

L’ultimo punzone che ho visto esplodere si adattava al portapunzoni come se fosse nato lì.
Sessanta tonnellate per piede, incise al laser direttamente sul codolo. Il lavoro ne richiedeva 78. L’operatore ha scrollato le spalle. “È ben posizionato.” Quando il pistone è sceso, la sezione centrale si è spaccata e ha inviato una scheggia oltre la barriera luminosa. Cinque minuti di preparazione. Ottomila dollari di utensili. Due giorni di fermo. L’acciaio non si è curato del fatto che fosse scattato perfettamente in sede.
È questo lo scarto che la maggior parte delle officine non colma mai.
Puoi far scorrere un punzone da 3 piedi in un portapunzoni rettificato di precisione e sentire quel pulito scatto magnetico. Nessuna oscillazione. Nessuna luce tra i pezzi. Sembra sicuro. Ma la capacità strutturale non è una questione di geometria: è una questione di forza per lunghezza.
Prendi acciaio dolce da 4 mm su 1000 mm con una matrice a V da 32 mm. Le tabelle standard lo stimano intorno a 330 kN per metro per la piegatura in aria, assumendo una resistenza a trazione di circa 450 N/mm². Passa all’inox e moltiplichi per 1,5. Ora sei vicino a 500 kN/m. Acciaio al cromo-molibdeno? Raddoppia. La matematica non mente.
Se il tuo punzone è classificato per 60 tonnellate per piede e il tuo calcolo richiede 78, non sei “solo un po” oltre.” Sei a 30% oltre il limite elastico su un utensile temprato progettato con forse un margine di sicurezza del 10–15%. Questa differenza si traduce in dollari per pollice di scarto e utensile fratturato. Controlla la tua sede.
Dov’è dunque il vero punto di non ritorno?
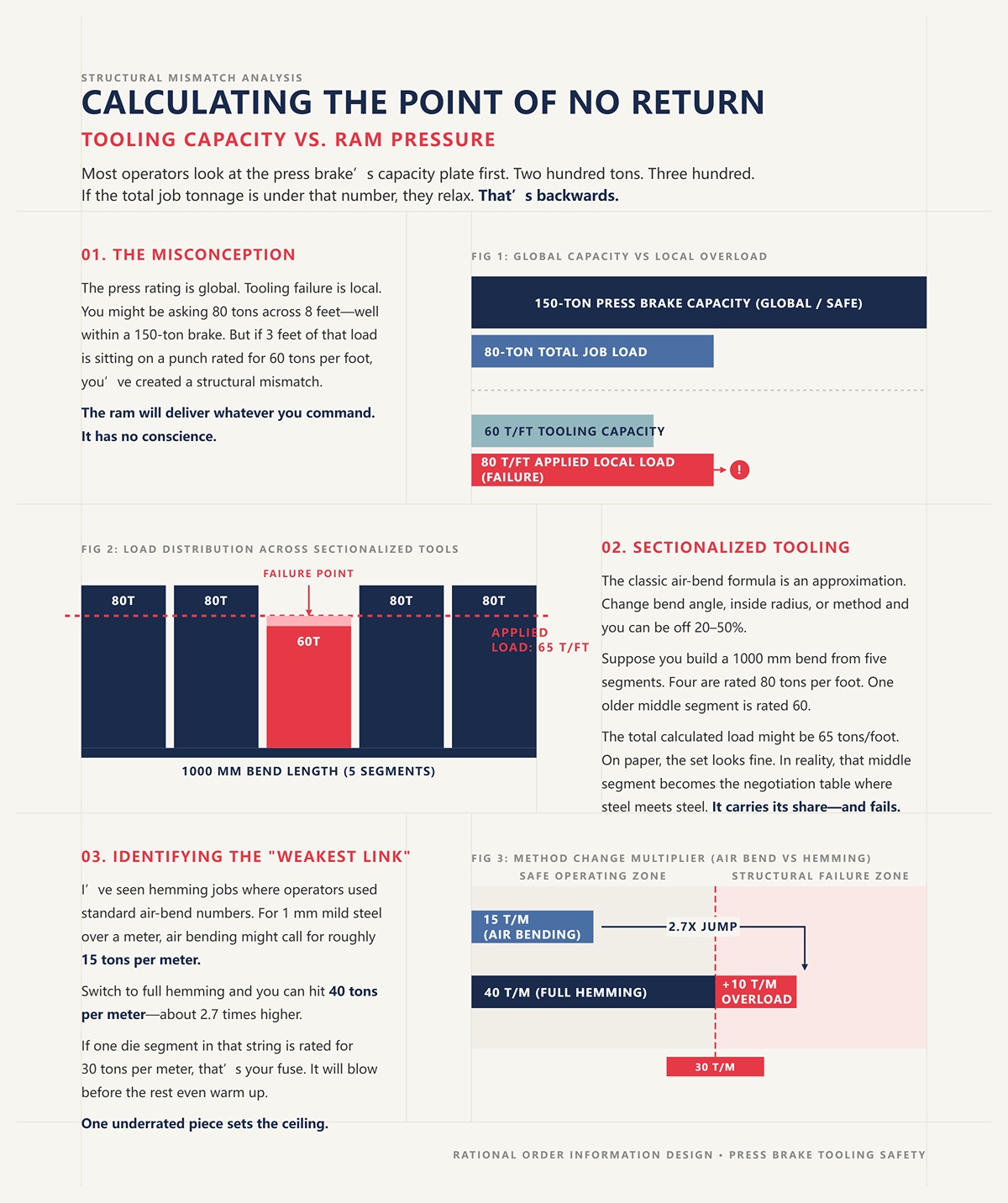
La maggior parte degli operatori guarda prima la targhetta della capacità della pressa piegatrice. Duecento tonnellate. Trecento. Se il tonnellaggio totale del lavoro è sotto quel numero, si rilassano.
È il contrario.
La classificazione della pressa è globale. Il cedimento dell’utensile è locale. Potresti chiedere 80 tonnellate su 8 piedi—ben entro i limiti di una pressa da 150 tonnellate. Ma se 3 piedi di quel carico poggiano su un punzone classificato per 60 tonnellate per piede, hai creato una discrepanza strutturale. Il pistone erogherà qualunque pressione tu comandi. Non ha coscienza.
Il punto di non ritorno è quando le tonnellate richieste per piede superano il componente con la classificazione più bassa dell’intero sistema: punzone, matrice, portapunzoni o morsetto, non solo la struttura della macchina. In pratica, è per questo che la pressa e l’utensileria devono essere progettate come un sistema unificato. Una piattaforma completamente a controllo CNC, come una soluzione di pressa piegatrice CNC di CN-HAWE, è progettata per gestire la forza di piegatura, la distribuzione e la ripetibilità nelle applicazioni di lamiera di fascia alta, contribuendo a garantire che la pressione del pistone comandata rimanga allineata con la reale capacità dell’utensile. Controlla la tua sede—perché una volta che il componente con la classificazione più bassa è sovraccaricato, il cedimento è già in corso.
Ed è qui che diventa insidioso. La classica formula della piegatura in aria—la forza proporzionale al quadrato dello spessore per la lunghezza divisa per l’apertura a V—è un’approssimazione. Cambia l’angolo di piega, il raggio interno o il metodo e puoi sbagliare del 20–50%.
Ora aggiungi l’utensileria sezionata.
Supponiamo di realizzare una piega da 1000 mm con cinque segmenti. Quattro sono classificati per 80 tonnellate per piede. Uno, un segmento centrale più vecchio, è classificato per 60. Il carico totale calcolato può essere l’equivalente di 65 tonnellate per piede. Su carta, il “set” sembra a posto. In realtà, quel segmento centrale diventa il tavolo di negoziazione dove acciaio incontra acciaio. Sopporta la sua parte—e talvolta di più se l’allineamento non è perfetto.
La matematica non mente, ma le cattive supposizioni sì. Calcola sempre le tonnellate per metro per il materiale e il metodo specifici, poi confrontale con la classificazione di ogni segmento, non con la media. Controlla la tua sede.
Ho visto lavori di bordatura in cui gli operatori utilizzavano i numeri standard della piegatura in aria. Per acciaio dolce da 1 mm su un metro, la piegatura in aria può richiedere circa 15 tonnellate per metro con utensili a goccia. Passa alla bordatura completa e puoi arrivare a 40 tonnellate per metro — circa 2,7 volte di più.
Se un segmento di matrice in quella serie è valutato per 30 tonnellate per metro, quello è il tuo fusibile. Si brucerà prima che il resto si scaldi.
Il punto più debole non è sempre evidente. Può essere un inserto di matrice stretto, un segmento corto di punzone, persino il sistema di bloccaggio. Un componente sottovalutato stabilisce il limite per l’intero setup. La matematica non negozia. Controlla la tua sede.
Ma cosa succede quando il carico non è distribuito uniformemente?
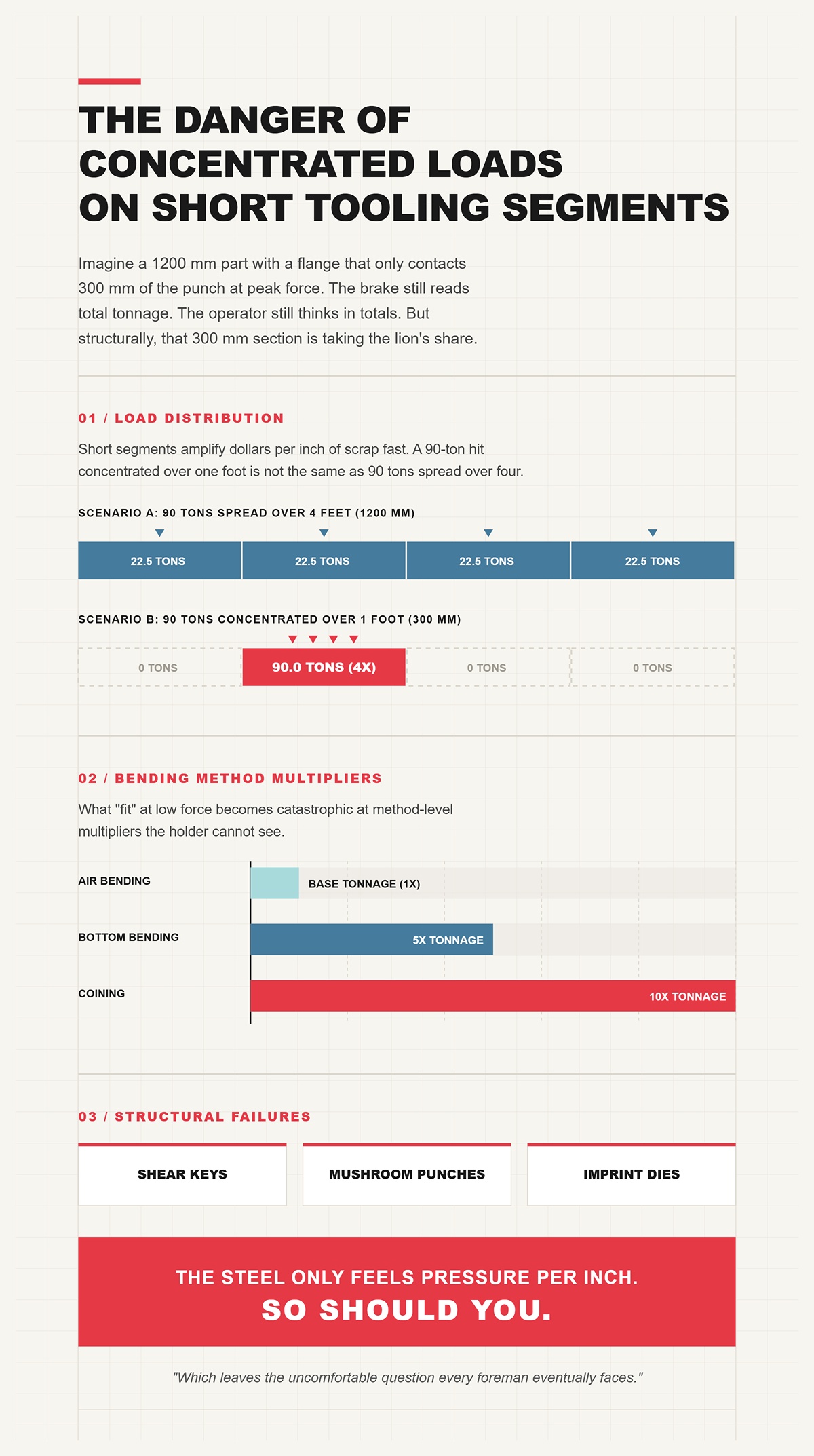
Immagina un pezzo da 1200 mm con una flangia che tocca solo 300 mm del punzone al picco di forza. La pressa piegatrice legge comunque la tonnellata totale. L’operatore pensa ancora in totale. Ma strutturalmente, quella sezione da 300 mm sta sopportando la maggior parte del carico.
I segmenti corti amplificano rapidamente i dollari per pollice di scarto. Un colpo da 90 tonnellate concentrato su un piede non è lo stesso di 90 tonnellate distribuite su quattro. È così che si tranciano chiavi, si deformano punzoni e si imprimono matrici.
Aggiungi piegatura dal basso — cinque volte la tonnellata della piegatura in aria — o coniazione a dieci volte, e il margine scompare. Ciò che “si adatta” a bassa forza diventa catastrofico a moltiplicatori di metodo che il portautensili non può vedere.
L’acciaio sente solo la pressione per pollice. Dovresti farlo anche tu.
Il che lascia la domanda scomoda che ogni caposquadra prima o poi affronta.

Nella maggior parte delle officine reali, la pressa piegatrice sopravvive. È sovradimensionata, massiccia nella struttura e progettata per cicli di carico completo.
Il pezzo cede per primo se la tua tonnellata supera il campo elastico del materiale. È scarto a una velocità calcolabile — a volte pochi centesimi per pollice, a volte centinaia se si tratta di una lega aerospaziale.
L’utensile si rompe quando la forza richiesta supera la capacità della sua sezione trasversale temprata. Sono migliaia in un istante.
E se sovraccarichi costantemente, la pressa sviluppa flessione del banco, torsione del martinetto o crepe nei telai laterali. È allora che i tempi di inattività iniziano a misurarsi in settimane.
Quindi il cambiamento cognitivo che voglio imprimere in te è questo: smetti di chiederti se l’utensile si adatta. Inizia a chiederti se ogni componente nello stack può sopravvivere strutturalmente alle tonnellate calcolate per lunghezza richieste dal tuo materiale.
Perché una volta che il martinetto scende, il contratto viene applicato nell’acciaio.
Una volta ho visto un giovane operatore colorare di blu una lamiera da 4 mm — tracciante steso sul fondo — poi eseguire una piegatura in aria lenta e estrarla per leggere i segni sui bordi della matrice. Il contatto non era centrato. Mordeva forte da un lato, leggero dall’altro. Quel tracciante ha rivelato la verità che il display della tonnellata non poteva: il carico non era distribuito come presumuto nel foglio di setup.
Questo è il tuo primo controllo pratico. Usa tracciante o pellicola a pressione sui bordi della matrice, esegui un colpo controllato alla tonnellata calcolata e ispeziona il contatto. Se il segno è irregolare, le tue tonnellate per lunghezza sono irregolari, e qualche segmento sta “negoziando” più degli altri. Calza, risistema, ricontrolla. La matematica non mente, ma solo se la geometria corrisponde alla matematica.
Ecco dove gli operatori si rilassano. Trattano l’apertura a V come una comodità—“Cosa c’è sul banco?”—anziché come la leva principale che stabilisce la forza. La formula standard della piegatura ad aria varia approssimativamente con il quadrato dello spessore diviso per l’apertura a V. Se raddoppi la V, più o meno dimezzi la tonnellaggio. Se tieni la V stretta, il carico aumenta rapidamente. Il limite di snervamento entra in quell’equazione come moltiplicatore. L’acciaio più resistente richiede più forza per la stessa geometria. Se non allarghi la V per compensare, spingi tonnellate per piede verso il segmento più debole della tua stringa.
Ecco come verifichi e controlli la distribuzione nella pratica:
L’apertura della matrice non riguarda la corrispondenza. Riguarda la sopravvivenza strutturale sotto il carico determinato dal limite di snervamento. Cambia la V, e cambi i termini della negoziazione prima che il punzone si muova.
Il lavoro richiedeva l’equivalente di 78 tonnellate per piede su acciaio dolce da 6 mm. Seguendo la vecchia regola dell’8×—apertura a V circa otto volte lo spessore del materiale—abbiamo scelto una matrice da 48 mm. I numeri tornavano. Il carico per lunghezza si trovava appena sotto la portata nominale del punzone. Pulito.
Poi il certificato del materiale è risultato errato. Non era acciaio dolce con circa 60.000 PSI di resistenza a trazione. Era un acciaio strutturale ad alta resistenza che superava i 100.000 PSI. Stesso spessore. Stessa V. La tonnellaggio richiesto è aumentato approssimativamente del rapporto tra le resistenze a trazione. Non serve una lavagna per capire il problema. Non sei più a 78. Sei oltre 120 per piede.
La regola dell’8× funziona perché bilancia raggio interno, tonnellaggio e duttilità del materiale per gli acciai al carbonio comuni. Ma quando il limite di snervamento aumenta, quella regola smette di proteggerti. O apri la V—10×, anche 12× lo spessore—oppure accetti un netto aumento delle tonnellate per lunghezza. E sono le tonnellate per lunghezza che rompono l’attrezzatura, non le buone intenzioni.
Le leghe ad alta resistenza sono l’eccezione che conferma la regola: l’apertura a V deve crescere con la resistenza se vuoi mantenere costante il carico strutturale. Controlla la tua sede.
L’acciaio inox con spessore simile all’acciaio dolce spesso richiede circa da 1,4 a 1,6 volte la forza, a seconda dello grado e della condizione. Anche l’alluminio 6061-T6 può sorprenderti; nonostante sia considerato “morbido” nel linguaggio comune, la sua resistenza a trazione nella tempra T6 è abbastanza alta da richiedere una tonnellaggio reale, e si fessura se forzi un raggio troppo stretto.
Ho visto operatori mantenere la stessa V da 8× usata per l’acciaio dolce e semplicemente “spingere di più” sull’acciaio inox. Quello che succede in realtà è che la pressione di contatto sulle spalle della matrice aumenta, inizia il grippaggio, e le tonnellate localizzate per pollice salgono fino al limite dell’attrezzatura. I dollari per pollice di scarto si manifestano come strappi superficiali e microfessure sulla linea di piega.
Apri la V a 10× lo spessore per l’acciaio inox come punto di partenza. Per il 6061-T6, considera sia la tonnellaggio sia il raggio interno minimo per evitare crepe; una V leggermente più ampia riduce la forza e allevia la sollecitazione. Non stai cercando l’adattamento. Stai gestendo il carico determinato dal limite di snervamento affinché il segmento più debole non riceva sorprese.
Ora immagina di aver bisogno di un raggio interno più stretto rispetto a quello dato dalla regola dell’8×. Passi da una V di 32 mm a una di 20 mm su acciaio da 4 mm per ottenere una piega più marcata.
La forza varia inversamente con la V. Riduci la V di circa 37%, e la tua tonnellaggio aumenta di circa 60%. Non è un’intuizione lineare—è l’equazione che parla. Se eri a 30 tonnellate per metro, sei improvvisamente vicino a 48. Stesso materiale. Stessa lunghezza. Matrice diversa.
Ed è qui che le officine si scottano. Si concentrano sul risultato geometrico—“Mi serve un angolo più acuto”—e dimenticano che la capacità strutturale sta pagando il conto. Se quelle 48 tonnellate per metro superano il segmento di matrice con portata minima di 40, hai appena progettato un punto di cedimento per ottenere un raggio.
Le pieghe più strette costano in tonnellaggio. La matematica non negozia. Controlla la tua sede.
Una volta ho sostituito un set di matrici che sembrava a posto dimensionalmente ma aveva spalle affilate e usurate. Sotto carico, l’acciaio inox si trascinava su quei bordi come carta vetrata sull’alluminio.
Il raggio della spalla di una matrice controlla come il foglio scorre durante la piegatura. Troppo affilato, e l’area di contatto si riduce. La pressione di contatto—forza divisa per area—aumenta. Quella pressione elevata incrementa l’attrito, che porta a una forza di piegatura richiesta leggermente superiore alla formula ideale. Inoltre favorisce l’impastamento, specialmente con l’inox. L’impastamento aumenta di nuovo l’attrito. Si crea un ciclo di retroazione: più attrito, più forza, più tonnellate localizzate per pollice.
Allargare il raggio della spalla distribuisce il contatto, riduce la pressione di picco e rende più uniforme il flusso del materiale nella V. Non protegge solo la finitura superficiale; stabilizza il percorso del carico così che nessuna piccola porzione di spalla diventi il punto di cedimento nascosto.
Ispeziona le spalle delle matrici con la stessa attenzione con cui controlli le tabelle di tonnellaggio. Una spalla lucidata e correttamente arrotondata fa parte del tuo calcolo strutturale, non di una manutenzione estetica.
Ed è qui che il metodo confonde anche una buona matematica.
La piegatura ad aria può richiedere 30 tonnellate per metro in una determinata configurazione. Passando allo stampaggio completo—forzando il materiale completamente nell’angolo della matrice—la forza necessaria può arrivare a circa cinque volte quella della piegatura ad aria. La coniatura può raggiungere dieci volte tanto. Stessa V. Stesso spessore. Metodo diverso.
Così, se il tuo calcolo per la piegatura ad aria era ben sotto la capacità di 40 tonnellate per metro della matrice, eseguendo lo stampaggio completo dello stesso pezzo potresti richiederne 150. Il segmento più debole non si cura del fatto che la larghezza di apertura fosse “corretta”. Avverte solo il moltiplicatore.
La scelta del metodo è una decisione strutturale. Se devi stampare completamente per controllare l’angolo, devi aumentare l’apertura della V, ridurre la lunghezza di piegatura per colpo, o dividere l’operazione in più piegature per rimanere entro i limiti per segmento. Altrimenti, stai firmando un contratto che il tuo utensile non può rispettare. Controlla la tua base d’appoggio.
Esegui due piegature ad aria identiche: una su una matrice pulita e lucidata; una su una matrice con ossido incorporato e leggero impastamento. Stessa profondità programmata. Risultato dell’angolo diverso.
Perché?
L’attrito tra il foglio e le spalle della matrice ostacola il flusso del materiale. Maggiore attrito significa che il foglio non scorre liberamente nella V, il che altera leggermente la geometria effettiva della piegatura e aumenta la forza richiesta. Quella forza extra si manifesta come maggiore flessione nella pressa e nello stack degli utensili, modificando l’angolo finale attraverso il recupero elastico.
Così insegui l’angolo dal controllo, aggiungendo profondità. Questo aggiunge più forza. Che aggiunge più flessione. Che carica certi segmenti più di quanto il foglio di calcolo aveva previsto.
Mantieni le matrici pulite. Leviga via l’impastamento. Verifica l’angolo con materiale noto e resistenza a trazione documentata. Perché la precisione dell’angolo di piegatura non dipende solo da geometria e posizione del riscontro posteriore—è un prodotto di forza, attrito e ritorno elastico.
E questo ci porta alla prossima analisi: una volta che l’apertura della V e il metodo fissano la forza, come decidono il raggio del punzone e la memoria del materiale dove l’angolo finalmente si assesta dopo che il carico viene rilasciato?
Abbiamo piegato ad aria acciaio inox 304 da 6 mm lo scorso inverno. L’apertura della V era corretta. Il tonnellaggio per metro restava comodamente sotto il limite della matrice. La profondità del martinetto raggiungeva il valore programmato. Sotto carico, l’angolo risultava di 90° al laser. Abbiamo rilasciato la pressione.
Si è aperto a 94°.
Nulla si è “mosso.” Nulla è slittato. La macchina non ha mentito. L’acciaio semplicemente si è rilassato. Quei quattro gradi sono il recupero elastico—il ritorno a molla—ed è la parte dell’equazione che la maggior parte degli operatori tratta come fosse il tempo atmosferico. Ma la capacità strutturale non è una questione di geometria; è una questione di forza per lunghezza. E quando quella forza supera localmente il limite di snervamento, la porzione che non si è deformata plasticamente vuole tornare alla posizione iniziale.
L'angolo finale dopo il rilascio del carico è pari alla deformazione plastica impressa nella piega meno la deformazione elastica che il materiale recupera. Non controlli quel recupero con la speranza. Lo controlli con la geometria del punzone e la pressione del processo. La matematica non mente. Controlla il tuo sedile.
Nella piegatura in aria, la profondità di penetrazione determina l’angolo sotto carico. Un singolo punzone può produrre 70° o 130° a seconda della corsa. È vero. Ma quando parliamo di controllo del ritorno elastico, ci riferiamo a ciò che accade dopo che il martinetto si solleva.
La pratica standard per ottenere un angolo finito di 90° nell’acciaio dolce prevede un punzone tra 85° e 88°. Perché non un punzone da 90°? Perché i materiali più resistenti tornano indietro di più. Inox, acciai altoresistenziali, 6061‑T6—tutti accumulano più energia elastica lungo la linea di piegatura. Se usi un punzone da 90° e semplicemente “premi più a fondo”, aumenti la forza e la flessione nell’insieme degli utensili, ma non modifichi in modo significativo il rapporto tra deformazione plastica ed elastica all’apice.
Un punzone acuto aumenta la deformazione localizzata all’apice della piega per la stessa apertura matrice e profondità di penetrazione. Una maggiore porzione di materiale al raggio interno supera il limite di snervamento. Meno materiale rimane elastico. Meno deformazione elastica significa meno ritorno elastico.
Non è superstizione. È distribuzione della deformazione.
Ma quanto acuto è abbastanza prima di iniziare semplicemente a schiacciare la superficie?
Ho visto un’officina passare da un punzone da 90° a un “punzone di compensazione” da 83° per un lavoro che tornava indietro di circa 7°. Si aspettavano una magia. Quello che hanno ottenuto è stato un miglioramento di 3° e una linea lucida sul raggio interno.
Perché? Perché sono rimasti nella piegatura in aria con la stessa V.
Se vuoi ridurre significativamente il ritorno elastico di più di qualche grado, devi aumentare il flusso plastico all’apice. Ciò significa o restringere l’apertura della matrice a V (aumentando le tonnellate per pollice) oppure passare dalla piegatura in aria al bottoming o alla coniatura leggera, dove un’elevata pressione sostenuta forza il materiale ad adattarsi all’angolo della matrice.
Il bottoming può moltiplicare la forza richiesta di circa cinque volte rispetto alla piegatura in aria. La coniatura può arrivare a dieci volte. Non è un errore d’arrotondamento—è una decisione strutturale. Se la tua piegatura in aria richiedeva 30 tonnellate al metro, il bottoming potrebbe richiederne 150. I dollari di scarto per pollice aumentano rapidamente se il segmento di matrice più debole si ferma a 120.
Ed ecco il punto: il bottoming riduce il ritorno elastico non perché l’angolo del punzone sia magico, ma perché l’elevata pressione localizzata induce quasi una deformazione plastica completa all’apice. Stai acquistando la stabilità dell’angolo con la tonnellaggio.
Il contratto è semplice. Più deformazione plastica ora significa meno recupero elastico dopo. La matematica non mente. Controlla il tuo sedile.
Ma come fai a sapere quanto recupero aspettarti prima ancora di premere il pedale?
Prendi due lamiere da 4 mm: acciaio dolce A36 e acciaio altoresistenziale da 100 ksi. Stessa matrice a V, stesso punzone, stessa profondità di penetrazione per ottenere 90° sotto carico.
Rilasciale.
L’acciaio dolce potrebbe tornare indietro di 2°. Quello altoresistenziale potrebbe aprirsi di 5° o più. Perché? Perché il limite di snervamento definisce quanta tensione il materiale può sopportare elasticamente prima che la deformazione permanente prevalga. Un limite di snervamento più alto significa una regione elastica più ampia nella sezione di piegatura.
Il ritorno elastico aumenta con:
L’ultimo è importante. Un raggio interno più grande distribuisce la deformazione su più materiale, riducendo la deformazione plastica massima all’apice. Una parte maggiore della sezione resta elastica. Maggiore recupero.
Le presse piegatrici CNC moderne cercano di nascondertelo con librerie di materiali. Inserisci “304 inox, 6 mm” e il controllo applica un valore di compensazione. Funziona solo se il foglio reale corrisponde al carico di snervamento previsto. Ho visto lotti di inox variare a tal punto da spostare il ritorno elastico di un grado. Su un pezzo con quattro pieghe, l’errore si accumula. Due gradi per piega diventano otto gradi di errore complessivo. È rilavorazione. È scarto. Sono dollari per pollice di scarto impilati come fiches da poker.
Esegui una piega di prova. Misura l’angolo a vuoto. Regola la scelta del punzone o la sovrapiega programmata di conseguenza. Considera il primo colpo come raccolta dati, non produzione. Controlla la tua posizione.
Ora sfatiamo un mito che costa denaro alle officine.
Nella piegatura in aria, il raggio interno di piega è principalmente funzione dell’apertura della matrice, non del raggio della punta del punzone. Una regola empirica comune: raggio interno ≈ 1/8 dell’apertura a V per l’acciaio dolce. Quindi, se stai usando una V da 40 mm, avrai approssimativamente un raggio interno di 6–7 mm, indipendentemente dal fatto che la punta del tuo punzone sia R1 o R3.
Ho visto acquirenti specificare un punzone R0.5 aspettandosi un angolo interno affilato come un rasoio, lasciando però la V ampia per ridurre la tonnellata. Ottengono lo stesso ampio raggio, più una maggiore pressione di contatto all’apice. Aumentano i segni sulla superficie. Aumenta l’usura dell’utensile. La costanza dell’angolo cambia appena.
Se hai davvero bisogno di un raggio interno più stretto, devi ridurre la V. Ma abbiamo già percorso quella strada. Una V più stretta significa più tonnellate per pollice. Una riduzione da 8× spessore a 6× può far crescere la forza in modo drastico. Un’altra volta, negoziazione strutturale.
Quindi il raggio della punta del punzone conta di più quando si lavora in bottoming o coining—quando il materiale è costretto a conformarsi al punzone. Nella pura piegatura in aria, la matrice controlla il raggio e il punzone controlla la concentrazione di deformazione e il comportamento del ritorno elastico.
La geometria è secondaria rispetto al percorso del carico. È sempre stato così.
Immagina un pezzo da 1200 mm con una flangia che tocca solo 300 mm del punzone al momento della forza massima. Ora aggiungi una piega di ritorno che si avvolge verso il corpo del punzone.
Selezioni un punzone acuto per contrastare il ritorno elastico. Funziona sull’angolo. Ma sulla seconda piega, la flangia formata si scontra con il gambo del punzone prima di raggiungere la penetrazione completa. Quindi cambi con un punzone a collo d’oca per avere spazio libero.
Ecco il paradosso: il collo d’oca ti dà adattamento fisico, ma il suo profilo più lungo e alleggerito può flettersi di più sotto carico. Maggiore flessione cambia la penetrazione reale all’apice. Questo altera l’angolo sotto carico. Che a sua volta cambia l’angolo a scarico dopo il ritorno elastico.
Su pezzi con più pieghe, la tensione residua della prima piega modifica il ritorno elastico della seconda. Ho misurato una compensazione di 4° necessaria sulla prima piega e di 4,5° sulla seconda nello stesso materiale. Ogni piega riscrive la mappa delle tensioni. Se presumi che un solo angolo di compensazione valga per tutte, l’errore si moltiplica lungo la linea.
Quindi, con la geometria a collo d’oca, stai bilanciando tre variabili:
Non lo risolvi solo dal pannello di controllo. Lo risolvi con provini, misurazione dell’angolo dopo il rilascio e un’analisi fredda di tonnellate per pollice rispetto alla capacità nominale dell’utensile.
La scelta dell’utensileria è una negoziazione ad alto rischio tra acciaio e acciaio. La tonnellata è la valuta. Il ritorno elastico è la clausola in piccolo. Una volta che il martinetto scende, il contratto viene applicato sull’acciaio.
E anche quando la matematica è giusta e la geometria è giusta, c’è ancora un altro modo in cui l’accordo può crollare: l’allineamento.
Hai fatto i calcoli. Le tonnellate per pollice sono al di sotto del rating dell’utensile. La larghezza della matrice corrisponde allo spessore. Il ritorno elastico è previsto, testato, compensato.
Allora come può l’angolo finale ancora variare?
Perché la forza non si cura del tuo foglio di calcolo. Scorre dove l’acciaio tocca realmente. E se il martinetto, il punzone e la matrice non sono posizionati sullo stesso piano entro pochi centesimi di millimetro, il tuo calcolo pulito di 50 tonnellate diventa un picco sbilanciato su una spalla mentre l’altro lato lavora a metà carico. La media è ancora 50. Il picco locale può essere 70. È così che si comincia a scavare schegge fuori dalla matrice.
Abbiamo detto che il controllo del ritorno elastico è un problema di struttura e di distribuzione delle forze. L’allineamento è la parte in cui questa distribuzione rimane uniforme—o si trasforma in un filo di coltello.
La matematica non mente. Ma presuppone un appoggio parallelo.
E quell’assunzione è costosa.
Un bancale di pressa si flette. Tutti lo fanno. Sotto carico, il centro tende a piegarsi mentre le estremità restano sostenute dal telaio. Se non lo compensi, il centro del pezzo subisce meno penetrazione rispetto ai bordi, e il tuo obiettivo di 90° diventa 88° al centro e 91° alle estremità.
La bombatura è la correzione—una camber meccanica o idraulica integrata nel bancale per compensare la flessione prevista sotto un determinato carico. La parola chiave è prevista.
Ecco dove i laboratori si ingannano da soli: regolano la bombatura basandosi sulla tonnellata totale, non sulla tonnellata per pollice e la lunghezza effettiva di contatto. Immagina un pezzo da 1200 mm con una flangia che tocca solo 300 mm del punzone al picco di forza. Il display può mostrare 60 tonnellate totali, ma quella forza è concentrata su un quarto della lunghezza. Il bancale si flette in modo diverso da quanto presuppone la tua curva di bombatura.
Ora non stai compensando. Stai indovinando.
Ipotetico, ma realistico: il tuo utensile è classificato per 80 tonnellate per metro. Calcoli 60. Sicuro, no? Ma se disallineamento e flessione irregolare del bancale spostano il 20% in più di carico su una zona di 300 mm, quel segmento locale vede l’equivalente di 72 tonnellate per metro. Aggiungi un utensile usurato che richiede un margine di sicurezza del 20%, e hai superato silenziosamente il limite. Non è un errore di arrotondamento. Sono euro per pollice di scarto e una spalla scheggiata pronta a verificarsi.
La soluzione non è mistica. Verifica il parallelismo tra martinetto e bancale. Misura l’angolo reale di piega lungo la lunghezza in una prova. Regola la bombatura in base alla realtà del contatto, non all’ottimismo del display.
Poi controlla il tuo appoggio.
Gli errori di allineamento raramente si annunciano con un botto. Si insinuano con una chiave inglese.
I sistemi di bloccaggio manuale si basano su bulloni segmentati che tirano il punzone verso la slitta. Se un bullone viene serrato più forte, quel segmento si posiziona più in alto. Stiamo parlando di tolleranze dell’ordine di 0,05 mm lungo il banco. È più sottile di un biglietto da visita. Se lo manchi, un’estremità del punzone entra in contatto per prima.
Il primo contatto prende il primo carico. Il primo carico subisce una maggiore sollecitazione.
Il bloccaggio idraulico uniforma quella pressione lungo tutta la lunghezza, ma non risolve spalle sporche, bave sotto la linguetta o un truciolo intrappolato tra punzone e supporto. L’acciaio contro acciaio non perdona i detriti. Un truciolo sotto un segmento diventa un fulcro. Adesso il tuo calcolo di tonnellaggio perfetto si basa su un punto di leva che non avevi previsto.
Ed ecco l’effetto a cascata: il carico disomogeneo accelera l’usura su quella sezione sovraccaricata. L’utensile usurato richiede una penetrazione maggiore per raggiungere lo stesso angolo di carico. Più penetrazione significa più tonnellaggio. Un errore di allineamento diventa un problema di tonnellaggio tre settimane dopo, e nessuno collega i punti.
Pensavi di star gestendo il limite di snervamento e la larghezza della matrice. In realtà stavi gestendo la disciplina di bloccaggio.
Quindi, prima di fidarti della correzione d’angolo del controllo, leviga le spalle. Pulisci le linguette. Serrare in modo uniforme o verifica la pressione idraulica. Indica il punzone se necessario.
Poi controlla il tuo appoggio.
Risposta breve: no.
Se il passo successivo è parlare direttamente con il team, Contattaci è il passo più naturale.
Per i lettori che desiderano materiali dettagliati, Brochure è una risorsa di approfondimento utile.
Risposta lunga: gli utensili premium sono rettificati in modo più diritto, più duro e più coerente rispetto all’acciaio economico. Distribuiscono il carico in modo eccellente — se la macchina lo applica uniformemente. Ma la capacità strutturale non è una questione di geometria; è una questione di forza per unità di lunghezza. Se la slitta non è parallela, il miglior punzone del catalogo diventa un piede di porco.
Poniamo che la tua slitta sia più alta a sinistra di 0,08 mm lungo due metri. Sembra irrilevante. Sotto carico, quel lato entra in contatto per primo e inizia la deformazione plastica mentre il lato destro è ancora in chiusura a vuoto. Quando il lato destro si aggancia completamente, il sinistro si è già deformato più in profondità nella V. Rilascia la slitta e non otterrai un ritorno elastico uniforme. Otterrai una torsione. Un’estremità torna da uno stato di deformazione più elevato dell’altra.
L’errore d’angolo non deriva più dalla memoria del materiale. Deriva dalla storia di deformazione asimmetrica.
E gli utensili premium non possono riscrivere quella storia.
Ho visto officine inseguire questo problema con regolazioni di sovrapiega, aggiungendo un grado qui, togliendone uno là, come se lo schermo di controllo potesse eliminare un’inclinazione meccanica. Tutto ciò che hanno fatto è stato spingere il lato sovraccarico più vicino al suo limite strutturale. La matematica non è cambiata. La distribuzione sì.
Quindi poni la domanda realistica: quando è stata l’ultima volta che il parallelismo della slitta è stato verificato sotto carico, non solo a macchina ferma? Una macchina fredda misura diversamente da una che porta 40 tonnellate lungo il banco.
Perché una volta che la slitta scende, il contratto è siglato nell’acciaio — e l’acciaio riconosce solo l’appoggio parallelo.
Ecco perché il passo successivo non è un altro calcolo. È una sequenza disciplinata di caricamento e verifica che tratta il setup come l’operazione ad alto rischio che è.
Il lavoro richiedeva 78 tonnellate sulla carta. Piegatura da otto piedi, acciaio dolce da 10 gauge, V da un pollice. Il grafico indicava 9,6 tonnellate per piede. Fai la moltiplicazione e stai sfiorando il limite superiore di una pila utensile da 80 tonnellate. Su una pressa piegatrice da 100 tonnellate, sembra sicuro. Non lo è.
Perché non lavoriamo al valore nominale. Limitiamo il carico di lavoro all“80 percento. Quel calcolo da 78 tonnellate diventa un numero di pianificazione da 62 tonnellate se vuoi assicurarti contro lotti più duri, spalle usurate o un foglio proveniente da una bobina diversa. Ora la domanda non è ”La macchina può farlo?“ ma ”Dove si troveranno quelle 62 tonnellate reali, pollice per pollice, quando acciaio incontra acciaio?”
Ecco la sequenza che evita che il primo colpo diventi scarto:
Questo è il protocollo. Saltare un passaggio significa scommettere dollari per pollice di scarto.
E tutto inizia da dove metti il carico.
Ho visto un’équipe impostare tre stazioni su un piano da 10 piedi: due flange leggere a sinistra, una forma a canale pesante a destra. Il tonnellaggio totale era entro i limiti. La macchina non ha fatto una piega. Ma la stazione pesante portava quasi il 60 percento del carico, situata a 24 pollici fuori centro.
Il telaio della macchina non si cura del tuo layout sul pavimento. Gli importa del momento flettente. Quando decentrate il tonnellaggio, introducete una torsione nel carrello e una deflessione asimmetrica nel piano. Il controllo continuerà a segnalare la forza totale. Non segnalerà che un lato sta lavorando più vicino al limite di snervamento rispetto all’altro.
Quindi calcoliamo un centro di tonnellaggio—allo stesso modo in cui si trova il centro di gravità. Moltiplica il tonnellaggio di ogni stazione per la sua distanza dalla linea centrale della macchina. Somma i momenti. Dividi per il tonnellaggio totale. Questo ti dà il baricentro del carico. Se non si trova sul centro strutturale della macchina, sposta le stazioni finché non lo è.
I pezzi corti ti tentano a ignorarlo. Non farlo.
Ora aggiungi la regola dell’80 percento. Supponiamo che i tuoi utensili siano classificati a 80 tonnellate per metro, e che la tua stazione pesante ne richieda il 70 percento localmente. Pensi di essere al sicuro perché il carico totale della macchina è modesto. Ma se quella stazione è decentrata, la deflessione dinamica può far salire localmente la forza oltre la portata. La matematica non mente. La distribuzione riscrive la sopravvivenza.
Nelle presse piegatrici CNC a corsa discendente, il controllo corregge la posizione in tempo reale. Questo aiuta la precisione dell’angolo. Non elimina però la torsione del telaio causata da una cattiva distribuzione del carico. I modelli a corsa ascendente sono ancora meno tolleranti perché il percorso di applicazione della forza è diverso; i carichi decentrati si manifestano come una visibile inclinazione angolare tra le stazioni.
Bilancia prima il centro di tonnellaggio. Poi bloccalo.
Controlla il tuo posizionamento.
Ho ritirato i punzoni e trovato una scheggia non più spessa della vernice da tracciatura seccata sotto la linguetta. Quell’aufrico ha costato un giorno di produzione.
Il posizionamento non è estetico. È strutturale. Una bava di 0,03 mm sotto un segmento diventa un perno. Sotto 50 tonnellate, quel perno concentra il carico sulla spalla adiacente. La spalla cede microscopicamente. La corsa successiva richiede una penetrazione più profonda per lo stesso angolo. La tonnellata aumenta. Nessuno lo collega a un granello di acciaio.
Ecco l’ordine di predisposizione:
Poi porta il pistone a 2 mm sopra il contatto lungo tutta la lunghezza. Usa uno spessimetro o una lamina sottile in più punti. Stai cercando una luce uniforme. Se un lato tocca per primo, fermati. Correggi ora, non sotto carico.
Perché una volta sotto carico, il cattivo posizionamento diventa storia di deformazioni.
Controlla il tuo posizionamento.
Immagina un pezzo da 1200 mm con una flangia che tocca solo 300 mm del punzone al picco di forza. Se quella zona di contatto è leggermente a sinistra e il pistone è 0,05 mm più alto da quel lato, il bordo sinistro cede per primo e più in profondità. Rilascia il pistone e il pezzo torna in modo irregolare. Leggi 90° a sinistra, 91° a destra.
Non è variabilità di ritorno elastico. È deformazione plastica asimmetrica.
Per verificare il parallelismo, fai un colpo di prova leggero su tutta la lunghezza di contatto prevista—solo abbastanza penetrazione da lasciare una linea di riferimento senza formare completamente. Misura il divario tra punzone e matrice con una lamina di spessore su entrambe le estremità. In alternativa, piega una striscia di calibrazione a piena lunghezza e misura l’angolo a intervalli di 100 mm.
Stai cercando una torsione. Qualsiasi variazione d’angolo costante lungo la lunghezza significa che il carico non si distribuisce in modo uniforme.
Correggi con la regolazione del parallelismo del pistone e il camber calibrato sulla lunghezza effettiva di contatto, non sulla campata teorica del banco. Solo quando gli angoli corrispondono entro la tua tolleranza su tutta la lunghezza procedi alla profondità di produzione.
La macchina non correggerà il bias meccanico con il software.
Controlla il tuo posizionamento.
La maggior parte degli operatori guarda a un solo numero: l’angolo finale. È solo metà della storia.
Alla prima piegatura controllata, osservo tre cose:
Se la penetrazione è più profonda del previsto, chiediti perché. Il limite di snervamento del materiale potrebbe essere più alto di quanto assunto nella tabella. L’acciaio inossidabile è famoso per questo; due lotti etichettati allo stesso modo possono richiedere forze sensibilmente diverse. Se hai calcolato 60 tonnellate e la macchina sale verso 72 prima di raggiungere l’angolo, la tua riserva del 20 percento è appena svanita.
La matematica non mente, ma il tuo input potrebbe essere sbagliato.
Ora considera la larghezza della matrice. Una V più ampia riduce sì il tonnellaggio. Ma aumenta anche il raggio interno e il requisito minimo della flangia. Ho visto un'officina aprire la V per risparmiare tonnellaggio, ottenere perfettamente l’angolo, e poi scoprire che la geometria della flangia non si adattava nella fase successiva. Hanno protetto la capacità strutturale e sacrificato la funzione fisica.
Questa è la negoziazione. Resistenza allo snervamento, larghezza della matrice e capacità dell’utensile stanno discutendo nella stessa stanza. La prima piegatura di prova ti dice chi sta vincendo.
Se il tonnellaggio è alto e il raggio stretto, valuta di aumentare la larghezza della V e ricalcolare la fattibilità della flangia prima di impegnarti. Se il tonnellaggio è confortevole ma l’angolo varia lungo la lunghezza, rivedi la seduta e il centro del tonnellaggio prima di modificare il programma.
Una piegatura. Tre diagnostiche.
Il programma indica un raggio interno di 1,6 mm. Quel valore proviene da una tabella che assume un’apertura V specifica—spesso circa il 16 percento della larghezza della V nella piegatura in aria. Ma le tabelle assumono uno snervamento nominale.
Dopo la prima piegatura, taglia e lucida un campione oppure usa correttamente le dime per il raggio posizionate all’interno della piegatura. Confronta il raggio reale con quello previsto dal programma. Se il vero raggio è maggiore, o la V è ampia rispetto allo spessore o il materiale ha ceduto diversamente da quanto previsto. Un raggio più grande significa spesso una deformazione di picco più bassa e un tonnellaggio leggermente minore del previsto. Un raggio più piccolo nella piegatura in aria di solito significa che sei più vicino alla piegatura a fondo di quanto pensi—e la piegatura a fondo moltiplica rapidamente la forza.
La forza aumenta di circa 1,5 volte quando si passa dalla piegatura in aria alla piegatura a fondo. Non è un errore di arrotondamento. È una questione di sopravvivenza degli utensili.
Quindi misura. Non presumere che il modello del controllo corrisponda all’acciaio di oggi.
Quando il vero raggio, l’uniformità dell’angolo e il tonnellaggio misurato coincidono con la tua riserva pianificata, ti sei guadagnato il diritto di avviare la produzione.
L’acciaio ha firmato il contratto.
Ora chiediti una cosa prima di premere il ciclo: se questo carico si spostasse di cinque centimetri a sinistra, qualcosa in questa configurazione lavorerebbe oltre il proprio limite?
Se puoi rispondere senza esitazione, non stai solo impostando un lavoro. Stai gestendo volontariamente il rischio strutturale.
La produzione è il luogo in cui iniziano i fallimenti silenziosi.
I primi dieci pezzi sembrano puliti. L’angolo si mantiene. Il tonnellaggio sul contatore corrisponde ai tuoi calcoli. Poi, dopo tre ore, la macchina richiede l’8 percento in più di penetrazione per ottenere lo stesso angolo. Nessuno ha cambiato il programma. Nessuno ha toccato l’attrezzatura. Ma qualcosa si è mosso.
Se stai ancora chiedendo “questo punzone si adatta a questo portapunzoni?”, inseguirai fantasmi. La vera domanda, una volta che la produzione è in corso, è più semplice e più difficile: questo pacchetto sta ancora resistendo al carico che gli sto applicando, esattamente nel punto in cui lo sto scaricando?
Perché il carico si sposta. Il limite di snervamento del materiale varia da lotto a lotto. Gli operatori spostano i pezzi a sinistra o a destra per evitare un dito del riscontro posteriore. Le impostazioni di bombatura restano fisse mentre cambia la lunghezza di contatto. È così che un lavoro da 120 tonnellate diventa silenziosamente 135 su una spalla. La macchina non si lamenta. La matrice sì.
La matematica non mente, ma funziona solo se continui a misurare ciò che la matematica ha presupposto.
Quindi il quadro cambia. Prima dell’inizio del ciclo, ti sei chiesto se il setup potesse sopportare la forza calcolata. Durante la produzione, ti chiedi se la forza stia ancora colpendo dove avevi previsto — e se l’acciaio abbia riscritto il contratto.
Questo è il passaggio dall’adattamento alla prestazione.
E la prestazione fallisce prima ai bordi.
L’affondamento della spalla è una deformazione plastica microscopica sulla spalla della matrice sotto carichi elevati ripetuti. La compressione della punta è la stessa storia sulla punta del punzone. Non vedrai nessuno dei due finché la precisione non inizierà a deviare.
Ecco cosa osservo:
Ognuno di questi è una mappa del carico tracciata nell’acciaio.
Facciamo un’ipotesi: utensile da 10 piedi, 140 tonnellate totali calcolate. Sono 14 tonnellate per piede in media. Ma la realtà della produzione porta 4 piedi di contatto effettivo leggermente a sinistra del centro. Ora sei più vicino a 35 tonnellate per piede in quella zona. Se la matrice è classificata per 30 tonnellate per piede, stai accumulando 5 tonnellate per piede di deformazione plastica ad ogni ciclo.
Detto in linguaggio di officina: se quella matrice costa $1,200 e subisce 0.001 pollici di deformazione permanente ogni 200 cicli, stai pagando dollari per pollice di scarto molto prima che si crepi.
Il metodo di monitoraggio è semplice e meccanico:
Se la tonnellata aumenta o la penetrazione cresce, fermati e ricalcola le tonnellate per piede in base alla lunghezza di contatto reale, non alla lunghezza teorica del piano. Poi confronta quel valore con il componente con la valutazione più bassa nella pila.
È così che rilevi il sovraccarico prima che l’acciaio prenda la decisione per te.
Controlla il tuo posizionamento.
Quando l’angolo devia, la tentazione è quella di “sfiorare” la matrice sulla mola.
Ho visto più precisione persa alle mole che al sovraccarico.
La molatura rimuove materiale in modo uniforme. L’affondamento della spalla non avviene in modo uniforme. Se i 300 mm di sinistra hanno ceduto di 0,02 mm e moli tutti i 3 metri per ripulire, hai appena accorciato ogni segmento. Ora il tuo riferimento dell’altezza di chiusura cambia, i tuoi numeri di profondità CNC mentono e la tua curva di bombatura non corrisponde più alla realtà.
Peggio ancora, hai ridotto la massa della sezione trasversale sulla spalla. La capacità strutturale non è solo una valutazione sulla carta; è il modulo della sezione, cioè la geometria che resiste alla flessione. Rimuovi acciaio, perdi rigidità. La prossima corsa richiede una penetrazione leggermente più profonda. La tonnellata aumenta. Moli di nuovo.
Quella spirale è costosa in un modo che gli operatori non vedono. Supponiamo che ogni molatura riduca la vita dell’utensile del 10 percento e che tu lo riassetti ogni trimestre. In due anni, hai buttato via metà del margine strutturale per cui hai pagato. I dollari per pollice di scarto diventano dollari per pollice di utensile.
La soluzione non è una correzione cosmetica. È un ricalcolo della causa principale: la larghezza della matrice era troppo stretta, la resistenza del materiale più alta del previsto, il metodo di piegatura più vicino alla calibratura che alla piegatura in aria?
La molatura nasconde gli errori di calcolo. Non li risolve.
Controlla il tuo posizionamento.
Prima che qualunque utensile tocchi il premistoppa, pongo sei domande. Non nella mia testa. Su carta.
Se una qualsiasi risposta è incerta, allargo la V, cambio metodo o divido la piegatura in più fasi.
L’unica cosa da portare avanti è questa: la tonnellata della macchina è globale; il guasto è locale. Non è evidente finché non hai rotto una matrice nel mezzo di una corsa perfettamente “sicura” da 150 tonnellate.
Un quadro conta solo se sopravvive a un turno intenso.
Quindi lo trasformo in controlli:
Questo non è burocrazia. È contabilità strutturale.
Immagina un pezzo da 1200 mm con una flangia che tocca solo 300 mm del punzone al picco della forza. Se la produzione inizia ad alternare il carico a sinistra e a destra per velocizzare il ciclo, hai appena creato una sollecitazione asimmetrica ciclica nell’insieme di utensili. Con il tempo, è così che il parallelismo si sposta anche se il tuo setup era perfetto.
Registrando insieme tonnellate e penetrazione, vedi quella deriva precocemente. Se la penetrazione aumenta ma le tonnellate no, il materiale è cambiato. Se le tonnellate aumentano per lo stesso angolo, la lunghezza di contatto si è ridotta o stai avvicinandoti al fondo corsa. Ogni schema racconta una storia diversa.
La matematica non mente. Ma solo se continui a nutrirla con la verità.
In trent’anni, ho imparato questo: la piegatura CNC di precisione non riguarda la ricerca di un’impostazione e l’allontanarsi. Riguarda l’esecuzione di un esperimento controllato ogni volta che il martino scende, verificando che l’acciaio si comporti entro i limiti che hai stabilito.
Prima dell’avvio del ciclo, chiediti: può sopportare il carico?
Durante la produzione, continua a chiederti: sta ancora sopportandolo dove penso che lo stia facendo?
Questo è l’approccio. Non la vestibilità. Non la tonnellata di targa.
Prestazioni sotto forza reale.


















