

El último punzón que vi explotar encajaba en el portaherramientas como si hubiera nacido allí.
Sesenta toneladas por pie, grabadas con láser justo en el vástago. El trabajo requería 78. El operador se encogió de hombros. “Está bien asentado.” Cuando el ariete bajó, la sección central se partió y lanzó una astilla a través de la cortina de luz. Cinco minutos de configuración. Ocho mil dólares en herramientas. Dos días de inactividad. Al acero no le importó que encajara perfectamente en su lugar.
Esa es la brecha que la mayoría de los talleres nunca logra cerrar.
Puedes deslizar un punzón de un metro (3 pies) en un portaherramientas de rectificado de precisión y sentir ese chasquido magnético limpio. Sin bamboleo. Sin espacio. Se siente seguro. Pero la capacidad estructural no es una cuestión de geometría; es una cuestión de fuerza por longitud.
Toma acero dulce de 4 mm sobre 1000 mm con una matriz en V de 32 mm. Las tablas estándar indican alrededor de 330 kN por metro para doblado al aire, suponiendo una resistencia a la tracción de unos 450 N/mm². Cámbialo por acero inoxidable y multiplicas por 1,5. Ahora estás cerca de 500 kN/m. ¿Acero cromo-molibdeno? Dóblalo. Las matemáticas no mienten.
Si tu punzón está clasificado para 60 toneladas por pie y tu cálculo requiere 78, no estás “un poco por encima”. Estás un 30–150 % por encima del límite elástico en una herramienta endurecida diseñada tal vez con un margen de seguridad del 10–15 %. Esa diferencia se traduce en dólares por pulgada de desperdicio y herramientas fracturadas. Verifica tu asiento.
Entonces, ¿dónde está el verdadero punto sin retorno?
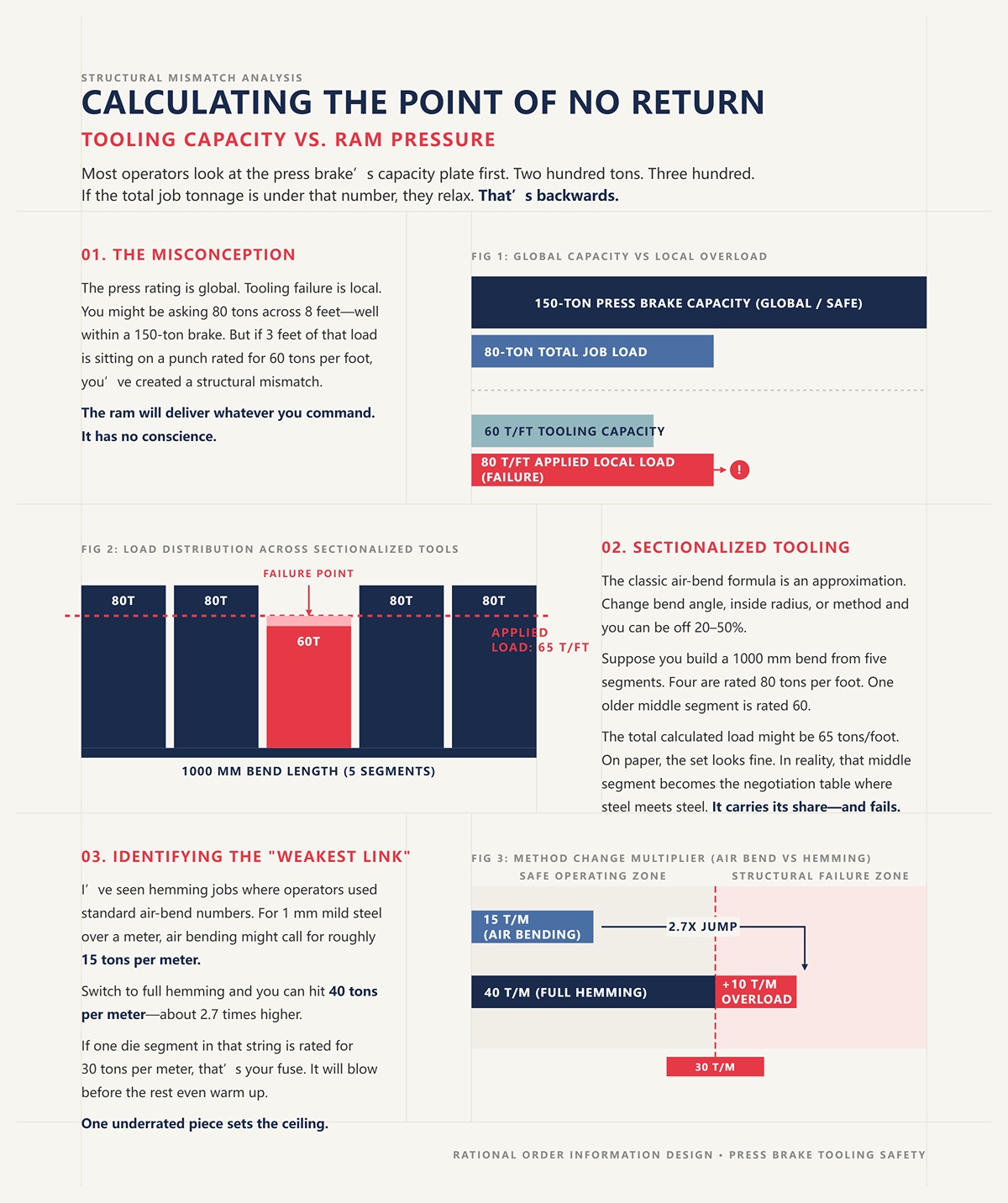
La mayoría de los operadores mira primero la placa de capacidad de la prensa plegadora. Doscientas toneladas. Trescientas. Si el tonelaje total del trabajo está por debajo de ese número, se relajan.
Eso está al revés.
La clasificación de la prensa es global. La falla de la herramienta es local. Puedes estar aplicando 80 toneladas en 8 pies, bien dentro de una prensa de 150 toneladas. Pero si 3 de esos pies están apoyados en un punzón clasificado para 60 toneladas por pie, has creado una incompatibilidad estructural. El ariete entregará lo que le ordenes. No tiene conciencia.
El punto sin retorno es donde las toneladas por pie requeridas superan el componente con menor clasificación en el conjunto: punzón, matriz, portaherramientas o abrazadera, no solo el bastidor de la máquina. En la práctica, por eso la prensa y las herramientas deben estar diseñadas como un sistema unificado. Una plataforma totalmente controlada por CNC, como una solución de prensa plegadora CNC de CN-HAWE, está diseñada para gestionar la fuerza de doblado, la distribución y la repetibilidad en aplicaciones de chapa metálica de alta gama, ayudando a garantizar que la presión del ariete ordenada permanezca alineada con la capacidad real de la herramienta. Verifica tu asiento, porque una vez que se sobrecarga el componente con menor clasificación, la falla ya está en marcha.
Aquí es donde se pone resbaladizo. La fórmula clásica del doblado al aire —fuerza proporcional al cuadrado del espesor por la longitud dividida por la abertura en V— es una aproximación. Cambia el ángulo de doblado, el radio interior o el método, y puedes tener un error del 20 al 50 %.
Ahora añade herramientas seccionalizadas.
Supongamos que construyes un doblez de 1000 mm con cinco segmentos. Cuatro están clasificados para 80 toneladas por pie. Un segmento medio más antiguo está clasificado para 60. La carga total calculada podría equivaler a 65 toneladas por pie. En el papel, el “conjunto” parece correcto. En realidad, ese segmento del medio se convierte en la mesa de negociación donde el acero se encuentra con el acero. Soporta su parte, y a veces más si la alineación no es perfecta.
Las matemáticas no mienten, pero las malas suposiciones sí. Calcula siempre las toneladas por metro para el material y método específicos, luego compáralas con la clasificación de cada segmento, no con el promedio. Verifica tu asiento.
He visto trabajos de plegado en los que los operarios utilizaron valores estándar de plegado por aire. Para acero dulce de 1 mm a lo largo de un metro, el plegado por aire podría requerir aproximadamente 15 toneladas por metro con herramientas de lágrima. Cambia a plegado completo y puedes alcanzar las 40 toneladas por metro, unas 2.7 veces más.
Si un segmento de matriz en esa serie está clasificado para 30 toneladas por metro, esa es tu fusión. Se romperá antes de que el resto siquiera se caliente.
El eslabón más débil no siempre es evidente. Puede ser un inserto estrecho de matriz, un segmento corto de punzón, incluso el sistema de sujeción. Una pieza subestimada fija el límite para todo el conjunto. Las matemáticas no negocian. Revisa tu asiento.
¿Pero qué sucede cuando la carga no se comparte de manera uniforme?
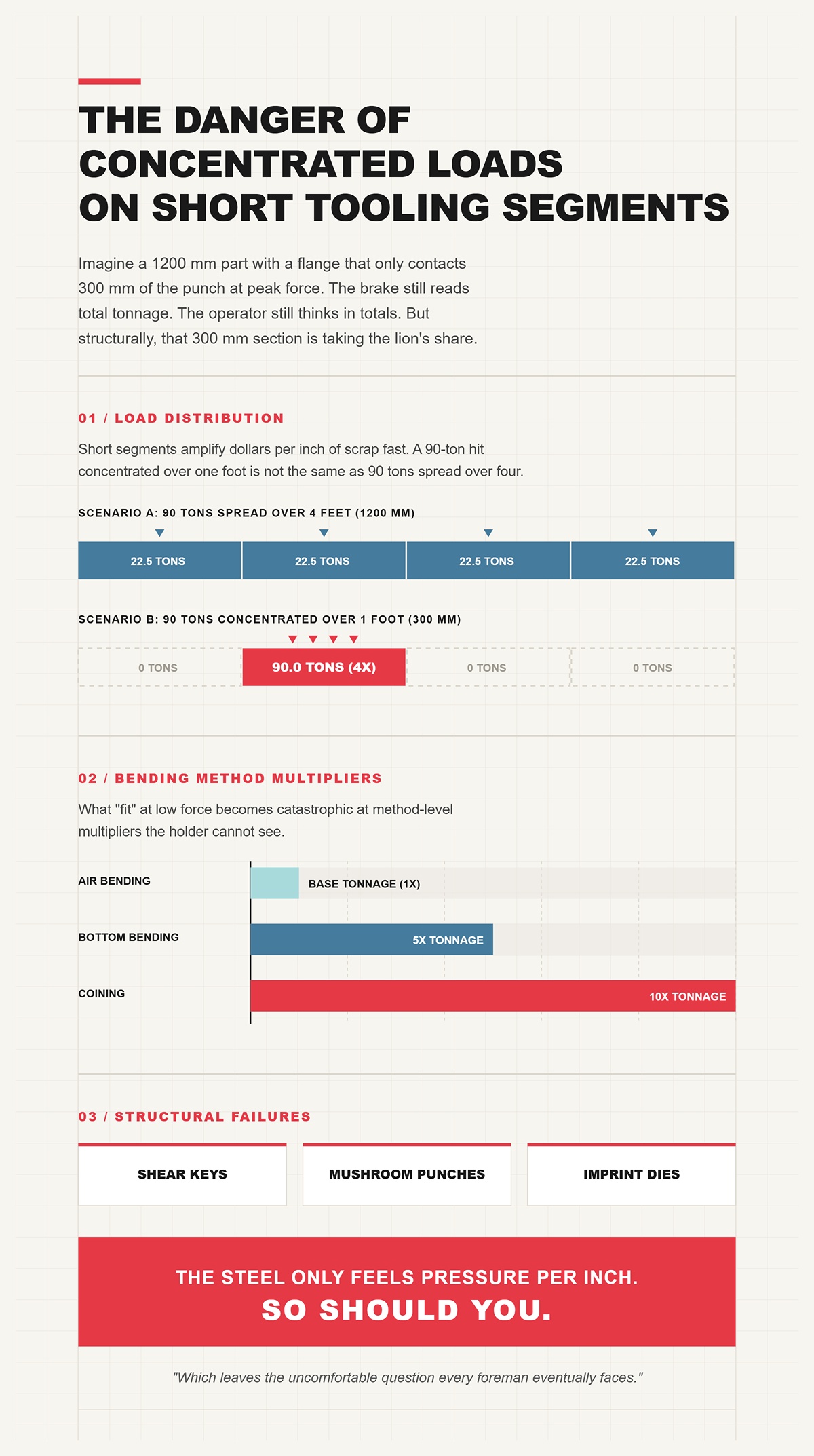
Imagina una pieza de 1200 mm con un reborde que solo contacta 300 mm del punzón en el punto de máxima fuerza. La prensa plegadora aún indica la tonelaje total. El operario aún piensa en totales. Pero estructuralmente, esa sección de 300 mm soporta la mayor parte de la carga.
Los segmentos cortos aumentan rápidamente el costo por pulgada de desperdicio. Un golpe de 90 toneladas concentrado en un pie no es lo mismo que 90 toneladas distribuidas en cuatro. Así es como se cortan llaves, se deforman punzones y se marcan matrices.
Agrega plegado inferior—cinco veces la tonelaje del plegado por aire—o acuñado con diez veces, y el margen desaparece. Lo que “encajaba” a baja fuerza se vuelve catastrófico con los multiplicadores del método que el soporte no puede ver.
El acero solo siente la presión por pulgada. Tú también deberías.
Lo que deja la incómoda pregunta que todo capataz enfrenta eventualmente.

En la mayoría de los talleres reales, la prensa plegadora sobrevive. Está sobredimensionada, con un armazón masivo, y diseñada para ciclos de carga completa.
La pieza cede primero si tu tonelaje supera el rango elástico del material. Eso es desperdicio a una tasa calculable: a veces centavos por pulgada, a veces cientos si es una aleación aeroespacial.
La herramienta se rompe cuando la fuerza requerida excede la capacidad de su sección transversal endurecida. Eso son miles en un instante.
Y si sobrecargas constantemente, la prensa desarrolla deflexión de cama, torsión del ariete o grietas en los marcos laterales. Ahí es cuando el tiempo de inactividad empieza a medirse en semanas.
Así que el cambio cognitivo que quiero grabar en ti es este: deja de preguntar si la herramienta encaja. Empieza a preguntar si cada componente en el conjunto puede sobrevivir estructuralmente las toneladas por longitud que tu material exige.
Porque una vez que el ariete baja, el contrato se cumple en acero.
Una vez vi a un joven operario marcar con azul una placa de 4 mm—tinte de trazado en la parte inferior—luego hizo un plegado por aire lento y la sacó para leer las marcas de contacto en los hombros de la matriz. El contacto no estaba centrado. Mordía fuerte de un lado y ligero del otro. Ese tinte dijo la verdad que la pantalla de tonelaje no podía: la carga no se distribuía como asumía la hoja de configuración.
Ese es tu primer control práctico. Usa tinte de trazado o película de presión en los hombros de la matriz, haz un golpe controlado con la tonelaje calculada e inspecciona el contacto. Si la marca es desigual, tus toneladas por longitud son desiguales, y algún segmento está negociando más duro que los demás. Calza, vuelve a asentar, y vuelve a verificar. Las matemáticas no mienten, pero solo si la geometría coincide con las matemáticas.
Aquí es donde los operadores se vuelven informales. Tratan la apertura en V como una conveniencia —“¿Qué hay en el bastidor?”— en lugar de verla como la palanca principal que determina la fuerza. La fórmula estándar del doblado al aire escala aproximadamente con el espesor al cuadrado dividido por la apertura en V. Si duplicas la V, más o menos reduces a la mitad el tonelaje. Si mantienes la V ajustada, la carga sube rápidamente. El límite elástico actúa dentro de esa ecuación como un multiplicador. Un acero más resistente exige más fuerza para la misma geometría. Si no ensanchas la V para compensar, empujas toneladas por pie hacia el segmento más débil de tu línea.
Así es como verificas y controlas la distribución en la práctica:
La apertura del troquel no se trata del ajuste. Se trata de la supervivencia estructural bajo una carga impulsada por el límite elástico. Cambia la V, y cambias las condiciones de negociación antes de que el pisón se mueva.
El trabajo requería un equivalente de 78 toneladas por pie en acero dulce de 6 mm. Usando la vieja regla de 8×—apertura en V unas ocho veces el espesor del material—elegimos un troquel de 48 mm. Los números cuadraban. La carga por longitud quedaba justo por debajo del límite del punzón. Limpio.
Entonces el certificado del material llegó incorrecto. No era acero dulce con una resistencia a la tracción de aproximadamente 60,000 PSI. Era estructural de alta resistencia que alcanzaba los 100,000 PSI. Mismo espesor. Misma V. El tonelaje requerido aumentó aproximadamente en la proporción de las resistencias a la tracción. No necesitas una pizarra para ver el problema. Ya no estás en 78. Estás por encima de 120 por pie.
La regla de 8× funciona porque equilibra el radio interior, el tonelaje y la ductilidad del material para aceros comunes de bajo carbono. Pero cuando el límite elástico aumenta, esa regla deja de protegerte. O abres la V—10×, incluso 12× el espesor—o aceptas un aumento pronunciado en toneladas por longitud. Y las toneladas por longitud son las que rompen las herramientas, no las buenas intenciones.
Las aleaciones de alta resistencia son la excepción que confirma la regla: la apertura en V debe crecer con la resistencia si quieres mantener constante la carga estructural. Verifica tu asiento.
El acero inoxidable con un espesor similar al acero dulce suele requerir entre 1.4 y 1.6 veces la fuerza, según la calidad y condición. El aluminio 6061-T6 también puede sorprenderte; aunque se le considere “blando” en conversación, su resistencia a la tracción en temple T6 es lo suficientemente alta como para exigir un tonelaje real, y se agrieta si fuerzas un radio demasiado apretado.
He visto a operadores mantener la misma V de 8× del acero dulce y simplemente “empujar más fuerte” en acero inoxidable. Lo que realmente sucede es que la presión de contacto en los hombros del troquel se dispara, comienza el adherimiento y tus toneladas localizadas por pulgada suben hasta el límite de fluencia de la herramienta. Los dólares por pulgada de desperdicio se manifiestan como desgarros superficiales y microgrietas en la línea de doblado.
Abre la V a 10× el espesor para el acero inoxidable como punto de partida. Para el 6061-T6, considera tanto el tonelaje como el radio interior mínimo para evitar agrietamientos; una V ligeramente más amplia reduce la fuerza y alivia la tensión. No estás buscando un ajuste. Estás gestionando una carga impulsada por el límite elástico para que el segmento más débil nunca reciba una sorpresa.
Ahora imagina que necesitas un radio interior más cerrado que el que te da la regla de 8×. Reduces de una V de 32 mm a una V de 20 mm en acero de 4 mm para lograr un doblez más agudo.
La fuerza escala inversamente con la V. Reduce la V aproximadamente en 37%, y tu tonelaje aumenta alrededor de 60%. Eso no es intuición lineal—es la ecuación la que habla. Si estabas en 30 toneladas por metro, de repente estás cerca de 48. Mismo material. Misma longitud. Diferente troquel.
Aquí es donde los talleres se queman. Se enfocan en el resultado geométrico—“Necesito una esquina más cerrada”—y olvidan que la capacidad estructural está pagando la factura. Si esas 48 toneladas por metro superan tu segmento de troquel con menor clasificación de 40, acabas de diseñar un punto de falla para ganar un radio.
Los dobleces más agudos cuestan en tonelaje. Las matemáticas no negocian. Verifica tu asiento.
Una vez reemplacé un juego de troqueles que parecía estar bien dimensionalmente, pero tenía hombros afilados y desgastados. Bajo carga, el acero inoxidable se arrastraba por esos bordes como papel de lija sobre aluminio.
El radio del hombro del troquel controla cómo fluye la lámina durante el doblado. Demasiado afilado, y el área de contacto se reduce. La presión de contacto —fuerza dividida entre área— aumenta. Esa presión elevada incrementa la fricción, lo que aumenta ligeramente la fuerza de doblado requerida más allá de la fórmula teórica. También fomenta el agarrotamiento, especialmente con acero inoxidable. El agarrotamiento eleva nuevamente la fricción. Se genera un ciclo de retroalimentación: más fricción, más fuerza, más toneladas localizadas por pulgada.
Ampliar el radio del hombro distribuye el contacto, reduce la presión máxima y suaviza el flujo del material hacia la V. Eso no solo protege el acabado superficial, sino que estabiliza la ruta de carga para que ninguna pequeña franja del hombro del troquel se convierta en el punto oculto de falla.
Inspecciona los hombros del troquel con la misma sospecha con la que inspeccionas las tablas de tonelaje. Un hombro pulido y con el radio adecuado forma parte de tu cálculo estructural, no de un mantenimiento cosmético.
Aquí es donde el método sorprende a las buenas matemáticas.
El doblado por aire puede requerir 30 toneladas por metro en una configuración dada. Cambia a asentado —forzando el material completamente dentro del ángulo del troquel— y la fuerza necesaria puede aumentar aproximadamente a cinco veces la del doblado por aire. El acuñado puede llegar a diez veces. La misma V. El mismo espesor. Método diferente.
Así que si tu cálculo de doblado por aire estaba cómodamente por debajo del límite de 40 toneladas por metro del troquel, asentar esa misma pieza podría exigir 150. El segmento más débil no se preocupa de que el ancho de abertura fuera “correcto”. Solo siente el multiplicador.
La elección del método es una decisión estructural. Si debes asentar para controlar el ángulo, debes aumentar la abertura en V, reducir la longitud de doblado por golpe o dividir la operación en múltiples doblados para mantenerte por debajo de los límites por segmento. De lo contrario, estás firmando un contrato que tu herramienta no puede cumplir. Revisa tu asiento.
Realiza dos doblados por aire idénticos: uno en un troquel limpio y pulido; otro en un troquel con cascarilla incrustada y ligero agarrotamiento. Misma profundidad programada. Resultado de ángulo diferente.
¿Por qué?
La fricción entre la lámina y los hombros del troquel resiste el flujo del material. Mayor fricción significa que la lámina no se desliza con tanta libertad hacia la V, lo que altera ligeramente la geometría efectiva del doblado y aumenta la fuerza requerida. Esa fuerza extra se manifiesta como más deflexión en la prensa y en el conjunto de herramientas, cambiando el ángulo final debido a la recuperación elástica.
Entonces persigues el ángulo desde el control, agregando más profundidad. Eso agrega más fuerza. Lo que agrega más deflexión. Lo que carga ciertos segmentos más de lo que la hoja de cálculo predijo.
Mantén los troqueles limpios. Elimina el agarrotamiento con piedra. Verifica el ángulo con material conocido y resistencia a la tracción documentada. Porque la precisión del ángulo de doblado no se trata solo de geometría y posición del tope trasero; es un subproducto de la fuerza, la fricción y la recuperación elástica.
Y eso nos lleva a la siguiente negociación: una vez que la abertura en V y el método establecen la fuerza, ¿cómo deciden el radio del punzón y la memoria del material dónde quedará finalmente el ángulo cuando se libere la carga?
Doblamos con aire acero inoxidable 304 de 6 mm el invierno pasado. La abertura en V era correcta. El tonelaje por metro estaba cómodamente por debajo del límite del troquel. La profundidad del ariete alcanzó el valor programado. Bajo carga, el ángulo marcaba 90° en el láser. Liberamos la presión.
Se abrió a 94°.
Nada “se movió”. Nada resbaló. La máquina no mintió. El acero simplemente se relajó. Esos cuatro grados son la recuperación elástica —springback— y es la parte de la negociación que la mayoría de los operadores trata como el clima. Pero la capacidad estructural no es una cuestión de geometría; es una cuestión de fuerza por longitud. Y una vez que esa fuerza supera el límite elástico localmente, la porción que no se deformó plásticamente quiere volver a su estado original.
El ángulo final después de liberar la carga equivale a la deformación plástica que forzaste en la curva menos la deformación elástica que el material recupera. No controlas esa recuperación con esperanza. La controlas con la geometría del punzón y la presión del proceso. Las matemáticas no mienten. Revisa tu asiento.
En el doblado al aire, la profundidad de penetración determina el ángulo bajo carga. Un solo punzón puede producir 70° o 130° dependiendo del recorrido. Eso es cierto. Pero cuando hablamos de control del retorno elástico, estamos hablando de lo que sucede después de que el ariete sube.
La práctica estándar para un ángulo final de 90° en acero dulce es un punzón de 85° a 88°. ¿Por qué no un punzón de 90°? Porque los materiales más resistentes tienen más retorno elástico. El acero inoxidable, las aleaciones de alta resistencia y bajo contenido de carbono, el 6061‑T6—todos almacenan más energía elástica en la línea de doblado. Si usas un punzón de 90° y simplemente “empujas más profundo”, aumentas la fuerza y la deflexión en el conjunto de herramientas, pero no cambias la proporción de deformación plástica a elástica en el vértice de manera significativa.
Un punzón agudo incrementa la deformación localizada en el vértice del doblez para la misma abertura de matriz y profundidad de penetración. Más material en el radio interno supera el límite elástico. Menos permanece elástico. Menos deformación elástica significa menos retorno elástico.
Eso no es superstición. Es distribución de la deformación.
Pero ¿qué tan afilado es lo suficientemente afilado antes de que empieces a aplastar la superficie?
He visto un taller cambiar de un punzón de 90° a uno de “compensación” de 83° en un trabajo que tenía un retorno elástico de unos 7°. Esperaban magia. Lo que consiguieron fue una mejora de 3° y una línea pulida en el radio interior.
¿Por qué? Porque siguieron doblando al aire con el mismo V.
Si deseas reducir significativamente el retorno elástico más allá de unos pocos grados, debes incrementar el flujo plástico en el vértice. Eso significa ya sea estrechar la abertura en V (aumentando toneladas por pulgada), o pasar de doblado al aire a conformado por fondo o acuñado ligero, donde la presión sostenida obliga al material a tomar el ángulo de la matriz.
El conformado por fondo puede multiplicar la fuerza requerida aproximadamente por cinco con respecto al doblado al aire. El acuñado puede llegar a diez veces. Eso no es un error de redondeo—es una decisión estructural. Si tu doblado al aire requería 30 toneladas por metro, el conformado por fondo puede exigir 150. Los dólares por pulgada de chatarra aparecen rápido si tu segmento de matriz más débil se limita a 120.
Y aquí está el detalle: el conformado por fondo reduce el retorno elástico no porque el ángulo del punzón sea mágico, sino porque la alta presión localizada induce casi una deformación plástica total en el vértice. Estás comprando estabilidad de ángulo con tonelaje.
El contrato es simple. Más deformación plástica ahora significa menos recuperación elástica después. Las matemáticas no mienten. Revisa tu asiento.
Pero ¿cómo sabes cuánta recuperación esperar antes de siquiera pisar el pedal?
Toma dos chapas de 4 mm: acero dulce A36 y acero de alta resistencia de 100 ksi. Mismo V, mismo punzón, misma profundidad de penetración hasta 90° bajo carga.
Libéralas.
El acero dulce podría recuperar 2°. El de alta resistencia podría abrirse 5° o más. ¿Por qué? Porque el límite elástico define cuánta tensión puede soportar el material de forma elástica antes de que predomine la deformación permanente. Un límite elástico más alto significa una región elástica mayor en la sección transversal del doblez.
El retorno elástico aumenta con:
Ese último factor importa. Un radio interior más grande distribuye la deformación a través de más material, reduciendo la deformación plástica máxima en el ápice. Más parte de la sección transversal permanece elástica. Más recuperación.
Las prensas CNC modernas intentan ocultarte esto mediante bibliotecas de materiales. Introduces “acero inoxidable 304, 6 mm”, y el control aplica un valor de compensación. Eso solo funciona si la lámina real coincide con el límite elástico asumido. He visto partidas de acero inoxidable variar lo suficiente como para alterar el retroceso del doblado en un grado. En una pieza con cuatro dobleces, eso se acumula. Dos grados por doblez se convierten en ocho grados de error acumulado. Eso es retrabajo. Eso es desperdicio. Eso son dólares por pulgada de chatarra apilados como fichas de póker.
Haz una prueba de doblado. Mide el ángulo descargado. Ajusta la elección de punzón o el sobre-doblado programado según corresponda. Trata el primer golpe como recopilación de datos, no producción. Comprueba tu asiente.
Ahora destruyamos un mito que le cuesta dinero a los talleres.
En el doblado al aire, el radio interior del doblez es principalmente una función de la abertura de la matriz, no del radio de la punta del punzón. Una regla general común: radio interior ≈ 1/8 de la abertura en V para acero dulce. Así que si estás utilizando una V de 40 mm, obtendrás aproximadamente un radio interior de 6–7 mm, sin importar si la punta de tu punzón es R1 o R3.
He visto compradores especificar un punzón R0.5 esperando una esquina interior afilada como una navaja, mientras dejan la V ancha para mantener baja la tonelada. Obtienen el mismo radio amplio, además de una presión de contacto más alta en el ápice. Aumentan las marcas en la superficie. Aumenta el desgaste de la herramienta. La consistencia del ángulo apenas cambia.
Si realmente necesitas un radio interior más estrecho, reduces la V. Pero ya recorrimos ese camino. Una V más estrecha significa más toneladas por pulgada. Una reducción de 8× el espesor a 6× puede aumentar la fuerza drásticamente. Otra vez, negociación estructural.
Así que el radio de la punta del punzón importa más cuando estás aplicando fondo o acuñado—cuando el material se ve forzado a ajustarse al punzón. En el doblado al aire puro, la matriz controla el radio, y el punzón controla la concentración de deformación y el comportamiento del retroceso.
La geometría es secundaria a la trayectoria de carga. Siempre lo ha sido.
Imagina una pieza de 1200 mm con un ala que solo contacta 300 mm del punzón en el punto de fuerza máxima. Ahora añade un doblez de retorno que se envuelve hacia el cuerpo del punzón.
Seleccionas un punzón agudo para combatir el retroceso. Funciona en el ángulo. Pero en el segundo doblez, el ala formada choca contra el vástago del punzón antes de alcanzar la penetración total. Así que cambias a un punzón de cuello de ganso para obtener espacio libre.
Aquí está la paradoja: el cuello de ganso te da el ajuste físico, pero su perfil alargado y aligerado puede flexionarse más bajo carga. Más flexión cambia la penetración real en el ápice. Eso altera el ángulo cargado. Lo que a su vez cambia el ángulo descargado después del retroceso.
En piezas con múltiples dobleces, el esfuerzo residual del primer doblez cambia el retroceso del segundo. He medido una compensación de 4° necesaria en el primer doblez y 4.5° en el segundo con el mismo material. Cada doblez reescribe el mapa de tensiones. Si supones que un ángulo de compensación sirve para todos, el error se multiplica a lo largo de la línea.
Así que con la geometría de cuello de ganso, equilibras tres variables:
Eso no lo resuelves solo en la pantalla de control. Lo solucionas con piezas de prueba, medición del ángulo después de liberar, y una mirada fría a toneladas por pulgada frente a la capacidad nominal de la herramienta.
La selección de herramientas es una negociación de alto riesgo entre acero y acero. La tonelada es la moneda. La recuperación elástica es la letra pequeña. Una vez que el carro desciende, el contrato se ejecuta en acero.
Y aun cuando las matemáticas son correctas y la geometría es correcta, hay una manera más en la que este acuerdo puede desmoronarse: la alineación.
Hiciste los cálculos. Las toneladas por pulgada están por debajo de la capacidad de la herramienta. El ancho del dado coincide con el espesor. La recuperación elástica está prevista, probada y compensada.
Entonces, ¿cómo puede variar aún el ángulo final?
Porque la fuerza no se preocupa por tu hoja de cálculo. Fluye donde el acero realmente toca. Y si el carro, el punzón y el dado no están asentados en el mismo plano dentro de unas centésimas de milímetro, tu cálculo limpio de 50 toneladas se convierte en un pico desequilibrado en un hombro mientras el otro lado avanza con la mitad de la carga. El promedio sigue siendo 50. El pico local podría ser 70. Así es como comienzas a sacar astillas de tu dado.
Dijimos que el control de la recuperación elástica es un problema estructural y de distribución de fuerzas. La alineación es la parte donde esa distribución se mantiene pareja, o se convierte en un filo.
Las matemáticas no mienten. Pero suponen asiento paralelo.
Y esa suposición es costosa.
La bancada de una prensa se dobla. Todas lo hacen. Bajo carga, el centro tiende a hundirse mientras los extremos permanecen soportados por el bastidor. Si no contrarrestas eso, el medio de tu pieza ve menos penetración que los bordes, y tu objetivo de 90° se convierte en 88° en el centro y 91° en los extremos.
El abombamiento es la corrección: una curvatura mecánica o hidráulica incorporada en la bancada para contrarrestar la deflexión esperada bajo una carga determinada. La palabra clave es esperada.
Aquí es donde los talleres se engañan a sí mismos: ajustan el abombamiento en función de la tonelada total, no de toneladas por pulgada ni de la longitud real de contacto. Imagina una pieza de 1200 mm con una pestaña que solo contacta 300 mm del punzón en el punto de máxima fuerza. Tu pantalla puede mostrar 60 toneladas totales, pero esa fuerza se concentra en una cuarta parte de la longitud. La bancada se deforma de manera diferente a lo que supone tu curva de abombamiento.
Ahora no estás compensando. Estás adivinando.
Hipotético, pero realista: tu herramienta está clasificada para 80 toneladas por metro. Calculas 60. Seguro, ¿verdad? Pero si el desalineamiento y la deflexión desigual de la bancada trasladan 20% más carga a una región de 300 mm, ese segmento local ve el equivalente a 72 toneladas por metro. Agrega herramientas desgastadas que necesitan un margen de seguridad de 20%, y silenciosamente has superado la clasificación. Eso no es un error de redondeo. Son dólares por pulgada de chatarra y un hombro astillado esperando suceder.
La solución no es mística. Verifica el paralelismo entre el carro y la bancada. Mide el ángulo real de doblado a lo largo de la longitud en una prueba. Ajusta el abombamiento en función de la realidad del contacto, no del optimismo de la pantalla.
Luego revisa tu asiento.
Los errores de alineación rara vez se anuncian con estruendo. Se deslizan con una llave inglesa.
Los sistemas de sujeción manual dependen de pernos segmentados que tiran el punzón hacia el ariete. Si un perno se aprieta más, ese segmento queda más alto. Hablamos de tolerancias del orden de 0.05 mm a lo largo de la bancada. Eso es más delgado que una tarjeta de presentación. Si se pasa por alto, un extremo del punzón hace contacto primero.
El primer contacto recibe la primera carga. La primera carga soporta más tensión.
La sujeción hidráulica iguala esa presión a lo largo del conjunto, pero no corrige hombros sucios, rebabas bajo la lengüeta o una viruta atrapada entre el punzón y el portaherramientas. El acero sobre acero no perdona los residuos. Una viruta bajo un segmento se convierte en un punto de apoyo. Ahora tu cálculo de tonelaje impecable depende de un punto de pivote que nunca planeaste.
Y aquí viene la cascada: la carga desigual acelera el desgaste en esa sección sobrecargada. Las herramientas desgastadas exigen más penetración para alcanzar el mismo ángulo de carga. Más penetración significa más tonelaje. La falla de alineación se convierte en un problema de tonelaje tres semanas después, y nadie conecta los puntos.
Pensabas que estabas negociando la resistencia al rendimiento y el ancho de la matriz. En realidad estabas negociando la disciplina de sujeción.
Así que antes de confiar en la corrección de ángulo del control, pule los hombros. Limpia las lengüetas. Aprieta de manera uniforme o verifica la presión hidráulica. Indica el punzón si es necesario.
Luego revisa tu asiento.
Respuesta corta: no.
Si el siguiente paso es hablar directamente con el equipo, Contáctanos encaja naturalmente aquí.
Para los lectores que deseen materiales detallados, Folletos es un recurso de seguimiento útil.
Respuesta larga: la herramienta de primera calidad está rectificada con más precisión, es más dura y más consistente que el acero económico. Distribuye la carga de manera excelente, si la máquina entrega esa carga de forma uniforme. Pero la capacidad estructural no es una cuestión de geometría; es una cuestión de fuerza por longitud. Si el ariete no está paralelo, el mejor punzón del catálogo se convierte en una palanca.
Supongamos que tu ariete está más alto en el lado izquierdo por 0.08 mm a lo largo de dos metros. Suena trivial. Bajo carga, ese lado hace contacto primero y comienza la deformación plástica mientras el lado derecho todavía está cerrando el aire. Cuando el lado derecho engancha por completo, el izquierdo ya ha cedido más profundamente en la V. Suelta el ariete y no obtienes un resorte uniforme. Obtienes una torsión. Un extremo vuelve desde un estado de tensión más alto que el otro.
El error de ángulo ya no proviene de la memoria del material. Proviene del historial de tensión asimétrica.
Y la herramienta de primera calidad no puede reescribir ese historial.
He visto talleres perseguir esto con ajustes de sobrecurvado, agregando un grado aquí, restando allá, como si la pantalla de control pudiera eliminar una inclinación mecánica. Todo lo que hicieron fue acercar el lado sobrecargado a su límite estructural. Las matemáticas no cambiaron. La distribución sí.
Así que haz la pregunta poco romántica: ¿cuándo fue la última vez que se verificó el paralelismo del ariete bajo carga, no solo en reposo? Una máquina fría se mide de manera diferente a una que lleva 40 toneladas sobre la bancada.
Porque una vez que el ariete cae, el contrato se cumple en acero, y el acero solo respeta el asiento paralelo.
Por eso el siguiente paso no es otro cálculo. Es una secuencia disciplinada de carga y verificación que trata la preparación como la operación de alto riesgo que realmente es.
El trabajo pedía 78 toneladas en el papel. Doblez de ocho pies, acero dulce calibre 10, V de una pulgada. La tabla indicaba 9.6 toneladas por pie. Haz la multiplicación y estarás rozando el límite superior de un conjunto de herramientas de 80 toneladas. En una prensa de 100 toneladas, eso parece seguro. No lo es.
Porque no trabajamos según la placa de características. Limitamos la carga de trabajo al 80 por ciento. Ese cálculo de 78 toneladas acaba de convertirse en un número de planificación de 62 toneladas si quieres asegurarte frente a lotes más duros, hombros desgastados o una lámina que proviene de una bobina distinta. Ahora la pregunta no es “¿Puede la máquina hacerlo?” sino “¿Dónde se ubicarán esas 62 toneladas reales, pulgada a pulgada, cuando el acero se encuentre con el acero?”
Esta es la secuencia que evita que el primer golpe se convierta en chatarra:
Ese es el protocolo. Si omites un paso, estás apostando dólares por pulgada de chatarra.
Y todo empieza por dónde aplicas la carga.
Observé a un equipo montar tres estaciones a lo largo de una cama de 10 pies: dos bridas ligeras a la izquierda y una forma de canal pesado a la derecha. El tonelaje total estaba dentro de los límites. La máquina no tuvo problemas. Pero la estación pesada soportaba casi el 60 por ciento de la carga, ubicada 24 pulgadas fuera del centro.
El bastidor de la máquina no se preocupa por tu plano de planta. Se preocupa por el momento de flexión. Cuando desbalanceas el tonelaje, introduces torsión en el pistón y una deflexión asimétrica en la bancada. El control seguirá informando la fuerza total. No informará que un lado está trabajando más cerca del límite elástico que el otro.
Así que calculamos un centro de tonelaje, igual que se encuentra el centro de gravedad. Multiplica el tonelaje de cada estación por su distancia desde la línea central de la máquina. Suma los momentos. Divide por el tonelaje total. Eso te da el centro de carga. Si no se encuentra sobre el centro estructural de la máquina, desliza las estaciones hasta que lo esté.
Las piezas cortas te tientan a ignorar esto. No lo hagas.
Ahora aplica la regla del 80 por ciento. Supón que tu herramienta está clasificada para 80 toneladas por metro y que tu estación pesada necesita el 70 por ciento de esa capacidad localmente. Crees que estás seguro porque la carga total de la máquina es moderada. Pero si esa estación está fuera del centro, la deflexión dinámica puede hacer que la fuerza local supere el límite nominal. Las matemáticas no mienten. La distribución determina la supervivencia.
En prensas plegadoras CNC de carrera descendente, el control corrige la posición en tiempo real. Eso mejora la precisión de ángulo. No elimina la torsión del bastidor producida por un mapa de carga incorrecto. Los diseños de carrera ascendente son aún menos tolerantes porque la trayectoria de aplicación de fuerza difiere; las cargas fuera del centro se manifiestan como un sesgo angular visible entre estaciones.
Equilibra primero el centro de tonelaje. Luego fíjalo.
Verifica tu asiento.
He retirado punzones y encontrado una viruta no más gruesa que tinte de trazado seco bajo la lengüeta. Ese recorte costó un día de producción.
El asentamiento no es cosmético. Es estructural. Una rebaba de 0,03 mm bajo un segmento se convierte en un punto de pivote. Bajo 50 toneladas, ese pivote concentra la carga en el hombro adyacente. El hombro cede microscópicamente. En la siguiente corrida se necesita una penetración más profunda para lograr el mismo ángulo. El tonelaje aumenta gradualmente. Nadie lo relaciona con una mota de acero.
Este es el orden de preparación:
Luego baja el ariete hasta quedar a 2 mm por encima del contacto en toda la longitud. Usa una galga de espesores o una lámina delgada en varios puntos. Estás buscando una luz uniforme. Si un lado toca primero, detente. Corrige ahora, no bajo carga.
Porque una vez que apliques carga, un mal asentamiento se convierte en una historia de deformación.
Verifica tu asiento.
Imagina una pieza de 1200 mm con una pestaña que solo contacta 300 mm del punzón en el punto de máxima fuerza. Si esa zona de contacto está ligeramente a la izquierda y el ariete está 0,05 mm más alto en ese lado, el borde izquierdo cederá primero y más profundamente. Al liberar el ariete, la pieza recupera de forma desigual. Mides 90° a la izquierda, 91° a la derecha.
Eso no es variabilidad del resorte. Es deformación plástica asimétrica.
Para verificar el paralelismo, realiza una prueba ligera a lo largo de toda la longitud de contacto prevista—solo la suficiente penetración para dejar una marca visible sin formar por completo. Mide la separación entre el punzón y el troquel con galgas en ambos extremos. Alternativamente, dobla una tira de calibración a lo largo de toda la longitud y mide el ángulo cada 100 mm.
Estás buscando torsión. Cualquier desviación de ángulo consistente a lo largo de la longitud significa que la carga no aterriza de forma uniforme.
Corrige con ajuste de paralelismo del ariete y coronado ajustado a la longitud de contacto real, no al ancho teórico de la bancada. Solo cuando los ángulos coincidan dentro de tu tolerancia a lo largo de toda la longitud debes proceder a la profundidad de producción.
La máquina no corregirá un sesgo mecánico mediante software.
Verifica tu asiento.
La mayoría de los operadores se fijan en un solo número: el ángulo final. Eso es solo la mitad de la historia.
En la primera flexión controlada, observo tres cosas:
Si la penetración es más profunda de lo esperado, pregúntate por qué. El límite elástico del material puede ser más alto de lo que asumía la tabla. El acero inoxidable es famoso por esto; dos lotes con la misma etiqueta pueden requerir una fuerza notablemente diferente. Si calculaste 60 toneladas y la máquina sube hacia 72 antes de alcanzar el ángulo, tu reserva del 20 por ciento acaba de desaparecer.
Las matemáticas no mienten, pero tu dato de entrada podría estar equivocado.
Ahora considera el ancho de la matriz. Una V más ancha reduce la tonelada, sí. También aumenta el radio interior y el requisito mínimo de ala. He visto un taller abrir la V para ahorrar tonelaje, alcanzar el ángulo perfectamente y luego descubrir que la geometría del ala falló en el ajuste posterior. Protegieron la capacidad estructural y sacrificaron la función física.
Esta es la negociación. El límite elástico, el ancho de la matriz y la clasificación de la herramienta están discutiendo en la misma sala. La primera flexión de prueba te dice quién va ganando.
Si el tonelaje es alto y el radio ajustado, considera aumentar el ancho de la V y recalcular la viabilidad del ala antes de comprometerte. Si el tonelaje es cómodo pero el ángulo varía a lo largo de la longitud, revisa el asentamiento y el centro de tonelaje antes de tocar el programa.
Una flexión. Tres diagnósticos.
El programa indica un radio interior de 1.6 mm. Ese número provino de una tabla que asume una apertura de V específica—generalmente alrededor del 16 por ciento del ancho de la V en el doblado al aire. Pero las tablas asumen un límite elástico nominal.
Después de tu primera flexión, corta y pule una muestra o usa calibradores de radio correctamente asentados dentro de la curva. Compara el radio real con la expectativa programada. Si el radio verdadero es mayor, o la V es amplia en relación con el espesor, o el material fluyó de forma diferente a la supuesta. Un radio mayor suele significar menor deformación máxima y un tonelaje ligeramente menor al previsto. Un radio más pequeño en el doblado al aire suele significar que estás más cerca de hacer fondo de lo que crees—y el fondo multiplica la fuerza rápidamente.
La fuerza aumenta aproximadamente 1.5 veces al pasar del doblado al aire al fondo. Eso no es un redondeo. Es una cuestión de supervivencia de la herramienta.
Así que mide. No asumas que el modelo de control coincide con el acero de hoy.
Cuando el radio verdadero, la uniformidad del ángulo y el tonelaje medido se alinean dentro de tu reserva planificada, te has ganado el derecho de iniciar la producción.
El acero firmó el contrato.
Ahora pregúntate una cosa antes de presionar el ciclo: si esta carga se desplazara dos pulgadas a la izquierda, ¿algo en esta pila estaría trabajando más allá de su capacidad?
Si puedes responder eso sin dudar, no solo estás configurando un trabajo. Estás gestionando el riesgo estructural de manera intencionada.
La producción es donde comienzan los fallos silenciosos.
Las primeras diez piezas se ven limpias. El ángulo se mantiene. El medidor de tonelaje marca lo que calculaste. Luego, después de tres horas, la máquina necesita un 8 por ciento más de penetración para el mismo ángulo. Nadie cambió el programa. Nadie tocó las herramientas. Pero algo se movió.
Si todavía preguntas “¿este punzón encaja en este portapunzones?”, perseguirás fantasmas. La verdadera pregunta, una vez que la producción está en marcha, es más simple y más difícil: ¿este conjunto sigue soportando la carga que le estoy aplicando, exactamente donde está cayendo?
Porque la carga cambia. El límite elástico del material varía de lote en lote. Los operadores deslizan las piezas hacia la derecha o izquierda para evitar un dedo del tope trasero. Las configuraciones de curvatura permanecen fijas mientras cambia la longitud de contacto. Así es como un trabajo de 120 toneladas se convierte silenciosamente en 135 sobre un hombro. La máquina no se queja. La matriz sí.
Las matemáticas no mienten, pero solo funcionan si sigues midiendo lo que las matemáticas asumieron.
Entonces el marco cambia. Antes de iniciar el ciclo, preguntabas si la configuración podía soportar la fuerza calculada. Durante la producción, preguntas si la fuerza sigue cayendo donde planeaste, y si el acero ha reescrito el contrato.
Ese es el cambio de ajuste a rendimiento.
Y el rendimiento falla primero en los bordes.
El hundimiento del hombro es una deformación plástica microscópica en el hombro de la matriz bajo carga alta repetida. La compresión de la punta es la misma historia en la nariz del punzón. No verás ninguno hasta que la precisión empiece a desviarse.
Esto es lo que observo:
Cada una es un mapa de carga dibujado en acero.
Tomemos un caso hipotético: herramienta de 10 pies, 140 toneladas totales calculadas. Eso son 14 toneladas por pie en promedio. Pero la realidad de producción coloca 4 pies de contacto real ligeramente a la izquierda del centro. Ahora estás más cerca de 35 toneladas por pie en esa zona. Si la matriz está clasificada para 30 toneladas por pie, estás aplicando 5 toneladas por pie en deformación plástica en cada ciclo.
En lenguaje de taller: si esa matriz cuesta $1,200 y pierde 0.001 pulgadas de deformación permanente cada 200 ciclos, estás pagando dólares por pulgada de desperdicio mucho antes de que se agriete.
El método de monitoreo es simple y mecánico:
Si el tonelaje aumenta o la penetración se incrementa, deténgase y recalcule las toneladas por pie basándose en la longitud de contacto real, no en la longitud teórica de la cama. Luego compárelo con el componente de menor clasificación en el conjunto.
Así es como detecta la sobrecarga antes de que el acero tome la decisión por usted.
Verifica tu asiento.
Cuando el ángulo deriva, la tentación es “besar” la matriz en la amoladora.
He visto más precisión perdida por culpa de las amoladoras que por sobrecarga.
El rectificado elimina material de forma uniforme. El hundimiento del hombro no ocurre de manera uniforme. Si los 300 mm izquierdos cedieron 0,02 mm y rectifica los 3 metros completos para limpiarlo, acaba de acortar todos los segmentos. Ahora cambia su referencia de altura de cierre, los números de profundidad del CNC son falsos y su curva de coronado ya no coincide con la realidad.
Peor aún, ha reducido la masa de la sección transversal en el hombro. La capacidad estructural no es solo una clasificación en el papel; es el módulo de sección —la geometría que resiste la flexión—. Elimina acero, pierde rigidez. La siguiente ejecución requiere una penetración ligeramente más profunda. El tonelaje aumenta. Vuelve a rectificar.
Esa espiral es costosa de una manera que los operarios no ven. Suponga que cada rectificado acorta la vida útil de la herramienta en un 10 por ciento y que vuelve a acondicionar trimestralmente. En dos años, habrá descartado la mitad del margen estructural que pagó. Los dólares por pulgada de desecho se convierten en dólares por pulgada de herramienta.
La solución no es una corrección cosmética. Es un recálculo de causa raíz: ¿el ancho de la matriz era demasiado estrecho?, ¿el límite elástico del material más alto de lo asumido?, ¿el método de doblado más cercano al embutido que al doblado al aire?
El rectificado oculta los errores de cálculo. No los resuelve.
Verifica tu asiento.
Antes de que cualquier herramienta toque el ariete, hago seis preguntas. No en mi cabeza. En papel.
Si alguna respuesta es incierta, ensancho la V, cambio de método o divido el doblado en etapas.
Lo único que hay que mantener presente es esto: la tonelada de la máquina es global; la falla es local. Eso no es evidente hasta que has roto una matriz en medio de una corrida perfectamente “segura” de 150 toneladas.
Un marco solo importa si sobrevive a un turno ocupado.
Así que lo convierto en controles:
Esto no es burocracia. Es contabilidad estructural.
Imagina una pieza de 1200 mm con una pestaña que solo contacta 300 mm del punzón en el punto de máxima fuerza. Si producción empieza a alternar la carga izquierda y derecha para acelerar el rendimiento, acabas de crear una tensión asimétrica cíclica en el conjunto de herramientas. Con el tiempo, así es como el paralelismo se desvía, aunque tu configuración era perfecta.
Al registrar tonelaje y penetración juntos, ves esa desviación temprano. Si la penetración aumenta pero el tonelaje no, el material cambió. Si el tonelaje aumenta para el mismo ángulo, la longitud de contacto se redujo o te estás acercando al fondo. Cada patrón cuenta una historia diferente.
Las matemáticas no mienten. Pero solo si sigues alimentándolas con la verdad.
En más de treinta años, he aprendido esto: el doblado CNC de precisión no se trata de encontrar un ajuste y olvidarlo. Se trata de realizar un experimento controlado cada vez que el ariete baja, verificando que el acero se comporta dentro de los límites que negociaste.
Antes de iniciar el ciclo, pregunta: ¿puede soportar la carga?
Durante la producción, sigue preguntando: ¿sigue soportándola donde creo que lo hace?
Esa es la perspectiva. No el ajuste. No la tonelada nominal.
Rendimiento bajo fuerza real.


















