

آخر ضربة رأيتها تنفجر تناسب الحامل كما لو كانت ولدت هناك.
ستون طنًا لكل قدم، محفور بالليزر مباشرة على الساق. كانت الوظيفة تتطلب 78. أومأ المشغل برأسه. “إنها جالسة بشكل جيد.” عندما نزل الرام، انقسم القسم الأوسط وأرسل شظية عبر ستارة الضوء. خمس دقائق من الإعداد. ثمانية آلاف دولار في الأدوات. يومان من التوقف. لم يهتم الفولاذ بأنه انقر بشكل مرتب في مكانه.
هذه هي الفجوة التي لا تغلقها معظم الورش.
يمكنك إدخال ضربة بطول 3 أقدام في حامل مصقول بدقة وتشعر بتلك النقرات المغناطيسية النظيفة. لا اهتزاز. لا ضوء نهار. يبدو آمنًا. لكن السعة الهيكلية ليست مسألة هندسية؛ إنها مسألة قوة لكل طول.
خذ فولاذًا معتدلًا بسمك 4 مم على طول 1000 مم مع قالب V بسمك 32 مم. تضع الجداول القياسية ذلك حول 330 كيلو نيوتن لكل متر للثني الهوائي، مع افتراض حوالي 450 نيوتن/مم² من قوة الشد. انتقل إلى الفولاذ المقاوم للصدأ وستضاعف ذلك بمقدار 1.5. الآن أنت بالقرب من 500 كيلو نيوتن/م. فولاذ الكروم-مولي؟ ضاعفها. الرياضيات لا تكذب.
إذا كانت ضربة لديك مصنفة لـ 60 طنًا لكل قدم وكانت حساباتك تتطلب 78، فأنت لست “أكثر بقليل”. أنت 30% فوق العائد على أداة صلبة مصممة مع هامش أمان ربما يكون 10–15%. تظهر تلك الفجوة كدولارات لكل بوصة من الخردة والأدوات المكسورة. تحقق من مقعدك.
فأين هي النقطة الحقيقية التي لا عودة منها؟
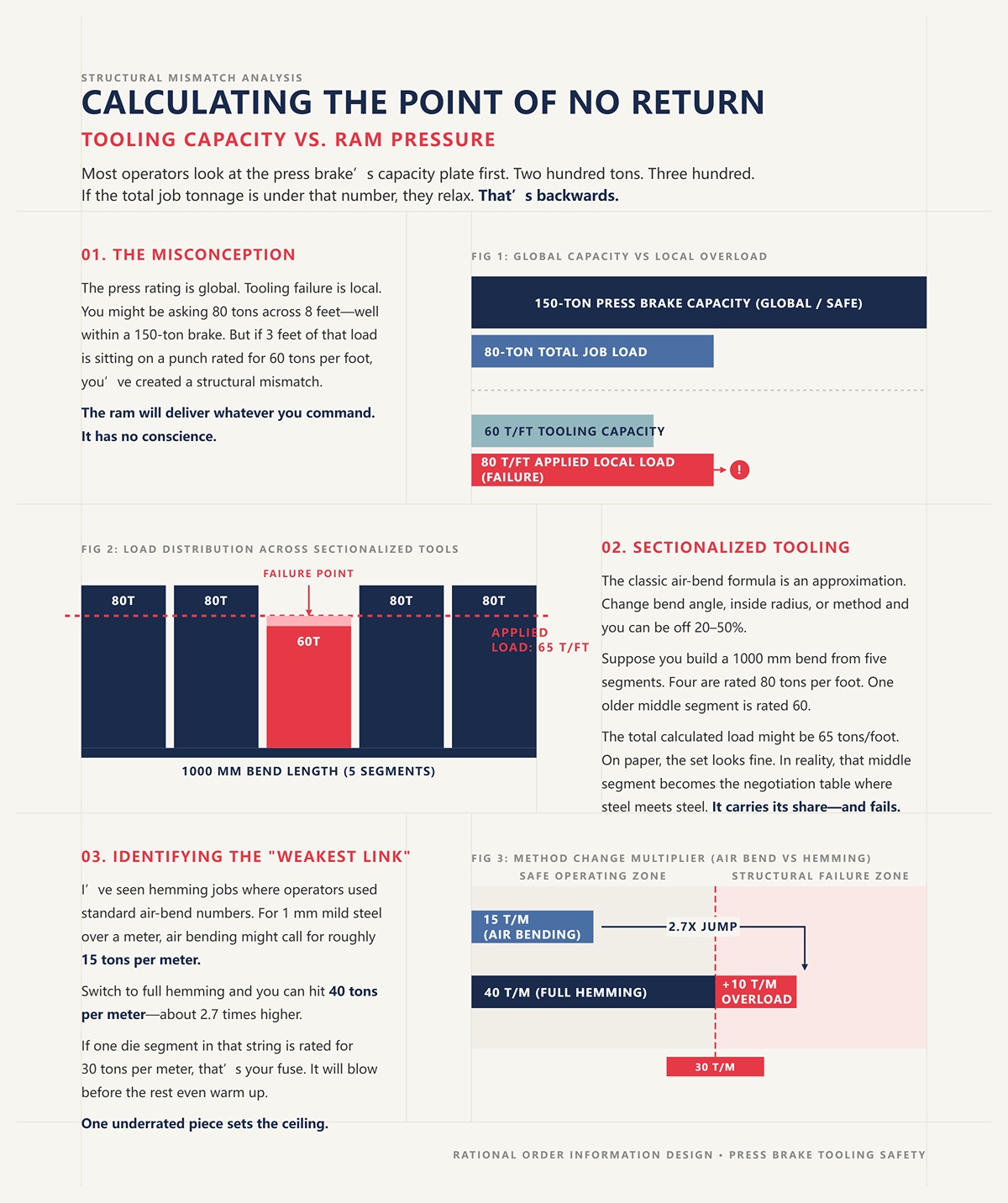
ينظر معظم المشغلين إلى لوحة سعة مكبس الفرامل أولاً. مئتان طن. ثلاثمئة. إذا كانت إجمالي أطنان الوظيفة أقل من هذا الرقم، فإنهم يسترخون.
هذا معكوس.
تصنيف المكبس عالمي. فشل الأدوات محلي. قد تسأل عن 80 طنًا عبر 8 أقدام - ضمن حدود مكبس بوزن 150 طن. ولكن إذا كان 3 أقدام من تلك الحمولة جالسة على ضربة مصنفة لـ 60 طنًا لكل قدم، فقد أنشأت عدم تطابق هيكلي. سيوفر الرام ما تأمر به. ليس لديه ضمير.
نقطة عدم العودة هي حيث تتجاوز الأطنان المطلوبة لكل قدم أقل مكون مصنف في المجموعة: الضربة، القالب، الحامل، أو المشبك - وليس إطار الآلة وحده. في الممارسة العملية، هذا هو السبب في أنه يجب تصميم المكبس والأدوات كنظام موحد. منصة تتحكم بها CNC بالكامل، مثل حل مكبس CNC من CN-HAWE، مصممة لإدارة قوة الثني، والتوزيع، والتكرار عبر تطبيقات الصفائح المعدنية عالية الجودة، مما يساعد على ضمان بقاء ضغط الرام المطلوب متماشيًا مع سعة الأدوات الحقيقية. تحقق من مقعدك - لأنه بمجرد تحميل أقل مكون مصنف، يكون الفشل قد بدأ بالفعل.
هنا تصبح الأمور زلقة. صيغة الثني الهوائي الكلاسيكية - القوة تتناسب مع سمك المربع مضروبًا في الطول مقسومًا على فتحة V - هي تقريب. قم بتغيير زاوية الثني، أو نصف القطر الداخلي، أو الطريقة ويمكن أن تكون بعيدًا عن 20–50%.
الآن أضف الأدوات المجزأة.
افترض أنك تبني ثنيًا بطول 1000 مم من خمسة أجزاء. أربعة مصنفة بـ 80 طنًا لكل قدم. جزء واحد أقدم في المنتصف مصنف بـ 60. قد تكون الحمولة المحسوبة الإجمالية 65 طنًا لكل قدم مكافئة. على الورق، يبدو “المجموعة” جيدة. في الواقع، يصبح ذلك الجزء الأوسط طاولة التفاوض حيث يلتقي الفولاذ بالفولاذ. إنه يحمل نصيبه - وأحيانًا أكثر إذا كان المحاذاة غير صحيحة.
الرياضيات لا تكذب، لكن الافتراضات السيئة تفعل. احسب دائمًا الأطنان لكل متر للمادة والطريقة المحددة، ثم قارنها بتصنيف كل جزء، وليس المتوسط. تحقق من مقعدك.
لقد رأيت وظائف التثنية حيث استخدم المشغلون أرقام الانحناء الهوائي القياسية. بالنسبة للفولاذ اللين بسمك 1 مم على مسافة متر، قد يتطلب الانحناء الهوائي حوالي 15 طن لكل متر مع أدوات على شكل قطرة. إذا انتقلت إلى التثنية الكاملة، يمكنك الوصول إلى 40 طن لكل متر - أي حوالي 2.7 مرة أعلى.
إذا كانت إحدى قطع القالب في تلك السلسلة مصنفة لـ 30 طن لكل متر، فهذا هو الفيوز الخاص بك. سيتعطل قبل أن يسخن الباقي.
أضعف حلقة ليست دائمًا واضحة. يمكن أن تكون إدخال قالب ضيق، أو قطعة دافعة قصيرة، أو حتى نظام التثبيت. قطعة واحدة غير مقدرة تضع الحد الأقصى لكل الإعداد. الرياضيات لا تتفاوض. تحقق من مقعدك.
لكن ماذا يحدث عندما لا يتم توزيع الحمل بالتساوي؟
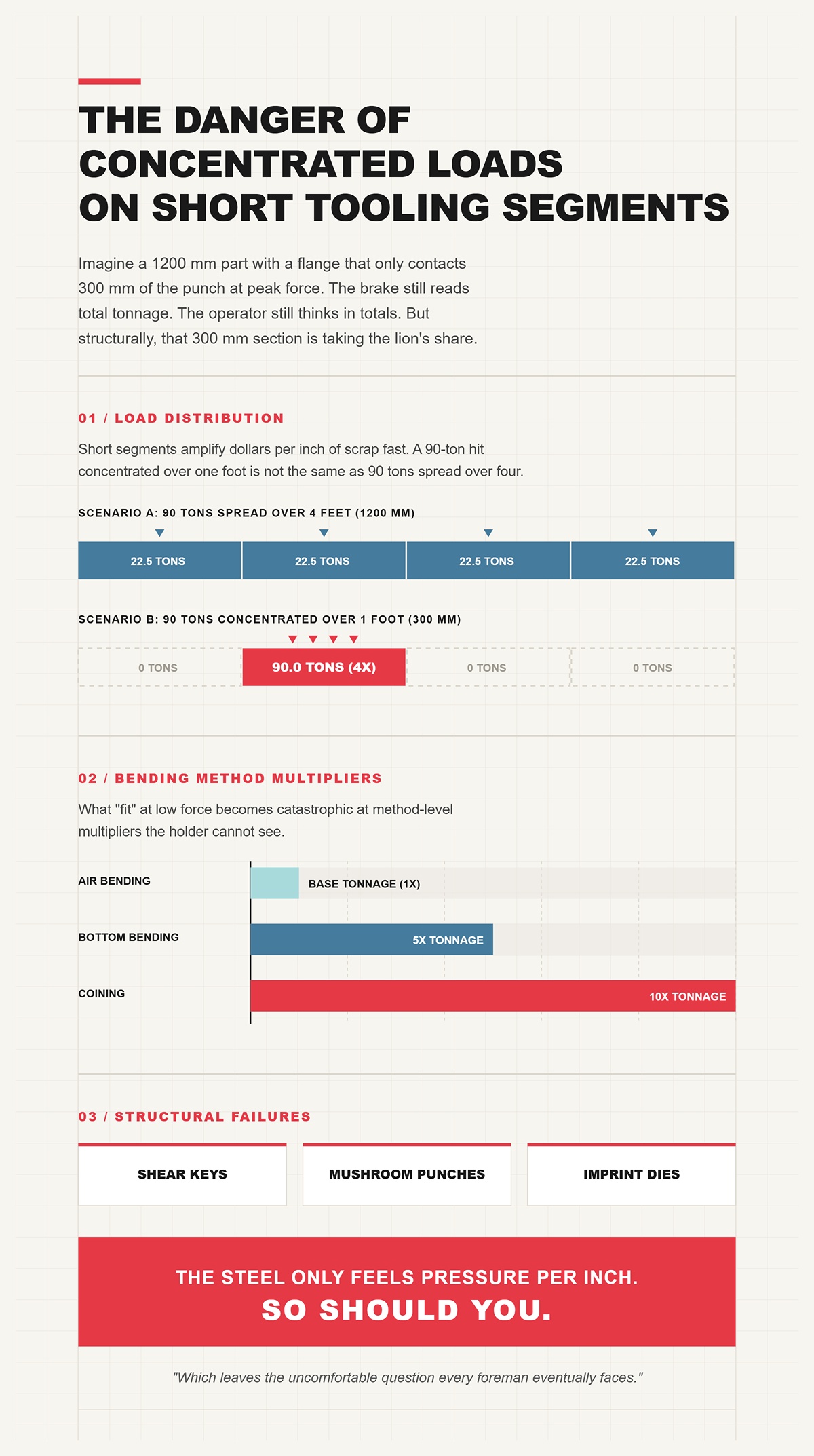
تخيل جزءًا بطول 1200 مم مع شفة تتصل فقط بـ 300 مم من الدافعة عند أقصى قوة. لا يزال الفرامل تقرأ الوزن الإجمالي. لا يزال المشغل يفكر في الإجماليات. لكن هيكليًا، فإن قسم الـ 300 مم هذا يتحمل الحصة الأكبر.
تضخم القطع القصيرة تكلفة الدولارات لكل بوصة من الخردة بسرعة. ضربة بوزن 90 طن مركزة على قدم واحدة ليست مثل 90 طن موزعة على أربعة. هكذا يمكنك قطع المفاتيح، وتشكيل الدافعات، وترك بصمات على القوالب.
أضف الانحناء السفلي - خمسة أضعاف وزن الانحناء الهوائي - أو التشكيل بعشرة أضعاف، وتتبخر الهوامش. ما “يتناسب” عند القوة المنخفضة يصبح كارثيًا عند مضاعفات مستوى الطريقة التي لا يمكن للحامل رؤيتها.
الفولاذ يشعر فقط بالضغط لكل بوصة. لذا يجب أن تشعر بذلك أيضًا.
وهذا يترك السؤال غير المريح الذي يواجهه كل مشرف في النهاية.

في معظم الورش الحقيقية، ينجو مكبس الفرامل. إنه مُصمم بشكل زائد، بإطار ضخم، ومصمم لدورات تحميل كاملة.
الجزء ينحني أولاً إذا تجاوز وزنك نطاق المرونة للمادة. هذه خردة بمعدل يمكن حسابه - أحيانًا سنتات لكل بوصة، وأحيانًا مئات إذا كانت سبائك الطيران.
تنكسر الأداة عندما يتجاوز القوة المطلوبة سعة مقطعها العرضي المعالج. هذا آلاف في لحظة.
وإذا كنت تتحمل الحمل الزائد باستمرار، يتطور انحراف السرير في المكبس، أو التواء المكبس، أو تشققات في الإطارات الجانبية. هذا هو الوقت الذي يبدأ فيه التوقف في قياس الأسابيع.
لذا فإن التحول الإدراكي الذي أريد أن يترسخ في ذهنك هو: توقف عن السؤال عما إذا كانت الأداة تناسب. ابدأ في السؤال عما إذا كان كل مكون في المجموعة يمكنه البقاء هيكليًا على قيد الحياة مع الأطنان المحسوبة لكل طول التي تتطلبها مادّتك.
لأنه بمجرد أن ينزل المكبس، يتم فرض العقد في الفولاذ.
شاهدت مشغلًا شابًا يرفع لوحة بسمك 4 مم مرة - صبغة التخطيط عبر القاع - ثم يقوم بعمل انحناء هوائي ببطء ويسحبها لقراءة علامات الشهادة على أكتاف القالب. لم يكن الاتصال مركزيًا. كان يعض بشدة على جانب واحد، وخفيفًا على الآخر. تلك الصبغة قالت الحقيقة التي لم تستطع شاشة الوزن قولها: لم يكن الحمل موزعًا بالطريقة التي افترضتها ورقة الإعداد.
هذا هو أول تحكم عملي لك. استخدم صبغة التخطيط أو فيلم الضغط على أكتاف القالب، وقم بعمل ضربة محكومة عند الوزن المحسوب، وتحقق من الاتصال. إذا كانت الشهادة غير متساوية، فإن الأطنان لكل طول غير متساوية، وبعض القطع تتفاوض بشدة أكثر من الباقي. ضع شريحة، وأعد ضبط، وأعد التحقق. الرياضيات لا تكذب، ولكن فقط إذا كانت الهندسة تتطابق مع الرياضيات.
الآن هنا حيث يصبح المشغلون غير رسميين. إنهم يعاملون الفتحة على شكل V كأنها وسيلة راحة - “ما الموجود على الرف؟” - بدلاً من كونها الرافعة الأساسية التي تحدد القوة. صيغة الانحناء الهوائي القياسية تتناسب تقريبًا مع سمك المادة تربيعًا مقسومًا على فتحة V. إذا ضاعفت الفتحة، فإنك تقريبًا تقلل الوزن إلى النصف. حافظ على فتحة V ضيقة، وسترتفع الحمولة بسرعة. قوة الخضوع موجودة داخل تلك المعادلة كعامل مضاعف. الفولاذ الأقوى يتطلب قوة أكبر لنفس الهندسة. إذا لم تقم بتوسيع الفتحة لتعويض ذلك، فإنك تدفع أطنانًا لكل قدم نحو أضعف جزء في سلسلتك.
هذه هي الطريقة التي تتحقق بها وتتحكم في التوزيع في الممارسة العملية:
فتحة القالب ليست حول الملاءمة. إنها تتعلق بالبقاء الهيكلي تحت الحمل المدفوع بقوة الخضوع. إذا غيرت الفتحة، فإنك تغير شروط التفاوض قبل أن يتحرك المكبس.
كانت الوظيفة تتطلب 78 طنًا لكل قدم مكافئ على فولاذ خفيف بسمك 6 مم. باستخدام قاعدة 8× القديمة - فتحة V حوالي ثمانية أضعاف سمك المادة - اخترنا قالبًا بفتحة 48 مم. الأرقام كانت صحيحة. الحمولة لكل طول كانت تحت تصنيف الثقب. نظيف.
ثم جاء شهادة المادة خاطئة. لم يكن فولاذًا خفيفًا عند حوالي 60,000 PSI قوة شد. كان هيكليًا عالي القوة يدفع 100,000 PSI. نفس السمك. نفس V. قفزت الأطنان المطلوبة بحوالي نسبة قوة الشد. لا تحتاج إلى سبورة بيضاء لرؤية المشكلة. لم تعد عند 78. أنت فوق 120 لكل قدم.
تعمل قاعدة 8× لأنها توازن بين نصف القطر الداخلي، والأطنان، والمرونة المادية للفولاذ منخفض الكربون الشائع. ولكن عندما ترتفع قوة الخضوع، تتوقف تلك القاعدة عن حمايتك. إما أن تفتح الفتحة - 10×، حتى 12× من السمك - أو تقبل ارتفاعًا حادًا في الأطنان لكل طول. والأطنان لكل طول هي ما يكسر الأدوات، وليس النوايا الحسنة.
السبائك عالية القوة هي الاستثناء الذي يثبت القاعدة: يجب أن تنمو فتحة V مع القوة إذا كنت تريد الحفاظ على الحمل الهيكلي ثابتًا. تحقق من مقعدك.
الفولاذ المقاوم للصدأ عند سمك مشابه للفولاذ الخفيف غالبًا ما يتطلب حوالي 1.4 إلى 1.6 مرة من القوة، اعتمادًا على الدرجة والحالة. يمكن أن يفاجئك الألمنيوم 6061-T6 أيضًا؛ على الرغم من كونه “ناعمًا” في الحديث، إلا أن قوة شدّه في حالة T6 مرتفعة بما يكفي لتطلب أطنانًا حقيقية، وينكسر إذا أجبرت على نصف قطر ضيق جدًا.
لقد رأيت مشغلين يحافظون على نفس فتحة V 8× من الفولاذ الخفيف ويقومون فقط بـ “الدفع بقوة أكبر” على الفولاذ المقاوم للصدأ. ما يحدث فعليًا هو أن ضغط الاتصال على أكتاف القالب يرتفع، يبدأ التآكل، وترتفع أطنانك المحلية لكل بوصة إلى مستوى خضوع الأدوات. تظهر الدولارات لكل بوصة من الخردة كتمزق سطحي وشقوق دقيقة عند خط الانحناء.
افتح الفتحة إلى 10× من السمك للفولاذ المقاوم للصدأ كنقطة انطلاق. بالنسبة لـ 6061-T6، ضع في اعتبارك كل من الأطنان ونصف القطر الداخلي الأدنى لتجنب التصدع؛ فتحة V أوسع قليلاً تقلل القوة وتخفف الضغط. أنت لا تطارد الملاءمة. أنت تدير الحمل المدفوع بقوة الخضوع حتى لا يرى الجزء الأضعف مفاجأة.
الآن تخيل أنك بحاجة إلى نصف قطر داخلي أكثر ضيقًا مما تعطيه قاعدة 8×. تنخفض من فتحة V 32 مم إلى 20 مم على فولاذ بسمك 4 مم لتسعى للحصول على انحناء أكثر حدة.
تتناسب القوة عكسيًا مع V. قلل V بحوالي 37%، وسترتفع أطنانك بحوالي 60%. هذا ليس حدسًا خطيًا - هذه هي المعادلة تتحدث. إذا كنت عند 30 طنًا لكل متر، فأنت فجأة بالقرب من 48. نفس المادة. نفس الطول. قالب مختلف.
هنا حيث تتعرض المتاجر للحرق. يركزون على النتيجة الهندسية - “أحتاج إلى زاوية أكثر حدة” - وينسون أن السعة الهيكلية هي التي تدفع الفاتورة. إذا كانت تلك الـ 48 طنًا لكل متر تتجاوز أدنى جزء مصنف لديك عند 40، فقد قمت بتصميم نقطة فشل للفوز بنصف قطر.
تتكلف الانحناءات الأكثر حدة في الأطنان. الرياضيات لا تتفاوض. تحقق من مقعدك.
لقد قمت ذات مرة باستبدال مجموعة قوالب كانت تبدو جيدة من حيث الأبعاد ولكن كانت لها أكتاف حادة ومهترئة. تحت الحمل، كان الفولاذ المقاوم للصدأ يجر عبر تلك الحواف مثل ورق الصنفرة على الألمنيوم.
يحدد نصف قطر كتف القالب كيفية تدفق الورقة أثناء الانحناء. إذا كان حادًا جدًا، فإن منطقة الاتصال تتقلص. ضغط الاتصال - القوة مقسومة على المساحة - يرتفع. هذا الضغط المرتفع يزيد من الاحتكاك، مما يزيد من القوة المطلوبة للانحناء قليلاً عن المعادلة النظيفة. كما أنه يعزز التآكل، خاصة مع الفولاذ المقاوم للصدأ. يزيد التآكل من الاحتكاك مرة أخرى. تحصل على حلقة تغذية راجعة: المزيد من الاحتكاك، المزيد من القوة، المزيد من الأطنان المحلية لكل بوصة.
توسيع نصف قطر الكتف ينشر الاتصال، ويخفض الضغط الأقصى، ويسهل سحب المادة إلى شكل V. هذا لا يحمي فقط من تشطيب السطح؛ بل يثبت مسار الحمل حتى لا تصبح شريحة صغيرة من كتف القالب نقطة الفشل المخفية.
افحص أكتاف القالب بنفس الشك الذي تفحص به مخططات الأطنان. الكتف المصقول والمشعع بشكل صحيح هو جزء من حسابك الهيكلي، وليس صيانة تجميلية.
هنا حيث تصطدم الطريقة بالرياضيات الجيدة.
قد يتطلب الانحناء الهوائي 30 طنًا لكل متر في إعداد معين. الانتقال إلى الانحناء القاعدي - دفع المادة بالكامل إلى زاوية القالب - يمكن أن يتطلب قوة تصل إلى حوالي خمسة أضعاف الانحناء الهوائي. يمكن أن يصل التشكيل إلى عشرة أضعاف. نفس شكل V. نفس السماكة. طريقة مختلفة.
لذا إذا كانت حسابات الانحناء الهوائي لديك تحت تصنيف 40 طنًا لكل متر للقالب، فإن الانحناء القاعدي لنفس الجزء قد يتطلب 150. الجزء الأضعف لا يهتم بأن عرض الفتحة كان “صحيحًا”. إنه يشعر فقط بالمضاعف.
اختيار الطريقة هو قرار هيكلي. إذا كان يجب عليك الانحناء القاعدي للتحكم في الزاوية، فإنك إما تزيد من فتحة V، أو تقلل من طول الانحناء لكل ضربة، أو تقسم العملية إلى انحناءات متعددة للبقاء تحت الحدود لكل جزء. خلاف ذلك، فإنك توقع عقدًا لا يمكن لأدواتك الوفاء به. تحقق من مقعدك.
قم بتشغيل انحنائين هوائيين متطابقين: واحد على قالب نظيف ومصقول؛ واحد على قالب به مقياس مضمن وتآكل خفيف. نفس العمق المبرمج. نتيجة زاوية مختلفة.
لماذا؟
الاحتكاك بين الورقة وأكتاف القالب يقاوم سحب المادة. يعني الاحتكاك الأعلى أن الورقة لا تنزلق بحرية إلى شكل V، مما يغير قليلاً من هندسة الانحناء الفعالة ويزيد من القوة المطلوبة. تظهر تلك القوة الإضافية كزيادة في الانحراف في المكابح وكتلة الأدوات، مما يغير الزاوية النهائية من خلال الاسترداد المرن.
لذا تلاحق الزاوية عند التحكم، مضيفًا عمقًا. هذا يضيف المزيد من القوة. مما يضيف المزيد من الانحراف. مما يحمّل بعض الأجزاء بشكل أقوى مما توقعه جدول البيانات.
احتفظ بالقوالب نظيفة. قم بإزالة التآكل. تحقق من الزاوية مقابل مادة معروفة جيدة مع قوة شد موثقة. لأن دقة زاوية الانحناء ليست مجرد هندسة وموقع خلفي - إنها ناتج عن القوة والاحتكاك والارتداد المرن.
وهذا يقودنا إلى المفاوضة التالية: بمجرد أن تحدد فتحة V والطريقة القوة، كيف تحدد نصف قطر الثقب وذاكرة المادة مكان الزاوية النهائية بعد إزالة الحمل؟
قمنا بعمل انحناء هوائي للفولاذ المقاوم للصدأ 304 بسمك 6 مم في الشتاء الماضي. كانت فتحة V صحيحة. كانت الأطنان لكل متر تحت تصنيف القالب بشكل مريح. عمق المكبس وصل إلى القيمة المبرمجة. تحت الحمل، كانت الزاوية تقرأ 90° على الليزر. أزلنا الضغط.
فتحت إلى 94°.
لم “يتحرك” شيء. لم ينزلق شيء. لم تكذب الآلة. الفولاذ ببساطة استرخى. تلك الأربع درجات هي استرداد مرن - ارتداد - وهي الجزء من المفاوضة الذي يعامل معظم المشغلين مثل الطقس. لكن القدرة الهيكلية ليست مسألة هندسة؛ إنها مسألة قوة لكل طول. ومتى تجاوزت تلك القوة العائد محليًا، فإن الجزء الذي لم يتشوه بلاستيكيًا يريد العودة إلى مكانه.
الزاوية النهائية بعد إطلاق الحمل تساوي التشوه البلاستيكي الذي أجبرته في الانحناء ناقص الإجهاد المرن الذي يستعيده المادة. أنت لا تتحكم في هذا الاسترداد بالأمل. أنت تتحكم فيه من خلال هندسة البندقية وضغط العملية. الرياضيات لا تكذب. تحقق من مقعدك.
في الانحناء الهوائي، عمق الاختراق يحدد الزاوية المحملة. يمكن لبندقية واحدة أن تنتج 70° أو 130° اعتمادًا على الشوط. هذا صحيح. لكن عندما نتحدث عن التحكم في الارتداد، نحن نتحدث عن ما يحدث بعد أن يرتفع الرام.
الممارسة القياسية لزاوية نهائية 90° في الصلب العادي هي بندقية بزاوية 85° إلى 88°. لماذا ليس بندقية بزاوية 90°؟ لأن المواد الأقوى ترتد أكثر. الفولاذ المقاوم للصدأ، الفولاذ عالي القوة منخفض السبائك، 6061‑T6 - جميعها تخزن المزيد من الطاقة المرنة عند خط الانحناء. إذا استخدمت بندقية بزاوية 90° و“دفعت أعمق”، فإنك تزيد من القوة والانحراف في مجموعة الأدوات، لكنك لا تغير نسبة الإجهاد البلاستيكي إلى الإجهاد المرن عند القمة بطريقة ذات مغزى.
تزيد البندقية الحادة من الإجهاد المحلي عند قمة الانحناء لنفس فتحة القالب وعمق الاختراق. المزيد من المادة عند نصف القطر الداخلي يتجاوز حد الخضوع. أقل يبقى مرنًا. يعني أقل إجهاد مرن أقل ارتداد.
هذا ليس خرافة. إنه توزيع الإجهاد.
لكن كم يجب أن تكون الحدة كافية قبل أن تبدأ في سحق السطح؟
لقد رأيت ورشة عمل تنتقل من بندقية بزاوية 90° إلى بندقية “تعويض” بزاوية 83° في عمل كان يرتد حوالي 7°. كانوا يتوقعون سحرًا. ما حصلوا عليه كان تحسينًا بمقدار 3° وخط مصقول على نصف القطر الداخلي.
لماذا؟ لأنهم بقوا في الانحناء الهوائي بنفس V.
إذا كنت تريد تقليل الارتداد بشكل ملحوظ لأكثر من بضع درجات، يجب عليك زيادة التدفق البلاستيكي عند القمة. هذا يعني إما تضييق فتحة V (زيادة الأطنان لكل بوصة)، أو الانتقال من الانحناء الهوائي إلى القاع أو التشكيل الخفيف حيث يجبر الضغط العالي المستمر المادة على الدخول في زاوية القالب.
يمكن أن يضاعف القاع القوة المطلوبة بحوالي خمسة أضعاف مقارنة بالانحناء الهوائي. يمكن أن تصل التشكيل إلى عشرة أضعاف. هذه ليست خطأ تقريبي - هذه قرار هيكلي. إذا كانت عملية الانحناء الهوائي لديك تعمل عند 30 طن لكل متر، فقد يتطلب القاع 150. تظهر الدولارات لكل بوصة من الخردة بسرعة إذا كانت أضعف قطعة قالب لديك تصل إلى 120.
وإليك المفاجأة: يقلل القاع من الارتداد ليس لأن زاوية البندقية سحرية، ولكن لأن الضغط المحلي العالي يدفع نحو تشوه بلاستيكي كامل تقريبًا عند القمة. أنت تشتري استقرار الزاوية بالطن.
العقد بسيط. المزيد من الإجهاد البلاستيكي الآن يعني أقل استرداد مرن لاحقًا. الرياضيات لا تكذب. تحقق من مقعدك.
لكن كيف تعرف مقدار الاسترداد الذي يجب توقعه قبل أن تلمس دواسة الوقود؟
خذ ورقتين بسمك 4 مم: فولاذ عادي A36 وفولاذ عالي القوة 100 ksi. نفس V، نفس البندقية، نفس عمق الاختراق إلى 90° تحت الحمل.
أطلقهما.
قد يرتد الفولاذ العادي بمقدار 2°. قد يفتح الفولاذ عالي القوة بمقدار 5° أو أكثر. لماذا؟ لأن قوة الخضوع تحدد مقدار الضغط الذي يمكن أن تحمله المادة بشكل مرن قبل أن تهيمن التشوهات الدائمة. قوة الخضوع الأعلى تعني منطقة مرنة أكبر في مقطع الانحناء.
يزداد الارتداد مع:
الأخير مهم. نصف القطر الداخلي الأكبر يوزع الضغط عبر مزيد من المادة، مما يقلل من ذروة الضغط البلاستيكي عند القمة. يبقى المزيد من المقطع العرضي مرنًا. المزيد من الاسترداد.
تحاول مكابح CNC الحديثة إخفاء ذلك عنك باستخدام مكتبات المواد. تدخل “304 الفولاذ المقاوم للصدأ، 6 مم”، ويطبق التحكم قيمة تعويض. هذا يعمل فقط إذا كانت الورقة الفعلية تتطابق مع العائد المفترض. لقد رأيت دفعات من الفولاذ المقاوم للصدأ تختلف بما يكفي لتحويل الارتداد بمقدار درجة. في قطعة بأربع انحناءات، يتضاعف ذلك. درجتان لكل انحناءة تصبح ثماني درجات من الخطأ المتراكم. هذا إعادة عمل. هذا خردة. هذه دولارات لكل بوصة من الخردة مكدسة مثل رقائق البوكر.
قم بإجراء انحناءة اختبار. قس الزاوية غير المحملة. اضبط اختيار البنش أو الانحناء المبرمج وفقًا لذلك. اعتبر الضربة الأولى كجمع بيانات، وليس إنتاج. تحقق من مقعدك.
الآن دعنا نقتل أسطورة تكلف المتاجر المال.
في الانحناء الهوائي، نصف القطر الداخلي للانحناءة هو في الأساس وظيفة لفتحة القالب، وليس نصف قطر طرف البنش. قاعدة شائعة: نصف القطر الداخلي ≈ 16% من الفتحة V للفولاذ اللين. لذا إذا كنت تعمل على V بسمك 40 مم، فإنك تبحث عن نصف قطر داخلي يتراوح بين 6-7 مم، بغض النظر عما إذا كان طرف البنش R1 أو R3.
لقد شاهدت المشترين يحددون بنش R0.5 ويتوقعون زاوية داخلية حادة بينما يتركون V واسعة للحفاظ على الوزن. يحصلون على نفس نصف القطر الواسع، بالإضافة إلى ضغط اتصال أعلى عند القمة. تزداد علامات السطح. يزداد تآكل الأداة. تتغير اتساق الزاوية بالكاد.
إذا كنت بحاجة حقًا إلى نصف قطر داخلي أكثر ضيقًا، فعليك تضييق V. لكننا قد مشينا بالفعل في هذا الطريق. V أضيق يعني أطنانًا أعلى لكل بوصة. يمكن أن يؤدي الانخفاض من 8× سمك إلى 6× إلى زيادة القوة بشكل كبير. تفاوض هيكلي مرة أخرى.
لذا فإن نصف قطر طرف البنش يكون مهمًا أكثر عندما تكون في مرحلة القاع أو التشكيل—عندما يُجبر المادة على الت conform إلى البنش. في الانحناء الهوائي البحت، يتحكم القالب في نصف القطر، ويتحكم البنش في تركيز الضغط وسلوك الارتداد.
الهندسة هي ثانوية لمسار الحمل. كانت دائمًا كذلك.
تخيل قطعة بطول 1200 مم مع فلنج يتصل فقط بـ 300 مم من البنش عند أقصى قوة. الآن أضف انحناءة عائدة تلتف مرة أخرى نحو جسم البنش.
تختار بنش حاد لمحاربة الارتداد. يعمل على الزاوية. ولكن في الانحناءة الثانية، تصطدم الفلنج المتشكلة بجسم البنش قبل أن تصل إلى الاختراق الكامل. لذا تقوم بتبديل إلى بنش عنق إوزي لتوفير المساحة.
إليك المفارقة: يمنحك العنق الإوزي ملاءمة فعلية، لكن ملفه الأطول والمريح يمكن أن ينحرف أكثر تحت الحمل. المزيد من الانحراف يغير الاختراق الفعلي عند القمة. ذلك يغير الزاوية المحملة. مما يغير الزاوية غير المحملة بعد الارتداد.
في القطع متعددة الانحناءات، يتغير الضغط المتبقي من الانحناءة الأولى الارتداد في الثانية. لقد قمت بقياس تعويض قدره 4° مطلوب في الانحناءة الأولى و4.5° في الثانية من نفس المادة. كل انحناءة تعيد كتابة خريطة الضغط. إذا افترضت أن زاوية تعويض واحدة تناسب الجميع، فإن الخطأ يتضاعف على طول الخط.
لذا مع هندسة العنق الإوزي، أنت توازن بين ثلاثة متغيرات:
لا تحل ذلك على شاشة التحكم وحدها. تحل ذلك مع قطع الاختبار، وقياس الزاوية بعد الإفراج، ونظرة باردة على الأطنان لكل بوصة مقابل تصنيف الأداة.
اختيار الأدوات هو تفاوض عالي المخاطر بين الفولاذ والفولاذ. الأطنان هي العملة. الارتداد هو النص الصغير. بمجرد أن ينزل المكبس، يتم تنفيذ العقد في الفولاذ.
وحتى عندما تكون الرياضيات صحيحة والهندسة صحيحة، لا يزال هناك طريقة واحدة يمكن أن تنهار بها هذه الصفقة: المحاذاة.
لقد قمت بالحسابات. الأطنان لكل بوصة تحت تصنيف الأداة. عرض القالب يتطابق مع السماكة. تم التنبؤ بالارتداد، واختباره، وتعويضه.
فكيف يمكن أن تتجول الزاوية النهائية لا تزال؟
لأن القوة لا تهتم بجدول البيانات الخاص بك. إنها تتدفق حيث يلمس الفولاذ بالفعل. وإذا لم يكن المكبس، والضغطة، والقالب في نفس المستوى ضمن بضع مئات من المليمترات، فإن حسابك النظيف البالغ 50 طنًا يصبح قمة غير متوازنة على كتف واحد بينما الجانب الآخر يتراخى عند نصف الحمولة. المتوسط لا يزال 50. قد تكون القمة المحلية 70. هكذا تبدأ في حفر شظايا من قالبك.
قلنا إن التحكم في الارتداد هو مشكلة هيكلية وتوزيع القوة. المحاذاة هي الجزء الذي يبقى فيه هذا التوزيع متساويًا - أو يتحول إلى حافة حادة.
الرياضيات لا تكذب. لكنها تفترض مقعدًا متوازيًا.
وتلك الافتراضات مكلفة.
سرير مكبس الفرامل ينحني. كل واحد منهم. تحت الحمل، يريد المركز أن يتدلى بينما تبقى الأطراف مدعومة بالإطار. إذا لم تقاوم ذلك، فإن وسط الجزء الخاص بك يرى اختراقًا أقل من الحواف، وتصبح هدفك البالغ 90° هو 88° في المركز و91° عند الأطراف.
التاج هو التصحيح - انحناء ميكانيكي أو هيدروليكي مدمج في السرير لتعويض الانحراف المتوقع تحت حمل معين. الكلمة الرئيسية هي المتوقع.
هنا حيث يخدع المتاجر أنفسهم: يقومون بضبط التاج بناءً على إجمالي الأطنان، وليس الأطنان لكل بوصة وطول الاتصال الفعلي. تخيل جزءًا بطول 1200 مم مع شفة تلامس فقط 300 مم من الضغطة عند أقصى قوة. قد تظهر شاشتك 60 طنًا إجماليًا، لكن تلك القوة مركزة في ربع الطول. ينحني السرير بشكل مختلف عما تفترضه منحنى التاج الخاص بك.
الآن أنت لا تقوم بالتعويض. أنت تخمن.
افتراضي، لكنه واقعي: أدواتك مصنفة لـ 80 طنًا لكل متر. تحسب 60. آمن، أليس كذلك؟ ولكن إذا أدت عدم المحاذاة والانحراف غير المتساوي في السرير إلى تحويل 20% المزيد من الحمل إلى منطقة 300 مم واحدة، فإن هذا الجزء المحلي يرى ما يعادل 72 طنًا لكل متر. أضف أدوات مستهلكة تحتاج إلى هامش أمان 20%، وقد تخطيت بهدوء ما هو مصنف. هذه ليست خطأ في التقريب. هذه دولارات لكل بوصة من الخردة وكتف متشقق ينتظر أن يحدث.
الإصلاح ليس غامضًا. تحقق من توازي المكبس مع السرير. قس زاوية الانحناء الفعلية على طول الطول في ضربة اختبار. اضبط التاج بناءً على واقع الاتصال، وليس تفاؤل الشاشة.
ثم تحقق من مقعدك.
أخطاء المحاذاة نادراً ما تعلن عن نفسها بصوت عالٍ. إنها تتسلل مع مفتاح ربط.
تستند أنظمة التثبيت اليدوية إلى براغي مقسمة تسحب القالب إلى المكبس. إذا تم شد برغي واحد بشكل أقوى، فإن تلك القطعة تجلس أعلى. نتحدث عن تسامحات في حدود 0.05 مم عبر السرير. هذا أرق من بطاقة العمل. إذا فاتتك، فإن أحد طرفي القالب يتصل أولاً.
الاتصال الأول يتحمل الحمل الأول. الحمل الأول يتحمل المزيد من الضغط.
التثبيت الهيدروليكي يوزع ذلك الضغط بالتساوي عبر الطول، لكنه لا يعالج الأكتاف المتسخة، أو الشوائب تحت المقبض، أو الرقاقة المحاصرة بين القالب والحامل. الفولاذ على الفولاذ لا يغفر الحطام. يصبح أحد الشفرات تحت قطعة مقسمة نقطة ارتكاز. الآن حسابك النقي للوزن يعتمد على نقطة محورية لم تخطط لها أبداً.
وهنا تأتي السلسلة: التحميل غير المتساوي يسرع من تآكل ذلك القسم المحمل بشكل زائد. الأدوات المتآكلة تتطلب مزيدًا من الاختراق للوصول إلى نفس الزاوية المحملة. المزيد من الاختراق يعني المزيد من الوزن. يصبح فشل المحاذاة مشكلة وزن بعد ثلاثة أسابيع، ولا أحد يربط النقاط.
كنت تعتقد أنك تتفاوض على قوة العائد وعرض القالب. كنت في الواقع تتفاوض على انضباط التثبيت.
لذا قبل أن تثق في تصحيح زاوية التحكم، قم بتنعيم الأكتاف. نظف المقبض. شد بشكل متساوي أو تحقق من الضغط الهيدروليكي. أشر إلى القالب إذا كان عليك ذلك.
ثم تحقق من مقعدك.
الإجابة القصيرة: لا.
إذا كانت الخطوة التالية هي التحدث مباشرة مع الفريق،, اتصل بنا فهي تتناسب بشكل طبيعي هنا.
للقرّاء الذين يرغبون في مواد تفصيلية،, الكتيبات هي مورد مفيد للمتابعة.
الإجابة الطويلة: الأدوات الممتازة مصقولة بشكل أكثر استقامة، وأصعب، وأكثر اتساقًا من الفولاذ الرخيص. إنها توزع الحمل بشكل جميل - إذا كانت الآلة تقدم ذلك الحمل بالتساوي. لكن السعة الهيكلية ليست مسألة هندسية؛ إنها مسألة قوة لكل طول. إذا كان المكبس غير متوازي، فإن أفضل قالب في الكتالوج يصبح أداة رافعة.
لنفترض أن مكبس الخاص بك مرتفع على اليسار بمقدار 0.08 مم عبر مترين. يبدو أن ذلك تافه. تحت الحمل، يتصل ذلك الجانب أولاً ويبدأ في التشوه البلاستيكي بينما لا يزال الجانب الأيمن يغلق الهواء. بحلول الوقت الذي ينغمس فيه الجانب الأيمن بالكامل، يكون الجانب الأيسر قد انغمس بالفعل أعمق في V. أطلق المكبس ولن تحصل على ارتداد موحد. ستحصل على التواء. أحد الطرفين يرتد من حالة إجهاد أعلى من الآخر.
خطأ الزاوية لم يعد يأتي من ذاكرة المادة. إنه يأتي من تاريخ إجهاد غير متماثل.
ولا يمكن للأدوات الممتازة إعادة كتابة ذلك التاريخ.
لقد رأيت ورش العمل تطارد هذا من خلال تعديلات الانحناء الزائد، بإضافة درجة هنا، وطرح أخرى هناك، كما لو أن شاشة التحكم يمكن أن تصحح ميلًا ميكانيكيًا. كل ما فعلوه هو دفع الجانب المحمل بشكل زائد أقرب إلى حدوده الهيكلية. لم تتغير الرياضيات. تغير التوزيع.
لذا اسأل السؤال غير الرومانسي: متى كانت آخر مرة تم فيها فحص توازي المكبس تحت الحمل، وليس فقط في حالة السكون؟ الآلة الباردة تقيس بشكل مختلف عن تلك التي تحمل 40 طنًا عبر السرير.
لأنه بمجرد أن ينخفض المكبس، يتم تنفيذ العقد في الفولاذ - والفولاذ فقط يكرم المقاعد المتوازية.
لهذا السبب الخطوة التالية ليست حسابًا آخر. إنها تسلسل تحميل والتحقق منضبط يعامل الإعداد كعملية ذات مخاطر عالية.
كانت الوظيفة تتطلب 78 طنًا على الورق. انحناء بثمانية أقدام، فولاذ معتدل بسمك 10 قياس، V بسمك بوصة واحدة. قالت الجدول 9.6 طن لكل قدم. قم بالضرب وأنت تقترب من النطاق العلوي لكتلة أدوات بوزن 80 طن. على مكبس بوزن 100 طن، يبدو أن ذلك آمن. لكنه ليس كذلك.
لأننا لا نعمل وفقًا لاسم اللوحة. نحن نحدد الحمل العامل عند 80 بالمئة. تلك الحسابات التي تبلغ 78 طنًا أصبحت الآن رقم تخطيط يبلغ 62 طنًا إذا كنت تريد تأمين العملية لدفعات أصعب، أو أكتاف متآكلة، أو صفيحة جاءت من لفافة مختلفة. الآن السؤال ليس “هل يمكن للآلة القيام بذلك؟” بل “أين ستجلس تلك الـ 62 طنًا الحقيقية، بوصة بوصة، عندما يلتقي الفولاذ بالفولاذ؟”
إليك التسلسل الذي يمنع الضربة الأولى من أن تصبح خردة:
هذه هي البروتوكول. إذا فاتك خطوة، فأنت تراهن بالدولارات لكل بوصة من الخردة.
ويبدأ ذلك من حيث تضع الحمل.
شاهدت طاقمًا يقوم بإعداد ثلاث محطات عبر سرير بطول 10 أقدام: فلنجتين خفيفتين على اليسار، وقناة ثقيلة واحدة على اليمين. كانت الحمولة الإجمالية ضمن الحدود. لم تومض الآلة. لكن المحطة الثقيلة تحملت ما يقرب من 60 بالمئة من الحمل، متوقفة على بعد 24 بوصة من المركز.
إطار الآلة لا يهتم بخطة الأرضية الخاصة بك. إنه يهتم بلحظة الانحناء. عندما تقوم بإزاحة الحمولة، فإنك تقدم التواء في المكبس وانحراف غير متماثل في السرير. ستظل وحدة التحكم تبلغ عن القوة الإجمالية. لكنها لن تبلغ أن جانبًا واحدًا يعيش أقرب إلى العائد من الآخر.
لذا نحسب مركز الحمولة - بنفس الطريقة التي تجد بها مركز الثقل. اضرب حمولة كل محطة في مسافتها من خط مركز الآلة. اجمع اللحظات. قسم على الحمولة الإجمالية. هذا يعطيك مركز الحمل. إذا لم يكن جالسًا على المركز الهيكلي للآلة، فإنك تنزلق بالمحطات حتى يصبح كذلك.
الأجزاء القصيرة تغريك بتجاهل هذا. لا تفعل.
الآن أضف قاعدة الـ 80 بالمئة. افترض أن أدواتك مصنفة بـ 80 طنًا لكل متر، وأن محطتك الثقيلة تحتاج إلى 70 بالمئة من ذلك محليًا. تعتقد أنك آمن لأن الحمولة الإجمالية للآلة متواضعة. لكن إذا كانت تلك المحطة جالسة خارج المركز، يمكن أن تؤدي الانحراف الديناميكي إلى زيادة القوة المحلية فوق التصنيف. الرياضيات لا تكذب. التوزيع يعيد كتابة البقاء.
في مكابح CNC أثناء النزول، تصحح وحدة التحكم الموضع في الوقت الحقيقي. يساعد ذلك في دقة الزاوية. لكنه لا يمحو التواء الإطار من خريطة تحميل سيئة. تصاميم الصعود أقل تسامحًا لأن مسار تطبيق القوة يختلف؛ الأحمال غير المركزية تظهر كتحيز زاوي مرئي عبر المحطات.
وازن مركز الحمولة أولاً. ثم قم بتثبيته.
تحقق من مقعدك.
لقد سحبت المكابس ووجدت شريحة لا سمك لها أكثر من صبغة التخطيط التي جفت تحت المقبض. تلك الشريحة كلفت إنتاج يوم كامل.
الضبط ليس تجميليًا. إنه هيكلي. نتوء بسمك 0.03 مم تحت أحد الأجزاء يصبح محورًا. تحت 50 طنًا، يركز ذلك المحور الحمل على الكتف المجاور. الكتف ينحني ميكروسكوبياً. تحتاج الدورة التالية إلى اختراق أعمق لنفس الزاوية. الوزن يرتفع. لا أحد يربط ذلك بقطعة من الصلب.
إليك ترتيب الترتيب:
ثم قم بخفض الرام إلى 2 مم فوق نقطة الاتصال على طول الطول الكامل. استخدم مقياس شعري أو شريحة رقيقة في نقاط متعددة. تبحث عن ضوء نهاري متساوي. إذا كانت إحدى الجوانب تلامس أولاً، توقف. صحح الآن، وليس تحت الحمل.
لأنه بمجرد تحميلها، يصبح الخطأ في الضبط تاريخًا من الضغط.
تحقق من مقعدك.
تخيل جزءًا بطول 1200 مم مع فلانج يتصل فقط بـ 300 مم من المكبس عند أقصى قوة. إذا كانت منطقة الاتصال تقع قليلاً إلى اليسار وكان الرام مرتفعًا بمقدار 0.05 مم على تلك الجهة، فإن الحافة اليسرى تنحني أولاً وأعمق. أطلق الرام وستعود القطعة بشكل غير متساوٍ. تقرأ 90° على اليسار، 91° على اليمين.
هذا ليس تباينًا في الارتداد. هذا هو إجهاد بلاستيكي غير متماثل.
للتحقق من التوازي، قم بعمل ضربة اختبار خفيفة عبر الطول الكامل المتوقع للاتصال - فقط بما يكفي من الاختراق لترك خط شاهد دون تشكيل كامل. قس الفجوة بين المكبس والقالب باستخدام شريحة في كلا الطرفين. بدلاً من ذلك، قم بثني شريط المعايرة بطول كامل وقس الزاوية عند فواصل 100 مم.
أنت تبحث عن الالتواء. أي انحراف زاوي ثابت على طول الطول يعني أن الحمل لا يقع بشكل مربع.
قم بالتصحيح باستخدام ضبط توازي الرام وتاج مضبوط على الطول الفعلي للاتصال، وليس على مدى السرير النظري. فقط عندما تتطابق الزوايا ضمن تحملك على طول الطول الكامل يمكنك الانتقال إلى عمق الإنتاج.
الآلة لن تصلح التحيز الميكانيكي باستخدام البرمجيات.
تحقق من مقعدك.
معظم المشغلين ينظرون إلى رقم واحد: الزاوية النهائية. هذه نصف القصة.
في الانحناء الأول الذي يتم التحكم فيه، أراقب ثلاثة أشياء:
إذا كان الاختراق أعمق من المتوقع، اسأل لماذا. قد يكون عائد المادة أعلى مما افترضه الجدول. الفولاذ المقاوم للصدأ معروف بذلك؛ يمكن أن تتطلب دفعتان تحملان نفس التسمية قوة مختلفة بشكل ملحوظ. إذا كنت قد حسبت 60 طنًا وبدأت الآلة في الاقتراب من 72 قبل الوصول إلى الزاوية، فإن احتياطيك البالغ 20 في المئة قد اختفى للتو.
الرياضيات لا تكذب، لكن مدخلاتك قد تكون خاطئة.
الآن اعتبر عرض القالب. عرض V الأوسع يقلل من الوزن، نعم. كما أنه يزيد من نصف القطر الداخلي ومتطلبات الشفة الدنيا. لقد رأيت ورشة عمل تفتح V لتوفير الوزن، وتحقق الزاوية بشكل مثالي، ثم تكتشف أن هندسة الشفة فشلت في التوافق في الأسفل. لقد حمت القدرة الهيكلية وضحت بالوظيفة الفيزيائية.
هذه هي المفاوضات. قوة العائد، عرض القالب، وتصنيف الأدوات تتجادل في نفس الغرفة. تخبرك أول تجربة انحناء بمن يفوز.
إذا كان الوزن مرتفعًا ونصف القطر ضيقًا، فكر في زيادة عرض V وإعادة حساب جدوى الشفة قبل الالتزام. إذا كان الوزن مريحًا ولكن الزاوية تنحرف على طول الطول، فارجع إلى وضع الجلوس ومركز الوزن قبل لمس البرنامج.
انحناء واحد. ثلاث تشخيصات.
يقول البرنامج نصف القطر الداخلي 1.6 مم. جاء هذا الرقم من جدول يفترض فتح V محدد - غالبًا حوالي 16 في المئة من عرض V في الانحناء الهوائي. لكن الجداول تفترض العائد الاسمي.
بعد انحنائك الأول، قم بقص وتلميع عينة أو استخدم مقاييس نصف القطر بشكل صحيح داخل الانحناء. قارن نصف القطر الفعلي بالتوقع المبرمج. إذا كان نصف القطر الحقيقي أكبر، فإن V إما واسع بالنسبة للسماكة أو أن المادة yielded بشكل مختلف عما تم الافتراض. نصف القطر الأكبر يعني غالبًا إجهاد ذروة أقل ووزن أقل قليلاً مما تم التنبؤ به. نصف القطر الأصغر في الانحناء الهوائي يعني عادة أنك أقرب إلى القاع مما تظن - والقاع يضاعف القوة بسرعة.
تزداد القوة تقريبًا بمقدار 1.5 مرة عند الانتقال من الانحناء الهوائي إلى القاع. هذه ليست خطأ تقريبي. هذه مسألة بقاء الأدوات.
لذا قم بالقياس. لا تفترض أن نموذج التحكم يتطابق مع الفولاذ اليوم.
عندما يتماشى نصف القطر الحقيقي، واتساق الزاوية، والوزن المقاس جميعها ضمن احتياطيك المخطط له، فقد كسبت الحق في تشغيل الإنتاج.
الفولاذ وقع العقد.
الآن اسأل نفسك شيئًا واحدًا قبل أن تضغط على الدورة: إذا تحركت هذه الحمولة بوصتين إلى اليسار، هل سيكون هناك أي شيء في هذه الكومة يعيش بعد تصنيفه؟
إذا كنت تستطيع الإجابة على ذلك دون تردد، فأنت لا تقوم فقط بإعداد وظيفة. أنت تدير المخاطر الهيكلية عن قصد.
الإنتاج هو المكان الذي تبدأ فيه الفشل الهادئ.
تبدو الأجزاء العشر الأولى نظيفة. الزاوية ثابتة. مقياس الوزن يقرأ ما حسبته. ثم، بعد ثلاث ساعات، تحتاج الآلة إلى 8 في المئة من الاختراق الإضافي لنفس الزاوية. لم يغير أحد البرنامج. لم يلمس أحد الأدوات. لكن شيئًا ما تحرك.
إذا كنت لا تزال تسأل “هل تناسب هذه القاطعة هذا الحامل”، فسوف تطارد الأشباح. السؤال الحقيقي، بمجرد بدء الإنتاج، هو أبسط وأصعب: هل لا يزال هذا المكدس يتحمل الحمل الذي أضعه عليه، بالضبط حيث يسقط؟
لأن الحمل يتغير. عائد المادة يتغير من دفعة إلى أخرى. يقوم المشغلون بتحريك الأجزاء إلى اليسار أو اليمين لتفريغ إصبع الخلفية. تظل إعدادات التاج ثابتة بينما يتغير طول الاتصال. هكذا يصبح عمل بوزن 120 طنًا بهدوء 135 على كتف واحد. لا تشتكي الآلة. ولكن القالب يفعل.
الرياضيات لا تكذب، لكنها تعمل فقط إذا استمريت في قياس ما افترضته الرياضيات.
لذا يتغير الإطار. قبل بدء الدورة، سألت عما إذا كان الإعداد يمكن أن يتحمل القوة المحسوبة. خلال الإنتاج، تسأل عما إذا كانت القوة لا تزال تسقط حيث خططت - وما إذا كانت الفولاذ قد أعادت كتابة العقد.
هذه هي النقلة من الملاءمة إلى الأداء.
ويسقط الأداء أولاً عند الحواف.
غمر الكتف هو تشوه بلاستيكي مجهرى عند كتف القالب تحت حمل مرتفع متكرر. ضغط الطرف هو نفس القصة عند أنف القاطعة. لن ترى أيًا منهما حتى تبدأ الدقة في الانحراف.
إليك ما أراقبه:
كل واحدة هي خريطة حمل مرسومة بالفولاذ.
خذ فرضية: أداة بطول 10 أقدام، محسوبة بـ 140 طنًا إجماليًا. هذا يعني 14 طنًا لكل قدم في المتوسط. لكن واقع الإنتاج يضع 4 أقدام من الاتصال الفعلي قليلاً إلى اليسار من المركز. الآن أنت أقرب إلى 35 طنًا لكل قدم في تلك المنطقة. إذا كان القالب مصنفًا بـ 30 طنًا لكل قدم، فأنت تحرق 5 أطنان لكل قدم في إجهاد بلاستيكي في كل دورة.
ضع ذلك بلغة الورشة: إذا كان هذا القالب يكلف $1,200 ويستسلم بمقدار 0.001 بوصة من التعيين الدائم كل 200 دورة، فأنت تدفع دولارات لكل بوصة من الخردة قبل أن تتصدع.
طريقة المراقبة بسيطة وميكانيكية:
إذا زادت الحمولة أو تسربت الاختراقات، توقف وأعد حساب الأطنان لكل قدم بناءً على طول الاتصال الحقيقي، وليس طول السرير النظري. ثم قارن ذلك بأدنى مكون مصنف في الكومة.
هذه هي الطريقة التي تلتقط بها الحمل الزائد قبل أن تتخذ الفولاذ القرار بدلاً منك.
تحقق من مقعدك.
عندما ينحرف الزاوية، تكون الإغراء هو “تقبيل” القالب على آلة الطحن.
لقد رأيت المزيد من الدقة تفقد بسبب آلات الطحن أكثر من الحمل الزائد.
يتم إزالة المواد بشكل موحد أثناء الطحن. لا يحدث غمر الكتف بشكل موحد. إذا كانت الـ 300 مم اليسرى قد أنتجت 0.02 مم وقمت بطحن الـ 3 أمتار بالكامل لتنظيفها، فقد قمت بتقصير كل جزء. الآن يتغير مرجع ارتفاع الإغلاق، وأرقام عمق CNC تكذب، ومنحنى التاج لم يعد يتطابق مع الواقع.
أسوأ من ذلك، أنك قد قللت من الكتلة المقطعية عند الكتف. القدرة الهيكلية ليست مجرد تصنيف على الورق؛ إنها معامل القسم - الهندسة التي تقاوم الانحناء. إزالة الفولاذ تعني فقدان الصلابة. يتطلب التشغيل التالي اختراقًا أعمق قليلاً. الحمولة تتسرب. تقوم بالطحن مرة أخرى.
هذه الدوامة مكلفة بطريقة لا يراها المشغلون. افترض أن كل طحن يقصر عمر الأداة بنسبة 10 في المئة وأنت تعيد تشكيلها كل ثلاثة أشهر. على مدى عامين، تكون قد تخلصت من نصف الهامش الهيكلي الذي دفعت ثمنه. تتحول الدولارات لكل بوصة من الخردة إلى دولارات لكل بوصة من الأدوات.
الحل ليس تصحيحًا تجميليًا. إنه إعادة حساب السبب الجذري: هل كانت عرض القالب ضيقًا جدًا، أو كانت عائدات المواد أعلى مما افترضت، أو كانت طريقة الانحناء أقرب إلى القاع من الانحناء الهوائي؟
يخفي الطحن أخطاء الرياضيات. لا يحلها.
تحقق من مقعدك.
قبل أن تلمس أي أداة المكبس، أطرح ستة أسئلة. ليس في رأسي. على الورق.
إذا كان أي جواب غير مؤكد، أوسع V، أغير الطريقة، أو أقسم الانحناء إلى مراحل.
الشيء الوحيد الذي يجب أن نحمله إلى الأمام هو هذا: الوزن الآلي عالمي؛ الفشل محلي. هذا ليس واضحًا حتى تكسر قالبًا في منتصف عملية تشغيل “آمنة” بوزن 150 طن.
الإطار مهم فقط إذا نجى من فترة عمل مزدحمة.
لذا أتحول إلى التحكم:
هذا ليس بيروقراطية. إنه محاسبة هيكلية.
تخيل جزءًا بطول 1200 مم مع فلانج يتصل فقط بـ 300 مم من القالب عند أقصى قوة. إذا بدأت الإنتاج بالتناوب بين التحميل الأيسر والأيمن لتسريع الإنتاج، فقد أنشأت للتو إجهادًا غير متوازن دوري في مجموعة الأدوات. مع مرور الوقت، هكذا ينحرف التوازي على الرغم من أن إعدادك كان مثاليًا.
من خلال تسجيل الوزن والاختراق معًا، ترى هذا الانحراف مبكرًا. إذا زاد الاختراق ولكن الوزن لم يزد، فقد تغيرت المادة. إذا زاد الوزن لنفس الزاوية، فقد تقلص طول الاتصال أو أنك تقترب من الوصول إلى القاع. كل نمط يروي قصة مختلفة.
الرياضيات لا تكذب. ولكن فقط إذا واصلت تغذيتها بالحقائق.
على مدار ثلاثين عامًا، تعلمت هذا: الانحناء الدقيق باستخدام CNC ليس عن العثور على إعداد والمغادرة. إنه عن إجراء تجربة مضبوطة في كل مرة ينزل فيها المكبس، والتحقق من أن الفولاذ يتصرف ضمن الحدود التي تفاوضت عليها.
قبل بدء الدورة، اسأل: هل يمكن أن يتحمل هذا الحمل؟
خلال الإنتاج، استمر في السؤال: هل لا يزال يتحمل الحمل حيث أعتقد أنه كذلك؟
هذه هي العدسة. ليس الملاءمة. ليس الوزن المسمى.
الأداء تحت القوة الحقيقية.


















