet einen Kompensationswert an. Das funktioniert nur, wenn das tatsächliche Blech der angenommenen Streckgrenze entspricht. Ich habe schon Chargen von Edelstahl gesehen, die genug abweichen, um das Rückfedern um einen Grad zu verändern. Bei einem Teil mit vier Biegungen summiert sich das. Zwei Grad pro Biegung werden zu acht Grad kumuliertem Fehler. Das bedeutet Nacharbeit. Das bedeutet Ausschuss. Das bedeutet Dollar pro Zoll Ausschuss, gestapelt wie Pokerchips.
Führen Sie eine Probebiegung durch. Messen Sie den unbelasteten Winkel. Passen Sie die Wahl des Stempels oder den programmierten Überbiegewinkel entsprechend an. Behandeln Sie den ersten Schlag als Datenerhebung, nicht als Produktion. Prüfen Sie Ihren Sitz.
Jetzt zerstören wir einen Mythos, der Werkstätten Geld kostet.
Beim Luftbiegen ist der innere Biegeradius in erster Linie eine Funktion der Matrizenöffnung, nicht des Stempelspitzenradius. Eine gängige Faustregel: Innenradius ≈ 1/8 der V-Öffnung bei Baustahl. Wenn Sie also eine 40 mm V-Öffnung verwenden, ergibt sich ein Innenradius von etwa 6–7 mm, unabhängig davon, ob Ihre Stempelspitze R1 oder R3 ist.
Ich habe gesehen, wie Einkäufer einen R0,5-Stempel spezifizieren, in der Erwartung, eine messerscharfe Innenkante zu erhalten, während sie die V-Öffnung breit lassen, um die Tonnage gering zu halten. Sie erhalten denselben großen Radius, dazu höheren Kontaktdruck am Scheitelpunkt. Oberflächenmarkierungen nehmen zu. Werkzeugverschleiß nimmt zu. Die Winkelkonstanz ändert sich kaum.
Wenn Sie wirklich einen engeren Innenradius benötigen, müssen Sie die V-Öffnung verengen. Aber diesen Weg sind wir bereits gegangen. Engere V-Öffnung bedeutet höhere Tonnen pro Zoll. Eine Verringerung von 8× Dicke auf 6× kann die Kraft dramatisch erhöhen. Wieder strukturelle Verhandlung.
Der Stempelspitzenradius ist am wichtigsten, wenn Sie aufsetzen oder prägen – wenn das Material gezwungen wird, sich dem Stempel anzupassen. Beim reinen Luftbiegen kontrolliert die Matrize den Radius, und der Stempel beeinflusst die Dehnungskonzentration und das Rückfederungsverhalten.
Geometrie ist sekundär zum Lastpfad. Das war schon immer so.
Stellen Sie sich ein 1200 mm Teil vor, dessen Flansch nur auf 300 mm des Stempels bei maximaler Kraft aufliegt. Nun fügen Sie eine Rückbiegung hinzu, die sich wieder in Richtung des Stempelkörpers schmiegt.
Sie wählen einen spitzen Stempel, um dem Rückfedern entgegenzuwirken. Er funktioniert für den Winkel. Aber bei der zweiten Biegung stößt der geformte Flansch an den Stempelschenkel, bevor Sie die volle Eindringtiefe erreichen. Also wechseln Sie zu einem Schwanenhalsstempel für die nötige Freigängigkeit.
Hier liegt das Paradox: Der Schwanenhals ermöglicht den physischen Sitz, aber sein längeres, entlastetes Profil kann sich unter Last stärker durchbiegen. Mehr Durchbiegung verändert die tatsächliche Eindringtiefe am Scheitelpunkt. Das verschiebt den belasteten Winkel. Und damit den unbelasteten Winkel nach dem Rückfedern.
Bei Teilen mit mehreren Biegungen verändert die Restspannung aus der ersten Biegung das Rückfedern der zweiten. Ich habe in demselben Material 4° Kompensation bei der ersten Biegung und 4,5° bei der zweiten gemessen. Jede Biegung verändert die Spannungsverteilung. Wenn Sie davon ausgehen, dass ein Kompensationswinkel für alle passt, multipliziert sich der Fehler entlang der Fertigung.
Mit Schwanenhalsgeometrie balancieren Sie also drei Variablen:
Das löst du nicht allein am Steuerbildschirm. Du löst es mit Teststücken, Winkelmessung nach dem Auswurf und einem nüchternen Blick auf Tonnen pro Zoll im Verhältnis zur Werkzeugbewertung.
Die Auswahl des Werkzeugs ist eine Verhandlung mit hohem Einsatz zwischen Stahl und Stahl. Die Tonnage ist die Währung. Die Rückfederung ist das Kleingedruckte. Sobald der Schieber herunterkommt, wird der Vertrag im Stahl vollzogen.
Und selbst wenn die Berechnung stimmt und die Geometrie stimmt, gibt es noch einen weiteren Weg, wie dieser Deal scheitern kann: Ausrichtung.
Du hast gerechnet. Tonnen pro Zoll liegen unter der Werkzeugbewertung. Die Matrizenbreite stimmt mit der Dicke überein. Rückfederung ist vorhergesagt, getestet, kompensiert.
Wie kann also der Endwinkel trotzdem abweichen?
Weil sich die Kraft nicht um deine Tabelle kümmert. Sie fließt dorthin, wo der Stahl tatsächlich berührt wird. Und wenn Schieber, Stempel und Matrize nicht in derselben Ebene innerhalb weniger Hundertstelmillimeter aufliegen, wird deine saubere 50-Tonnen-Berechnung zu einem einseitigen Spitzenwert auf einer Schulter, während die andere Seite mit halber Last dahinläuft. Der Durchschnitt bleibt 50. Der lokale Spitzenwert kann 70 betragen. So fängst du an, Splitter aus deiner Matrize herauszupulen.
Wir haben gesagt, Rückfederungssteuerung ist ein Struktur- und Kraftverteilungsproblem. Ausrichtung ist der Teil, bei dem diese Verteilung entweder gleichmäßig bleibt – oder sich in eine Messerschneide verwandelt.
Die Mathematik lügt nicht. Aber sie setzt parallele Auflage voraus.
Und diese Annahme ist teuer.
Ein Abkantbett biegt sich. Jedes einzelne. Unter Last möchte die Mitte durchhängen, während die Enden vom Rahmen getragen bleiben. Wenn du das nicht ausgleichst, erfährt die Mitte deines Werkstücks weniger Eindringtiefe als die Ränder, und dein 90°-Ziel wird in der Mitte zu 88° und an den Enden zu 91°.
Bombierung ist die Korrektur – mechanische oder hydraulische Wölbung, die ins Bett eingebaut ist, um die erwartete Durchbiegung unter einer bestimmten Last auszugleichen. Das Schlüsselwort ist erwartet.
Hier täuschen sich Werkstätten selbst: Sie stellen die Bombierung nach Gesamttonnage ein, nicht nach Tonnage pro Zoll und tatsächlicher Kontaktlänge. Stell dir ein 1200-mm-Teil mit einem Flansch vor, der bei maximaler Kraft nur 300 mm des Stempels berührt. Deine Anzeige zeigt vielleicht insgesamt 60 Tonnen, aber diese Kraft konzentriert sich auf ein Viertel der Länge. Das Bett biegt sich anders, als deine Bombierungskurve annimmt.
Jetzt kompensierst du nicht – du rätst.
Hypothetisch, aber realistisch: Dein Werkzeug ist für 80 Tonnen pro Meter ausgelegt. Du berechnest 60. Sicher, oder? Aber wenn Fehlausrichtung und ungleichmäßige Bettenverformung 20% mehr Last auf einen 300-mm-Bereich verlagern, erfährt dieses lokale Segment das Äquivalent von 72 Tonnen pro Meter. Füge verschlissenes Werkzeug hinzu, das eine 20%‑Sicherheitsmarge benötigt, und du hast stillschweigend die Bewertung überschritten. Das ist kein Rundungsfehler. Das sind Dollar pro Zoll Ausschuss und eine abgesplitterte Schulter, die nur darauf warten zu passieren.
Die Lösung ist nicht mystisch. Überprüfe die Parallelität zwischen Schieber und Bett. Miss den tatsächlichen Biegewinkel über die Länge bei einem Testhub. Passe die Bombierung nach der tatsächlichen Kontaktrealität an, nicht nach Bildschirmoptimismus.
Dann überprüfe deine Auflage.
Ausrichtungsfehler kündigen sich selten mit einem Knall an. Sie schleichen sich mit einem Schraubenschlüssel ein.
Manuelle Spannsysteme setzen auf segmentierte Schrauben, die den Stempel in den Stößel ziehen. Wenn eine Schraube stärker angezogen wird, sitzt dieses Segment höher. Wir sprechen von Toleranzen in der Größenordnung von 0,05 mm über das Bett. Das ist dünner als eine Visitenkarte. Verpassen Sie das, und ein Ende des Stempels berührt zuerst.
Erster Kontakt nimmt die erste Last. Erste Last bedeutet mehr Belastung.
Hydraulisches Spannen verteilt diesen Druck gleichmäßig über die Länge, aber es beseitigt keine schmutzigen Schultern, Grate unter dem Schaft oder einen Span, der zwischen Stempel und Halter eingeklemmt ist. Stahl auf Stahl verzeiht keinen Schmutz. Ein Span unter einem Segment wird zum Drehpunkt. Jetzt basiert Ihre makellose Tonnageberechnung auf einem Drehpunkt, den Sie nie eingeplant haben.
Und hier ist die Kettenreaktion: ungleichmäßige Belastung beschleunigt den Verschleiß des überlasteten Abschnitts. Abgenutztes Werkzeug erfordert mehr Eindringen, um denselben Belastungswinkel zu erreichen. Mehr Eindringen bedeutet mehr Tonnage. Ausrichtungsfehler wird drei Wochen später zu einem Tonnageproblem, und niemand zieht die Verbindung.
Sie dachten, Sie verhandeln über Streckgrenze und Matrizenbreite. Tatsächlich verhandelten Sie über Spann-Disziplin.
Also bevor Sie der Winkelkorrektur der Steuerung vertrauen, schleifen Sie die Schultern. Reinigen Sie die Schäfte. Ziehen Sie gleichmäßig an oder prüfen Sie den hydraulischen Druck. Richten Sie den Stempel ein, wenn nötig.
Dann überprüfe deine Auflage.
Kurze Antwort: nein.
Wenn der nächste Schritt darin besteht, direkt mit dem Team zu sprechen, Kontaktieren Sie uns passt hier natürlich hinein.
Für Leser, die detaillierte Materialien wünschen, Broschüren ist eine nützliche Anschlussressource.
Lange Antwort: Premium-Werkzeug ist gerader, härter und konsistenter geschliffen als Billigstahl. Es verteilt Last wunderschön – wenn die Maschine diese Last gleichmäßig liefert. Aber strukturelle Kapazität ist keine Frage der Geometrie; es ist eine Frage von Kraft pro Länge. Wenn der Stößel nicht parallel ist, wird der beste Stempel im Katalog zum Brecheisen.
Nehmen wir an, Ihr Stößel ist links um 0,08 mm höher über zwei Meter. Das klingt trivial. Unter Last berührt diese Seite zuerst und beginnt die plastische Verformung, während die rechte Seite noch Luft schließt. Wenn die rechte Seite vollständig greift, hat die linke bereits tiefer in das V eingedrungen. Lösen Sie den Stößel, und Sie erhalten keine gleichmäßige Rückfederung. Sie erhalten eine Verdrehung. Ein Ende federt aus einem höheren Belastungszustand zurück als das andere.
Der Winkel-Fehler kommt nicht mehr aus dem Materialgedächtnis. Er kommt aus einer asymmetrischen Belastungsgeschichte.
Und Premium-Werkzeug kann diese Geschichte nicht umschreiben.
Ich habe gesehen, wie Werkstätten dies mit Überbiegungsanpassungen jagten, hier ein Grad hinzugefügt, dort einen abgezogen, als ob der Steuerungsbildschirm eine mechanische Schieflage glätten könnte. Alles, was sie taten, war, die überlastete Seite näher an ihre strukturelle Grenze zu treiben. Die Mathematik änderte sich nicht. Die Verteilung schon.
Stellen Sie also die unromantische Frage: Wann wurde zuletzt die Parallelität des Stößels unter Last geprüft, nicht nur im Ruhezustand? Eine kalte Maschine misst sich anders als eine, die 40 Tonnen über das Bett trägt.
Denn sobald der Stößel fällt, wird der Vertrag in Stahl vollzogen – und Stahl achtet nur auf parallelen Sitz.
Deshalb ist der nächste Schritt keine weitere Berechnung. Es ist eine disziplinierte Lade- und Prüfsequenz, die den Aufbau wie den Hochrisiko-Einsatz behandelt, der er ist.
Der Auftrag verlangte 78 Tonnen auf dem Papier. Acht-Fuß-Biegung, 10‑gauge Baustahl, ein-Zoll-V. Die Tabelle sagte 9,6 Tonnen pro Fuß. Multiplizieren Sie und Sie flirten mit dem oberen Bereich eines 80‑Tonnen-Werkzeugstapels. Auf einer 100‑Tonnen-Bremse fühlt sich das sicher an. Ist es nicht.
Weil wir nicht bis zur Nennleistung gehen. Wir begrenzen die Arbeitslast auf 80 Prozent. Aus der Berechnung von 78 Tonnen wird eine Planungszahl von 62 Tonnen, wenn Sie Prozessreserve für härtere Chargen, abgenutzte Schultern oder ein Blech berücksichtigen wollen, das von einer anderen Rolle stammt. Die Frage lautet jetzt nicht “Kann die Maschine das?”, sondern “Wo sitzen diese realen 62 Tonnen, Zoll für Zoll, wenn Stahl auf Stahl trifft?”
Hier ist die Abfolge, die verhindert, dass der erste Schlag zu Ausschuss wird:
Das ist das Protokoll. Lassen Sie einen Schritt aus und Sie setzen Dollar pro Zoll Ausschuss aufs Spiel.
Und es beginnt damit, wo Sie die Last platzieren.
Ich habe gesehen, wie ein Team drei Stationen über einem 10‑Fuß-Bett eingerichtet hat: zwei leichte Flansche links, eine schwere Kanalform rechts. Die Gesamttonnage lag innerhalb der Grenzen. Die Maschine zuckte nicht. Aber die schwere Station trug fast 60 Prozent der Last, 24 Zoll außer Mitte geparkt.
Der Maschinenrahmen kümmert sich nicht um Ihren Grundriss. Er kümmert sich um Biegemoment. Wenn Sie die Tonnage versetzen, erzeugen Sie Verdrehung im Stößel und asymmetrische Durchbiegung im Bett. Die Steuerung meldet weiterhin die Gesamtlast. Sie meldet nicht, dass eine Seite näher an der Streckgrenze lebt als die andere.
Also berechnen wir ein Tonnagezentrum – genauso wie Sie den Schwerpunkt finden würden. Multiplizieren Sie die Tonnage jeder Station mit ihrem Abstand von der Maschinenmittellinie. Summieren Sie die Momente. Teilen Sie durch die Gesamttonnage. Das ergibt das Lastenzentrum. Wenn es nicht auf dem strukturellen Zentrum der Maschine liegt, verschieben Sie die Stationen, bis es dort liegt.
Kurze Teile verleiten Sie dazu, dies zu ignorieren. Tun Sie das nicht.
Nun fügen wir die 80 Prozent-Regel hinzu. Angenommen, Ihr Werkzeug ist mit 80 Tonnen pro Meter bewertet und Ihre schwere Station benötigt lokal 70 Prozent davon. Sie denken, Sie sind sicher, weil die Gesamtlast der Maschine gering ist. Aber wenn diese Station außer Mitte sitzt, kann die dynamische Durchbiegung die lokale Kraft über die Bewertung treiben. Die Mathematik lügt nicht. Verteilung schreibt Überleben neu.
Bei abwärtslaufenden CNC-Bremsen korrigiert die Steuerung die Position in Echtzeit. Das hilft bei der Winkelgenauigkeit. Es löscht jedoch die Rahmendrehung durch eine schlechte Lastverteilung nicht. Aufwärts-Designs sind noch weniger verzeihend, da der Kraftübertragungspfad anders ist; außermittige Lasten zeigen sich als sichtbarer Winkelfehler über die Stationen hinweg.
Balancieren Sie zuerst das Tonnagezentrum. Dann fixieren Sie es.
Überprüfen Sie Ihren Sitz.
Ich habe Schläge gezogen und einen Span gefunden, der nicht dicker war als getrockneter Anreißlack unter dem Tang. Dieser Span kostete einen Produktionstag.
Das Einsetzen ist nicht kosmetisch. Es ist strukturell. Ein Grat von 0,03 mm unter einem Segment wird zu einem Drehpunkt. Unter 50 Tonnen konzentriert dieser Drehpunkt die Last auf der benachbarten Schulter. Die Schulter gibt mikroskopisch nach. Beim nächsten Lauf ist für denselben Winkel tiefere Penetration erforderlich. Die Tonnage steigt schleichend an. Niemand bringt es mit einem Stahlpartikel in Verbindung.
Hier ist die Reihenfolge für die Vorbereitung:
Dann die Ramme auf 2 mm über Kontakt entlang der gesamten Länge absenken. Fühlerlehre oder dünne Folie an mehreren Punkten verwenden. Sie suchen gleichmäßigen Spalt. Wenn eine Seite zuerst berührt, stoppen. Jetzt korrigieren, nicht unter Last.
Denn sobald Sie es belasten, wird falsches Einsetzen zur Belastungsgeschichte.
Überprüfen Sie Ihren Sitz.
Stellen Sie sich ein 1200 mm Teil mit einem Flansch vor, der bei Spitzenkraft nur 300 mm des Stempels berührt. Wenn diese Kontaktzone leicht links sitzt und die Ramme auf dieser Seite 0,05 mm höher ist, gibt die linke Kante zuerst und tiefer nach. Lösen Sie die Ramme und das Teil federt ungleichmäßig zurück. Links messen Sie 90°, rechts 91°.
Das ist keine Rückfederungsvariabilität. Das ist asymmetrische plastische Verformung.
Um die Parallelität zu prüfen, führen Sie einen leichten Probehieb über die volle vorgesehene Kontaktlänge aus – gerade genug Eindringtiefe, um eine Markierung zu hinterlassen, ohne vollständig zu formen. Den Abstand zwischen Stempel und Matrize an beiden Enden mit Fühlerlehre messen. Alternativ einen Kalibrierstreifen über die vollständige Länge biegen und den Winkel in 100-mm-Abständen messen.
Sie suchen Drall. Jede gleichmäßige Winkelabweichung entlang der Länge bedeutet, dass die Last nicht gleichmäßig auftrifft.
Korrigieren Sie mit Ramme-Parallelitätsanpassung und mit einer Bombierung, die auf die tatsächliche Kontaktlänge abgestimmt ist, nicht auf die theoretische Bettlänge. Erst wenn die Winkel innerhalb Ihrer Toleranz über die gesamte Länge übereinstimmen, gehen Sie zur Produktionseinschneidung über.
Die Maschine wird mechanische Voreingenommenheit nicht mit Software beheben.
Überprüfen Sie Ihren Sitz.
Die meisten Bediener schauen auf eine Zahl: den fertigen Winkel. Das ist nur die halbe Wahrheit.
Beim ersten kontrollierten Biegevorgang beobachte ich drei Dinge:
Wenn die Eindringtiefe größer als erwartet ist, frage nach dem Warum. Die Streckgrenze des Materials kann höher sein, als das Diagramm annimmt. Edelstahl ist dafür berüchtigt; zwei Chargen mit derselben Bezeichnung können spürbar unterschiedliche Kräfte erfordern. Wenn du 60 Tonnen berechnet hast und die Maschine sich 72 nähert, bevor sie den Winkel erreicht, ist deine 20-Prozent-Reserve gerade verschwunden.
Die Mathematik lügt nicht, aber deine Eingabe könnte falsch sein.
Betrachte nun die Matrizbreite. Eine breitere V-Matrize reduziert zwar die Tonnage. Sie vergrößert jedoch auch den Innenradius und die erforderliche Mindestflanschgröße. Ich habe erlebt, dass eine Werkstatt das V öffnete, um Tonnage zu sparen, den Winkel perfekt traf und dann feststellte, dass die Flanschgeometrie in der späteren Passung versagte. Sie schützten die strukturelle Kapazität und opferten die physische Funktion.
Das ist die Verhandlung. Streckgrenze, Matrizbreite und Werkzeugbelastung diskutieren im selben Raum. Der erste Testbiegevorgang zeigt dir, wer gewinnt.
Wenn die Tonnage hoch und der Radius eng ist, erwäge, die V-Breite zu vergrößern und die Flanschfähigkeit neu zu berechnen, bevor du dich festlegst. Wenn die Tonnage im Komfortbereich liegt, der Winkel aber entlang der Länge abweicht, überprüfe Auflage und Tonnagezentrum, bevor du das Programm änderst.
Eine Biegung. Drei Diagnosen.
Das Programm gibt 1,6 mm Innenradius an. Diese Zahl stammt aus einem Diagramm, das eine bestimmte V-Öffnung annimmt – oft etwa 16 Prozent der V-Breite beim Luftbiegen. Aber Diagramme setzen eine nominale Streckgrenze voraus.
Nach der ersten Biegung schneide und poliere eine Probe oder verwende Radiuslehren, die richtig im Biegewinkel sitzen. Vergleiche den tatsächlichen Radius mit der programmierten Vorgabe. Wenn der wahre Radius größer ist, ist entweder das V im Verhältnis zur Dicke breit oder das Material hat anders nachgegeben als angenommen. Ein größerer Radius bedeutet oft geringere Spitzenverformung und etwas niedrigere Tonnage als vorhergesagt. Ein kleinerer Radius beim Luftbiegen bedeutet meist, dass du näher am Aufsetzen bist, als du denkst – und Aufsetzen vervielfacht die Kraft schnell.
Die Kraft steigt um etwa das 1,5-Fache, wenn man vom Luftbiegen zum Aufsetzen übergeht. Das ist kein Rundungsfehler. Das ist eine Frage des Werkzeugüberlebens.
Also messen. Nimm nicht an, dass das Modell der Steuerung dem heutigen Stahl entspricht.
Wenn wahrer Radius, Winkeleinheitlichkeit und gemessene Tonnage alle innerhalb deiner geplanten Reserve übereinstimmen, hast du dir das Recht verdient, in Produktion zu gehen.
Der Stahl hat den Vertrag unterzeichnet.
Stelle dir nun eine Frage, bevor du den Zyklus startest: Wenn sich diese Last zwei Zoll nach links verschieben würde, würde etwas in diesem Aufbau über seiner Belastungsgrenze liegen?
Wenn du das ohne Zögern beantworten kannst, richtest du nicht nur einen Auftrag ein. Du managst strukturelles Risiko mit Absicht.
Die Produktion ist der Ort, an dem die leisen Fehlstarts beginnen.
Die ersten zehn Teile sehen sauber aus. Der Winkel stimmt. Das Tonnenmessgerät zeigt genau den berechneten Wert. Dann, drei Stunden später, braucht die Maschine 8 Prozent mehr Eindringtiefe für denselben Winkel. Niemand hat das Programm geändert. Niemand hat das Werkzeug angefasst. Aber etwas hat sich bewegt.
Wenn Sie immer noch fragen “Passt dieser Stempel in diesen Halter?”, werden Sie Geister jagen. Die eigentliche Frage, sobald die Produktion läuft, ist einfacher und schwieriger zugleich: Hält dieser Stapel die Belastung, die ich ihm zuführe, noch aus – genau an der Stelle, wo sie auftrifft?
Denn Belastungen verschieben sich. Die Materialstreckgrenze verändert sich von Charge zu Charge. Bediener schieben Teile nach links oder rechts, um einen Anschlagfinger zu umgehen. Die Wölbungseinstellungen bleiben fix, während sich die Kontaktlänge ändert. So wird aus einem 120-Tonnen-Auftrag unbemerkt 135 Tonnen auf einer Schulter. Die Maschine beschwert sich nicht. Die Matrize schon.
Die Mathematik lügt nicht, aber sie funktioniert nur, wenn Sie weiterhin das messen, was die Berechnung vorausgesetzt hat.
Also ändert sich der Rahmen. Vor dem Start des Zyklus haben Sie gefragt, ob das Setup die berechnete Kraft übersteht. Während der Produktion fragen Sie, ob die Kraft immer noch dort landet, wo Sie es geplant haben – und ob der Stahl den Vertrag neu geschrieben hat.
Das ist die Verschiebung von Passgenauigkeit zu Leistung.
Und die Leistung fällt zuerst an den Rändern aus.
Schultersenkung ist mikroskopische plastische Verformung an der Matrizenspitze unter wiederholter hoher Belastung. Spitzenkompression ist das gleiche Phänomen an der Stempelspitze. Sie werden beide nicht sehen, bis die Genauigkeit beginnt zu driften.
Darauf achte ich:
Jeder einzelne ist eine Lastkarte, die in Stahl gezeichnet ist.
Nehmen wir ein hypothetisches Beispiel: 10-Fuß-Werkzeug, berechnet 140 Tonnen Gesamt. Das sind durchschnittlich 14 Tonnen pro Fuß. Aber die Produktionsrealität bringt 4 Fuß tatsächlichen Kontakt leicht links von der Mitte. Jetzt sind Sie näher an 35 Tonnen pro Fuß in dieser Zone. Wenn die Matrize auf 30 Tonnen pro Fuß ausgelegt ist, brennen Sie pro Zyklus 5 Tonnen pro Fuß in plastische Verformung.
In der Werkstattsprache: Wenn diese Matrize $1.200 kostet und alle 200 Zyklen 0,001 Zoll dauerhafte Verformung aufgibt, zahlen Sie Dollar pro Zoll Ausschuss lange bevor sie reißt.
Die Überwachungsmethode ist einfach und mechanisch:
Wenn die Tonnage steigt oder die Eindringtiefe schleichend zunimmt, stoppen Sie und berechnen Sie die Tonnen pro Fuß neu, basierend auf der tatsächlichen Kontaktlänge, nicht der theoretischen Bettlänge. Vergleichen Sie diese dann mit dem am niedrigsten bewerteten Bauteil im Stapel.
So erkennt man eine Überlastung, bevor der Stahl die Entscheidung für einen trifft.
Überprüfen Sie Ihren Sitz.
Wenn der Winkel driftet, besteht die Versuchung darin, die Matrize “kurz” auf den Schleifer zu legen.
Ich habe mehr Präzision durch Schleifen verloren gesehen als durch Überlastung.
Schleifen entfernt Material gleichmäßig. Schulterabsenkung passiert jedoch nicht gleichmäßig. Wenn die linken 300 mm um 0,02 mm nachgegeben haben und Sie die gesamten 3 Meter schleifen, um sie zu bereinigen, haben Sie jeden Abschnitt verkürzt. Jetzt verändert sich Ihre Referenz für die Schließhöhe, Ihre CNC-Tiefenzahlen stimmen nicht mehr, und Ihre Verkrümmungskurve entspricht nicht mehr der Realität.
Schlimmer noch, Sie haben die Querschnittsmasse an der Schulter reduziert. Die strukturelle Kapazität ist nicht nur eine Bewertung auf dem Papier; es ist das Widerstandsmoment – die Geometrie, die der Biegung widersteht. Entfernen Sie Stahl, verlieren Sie Steifigkeit. Der nächste Lauf erfordert leicht tiefere Eindringung. Die Tonnage steigt schleichend. Sie schleifen erneut.
Diese Spirale ist teuer auf eine Weise, die Bediener nicht sehen. Angenommen, jeder Schliff verkürzt die Werkzeuglebensdauer um 10 Prozent und Sie bearbeiten vierteljährlich neu. Über zwei Jahre haben Sie die Hälfte der strukturellen Reserve, für die Sie bezahlt haben, weggeworfen. Dollar pro Zoll Ausschuss werden zu Dollar pro Zoll Werkzeug.
Die Lösung ist keine kosmetische Korrektur. Es ist eine Ursachen-Neuberechnung: War die Matrizenbreite zu schmal, die Materialstreckgrenze höher als angenommen, das Biegeverfahren näher am Gesenkbiegen als am Luftbiegen?
Schleifen verdeckt Rechenfehler. Es löst sie nicht.
Überprüfen Sie Ihren Sitz.
Bevor ein Werkzeug den Stößel berührt, stelle ich sechs Fragen. Nicht im Kopf. Auf Papier.
Wenn eine Antwort ungewiss ist, verbreitere ich das V, ändere das Verfahren oder teile die Biegung in Etappen auf.
Die eine Erkenntnis, die man mitnehmen sollte, ist diese: Maschinen-Tonnage ist global; Versagen ist lokal. Das wird erst dann offensichtlich, wenn man inmitten eines scheinbar “sicheren” 150-Tonnen-Laufs eine Matrize gesprengt hat.
Ein Rahmen zählt nur, wenn er eine arbeitsreiche Schicht übersteht.
Also verwandle ich ihn in Steuergrößen:
Das ist keine Bürokratie. Es ist strukturelles Rechnungswesen.
Stellen Sie sich ein 1200 mm Teil mit einem Flansch vor, der bei Spitzenkraft nur 300 mm des Stempels berührt. Wenn die Produktion zur Durchsatzerhöhung abwechselnd links und rechts belädt, haben Sie gerade eine zyklische asymmetrische Belastung im Werkzeugstapel erzeugt. Mit der Zeit driftet dadurch die Parallelität, selbst wenn die Einrichtung ursprünglich perfekt war.
Wenn man Tonnage und Eindringtiefe gemeinsam protokolliert, erkennt man diesen Drift frühzeitig. Nimmt die Eindringtiefe zu, aber die Tonnage nicht, hat sich das Material geändert. Steigt die Tonnage bei gleichem Winkel, hat sich die Kontaktlänge verkürzt oder man nähert sich dem Durchdrücken. Jedes Muster erzählt eine andere Geschichte.
Die Mathematik lügt nicht. Aber nur, wenn man sie mit Wahrheit füttert.
In über dreißig Jahren habe ich gelernt: Präzises CNC-Abkanten bedeutet nicht, eine Einstellung zu finden und sich dann zurückzulehnen. Es bedeutet, jedes Mal, wenn der Stößel herunterkommt, ein kontrolliertes Experiment zu fahren und zu prüfen, ob sich der Stahl innerhalb der vereinbarten Grenzen verhält.
Vor dem Zyklusstart die Frage: Hält das der Belastung stand?
Während der Produktion immer wieder fragen: Hält es sie noch dort aus, wo ich es erwarte?
Das ist der Blickwinkel. Nicht Passform. Nicht Nenn-Tonnage.
Leistung unter realer Kraft.


















