

Gördüğüm son delik, tutucuya sanki orada doğmuş gibi oturuyordu.
Ayak başına altmış ton, şaftın üzerine lazerle kazınmış. İş 78 ton gerektiriyordu. Operatör omuz silkti. “Güzel oturdu.” Ram aşağı indiğinde, orta kısım çatladı ve bir parça ışık perdesinin üzerinden geçti. Beş dakikalık kurulum. Sekiz bin dolar alet maliyeti. İki gün duruş süresi. Çelik, yerinde düzgün bir şekilde tıklamasını umursamıyordu.
Bu, çoğu atölyenin asla kapatmadığı boşluktur.
3 fitlik bir deliği hassas zeminli bir tutucuya kaydırdığınızda, o temiz manyetik tıklamayı hissedebilirsiniz. Hiçbir sallanma yok. Güneş ışığı yok. Güvenli hissediyor. Ama yapısal kapasite, geometri meselesi değil; uzunluk başına kuvvet meselesidir.
1000 mm üzerinde 4 mm yumuşak çeliği 32 mm V-die ile alın. Standart tablolar, hava bükme için bunun yaklaşık 330 kN/metre olduğunu gösterir, yaklaşık 450 N/mm² çekme dayanımı varsayılarak. Paslanmaz çeliğe geçerseniz, bunu 1.5 ile çarparsınız. Artık 500 kN/m civarındasınız. Krom-molibden çeliği mi? İkisini de çarpın. Matematik yalan söylemez.
Eğer delik başına 60 ton olarak derecelendirilmişse ve hesaplamanız 78 ton gerektiriyorsa, “biraz fazla” değilsiniz. Sertleştirilmiş bir alet için muhtemelen 10-15 tonluk bir güvenlik marjıyla 30% aşımındasınız. Bu fark, hurda ve kırılmış alet başına dolar olarak ortaya çıkar. Koltuğunuzu kontrol edin.
Gerçek geri dönüş noktası nerede?
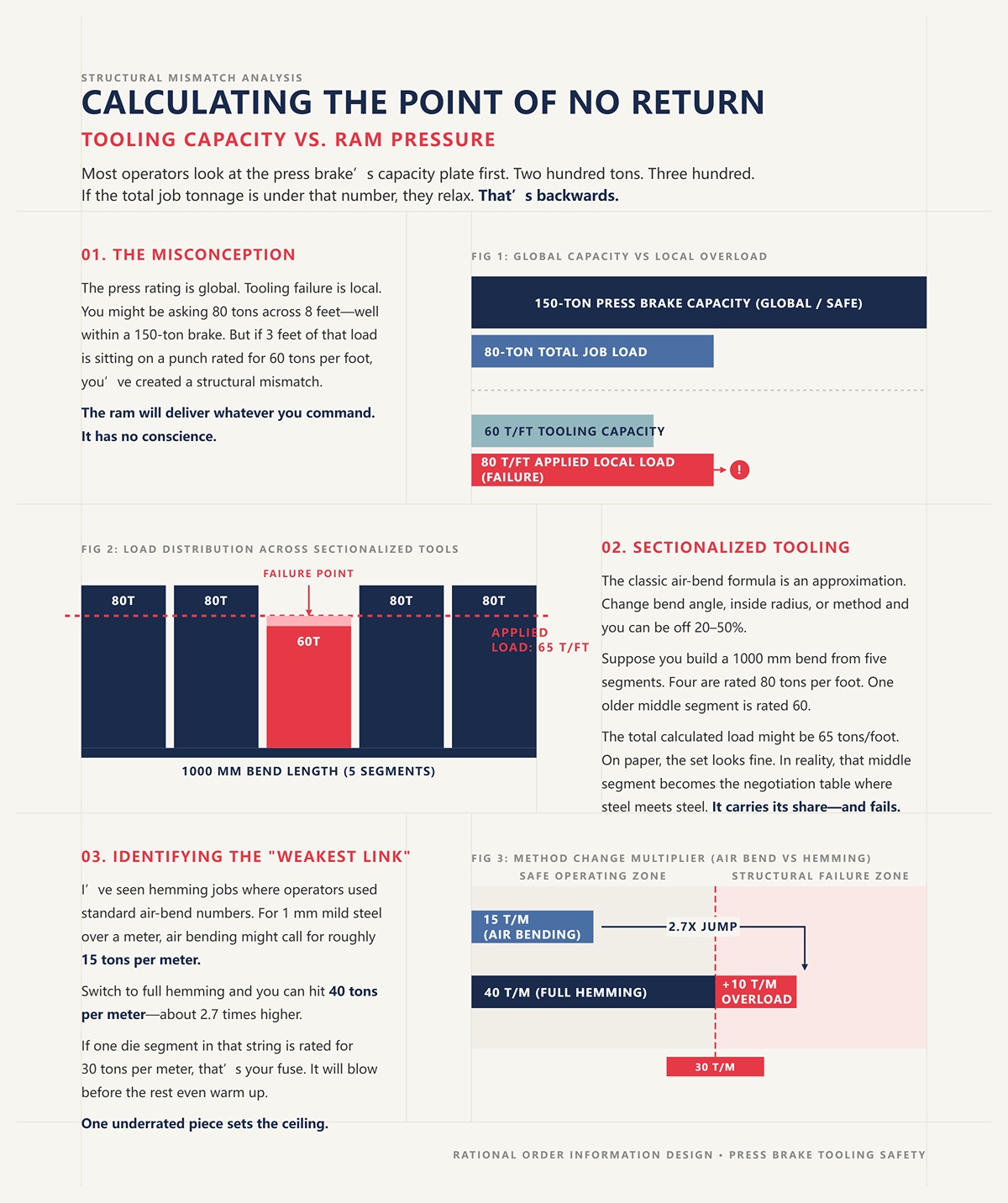
Çoğu operatör önce pres freninin kapasite plakasına bakar. İki yüz ton. Üç yüz ton. Toplam iş tonajı bu sayının altında ise rahatlarlar.
Bu ters mantık.
Pres derecelendirmesi küreseldir. Alet arızası yereldir. 8 fit boyunca 80 ton isteyebilirsiniz—150 tonluk bir frende oldukça uygun. Ama o yükün 3 fitlik kısmı 60 ton başına derecelendirilmiş bir delik üzerinde oturuyorsa, yapısal bir uyumsuzluk yaratmışsınız demektir. Ram, neyi emrettiyseniz onu iletecektir. Vicdanı yoktur.
Geri dönüş noktası, gereken ton başına tonajın yığındaki en düşük derecelendirilmiş bileşeni aştığı yerdir: delik, die, tutucu veya kelepçe—sadece makine çerçevesi değil. Pratikte, bu nedenle fren ve aletlerin birleşik bir sistem olarak mühendislik açısından tasarlanması gerekir. Tam CNC kontrollü bir platform, örneğin CNC pres fren çözümü CN-HAWE'den, bükme kuvvetini, dağılımı ve tekrarlanabilirliği yüksek kaliteli sac metal uygulamaları boyunca yönetmek için tasarlanmıştır ve emredilen ram basıncının gerçek alet kapasitesiyle uyumlu kalmasını sağlamaya yardımcı olur. Koltuğunuzu kontrol edin—çünkü en düşük derecelendirilmiş bileşen aşırı yüklendiğinde, arıza zaten harekete geçmiştir.
Burada işler kayganlaşır. Klasik hava bükme formülü—kuvvetin kalınlık kare ile orantılı olduğu ve uzunluğun V-açıklığına bölündüğü—bir yaklaşık değerdir. Bükme açısını, iç yarıçapı veya yöntemi değiştirirseniz, 20-50 ton kadar sapabilirsiniz.
Şimdi bölümlü aletleri katlayın.
Diyelim ki beş segmentten oluşan 1000 mm'lik bir büküm yapıyorsunuz. Dördü ayak başına 80 ton olarak derecelendirilmiş. Bir eski orta segment 60 ton olarak derecelendirilmiş. Toplam hesaplanan yük, ayak başına 65 ton eşdeğeri olabilir. Kağıt üzerinde, “set” güzel görünüyor. Gerçekte, o orta segment çeliğin çelikle buluştuğu müzakere masası haline gelir. Kendi payını taşır—ve bazen hizalama mükemmel değilse daha fazlasını taşır.
Matematik yalan söylemez, ama kötü varsayımlar yapar. Her zaman belirli malzeme ve yöntem için ton başına tonajı hesaplayın, ardından her segmentin derecelendirmesi ile karşılaştırın, ortalama ile değil. Koltuğunuzu kontrol edin.
Gördüğüm dikiş işleri, operatörlerin standart hava bükme değerlerini kullandığı yerlerdi. 1 mm yumuşak çelik için bir metrede, hava bükme yaklaşık olarak 15 ton/metre gerektirirken, tam dikişe geçildiğinde 40 ton/metreye ulaşabilirsiniz—bu yaklaşık 2.7 kat daha yüksek.
O ipteki bir kalıp segmenti 30 ton/metre olarak derecelendirilmişse, o sizin sigortanızdır. Diğerleri ısınmadan önce patlayacaktır.
En zayıf halka her zaman belirgin değildir. Dar bir kalıp insertu, kısa bir vurucu segment veya hatta kelepçe sistemi olabilir. Biraz göz ardı edilen bir parça, tüm kurulum için tavanı belirler. Matematik müzakere etmez. Koltuğunuzu kontrol edin.
Ama yük eşit şekilde paylaşılmadığında ne olur?
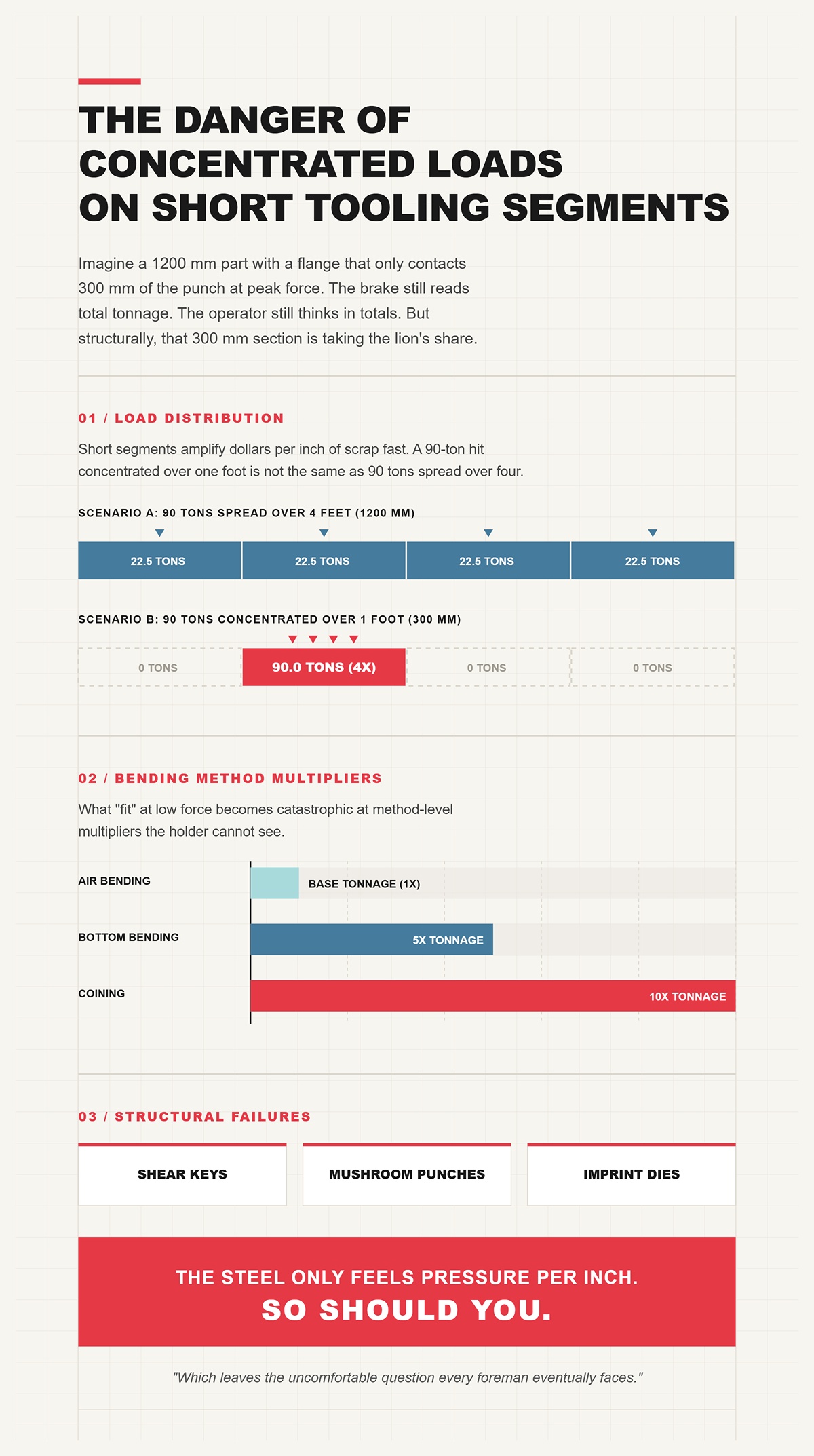
300 mm'lik bir flanşın, zirve kuvvetinde sadece 300 mm'lik bir vurucu ile temas ettiği 1200 mm'lik bir parçayı hayal edin. Fren hala toplam tonajı okur. Operatör hala toplamlar üzerinde düşünür. Ama yapısal olarak, o 300 mm'lik bölüm aslan payını alıyor.
Kısa segmentler, hurda başına doları hızla artırır. Bir ayak üzerinde yoğunlaşmış 90 tonluk bir darbe, dört ayak üzerinde yayılmış 90 tonla aynı değildir. İşte bu yüzden anahtarları kesersiniz, mantar şeklinde vurucular ve iz kalıpları oluşturursunuz.
Alt bükme ekleyin—hava bükmenin beş katı tonaj—veya on katı madeni para ile, marj buharlaşır. Düşük kuvvette “uyum” sağlamak, tutucunun göremediği yöntem seviyesinde çarpanlarda felakete dönüşür.
Çelik sadece inç başına basıncı hisseder. Siz de öyle hissetmelisiniz.
Bu da her ustanın nihayetinde karşılaştığı rahatsız edici soruyu bırakıyor.

Çoğu gerçek atölyede, pres freni hayatta kalır. Aşırı sağlam, devasa bir çerçeveye sahip ve tam yük döngüleri için tasarlanmıştır.
Eğer tonajınız malzemenin elastik aralığını aşarsa, parça önce deforme olur. Bu, hesaplanabilir bir oranla hurda demektir—bazen inç başına kuruş, bazen havacılık alaşımıysa yüzlerce.
Alet, gerekli kuvvet sertleştirilmiş kesit kapasitesini aştığında kırılır. Bu, anında binlerce dolardır.
Ve eğer sürekli aşırı yüklenirseniz, fren yatak sapması, ram burkulması veya çatlamış yan çerçeveler geliştirir. O zaman duraklama haftalarca ölçülmeye başlar.
Bu yüzden, aklınıza kazınmasını istediğim bilişsel değişim şudur: Aletin uyup uymadığını sormayı bırakın. Yığın içindeki her bir bileşenin, malzemenizin talep ettiği hesaplanmış ton başına uzunlukla yapısal olarak hayatta kalıp kalamayacağını sormaya başlayın.
Çünkü ram aşağı indiğinde, sözleşme çelikle uygulanır.
Bir kez, genç bir operatörün 4 mm'lik bir levhayı maviye boyadığını izledim—alt kısımda düzenleme boyası—sonra yavaş bir hava bükme yapıp kalıp omuzlarındaki iz işaretlerini okumak için çekti. Temas merkezlenmemişti. Bir tarafta sert bir şekilde ısırıyordu, diğer tarafta hafifti. O boya, tonaj göstergesinin göremediği gerçeği söyledi: yük, kurulum sayfasının varsaydığı gibi dağıtılmamıştı.
Bu, sizin ilk pratik kontrolünüzdür. Kalıp omuzlarında düzenleme boyası veya basınç filmi kullanın, hesaplanmış tonajda kontrollü bir darbe yapın ve teması kontrol edin. Eğer iz düzensizse, tonlarınız uzunluk başına düzensizdir ve bazı segmentler diğerlerinden daha fazla müzakere yapıyordur. Shim yapın, yeniden yerleştirin, yeniden kontrol edin. Matematik yalan söylemez, ama yalnızca geometri matematiği eşleştiğinde.
Şimdi burada operatörler rahat davranıyor. V-açıklığını bir kolaylık olarak görüyorlar—“Rafın üzerinde ne var?”—bir kuvvet ayarlayıcı olarak değil. Standart hava bükme formülü, kalınlığın karesi ile V-açıklığına bölünerek yaklaşık olarak ölçeklenir. V'yi iki katına çıkarırsanız, tonajı yaklaşık yarıya indirirsiniz. V'yi sıkı tutarsanız, yük hızla artar. Akma dayanımı bu denklemin içinde bir çarpan olarak yer alır. Daha güçlü çelik, aynı geometri için daha fazla kuvvet talep eder. V'yi dengelemek için genişletmezseniz, tonları ayarınızdaki en zayıf segmentin üzerine itersiniz.
Pratikte dağılımı nasıl doğrular ve kontrol edersiniz:
Kalıp açıklığı uyumla ilgili değildir. Akma kaynaklı yük altında yapısal hayatta kalma ile ilgilidir. V'yi değiştirirseniz, ram hareket etmeden önce müzakere koşullarını değiştirirsiniz.
İş, 6 mm yumuşak çelikte 78 ton/metre eşdeğeri gerektiriyordu. Eski 8× kuralını kullanarak—V-açıklığı malzeme kalınlığının yaklaşık sekiz katı—48 mm kalıp seçtik. Sayılar kontrol edildi. Uzunluk başına yük, delme derecesinin hemen altında kaldı. Temiz.
Sonra malzeme sertifikası yanlış geldi. Yaklaşık 60,000 PSI çekme dayanımında yumuşak değildi. 100,000 PSI'ye kadar yüksek dayanımlı yapısal bir malzemeydi. Aynı kalınlık. Aynı V. Gerekli tonaj, çekme dayanımlarının oranı kadar yaklaşık olarak sıçradı. Sorunu görmek için bir beyaz tahta gerekmez. Artık 78'de değilsiniz. Ayak başına 120'nin üzerinde bir değerde bulunuyorsunuz.
8× kuralı, iç yarıçap, tonaj ve yayılma için yaygın düşük karbonlu çelikler için denge sağladığı için çalışır. Ancak akma dayanımı arttığında, bu kural sizi korumayı durdurur. Ya V'yi açarsınız—kalınlığın 10 katı, hatta 12 katı—ya da uzunluk başına tonlarda keskin bir artışı kabul edersiniz. Ve uzunluk başına ton, takımları kıran şeydir, iyi niyet değil.
Yüksek dayanımlı alaşımlar, kuralı kanıtlayan istisnadır: yapısal yükü sabit tutmak istiyorsanız, V-açıklığı dayanımla birlikte büyümelidir. Koltuğunuzu kontrol edin.
Yumuşak çelik ile benzer kalınlıktaki paslanmaz çelik genellikle yaklaşık 1.4 ila 1.6 katı kuvvet talep eder, sınıf ve duruma bağlı olarak. Alüminyum 6061-T6 da sizi şaşırtabilir; “yumuşak” olarak konuşulmasına rağmen, T6 sertleşmesindeki çekme dayanımı, gerçek tonaj talep edecek kadar yüksektir ve çok sıkı bir yarıçap zorlandığında çatlar.
Operatörlerin yumuşak çelikten aynı 8× V'yi koruyup paslanmaz çelikte sadece “daha fazla itme” yaptıklarını gördüm. Gerçekte olan, kalıp omuzlarındaki temas basıncının artması, aşınmanın başlaması ve yerel tonlarınızın inşaat dayanımına ulaşmasıdır. Atık başına dolar, bükme çizgisinde yüzey yırtılması ve mikro çatlaklar olarak ortaya çıkar.
Paslanmaz çelik için başlangıç noktası olarak V'yi kalınlığın 10 katına açın. 6061-T6 için, çatlamayı önlemek için hem tonajı hem de minimum iç yarıçapı dikkate alın; biraz daha geniş bir V, kuvveti azaltır ve gerilimi hafifletir. Uyum peşinde değilsiniz. En zayıf segmentin sürprizle karşılaşmaması için akma kaynaklı yükü yönetiyorsunuz.
Şimdi, 8× kuralının size verdiğinden daha sıkı bir iç yarıçapa ihtiyacınız olduğunu hayal edin. Daha keskin bir büküm peşinde koşmak için 4 mm çelikte 32 mm V'den 20 mm V'ye düşüyorsunuz.
Kuvvet, V ile ters orantılı olarak ölçeklenir. V'yi yaklaşık 37% kadar azaltın, tonajınız yaklaşık 60% kadar artar. Bu, doğrusal bir sezgi değil—bu denklemin konuşması. Eğer metre başına 30 ton iseniz, aniden 48'e yakınsınız. Aynı malzeme. Aynı uzunluk. Farklı kalıp.
Burada atölyeler yanar. Geometrik sonuca odaklanırlar—“Daha keskin bir köşe istiyorum”—ve yapısal kapasitenin faturayı ödediğini unutur. Eğer o 48 ton/metre, en düşük dereceli kalıp segmentinizi 40'ta aşıyorsa, bir yarıçap kazanmak için bir arıza noktası mühendisliği yapmış olursunuz.
Daha keskin bükümler tonaj açısından maliyetlidir. Matematik müzakere etmez. Koltuğunuzu kontrol edin.
Bir zamanlar boyutsal olarak iyi görünen ama keskin, aşınmış omuzlara sahip bir kalıp setini değiştirdim. Yük altında, paslanmaz çelik o kenarların üzerinden alüminyuma zımpara gibi sürükleniyordu.
Bir kalıp omuz yarıçapı, levhanın bükülme sırasında nasıl aktığını kontrol eder. Çok keskin olursa, temas alanı küçülür. Temas basıncı—kuvvetin alana bölümü—artar. Bu artan basınç, sürtünmeyi artırır ve gerekli bükme kuvvetini temiz formülden biraz daha öteye taşır. Aynı zamanda, özellikle paslanmaz çelikle galling'i teşvik eder. Galling tekrar sürtünmeyi artırır. Bir geri bildirim döngüsü elde edersiniz: daha fazla sürtünme, daha fazla kuvvet, daha fazla yerel ton başına inç.
Omuz yarıçapını genişletmek, teması yayar, zirve basıncını düşürür ve malzeme çekişini V'ye düzgün bir şekilde yönlendirir. Bu sadece yüzey finisajını korumakla kalmaz; yük yolunu stabilize eder, böylece kalıp omuzunun küçük bir şeridi gizli bir arıza noktası haline gelmez.
Kalıp omuzlarını, tonaj grafiklerini incelerken aynı şüpheyle kontrol edin. Parlak, düzgün bir şekilde yuvarlatılmış omuz, yapısal hesaplamanızın bir parçasıdır, kozmetik bakım değil.
İşte burada yöntem iyi matematiği yanıltıyor.
Hava bükme, belirli bir kurulumda metre başına 30 ton gerektirebilir. Alt bükmeye geçerseniz—malzemeyi kalıp açısına tamamen zorlayarak—gerekli kuvvet yaklaşık beş katına çıkabilir. Coining on katı on katına ulaşabilir. Aynı V. Aynı kalınlık. Farklı yöntem.
Yani eğer hava bükme hesaplamanız 40 ton/metre kalıp derecesinin altında güvenli bir şekilde duruyorsa, aynı parçayı alt bükme ile 150 ton talep edebilir. En zayıf segment, açılma genişliğinizin “doğru” olduğunu umursamaz. Sadece çarpanı hisseder.
Yöntem seçimi yapısal bir karardır. Açı kontrolü için alt bükme yapmak zorundaysanız, ya V-açıklığını artırırsınız, ya her vuruşta bükme uzunluğunu azaltırsınız, ya da işlemi birden fazla bükmeye bölersiniz ki segment başına limitlerin altında kalasınız. Aksi takdirde, aletlerinizin yerine getiremeyeceği bir sözleşme imzalamış olursunuz. Koltuğunuzu kontrol edin.
İki aynı hava bükmesini çalıştırın: biri temiz, parlatılmış bir kalıpta; diğeri gömülü ölçek ve hafif galling olan bir kalıpta. Aynı programlı derinlik. Farklı açı sonucu.
Neden?
Levha ile kalıp omuzları arasındaki sürtünme, malzeme çekişine karşı koyar. Daha yüksek sürtünme, levhanın V'ye daha serbest kaymadığı anlamına gelir, bu da etkili bükme geometrisini biraz değiştirir ve gerekli kuvveti artırır. Bu ekstra kuvvet, fren ve alet yığını içinde daha fazla sapma olarak kendini gösterir ve son açıyı elastik geri dönüşle değiştirir.
Bu yüzden kontrol noktasında açıyı takip edersiniz, derinlik ekleyerek. Bu daha fazla kuvvet ekler. Bu daha fazla sapma ekler. Bu belirli segmentleri, hesap tablosunun öngördüğünden daha fazla yükler.
Kalıpları temiz tutun. Galling'i taşlayın. Açıyı belgelenmiş çekme dayanımına sahip bilinen iyi malzeme ile doğrulayın. Çünkü bükme açısı doğruluğu sadece geometri ve arka ölçüm pozisyonu değildir—bu, kuvvet, sürtünme ve elastik geri dönüşün bir yan ürünüdür.
Ve bu bizi bir sonraki müzakereye getiriyor: V-açıklığı ve yöntem kuvveti belirledikten sonra, nasıl delik yarıçapı ve malzeme hafızası açının yük kalktıktan sonra nerede sona ereceğini belirler?
Geçen kış 6 mm 304 paslanmaz çeliği hava bükme ile işledik. V-açıklığı doğruydu. Metre başına tonaj, kalıbın derecesinin altında rahatça duruyordu. Ram derinliği programlı değere ulaştı. Yük altında, lazerde açı 90° olarak okundu. Basıncı serbest bıraktık.
94°'ye açıldı.
Hiçbir şey “hareket etmedi.” Hiçbir şey kaymadı. Makine yalan söylemedi. Çelik sadece gevşedi. O dört derece elastik geri dönüş—springback—ve bu, çoğu operatörün hava durumu gibi davrandığı müzakerenin bir parçasıdır. Ama yapısal kapasite, geometri sorunu değil; uzunluk başına kuvvet sorunudur. Ve bir kez o kuvvet yerel olarak akma sınırını aşarsa, plastik olarak deformasyona uğramayan kısım geri dönmek ister.
Yük serbest bırakıldıktan sonraki son açı, bükme işlemi sırasında zorladığınız plastik deformasyon ile malzemenin geri kazandığı elastik deformasyonun farkına eşittir. O geri kazanımı umutla kontrol edemezsiniz. Onu, punch geometrisi ve işlem basıncı ile kontrol edersiniz. Matematik yalan söylemez. Koltuğunuzu kontrol edin.
Hava bükümünde, penetrasyon derinliği yüklü açıyı belirler. Tek bir punch, strokuna bağlı olarak 70° veya 130° üretebilir. Bu doğrudur. Ancak springback kontrolünden bahsettiğimizde, ram yukarı kalktıktan sonra ne olduğunu konuşuyoruz.
Yumuşak çelikte 90° bitiş açısı için standart uygulama 85° ila 88° punch'tır. Neden 90° punch değil? Çünkü daha güçlü malzemeler daha fazla springback yapar. Paslanmaz çelik, yüksek mukavemetli düşük alaşımlı çelik, 6061‑T6—hepsi büküm hattında daha fazla elastik enerji depolar. Eğer 90° punch kullanır ve sadece “daha derin iterseniz”, alet yığınındaki kuvvet ve sapmayı artırırsınız, ancak zirvede plastik-elastik deformasyon oranını anlamlı bir şekilde değiştirmezsiniz.
Açılı bir punch, aynı kalıp açıklığı ve penetrasyon derinliği için büküm zirvesindeki yerel deformasyonu artırır. İç yarıçaptaki malzemenin daha fazlası akma noktasını aşar. Daha azı elastik kalır. Daha az elastik deformasyon, daha az springback anlamına gelir.
Bu bir batıl inanç değil. Bu, deformasyon dağılımıdır.
Ama ne kadar keskin, yüzeyi ezmeye başlamadan önce yeterince keskin?
Bir atölyenin, yaklaşık 7° springback yapan bir işte 90° punch'tan 83° “telafi” punch'a geçiş yaptığını gördüm. Sihir bekliyorlardı. Aldıkları şey 3° iyileşme ve iç yarıçapta parlatılmış bir hat oldu.
Neden? Çünkü aynı V ile hava bükümünde kaldılar.
Eğer birkaç dereceden daha fazla springback'i anlamlı bir şekilde azaltmak istiyorsanız, zirvedeki plastik akışı artırmalısınız. Bu, V açıklığını daraltmak (ton başına tonajı artırmak) veya hava bükümünden dip bükme veya hafif madeni paraya geçmek anlamına gelir; burada sürekli yüksek basınç malzemeyi kalıp açısına zorlar.
Dip bükme, gerekli kuvveti hava bükümüne göre yaklaşık beş kat artırabilir. Madeni para işlemi on katına ulaşabilir. Bu bir yuvarlama hatası değil—bu yapısal bir karardır. Hava bükümünüz metrekare başına 30 ton çalışıyorsa, dip bükme 150 ton talep edebilir. En zayıf kalıp segmentiniz 120'de tıkanıyorsa, hurda başına hızlıca dolarlar ortaya çıkar.
Ve işte tuzak: dip bükme, punch açısının sihirli olduğu için değil, yüksek yerel basıncın zirvede neredeyse tam plastik deformasyonu sağlaması nedeniyle springback'i azaltır. Tonaj ile açı stabilitesi satın alıyorsunuz.
Sözleşme basit. Şimdi daha fazla plastik deformasyon, daha sonra daha az elastik geri kazanım anlamına gelir. Matematik yalan söylemez. Koltuğunuzu kontrol edin.
Ama pedala hiç dokunmadan önce ne kadar geri kazanım bekleyeceğinizi nasıl bilirsiniz?
İki 4 mm levha alın: A36 yumuşak çelik ve 100 ksi yüksek mukavemetli çelik. Aynı V, aynı punch, yüke bağlı olarak 90°'ye aynı penetrasyon derinliği.
Serbest bırakın.
Yumuşak çelik 2° springback yapabilir. Yüksek mukavemetli çelik 5° veya daha fazla açılabilir. Neden? Çünkü akma dayanımı, malzemenin kalıcı deformasyonun baskın hale gelmeden önce elastik olarak ne kadar stres taşıyabileceğini tanımlar. Daha yüksek akma dayanımı, büküm kesitinde daha büyük bir elastik bölge anlamına gelir.
Springback, şu durumlarla artar:
Sonuncusu önemlidir. Daha büyük bir iç yarıçap, gerilmeyi daha fazla malzeme üzerinde yayar, zirvedeki plastik gerilmeyi düşürür. Kesitin daha fazla kısmı elastik kalır. Daha fazla geri kazanım.
Modern CNC frenler, malzeme kütüphaneleri ile bunu sizden gizlemeye çalışır. “304 paslanmaz, 6 mm” yazdığınızda, kontrol bir telafi değeri uygular. Bu, gerçek levhanın varsayılan akma dayanımına uyması durumunda işe yarar. Paslanmaz çeliğin sıcaklıklarının yeterince değiştiğini ve yayılmanın bir derece kayabileceğini gördüm. Dört bükümlü bir parçada, bu birikerek artar. Her bükümde iki derece, toplamda sekiz derece birikmiş hata olur. Bu, yeniden işleme. Bu, atık. Bu, poker çipleri gibi yığılmış atık başına dolar.
Bir test bükümü yapın. Boşta açıyı ölçün. Punch seçiminde veya programlanmış aşırı bükümde ayarlama yapın. İlk vuruşu veri toplama olarak değerlendirin, üretim olarak değil. Koltuğunuzu kontrol edin.
Şimdi dükkanlara para kaybettiren bir efsaneyi ortadan kaldıralım.
Hava bükümünde, iç büküm yarıçapı esasen kalıp açıklığına bağlıdır, punch ucu yarıçapına değil. Yaygın bir kural: iç yarıçap ≈ 16% V-açıklığı için yumuşak çelik. Yani eğer 40 mm V kullanıyorsanız, punch ucu R1 veya R3 olursa olsun yaklaşık 6–7 mm iç yarıçap bekliyorsunuz.
Alıcıların, tonajı azaltmak için V'yi geniş bıraktıklarında, R0.5 punch ile keskin bir iç köşe beklediklerini izledim. Aynı geniş yarıçapı alıyorlar, ayrıca zirvede daha yüksek temas basıncı ile. Yüzey işaretlenmesi artar. Alet aşınması artar. Açı tutarlılığı neredeyse değişmez.
Eğer gerçekten daha sıkı bir iç yarıçapa ihtiyacınız varsa, V'yi daraltırsınız. Ama bu yolu zaten yürüdük. Daha dar V, inç başına daha yüksek tonaj anlamına gelir. Kalınlığın 8 katından 6 katına düşmesi kuvveti dramatik bir şekilde artırabilir. Yapısal müzakere tekrar.
Bu yüzden punch ucu yarıçapı, malzemenin punch'a uyması gerektiğinde en önemlidir. Saf hava bükümünde, kalıp yarıçapı kontrol eder ve punch gerilme yoğunluğunu ve yayılma davranışını kontrol eder.
Geometri, yük yoluna göre ikincildir. Her zaman öyle olmuştur.
Zirve kuvvetinde punch'ın yalnızca 300 mm'sine temas eden bir flanş ile 1200 mm'lik bir parçayı hayal edin. Şimdi punch gövdesine geri dönen bir dönüş bükümü ekleyin.
Springback ile savaşmak için keskin bir punch seçiyorsunuz. Açıda işe yarıyor. Ama ikinci bükümde, şekillendirilmiş flanş, tam penetrasyona ulaşmadan önce punch şaftına çarpar. Bu yüzden açıklık için bir gooseneck punch ile değiştiriyorsunuz.
İşte paradoks: gooseneck fiziksel uyum sağlarken, daha uzun, rahatlamış profili yük altında daha fazla defleksiyona neden olabilir. Daha fazla defleksiyon, zirvedeki gerçek penetrasyonu değiştirir. Bu, yüklü açıyı kaydırır. Bu, springback sonrası boşta açıyı kaydırır.
Çok bükümlü parçalarda, ilk bükümden kaynaklanan kalıntı gerilmesi, ikinci bükümün springback'ini değiştirir. Aynı malzemede ilk bükümde 4° telafi ve ikinci bükümde 4.5° telafi gerektiğini ölçtüm. Her büküm gerilme haritasını yeniden yazar. Tek bir telafi açısının her şeye uyduğunu varsayırsanız, hata zamanla çarpılır.
Bu yüzden gooseneck geometrisi ile üç değişkeni dengeleyiyorsunuz:
Bunu sadece kontrol ekranında çözemezsiniz. Test parçaları, serbest bırakma sonrası açı ölçümü ve inç başına ton ile alet derecelendirmesi arasındaki soğuk bir bakış ile çözersiniz.
Alet seçimi, çelik ile çelik arasında yüksek riskli bir müzakeredir. Tonaj para birimidir. Geri yaylanma ise ince yazıdır. Ram aşağı indiğinde, sözleşme çelikle uygulanır.
Ve matematik doğru olduğunda ve geometri doğru olduğunda bile, bu anlaşmanın bozulabileceği bir yol daha vardır: hizalama.
Hesaplamayı yaptınız. İnç başına ton, alet derecelendirmesinin altında. Kalıp genişliği kalınlıkla eşleşiyor. Geri yaylanma tahmin edildi, test edildi, telafi edildi.
Peki son açı nasıl hala kayabilir?
Çünkü kuvvet, elektronik tablonuzla ilgilenmez. Çeliklerin gerçekten temas ettiği yere akar. Ve eğer ram, darbe ve kalıp birkaç yüz milimetre içinde aynı düzlemde oturmuyorsa, temiz 50 ton hesaplamanız bir omuzda dengesiz bir zirve haline gelirken diğer taraf yarı yükle ilerler. Ortalama hala 50. Yerel zirve 70 olabilir. İşte bu şekilde kalıbınızdan parçalar çıkarmaya başlarsınız.
Geri yaylanma kontrolünün yapısal ve kuvvet dağılımı sorunu olduğunu söyledik. Hizalama, o dağılımın ya eşit kalacağı ya da bir bıçak kenarına dönüşeceği kısımdır.
Matematik yalan söylemez. Ama paralel oturum varsayar.
Ve bu varsayım pahalıdır.
Bir pres fren yatağı bükülür. Her biri. Yük altında, merkez sarkmak isterken uçlar çerçeve tarafından desteklenir. Eğer buna karşı koymazsanız, parçanızın ortası kenarlarından daha az penetrasyon görür ve 90° hedefiniz merkezde 88° ve uçlarda 91° olur.
Kavrama, beklenen yük altında beklenen sapmayı dengelemek için yatağa entegre edilmiş mekanik veya hidrolik eğriliktir. Anahtar kelime beklenen.
İşte burada atölyeler kendilerini kandırır: toplam tonaja göre kavrama ayarlıyorlar, inç başına tonaj ve gerçek temas uzunluğu değil. Zirve kuvvetinde sadece 300 mm'lik bir darbe ile temas eden 1200 mm'lik bir parçayı hayal edin. Ekranınız toplamda 60 ton gösteriyor olabilir, ama o kuvvet uzunluğun dörtte birinde yoğunlaşmıştır. Yatak, kavrama eğrinizin varsaydığından farklı bir şekilde sapar.
Artık telafi etmiyorsunuz. Tahmin yapıyorsunuz.
Hipotetik ama gerçekçi: aletinizin derecelendirmesi inç başına 80 ton. 60 hesaplıyorsunuz. Güvenli, değil mi? Ama eğer hizalama hatası ve düzensiz yatak sapması 20%'lik daha fazla yükü tek bir 300 mm bölgesine kaydırırsa, o yerel segment 72 tonluk bir yük görür. Aşınmış aletlerin 20% güvenlik marjına ihtiyaç duyduğunu ekleyin ve sessizce derecelendirmeyi aşmış olursunuz. Bu bir yuvarlama hatası değil. Bu, hurda başına dolar ve başı çatlamış bir omuzun beklemesi demektir.
Çözüm mistik değil. Ram-yatak paralelliğini doğrulayın. Test darbesi boyunca gerçek bükülme açısını ölçün. Kavramayı, ekran optimizmine değil, temas gerçeğine göre ayarlayın.
Sonra oturumunuzu kontrol edin.
Hizalama hataları nadiren kendilerini gürültüyle duyurur. Bir anahtarla sızarlar.
Manuel sıkıştırma sistemleri, punçın ram içine çekilmesi için segmentli cıvatalara dayanır. Eğer bir cıvata daha fazla sıkılırsa, o segment daha yüksek oturur. Yatak boyunca 0.05 mm civarında toleranslardan bahsediyoruz. Bu, bir kartvizitten daha incedir. Kaçırırsanız, punçın bir ucu önce temas eder.
İlk temas, ilk yükü alır. İlk yük daha fazla gerilim alır.
Hidrolik sıkıştırma, bu basıncı uzunluk boyunca eşitler, ancak kirli omuzları, tangın altındaki çapakları veya punç ile tutucu arasında sıkışmış bir çipi tedavi etmez. Çelik çeliği affetmez. Bir segmentin altındaki bir tıraş, bir kol pivotu haline gelir. Artık pürüzsüz tonaj hesaplamanız, hiç planlamadığınız bir pivot noktasına dayanıyor.
Ve işte burada bir zincirleme etki var: dengesiz yükleme, o aşırı yüklenmiş bölümde aşınmayı hızlandırır. Aşınmış aletler, aynı yüklü açıyı ulaşmak için daha fazla penetrasyon talep eder. Daha fazla penetrasyon, daha fazla tonaj demektir. Hizalama hatası, üç hafta sonra bir tonaj problemi haline gelir ve kimse bağlantıları kurmaz.
Verim dayanımını ve kalıp genişliğini müzakere ettiğinizi düşündünüz. Aslında sıkıştırma disiplinini müzakere ediyordunuz.
Bu yüzden kontrolün açı düzeltmesine güvenmeden önce, omuzları taşlayın. Tangları temizleyin. Eşit bir şekilde torklayın veya hidrolik basıncı doğrulayın. Gerekirse punçın gösterimini yapın.
Sonra oturumunuzu kontrol edin.
Kısa cevap: hayır.
Bir sonraki adım doğrudan ekiple konuşmaksa, Bize ulaşın buraya doğal şekilde oturur.
Ayrıntılı materyal isteyen okuyucular için, Broşürler yararlı bir tamamlayıcı kaynaktır.
Uzun cevap: premium aletler, ucuz çelikten daha düz, daha sert ve daha tutarlıdır. Yükü harika bir şekilde dağıtır—eğer makine o yükü eşit bir şekilde sağlarsa. Ancak yapısal kapasite, geometri sorunu değil; uzunluk başına kuvvet sorunudur. Eğer ram paralel değilse, katalogdaki en iyi punç bir levye haline gelir.
Diyelim ki ramınız solda iki metre boyunca 0.08 mm yüksek. Bu önemsiz görünüyor. Yük altında, o taraf önce temas eder ve sağ taraf hala havayı kapatırken plastik deformasyona başlar. Sağ taraf tamamen devreye girdiğinde, sol taraf zaten V'ye daha derin bir şekilde eğilmiş olur. Ramı serbest bırakın ve eşit bir yay geri dönüşü almazsınız. Bir uç, diğerinden daha yüksek bir gerilim durumundan geri sıçrar.
Açı hatası artık malzeme belleğinden gelmiyor. Asimetrik gerilim geçmişinden geliyor.
Ve premium aletler bu geçmişi yeniden yazamaz.
Bu durumu aşmak için dükkanların aşırı bükme ayarlamalarıyla peşinden koştuğunu gördüm, burada bir derece ekleyip orada bir derece çıkartarak, sanki kontrol ekranı mekanik bir eğriliği düzeltebilirmiş gibi. Tek yaptıkları, aşırı yüklenmiş tarafı yapısal sınırına daha da yaklaştırmaktı. Matematik değişmedi. Dağıtım değişti.
Bu yüzden romantik olmayan soruyu sorun: Ram paralelliği en son ne zaman yük altında kontrol edildi, sadece dinlenirken değil? Soğuk bir makine, 40 ton yük taşıyan bir makineden farklı ölçer.
Çünkü bir kez ram düştüğünde, sözleşme çelikle uygulanır—ve çelik yalnızca paralel oturuşu kabul eder.
Bu yüzden bir sonraki adım başka bir hesaplama değil. Bu, kurulumun yüksek riskli bir operasyon olduğunu kabul eden disiplinli bir yükleme ve doğrulama dizisidir.
İş, kağıt üzerinde 78 ton gerektiriyordu. Sekiz ayak bükme, 10-gauge yumuşak çelik, bir inç V. Grafik, ayak başına 9.6 ton diyordu. Çarpma işlemini yapın ve 80 tonluk bir alet yığını üst sınırına yaklaşmış olursunuz. 100 tonluk bir fren üzerinde, bu güvenli hissediliyor. Ama değil.
Çünkü isim plakasına koşmuyoruz. Çalışma yükünü yüzde 80 ile sınırlandırıyoruz. O 78 ton hesaplaması, daha zor partiler, aşınmış kenarlar veya farklı bir bobinden çıkan bir levha için işlem sigortası istiyorsanız, artık 62 tonluk bir planlama numarasına dönüştü. Şimdi soru “Makine bunu yapabilir mi?” değil, “Çelik çeliğe çarptığında o 62 gerçek ton nerede, inç inç oturacak?”
İlk darbenin hurdaya dönüşmesini engelleyen sıra:
Protokol bu. Bir adımı atlayın ve hurda başına dolar kaybetmeye başlarsınız.
Ve yükü nereye koyduğunuzla başlar.
Bir ekibin 10 fitlik bir yatak boyunca üç istasyon kurduğunu izledim: solda iki hafif flanş, sağda bir ağır kanal şekli. Toplam tonaj sınırlar içindeydi. Makine göz kırpmadı. Ama ağır istasyon yükün neredeyse yüzde 60'ını taşıyordu, merkezden 24 inç uzakta park etmişti.
Makine çerçevesi sizin kat planınıza aldırmaz. Bükülme momentine önem verir. Tonajı kaydırdığınızda, ramda burkulma ve yatakta asimetrik sapma yaratırsınız. Kontrol hala toplam kuvveti raporlayacaktır. Ancak bir tarafın diğerine göre daha yakın bir akma noktasında yaşadığını raporlamaz.
Bu yüzden bir tonaj merkezi hesaplıyoruz - ağırlık merkezini bulduğunuz gibi. Her istasyonun tonajını makine merkez hattından olan uzaklığı ile çarpın. Momentleri toplayın. Toplam tonaja bölün. Bu, yük merkezini verir. Eğer makinenin yapısal merkezinde oturmuyorsa, istasyonları kaydırırsınız.
Kısa parçalar sizi bunu göz ardı etmeye teşvik eder. Etmeyin.
Şimdi yüzde 80 kuralını katmanlayın. Diyelim ki aletleriniz metre başına 80 ton olarak derecelendirilmiş ve ağır istasyonunuz bunun yerel olarak yüzde 70'ine ihtiyaç duyuyor. Toplam makine yükü mütevazı olduğu için güvende olduğunuzu düşünüyorsunuz. Ama o istasyon merkezden kayarsa, dinamik sapma yerel kuvveti derecelendirmeden daha yüksek bir seviyeye çıkarabilir. Matematik yalan söylemez. Dağılım hayatta kalmayı yeniden yazar.
Aşağı vuruş CNC frenlerinde, kontrol gerçek zamanlı olarak konumu düzeltir. Bu açı doğruluğunu artırır. Kötü bir yük haritasından kaynaklanan çerçeve burkulmasını ortadan kaldırmaz. Yukarı vuruş tasarımları, kuvvet uygulama yolu farklı olduğu için daha az affedicidir; merkezden kaymış yükler, istasyonlar arasında görünür açısal yanlılık olarak ortaya çıkar.
Önce tonaj merkezini dengeleyin. Sonra onu kilitleyin.
Oturumunuzu kontrol edin.
Yüksekliği 0.03 mm olan bir kenar buldum ve bu, tangın altında kurumuş bir yerleşim boyası kadar ince bir çip. O tıraş, bir günün üretim maliyetine mal oldu.
Oturma işlemi kozmetik değildir. Yapısaldır. Bir segmentin altında 0.03 mm'lik bir kenar, bir pivot haline gelir. 50 ton altında, o pivot yükü bitişik omuza yoğunlaştırır. Omuz mikroskobik olarak deforme olur. Bir sonraki çalışmada aynı açı için daha derin bir penetrasyon gerekir. Tonaj artar. Hiç kimse bunu bir çelik parçasına geri bağlamaz.
İşte sahneleme sırası:
Sonra ramı, tam uzunluk boyunca temasın 2 mm yukarısına indirin. Bir hissedici ölçü aleti veya ince bir shim kullanarak birden fazla noktada kontrol edin. Eşit gün ışığı arıyorsunuz. Eğer bir taraf önce temas ederse, durun. Şimdi düzeltin, yük altında değil.
Çünkü bir kez yüklediğinizde, yanlış oturma gerilme geçmişi haline gelir.
Oturumunuzu kontrol edin.
1200 mm'lik bir parçayı hayal edin, zirve kuvvetinde sadece 300 mm'lik bir punch ile temas eden bir flanş. Eğer bu temas bölgesi hafifçe solda duruyorsa ve ram o tarafta 0.05 mm yüksekse, sol kenar önce ve daha derin deforme olur. Ramı serbest bırakın ve parça eşit olmayan bir şekilde geri sıçrar. Solda 90°, sağda 91° okursunuz.
Bu, geri sıçrama değişkenliği değildir. Bu, asimetrik plastik gerilmedir.
Paralelliği doğrulamak için, tam hedef temas uzunluğu boyunca hafif bir test darbesi yapın - tam olarak şekil almadan bir tanık çizgisi bırakacak kadar derin penetrasyon. Punch ile kalıp arasındaki boşluğu, her iki uçta shim stok ile ölçün. Alternatif olarak, kalibrasyon şeridini tam uzunlukta bükün ve 100 mm aralıklarla açıyı ölçün.
Dönmeyi arıyorsunuz. Uzunluk boyunca herhangi bir tutarlı açı kayması, yükün düzgün düşmediği anlamına gelir.
Ram paralel ayarı ile düzeltin ve gerçek temas uzunluğuna göre ayarlanmış bir tepe oluşturun, teorik yatak aralığına değil. Açıların, tam uzunluk boyunca toleransınız içinde eşleştiği zaman, üretim derinliğine geçebilirsiniz.
Makine, yazılımla mekanik yanlılığı düzeltemez.
Oturumunuzu kontrol edin.
Çoğu operatör bir sayıya bakar: bitmiş açı. Bu hikayenin yarısıdır.
İlk kontrollü bükümde üç şeye dikkat ediyorum:
Eğer penetrasyon beklenenden daha derinse, nedenini sorun. Malzeme akma noktası, tablodan varsayılandan daha yüksek olabilir. Paslanmaz çelik bu konuda ünlüdür; aynı şekilde etiketlenmiş iki parti, belirgin şekilde farklı kuvvetler talep edebilir. Eğer 60 ton hesapladıysanız ve makine açıya ulaşmadan önce 72'ye çıkıyorsa, 'lik rezerviniz aniden yok olmuş demektir.
Matematik yalan söylemez, ama girdiniz yanlış olabilir.
Şimdi kalıp genişliğini düşünün. Daha geniş bir V, tonajı düşürür, evet. Aynı zamanda iç yarıçapı ve minimum flanş gereksinimini artırır. Bir atölyenin tonajı kurtarmak için V'yi açtığını, açıyı mükemmel bir şekilde yakaladığını ve sonra flanş geometrisinin aşağı akış uyumunu sağlamakta başarısız olduğunu gördüm. Yapısal kapasiteyi korudular ama fiziksel işlevden ödün verdiler.
Bu bir müzakeredir. Akma dayanımı, kalıp genişliği ve alet derecelendirmesi aynı odada tartışıyor. İlk test bükümü, kimin kazandığını size söyler.
Eğer tonaj yüksek ve yarıçap sıkıysa, V genişliğini artırmayı ve taahhütte bulunmadan önce flanş geçerliliğini yeniden hesaplamayı düşünün. Eğer tonaj rahat ama açı uzunluk boyunca kayıyorsa, programı değiştirmeden önce oturma ve tonaj merkezini yeniden gözden geçirin.
Bir büküm. Üç tanı.
Program, 1.6 mm iç yarıçap diyor. Bu sayı, hava bükümünde genellikle V genişliğinin yaklaşık 'sını varsayan bir tablodan geldi. Ama tablolar nominal akma varsayımında bulunur.
İlk bükümünüzden sonra, bir örneği kesip parlatın veya bükümün içine düzgün bir şekilde yerleştirilmiş yarıçap ölçü aletleri kullanın. Gerçek yarıçapı programlanan beklentiyle karşılaştırın. Eğer gerçek yarıçap daha büyükse, ya V kalınlığa göre geniştir ya da malzeme varsayılandan farklı bir şekilde akmıştır. Daha büyük yarıçap genellikle daha düşük zirve gerilimi ve tahmin edilenden biraz daha düşük tonaj anlamına gelir. Hava bükümünde daha küçük yarıçap genellikle düşündüğünüzden daha yakın bir dip noktası anlamına gelir ve dip noktası kuvveti hızla çarpar.
Hava bükümünden dip noktaya geçerken kuvvet yaklaşık 1.5 kat artar. Bu bir yuvarlama hatası değildir. Bu, bir aletin hayatta kalma sorusudur.
Bu yüzden ölçün. Kontrol modelinin bugünkü çelikle eşleştiğini varsaymayın.
Gerçek yarıçap, açı birliği ve ölçülen tonaj planladığınız rezerv içinde hizalandığında, üretim yapma hakkını kazanmışsınız demektir.
Çelik sözleşmeyi imzaladı.
Şimdi döngüyü başlatmadan önce kendinize bir şey sorun: Eğer bu yük iki inç sola kayarsa, bu yığın içindeki herhangi bir şey derecesinin ötesinde yaşayacak mı?
Eğer buna tereddüt etmeden cevap verebiliyorsanız, sadece bir işi kurmuyorsunuz. Amaçlı olarak yapısal riski yönetiyorsunuz.
Üretim, sessiz hataların başladığı yerdir.
İlk on parça temiz görünüyor. Açı sabit kalıyor. Tonaj metre, hesapladığınız değeri okuyor. Sonra, üç saat sonra, makine aynı açı için %8 daha fazla penetrasyona ihtiyaç duyuyor. Hiç kimse programı değiştirmedi. Hiç kimse aletlere dokunmadı. Ama bir şey hareket etti.
Eğer hala “bu delgi bu tutucuya uyuyor mu” diye soruyorsanız, hayaletleri kovalamış olursunuz. Gerçek soru, üretim çalışmaya başladıktan sonra, daha basit ama daha zor: bu yığın, tam olarak nerede yere düşüyorsa, üzerine koyduğum yükü hâlâ kaldırabiliyor mu?
Çünkü yük kayar. Malzeme verimi, partiden partiye kayar. Operatörler, arka ölçüm parmağını temizlemek için parçaları sola veya sağa kaydırır. Taç ayarları sabit kalırken temas uzunluğu değişir. İşte bu yüzden 120 tonluk bir iş, sessizce bir omuzda 135 ton haline gelir. Makine şikayet etmez. Kalıp eder.
Matematik yalan söylemez, ama yalnızca matematiğin varsaydığı şeyi ölçmeye devam ederseniz çalışır.
Bu nedenle çerçeve değişir. Döngü başlamadan önce, kurulumun hesaplanan kuvveti kaldırıp kaldıramayacağını sordunuz. Üretim sırasında, kuvvetin hâlâ planladığınız yere düşüp düşmediğini ve çeliğin sözleşmeyi yeniden yazıp yazmadığını soruyorsunuz.
Bu, uyumdan performansa geçiştir.
Ve performans, önce kenarlarda başarısız olur.
Omuz çökmesi, kalıp omzunda tekrarlanan yüksek yük altında mikroskobik plastik deformasyondur. Uç sıkıştırması, delgi burununda aynı hikayedir. Doğruluk kaymaya başlamadan önce her ikisini de göremezsiniz.
İşte izlediğim şey:
Her biri, çelikle çizilmiş bir yük haritasıdır.
Varsayımsal bir durum alalım: 10 fitlik alet, toplamda 140 ton hesaplandı. Bu, ortalama 14 ton fit başına demektir. Ama üretim gerçeği, 4 fitlik gerçek temasın merkezden biraz sola kaydığını gösteriyor. Artık o bölgede fit başına 35 ton daha yakınsınız. Eğer kalıp 30 ton fit başına olarak derecelendirilmişse, her döngüde plastik deformasyona 5 ton fit başına yakıyorsunuz.
Bunu atölye dilinde ifade edelim: eğer o kalıp $1,200 maliyetindeyse ve her 200 döngüde 0.001 inç kalıcı bir ayar veriyorsa, çatlamadan çok önce her inç atık için dolar ödüyorsunuz.
İzleme yöntemi basit ve mekaniktir:
Eğer tonaj artarsa veya penetrasyon kayarsa, durun ve gerçek temas uzunluğuna dayanarak ayak başına tonları yeniden hesaplayın, teorik yatak uzunluğuna değil. Sonra bunu yığındaki en düşük dereceli bileşenle karşılaştırın.
Aşırı yükü, çeliğin sizin için karar vermesinden önce böyle yakalarsınız.
Oturumunuzu kontrol edin.
Açı kayarsa, taşlama makinesinde kalıba “öpme” isteği doğar.
Taşlama makinelerine kaybedilen hassasiyetin, aşırı yükten daha fazla olduğunu gördüm.
Taşlama, malzemeyi eşit şekilde çıkarır. Omuz çökmesi eşit şekilde gerçekleşmez. Eğer sol taraftaki 300 mm 0.02 mm verdiyse ve bunu temizlemek için tam 3 metre taşlarsanız, her segmenti kısaltmış olursunuz. Artık kapama yüksekliği referansınız değişiyor, CNC derinlik numaralarınız yalan söylüyor ve tepe eğriniz gerçeklikle eşleşmiyor.
Daha kötüsü, omuzda kesit kütlesini azalttınız. Yapısal kapasite sadece kağıt üzerindeki bir derecelendirme değildir; bu, bükülmeye karşı direnen geometri olan kesit modülüdür. Çeliği çıkarın, sertliği kaybedin. Bir sonraki çalışma biraz daha derin penetrasyon gerektirir. Tonaj kayar. Tekrar taşlarsınız.
O spiral, operatörlerin göremediği bir şekilde pahalıdır. Her taşlama alet ömrünü yüzde 10 kısaltıyorsa ve her üç ayda bir yeniden düzeltme yapıyorsanız, iki yıl içinde ödediğiniz yapısal marjın yarısını atmış olursunuz. Atık başına dolar, alet başına dolara dönüşür.
Çözüm, kozmetik düzeltme değildir. Kök nedenin yeniden hesaplanmasıdır: kalıp genişliği çok dar mıydı, malzeme verimi varsayılandan yüksek mi, bükme yöntemi hava bükme yerine dibe yakın mı?
Taşlama, matematik hatalarını gizler. Onları çözmez.
Oturumunuzu kontrol edin.
Herhangi bir alet ram'e dokunmadan önce altı soru sorarım. Kafamda değil. Kağıtta.
Eğer herhangi bir cevap belirsizse, V'yi genişletirim, yöntemi değiştiririm veya bükmeyi aşamalara ayırırım.
Tek ileriye taşıyacağınız tek şey şudur: makine tonajı küreseldir; başarısızlık yereldir. Bu, mükemmel bir “güvenli” 150 tonluk çalışmanın ortasında bir kalıbı kırana kadar belirgin değildir.
Bir çerçeve yalnızca yoğun bir vardiyadan sağ çıkarsa önemlidir.
Bunu kontrol sistemlerine dönüştürüyorum:
Bu bürokrasi değil. Bu yapısal muhasebe.
Zirve kuvvetinde yalnızca 300 mm'lik bir delgi ile temas eden bir flanşı olan 1200 mm'lik bir parçayı hayal edin. Üretim, verimliliği artırmak için sol ve sağ yüklemeyi sırayla başlatırsa, alet yığınında döngüsel asimetrik gerilme yaratmış olursunuz. Zamanla, bu, kurulumunuz mükemmel olsa bile paralelliğin kaymasına neden olur.
Tonnaj ve penetrasyonu birlikte kaydederek, bu kaymayı erken görürsünüz. Penetrasyon artarsa ancak tonaj artmazsa, malzeme değişmiştir. Aynı açı için tonaj artarsa, temas uzunluğu kısalmış veya dip noktasına yaklaşmaktasınız demektir. Her desen farklı bir hikaye anlatır.
Matematik yalan söylemez. Ama yalnızca ona gerçeği beslemeye devam ederseniz.
Otuz yıl boyunca şunu öğrendim: hassas CNC bükme, bir ayar bulmak ve uzaklaşmakla ilgili değildir. Her seferinde ram aşağı indiğinde kontrol edilen bir deney yürütmekle ilgilidir; çeliğin, müzakere ettiğiniz sınırlar içinde davrandığını doğrulamakla ilgilidir.
Döngü başlamadan önce sorun: bu yükü kaldırabilir mi?
Üretim sırasında, hala düşündüğüm yerde mi hayatta kalıyor diye sormaya devam edin.
Lens bu. Uygunluk değil. Plaka tonajı değil.
Gerçek kuvvet altındaki performans.


















