

O último punção que vi explodir encaixava no suporte como se lá tivesse nascido.
Sessenta toneladas por pé, gravadas a laser diretamente na haste. O trabalho exigia 78. O operador encolheu os ombros. “Está bem encaixado.” Quando o martelo desceu, a secção central rachou e enviou um estilhaço através da cortina de luz. Cinco minutos de preparação. Oito mil dólares em ferramentas. Dois dias de paragem. O aço não se importou com o facto de ter encaixado perfeitamente no lugar.
É essa a lacuna que a maioria das oficinas nunca consegue fechar.
Pode deslizar um punção de 3 pés num suporte retificado de precisão e sentir aquele encaixe magnético perfeito. Sem folga. Sem claridade. Parece seguro. Mas a capacidade estrutural não é uma questão de geometria; é uma questão de força por comprimento.
Pegue em aço macio de 4 mm sobre 1000 mm com uma V-abertura de 32 mm. As tabelas padrão indicam cerca de 330 kN por metro para dobra ao ar, assumindo uma resistência à tração de cerca de 450 N/mm². Passe para inox e multiplique por 1,5. Agora está perto de 500 kN/m. Aço crómio-molibdénio? Dobre o valor. A matemática não mente.
Se o seu punção está classificado para 60 toneladas por pé e o seu cálculo exige 78, não está “um pouco acima”. Está 30 % além do ponto de cedência numa ferramenta endurecida projetada talvez com uma margem de segurança de 10–15 %. Essa diferença reflete-se em euros por polegada de desperdício e ferramentas partidas. Verifique o seu encaixe.
Então, onde está o verdadeiro ponto sem retorno?
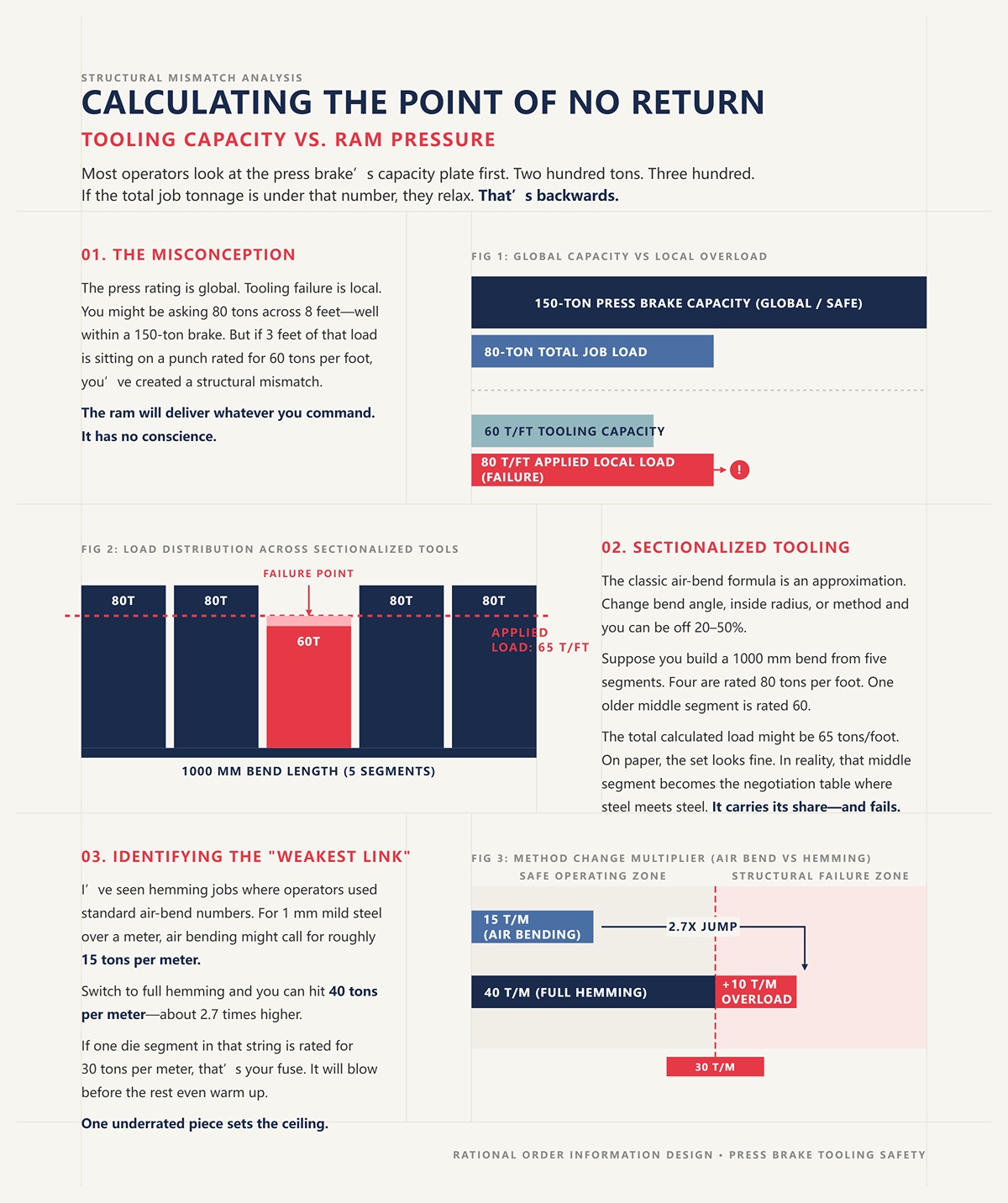
A maioria dos operadores olha primeiro para a placa de capacidade da quinadeira. Duzentas toneladas. Trezentas. Se a tonelagem total do trabalho estiver abaixo desse número, relaxam.
Isso está ao contrário.
A classificação da prensa é global. A falha da ferramenta é local. Pode estar a aplicar 80 toneladas em 8 pés — bem dentro de uma quinadeira de 150 toneladas. Mas se 3 pés dessa carga estiverem sobre um punção classificado para 60 toneladas por pé, criou um desajuste estrutural. O êmbolo entrega o que lhe ordenar. Não tem consciência.
O ponto sem retorno é quando as toneladas por pé exigidas excedem o componente com a classificação mais baixa do conjunto: punção, matriz, suporte ou grampo — não apenas a estrutura da máquina. Na prática, é por isso que a quinadeira e as ferramentas devem ser projetadas como um sistema unificado. Uma plataforma totalmente controlada por CNC, como uma solução de quinadeira CNC da CN-HAWE, é concebida para gerir a força, a distribuição e a repetibilidade da dobra em aplicações de chapa metálica de alto desempenho, ajudando a garantir que a pressão comandada do êmbolo se mantenha alinhada com a real capacidade da ferramenta. Verifique o seu encaixe — porque uma vez que o componente com menor classificação seja sobrecarregado, a falha já está em andamento.
Aqui é onde a coisa se complica. A fórmula clássica da dobra ao ar — força proporcional ao quadrado da espessura vezes o comprimento dividido pela abertura em V — é uma aproximação. Altere o ângulo da dobra, o raio interior ou o método e pode estar 20–50 % fora.
Agora adicione ferramentas seccionadas.
Suponha que constrói uma dobra de 1000 mm com cinco segmentos. Quatro estão classificados para 80 toneladas por pé. Um segmento central mais antigo está classificado para 60. A carga total calculada pode equivaler a 65 toneladas por pé. No papel, o “conjunto” parece adequado. Na realidade, esse segmento do meio torna-se a mesa de negociação onde o aço encontra o aço. Suporta a sua parte — e por vezes mais, se o alinhamento não for perfeito.
A matemática não mente, mas as más suposições sim. Calcule sempre as toneladas por metro para o material e método específicos, depois compare com a classificação de cada segmento, não com a média. Verifique o seu encaixe.
Já vi trabalhos de vincagem em que os operadores usavam valores-padrão de dobragem por ar. Para aço macio de 1 mm ao longo de um metro, a dobragem por ar pode exigir cerca de 15 toneladas por metro com ferramentas em forma de lágrima. Se passar para uma vincagem total, pode atingir 40 toneladas por metro — aproximadamente 2,7 vezes mais.
Se um segmento de matriz nessa linha estiver classificado para 30 toneladas por metro, esse é o seu fusível. Ele vai romper antes que o resto aqueça.
O elo mais fraco nem sempre é evidente. Pode ser um inserto de matriz estreito, um segmento de punção curto, ou até o sistema de fixação. Uma peça subestimada define o limite máximo de toda a configuração. A matemática não negocia. Verifique o seu assento.
Mas o que acontece quando a carga não é distribuída de forma uniforme?
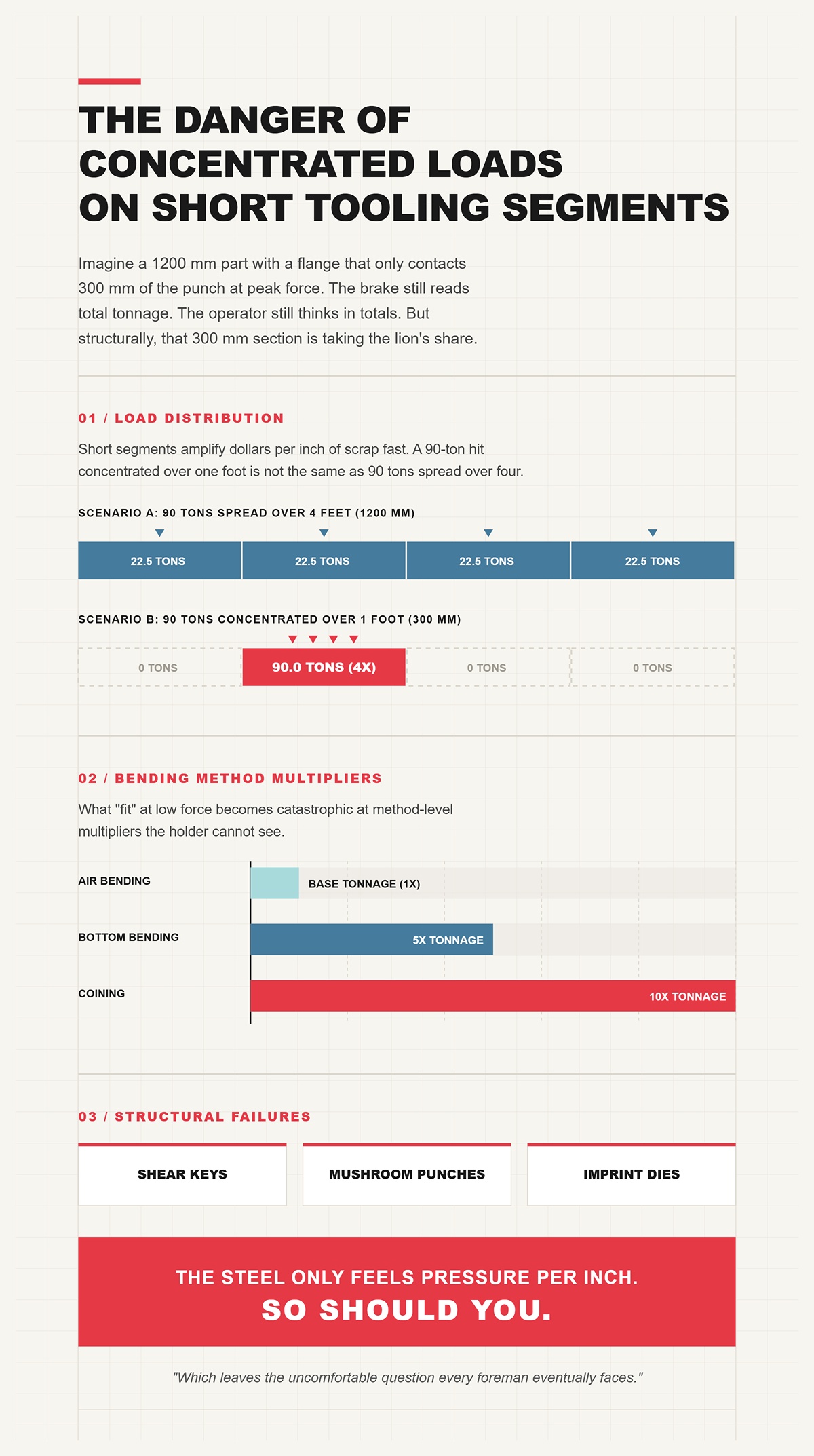
Imagine uma peça de 1200 mm com uma aba que só contacta 300 mm do punção na força máxima. A prensa ainda acusa a tonelagem total. O operador ainda pensa em totais. Mas estruturalmente, essa secção de 300 mm está a suportar a maior parte do esforço.
Segmentos curtos aumentam rapidamente o custo por polegada de sucata. Um impacto de 90 toneladas concentrado num pé não é o mesmo que 90 toneladas distribuídas por quatro. É assim que se partem chaves, se deformam punções e se marcam matrizes.
Adicione dobragem de fundo — cinco vezes a tonelagem da dobragem por ar — ou cunhagem a dez vezes, e a margem desaparece. O que “cabia” a baixa força torna-se catastrófico sob multiplicadores de método que o suporte não consegue ver.
O aço só sente pressão por polegada. Assim deve ser consigo.
O que nos deixa com a questão desconfortável que todo chefe de equipa acaba por enfrentar.

Na maioria das oficinas reais, a prensa sobrevive. É superdimensionada, com estrutura massiva e concebida para ciclos de carga total.
A peça cede primeiro se a sua tonelagem ultrapassar o intervalo elástico do material. É sucata a um ritmo calculável — às vezes cêntimos por polegada, às vezes centenas se for uma liga aeroespacial.
A ferramenta parte quando a força necessária excede a capacidade da sua secção endurecida. São milhares num instante.
E se sobrecarregar sistematicamente, a prensa desenvolve deflexão da mesa, torção do êmbolo ou fissuras nas armações laterais. É aí que o tempo de paragem começa a contar-se em semanas.
Por isso, a mudança de mentalidade que quero que retenha é esta: pare de perguntar se a ferramenta encaixa. Comece a perguntar se cada componente na pilha consegue resistir estruturalmente às toneladas por comprimento que o seu material exige.
Porque, uma vez que o êmbolo desce, o contrato é cumprido em aço.
Vi um jovem operador pintar de azul uma chapa de 4 mm — tinta de traçagem ao longo da parte inferior — depois fazer uma dobragem por ar lenta e retirá-la para ler as marcas nas ombreiras da matriz. O contacto não estava centrado. Estava a morder fortemente de um lado, ligeiro do outro. Aquela tinta mostrou a verdade que o indicador de tonelagem não podia: a carga não estava distribuída como a folha de configuração assumia.
Esse é o teu primeiro controlo prático. Utiliza tinta de marcação ou película de pressão nas ombreiras da matriz, aplica um impacto controlado com a tonelagem calculada e inspeciona o contacto. Se a marca for irregular, as tuas toneladas por comprimento também são irregulares e algum segmento está a negociar mais do que os restantes. Calça, volta a posicionar, volta a verificar. A matemática não mente, mas apenas se a geometria corresponder aos cálculos.
É aqui que os operadores se tornam descuidados. Tratam a abertura em V como uma conveniência—“O que está na prateleira?”—em vez de como a variável principal que define a força. A fórmula padrão de dobragem no ar escala aproximadamente com o quadrado da espessura dividido pela abertura em V. Se duplicares o V, reduzes aproximadamente a tonelagem para metade. Mantém o V apertado e a carga sobe rapidamente. A tensão de cedência entra nessa equação como um multiplicador. Um aço mais resistente exige mais força para a mesma geometria. Se não ampliares o V para compensar, empurras toneladas por pé em direção ao segmento mais fraco da tua sequência.
É assim que verificas e controlas a distribuição na prática:
A abertura da matriz não se trata de ajuste. Trata-se de sobrevivência estrutural sob carga gerada pela tensão de cedência. Muda o V e mudas os termos da negociação antes mesmo de o êmbolo se mover.
O trabalho exigia o equivalente a 78 toneladas por pé em aço macio de 6 mm. Usando a antiga regra do 8×—abertura em V cerca de oito vezes a espessura do material—escolhemos uma matriz de 48 mm. Os números batiam certo. A carga por comprimento ficava ligeiramente abaixo da classificação do punção. Tudo limpo.
Depois chegou o certificado de material errado. Não era aço macio com cerca de 60.000 PSI de resistência à tração. Era um aço estrutural de alta resistência a atingir 100.000 PSI. Mesma espessura. Mesmo V. A tonelagem necessária aumentou aproximadamente na proporção das resistências à tração. Nem precisas de um quadro para ver o problema. Já não estás nos 78. Estás acima de 120 por pé.
A regra dos 8× funciona porque equilibra o raio interno, a tonelagem e a ductilidade do material para aços de baixo carbono comuns. Mas quando a tensão de cedência aumenta, essa regra deixa de proteger-te. Ou abres o V—10×, até mesmo 12× a espessura—ou aceitas um aumento acentuado nas toneladas por comprimento. E são as toneladas por comprimento que quebram as ferramentas, não as boas intenções.
As ligas de alta resistência são a exceção que confirma a regra: a abertura em V deve aumentar com a resistência se quiseres manter a carga estrutural constante. Verifica o teu assento.
O inox com espessura semelhante ao aço macio geralmente exige cerca de 1,4 a 1,6 vezes a força, dependendo da classe e condição. O alumínio 6061-T6 também pode surpreender; embora se fale dele como “macio”, a resistência à tração no estado T6 é suficientemente elevada para exigir tonelagem real e ele racha se forçares um raio demasiado apertado.
Já vi operadores manterem o mesmo V de 8× do aço macio e simplesmente “carregarem mais” no inox. O que realmente acontece é que a pressão de contacto nas ombreiras da matriz dispara, começa o desgaste adesivo e as tuas toneladas localizadas por polegada ultrapassam o limite da ferramenta. Euros por polegada de desperdício aparecem como rasgões superficiais e microfissuras na linha de dobra.
Abre o V para 10× a espessura para inox como ponto de partida. Para 6061-T6, considera tanto a tonelagem como o raio interno mínimo para evitar fissuras; um V ligeiramente mais largo reduz a força e alivia a tensão. Não estás a procurar ajuste. Estás a gerir a carga derivada da tensão de cedência para que o segmento mais fraco nunca sofra uma surpresa.
Agora imagina que precisas de um raio interno mais apertado do que a regra do 8× dá. Reduzes de um V de 32 mm para um V de 20 mm num aço de 4 mm para obter uma dobra mais acentuada.
A força escala inversamente com o V. Reduz o V em cerca de 37%, e a tua tonelagem sobe aproximadamente 60%. Isso não é intuição linear—é a equação a falar. Se estavas a 30 toneladas por metro, estás subitamente perto de 48. Mesmo material. Mesmo comprimento. Matriz diferente.
É aqui que as oficinas se queimam. Focam-se no resultado geométrico—“Preciso de uma esquina mais afiada”—e esquecem que é a capacidade estrutural que paga a fatura. Se essas 48 toneladas por metro ultrapassarem o segmento de matriz com a classificação mais baixa, de 40, acabaste de projetar um ponto de falha para ganhar um raio.
Curvaturas mais acentuadas custam em tonelagem. A matemática não negocia. Aperta o cinto.
Certa vez substituí um conjunto de matriz que parecia bom dimensionalmente, mas tinha ombros afiados e gastos. Sob carga, o inox deslizava sobre essas arestas como lixa sobre alumínio.
O raio do ombro da matriz controla como a chapa flui durante a dobra. Demasiado afiado e a área de contacto diminui. A pressão de contacto — força dividida pela área — aumenta. Essa pressão elevada aumenta o atrito, o que aumenta a força de dobra exigida ligeiramente além da fórmula teórica. Também promove o desgaste por fricção, especialmente com inox. O desgaste aumenta novamente o atrito. Obtém-se um ciclo de retroalimentação: mais atrito, mais força, mais toneladas localizadas por polegada.
Aumentar o raio do ombro distribui o contacto, reduz a pressão máxima e suaviza o estiramento do material para dentro do V. Isso não só protege o acabamento superficial; também estabiliza o caminho da carga, evitando que uma pequena faixa do ombro da matriz se torne o ponto de falha oculto.
Inspecione os ombros das matrizes com a mesma desconfiança com que analisa as tabelas de tonelagem. Um ombro polido e devidamente arredondado faz parte do seu cálculo estrutural, não é apenas manutenção estética.
É aqui que o método apanha a boa matemática de surpresa.
A dobra no ar pode exigir 30 toneladas por metro numa determinada configuração. Ao mudar para encosto total — forçando o material completamente no ângulo da matriz — a força necessária pode subir para cerca de cinco vezes a da dobra no ar. O cunhagem pode chegar a dez vezes. Mesmo V. Mesma espessura. Método diferente.
Assim, se o seu cálculo de dobra no ar estava seguramente abaixo da classificação de 40 toneladas por metro da matriz, ao encostar totalmente essa mesma peça pode exigir 150. O segmento mais fraco não se importa que a largura da abertura estivesse “correta”. Ele apenas sente o multiplicador.
A escolha do método é uma decisão estrutural. Se for necessário encostar totalmente para controlar o ângulo, deve aumentar a abertura em V, reduzir o comprimento de dobra por batida ou dividir a operação em várias dobras para manter-se dentro dos limites por segmento. Caso contrário, está a assinar um contrato que a sua ferramenta não pode cumprir. Aperta o cinto.
Execute duas dobras no ar idênticas: uma numa matriz limpa e polida; outra numa matriz com resíduos incrustados e desgaste leve. Mesma profundidade programada. Resultado de ângulo diferente.
Porquê?
A fricção entre a chapa e os ombros da matriz resiste ao estiramento do material. Fricção mais alta significa que a chapa não desliza tão livremente para dentro do V, o que altera ligeiramente a geometria efetiva da dobra e aumenta a força necessária. Essa força extra manifesta-se como mais deflexão na prensa e no conjunto de ferramentas, mudando o ângulo final através da recuperação elástica.
Então persegue o ângulo no controlo, acrescentando profundidade. Isso adiciona mais força. O que adiciona mais deflexão. O que carrega certos segmentos mais do que a folha de cálculo previa.
Mantenha as matrizes limpas. Elimine o desgaste por fricção. Verifique o ângulo com material conhecido e com resistência à tração documentada. Porque a precisão do ângulo de dobra não depende apenas da geometria e da posição do batente traseiro — é um subproduto da força, da fricção e do retorno elástico.
E isso leva-nos à próxima análise: uma vez que a abertura em V e o método definem a força, como é que o raio do punção e a memória do material decidem onde o ângulo realmente fica depois de retirar a carga?
No inverno passado, fizemos uma dobra no ar de aço inox 304 de 6 mm. A abertura em V estava correta. A tonelagem por metro estava confortavelmente abaixo da classificação da matriz. A profundidade do curso atingiu o valor programado. Sob carga, o ângulo indicava 90° no laser. Libertámos a pressão.
Abriu para 94°.
Nada “se moveu.” Nada deslizou. A máquina não mentiu. O aço simplesmente relaxou. Esses quatro graus são recuperação elástica — retorno — e é a parte da negociação que a maioria dos operadores trata como se fosse o tempo. Mas a capacidade estrutural não é uma questão de geometria; é uma questão de força por comprimento. E, quando essa força excede o limite elástico localmente, a parte que não sofreu deformação plástica quer regressar.
O ângulo final após a libertação da carga é igual à deformação plástica que forçaste na dobra menos a tensão elástica que o material recupera. Não controlas essa recuperação com esperança. Controlas com a geometria do punção e a pressão do processo. A matemática não mente. Verifica o teu assento.
No dobramento “no ar”, a profundidade de penetração define o ângulo sob carga. Um único punção pode produzir 70° ou 130°, dependendo do curso. Isso é verdade. Mas quando falamos de controlo do retorno elástico, estamos a falar do que acontece depois de o êmbolo subir.
A prática padrão para um ângulo final de 90° em aço macio é usar um punção de 85° a 88°. Por que não um de 90°? Porque materiais mais resistentes recuperam mais. Inoxidável, alta resistência de baixa liga, 6061‑T6 — todos armazenam mais energia elástica na linha de dobra. Se usares um punção de 90° e simplesmente “entrares mais fundo”, aumentas a força e a deflexão no conjunto da ferramenta, mas não alteras de forma significativa a relação entre deformação plástica e elástica no ápice.
Um punção agudo aumenta a deformação localizada no ápice da dobra para a mesma abertura de matriz e profundidade de penetração. Mais material no raio interno excede o limite elástico. Menos permanece elástico. Menos deformação elástica significa menos retorno.
Isso não é superstição. É distribuição de deformação.
Mas quão afiado é suficientemente afiado antes de começares apenas a esmagar a superfície?
Vi uma oficina mudar de um punção de 90° para um de “compensação” de 83° num trabalho que tinha um retorno de cerca de 7°. Esperavam magia. O que obtiveram foi uma melhoria de 3° e uma linha polida no raio interno.
Porquê? Porque mantiveram o dobramento no ar com o mesmo V.
Se quiseres reduzir significativamente o retorno elástico além de alguns graus, tens de aumentar o fluxo plástico no ápice. Isso significa ou estreitar a abertura em V (aumentando toneladas por polegada), ou passar do dobramento no ar para o encosto ou leve cunhagem, onde a pressão elevada sustentada força o material a assumir o ângulo da matriz.
O encosto pode multiplicar a força necessária em cerca de cinco vezes em relação ao dobramento no ar. A cunhagem pode chegar a dez vezes. Isso não é um erro de arredondamento — é uma decisão estrutural. Se a tua dobra no ar exigia 30 toneladas por metro, o encosto pode exigir 150. Dólares por polegada de desperdício aparecem rapidamente se o teu segmento de matriz mais fraco atingir o máximo aos 120.
E aqui está o ponto: o encosto reduz o retorno não porque o ângulo do punção seja mágico, mas porque a pressão localizada elevada provoca quase total deformação plástica no ápice. Estás a comprar estabilidade de ângulo com tonelagem.
O contrato é simples. Mais deformação plástica agora significa menos recuperação elástica depois. A matemática não mente. Verifica o teu assento.
Mas como saber quanto de recuperação esperar antes mesmo de carregares no pedal?
Pega em duas chapas de 4 mm: aço macio A36 e aço de alta resistência de 100 ksi. Mesmo V, mesmo punção, mesma profundidade de penetração até 90° sob carga.
Liberta-as.
O aço macio pode recuperar 2°. O de alta resistência pode abrir 5° ou mais. Porquê? Porque o limite de escoamento define quanta tensão o material pode suportar elasticamente antes da deformação permanente dominar. Um limite mais alto significa uma região elástica maior na secção transversal da dobra.
O retorno elástico aumenta com:
Esse último é importante. Um raio interno maior distribui a deformação por mais material, reduzindo a deformação plástica máxima no ápice. Mais da secção transversal permanece elástica. Maior recuperação.
As prensas CNC modernas tentam esconder isso de si através de bibliotecas de materiais. Introduz-se “aço inox 304, 6 mm”, e o controlo aplica um valor de compensação. Isso só funciona se a chapa real corresponder ao escoamento assumido. Já vi lotes de inox variarem o suficiente para alterar o retorno elástico em um grau. Numa peça com quatro dobras, isso acumula. Dois graus por dobra tornam-se oito graus de erro acumulado. Isso é retrabalho. Isso é sucata. Isso são euros por centímetro de sucata empilhada como fichas de póquer.
Faça uma dobra de teste. Meça o ângulo descarregado. Ajuste a escolha do punção ou a sobremedida programada em conformidade. Trate o primeiro golpe como recolha de dados, não produção. Verifique o seu assentamento.
Agora vamos eliminar um mito que custa dinheiro às oficinas.
No dobramento a ar, o raio interno da dobra é principalmente uma função da abertura da matriz, não do raio da ponta do punção. Uma regra prática comum: raio interno ≈ 16% da abertura em V para aço macio. Portanto, se estiver a usar uma abertura em V de 40 mm, terá aproximadamente um raio interno de 6–7 mm, independentemente de a ponta do punção ser R1 ou R3.
Já vi compradores especificarem um punção R0.5 esperando um canto interno afiado como uma lâmina, enquanto deixam a abertura em V ampla para reduzir a tonelagem. Obtêm o mesmo raio largo, além de maior pressão de contacto no ápice. As marcas de superfície aumentam. O desgaste da ferramenta aumenta. A consistência do ângulo mal se altera.
Se realmente precisar de um raio interno mais apertado, estreite a abertura em V. Mas já percorremos esse caminho. Uma abertura em V mais estreita significa mais toneladas por polegada. Uma redução de 8× espessura para 6× pode aumentar a força de forma dramática. Novamente, uma negociação estrutural.
Assim, o raio da ponta do punção importa mais quando se está a fazer bottoming ou coining — quando o material é forçado a conformar-se ao punção. No dobramento puro a ar, a matriz controla o raio e o punção controla a concentração de deformação e o comportamento do retorno elástico.
A geometria é secundária em relação ao caminho da carga. Sempre foi.
Imagine uma peça de 1200 mm com uma aba que apenas contacta 300 mm do punção na força máxima. Agora adicione uma dobra de retorno que se enrola de volta em direção ao corpo do punção.
Seleciona um punção agudo para combater o retorno elástico. Funciona no ângulo. Mas na segunda dobra, a aba formada colide com a haste do punção antes de atingir a penetração total. Então troca-se por um punção de pescoço de ganso para obter folga.
Aqui está o paradoxo: o pescoço de ganso proporciona encaixe físico, mas o seu perfil mais longo e aliviado pode fletir mais sob carga. Mais deflexão altera a penetração real no ápice. Isso desloca o ângulo carregado. O que desloca o ângulo descarregado após o retorno elástico.
Em peças com várias dobras, o stress residual da primeira dobra altera o retorno elástico da segunda. Já medi compensações de 4° na primeira dobra e 4,5° na segunda, no mesmo material. Cada dobra reescreve o mapa de tensões. Se assumir que um ângulo de compensação serve para todas, o erro multiplica-se ao longo da peça.
Assim, com geometria de pescoço de ganso, está a equilibrar três variáveis:
Não resolves isso apenas no ecrã de controlo. Resolves com peças de teste, medição do ângulo após libertação e uma análise fria de toneladas por polegada versus a classificação da ferramenta.
A seleção de ferramentas é uma negociação de alto risco entre aço e aço. A tonelagem é a moeda. O retorno elástico é a letra pequena. Uma vez que o êmbolo desce, o contrato é cumprido em aço.
E mesmo quando a matemática está certa e a geometria está certa, ainda há mais uma forma deste acordo desmoronar: o alinhamento.
Fizeste as contas. Toneladas por polegada estão abaixo da classificação da ferramenta. A largura da matriz corresponde à espessura. O retorno elástico está previsto, testado e compensado.
Então, como pode o ângulo final ainda variar?
Porque a força não se importa com a tua folha de cálculo. Ela flui onde o aço realmente toca. E se o êmbolo, o punção e a matriz não estiverem apoiados no mesmo plano, com uma diferença inferior a algumas centésimas de milímetro, o teu cálculo limpo de 50 toneladas transforma-se num pico desequilibrado de um lado, enquanto o outro lado trabalha a meia carga. A média continua a ser 50. O pico local pode ser 70. É assim que começas a tirar fragmentos da tua matriz.
Dizemos que o controlo do retorno elástico é um problema estrutural e de distribuição de forças. O alinhamento é a parte em que essa distribuição se mantém uniforme — ou se transforma numa aresta cortante.
A matemática não mente. Mas pressupõe apoio paralelo.
E essa suposição é cara.
A mesa de uma quinadora flete. Todas elas. Sob carga, o centro tende a ceder enquanto as extremidades permanecem apoiadas pela estrutura. Se não o compensares, o meio da peça sofre menor penetração do que as extremidades, e o teu alvo de 90° torna-se 88° no centro e 91° nas pontas.
A compensação é a correção — uma curvatura mecânica ou hidráulica incorporada na mesa para contrariar a deflexão esperada sob uma determinada carga. A palavra-chave é “esperada”.
É aqui que as oficinas se enganam: ajustam a compensação com base na tonelagem total, e não em toneladas por polegada e no comprimento de contacto real. Imagina uma peça de 1200 mm com uma flange que só contacta 300 mm do punção no ponto de força máxima. O teu visor pode indicar 60 toneladas no total, mas essa força está concentrada num quarto do comprimento. A mesa flete de forma diferente do que a tua curva de compensação prevê.
Neste ponto, não estás a compensar. Estás a adivinhar.
Hipoteticamente, mas de forma realista: a tua ferramenta está classificada para 80 toneladas por metro. Calculas 60. Seguro, certo? Mas se o desalinhamento e a deflexão desigual da mesa deslocarem mais carga para uma região de 300 mm, esse segmento local vê o equivalente a 72 toneladas por metro. Acrescenta ferramentas gastas que exigem uma margem de segurança, e ultrapassaste silenciosamente a classificação. Isso não é um erro de arredondamento. São euros por polegada de desperdício e um ombro lascado à espera de acontecer.
A solução não é mística. Verifica o paralelismo entre êmbolo e mesa. Mede o ângulo real da dobra ao longo do comprimento num teste. Ajusta a compensação com base na realidade do contacto, não no otimismo do ecrã.
Então verifica o teu assento.
Os erros de alinhamento raramente se anunciam com estrondo. Entram sorrateiros, com uma chave inglesa.
Os sistemas de fixação manual dependem de parafusos segmentados que puxam o punção para dentro do martelo. Se um parafuso é apertado com mais força, esse segmento fica mais alto. Estamos a falar de tolerâncias da ordem de 0,05 mm ao longo da bancada. Isso é mais fino do que um cartão de visita. Se falhares, uma das extremidades do punção faz contacto primeiro.
O primeiro contacto recebe a primeira carga. A primeira carga sofre mais esforço.
A fixação hidráulica iguala essa pressão ao longo do comprimento, mas não resolve ombros sujos, rebarbas sob a lingueta ou uma lasca presa entre punção e suporte. Aço contra aço não perdoa detritos. Uma raspagem sob um segmento torna-se num ponto de apoio. Agora o teu cálculo de tonelagem perfeito está a apoiar-se num pivot que nunca planeaste.
E aqui começa a cascata: a carga desigual acelera o desgaste naquela secção sobrecarregada. As ferramentas gastas exigem mais penetração para atingir o mesmo ângulo carregado. Mais penetração significa mais tonelagem. A falha de alinhamento torna-se num problema de tonelagem três semanas depois, e ninguém liga os pontos.
Pensaste que estavas a negociar o limite de escoamento e a largura da matriz. Na verdade, estavas a negociar disciplina de fixação.
Por isso, antes de confiares na correção de ângulo do controlo, lima os ombros. Limpa as linguetas. Aperta uniformemente ou verifica a pressão hidráulica. Indica o punção se for preciso.
Então verifica o teu assento.
Resposta curta: não.
Se o próximo passo é falar diretamente com a equipa, Contacte-nos encaixa naturalmente aqui.
Para leitores que procuram materiais detalhados, Brochuras é um recurso útil de seguimento.
Resposta longa: o ferramental premium é retificado de forma mais precisa, mais duro e mais consistente do que o aço económico. Distribui a carga de forma excelente—se a máquina aplicar essa carga de modo uniforme. Mas a capacidade estrutural não é uma questão de geometria; é uma questão de força por comprimento. Se o martelo não estiver paralelo, o melhor punção do catálogo transforma-se numa alavanca.
Vamos supor que o teu martelo está mais alto à esquerda por 0,08 mm ao longo de dois metros. Parece trivial. Sob carga, esse lado faz contacto primeiro e começa a deformação plástica enquanto o lado direito ainda está a fechar ar. Quando o direito entra completamente, o esquerdo já penetrou mais fundo no V. Ao libertar o martelo, não obténs recuperação elástica uniforme. Obténs uma torção. Uma extremidade recupera de um estado de esforço superior à outra.
O erro de ângulo já não vem da memória do material. Vem do histórico de deformação assimétrica.
E o ferramental premium não pode reescrever esse histórico.
Vi oficinas a tentarem compensar isto com ajustes de sobrecurvatura, acrescentando um grau aqui, retirando outro ali, como se o ecrã de controlo pudesse corrigir uma inclinação mecânica. Tudo o que fizeram foi levar o lado sobrecarregado mais perto do seu limite estrutural. A matemática não mudou. A distribuição sim.
Por isso, faz a pergunta sem romance: quando foi a última vez que o paralelismo do martelo foi verificado sob carga, e não apenas em repouso? Uma máquina fria mede de forma diferente de uma que transporta 40 toneladas pela bancada.
Porque, quando o martelo desce, o contrato é cumprido em aço—e o aço só reconhece assentos paralelos.
É por isso que o próximo passo não é outro cálculo. É uma sequência disciplinada de carregamento e verificação que trata a preparação como a operação de alto risco que realmente é.
O trabalho pedia 78 toneladas em papel. Dobra de oito pés, aço macio de 10‑gauge, V de uma polegada. A tabela dizia 9,6 toneladas por pé. Faz as contas e estás a flertar com o limite superior de uma pilha de ferramentas de 80 toneladas. Numa prensa de 100 toneladas, isso parece seguro. Não é.
Porque não trabalhamos pela placa de identificação. Limitamos a carga de trabalho a 80 por cento. Esse cálculo de 78 toneladas transforma-se num número de planeamento de 62 toneladas se quiseres garantir o processo para lotes mais duros, ombros gastos ou uma chapa que veio de outra bobina. Agora a questão não é “A máquina consegue fazer?” mas sim “Onde vão estar essas 62 toneladas reais, polegada a polegada, quando o aço encontrar o aço?”
Eis a sequência que evita que a primeira prova se torne sucata:
Esse é o protocolo. Se falhares um passo, estás a apostar dólares por polegada de sucata.
E tudo começa com o local onde colocas a carga.
Observei uma equipa montar três estações ao longo de uma mesa de 10 pés: duas flanges leves à esquerda, uma conformação de canal pesada à direita. A tonelagem total estava dentro dos limites. A máquina nem pestanejou. Mas a estação pesada carregava quase 60 por cento da carga, estacionada 24 polegadas fora do centro.
A estrutura da máquina não se importa com o teu plano de chão. Importa-se com o momento de flexão. Quando deslocas a tonelagem, introduces torção no êmbolo e deflexão assimétrica na mesa. O controlo continua a indicar a força total. Não mostra que um lado está a viver mais próximo do limite do material que o outro.
Por isso calculamos um centro de tonelagem — da mesma forma que encontrarias o centro de gravidade. Multiplica a tonelagem de cada estação pela distância à linha central da máquina. Soma os momentos. Divide pela tonelagem total. Isso dá-te o centróide da carga. Se não estiver sobre o centro estrutural da máquina, desloca as estações até ficar.
Peças pequenas tentam-te a ignorar isto. Não o faças.
Agora aplica a regra dos 80 por cento. Supondo que a tua ferramenta tem uma classificação de 80 toneladas por metro e que a tua estação pesada precisa de 70 por cento disso localmente. Pensas que estás seguro porque a carga total da máquina é modesta. Mas se essa estação estiver fora do centro, a deflexão dinâmica pode aumentar a força local para além do limite. A matemática não mente. A distribuição reescreve a sobrevivência.
Nas prensas CNC de curso descendente, o controlo corrige a posição em tempo real. Isso ajuda na precisão do ângulo. Não elimina a torção da estrutura causada por um mapa de carga errado. Os modelos de curso ascendente são ainda menos tolerantes, porque o caminho de aplicação de força é diferente; cargas fora do centro manifestam-se como desvio angular visível entre estações.
Equilibra primeiro o centro de tonelagem. Depois fixa-o.
Verifique o seu assento.
Já retirei punções e encontrei uma limalha não mais espessa do que tinta de traçado seca debaixo da lingueta. Essa aparadela custou um dia de produção.
O assentamento não é estético. É estrutural. Uma rebarba de 0,03 mm debaixo de um segmento torna-se um ponto de pivô. Sob 50 toneladas, esse pivô concentra a carga no ombro adjacente. O ombro cede microscopicamente. A execução seguinte requer uma penetração mais profunda para o mesmo ângulo. A tonelagem aumenta gradualmente. Ninguém liga o problema a uma partícula de aço.
Eis a ordem de preparação:
Depois, baixe o êmbolo até 2 mm acima do contacto ao longo de todo o comprimento. Use um calibrador de folgas ou uma lâmina fina em vários pontos. Procure uma folga uniforme. Se um lado tocar primeiro, pare. Corrija agora, não sob carga.
Porque uma vez aplicado o esforço, um assentamento incorreto torna-se histórico de deformação.
Verifique o seu assento.
Imagine uma peça de 1200 mm com uma flange que apenas contacta 300 mm do punção no ponto de força máxima. Se essa zona de contacto estiver ligeiramente à esquerda e o êmbolo 0,05 mm mais alto desse lado, a extremidade esquerda deforma primeiro e mais fundo. Ao libertar o êmbolo, a peça recupera de forma desigual. Mede 90° à esquerda, 91° à direita.
Isso não é variação de retorno elástico. É deformação plástica assimétrica.
Para verificar o paralelismo, faça uma batida de teste leve ao longo de todo o comprimento de contacto pretendido — apenas penetração suficiente para deixar uma marca visível sem formar totalmente. Meça a folga entre o punção e a matriz com lâminas calibradas em ambas as extremidades. Em alternativa, dobre uma tira de calibração em todo o comprimento e meça o ângulo a cada 100 mm.
Está à procura de torção. Qualquer desvio angular consistente ao longo do comprimento significa que a carga não está a incidir de forma perpendicular.
Corrija com ajuste de paralelismo do êmbolo e calagem ajustada ao comprimento de contacto real, não à largura teórica da mesa. Só quando os ângulos coincidirem dentro da sua tolerância em todo o comprimento é que deve avançar para a profundidade de produção.
A máquina não corrigirá um viés mecânico com software.
Verifique o seu assento.
A maioria dos operadores olha para um número: o ângulo final. Isso é apenas metade da história.
Na primeira dobra controlada, observo três coisas:
Se a penetração for mais profunda do que o esperado, pergunte porquê. O limite elástico do material pode ser superior ao assumido pela tabela. O inox é notoriamente conhecido por isso; dois lotes com a mesma designação podem exigir forças perceptivelmente diferentes. Se calculou 60 toneladas e a máquina sobe até 72 antes de atingir o ângulo, a sua reserva de 20 por cento acabou de desaparecer.
A matemática não mente, mas os seus dados de entrada podem estar errados.
Agora considere a largura da matriz. Um V mais largo reduz o tonelagem, sim. Mas também aumenta o raio interno e o requisito mínimo de aba. Já vi uma oficina abrir o V para poupar tonelagem, atingir o ângulo na perfeição e depois descobrir que a geometria da aba falhou no encaixe seguinte. Protegeram a capacidade estrutural e sacrificaram a função física.
Isto é a negociação. Limite elástico, largura da matriz e classificação das ferramentas estão a discutir na mesma sala. O primeiro ensaio de dobra revela quem está a ganhar.
Se a tonelagem for alta e o raio apertado, considere aumentar a largura do V e recalcular a viabilidade da aba antes de avançar. Se a tonelagem estiver confortável mas o ângulo variar ao longo do comprimento, reveja o assento e o centro de tonelagem antes de alterar o programa.
Uma dobra. Três diagnósticos.
O programa indica um raio interno de 1,6 mm. Esse número veio de uma tabela que assume uma abertura de V específica — normalmente cerca de 16 por cento da largura do V em dobra ao ar. Mas as tabelas assumem limite elástico nominal.
Após a primeira dobra, corte e poli uma amostra ou use calibradores de raio corretamente assentes dentro da dobra. Compare o raio real com o esperado no programa. Se o raio real for maior, ou o V é largo em relação à espessura, ou o material cedeu de forma diferente da prevista. Um raio maior geralmente significa menor tensão máxima e ligeiramente menos tonelagem do que o previsto. Um raio menor em dobra ao ar normalmente indica que está mais próximo do encosto do que pensa — e o encosto multiplica a força rapidamente.
A força aumenta cerca de 1,5 vezes ao passar da dobra ao ar para o encosto. Isso não é um erro de arredondamento. É uma questão de sobrevivência das ferramentas.
Portanto, meça. Não presuma que o modelo do controlo corresponde ao aço de hoje.
Quando o raio real, a uniformidade do ângulo e a tonelagem medida estiverem todos alinhados dentro da sua reserva planeada, ganhou o direito de iniciar a produção.
O aço assinou o contrato.
Agora pergunte a si mesmo uma coisa antes de iniciar o ciclo: se esta carga se deslocasse duas polegadas para a esquerda, haveria algo neste conjunto a trabalhar além da sua classificação?
Se conseguir responder a isso sem hesitação, não está apenas a preparar um trabalho. Está a gerir o risco estrutural de forma consciente.
A produção é onde começam as falhas silenciosas.
As primeiras dez peças parecem impecáveis. O ângulo mantém-se. O medidor de tonelagem indica o que foi calculado. Depois, três horas depois, a máquina precisa de 8 por cento mais de penetração para o mesmo ângulo. Ninguém alterou o programa. Ninguém mexeu na ferramenta. Mas algo mudou.
Se ainda estás a perguntar “este punção encaixa neste suporte?”, vais andar a perseguir fantasmas. A verdadeira questão, quando a produção já está em andamento, é mais simples e mais difícil: este conjunto ainda está a suportar a carga que lhe estou a aplicar, exatamente onde ela incide?
Porque a carga muda. O limite de escoamento do material varia de lote para lote. Os operadores deslocam as peças ligeiramente para a esquerda ou para a direita para libertar um dedo do batente traseiro. As definições de compensação da flexão da mesa permanecem fixas enquanto o comprimento de contacto muda. É assim que um trabalho de 120 toneladas se torna silenciosamente 135 toneladas num dos lados. A máquina não se queixa. A matriz sim.
A matemática não mente, mas só funciona se continuares a medir o que a matemática assumiu.
Portanto, o enquadramento muda. Antes do início do ciclo, perguntavas se a configuração conseguiria suportar a força calculada. Durante a produção, perguntas se a força ainda está a incidir onde planeaste — e se o aço reescreveu o contrato.
Essa é a transição do encaixe para o desempenho.
E o desempenho falha primeiro nas extremidades.
O afundamento do ombro é uma deformação plástica microscópica no ombro da matriz sob carga elevada repetida. A compressão da ponta é a mesma situação na extremidade do punção. Não verás nenhuma das duas até que a precisão comece a desviar-se.
Eis o que eu observo:
Cada uma delas é um mapa de carga desenhado em aço.
Vamos imaginar um exemplo: ferramenta de 10 pés, 140 toneladas calculadas no total. Isso dá uma média de 14 toneladas por pé. Mas a realidade da produção coloca 4 pés de contacto efetivo ligeiramente à esquerda do centro. Agora estás mais perto de 35 toneladas por pé nessa zona. Se a matriz estiver classificada para 30 toneladas por pé, estás a introduzir 5 toneladas por pé de deformação plástica em cada ciclo.
Em linguagem de oficina: se essa matriz custa $1.200 e perde 0,001 polegada de deformação permanente a cada 200 ciclos, estás a gastar dólares por polegada de desperdício muito antes de ela rachar.
O método de monitorização é simples e mecânico:
Se a tonelagem aumentar ou a penetração avançar, pára e recalcula as toneladas por pé com base no comprimento de contacto real, não no comprimento teórico da mesa. Depois, compara isso com o componente com a classificação mais baixa na pilha.
É assim que detetas uma sobrecarga antes que o aço tome a decisão por ti.
Verifique o seu assento.
Quando o ângulo deriva, a tentação é “dar um toque” na matriz com a rebarbadora.
Vi mais precisão perdida por causa de rebarbadoras do que por sobrecarga.
A rebarbadora remove material de forma uniforme. O afundamento do ombro não ocorre de forma uniforme. Se os 300 mm à esquerda cederam 0,02 mm e rebarbares os 3 metros inteiros para limpar, acabaste de encurtar todos os segmentos. Agora a referência de altura de fecho muda, os números de profundidade no CNC são falsos e a curva de coroa já não corresponde à realidade.
Pior ainda, reduziste a massa da secção transversal no ombro. A capacidade estrutural não é apenas uma classificação em papel; é o módulo da secção — a geometria que resiste à flexão. Remover aço é perder rigidez. Na próxima execução, será necessária uma penetração ligeiramente mais profunda. A tonelagem aumenta. Tu rebarbas novamente.
Essa espiral é cara de uma forma que os operadores não veem. Suponhamos que cada rebarbagem reduz a vida útil da ferramenta em 10 por cento e que fazes recondicionamento trimestral. Ao longo de dois anos, deitaste fora metade da margem estrutural pela qual pagaste. Dólares por polegada de refugo transformam-se em dólares por polegada de ferramenta.
A solução não é uma correção cosmética. É um recálculo da causa raiz: a largura da matriz era demasiado estreita, o limite de escoamento do material mais alto do que o assumido, o método de dobragem mais próximo do encostamento do que da dobragem ao ar?
A rebarbagem esconde erros de cálculo. Não os resolve.
Verifique o seu assento.
Antes de qualquer ferramenta tocar no êmbolo, eu faço seis perguntas. Não de cabeça. No papel.
Se alguma resposta for incerta, alargo o V, mudo de método ou divido a dobra em etapas.
A única coisa a reter é esta: a tonelagem da máquina é global; a falha é local. Isso não é óbvio até partires uma matriz no meio de uma corrida de 150 toneladas considerada “segura”.
Uma estrutura só importa se sobreviver a um turno agitado.
Por isso, transformo-a em controlos:
Isto não é burocracia. É contabilidade estrutural.
Imagina uma peça de 1200 mm com uma flange que só contacta 300 mm do punção no pico de força. Se a produção começar a alternar a carga entre a esquerda e a direita para acelerar o fluxo, acabaste de criar uma tensão assimétrica cíclica no conjunto de ferramentas. Com o tempo, é assim que o paralelismo se desvia, mesmo que a montagem tenha sido perfeita.
Ao registar conjuntamente a tonelagem e a penetração, vês esse desvio cedo. Se a penetração aumenta mas a tonelagem não, o material mudou. Se a tonelagem aumenta para o mesmo ângulo, o comprimento de contacto diminuiu ou estás a aproximar-te do encosto no fundo. Cada padrão conta uma história diferente.
A matemática não mente. Mas só se continuares a alimentar-lhe a verdade.
Ao longo de trinta anos, aprendi isto: a dobragem CNC de precisão não se trata de encontrar uma configuração e ir embora. Trata-se de realizar uma experiência controlada sempre que o êmbolo desce, verificando se o aço se comporta dentro dos limites que negociaste.
Antes de iniciar o ciclo, pergunta: isto pode suportar a carga?
Durante a produção, continua a perguntar: ainda está a suportá-la onde penso que está?
Esse é o ponto de vista. Não o encaixe. Não a tonelagem de placa.
Desempenho sob força real.


















