

Le dernier poinçon que j’ai vu exploser s’adaptait au porte-outil comme s’il y était né.
Soixante tonnes par pied, gravées au laser directement sur la tige. Le travail en demandait 78. L’opérateur a haussé les épaules. “ Il est bien en place. ” Quand le vérin est descendu, la section centrale s’est fendue et a envoyé un éclat à travers le rideau lumineux. Cinq minutes de réglage. Huit mille dollars d’outillage. Deux jours d’arrêt. L’acier se moquait bien du fait qu’il s’emboîtait proprement.
C’est l’écart que la plupart des ateliers ne comblent jamais.
On peut glisser un poinçon de 3 pieds dans un porte-outil rectifié avec précision et sentir ce claquement magnétique net. Pas de jeu. Pas de lumière. Cela paraît sûr. Mais la capacité structurelle n’est pas une question de géométrie ; c’est une question de force par longueur.
Prenez de l’acier doux de 4 mm sur 1000 mm avec une matrice en V de 32 mm. Les tableaux standard donnent environ 330 kN par mètre pour le pliage à l’air, en supposant une résistance à la traction d’environ 450 N/mm². Passez à l’inox : multipliez par 1,5. Vous voilà autour de 500 kN/m. Acier au chrome-molybdène ? Doublez. Les chiffres ne mentent pas.
Si votre poinçon est prévu pour 60 tonnes par pied et que votre calcul exige 78, vous n’êtes pas “ un peu au-dessus ”. Vous êtes à 30% au-delà de la limite sur un outil trempé conçu avec peut-être une marge de sécurité de 10 à 15%. Cette différence se traduit par des dollars par pouce de rebut et d’outillage fracturé. Vérifiez votre montage.
Alors, où se situe le véritable point de non-retour ?
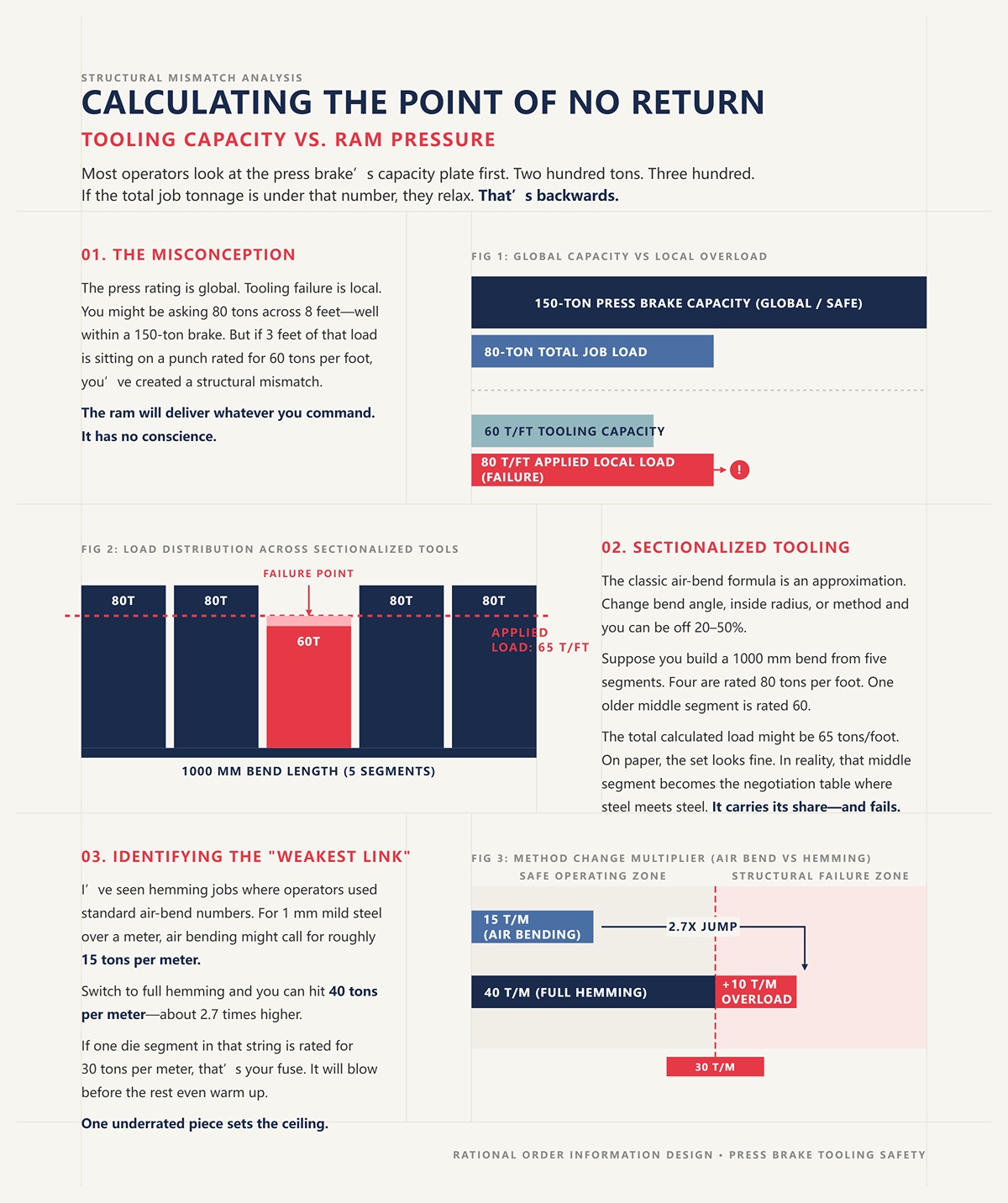
La plupart des opérateurs regardent d’abord la plaque de capacité de la presse plieuse. Deux cents tonnes. Trois cents. Si le tonnage total du travail est inférieur à ce nombre, ils se détendent.
C’est l’inverse.
La valeur nominale de la presse est globale. La défaillance de l’outillage est locale. Vous pouvez demander 80 tonnes sur 8 pieds—bien dans les limites d’une presse de 150 tonnes. Mais si 3 pieds de cette charge reposent sur un poinçon prévu pour 60 tonnes par pied, vous avez créé un désalignement structurel. Le vérin délivrera ce que vous ordonnez. Il n’a pas de conscience.
Le point de non-retour, c’est lorsque les tonnes nécessaires par pied dépassent le composant le moins résistant de la pile : poinçon, matrice, porte-outil ou bride—et non le châssis de la machine seul. En pratique, c’est pourquoi la presse et l’outillage doivent être conçus comme un système unifié. Une plate-forme entièrement commandée par CNC, telle qu’une solution de presse plieuse CNC de CN-HAWE, est conçue pour gérer la force de pliage, la distribution et la répétabilité dans les applications de tôlerie haut de gamme, garantissant que la pression commandée du vérin reste alignée sur la capacité réelle de l’outillage. Vérifiez votre montage—car dès que le composant le moins résistant est surchargé, la défaillance est déjà en cours.
C’est là que les choses deviennent glissantes. La formule classique du pliage à l’air—force proportionnelle à l’épaisseur au carré multipliée par la longueur divisée par l’ouverture du V—est une approximation. Changez l’angle de pliage, le rayon intérieur ou la méthode et vous pouvez avoir 20–50% d’écart.
Ajoutez maintenant l’outillage sectionné.
Supposons que vous réalisiez un pli de 1000 mm avec cinq segments. Quatre sont prévus pour 80 tonnes par pied. Un segment central plus ancien est prévu pour 60. La charge totale calculée peut correspondre à 65 tonnes par pied équivalent. Sur le papier, l“” ensemble » semble correct. En réalité, ce segment central devient la table de négociation où l’acier rencontre l’acier. Il porte sa part—et parfois plus si l’alignement est imparfait.
Les chiffres ne mentent pas, mais les mauvaises hypothèses, si. Calculez toujours les tonnes par mètre pour le matériau et la méthode spécifiques, puis comparez-les à la capacité de chaque segment, et non à la moyenne. Vérifiez votre montage.
J’ai vu des opérations d’ourlage où les opérateurs utilisaient les chiffres standard du pliage à l’air. Pour un acier doux de 1 mm sur un mètre, le pliage à l’air peut nécessiter environ 15 tonnes par mètre avec un outillage en forme de goutte. Passez à un ourlage complet et vous pouvez atteindre 40 tonnes par mètre — environ 2,7 fois plus.
Si un segment de matrice dans cette série est conçu pour 30 tonnes par mètre, c’est votre fusible. Il sautera avant que le reste ne chauffe.
Le maillon le plus faible n’est pas toujours évident. Cela peut être un insert de matrice étroit, un segment de poinçon court, voire le système de serrage. Une pièce sous-estimée fixe la limite supérieure de tout l’ensemble. Les calculs ne négocient pas. Vérifiez votre assise.
Mais que se passe-t-il lorsque la charge n’est pas répartie uniformément ?
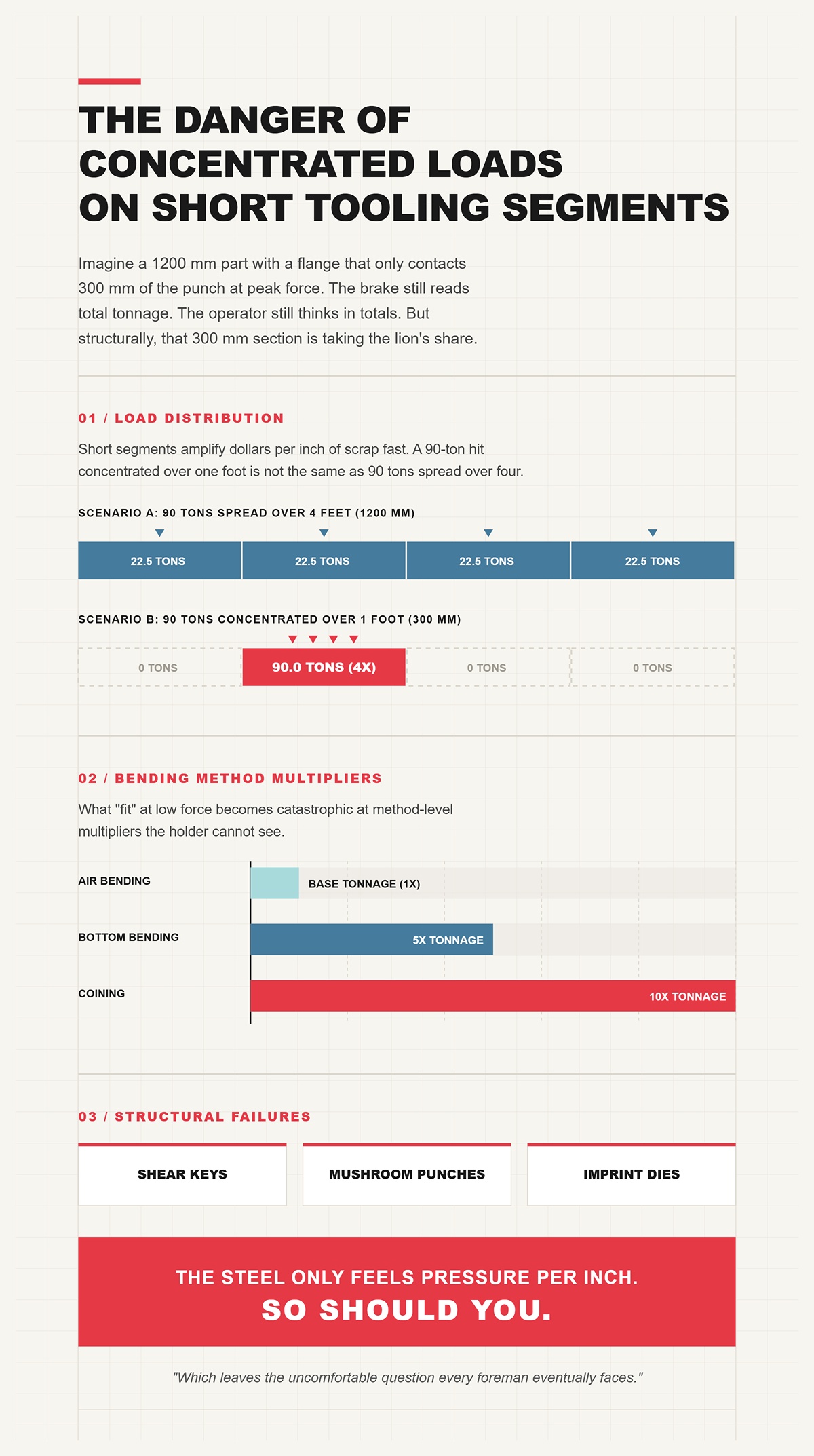
Imaginez une pièce de 1200 mm avec un rebord qui ne touche que 300 mm du poinçon à la force maximale. La presse plieuse affiche toujours la tonnage totale. L’opérateur pense toujours en termes de total. Mais structurellement, cette section de 300 mm supporte la plus grande part.
Les segments courts font grimper rapidement le coût par pouce de rebut. Un impact de 90 tonnes concentré sur un pied n’est pas la même chose que 90 tonnes réparties sur quatre. C’est ainsi qu’on cisaille des clavettes, qu’on déforme des poinçons et qu’on marque des matrices.
Ajoutez le pliage en fond — cinq fois le tonnage du pliage à l’air — ou le matriçage à dix fois, et la marge disparaît. Ce qui “ convient ” à faible force devient catastrophique avec les multiplicateurs de méthode que le support ne peut percevoir.
L’acier ne ressent la pression que par pouce. Vous devriez en faire autant.
Ce qui laisse la question inconfortable à laquelle chaque contremaître est finalement confronté.

Dans la plupart des ateliers, la presse plieuse survit. Elle est surdimensionnée, fortement rigidifiée et conçue pour des cycles de charge complets.
La pièce cède d’abord si votre tonnage dépasse la plage élastique du matériau. C’est du rebut à un taux calculable — parfois des centimes par pouce, parfois des centaines s’il s’agit d’un alliage aéronautique.
L’outil se brise lorsque la force requise dépasse la capacité de sa section trempée. C’est des milliers d’euros en une fraction de seconde.
Et si vous surchargez régulièrement, la presse développe une déflexion du banc, une torsion du coulisseau ou des fissures sur les montants latéraux. C’est là que les arrêts commencent à se mesurer en semaines.
Donc le changement cognitif que je veux graver en vous est celui-ci : arrêtez de demander si l’outil convient. Commencez à demander si chaque composant de l’empilement peut structurellement supporter les tonnes par longueur exigées par votre matériau.
Car une fois que le coulisseau descend, le contrat est exécuté dans l’acier.
J’ai vu un jeune opérateur bleuir une plaque de 4 mm — teinture de traçage sur toute la base — puis effectuer un pliage lent à l’air et la retirer pour lire les marques témoins sur les épaules de la matrice. Le contact n’était pas centré. Il mordait fort d’un côté, léger de l’autre. Cette teinture disait la vérité que l’affichage du tonnage ne pouvait pas : la charge n’était pas répartie comme la fiche de réglage le supposait.
C’est votre premier contrôle pratique. Utilisez une teinture de traçage ou un film de pression sur les épaules de la matrice, effectuez un coup contrôlé au tonnage calculé, et inspectez le contact. Si l’empreinte est inégale, vos tonnes par longueur le sont aussi, et un segment travaille plus dur que les autres. Calez, repositionnez, vérifiez à nouveau. Les calculs ne mentent pas, mais seulement si la géométrie correspond aux calculs.
C’est ici que les opérateurs deviennent négligents. Ils considèrent l’ouverture en V comme une commodité — “ Qu’est-ce qu’il y a sur le rack ? ” — plutôt que comme le levier principal qui définit la force. La formule standard du pliage à l’air varie approximativement selon le carré de l’épaisseur divisé par l’ouverture en V. Doublez le V, vous réduisez grosso modo le tonnage de moitié. Gardez le V serré, et la charge augmente rapidement. La limite élastique entre dans cette équation comme un multiplicateur. Un acier plus résistant exige plus de force pour la même géométrie. Si vous n’élargissez pas le V pour compenser, vous poussez des tonnes par pied vers le segment le plus faible de votre ensemble.
Voici comment vérifier et contrôler la répartition en pratique :
L’ouverture de la matrice ne concerne pas l’ajustement. Elle concerne la survie structurelle sous la charge liée à la limite élastique. Changez le V, et vous modifiez les termes de la négociation avant même que le coulisseau ne bouge.
Le travail demandait l’équivalent de 78 tonnes par pied sur de l’acier doux de 6 mm. En utilisant la vieille règle du 8× — ouverture en V environ huit fois l’épaisseur du matériau — nous avons choisi une matrice de 48 mm. Les chiffres étaient cohérents. La charge par longueur restait juste sous la capacité du poinçon. Impeccable.
Puis le certificat matériau est arrivé incorrect. Ce n’était pas de l’acier doux à environ 60 000 PSI de traction. C’était un acier structurel haute résistance atteignant 100 000 PSI. Même épaisseur. Même V. Le tonnage requis a augmenté selon le rapport des résistances à la traction. Pas besoin de tableau blanc pour voir le problème. Vous n’êtes plus à 78. Vous êtes au-dessus de 120 par pied.
La règle du 8× fonctionne car elle équilibre le rayon intérieur, le tonnage et la ductilité du matériau pour les aciers à faible teneur en carbone courants. Mais lorsque la limite élastique augmente, cette règle cesse de vous protéger. Vous devez soit ouvrir le V — 10×, voire 12× l’épaisseur — soit accepter une forte hausse des tonnes par longueur. Et ce sont les tonnes par longueur qui brisent les outils, pas les bonnes intentions.
Les alliages à haute résistance sont l’exception qui confirme la règle : l’ouverture en V doit croître avec la résistance si vous voulez maintenir une charge structurelle constante. Vérifiez votre siège.
L’inox à épaisseur similaire à celle du doux demandera souvent environ 1,4 à 1,6 fois la force, selon la nuance et l’état. L’aluminium 6061-T6 peut aussi vous surprendre ; bien qu’il soit considéré comme “ tendre ” dans les discussions, sa résistance à la traction en trempe T6 est suffisamment élevée pour exiger un vrai tonnage, et il se fissure si vous imposez un rayon trop serré.
J’ai vu des opérateurs garder le même V de 8× que pour l’acier doux et simplement “ pousser plus fort ” sur l’inox. Ce qui se produit réellement, c’est que la pression de contact sur les épaules de la matrice monte en flèche, le grippage commence, et vos tonnes localisées par pouce atteignent la limite élastique de l’outillage. Les dollars par pouce de rebut se manifestent sous forme de déchirures de surface et de microfissures le long de la ligne de pliage.
Ouvrez le V à 10× l’épaisseur pour l’inox comme point de départ. Pour le 6061-T6, tenez compte à la fois du tonnage et du rayon intérieur minimal pour éviter les fissures ; un V légèrement plus large réduit la force et atténue la contrainte. Vous ne cherchez pas un ajustement. Vous gérez une charge dictée par la limite élastique afin que le segment le plus faible ne subisse jamais de surprise.
Imaginez maintenant que vous ayez besoin d’un rayon intérieur plus serré que ce que la règle du 8× vous donne. Vous passez d’un V de 32 mm à un V de 20 mm sur de l’acier de 4 mm pour obtenir un pli plus vif.
La force varie inversement avec le V. Réduisez le V d’environ 37%, et votre tonnage augmente d’environ 60%. Ce n’est pas une intuition linéaire — c’est l’équation qui parle. Si vous étiez à 30 tonnes par mètre, vous approchez soudain 48. Même matériau. Même longueur. Différente matrice.
C’est là que les ateliers se font avoir. Ils se concentrent sur le résultat géométrique — “ Je veux un angle plus vif ” — et oublient que la capacité structurelle paie la facture. Si ces 48 tonnes par mètre dépassent votre segment de matrice le plus faiblement coté à 40, vous venez de créer un point de défaillance pour gagner un rayon.
Les plis plus serrés coûtent en tonnage. Les calculs ne négocient pas. Vérifiez votre siège.
J’ai déjà remplacé un ensemble de matrices qui semblait correct dimensionnellement, mais dont les épaules étaient tranchantes et usées. Sous charge, l’inox se faisait traîner sur ces arêtes comme du papier de verre sur de l’aluminium.
Le rayon d'épaulement de la matrice contrôle la manière dont la tôle s’écoule pendant le pliage. Trop vif, et la zone de contact diminue. La pression de contact — la force divisée par la surface — augmente. Cette pression élevée accroît la friction, ce qui augmente légèrement la force de pliage requise par rapport à la formule théorique. Elle favorise aussi le grippage, surtout avec l’inox. Le grippage augmente encore la friction. On obtient une boucle de rétroaction : plus de friction, plus de force, plus de tonnes localisées par pouce.
Élargir le rayon d’épaulement répartit le contact, réduit la pression de pointe et adoucit le tirage du matériau dans le V. Cela ne protège pas seulement la finition de surface ; cela stabilise le chemin de charge pour qu’aucune petite bande d’épaulement de matrice ne devienne le point de défaillance caché.
Inspectez les épaules de matrice avec la même suspicion que vous avez envers les tableaux de tonnage. Une épaule polie, correctement rayonnée, fait partie de votre calcul structurel, pas de l’entretien esthétique.
C’est ici que la méthode prend par surprise les bons calculs.
Le pliage à l’air peut demander 30 tonnes par mètre pour un montage donné. Passez au matriçage — en forçant complètement le matériau dans l’angle de la matrice — et la force requise peut grimper à environ cinq fois celle du pliage à l’air. Le matage (coining) peut atteindre dix fois. Même V. Même épaisseur. Méthode différente.
Ainsi, si votre calcul de pliage à l’air restait bien en dessous de la capacité de 40 tonnes par mètre de la matrice, le matriçage de cette même pièce pourrait en exiger 150. Le segment le plus faible ne se soucie pas de savoir si votre ouverture était “correcte”. Il ne ressent que le multiplicateur.
Le choix de la méthode est une décision structurelle. Si vous devez matriçer pour le contrôle d’angle, vous devez soit augmenter l’ouverture du V, soit réduire la longueur de pli par frappe, soit diviser l’opération en plusieurs plis pour rester sous les limites par segment. Sinon, vous signez un contrat que vos outils ne peuvent honorer. Vérifiez votre siège.
Effectuez deux plis à l’air identiques : l’un sur une matrice propre et polie ; l’autre sur une matrice avec de la calamine incrustée et un léger grippage. Même profondeur programmée. Résultat d’angle différent.
Pourquoi ?
La friction entre la tôle et les épaules de la matrice résiste au tirage du matériau. Une friction plus élevée signifie que la tôle ne glisse pas aussi librement dans le V, ce qui modifie légèrement la géométrie du pli effectif et augmente la force nécessaire. Cette force supplémentaire se traduit par davantage de fléchissement dans la presse et l’empilement d’outillage, modifiant l’angle final par récupération élastique.
Vous corrigez alors l’angle au contrôle, en ajoutant de la profondeur. Cela augmente la force. Ce qui ajoute encore du fléchissement. Ce qui charge certains segments plus que prévu par le tableau de calcul.
Gardez les matrices propres. Éliminez le grippage à la pierre. Vérifiez l’angle avec un matériau de référence dont la résistance à la traction est documentée. Car la précision de l’angle de pli n’est pas qu’une question de géométrie et de position du comparateur arrière — c’est un produit de la force, de la friction et du ressort élastique.
Et cela nous amène à la négociation suivante : une fois que l’ouverture du V et la méthode fixent la force, comment le rayon du poinçon et la mémoire du matériau déterminent-ils où l’angle se stabilise après la décharge ?
Nous avons plié à l’air de l’inox 304 de 6 mm l’hiver dernier. L’ouverture du V était correcte. Le tonnage par mètre restait confortablement sous la capacité de la matrice. La profondeur du coulisseau atteignait la valeur programmée. Sous charge, l’angle indiquait 90° au laser. Nous avons relâché la pression.
Il s’est ouvert à 94°.
Rien n’a “bougé”. Rien n’a glissé. La machine n’a pas menti. L’acier s’est simplement détendu. Ces quatre degrés sont la récupération élastique — le ressort — et c’est la partie de la négociation que la plupart des opérateurs traitent comme la météo. Mais la capacité structurelle n’est pas une question de géométrie ; c’est une question de force par longueur. Et une fois que cette force dépasse localement la limite d’élasticité, la portion qui n’a pas subi de déformation plastique cherche à revenir à sa position d’origine.
L’angle final après le relâchement de la charge équivaut à la déformation plastique que vous avez imposée dans le pli moins la déformation élastique que le matériau récupère. Vous ne contrôlez pas cette récupération par espoir. Vous la contrôlez par la géométrie du poinçon et la pression du procédé. Les mathématiques ne mentent pas. Vérifiez votre siège.
En pliage à l’air, la profondeur de pénétration détermine l’angle sous charge. Un seul poinçon peut produire 70° ou 130° selon la course. C’est vrai. Mais lorsque nous parlons de contrôle du retour élastique, nous parlons de ce qui se passe après que le coulisseau soit remonté.
La pratique standard pour un angle fini de 90° dans l’acier doux est un poinçon de 85° à 88°. Pourquoi pas un poinçon de 90° ? Parce que les matériaux plus résistants reviennent davantage. L’inox, les aciers à haute résistance faible teneur en alliage, le 6061‑T6 — tous stockent plus d’énergie élastique sur la ligne de pliage. Si vous utilisez un poinçon à 90° et “poussez plus profond”, vous augmentez la force et la déflexion dans l’ensemble d’outillage, mais vous ne modifiez pas de manière significative le rapport plastique-élastique à l’apex.
Un poinçon aigu augmente la déformation localisée au sommet du pli pour la même ouverture du vé et la même profondeur de pénétration. Davantage de matériau au rayon intérieur dépasse la limite d’élasticité. Moins reste élastique. Moins de déformation élastique signifie moins de retour élastique.
Ce n’est pas de la superstition. C’est la répartition de la déformation.
Mais à quel point faut-il être aigu avant de simplement commencer à écraser la surface ?
J’ai vu un atelier passer d’un poinçon à 90° à un poinçon de “compensation” de 83° sur un travail qui revenait d’environ 7°. Ils s’attendaient à un miracle. Ce qu’ils ont obtenu, c’est une amélioration de 3° et une ligne polie sur le rayon intérieur.
Pourquoi ? Parce qu’ils sont restés en pliage à l’air avec le même vé.
Si vous voulez réduire significativement le retour élastique au-delà de quelques degrés, vous devez augmenter l’écoulement plastique à l’apex. Cela signifie soit rétrécir l’ouverture du vé (augmenter les tonnes par pouce), soit passer du pliage à l’air au matriçage ou au léger monnayage où une pression élevée et maintenue force le matériau à épouser l’angle de la matrice.
Le matriçage peut multiplier la force requise par environ cinq par rapport au pliage à l’air. Le monnayage peut atteindre dix fois. Ce n’est pas une erreur d’arrondi — c’est une décision structurelle. Si votre pliage à l’air fonctionnait à 30 tonnes par mètre, le matriçage peut exiger 150. Les dollars par pouce de rebut apparaissent vite si votre segment de matrice le plus faible plafonne à 120.
Et voilà le hic : le matriçage réduit le retour élastique non pas parce que l’angle du poinçon est magique, mais parce qu’une pression localisée élevée provoque une déformation plastique presque totale à l’apex. Vous achetez la stabilité de l’angle avec du tonnage.
Le contrat est simple. Plus de déformation plastique maintenant signifie moins de récupération élastique plus tard. Les mathématiques ne mentent pas. Vérifiez votre siège.
Mais comment savoir combien de récupération attendre avant même d’appuyer sur la pédale ?
Prenez deux tôles de 4 mm : de l’acier doux A36 et de l’acier à haute résistance de 100 ksi. Même vé, même poinçon, même profondeur de pénétration pour atteindre 90° sous charge.
Relâchez-les.
L’acier doux pourrait revenir d’environ 2°. Le hautes résistances pourrait s’ouvrir de 5° ou davantage. Pourquoi ? Parce que la limite d’élasticité définit combien de contrainte un matériau peut supporter de manière élastique avant que la déformation permanente ne domine. Une limite plus élevée signifie une zone élastique plus grande dans la section du pli.
Le retour élastique augmente avec :
C’est le dernier point qui compte. Un rayon intérieur plus grand répartit la déformation sur une plus grande quantité de matériau, réduisant la déformation plastique maximale à l’apex. Une plus grande partie de la section reste élastique. Plus de récupération.
Les presses plieuses CNC modernes essaient de masquer cela à l’aide de bibliothèques de matériaux. Vous saisissez “ inox 304, 6 mm ”, et la commande applique une valeur de compensation. Cela ne fonctionne que si la tôle réelle correspond à la limite d’élasticité supposée. J’ai vu des lots d’inox varier suffisamment pour modifier le retour élastique d’un degré. Sur une pièce à quatre plis, cet effet se cumule. Deux degrés par pli deviennent huit degrés d’erreur accumulée. C’est de la retouche. C’est de la ferraille. Ce sont des dollars par pouce de rebut empilés comme des jetons de poker.
Faites un pli d’essai. Mesurez l’angle sans charge. Ajustez le choix du poinçon ou le surpli programmé en conséquence. Traitez le premier coup comme une collecte de données, pas comme de la production. Vérifiez votre réglage.
Détruisons maintenant un mythe qui coûte de l’argent aux ateliers.
En pliage à l’air, le rayon intérieur du pli dépend principalement de l’ouverture de la matrice, et non du rayon de la pointe du poinçon. Une règle empirique courante : rayon intérieur ≈ 1⁄6 de l’ouverture en V pour l’acier doux. Donc si vous utilisez un V de 40 mm, vous aurez un rayon intérieur d’environ 6 à 7 mm, que la pointe de votre poinçon soit R1 ou R3.
J’ai vu des acheteurs spécifier un poinçon R0,5 en s’attendant à un angle intérieur très vif tout en gardant un V large pour limiter la force. Ils obtiennent le même rayon large, mais avec une pression de contact plus élevée à l’apex. Les marques de surface augmentent. L’usure de l’outil augmente. La constance des angles change à peine.
Si vous avez vraiment besoin d’un rayon intérieur plus serré, il faut rétrécir le V. Mais nous avons déjà abordé ce sujet. Un V plus étroit signifie plus de tonnes par pouce. Passer de 8× l’épaisseur à 6× peut faire grimper la force de manière spectaculaire. Encore une négociation structurelle.
Ainsi, le rayon de la pointe du poinçon est surtout important lorsque vous êtes en écrasement complet ou en matriçage — lorsque le matériau est forcé d’épouser la forme du poinçon. En pliage à l’air pur, la matrice contrôle le rayon, et le poinçon contrôle la concentration de déformation et le comportement du retour élastique.
La géométrie est secondaire par rapport au chemin de charge. Cela a toujours été le cas.
Imaginez une pièce de 1200 mm avec une bride ne contactant que 300 mm du poinçon à la force maximale. Ajoutez ensuite un pli de retour qui revient vers le corps du poinçon.
Vous choisissez un poinçon aigu pour contrer le retour élastique. Cela fonctionne sur l’angle. Mais sur le deuxième pli, la bride formée entre en collision avec la tige du poinçon avant d’atteindre la pénétration complète. Vous passez donc à un poinçon col de cygne pour le dégagement.
Voici le paradoxe : le col de cygne vous donne l’ajustement physique, mais son profil allongé et évidé peut fléchir davantage sous charge. Une plus grande flexion modifie la pénétration réelle à l’apex. Cela modifie l’angle sous charge. Ce qui modifie l’angle sans charge après le retour élastique.
Sur les pièces à plis multiples, les contraintes résiduelles du premier pli modifient le retour élastique du second. J’ai mesuré un besoin de compensation de 4° sur le premier pli et de 4,5° sur le second, dans le même matériau. Chaque pli réécrit la carte des contraintes. Si vous supposez qu’un seul angle de compensation suffit pour tous, l’erreur se multiplie au fil des plis.
Ainsi, avec la géométrie en col de cygne, vous équilibrez trois variables :
Vous ne résolvez pas cela uniquement sur l’écran de contrôle. Vous le résolvez avec des pièces d’essai, une mesure d’angle après relâchement, et un regard froid sur les tonnes par pouce par rapport à la capacité de l’outil.
La sélection d’outillage est une négociation à fort enjeu entre acier et acier. La tonnage est la monnaie. Le retour élastique est la clause en petits caractères. Une fois que le coulisseau descend, le contrat est appliqué dans l’acier.
Et même quand les calculs sont corrects et la géométrie aussi, il reste encore une façon pour que ce travail s’effondre : l’alignement.
Vous avez fait les calculs. Les tonnes par pouce sont en dessous de la capacité de l’outil. La largeur de la matrice correspond à l’épaisseur. Le retour élastique est prédit, testé, compensé.
Alors, comment l’angle final peut-il encore dériver ?
Parce que la force se moque de votre tableur. Elle circule là où l’acier touche réellement. Et si le coulisseau, le poinçon et la matrice ne sont pas assis dans le même plan à quelques centièmes de millimètre près, votre calcul propre de 50 tonnes devient un pic déséquilibré sur une épaule tandis que l’autre côté avance sans effort à moitié de charge. La moyenne est toujours de 50, mais le pic local peut atteindre 70. C’est ainsi que vous commencez à extraire des éclats de votre matrice.
Nous avons dit que le contrôle du retour élastique est un problème de structure et de répartition des forces. L’alignement est la partie où cette répartition reste uniforme — ou se transforme en lame tranchante.
Les calculs ne mentent pas. Mais ils supposent une mise en parallèle.
Et cette hypothèse est coûteuse.
Le banc d’une presse plieuse se déforme. Toutes. Sous charge, le centre veut s’affaisser tandis que les extrémités restent soutenues par le châssis. Si vous ne contrebalancez pas cela, le milieu de votre pièce subit moins de pénétration que les bords, et votre cible de 90° devient 88° au centre et 91° aux extrémités.
Le bombage est la correction — une cambrure mécanique ou hydraulique intégrée au banc pour compenser la déformation attendue sous une charge donnée. Le mot clé est « attendue ».
C’est là que les ateliers se trompent : ils règlent le bombage selon la tonnage totale, et non selon les tonnes par pouce ni la longueur réelle de contact. Imaginez une pièce de 1200 mm avec un rebord qui ne touche le poinçon que sur 300 mm à la force maximale. Votre affichage peut indiquer 60 tonnes en tout, mais cette force est concentrée sur un quart de la longueur. Le banc se déforme différemment de ce que suppose votre courbe de bombage.
Là, vous ne compensez plus. Vous devinez.
Hypothèse réaliste : votre outillage est conçu pour 80 tonnes par mètre. Vous calculez 60. Sécuritaire, non ? Mais si le désalignement et la déformation inégale du banc déplacent 20 % de charge supplémentaire vers une zone de 300 mm, ce segment local subit l’équivalent de 72 tonnes par mètre. Ajoutez un outillage usé nécessitant une marge de sécurité de 20 %, et vous avez discrètement dépassé la capacité nominale. Ce n’est pas une erreur d’arrondi. C’est des dollars par pouce de rebut et une épaule ébréchée qui vous attend.
La solution n’a rien de mystique. Vérifiez le parallélisme entre le coulisseau et le banc. Mesurez l’angle réel de pliage sur toute la longueur lors d’un essai. Réglez le bombage selon la réalité du contact, et non l’optimisme de l’écran.
Puis vérifiez votre assise.
Les erreurs d’alignement ne se manifestent que rarement avec fracas. Elles s’insinuent, clé en main.
Les systèmes de serrage manuel s’appuient sur des boulons segmentés qui tirent le poinçon vers le vérin. Si un boulon est serré plus fort, ce segment se retrouve plus haut. On parle ici de tolérances de l’ordre de 0,05 mm sur toute la table. C’est plus mince qu’une carte de visite. Manquez cela, et une extrémité du poinçon viendra toucher la première.
Premier contact, première charge. Première charge, plus de contrainte.
Le serrage hydraulique répartit cette pression sur toute la longueur, mais il ne résout pas les problèmes d’épaules sales, de bavures sous la languette ou de copeau coincé entre le poinçon et son support. L’acier sur acier ne pardonne pas les débris. Un seul copeau sous un segment devient un point d’appui. Votre calcul de tonnage impeccable repose alors sur un pivot imprévu.
Et voici la réaction en chaîne : une charge inégale accélère l’usure de la section surchargée. Des outils usés nécessitent une pénétration plus profonde pour atteindre le même angle chargé. Plus de pénétration signifie plus de tonnage. L’erreur d’alignement devient un problème de tonnage trois semaines plus tard, et personne ne fait le lien.
Vous pensiez négocier la limite d’élasticité et la largeur de la matrice. En réalité, vous négociiez la discipline de serrage.
Alors, avant de faire confiance à la correction d’angle de la commande numérique, dressez les épaulements à la pierre. Nettoyez les languettes. Serrez de manière uniforme ou vérifiez la pression hydraulique. Contrôlez le poinçon si nécessaire.
Puis vérifiez votre assise.
Réponse courte : non.
Si l’étape suivante consiste à parler directement à l’équipe, Contactez‑nous s’intègre naturellement ici.
Pour les lecteurs à la recherche de documents détaillés, Brochures est une ressource de suivi utile.
Réponse longue : l’outillage haut de gamme est rectifié plus droit, plus dur et plus homogène que l’acier bas de gamme. Il répartit la charge à merveille — si la machine applique cette charge de manière uniforme. Mais la capacité structurelle n’est pas une question de géométrie ; c’est une question de force par longueur. Si le vérin est hors parallèle, le plus beau poinçon du catalogue devient un levier.
Supposons que votre vérin soit plus haut de 0,08 mm à gauche sur deux mètres. Cela semble insignifiant. Sous charge, ce côté prend contact en premier et commence la déformation plastique tandis que le côté droit est encore dans le vide. Quand le droit engage complètement, le gauche s’est déjà enfoncé plus profondément dans le V. Relâchez le vérin et vous n’obtenez pas un retour élastique uniforme. Vous obtenez une torsion. Une extrémité revient à partir d’un état de contrainte plus élevé que l’autre.
L’erreur d’angle ne provient plus de la mémoire du matériau. Elle provient d’un historique de déformation asymétrique.
Et l’outillage haut de gamme ne peut pas réécrire cet historique.
J’ai vu des ateliers courir après ce problème en ajustant la sur‑courbure, ajoutant un degré ici, en retirant un là, comme si l’écran de commande pouvait corriger une inclinaison mécanique. Tout ce qu’ils ont fait, c’est rapprocher le côté surchargé de sa limite structurelle. Les chiffres n’ont pas changé. La répartition, si.
Alors posez la question terre‑à‑terre : quand la dernière vérification du parallélisme du vérin a‑t‑elle été faite sous charge, et non à vide ? Une machine froide ne se mesure pas de la même façon qu’une autre portant 40 tonnes sur la table.
Parce qu’une fois le vérin abaissé, le contrat s’exécute dans l’acier — et l’acier n’honore que des appuis parallèles.
C’est pourquoi l’étape suivante n’est pas un nouveau calcul. C’est une séquence rigoureuse de chargement et de vérification qui traite la mise en place comme l’opération à haut risque qu’elle est.
Le travail nécessitait 78 tonnes sur le papier. Pli de huit pieds, acier doux de 10 gauges, matrice d’un pouce. Le tableau indiquait 9,6 tonnes par pied. Multipliez et vous flirtez avec la limite supérieure d’un empilage d’outillage de 80 tonnes. Sur une presse plieuse de 100 tonnes, cela semble sûr. Ça ne l’est pas.
Parce que nous ne travaillons pas à la plaque signalétique. Nous limitons la charge de travail à 80 %. Ce calcul de 78 tonnes devient alors un chiffre de planification de 62 tonnes si vous voulez une marge de sécurité pour des lots plus durs, des épaules usées ou une tôle provenant d’une autre bobine. La question n’est donc pas “ La machine peut-elle le faire ? ” mais “ Où ces 62 tonnes réelles vont-elles s’appliquer, pouce par pouce, lorsque l’acier rencontrera l’acier ? ”
Voici la séquence qui empêche le premier coup de devenir de la ferraille :
Voilà le protocole. Sautez une étape et vous jouez des dollars par pouce de rebut.
Et tout commence par l’endroit où vous placez la charge.
J’ai vu une équipe installer trois stations sur un lit de 10 pieds : deux petites brides à gauche, une forme de canal lourd à droite. Le tonnage total était dans les limites. La machine n’a pas bronché. Mais la station lourde supportait près de 60 % de la charge, placée 24 pouces hors du centre.
Le bâti de la machine se moque de votre plan d’atelier. Ce qui l’intéresse, c’est le moment de flexion. Quand vous décalez le tonnage, vous introduisez une torsion dans le coulisseau et une déflexion asymétrique dans le banc. Le contrôle indiquera toujours la force totale. Il n’indiquera pas qu’un côté vit plus près de la limite d’élasticité que l’autre.
Nous calculons donc un centre de tonnage — de la même façon que l’on trouve un centre de gravité. Multipliez le tonnage de chaque station par sa distance par rapport à l’axe central de la machine. Faites la somme des moments. Divisez par le tonnage total. Cela vous donne le centroïde de charge. S’il n’est pas assis sur le centre structurel de la machine, déplacez les stations jusqu’à ce qu’il le soit.
Les pièces courtes vous tentent d’ignorer cela. Ne le faites pas.
Appliquez maintenant la règle des 80 %. Supposons que votre outillage soit évalué à 80 tonnes par mètre et que votre station lourde en demande 70 % localement. Vous pensez être en sécurité parce que la charge totale de la machine est modeste. Mais si cette station est décentrée, la déflexion dynamique peut faire dépasser localement la force nominale. Les maths ne mentent pas. La distribution fait la différence entre survie et rupture.
Sur les presses plieuses CNC à course descendante, la commande corrige la position en temps réel. Cela aide la précision de l’angle. Mais cela n’efface pas la torsion du bâti due à une mauvaise répartition de charge. Les conceptions à course ascendante sont encore moins tolérantes, car le chemin d’application de la force diffère ; les charges décentrées se traduisent par un biais angulaire visible entre stations.
Équilibrez d’abord le centre de tonnage. Puis verrouillez-le.
Vérifiez votre assise.
J’ai retiré des poinçons et trouvé un éclat pas plus épais que la teinture de traçage séchée sous la languette. Cette cope a coûté une journée de production.
L’assise n’est pas esthétique. Elle est structurelle. Une bavure de 0,03 mm sous un segment devient un pivot. Sous 50 tonnes, ce pivot concentre la charge sur l’épaule adjacente. L’épaule cède microscopiquement. Le passage suivant nécessite une pénétration plus profonde pour le même angle. Le tonnage augmente lentement. Personne ne relie cela à un minuscule grain d’acier.
Voici l’ordre de préparation :
Puis abaisser le vérin à 2 mm au-dessus du contact sur toute la longueur. Utiliser une jauge d’épaisseur ou une fine cale à plusieurs points. Vous cherchez une lumière uniforme. Si un côté touche en premier, arrêtez-vous. Corrigez maintenant, pas sous charge.
Car une fois chargé, un mauvais positionnement devient un historique de contrainte.
Vérifiez votre assise.
Imaginez une pièce de 1200 mm avec une bride qui ne touche que sur 300 mm du poinçon à la force maximale. Si cette zone de contact se trouve légèrement à gauche et que le vérin est 0,05 mm plus haut de ce côté, le bord gauche cède en premier et plus profondément. Relâchez le vérin et la pièce revient de façon inégale. Vous lisez 90° à gauche, 91° à droite.
Ce n’est pas une variabilité du retour élastique. C’est une déformation plastique asymétrique.
Pour vérifier le parallélisme, effectuez un léger coup d’essai sur toute la longueur de contact prévue — juste assez de pénétration pour laisser une ligne témoin sans former complètement. Mesurez l’écart entre le poinçon et la matrice avec des cales à chaque extrémité. Sinon, pliez une bande d’étalonnage sur toute la longueur et mesurez l’angle tous les 100 mm.
Vous cherchez une torsion. Toute dérive d’angle constante le long de la pièce signifie que la charge n’atterrit pas bien à plat.
Corrigez avec l’ajustement du parallélisme du vérin et un bombage réglé selon la longueur de contact réelle, non sur la portée théorique du banc. Ce n’est que lorsque les angles correspondent à la tolérance sur toute la longueur que vous passez à la profondeur de production.
La machine ne corrigera pas un biais mécanique par logiciel.
Vérifiez votre assise.
La plupart des opérateurs ne regardent qu’un seul chiffre : l’angle final. Ce n’est que la moitié de l’histoire.
Lors de la première flexion contrôlée, je surveille trois éléments :
Si la pénétration est plus profonde que prévu, demandez pourquoi. La limite d’élasticité du matériau peut être plus élevée que celle supposée par le tableau. L’inox est célèbre pour cela ; deux lots portant la même étiquette peuvent nécessiter des forces sensiblement différentes. Si vous aviez calculé 60 tonnes et que la machine monte vers 72 avant d’atteindre l’angle, votre marge de 20 % vient de disparaître.
Les mathématiques ne mentent pas, mais vos données d’entrée peuvent être fausses.
Considérez maintenant la largeur de la matrice. Un V plus large réduit la tonnage, oui. Il augmente également le rayon intérieur et la longueur minimale du flanc. J’ai vu un atelier ouvrir le V pour économiser du tonnage, atteindre parfaitement l’angle, puis découvrir que la géométrie du flanc ne convenait plus à l’assemblage en aval. Ils ont protégé la capacité structurelle et sacrifié la fonction physique.
C’est la négociation. La limite élastique, la largeur du V et la capacité de l’outillage débattent dans la même pièce. La première flexion d’essai vous montre celui qui gagne.
Si le tonnage est élevé et le rayon serré, envisagez d’augmenter la largeur du V et de recalculer la faisabilité du flanc avant de valider. Si le tonnage est confortable mais que l’angle varie sur la longueur, revisitez l’assise et le centrage du tonnage avant de toucher au programme.
Une flexion. Trois diagnostics.
Le programme indique un rayon intérieur de 1,6 mm. Ce chiffre provient d’un tableau supposant une ouverture de V spécifique — souvent environ 16 % de la largeur du V en pliage à l’air. Mais les tableaux supposent une limite d’élasticité nominale.
Après votre première flexion, coupez et polissez un échantillon ou utilisez des jauges de rayon correctement placées à l’intérieur de la flexion. Comparez le rayon réel à celui attendu. Si le vrai rayon est plus grand, soit le V est large par rapport à l’épaisseur, soit le matériau s’est comporté différemment de la valeur supposée. Un rayon plus grand signifie souvent une contrainte maximale plus faible et un tonnage légèrement inférieur à celui prévu. Un rayon plus petit en pliage à l’air indique généralement que vous êtes plus proche du poinçonnage complet que vous ne le pensez — et le poinçonnage multiplie la force rapidement.
La force augmente d’environ 1,5 fois lors du passage du pliage à l’air au poinçonnage complet. Ce n’est pas une erreur d’arrondi. C’est une question de survie de l’outillage.
Alors mesurez. Ne supposez pas que le modèle du contrôle corresponde à l’acier d’aujourd’hui.
Quand le vrai rayon, l’uniformité de l’angle et le tonnage mesuré concordent tous dans votre réserve planifiée, vous avez gagné le droit de lancer la production.
L’acier a signé le contrat.
Maintenant, posez-vous une question avant de lancer le cycle : si cette charge se déplaçait de cinq centimètres vers la gauche, quelque chose dans cette pile fonctionnerait-il au-delà de sa capacité ?
Si vous pouvez répondre sans hésiter, vous ne vous contentez pas de préparer un travail. Vous gérez consciemment un risque structurel.
La production est l’endroit où commencent les défaillances silencieuses.
Les dix premières pièces semblent impeccables. L’angle tient. Le compteur de tonnage affiche ce que vous aviez calculé. Puis, au bout de trois heures, la machine a besoin de 8 % de pénétration supplémentaire pour le même angle. Personne n’a modifié le programme. Personne n’a touché aux outils. Mais quelque chose a bougé.
Si vous en êtes encore à demander “ ce poinçon s’adapte-t-il à ce porte-outil ? ”, vous allez courir après des fantômes. La vraie question, une fois la production lancée, est plus simple et plus difficile : cet empilage supporte-t-il toujours la charge que je lui impose, exactement là où elle s’applique ?
Parce que la charge se déplace. La limite d’élasticité du matériau varie d’un lot à l’autre. Les opérateurs déplacent les pièces à gauche ou à droite pour dégager un doigt du butoir arrière. Les réglages de bombage restent fixes tandis que la longueur de contact change. C’est ainsi qu’un travail de 120 tonnes devient silencieusement 135 sur une épaule. La machine ne se plaint pas. La matrice, oui.
Les calculs ne mentent pas, mais ils ne valent que si vous continuez à mesurer ce que les calculs ont supposé.
Ainsi, le cadre évolue. Avant le démarrage du cycle, vous demandiez si le réglage pouvait supporter la force calculée. En cours de production, vous demandez si cette force s’applique toujours là où vous l’aviez prévue — et si l’acier n’a pas réécrit le contrat.
C’est la transition du montage à la performance.
Et la performance échoue d’abord aux bords.
L’affaissement d’épaule est une déformation plastique microscopique au niveau de l’épaule de la matrice sous des charges répétées élevées. La compression de pointe raconte la même histoire au nez du poinçon. Vous ne verrez ni l’un ni l’autre avant que la précision ne commence à dériver.
Voici ce que j’observe :
Chacune est une carte des charges dessinée dans l’acier.
Prenons un cas hypothétique : outil de 10 pieds, 140 tonnes au total calculées. Cela correspond à une moyenne de 14 tonnes par pied. Mais la réalité de la production met 4 pieds de contact réel légèrement à gauche du centre. Vous êtes alors plus proche de 35 tonnes par pied dans cette zone. Si la matrice est conçue pour 30 tonnes par pied, vous injectez 5 tonnes par pied en déformation plastique à chaque cycle.
En langage d’atelier : si cette matrice coûte $1 200 et prend 0,001 pouce de déformation permanente tous les 200 cycles, vous payez des dollars par pouce de rebut bien avant qu’elle ne se fissure.
La méthode de surveillance est simple et mécanique :
Si le tonnage augmente ou si la pénétration s’accroît, arrêtez et recalculer les tonnes par pied sur la base de la longueur de contact réelle, et non de la longueur théorique de la table. Comparez ensuite cela au composant le moins bien noté de l’empilement.
C’est ainsi que vous détectez une surcharge avant que l’acier ne prenne la décision pour vous.
Vérifiez votre assise.
Lorsque l’angle dérive, la tentation est de “ caresser ” la matrice sur la meule.
J’ai vu plus de précision perdue à cause des meules qu’à cause des surcharges.
Le meulage enlève la matière de façon uniforme. L’enfoncement des épaules ne se produit pas de manière uniforme. Si les 300 mm de gauche ont fléchi de 0,02 mm et que vous meulez les 3 mètres complets pour nettoyer, vous venez de raccourcir chaque segment. Votre référence de hauteur de fermeture change alors, vos chiffres de profondeur CNC deviennent faux, et votre courbe de bombé ne correspond plus à la réalité.
Pire, vous avez réduit la masse de section au niveau de l’épaule. La capacité structurelle n’est pas seulement une valeur sur le papier ; c’est le module de section — la géométrie qui résiste à la flexion. Enlever de l’acier, c’est perdre de la rigidité. Le prochain passage nécessitera une pénétration légèrement plus profonde. Le tonnage augmente. Vous remeulez encore.
Cette spirale est coûteuse d’une façon que les opérateurs ne perçoivent pas. Supposons que chaque meulage raccourcisse la durée de vie de l’outil de 10 % et que vous réaffûtiez chaque trimestre. En deux ans, vous avez jeté la moitié de la marge structurelle pour laquelle vous avez payé. Les dollars par pouce de rebut se transforment en dollars par pouce d’outillage.
La solution n’est pas une correction cosmétique. C’est un recalcul de la cause profonde : la largeur de la matrice était-elle trop étroite, la limite élastique du matériau plus élevée que prévu, la méthode de pliage plus proche du matage que du pliage en l’air ?
Le meulage cache les erreurs de calcul. Il ne les résout pas.
Vérifiez votre assise.
Avant qu’un outil ne touche le coulisseau, je passe six questions. Pas dans ma tête. Sur papier.
Si une réponse est incertaine, j’élargis le V, je change de méthode ou je divise le pli en plusieurs étapes.
La seule chose à retenir est la suivante : le tonnage machine est global ; la défaillance, elle, est locale. Cela n’est pas évident avant d’avoir fissuré une matrice au milieu d’une course de 150 tonnes soi-disant “ sûre ”.
Un cadre n’a de valeur que s’il résiste à un poste chargé.
Je le traduis donc en contrôles :
Ce n’est pas de la bureaucratie. C’est de la comptabilité structurelle.
Imaginez une pièce de 1200 mm avec un rebord qui n’entre en contact qu’avec 300 mm du poinçon à la force maximale. Si la production commence à alterner les chargements à gauche et à droite pour accélérer le débit, vous venez de créer une contrainte cyclique asymétrique dans l’empilement d’outillage. Avec le temps, c’est ainsi que le parallélisme dérive même si votre réglage était parfait.
En enregistrant tonnage et pénétration ensemble, vous détectez cette dérive tôt. Si la pénétration augmente mais pas le tonnage, le matériau a changé. Si le tonnage augmente pour le même angle, la longueur de contact a diminué ou vous vous rapprochez du contact total (« bottoming »). Chaque schéma raconte une histoire différente.
Les mathématiques ne mentent pas. Mais seulement si vous continuez à leur fournir la vérité.
En trente ans, j’ai appris ceci : le pliage CNC de précision ne consiste pas à trouver un réglage et s’en aller. Il s’agit de mener une expérience contrôlée chaque fois que le vérin descend, afin de vérifier que l’acier se comporte dans les limites que vous avez déterminées.
Avant le démarrage du cycle, demandez-vous : cela peut-il supporter la charge ?
Pendant la production, continuez à demander : cela la supporte-t‑il toujours là où je pense ?
C’est le prisme à adopter. Ni l’ajustement, ni le tonnage nominal.
La performance sous contrainte réelle.


















