

私が見た最後のパンチは、まるでそこに生まれるべくして生まれたかのようにホルダーに収まっていた。.
1フィートあたり60トン。シャンクにレーザー刻印されていた。その仕事には78トンが必要だった。オペレーターは肩をすくめて「しっかり収まっている」と言った。ラムが降りてきたとき、中央部が割れ、破片がライトカーテンを越えて飛んだ。セットアップに5分。工具代に8000ドル。ダウンタイムは2日間。鋼材は、それがきれいにカチッとはまったことなど気にも留めなかった。.
それこそが、多くの工場が埋められないギャップだ。.
3フィートのパンチを精密研磨されたホルダーにスライドさせれば、あの心地よい磁石の吸着感を感じることができる。ぐらつきはない。隙間もない。安全だと感じる。しかし、構造的な容量は形状の問題ではなく、長さあたりの力(荷重)の問題なのだ。.
32mmのVダイを使用して、1000mmの幅で4mmの軟鋼を曲げる場合を考えてみよう。標準的な表では、引張強度を約450N/mm²と仮定すると、エアーベンディングで1メートルあたり約330kNとなる。これをステンレス鋼に変えると、1.5倍になる。これで500kN/m近くになる。クロムモリブデン鋼なら?2倍だ。計算は嘘をつかない。.
もしパンチの定格が1フィートあたり60トンで、計算上78トンが必要なら、それは「少し超えている」レベルではない。10〜15%程度の安全率で設計された硬化工具の降伏点を30%も超えているのだ。その差は、スクラップのインチあたりのコストと、破損した工具という形で現れる。座面を確認することだ。.
では、本当の「引き返せない地点」はどこにあるのか?
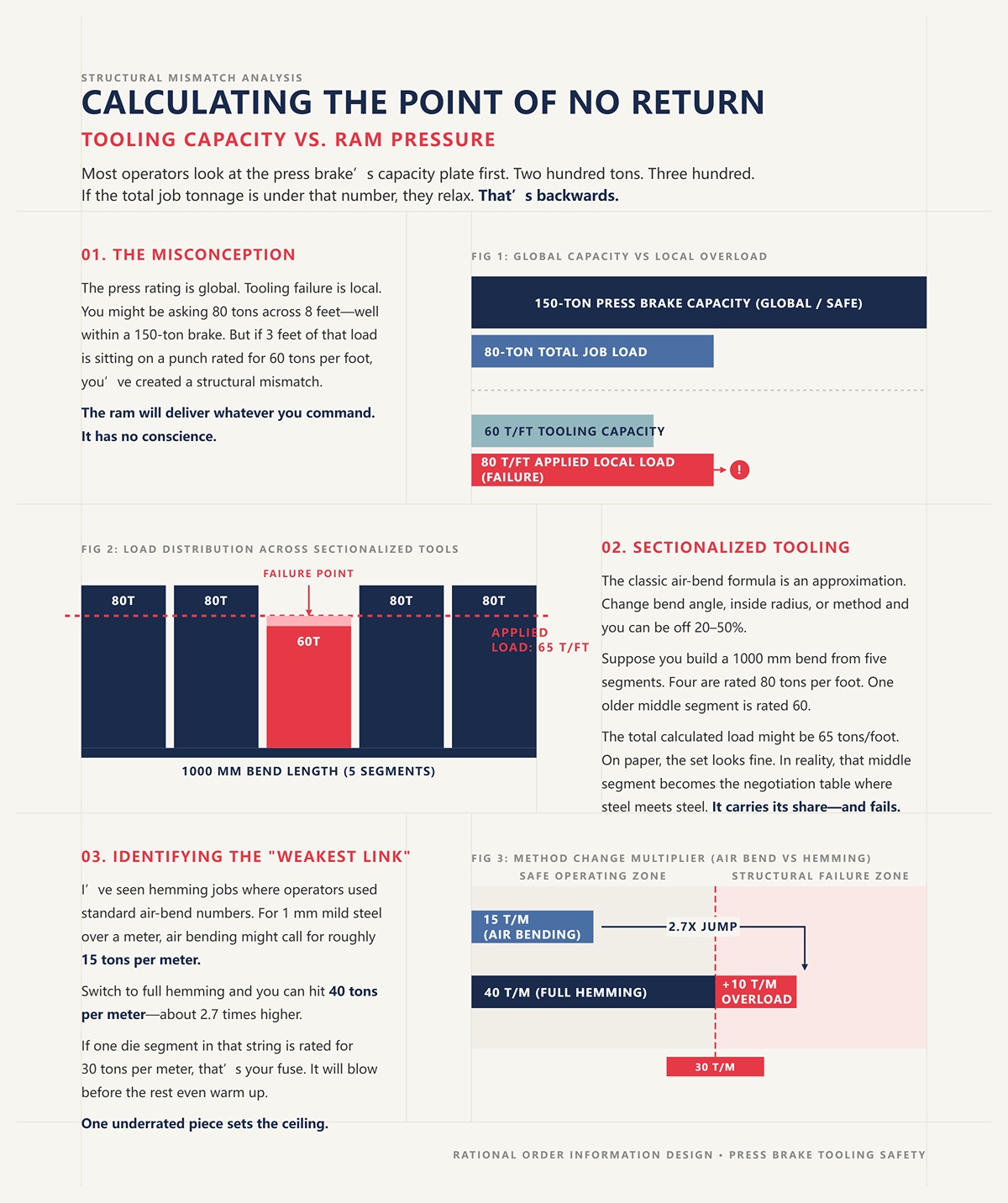
ほとんどのオペレーターは、まずプレスブレーキの能力プレートを見る。200トン、300トン。もし仕事の総トン数がその数値を下回っていれば、彼らは安心する。.
それは逆だ。.
プレスの定格は全体的なものだが、工具の破損は局所的なものだ。150トンのプレス機に対して、8フィート全体で80トンの荷重をかけることは問題ないかもしれない。しかし、その荷重のうち3フィート分が、1フィートあたり60トンの定格のパンチにかかっていたら、構造的な不整合が生じていることになる。ラムは命令された通りの力を出す。ラムには良心などないからだ。.
引き返せない地点とは、必要なフィートあたりのトン数が、パンチ、ダイ、ホルダー、クランプといったスタック内の最も低い定格のコンポーネントを超えたときのことだ。機械のフレーム単体ではない。実際、プレスブレーキと工具は統合されたシステムとして設計されなければならないのはそのためだ。以下のような完全にCNC制御されたプラットフォームは、 CNCプレスブレーキソリューション CN-HAWEの製品は、ハイエンドの板金加工全体において曲げ力、分布、再現性を管理するように設計されており、命令されたラム圧力が実際の工具容量と一致するように維持される。座面を確認すること。なぜなら、最も低い定格のコンポーネントに過負荷がかかった瞬間、破損はすでに始まっているからだ。.
ここからが厄介なところだ。エアーベンディングの古典的な計算式(力は板厚の2乗に比例し、長さを掛け、V開口幅で割る)は近似値に過ぎない。曲げ角度、内側半径、または方法を変えれば、20〜50%の誤差が生じる可能性がある。.
そこに分割工具の要素を重ねてみよう。.
5つのセグメントで1000mmの曲げ加工を行うと仮定する。4つは1フィートあたり80トンの定格だが、古い中央の1つは60トンの定格だ。計算上の総荷重は1フィートあたり65トン相当かもしれない。書類上では、その「セット」は問題ないように見える。しかし実際には、その中央のセグメントが、鋼材と鋼材がぶつかり合う交渉のテーブルとなる。それは自身の分担を、時にはそれ以上の荷重を、アライメントが不完全であれば背負うことになる。.
計算は嘘をつかないが、誤った前提は嘘をつく。常に特定の材料と方法に対してメートルあたりのトン数を計算し、平均値ではなく各セグメントの定格と比較すること。座面を確認することだ。.
オペレーターが標準的なエアベンドの数値を使用してヘミング加工を行っている現場を何度も見てきました。1メートルの1mm軟鋼板の場合、エアベンドではティアドロップ型のツールを使用して1メートルあたり約15トンの圧力が必要になることがあります。これをフルヘミングに切り替えると、1メートルあたり40トン、つまり約2.7倍の圧力が必要になります。.
もしそのストリング内のダイセグメントの一つが1メートルあたり30トンまでの定格であれば、それが「ヒューズ」となります。他の部分が温まる前に、そのセグメントが破損してしまいます。.
最も弱いリンクは、必ずしも明白ではありません。幅の狭いダイインサートや短いパンチセグメント、あるいはクランプシステムである可能性さえあります。過小評価されている一つの部品が、セットアップ全体の限界を決めてしまうのです。計算は妥協しません。自分の足元(座席)を確認してください。.
では、荷重が均等に分散されていない場合はどうなるのでしょうか?
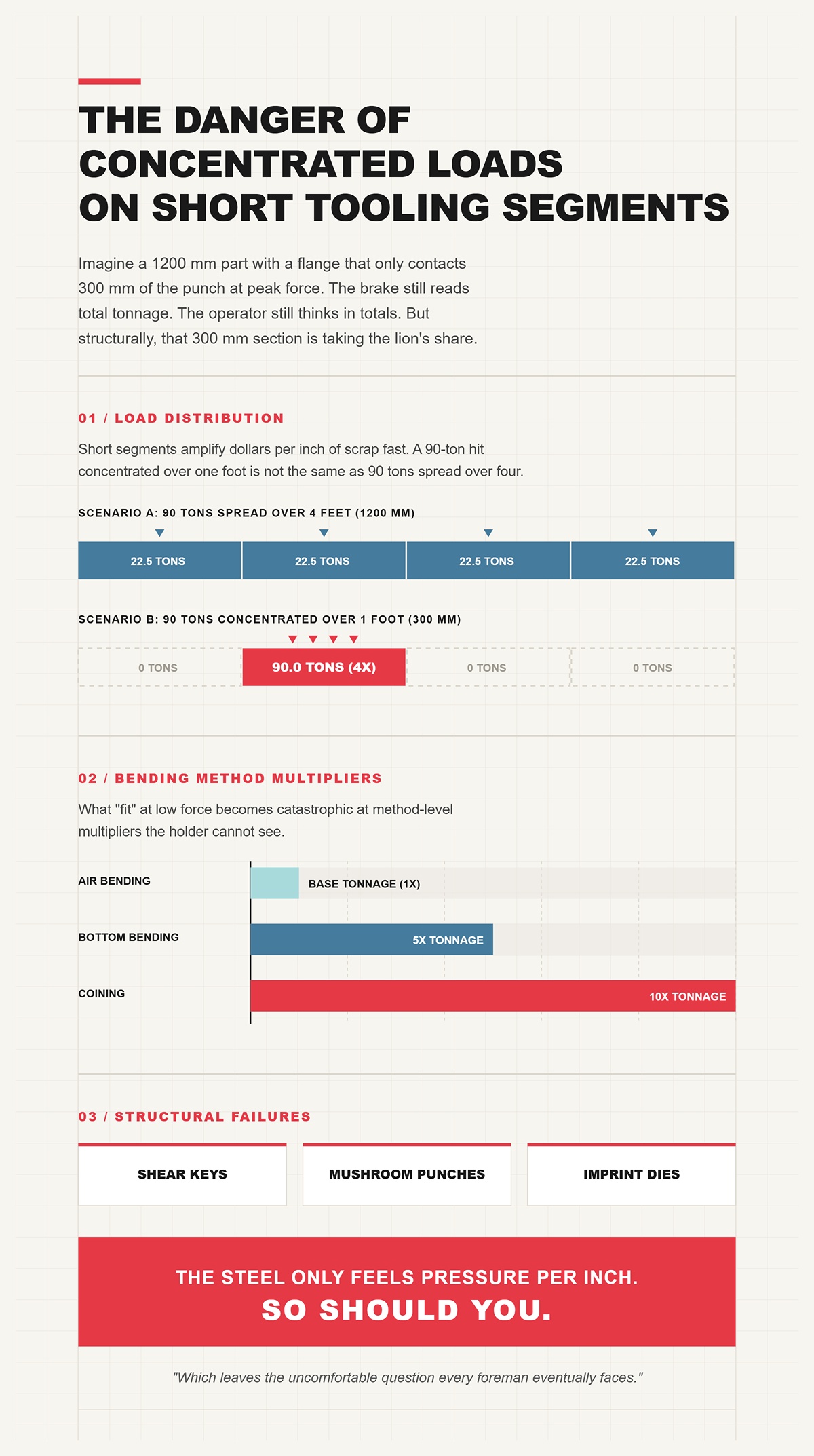
1200mmの部品で、ピーク時にパンチの300mm分にしか接触しないフランジを想像してみてください。プレスブレーキは依然として合計トン数を表示し、オペレーターも合計値で考えます。しかし構造的には、その300mmのセクションが荷重の大部分を負担しているのです。.
短いセグメントは、スクラップのコストを急速に増大させます。1フィート(約30cm)に集中した90トンの衝撃は、4フィートに分散された90トンとは全く別物です。キーのせん断、パンチのつぶれ、ダイへの刻印痕はこうして発生します。.
ここにボトムベンディング(エアベンドの5倍のトン数)やコイニング(10倍)を加えると、余裕は消滅します。低荷重では「適合」していたものが、ホルダーが感知できない加工方法レベルの倍率によって壊滅的な結果を招くのです。.
鋼材は1インチあたりの圧力しか感じません。あなたもそうあるべきです。.
そして、すべての現場監督が最終的に直面する厄介な問いが残ります。.

ほとんどの実際の現場では、プレスブレーキは生き残ります。それは過剰なまでに頑丈に作られ、巨大なフレームを持ち、フル負荷サイクルに耐えるよう設計されているからです。.
トン数が材料の弾性範囲を超えると、最初に部品が降伏します。これは計算可能な割合でスクラップとなります。1インチあたり数セントのこともあれば、航空宇宙用合金であれば数百ドルになることもあります。.
ツールが壊れるのは、必要な力がその焼き入れされた断面の許容能力を超えたときです。その瞬間、数千ドルの損失が発生します。.
そして、過負荷を繰り返すと、プレスブレーキにはベッドのたわみ、ラムのねじれ、サイドフレームの亀裂が生じます。その時、ダウンタイムは週単位で測定されることになります。.
ですから、皆さんに強く意識してほしい認識の転換はこれです。「ツールが適合するか」を問うのはやめましょう。スタック内のすべてのコンポーネントが、材料が要求する「長さあたりの計算トン数」に構造的に耐えられるかどうかを問い始めてください。.
ラムが降りてきた瞬間、その契約は鋼鉄によって強制的に執行されるのですから。.
以前、若いオペレーターが4mmの鋼板にレイアウトダイ(青い染料)を塗り、ゆっくりとエアベンドを行ってから取り出し、ダイの肩に残った跡を確認しているのを見たことがあります。接触は中心からずれていました。片側には強く食い込み、もう片側は軽い状態でした。その染料は、トン数表示器には読み取れない真実を物語っていました。荷重はセットアップシートが想定していたようには分散されていなかったのです。.
これが最初の実践的な管理方法です。ダイの肩部にレイアウトダイ(ケガキ用塗料)や圧力測定フィルムを塗り、計算されたトン数で制御されたプレスを行い、接触状態を検査してください。もし跡が不均一であれば、長さあたりのトン数も不均一であり、どこかのセグメントが他よりも大きな負荷を強いられています。シム調整を行い、再セットし、再確認してください。数学は嘘をつきませんが、それは幾何学が計算と一致している場合に限ります。.
オペレーターが安易に考えがちなのがここです。彼らはV開口部を「ラックにあるものを使う」という程度の利便性として扱い、力を決定する主要なレバーであるとは考えていません。標準的なエアベンドの公式は、おおよそ「板厚の2乗÷V開口部」で決まります。V幅を2倍にすれば、トン数はほぼ半分になります。V幅を狭く保てば、荷重は急激に上昇します。降伏強度はその式の中で乗数として働きます。強度の高い鋼材ほど、同じ形状を得るために大きな力を必要とします。補正のためにV幅を広げなければ、金型列の中で最も弱いセグメントに対して、フィートあたりのトン数を押し付けることになります。.
これが、実際の現場で荷重分布を検証・管理する方法です:
ダイの開口部は、適合性のためではなく、降伏荷重下での構造的な生存のためにあります。V幅を変えることは、ラムが動く前に交渉条件を変えることと同じです。.
ある仕事で、6mmの軟鋼に対してフィートあたり78トンの荷重が必要でした。従来の8倍ルール(V開口部を板厚の約8倍にする)を用いて、48mmのダイを選択しました。数値は問題なく、長さあたりの荷重はパンチの定格をわずかに下回っていました。完璧です。.
ところが、材料証明書が間違っていました。それは引張強度約60,000 PSIの軟鋼ではなく、100,000 PSIに達する高張力構造用鋼でした。板厚は同じ、V幅も同じ。必要なトン数は引張強度の比率で跳ね上がりました。問題を確認するのにホワイトボードは必要ありません。荷重は78トンではなく、フィートあたり120トンを超えています。.
8倍ルールが機能するのは、一般的な低炭素鋼において、内側半径、トン数、材料の延性のバランスが取れているからです。しかし、降伏強度が上がると、そのルールはあなたを守らなくなります。V幅を広げる(板厚の10倍、あるいは12倍にする)か、長さあたりのトン数の急激な上昇を受け入れるしかありません。そして、金型を壊すのは「良かれと思った意図」ではなく、「長さあたりのトン数」なのです。.
高張力合金は、ルールを証明する例外です。構造的な負荷を一定に保ちたいのであれば、強度に応じてV開口部を広げなければなりません。足元を確認してください。.
軟鋼と同程度の厚さのステンレス鋼は、グレードや状態にもよりますが、多くの場合、1.4倍から1.6倍の力を必要とします。アルミニウム6061-T6も注意が必要です。会話の中では「柔らかい」とされますが、T6調質の引張強度はかなりのトン数を必要とするほど高く、無理に小さな半径で曲げようとすると割れてしまいます。.
軟鋼と同じ8倍のV幅のまま、ステンレスに対して「より強く押し込む」オペレーターを何度も見てきました。実際に起こることは、ダイの肩部への接触圧力が急上昇し、かじりが発生し、局所的なインチあたりのトン数が金型の降伏点に達することです。スクラップのインチあたりのコストは、曲げ線での表面の裂けや微細な亀裂として現れます。.
ステンレスの場合は、出発点としてV幅を板厚の10倍に広げてください。6061-T6の場合は、割れを防ぐためにトン数と最小内側半径の両方を考慮してください。V幅をわずかに広げることで、力が軽減され、歪みが緩和されます。あなたが追い求めているのは適合性ではなく、最も弱いセグメントが不意打ちを食らわないように、降伏荷重を管理することなのです。.
次に、8倍ルールで得られるよりも小さな内側半径が必要な場合を想像してください。より鋭い曲げを求めて、4mmの鋼材に対してV幅を32mmから20mmに下げたとします。.
力はV幅に反比例します。V幅を約37%減らすと、トン数は約60%上昇します。これは直感的な線形関係ではなく、数式が示す事実です。もしメートルあたり30トンだった場合、突然48トン近くになります。同じ材料、同じ長さ、しかし異なるダイ。.
これが現場が痛い目を見る原因です。「より鋭い角が必要だ」という幾何学的な結果に集中するあまり、構造的な容量がその代償を払っていることを忘れてしまうのです。もしそのメートルあたり48トンという数値が、あなたの最も定格の低いダイセグメントの40トンを超えていれば、あなたは半径を得るために故障ポイントを設計してしまったことになります。.
曲げ半径が鋭いほど、トン数(荷重)は増大します。数学に妥協の余地はありません。自身の足元(金型)を確認してください。.
以前、寸法的には問題なさそうに見えるものの、肩部が鋭く摩耗したダイセットを交換したことがあります。荷重がかかると、ステンレス鋼がアルミに対する紙やすりのように、そのエッジをこすりながら引きずられていました。.
ダイの肩半径は、曲げ加工中の板材の流動を制御します。半径が鋭すぎると接触面積が減少し、接触圧力(力÷面積)が上昇します。この圧力の上昇は摩擦を増大させ、必要な曲げ力を計算式で導き出される値よりもわずかに大きくします。また、特にステンレス鋼の場合、焼き付きを促進します。焼き付きはさらに摩擦を高めます。その結果、「摩擦増大→力増大→局所的なインチあたりのトン数増大」というフィードバックループに陥ります。.
肩半径を広げると接触が分散され、ピーク圧力が低下し、V溝への材料の流入がスムーズになります。これは単に表面仕上げを保護するだけでなく、荷重経路を安定させ、ダイの肩の小さな帯状の部分が隠れた破損点になるのを防ぎます。.
ダイの肩部は、トン数チャートをチェックするのと同じくらい疑いの目を持って点検してください。研磨され、適切に半径がとられた肩部は、単なる外観上のメンテナンスではなく、構造計算の一部なのです。.
ここで、加工方法が正しい計算を台無しにすることがあります。.
エアベンドでは、特定のセットアップで1メートルあたり30トンが必要かもしれません。これをボトミング(材料をダイの角度に完全に押し付ける方法)に切り替えると、必要な力はエアベンドの約5倍に跳ね上がることがあります。コイニングに至っては10倍に達することもあります。V幅は同じ、板厚も同じ。しかし、方法が異なるのです。.
つまり、エアベンドの計算ではダイの定格である1メートルあたり40トンを下回って安全だったとしても、同じ部品をボトミングすれば150トンが必要になる可能性があるということです。最も弱いセグメントは、あなたのV幅設定が「正しかった」かどうかなど気にしません。ただ、倍率による負荷を感じるだけです。.
加工方法の選択は構造的な決定です。角度制御のためにボトミングが必要な場合は、V幅を広げるか、1ヒットあたりの曲げ長さを減らすか、あるいは工程を複数回に分割して、セグメントごとの制限内に収める必要があります。そうでなければ、金型が守りきれない契約を結んでいるようなものです。足元を確認してください。.
全く同じエアベンドを2回行ってみてください。1回目は清潔で研磨されたダイで、2回目はスケールが付着し、わずかに焼き付きがあるダイで行います。プログラムされた深さは同じです。しかし、結果の角度は異なります。.
なぜ?
板材とダイの肩部との間の摩擦は、材料の流入を妨げます。摩擦が大きいと、板材はV溝へスムーズに滑り込まないため、有効な曲げ形状がわずかに変化し、必要な力が増大します。その余分な力は、プレスブレーキや金型スタックのたわみとして現れ、弾性回復を通じて最終的な角度を変化させます。.
そのため、制御装置で角度を追いかけて深さを追加することになります。すると力がさらに加わり、たわみが増え、特定のセグメントにスプレッドシートの予測以上の負荷がかかることになります。.
ダイは常に清潔に保ち、焼き付きは砥石で取り除いてください。文書化された引張強度を持つ、信頼できる材料で角度を検証してください。曲げ角度の精度は、単なる幾何学やバックゲージの位置の問題ではなく、力、摩擦、そして弾性スプリングバックの副産物だからです。.
そして、次の交渉へとつながります。V幅と加工方法によって力が決まったら、パンチ半径と材料の記憶(性質)は、荷重が抜けた後に角度が最終的にどこに落ち着くかをどのように決定するのでしょうか?
昨冬、6mmの304ステンレス鋼をエアベンドしました。V幅は正しく、1メートルあたりのトン数はダイの定格を十分に下回っていました。ラムの深さもプログラムされた値に達しました。荷重がかかっている間、レーザー測定器の角度は90度を示していました。圧力を解放しました。.
角度は94度まで開きました。.
何も「動いて」いない。何も滑っていない。機械は嘘をつかない。鋼材が単にリラックスしただけだ。その4度は弾性回復、つまりスプリングバックであり、多くのオペレーターが天気のように扱っている交渉の一部である。しかし、構造的な容量は幾何学の問題ではなく、単位長さあたりの力の問題である。そして、その力が局所的に降伏点を超えると、塑性変形しなかった部分は元の状態に戻ろうとする。.
荷重解放後の最終的な角度は、曲げ加工で強制的に与えた塑性変形から、材料が回復する弾性歪みを引いたものに等しい。その回復を「願う」ことで制御することはできない。パンチの形状と加工圧力で制御するのだ。数学は嘘をつかない。座席(立ち位置)を確認せよ。.
エアベンディングにおいて、貫入深さが荷重時の角度を決定する。ストローク次第で、単一のパンチで70度にも130度にもなり得る。それは事実だ。しかし、スプリングバックの制御について語るとき、我々が話しているのはラムが上昇した後に何が起こるかということである。.
軟鋼で90度の仕上がり角度を得るための標準的な手法は、85度から88度のパンチを使用することだ。なぜ90度のパンチではないのか? 強度の高い材料ほどスプリングバックが大きくなるからだ。ステンレス、高張力低合金鋼、6061-T6などはすべて、曲げ線においてより多くの弾性エネルギーを蓄える。90度のパンチを使用して単に「深く押し込む」だけでは、ツールスタックにかかる力とたわみは増大するが、頂点における塑性歪みと弾性歪みの比率を有意に変えることはできない。.
鋭角パンチは、同じダイ開口幅と貫入深さであれば、曲げ頂点における局所的な歪みを増大させる。内側半径の材料のより多くが降伏点を超え、弾性として残る部分が少なくなる。弾性歪みが少なければ、スプリングバックも少なくなる。.
それは迷信ではない。歪みの分布である。.
しかし、表面を押しつぶし始める前に、どれほど鋭ければ十分なのか?
ある現場で、約7度のスプリングバックが発生していた仕事に対し、90度のパンチから83度の「補正」パンチに変更したのを見たことがある。彼らは魔法を期待していた。しかし、得られたのは3度の改善と、内側半径に刻まれた光沢のある線だけだった。.
なぜか? 同じVダイでエアベンディングを続けていたからだ。.
数度を超えてスプリングバックを有意に減らしたいのであれば、頂点での塑性流動を増大させなければならない。つまり、V開口幅を狭くする(1インチあたりのトン数を上げる)、あるいはエアベンディングからボトミング(底突き)や軽度のコイニングへ移行し、持続的な高圧で材料をダイの角度に強制的に押し込む必要がある。.
ボトミングは、エアベンディングと比較して必要な力を約5倍に増大させる可能性がある。コイニングなら10倍に達することもある。これは端数の誤差ではなく、構造的な決定である。もしエアベンディングで1メートルあたり30トンで加工していたなら、ボトミングでは150トンが必要になるかもしれない。最も弱いダイセグメントが120トンで限界に達するなら、スクラップによる損失はすぐに膨れ上がる。.
そしてここに落とし穴がある。ボトミングがスプリングバックを減らすのは、パンチの角度が魔法だからではなく、高い局所圧力が頂点においてほぼ完全な塑性変形を強制するからだ。あなたはトン数で角度の安定性を買っているのである。.
契約は単純だ。今、より多くの塑性歪みを与えることは、後で弾性回復を減らすことを意味する。数学は嘘をつかない。座席(立ち位置)を確認せよ。.
しかし、ペダルに触れる前に、どれだけの回復を予想すべきかをどうやって知るのか?
2枚の4mm厚の板を例にとる。A36軟鋼と100ksiの高張力鋼だ。同じVダイ、同じパンチ、荷重下で90度になる同じ貫入深さとする。.
荷重を解放する。.
軟鋼は2度スプリングバックするかもしれない。高張力鋼は5度以上開く可能性がある。なぜか? 降伏強度が、永久変形が支配的になる前に材料が弾性的に耐えられる応力を決定するからだ。降伏強度が高いほど、曲げ断面における弾性領域が大きくなるのである。.
スプリングバックは以下の場合に増加します:
最後の項目は重要です。内側半径が大きいと、ひずみがより多くの材料に分散され、頂点における最大塑性ひずみが低下します。断面のより多くの部分が弾性状態に留まるため、回復量が増加します。.
最新のCNCプレスブレーキは、材料ライブラリを使用してこれを隠そうとします。「SUS304、6mm」と入力すると、制御装置が補正値を適用します。これは、実際の板材が想定された降伏強さと一致している場合にのみ機能します。私は、ステンレスのロットによってスプリングバックが1度変わるほどのバラつきを見たことがあります。4回曲げの部品では、それが累積します。1曲げあたり2度の誤差が、8度の累積誤差になります。それは手直しを意味し、廃棄を意味します。ポーカーチップのように積み上げられた廃棄物のインチあたりの損失です。.
テスト曲げを行い、荷重を解除した後の角度を測定してください。それに応じてパンチの選択やプログラムされたオーバーベンドを調整します。最初の1回は生産ではなくデータ収集として扱ってください。足元を固めてください。.
さて、現場の利益を損なう神話を打ち破りましょう。.
エアベンドにおいて、内側曲げ半径は主にダイの開口幅によって決まり、パンチ先端の半径によるものではありません。一般的な経験則として、軟鋼の場合、内側半径は約V開口幅の16%です。つまり、40mmのVダイを使用している場合、パンチ先端がR1であれR3であれ、内側半径はおおよそ6〜7mmになります。.
私は、Vダイを広くしてトン数を抑えつつ、鋭い内側コーナーを期待してR0.5のパンチを指定するバイヤーを見てきました。彼らが手にするのは、結局同じ広い半径であり、さらに頂点での接触圧力が高まるだけです。表面の傷が増え、工具の摩耗も増えます。角度の安定性はほとんど変わりません。.
どうしても内側半径を小さくする必要がある場合は、Vダイを狭くします。しかし、その道はすでに通りましたね。Vダイを狭くすると、インチあたりのトン数が増加します。板厚の8倍から6倍に下げると、荷重が劇的に跳ね上がることがあります。再び構造的な交渉が必要になります。.
つまり、パンチ先端の半径が最も重要になるのは、ボトミングやコイニングを行うとき、つまり材料をパンチに強制的に適合させる場合です。純粋なエアベンドでは、ダイが半径を制御し、パンチはひずみの集中とスプリングバックの挙動を制御します。.
形状は荷重経路に次ぐものです。常にそうでした。.
1200mmの部品で、最大荷重時にパンチの300mm分しか接触しないフランジを想像してください。次に、パンチ本体に向かって折り返す戻り曲げを追加します。.
スプリングバックに対抗するために鋭角パンチを選択します。角度についてはうまくいきます。しかし、2回目の曲げでは、成形されたフランジが完全に貫通する前にパンチのシャンクに衝突してしまいます。そこで、クリアランスを確保するためにグースネックパンチに交換します。.
ここにパラドックスがあります。グースネックは物理的な適合性をもたらしますが、その長く逃げのある形状は、荷重下でよりたわみやすくなります。たわみが増えると、頂点での実際の貫通深さが変わります。それが荷重時の角度を変化させ、スプリングバック後の無負荷時の角度を変化させます。.
多曲げ部品では、最初の曲げによる残留応力が2回目の曲げのスプリングバックを変化させます。私は同じ材料で、最初の曲げには4度の補正が必要で、2回目には4.5度の補正が必要だったことを測定したことがあります。曲げのたびに応力マップが書き換えられるのです。もし「一つの補正角度ですべてに対応できる」と想定すれば、誤差は連鎖的に増大します。.
したがって、グースネック形状では、次の3つの変数のバランスを取る必要があります:
これは制御画面だけで解決できる問題ではありません。テストピース、解放後の角度測定、そして1インチあたりのトン数と工具定格を冷静に見極めることで解決するものです。.
工具の選定は、鋼材同士のハイステークスな交渉です。トン数は通貨であり、スプリングバックは細則です。ラムが下降した瞬間、その契約は鋼材によって強制的に執行されます。.
計算が正しく、形状も正しくても、この取引が破綻する要因がもう一つあります。それは「芯出し(アライメント)」です。.
計算は済ませたはずです。1インチあたりのトン数は工具定格を下回っている。ダイの幅も板厚に適合している。スプリングバックも予測し、テストし、補正した。.
では、なぜ最終的な角度が狂ってしまうのでしょうか?
力はあなたのスプレッドシートなど気にしないからです。力は実際に鋼材が接触する場所に流れます。もしラム、パンチ、ダイが100分の数ミリ以内で同じ平面上に着座していなければ、あなたの計算上のきれいな50トンは、片方の肩に偏ったスパイク荷重となり、もう片方は半分の負荷で遊んでいる状態になります。平均値は50トンでも、局所的なピークは70トンに達しているかもしれません。それが、ダイの破片を拾い集める羽目になる原因です。.
スプリングバックの制御は構造と力の分散の問題だと言いました。アライメントとは、その分散が均一に保たれるか、それとも鋭利な刃物のように偏ってしまうかの分かれ道なのです。.
計算は嘘をつきません。しかし、それは平行な着座を前提としています。.
そして、その前提は高くつくのです。.
プレスブレーキのベッドはたわみます。例外なくすべての機械がそうです。負荷がかかると、中央部はたわもうとし、両端はフレームに支えられたままになります。これに対処しなければ、ワークの中央部は端部よりもパンチの食い込みが浅くなり、90度を狙ったはずが、中央では88度、端部では91度になってしまいます。.
クラウニングとは、特定の負荷下で予想されるたわみを相殺するために、ベッドに組み込まれた機械的または油圧的なキャンバー(反り)による補正のことです。キーワードは「予想される」です。.
ここで多くの工場が自分を欺いています。彼らは1インチあたりのトン数や実際の接触長ではなく、総トン数に基づいてクラウニングを調整してしまうのです。例えば、ピーク荷重時にパンチの300mm分しか接触しないフランジを持つ1200mmのワークを想像してください。ディスプレイには総トン数60トンと表示されるかもしれませんが、その力は長さの4分の1に集中しています。ベッドは、クラウニング曲線が想定しているのとは異なるたわみ方をします。.
こうなると、あなたは補正しているのではなく、推測しているに過ぎません。.
仮定の話ですが、現実的な例を挙げましょう。あなたの工具の定格は1メートルあたり80トンです。計算上は60トン。安全ですよね?しかし、アライメントの不良やベッドの不均一なたわみによって、300mmの領域に20%多くの負荷がかかると、その局所的なセグメントには1メートルあたり72トン相当の負荷がかかります。さらに、20%の安全マージンを必要とする摩耗した工具を使えば、定格を静かに超えてしまいます。これは単なる端数誤差ではありません。スクラップの山と、いつ欠けてもおかしくないパンチの肩を意味する損失なのです。.
解決策は神秘的なものではありません。ラムとベッドの平行度を確認すること。テスト打ちで全長にわたる実際の曲げ角度を測定すること。そして、画面上の楽観論ではなく、接触の現実に基づいてクラウニングを調整することです。.
次に、シートを確認してください。.
アライメント誤差は、大きな音を立てて現れることはめったにありません。レンチとともに忍び寄ってくるのです。.
手動クランプシステムは、分割ボルトでパンチをラムに引き寄せる仕組みです。1本のボルトを強く締めすぎると、そのセグメントは高い位置に固定されます。ベッド全体で0.05 mm程度の公差の話ですが、これは名刺よりも薄い厚みです。これを見逃すと、パンチの片端が先に接触してしまいます。.
最初の接触が最初の荷重を受け、最初の荷重がより大きな歪みを生みます。.
油圧クランプは長手方向の圧力を均一にしますが、汚れたショルダー、タング下のバリ、パンチとホルダーの間に挟まった切り粉までは解消できません。鋼材同士の接触は、異物に対して容赦がありません。セグメントの下にわずかな切り粉が1つあるだけで、それが支点となってしまいます。こうなると、本来の計算上のトン数は、意図しないピボットポイントに集中することになります。.
そして、連鎖反応が起こります。不均一な荷重は、過負荷がかかった部分の摩耗を加速させます。摩耗した工具は、同じ曲げ角度に達するために、より深い突き込みを必要とします。突き込みが深くなれば、より大きなトン数が必要です。アライメントの失敗が3週間後にはトン数の問題として現れますが、誰もその関連性に気づきません。.
あなたは降伏強度とダイ幅を調整しているつもりかもしれませんが、実際にはクランプの管理状態を調整しているのです。.
したがって、制御装置の角度補正を信頼する前に、ショルダーを砥石で研磨してください。タングを清掃してください。均一にトルクをかけるか、油圧を確認してください。必要であれば、パンチをインジケーターで測定してください。.
次に、シートを確認してください。.
結論から言えば、ノーです。.
次のステップがチームと直接話すことであるなら、, お問い合わせ が自然な流れとなります。.
詳細資料を求める読者向けに、, パンフレット が有用な参考資料となります。.
詳しく説明しましょう。高級工具は安価な鋼材よりも真っ直ぐに研磨されており、硬度が高く、品質も安定しています。機械が荷重を均一に伝達さえすれば、荷重を美しく分散させます。しかし、構造的な能力は形状の問題ではなく、長さあたりの力の問題です。ラムが平行でなければ、カタログに載っている最高級のパンチでさえ、ただのバールと化してしまいます。.
例えば、ラムが2メートルにわたって左側が0.08 mm高いとします。些細なことに聞こえるかもしれません。しかし荷重がかかると、その側が先に接触して塑性変形を始め、右側はまだ空中で閉じている状態になります。右側が完全に噛み合う頃には、左側はすでにV溝の奥深くまで食い込んでいます。ラムを解放しても、均一なスプリングバックは得られません。ねじれが生じます。片端はもう一方の端よりも高い歪み状態からスプリングバックするためです。.
角度誤差の原因は、もはや材料の記憶ではありません。非対称な歪みの履歴が原因なのです。.
そして、高級工具であってもその履歴を書き換えることはできません。.
制御画面で機械的な傾きを修正できるかのように、オーバーベンド調整でここを1度足し、あそこを引くといった対応をしている現場を何度も見てきました。彼らが行っていたのは、過負荷側を構造的な限界へとさらに追い込むことだけでした。計算式は変わらず、荷重分布だけが変わってしまったのです。.
ですから、あまり面白みのない質問を投げかけましょう。最後にラムの平行度をチェックしたのはいつですか? それは静止時ではなく、荷重がかかった状態でのチェックでしたか? 冷えた機械と、ベッド全体に40トンの荷重がかかっている機械では、測定値が異なるのです。.
ラムが下降した瞬間、契約は鋼材によって強制的に執行されます。そして鋼材は、平行な座面しか受け入れないのです。.
だからこそ、次のステップは計算をやり直すことではありません。セットアップを重要な作業と捉え、規律あるロードおよび検証手順を実行することなのです。.
その仕事は、計算上では78トンを必要としていました。8フィートの曲げ、10ゲージの軟鋼、1インチのVダイ。チャートには1フィートあたり9.6トンと記載されていました。掛け算をすると、80トンの金型スタックの上限に近づきます。100トンのプレスブレーキであれば安全に思えますが、実際はそうではありません。.
なぜなら、私たちは銘板の定格通りには運転しないからです。作業負荷は80パーセントを上限としています。より硬いバッチや摩耗したショルダー、あるいは別のコイルから切り出された鋼板などに対するプロセス上の保険を考慮すると、78トンという計算値は、計画上62トンという数値になります。今や問題は「機械にそれができるか?」ではなく、「鋼材と鋼材が接触する際、その62トンの実荷重が1インチごとにどこにかかるのか?」ということです。“
最初のヒットをスクラップにしないための手順は以下の通りです。
これがプロトコルです。手順を一つでも飛ばせば、スクラップのインチごとにドルを賭けているようなものです。.
そして、それは荷重をどこにかけるかという点から始まります。.
ある作業チームが10フィートのベッドに3つのステーションを設置しているのを見ました。左側に軽いフランジを2つ、右側に重いチャンネル成形を1つ配置していました。合計トン数は制限内でした。機械は全く問題なく動作しました。しかし、重いステーションは全負荷の60パーセント近くを担っており、中心から24インチずれた位置に配置されていました。.
機械のフレームは、あなたのフロアプランなど気にしません。気にするのは曲げモーメントです。トン数をオフセットすると、ラムにねじれが生じ、ベッドに非対称のたわみが発生します。制御装置は合計の力を表示しますが、片側がもう片側よりも降伏点に近い状態で稼働していることは表示しません。.
そこで、重心を求めるのと同じ方法でトン数中心を計算します。各ステーションのトン数に、機械の中心線からの距離を掛けます。モーメントを合計し、合計トン数で割ります。これで荷重の重心が得られます。それが機械の構造中心に位置していない場合は、中心に来るまでステーションをスライドさせます。.
短い部品だと、これを無視したくなりますが、決してそうしないでください。.
ここで80パーセントルールを重ね合わせます。金型の定格が1メートルあたり80トンで、重いステーションがその70パーセントを局所的に必要とすると仮定します。機械全体の負荷は控えめなので安全だと思うかもしれません。しかし、そのステーションが中心から外れて配置されていると、動的なたわみによって局所的な力が定格を超えて急上昇する可能性があります。数学は嘘をつきません。分布が生存率を書き換えるのです。.
ダウンストローク式のCNCプレスブレーキでは、制御装置がリアルタイムで位置を補正します。これは角度精度には役立ちますが、不適切な荷重配置によるフレームのねじれを消し去ることはできません。アップストローク式の設計では、力の伝達経路が異なるため、さらに許容範囲が狭くなります。中心から外れた荷重は、ステーション全体にわたる目に見える角度の偏りとして現れます。.
まずはトン数中心をバランスさせてください。それから、その位置に固定してください。.
シートを確認してください。.
パンチを外した際、タングの下にレイアウトダイが乾いたものよりも薄い切り粉を見つけたことがあります。そのわずかな削りカスが、1日分の生産を台無しにしました。.
シート(座面)の確認は見た目の問題ではなく、構造上の問題です。1つのセグメントの下にある0.03mmのバリが支点となります。50トンの荷重がかかると、その支点が隣接するショルダーに負荷を集中させます。ショルダーは微視的に降伏します。次の加工では、同じ角度を出すためにさらに深く突き込む必要が出てきます。トン数は徐々に上昇していきます。誰もそれを鋼鉄の小さな破片と結びつけようとはしません。.
配置の手順は以下の通りです:
次に、ラムを全長の接触点から2mm上まで降ろします。シックネスゲージや薄いシムを複数の箇所に使用してください。隙間が均一であることを確認します。もし片側が先に接触した場合は、停止してください。荷重がかかってからではなく、今すぐ修正します。.
なぜなら、一度荷重をかけてしまうと、不適切なシート状態が歪みの履歴として残ってしまうからです。.
シートを確認してください。.
1200mmの部品で、ピーク時にパンチの300mm分しか接触しないフランジを想像してください。その接触ゾーンがわずかに左に寄り、ラムがその側で0.05mm高い場合、左端が先に、かつ深く降伏します。ラムを解放すると、部品は不均一にスプリングバックします。左側で90度、右側で91度と測定されることになります。.
それはスプリングバックのばらつきではありません。非対称な塑性歪みです。.
平行度を検証するには、意図した全接触長にわたって軽いテスト打ちを行います。完全に成形せず、跡が残る程度の突き込みで十分です。両端でシム材を使用してパンチとダイの間の隙間を測定します。あるいは、全長にわたって校正用ストリップを曲げ、100mm間隔で角度を測定します。.
ねじれを探しているのです。全長にわたって角度のドリフトが一貫している場合、荷重が直角にかかっていないことを意味します。.
ラムの平行度調整と、理論上のベッドスパンではなく実際の接触長に合わせて調整されたクラウニングで修正します。全長にわたって許容範囲内で角度が一致して初めて、生産深度へ進みます。.
機械はソフトウェアで機械的な偏りを修正することはできません。.
シートを確認してください。.
多くのオペレーターは「仕上がり角度」という一つの数値しか見ていません。しかし、それは物語の半分に過ぎません。.
最初の制御された曲げ加工において、私は3つの点に注目します。
予想よりも貫入が深い場合は、その理由を問いかけてください。材料の降伏強度がチャートの想定よりも高い可能性があります。ステンレス鋼はこの点で有名で、同じラベルが貼られた2つのロットでも、必要とされる力が著しく異なることがあります。60トンと計算していたのに、角度に達する前に機械が72トン近くまで上昇した場合、20パーセントの余裕は一瞬で消え去ります。.
計算は嘘をつきませんが、入力値が間違っている可能性があります。.
次にダイ幅を考慮してください。V幅を広くすればトン数は確かに下がります。しかし、それは内側半径と最小フランジ要件を増加させることにもなります。私は、トン数を抑えるためにV幅を広げて完璧な角度を出したものの、その後の工程でフランジの形状が適合しなかったという現場を何度も見てきました。彼らは構造的な容量を守った代わりに、物理的な機能を犠牲にしたのです。.
これが交渉です。降伏強度、ダイ幅、そして工具の定格が同じ場所で議論しているようなものです。最初のテスト曲げが、誰が勝っているかを教えてくれます。.
トン数が高く、半径が小さい場合は、V幅を広げることを検討し、本格的に取り掛かる前にフランジの適合性を再計算してください。トン数に余裕があるのに全長にわたって角度がずれる場合は、プログラムをいじる前に、座屈やトン数中心を再確認してください。.
たった1回の曲げ。3つの診断。.
プログラムには内側半径1.6mmと表示されています。その数値は、特定のV幅(エアベンディングでは通常V幅の約16%)を想定したチャートから導き出されたものです。しかし、チャートは公称降伏強度を前提としています。.
最初の曲げの後、サンプルを切断して研磨するか、半径ゲージを曲げの内側に正しく当てて測定してください。実際の半径とプログラム上の期待値を比較します。真の半径の方が大きい場合、V幅が板厚に対して広すぎるか、材料が想定とは異なる降伏の仕方をしたことになります。半径が大きいということは、多くの場合、ピーク歪みが低く、予測よりもトン数がわずかに低いことを意味します。エアベンディングで半径が小さいということは、通常、ボトミング(底突き)に近い状態であることを意味しており、ボトミングは力を急速に増大させます。.
エアベンディングからボトミングに移行すると、力は約1.5倍に上昇します。これは単なる端数誤差ではありません。工具の寿命に関わる問題です。.
ですから、測定してください。制御装置のモデルが今日の鋼材と一致していると思い込まないでください。.
真の半径、角度の均一性、そして測定されたトン数がすべて計画した余裕の範囲内に収まったとき、初めて量産を開始する権利を得たと言えます。.
鋼材が契約にサインしたのです。.
サイクルボタンを押す前に、自分自身に一つ問いかけてください。「もしこの荷重が左に2インチずれたら、このスタックの何かで定格を超えて負荷がかかるものはないか?」
もし迷いなく答えられるなら、あなたは単にジョブをセットアップしているだけではありません。意図的に構造的リスクを管理しているのです。.
生産現場とは、静かなる失敗が始まる場所である。.
最初の10個の部品はきれいに仕上がり、角度も維持されている。トン数計の数値も計算通りだ。しかし、3時間後、同じ角度を出すために機械は8%多くの貫入量を必要とするようになる。プログラムは誰も変更していない。金型にも誰も触れていない。だが、何かが変化したのだ。.
もしあなたが今でも「このパンチはこのホルダーに適合するか?」と問うているなら、あなたは実体のない問題を追いかけていることになる。生産が始まってから問うべき真の問いは、よりシンプルでありながら、より困難なものである。すなわち、「このスタック(積層)は、私がかけている負荷に、まさにその負荷がかかっている箇所で耐え続けているか?」ということだ。
なぜなら、負荷は移動するからだ。材料の降伏点はバッチごとに変動する。作業者はバックゲージのフィンガーを避けるために部品を左右にずらす。クラウニングの設定は固定されたままだが、接触長は変化する。こうして、120トンの仕事がいつの間にか片側のショルダーで135トンになってしまう。機械は文句を言わない。金型が悲鳴を上げるのだ。.
計算は嘘をつかないが、それは計算が前提としていた条件を測定し続けている場合にのみ機能する。.
だからこそ、フレームワークを変える必要がある。サイクル開始前には、セットアップが計算上の力に耐えられるかを問い、生産中には、その力が計画通りにかかっているか、そして鋼材がその条件を書き換えていないかを問うのだ。.
それこそが、「適合」から「機能」への転換である。.
そして、機能は常に端部から損なわれていく。.
ショルダー沈み込みとは、繰り返される高負荷の下で金型のショルダー部に生じる微細な塑性変形のことである。先端圧縮も、パンチの先端で起こる同様の現象だ。どちらも、精度が狂い始めるまで目には見えない。.
私が注視しているのは以下の点だ:
これらはすべて、鋼材に刻まれた負荷の地図である。.
仮定の話をしよう。10フィートの金型で、計算上の合計負荷が140トンとする。これは1フィートあたり平均14トンだ。しかし、実際の生産現場では、4フィート分が中心からわずかに左にずれて接触している。このゾーンでは1フィートあたり35トンに近づいていることになる。もしその金型の定格が1フィートあたり30トンであれば、毎サイクル5トン分が塑性歪みとして消費されていることになる。.
これを現場の言葉に置き換えれば、その金型が1,200ドルで、200サイクルごとに0.001インチの永久歪みが生じるとすれば、金型が割れるずっと前から、あなたはインチ単位でスクラップ代を支払っているのと同じことなのだ。.
監視方法はシンプルかつ機械的なものだ:
トン数が増加したり貫入深さが徐々に深くなったりする場合は、作業を停止し、理論上のベッド長ではなく実際の接触長に基づいてフィートあたりのトン数を再計算してください。その後、スタック内で最も定格の低いコンポーネントと比較します。.
そうすることで、鋼材が勝手に破損する前に過負荷を検知できます。.
シートを確認してください。.
角度がずれると、研磨機でダイを「軽く削る」という誘惑に駆られます。.
私は過負荷よりも、研磨によって精度が失われるケースを多く見てきました。.
研磨は材料を均一に除去しますが、ショルダーの沈み込みは均一には起こりません。左側の300mmが0.02mm降伏した状態で、修正のために3メートル全体を研磨すると、すべてのセグメントを短くしたことになります。その結果、シャットハイトの基準が変わり、CNCの深さ数値は嘘をつき、クラウニング曲線は現実と一致しなくなります。.
さらに悪いことに、ショルダー部分の断面積が減少します。構造的な耐力とは単なる紙上の定格ではなく、曲げに抵抗する形状である断面係数そのものです。鋼材を削れば剛性が失われます。次の加工では、より深い貫入が必要になります。トン数が増加します。そしてまた研磨します。.
この悪循環は、オペレーターが気づかないところでコストを増大させます。仮に1回の研磨で工具寿命が10%短くなり、四半期ごとに再研磨を行っているとしましょう。2年間で、せっかく支払った構造的マージンの半分を捨てたことになります。スクラップ1インチあたりのコストが、工具1インチあたりのコストに変わってしまうのです。.
解決策は表面的な修正ではありません。根本原因の再計算です。ダイ幅が狭すぎたのか、材料の降伏強度が想定より高かったのか、曲げ方法がエアベンディングではなくボトムベンディングに近かったのかを確認することです。
研磨は計算ミスを隠すだけで、解決はしません。.
シートを確認してください。.
工具をラムに接触させる前に、私は6つの質問を投げかけます。頭の中ではなく、紙に書き出します。.
回答が不確かな場合は、V幅を広げるか、方法を変えるか、あるいは曲げ工程を分割します。.
一つだけ肝に銘じておくべきことがあります。機械のトン数は全体的なものですが、故障は局所的に発生するということです。これは、150トンという「安全」なはずの作業中に金型を割ってしまうまでは、なかなか気づかないことです。.
フレームワークは、忙しいシフトを乗り切れるものでなければ意味がありません。.
そこで、私はそれを管理項目に変えます。
これは官僚主義ではありません。構造的なアカウンティング(会計)です。.
ピーク時にパンチの300mm分しか接触しないフランジを持つ1200mmの部品を想像してみてください。生産効率を上げるために左右交互に荷重をかけると、ツールスタックに周期的な非対称歪みが生じます。時間が経つと、セットアップが完璧であっても平行度がずれていくのはこのためです。.
トン数と貫入量を合わせて記録することで、そのずれを早期に発見できます。貫入量が増えているのにトン数が変わらない場合は、材料が変更されています。同じ角度でトン数が増加している場合は、接触長が短くなったか、ボトミング(底突き)に近づいています。それぞれのパターンが異なる状況を物語っています。.
数学は嘘をつきません。ただし、常に正しいデータを与え続けた場合に限ります。.
30年かけて学んだことは、精密CNC曲げとは設定を見つけて終わりではないということです。ラムが下降するたびに制御された実験を行い、鋼材が想定した限界内で挙動していることを確認し続けることなのです。.
サイクル開始前に、「これは荷重に耐えられるか?」と自問してください。
生産中は、「想定した場所で正しく耐え続けているか?」と問い続けてください。
それが視点です。適合性でも、銘板のトン数でもありません。.
実際の力の下での性能です。.


















