

Pukulan terakhir yang kulihat meledak pas dengan dudukannya seolah memang dilahirkan di sana.
Enam puluh ton per kaki, terukir dengan laser langsung pada gagang. Pekerjaan menuntut 78. Operator mengangkat bahu. “Sudah duduk dengan baik.” Ketika ram turun, bagian tengahnya terbelah dan mengirimkan serpihan melintasi tirai cahaya. Lima menit penyetelan. Delapan ribu dolar untuk perkakas. Dua hari waktu henti. Baja tidak peduli bahwa itu terdengar pas ketika diklik ke tempatnya.
Itulah celah yang sebagian besar bengkel tidak pernah tutup.
Anda bisa meluncurkan punch sepanjang 3 kaki ke dalam dudukan yang digiling dengan presisi dan merasakan daya tarik magnetik yang bersih. Tidak ada goyangan. Tidak ada celah. Terasa aman. Tetapi kapasitas struktural bukan pertanyaan geometri; melainkan pertanyaan tentang gaya per panjang.
Ambil baja lunak 4 mm sepanjang 1000 mm dengan V-die 32 mm. Tabel standar menempatkannya di sekitar 330 kN per meter untuk air bending, dengan asumsi kekuatan tarik sekitar 450 N/mm². Beralih ke stainless dan Anda mengalikannya dengan 1,5. Sekarang Anda mendekati 500 kN/m. Baja kromium-molibdenum? Kalikan dua. Perhitungannya tidak bohong.
Jika punch Anda memiliki rating 60 ton per kaki dan perhitungan Anda menuntut 78, Anda bukan “sedikit berlebih.” Anda melampaui batas luluh sebesar 30% pada alat yang dikeraskan dengan margin keamanan mungkin hanya 10–15%. Perbedaan itu terlihat dalam bentuk dolar per inci limbah dan perkakas yang retak. Periksa dudukan Anda.
Jadi di mana sebenarnya titik tanpa jalan kembali?
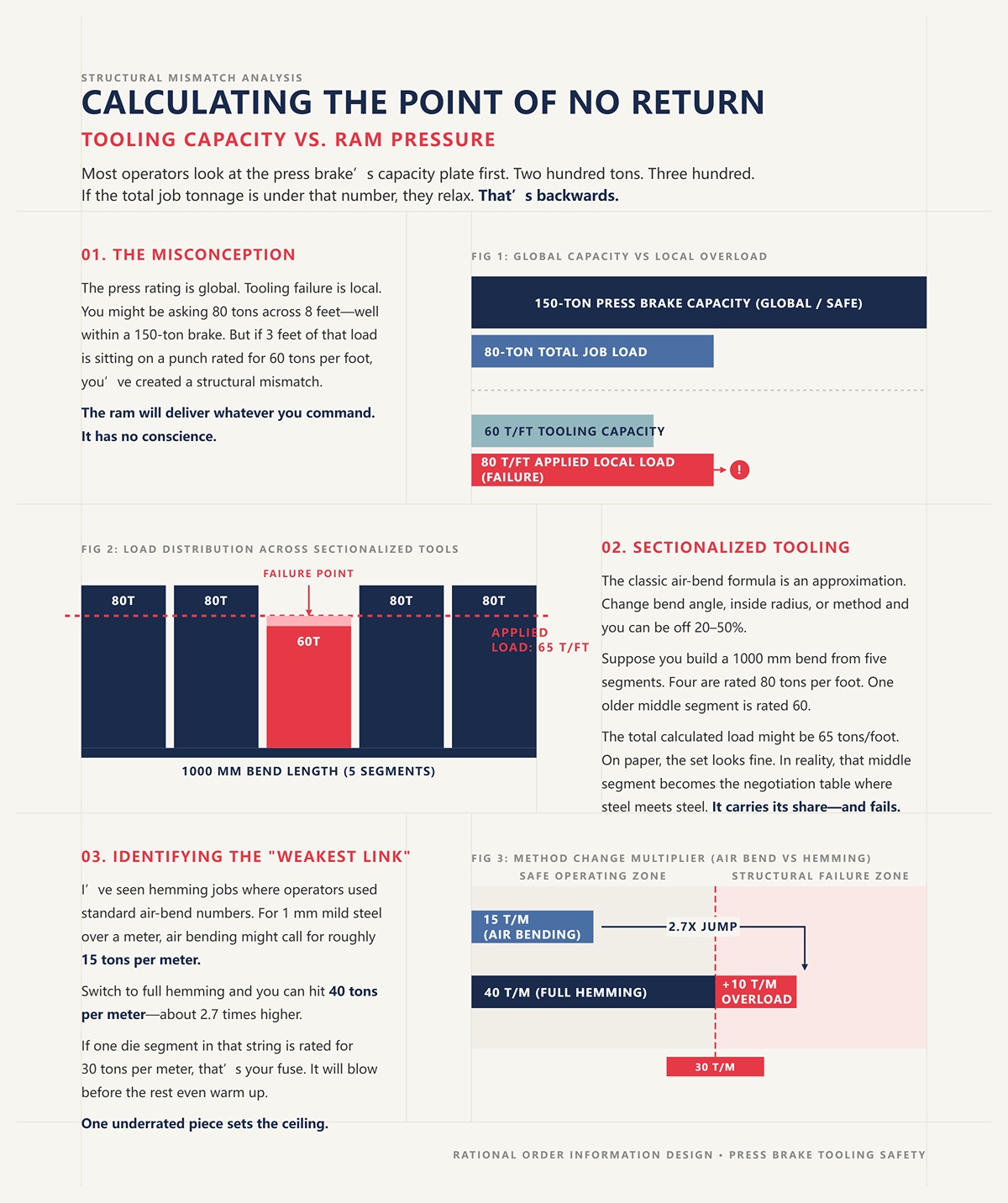
Sebagian besar operator pertama-tama melihat pelat kapasitas press brake. Dua ratus ton. Tiga ratus. Jika total tonase pekerjaan berada di bawah angka itu, mereka merasa tenang.
Itu terbalik.
Rating press bersifat global. Kegagalan perkakas bersifat lokal. Anda mungkin meminta 80 ton sepanjang 8 kaki—masih dalam jangkauan press brake 150 ton. Namun jika 3 kaki dari beban itu bertumpu pada punch yang memiliki rating 60 ton per kaki, Anda telah menciptakan ketidakcocokan struktural. Ram akan memberikan apa pun yang Anda perintahkan. Ia tidak punya hati nurani.
Titik tanpa jalan kembali adalah ketika ton per kaki yang dibutuhkan melebihi komponen dengan rating terendah dalam susunan: punch, die, dudukan, atau penjepit—bukan hanya rangka mesin. Dalam praktiknya, itulah mengapa press brake dan perkakas harus direkayasa sebagai sistem terpadu. Platform yang sepenuhnya dikendalikan CNC, seperti solusi press brake CNC dari CN-HAWE, dirancang untuk mengelola gaya penekukan, distribusi, dan pengulangan pada aplikasi lembaran logam kelas atas, membantu memastikan tekanan ram yang diperintahkan tetap selaras dengan kapasitas perkakas sebenarnya. Periksa dudukan Anda—karena begitu komponen dengan rating terendah kelebihan beban, kegagalan sudah mulai terjadi.
Inilah bagian yang menjadi rumit. Rumus standar air-bend—gaya sebanding dengan ketebalan kuadrat kali panjang dibagi dengan bukaan V—adalah pendekatan. Ubah sudut tekukan, radius dalam, atau metodenya dan Anda bisa meleset 20–50%.
Sekarang tambahkan perkakas yang diseksi.
Misalkan Anda membentuk tekukan 1000 mm dari lima segmen. Empat memiliki rating 80 ton per kaki. Satu segmen tengah yang lebih tua memiliki rating 60. Beban total yang dihitung mungkin setara dengan 65 ton per kaki. Di atas kertas, “set” terlihat baik. Dalam kenyataan, segmen tengah itu menjadi meja perundingan tempat baja bertemu baja. Ia menanggung bagiannya—dan kadang lebih jika penyelarasan tidak sempurna.
Perhitungannya tidak bohong, tapi asumsi buruk bisa menyesatkan. Selalu hitung ton per meter untuk material dan metode spesifik, lalu bandingkan dengan rating setiap segmen, bukan rata-ratanya. Periksa dudukan Anda.
Saya pernah melihat pekerjaan hemming di mana operator menggunakan angka bengkok udara standar. Untuk baja ringan 1 mm sepanjang satu meter, pembengkokan udara mungkin membutuhkan sekitar 15 ton per meter dengan perkakas tear-drop. Beralih ke hemming penuh dan Anda bisa mencapai 40 ton per meter—sekitar 2,7 kali lebih tinggi.
Jika satu segmen cetakan dalam rangkaian itu memiliki kapasitas 30 ton per meter, itu adalah sekering Anda. Segmen itu akan rusak sebelum yang lain bahkan mulai menghangat.
Tautan terlemah tidak selalu terlihat jelas. Itu bisa berupa sisipan cetakan yang sempit, segmen punch yang pendek, bahkan sistem penjepit. Satu komponen yang diremehkan menentukan batas atas untuk seluruh pengaturan. Matematika tidak bisa diajak bernegosiasi. Periksa posisi Anda.
Tapi apa yang terjadi ketika beban tidak terbagi secara merata?
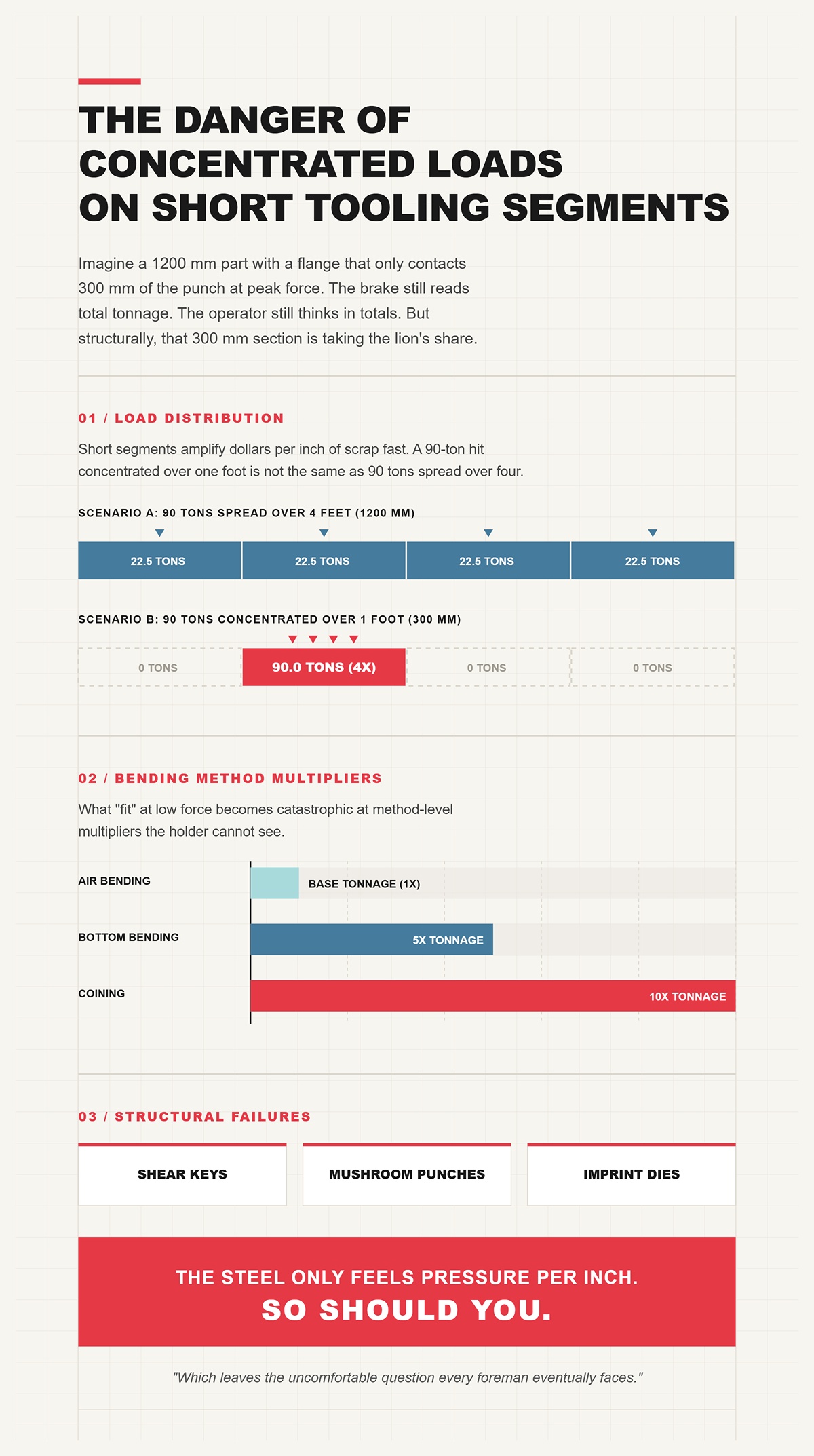
Bayangkan sebuah bagian sepanjang 1200 mm dengan flensa yang hanya bersentuhan dengan 300 mm dari punch pada gaya puncaknya. Mesin press brake masih menampilkan tonase total. Operator masih berpikir dalam total. Tapi secara struktural, bagian 300 mm itulah yang menanggung beban terbesar.
Segmen pendek memperbesar biaya per inci limbah dengan cepat. Pukulan 90 ton yang terkonsentrasi pada satu kaki tidak sama dengan 90 ton yang tersebar di empat kaki. Begitulah cara kunci patah, punch mengembang, dan cetakan meninggalkan bekas.
Tambahkan pembengkokan dasar—lima kali tonase pembengkokan udara—atau coining sepuluh kali lipat, dan margin pun menguap. Apa yang tampak “pas” pada gaya rendah menjadi bencana pada pengganda tingkat metode yang tidak terlihat oleh pemegangnya.
Baja hanya merasakan tekanan per inci. Begitu juga seharusnya Anda.
Yang tersisa adalah pertanyaan tidak nyaman yang pada akhirnya akan dihadapi setiap mandor.

Di sebagian besar bengkel nyata, mesin press brake yang bertahan. Ia dibuat berlebihan, berkerangka besar, dan dirancang untuk siklus beban penuh.
Bagian yang menyerah pertama kali jika tonase Anda melebihi batas elastis material. Itu limbah yang bisa dihitung—kadang seharga beberapa sen per inci, kadang ratusan jika bahannya paduan aerospace.
Perkakas patah ketika gaya yang dibutuhkan melebihi kapasitas penampang kerasnya. Itu kerugian ribuan dalam sekejap.
Dan jika Anda terus menerus membebani, mesin press brake akan mengalami pembengkokan meja, puntiran ram, atau retakan pada bingkai samping. Saat itulah waktu henti mulai dihitung dalam minggu.
Jadi pergeseran pola pikir yang ingin saya tanamkan pada Anda adalah ini: berhentilah bertanya apakah perkakasnya pas. Mulailah bertanya apakah setiap komponen dalam tumpukan itu dapat bertahan secara struktural terhadap tonase per panjang yang dibutuhkan oleh material Anda.
Karena begitu ram turun, kesepakatan itu ditegakkan dalam baja.
Saya pernah melihat seorang operator muda memberi pewarna biru pada pelat 4 mm—dengan cairan pewarna di bagian bawah—lalu melakukan pembengkokan udara perlahan dan menariknya keluar untuk membaca bekas tekanan di bahu cetakan. Kontaknya tidak berada di tengah. Tertahan berat di satu sisi, ringan di sisi lain. Pewarna itu mengatakan kebenaran yang tidak dapat ditampilkan oleh layar tonase: beban tidak terdistribusi seperti yang diasumsikan lembar pengaturan.
Itulah kendali praktis pertama Anda. Gunakan pewarna tata letak atau film tekanan pada bahu cetakan, lakukan pukulan terkontrol pada tonase yang dihitung, dan periksa kontaknya. Jika bekasnya tidak merata, ton per panjang Anda juga tidak merata, dan beberapa segmen bekerja lebih keras dari yang lain. Pasang shim, dudukkan ulang, periksa lagi. Matematika tidak berbohong, tetapi hanya jika geometri sesuai dengan perhitungannya.
Inilah bagian di mana operator mulai bersikap santai. Mereka memperlakukan pembukaan-V seperti kenyamanan—“Apa yang ada di rak?”—bukan sebagai tuas utama yang menentukan gaya. Rumus air-bend standar kira-kira berbanding dengan ketebalan kuadrat dibagi dengan pembukaan-V. Gandakan V, dan tonase kira-kira berkurang separuh. Pertahankan V tetap sempit, dan beban naik cepat. Kekuatan luluh masuk ke dalam persamaan itu sebagai pengali. Baja yang lebih kuat menuntut gaya lebih besar untuk geometri yang sama. Jika Anda tidak memperlebar V untuk mengimbangi, Anda mendorong ton per kaki menuju segmen terlemah dalam rangkaian Anda.
Begitulah cara Anda memverifikasi dan mengendalikan distribusi dalam praktik:
Pembukaan cetakan bukan soal kecocokan. Ini tentang kelangsungan struktural di bawah beban yang ditentukan oleh kekuatan luluh. Ubah V, dan Anda mengubah syarat negosiasi sebelum ram mulai bergerak.
Pekerjaan memerlukan setara 78 ton per kaki pada baja lunak 6 mm. Menggunakan aturan lama 8×—pembukaan V kira-kira delapan kali ketebalan material—kami memilih cetakan 48 mm. Angka-angka terbukti benar. Beban per panjang berada tepat di bawah rating punch. Bersih.
Kemudian sertifikat material datang, dan ternyata salah. Itu bukan baja lunak dengan kekuatan tarik sekitar 60.000 PSI. Itu baja struktural berkekuatan tinggi dengan sekitar 100.000 PSI. Ketebalan sama. V sama. Tonase yang dibutuhkan melonjak kira-kira mengikuti rasio kekuatan tarik. Anda tidak perlu papan tulis untuk melihat masalahnya. Anda tidak lagi di 78. Anda berada di atas 120 per kaki.
Aturan 8× bekerja karena menyeimbangkan radius dalam, tonase, dan keuletan material untuk baja karbon rendah umum. Tetapi ketika kekuatan luluh meningkat, aturan itu berhenti melindungi Anda. Entah Anda memperlebar V—10×, bahkan 12× ketebalan—atau Anda menerima lonjakan tajam ton per panjang. Dan ton per panjang adalah hal yang merusak perkakas, bukan niat baik.
Paduan berkekuatan tinggi adalah pengecualian yang membuktikan aturan: pembukaan V harus bertambah dengan kekuatan jika Anda ingin menjaga beban struktural tetap konstan. Periksa dudukan Anda.
Stainless dengan ketebalan serupa baja lunak sering kali membutuhkan gaya sekitar 1,4 hingga 1,6 kali lebih besar, tergantung pada tingkat dan kondisinya. Aluminium 6061-T6 juga bisa mengejutkan Anda; meskipun terdengar “lunak” dalam percakapan, kekuatan tariknya pada temper T6 cukup tinggi untuk menuntut tonase nyata, dan akan retak jika radius terlalu ketat.
Saya pernah melihat operator mempertahankan V 8× yang sama dari baja lunak dan hanya “mendorong lebih keras” pada stainless. Yang sebenarnya terjadi adalah tekanan kontak pada bahu cetakan melonjak, mulai terjadi galling, dan ton per inci lokal naik ke mendekati batas luluh perkakas. Dolar per inci limbah muncul sebagai robekan permukaan dan mikro-retak di garis tekukan.
Perlebar V menjadi 10× ketebalan untuk stainless sebagai titik awal. Untuk 6061-T6, pertimbangkan baik tonase maupun radius dalam minimum agar tidak retak; pembukaan V yang sedikit lebih lebar mengurangi gaya dan meringankan tegangan. Anda tidak sedang mengejar kecocokan. Anda sedang mengelola beban yang ditentukan oleh kekuatan luluh agar segmen terlemah tidak mendapat kejutan.
Sekarang bayangkan Anda membutuhkan radius dalam yang lebih ketat dari yang diberikan aturan 8×. Anda menurunkan V dari 32 mm ke 20 mm pada baja 4 mm untuk mengejar tekukan yang lebih tajam.
Gaya berbanding terbalik dengan V. Kurangi V sekitar 37%, dan tonase Anda naik kira-kira 60%. Itu bukan intuisi linear—itu berbicara dari persamaan. Jika Anda berada di 30 ton per meter, Anda tiba-tiba mendekati 48. Material sama. Panjang sama. Cetakan berbeda.
Di sinilah bengkel sering merugi. Mereka fokus pada hasil geometris—“Saya butuh sudut lebih tajam”—dan lupa bahwa kapasitas struktural membayar tagihannya. Jika 48 ton per meter itu melebihi segmen cetakan dengan rating terendah 40, Anda baru saja merekayasa titik kegagalan demi mendapatkan radius.
Tekukan lebih tajam membutuhkan biaya dalam tonase. Perhitungannya tidak bisa dinegosiasikan. Periksa dudukan Anda.
Saya pernah mengganti satu set cetakan yang secara dimensi tampak baik, tetapi memiliki bahu yang tajam dan aus. Saat diberi beban, baja tahan karat menyeret di sepanjang tepi itu seperti kertas amplas di atas aluminium.
Radius bahu cetakan mengontrol bagaimana lembaran logam mengalir selama pembengkokan. Terlalu tajam, dan area kontak menyusut. Tekanan kontak—gaya dibagi dengan area—meningkat. Tekanan yang meningkat itu menambah gesekan, yang sedikit menaikkan gaya pembengkokan yang diperlukan melampaui rumus bersihnya. Ini juga mendorong terjadinya galling, terutama pada baja tahan karat. Galling kembali menaikkan gesekan. Terjadi umpan balik: lebih banyak gesekan, lebih banyak gaya, lebih banyak ton lokal per inci.
Memperlebar radius bahu menyebarkan kontak, menurunkan tekanan puncak, dan melancarkan tarikan material ke dalam bentuk V. Itu tidak hanya melindungi hasil akhir permukaan; tetapi juga menstabilkan jalur beban agar tidak ada potongan kecil pada bahu cetakan yang menjadi titik kegagalan tersembunyi.
Periksa bahu cetakan dengan tingkat kecurigaan yang sama seperti saat memeriksa grafik tonase. Bahu yang dipoles dan dibentuk dengan radius yang tepat adalah bagian dari perhitungan struktural, bukan pemeliharaan kosmetik.
Inilah saat metode bisa mengecoh perhitungan yang baik.
Pembengkokan udara mungkin membutuhkan 30 ton per meter pada pengaturan tertentu. Beralih ke penekanan penuh—memaksa material sepenuhnya masuk ke sudut cetakan—dan gaya yang dibutuhkan bisa melonjak hingga sekitar lima kali lipat dari pembengkokan udara. Proses pencetakan (coining) bisa mencapai sepuluh kali. V sama. Ketebalan sama. Metode berbeda.
Jadi, jika perhitungan pembengkokan udara Anda aman di bawah batas cetakan 40 ton per meter, maka menekan bagian yang sama bisa memerlukan 150 ton. Segmen terlemah tidak peduli bahwa lebar bukaan Anda sudah “benar.” Ia hanya merasakan pengalinya.
Pilihan metode adalah keputusan struktural. Jika Anda harus melakukan penekanan penuh demi kontrol sudut, Anda harus memperbesar bukaan V, mengurangi panjang pembengkokan per langkah, atau membagi operasi menjadi beberapa bengkokan agar tetap di bawah batas per segmen. Jika tidak, Anda menandatangani kontrak yang tidak bisa dipenuhi oleh peralatan Anda. Periksa posisi dudukan Anda.
Lakukan dua pembengkokan udara identik: satu pada cetakan yang bersih dan dipoles; satu lagi pada cetakan dengan kerak menempel dan sedikit galling. Kedalaman program sama. Hasil sudut berbeda.
Mengapa?
Gesekan antara lembaran dan bahu cetakan menahan tarikan material. Gesekan yang lebih tinggi berarti lembaran tidak meluncur dengan bebas ke dalam bentuk V, yang sedikit mengubah geometri pembengkokan efektif dan meningkatkan gaya yang dibutuhkan. Gaya tambahan itu muncul sebagai lebih banyak lendutan pada rem dan tumpukan perkakas, mengubah sudut akhir melalui pemulihan elastis.
Lalu Anda mengejar sudut lewat kontrol, menambah kedalaman. Itu menambah gaya. Yang menambah lendutan. Yang membebani segmen tertentu lebih berat dari yang diperkirakan tabel spreadsheet.
Jaga agar cetakan tetap bersih. Haluskan area dengan galling. Verifikasi sudut terhadap material referensi yang memiliki kekuatan tarik terdokumentasi. Karena akurasi sudut bengkok bukan hanya soal geometri dan posisi backgauge—itu adalah hasil dari gaya, gesekan, dan pegas balik elastis.
Dan itu membawa kita ke negosiasi berikutnya: setelah bukaan V dan metode menetapkan gaya, bagaimana radius punch dan memori material menentukan ke mana sudut akhirnya berhenti setelah beban dilepaskan?
Kami melakukan pembengkokan udara pada baja tahan karat 304 tebal 6 mm musim dingin lalu. Bukaan V sudah benar. Tonase per meter berada nyaman di bawah batas cetakan. Kedalaman ram mencapai nilai yang diprogram. Dalam kondisi tertekan, sudut terbaca 90° pada laser. Kami melepaskan tekanan.
Sudutnya terbuka menjadi 94°.
Tidak ada yang “bergeser.” Tidak ada yang selip. Mesin tidak berbohong. Baja itu hanya relaksasi. Empat derajat itu adalah pemulihan elastis—pegas balik—dan itulah bagian dari negosiasi yang sering dianggap operator seperti cuaca. Namun kapasitas struktural bukan persoalan geometri; itu persoalan gaya per panjang. Dan begitu gaya itu melebihi batas luluh secara lokal, bagian yang tidak mengalami deformasi plastis ingin kembali ke bentuk semula.
Sudut akhir setelah pelepasan beban sama dengan deformasi plastis yang Anda paksa pada tekukan dikurangi regangan elastis yang dipulihkan oleh material. Anda tidak mengendalikan pemulihan itu dengan harapan. Anda mengendalikannya dengan geometri punch dan tekanan proses. Perhitungannya tidak berbohong. Periksa posisi Anda.
Dalam pembengkokan udara, kedalaman penetrasi menentukan sudut saat dibebani. Satu punch dapat menghasilkan 70° atau 130° tergantung pada langkahnya. Itu benar. Tetapi ketika kita berbicara tentang pengendalian springback, kita berbicara tentang apa yang terjadi setelah ram naik kembali.
Praktik standar untuk sudut akhir 90° pada baja ringan adalah menggunakan punch 85° hingga 88°. Mengapa bukan punch 90°? Karena material yang lebih kuat memiliki springback lebih besar. Stainless, paduan baja kekuatan tinggi, 6061‑T6—semuanya menyimpan lebih banyak energi elastis pada garis tekukan. Jika Anda menggunakan punch 90° dan hanya “menekan lebih dalam,” Anda memang meningkatkan gaya dan defleksi pada susunan perkakas, tetapi Anda tidak mengubah rasio regangan plastis terhadap elastis di puncak tekukan secara signifikan.
Punch tajam meningkatkan regangan lokal di puncak tekukan untuk bukaan die dan kedalaman penetrasi yang sama. Lebih banyak material pada radius bagian dalam melewati batas luluh. Lebih sedikit yang tetap elastis. Regangan elastis yang lebih sedikit berarti springback yang lebih kecil.
Itu bukan takhayul. Itu adalah distribusi regangan.
Tapi seberapa tajam cukup tajam sebelum Anda mulai merusak permukaan?
Saya pernah melihat sebuah bengkel beralih dari punch 90° ke punch “kompensasi” 83° pada pekerjaan yang mengalami springback sekitar 7°. Mereka berharap ada keajaiban. Yang mereka dapat hanyalah peningkatan 3° dan garis mengilap di radius bagian dalam.
Mengapa? Karena mereka tetap melakukan pembengkokan udara dengan V yang sama.
Jika Anda ingin mengurangi springback secara signifikan lebih dari beberapa derajat, Anda harus meningkatkan aliran plastis di puncak tekukan. Itu berarti mempersempit bukaan V (meningkatkan ton per inci), atau beralih dari pembengkokan udara ke bottoming atau coining ringan di mana tekanan tinggi yang berkelanjutan memaksa material masuk ke sudut die.
Bottoming dapat melipatgandakan gaya yang dibutuhkan sekitar lima kali dibandingkan pembengkokan udara. Coining dapat mencapai sepuluh kali lipat. Itu bukan kesalahan pembulatan—itu keputusan struktural. Jika pembengkokan udara Anda berjalan pada 30 ton per meter, bottoming mungkin membutuhkan 150. Biaya per inci limbah akan cepat muncul jika segmen die terlemah Anda hanya mampu hingga 120.
Dan inilah intinya: bottoming mengurangi springback bukan karena sudut punch bersifat ajaib, tetapi karena tekanan lokal tinggi mendorong deformasi plastis hampir penuh di puncak tekukan. Anda membeli kestabilan sudut dengan tonase.
Kesepakatannya sederhana. Regangan plastis yang lebih besar sekarang berarti pemulihan elastis yang lebih kecil nanti. Perhitungannya tidak berbohong. Periksa posisi Anda.
Tetapi bagaimana Anda tahu seberapa besar pemulihan yang akan terjadi sebelum Anda menekan pedal?
Ambil dua lembar 4 mm: baja ringan A36 dan baja kekuatan tinggi 100 ksi. V yang sama, punch yang sama, kedalaman penetrasi yang sama hingga 90° saat dibebani.
Lepaskan keduanya.
Baja ringan mungkin kembali sekitar 2°. Baja kekuatan tinggi bisa membuka 5° atau lebih. Mengapa? Karena kekuatan luluh menentukan seberapa besar tegangan yang dapat ditanggung material secara elastis sebelum deformasi permanen mendominasi. Kekuatan luluh yang lebih tinggi berarti wilayah elastis yang lebih besar pada penampang tekukan.
Springback meningkat seiring dengan:
Yang terakhir itu penting. Radius bagian dalam yang lebih besar menyebarkan regangan ke lebih banyak material, menurunkan regangan plastis puncak di titik tertinggi. Lebih banyak bagian penampang yang tetap elastis. Lebih banyak pemulihan.
Mesin rem CNC modern mencoba menyembunyikan hal ini dari Anda dengan pustaka material. Anda masukkan “304 stainless, 6 mm,” dan kontrol menerapkan nilai kompensasi. Itu hanya berhasil jika lembaran sebenarnya sesuai dengan luluh yang diasumsikan. Saya pernah melihat batch stainless berbeda cukup jauh hingga menggeser springback satu derajat. Pada bagian dengan empat tekukan, hal itu terakumulasi. Dua derajat per tekukan menjadi delapan derajat kesalahan total. Itu pengerjaan ulang. Itu limbah. Itu dolar per inci limbah yang menumpuk seperti chip poker.
Lakukan uji tekukan. Ukur sudut tanpa beban. Sesuaikan pilihan punch atau overbend yang diprogram sesuai kebutuhan. Perlakukan pukulan pertama sebagai pengumpulan data, bukan produksi. Periksa tempat Anda.
Sekarang mari kita patahkan mitos yang membuat bengkel rugi.
Dalam proses air bending, radius tekukan bagian dalam terutama ditentukan oleh bukaan cetakan bawah (die opening), bukan radius ujung punch. Aturan praktis umum: radius bagian dalam ≈ 1/6 dari bukaan V untuk baja lunak. Jadi jika Anda menggunakan V 40 mm, Anda akan mendapatkan radius bagian dalam kira‑kira 6–7 mm, terlepas dari apakah ujung punch Anda R1 atau R3.
Saya pernah melihat pembeli menentukan punch R0.5 dengan harapan mendapatkan sudut dalam yang sangat tajam sambil menjaga bukaan V tetap lebar agar gaya tonase tetap rendah. Mereka mendapatkan radius yang sama lebarnya, ditambah tekanan kontak yang lebih tinggi di titik puncak. Tanda permukaan meningkat. Keausan alat meningkat. Konsistensi sudut nyaris tidak berubah.
Jika Anda benar‑benar membutuhkan radius dalam yang lebih ketat, Anda mempersempit V. Namun kita sudah membahas itu. V yang lebih sempit berarti ton per inci lebih tinggi. Penurunan dari 8× ketebalan menjadi 6× dapat meningkatkan gaya secara signifikan. Negosiasi struktural lagi.
Jadi radius ujung punch paling berpengaruh ketika Anda melakukan bottoming atau coining—saat material dipaksa mengikuti bentuk punch. Dalam air bending murni, die mengontrol radius, dan punch mengontrol konsentrasi regangan serta perilaku springback.
Geometri bersifat sekunder terhadap jalur beban. Selalu begitu.
Bayangkan sebuah bagian sepanjang 1200 mm dengan flensa yang hanya menyentuh 300 mm dari punch pada gaya puncak. Sekarang tambahkan tekukan balik yang melengkung kembali ke arah badan punch.
Anda memilih punch lancip untuk melawan springback. Itu berhasil untuk sudutnya. Namun pada tekukan kedua, flensa yang sudah terbentuk menabrak batang punch sebelum penetrasi penuh tercapai. Jadi Anda mengganti ke punch gooseneck untuk mendapatkan kelonggaran.
Inilah paradoksnya: gooseneck memberikan kecocokan fisik, tetapi profilnya yang lebih panjang dan berongga bisa melentur lebih banyak saat diberi beban. Lebih banyak lenturan mengubah penetrasi aktual di titik puncak. Itu menggeser sudut saat diberi beban. Yang kemudian menggeser sudut tanpa beban setelah springback.
Pada bagian dengan banyak tekukan, tegangan sisa dari tekukan pertama mengubah springback pada tekukan kedua. Saya pernah mengukur kompensasi 4° yang dibutuhkan pada tekukan pertama dan 4,5° pada tekukan kedua dengan material yang sama. Setiap tekukan mengubah peta tegangan. Jika Anda mengasumsikan satu sudut kompensasi berlaku untuk semua, kesalahan akan berlipat gandakan di sepanjang proses.
Jadi dengan geometri gooseneck, Anda menyeimbangkan tiga variabel:
Kamu tidak menyelesaikannya hanya di layar kontrol. Kamu menyelesaikannya dengan potongan uji, pengukuran sudut setelah pelepasan, dan pandangan dingin pada ton per inci dibandingkan peringkat alat.
Pemilihan perkakas adalah negosiasi berisiko tinggi antara baja dan baja. Tonnage adalah mata uangnya. Springback adalah syarat kecilnya. Begitu ram turun, kontrak ditegakkan dalam baja.
Dan bahkan ketika perhitungannya benar dan geometri sudah tepat, masih ada satu cara lagi kesepakatan ini bisa berantakan: penyelarasan.
Kamu sudah menghitungnya. Ton per inci berada di bawah peringkat alat. Lebar cetakan cocok dengan ketebalan. Springback sudah diprediksi, diuji, dikompensasi.
Jadi bagaimana sudut akhir masih bisa melenceng?
Karena gaya tidak peduli dengan lembar kerja kamu. Gaya mengalir di mana baja benar-benar bersentuhan. Dan jika ram, punch, dan cetakan tidak duduk di bidang yang sama dalam rentang beberapa seperseratus milimeter, perhitungan 50 ton yang bersih menjadi lonjakan miring di satu sisi sementara sisi lainnya bekerja setengah beban. Rata-ratanya tetap 50. Puncak lokalnya bisa mencapai 70. Begitulah cara kamu mulai mengeluarkan serpihan dari cetakanmu.
Kami bilang pengendalian springback adalah masalah struktur dan distribusi gaya. Penyelarasan adalah bagian di mana distribusi itu tetap merata—atau berubah menjadi tepi pisau.
Perhitungannya tidak berbohong. Tapi perhitungan itu mengasumsikan tempat duduk paralel.
Dan asumsi itu mahal.
Tempat tidur press brake melengkung. Setiap satu di antaranya. Di bawah beban, bagian tengah ingin melengkung sementara ujung-ujungnya tetap disangga oleh rangka. Jika kamu tidak mengimbangi hal itu, bagian tengah komponenmu mengalami penetrasi lebih sedikit daripada tepinya, dan target 90° kamu menjadi 88° di tengah dan 91° di ujung.
Crowning adalah koreksi—camber mekanis atau hidraulik yang dibangun di tempat tidur untuk menyeimbangkan defleksi yang diharapkan di bawah beban tertentu. Kata kuncinya adalah “diharapkan”.
Di sinilah bengkel menipu diri sendiri: mereka mengatur crowning berdasarkan total tonnage, bukan tonnage per inci dan panjang kontak yang sebenarnya. Bayangkan bagian 1200 mm dengan flensa yang hanya menyentuh 300 mm dari punch pada gaya puncak. Tampilanmu mungkin menunjukkan total 60 ton, tapi gaya itu terkonsentrasi di seperempat panjangnya. Tempat tidur melengkung secara berbeda dari kurva crowning yang diasumsikan.
Sekarang kamu tidak mengompensasi. Kamu menebak.
Hipotetis tapi realistis: perkakasmu dinilai untuk 80 ton per meter. Kamu menghitung 60. Aman, kan? Tapi jika penyelarasan dan defleksi tempat tidur yang tidak merata mengalihkan lebih banyak beban ke satu wilayah 300 mm, segmen lokal itu mengalami yang setara dengan 72 ton per meter. Tambahkan perkakas aus yang membutuhkan margin keselamatan, dan kamu diam-diam melampaui peringkat. Itu bukan kesalahan pembulatan. Itu adalah dolar per inci limbah dan bahu terkelupas yang menunggu terjadi.
Solusinya bukan hal mistis. Verifikasi kesejajaran ram ke tempat tidur. Ukur sudut tekukan aktual sepanjang panjangnya pada pukulan uji. Sesuaikan crowning berdasarkan realitas kontak, bukan optimisme layar.
Kemudian periksa dudukanmu.
Kesalahan penyelarasan jarang diumumkan dengan keras. Mereka menyelinap masuk bersama kunci pas.
Sistem penjepitan manual bergantung pada baut-baut tersegmentasi yang menarik punch ke ram. Jika satu baut dikencangkan lebih keras, segmen tersebut akan duduk lebih tinggi. Kita berbicara tentang toleransi sekitar 0,05 mm di sepanjang meja. Itu lebih tipis daripada kartu nama. Jika terlewat, satu ujung punch akan melakukan kontak terlebih dahulu.
Kontak pertama menanggung beban pertama. Beban pertama menanggung lebih banyak tekanan.
Penjepitan hidraulik meratakan tekanan di sepanjang panjangnya, tetapi tidak mengatasi bahu yang kotor, gerinda di bawah tang, atau serpihan yang terjebak di antara punch dan pemegang. Baja terhadap baja tidak memaafkan kotoran. Satu serpihan kecil di bawah segmen berubah menjadi tumpuan. Sekarang perhitungan tonase yang sempurna Anda bertumpu pada titik pivot yang tidak pernah Anda rencanakan.
Dan inilah efek berantai: pembebanan tidak merata mempercepat keausan pada bagian yang kelebihan beban. Peralatan yang aus menuntut penetrasi lebih dalam untuk mencapai sudut beban yang sama. Penetrasi lebih dalam berarti tonase lebih besar. Kegagalan penyelarasan berubah menjadi masalah tonase tiga minggu kemudian, dan tidak ada yang menghubungkan titik-titiknya.
Anda pikir Anda sedang menegosiasikan kekuatan luluh dan lebar cetakan. Sebenarnya Anda sedang menegosiasikan disiplin penjepitan.
Jadi sebelum Anda mempercayai koreksi sudut pada kontrol, haluskan bahu-bahunya. Bersihkan tang. Kencangkan secara merata atau verifikasi tekanan hidraulik. Periksa posisi punch jika perlu.
Kemudian periksa dudukanmu.
Jawaban singkat: tidak.
Jika langkah berikutnya adalah berbicara langsung dengan tim, Hubungi kami sangat cocok di sini.
Untuk pembaca yang menginginkan materi terperinci, Brosur adalah sumber tindak lanjut yang berguna.
Jawaban panjang: perkakas premium digiling lebih lurus, lebih keras, dan lebih konsisten daripada baja murah. Ia mendistribusikan beban dengan indah—jika mesin memberikan beban itu secara merata. Namun kapasitas struktural bukanlah masalah geometri; melainkan masalah gaya per panjang. Jika ram tidak paralel, punch terbaik dalam katalog berubah menjadi batang pencungkil.
Katakanlah ram Anda lebih tinggi di sisi kiri sebesar 0,08 mm di sepanjang dua meter. Itu terdengar sepele. Di bawah beban, sisi itu melakukan kontak terlebih dahulu dan mulai mengalami deformasi plastis sementara sisi kanan masih menutup udara. Saat sisi kanan benar-benar menyentuh, sisi kiri sudah lebih dalam menekan ke dalam V. Lepaskan ram dan Anda tidak mendapatkan pegas balik seragam. Anda mendapatkan puntiran. Satu ujung memantul kembali dari kondisi regangan yang lebih tinggi daripada ujung lainnya.
Kesalahan sudut tidak lagi berasal dari memori material. Itu berasal dari riwayat regangan yang asimetris.
Dan perkakas premium tidak dapat mengubah riwayat itu.
Saya telah melihat bengkel berusaha memperbaikinya dengan penyesuaian overbend, menambah satu derajat di sini, mengurangi di sana, seolah-olah layar kontrol bisa meratakan kemiringan mekanis. Yang mereka lakukan hanyalah mendorong sisi yang kelebihan beban semakin dekat ke batas strukturalnya. Perhitungannya tidak berubah. Distribusinya yang berubah.
Jadi ajukan pertanyaan yang tidak romantis: kapan terakhir kali kesejajaran ram diperiksa di bawah beban, bukan hanya saat diam? Mesin dingin mengukur secara berbeda dibandingkan yang membawa 40 ton di sepanjang meja.
Karena begitu ram turun, kontrak ditegakkan dalam baja—dan baja hanya menghormati penempatan yang paralel.
Itulah sebabnya langkah selanjutnya bukanlah perhitungan lain. Ini adalah urutan pembebanan dan verifikasi yang disiplin yang memperlakukan penyiapan seperti operasi berisiko tinggi sebagaimana mestinya.
Pekerjaan membutuhkan 78 ton di atas kertas. Bengkokan delapan kaki, baja ringan 10‑gauge, V satu inci. Grafik menunjukkan 9,6 ton per kaki. Kalikan dan Anda hampir menyentuh batas atas tumpukan perkakas 80 ton. Pada rem tekan 100 ton, itu terlihat aman. Padahal tidak.
Karena kami tidak menjalankannya sesuai nama pelat. Kami membatasi beban kerja pada 80 persen. Perhitungan 78 ton itu baru saja menjadi angka perencanaan 62 ton jika Anda ingin memiliki jaminan proses untuk batch yang lebih keras, bahu yang aus, atau lembaran yang berasal dari gulungan berbeda. Sekarang pertanyaannya bukan “Apakah mesinnya bisa melakukannya?” tetapi “Di mana 62 ton nyata itu akan berada, inci demi inci, saat baja bertemu baja?”
Berikut urutan yang mencegah pukulan pertama menjadi limbah:
Itulah protokolnya. Lewat satu langkah saja dan Anda sedang mempertaruhkan uang per inci limbah.
Dan semuanya dimulai dari di mana Anda menempatkan beban.
Saya melihat satu tim memasang tiga stasiun di atas meja sepanjang 10 kaki: dua flensa ringan di kiri, satu bentuk saluran berat di kanan. Total tonase masih dalam batas. Mesin tidak menunjukkan masalah. Namun stasiun berat menanggung hampir 60 persen beban, terletak 24 inci dari pusat.
Rangka mesin tidak peduli dengan tata letak lantai Anda. Yang diperhitungkannya adalah momen lentur. Ketika Anda mengimbangkan tonase, Anda memperkenalkan puntiran pada ram dan defleksi asimetris pada meja. Kontrol tetap akan melaporkan gaya total. Namun tidak akan memberi tahu bahwa satu sisi bekerja lebih dekat ke batas luluh dibanding sisi lain.
Jadi kami menghitung pusat tonase—dengan cara yang sama seperti Anda mencari pusat gravitasi. Kalikan tonase setiap stasiun dengan jaraknya dari garis tengah mesin. Jumlahkan momennya. Bagi dengan total tonase. Itu memberi Anda pusat beban. Jika tidak sejajar dengan pusat struktural mesin, geser stasiun hingga sejajar.
Bagian pendek menggoda Anda untuk mengabaikan hal ini. Jangan.
Sekarang terapkan aturan 80 persen. Misalkan perkakas Anda diberi peringkat 80 ton per meter, dan stasiun berat Anda membutuhkan 70 persen dari nilai itu secara lokal. Anda pikir aman karena total beban mesin tergolong ringan. Tetapi jika stasiun itu berada di luar pusat, defleksi dinamis dapat meningkatkan gaya lokal melebihi peringkat. Matematika tidak berbohong. Distribusi menentukan keberlangsungan.
Pada mesin rem CNC dengan gerak turun, kontrol mengoreksi posisi secara waktu nyata. Itu membantu akurasi sudut. Namun tidak menghapus puntiran rangka akibat peta beban yang buruk. Desain dengan gerak naik bahkan lebih tidak memaafkan karena jalur penerapan gaya berbeda; beban yang tidak seimbang muncul sebagai bias sudut yang terlihat di seluruh stasiun.
Seimbangkan pusat tonase terlebih dahulu. Lalu kunci posisinya.
Periksa dudukan Anda.
Saya pernah mencabut punch dan menemukan serpihan tidak lebih tebal dari lapisan pewarna tata letak yang mengering di bawah tang. Serpihan itu menghabiskan satu hari produksi.
Pemasangan bukan soal kosmetik. Ini adalah soal struktur. Burr 0,03 mm di bawah satu segmen menjadi poros tumpu. Di bawah beban 50 ton, poros itu memusatkan tekanan pada bahu yang bersebelahan. Bahu tersebut mengalami deformasi mikroskopis. Jalur berikutnya membutuhkan penetrasi lebih dalam untuk sudut yang sama. Tonnage perlahan meningkat. Tidak ada yang mengaitkannya dengan serpihan baja kecil itu.
Berikut urutan penyiapannya:
Kemudian turunkan ram hingga 2 mm di atas titik kontak sepanjang seluruh panjangnya. Gunakan pengukur celah atau shim tipis di beberapa titik. Anda mencari celah cahaya yang merata. Jika salah satu sisi menyentuh lebih dulu, berhenti. Koreksi sekarang, bukan saat sedang terbebani.
Karena setelah diberi beban, pemasangan yang salah akan menjadi riwayat regangan.
Periksa dudukan Anda.
Bayangkan sebuah benda sepanjang 1200 mm dengan flensa yang hanya menyentuh punch sepanjang 300 mm pada gaya puncak. Jika zona kontak itu sedikit berada di kiri dan ram 0,05 mm lebih tinggi di sisi tersebut, tepi kiri akan mengalami deformasi lebih dulu dan lebih dalam. Saat ram dilepaskan, benda akan kembali tidak merata. Anda membaca 90° di sisi kiri, 91° di sisi kanan.
Itu bukan variasi springback. Itu adalah regangan plastis asimetris.
Untuk memverifikasi paralelisme, lakukan penekanan uji ringan di sepanjang panjang kontak yang diinginkan—cukup dalam untuk meninggalkan garis tanda tanpa membentuk sepenuhnya. Ukur celah antara punch dan die dengan shim stock di kedua ujung. Atau, tekuk strip kalibrasi sepanjang penuh dan ukur sudut setiap 100 mm.
Anda mencari putaran. Setiap penyimpangan sudut yang konsisten di sepanjang panjang berarti beban tidak jatuh secara tegak lurus.
Koreksi dengan penyesuaian paralel ram dan penalaan crowning berdasarkan panjang kontak aktual, bukan bentang meja teoritis. Hanya ketika sudut cocok dalam toleransi di sepanjang seluruh panjang, barulah produksi dilanjutkan ke kedalaman penuh.
Mesin tidak akan memperbaiki bias mekanis dengan perangkat lunak.
Periksa dudukan Anda.
Kebanyakan operator hanya melihat satu angka: sudut akhir. Itu baru setengah cerita.
Pada tekukan terkontrol pertama, saya memperhatikan tiga hal:
Jika penetrasi lebih dalam dari yang diharapkan, tanyakan alasannya. Kekuatan luluh material mungkin lebih tinggi dari yang diasumsikan oleh tabel. Baja tahan karat terkenal akan hal ini; dua batch dengan label yang sama dapat membutuhkan gaya yang berbeda secara signifikan. Jika Anda menghitung 60 ton dan mesin naik menuju 72 sebelum mencapai sudut, cadangan 20 persen Anda baru saja hilang.
Matematika tidak berbohong, tetapi masukan Anda mungkin salah.
Sekarang pertimbangkan lebar die. V yang lebih lebar memang menurunkan tonase. Itu juga meningkatkan jari-jari bagian dalam dan kebutuhan minimal flens. Saya pernah melihat bengkel memperlebar V untuk menghemat tonase, mencapai sudut dengan sempurna, lalu menemukan bahwa geometri flens gagal pada tahap pemasangan selanjutnya. Mereka melindungi kapasitas struktural dan mengorbankan fungsi fisik.
Inilah negosiasinya. Kekuatan luluh, lebar die, dan peringkat perkakas sedang berdebat dalam ruangan yang sama. Tekukan uji pertama memberi tahu Anda siapa yang unggul.
Jika tonase tinggi dan jari-jari ketat, pertimbangkan untuk memperlebar V dan menghitung ulang kelayakan flens sebelum memutuskan. Jika tonase nyaman tetapi sudut menyimpang sepanjang panjang, periksa kembali posisi dudukan dan pusat tonase sebelum mengubah program.
Satu tekukan. Tiga diagnosis.
Program menunjukkan jari-jari bagian dalam 1,6 mm. Angka itu berasal dari tabel yang mengasumsikan pembukaan V tertentu—sering kali sekitar 16 persen dari lebar V pada pembengkokan udara. Tetapi tabel mengasumsikan kekuatan luluh nominal.
Setelah tekukan pertama Anda, potong dan poles sampel atau gunakan pengukur jari-jari yang ditempatkan dengan benar di dalam tekukan. Bandingkan jari-jari sebenarnya dengan yang diharapkan dari program. Jika jari-jari sebenarnya lebih besar, berarti V terlalu lebar terhadap ketebalan atau materialnya mengalami luluh berbeda dari asumsi. Jari-jari yang lebih besar sering kali berarti regangan puncak lebih rendah dan sedikit tonase lebih rendah dari yang diperkirakan. Jari-jari yang lebih kecil pada pembengkokan udara biasanya berarti Anda lebih dekat ke kondisi bottoming daripada yang Anda kira—dan bottoming meningkatkan gaya dengan cepat.
Gaya naik kira-kira 1,5 kali ketika beralih dari pembengkokan udara ke bottoming. Itu bukan kesalahan pembulatan. Itu adalah pertanyaan tentang kelangsungan hidup perkakas.
Jadi, ukurlah. Jangan berasumsi bahwa model kontrol cocok dengan baja hari ini.
Ketika jari-jari sebenarnya, keseragaman sudut, dan tonase terukur semuanya selaras dalam batas cadangan yang telah Anda rencanakan, Anda telah mendapatkan hak untuk menjalankan produksi.
Baja telah menandatangani kontrak.
Sekarang tanyakan satu hal kepada diri Anda sebelum menekan tombol siklus: jika beban ini bergeser dua inci ke kiri, adakah bagian dari tumpukan ini yang bekerja melebihi peringkatnya?
Jika Anda dapat menjawabnya tanpa ragu, Anda tidak sekadar menyiapkan pekerjaan. Anda sedang mengelola risiko struktural dengan sengaja.
Produksi adalah tempat di mana kegagalan yang senyap mulai terjadi.
Sepuluh bagian pertama terlihat bersih. Sudutnya stabil. Meteran tonase menunjukkan angka sesuai perhitunganmu. Lalu, tiga jam kemudian, mesin memerlukan 8 persen lebih banyak penetrasi untuk sudut yang sama. Tidak ada yang mengubah program. Tidak ada yang menyentuh peralatan. Tapi sesuatu telah bergeser.
Jika kamu masih bertanya “apakah punch ini cocok dengan holder ini,” kamu akan mengejar bayangan. Pertanyaan yang sebenarnya, begitu produksi berjalan, lebih sederhana tapi lebih sulit: apakah tumpukan ini masih mampu menahan beban yang aku beri, tepat di tempat bebannya jatuh?
Karena beban bisa bergeser. Hasil material bisa berubah dari satu batch ke batch berikutnya. Operator menggeser bagian ke kiri atau ke kanan untuk menghindari jari pengukur belakang. Pengaturan crowning tetap sama sementara panjang kontak berubah. Begitulah pekerjaan 120 ton diam-diam menjadi 135 di satu sisi. Mesin tidak mengeluh. Cetakan yang menderita.
Perhitungannya tidak berbohong, tapi itu hanya berlaku jika kamu terus mengukur apa yang diasumsikan oleh perhitungan itu.
Jadi kerangka kerja berubah. Sebelum siklus dimulai, kamu bertanya apakah pengaturan mampu menahan gaya yang dihitung. Selama produksi, kamu bertanya apakah gaya itu masih jatuh di lokasi yang direncanakan—dan apakah baja telah menulis ulang kesepakatannya.
Itulah pergeseran dari kesesuaian ke kinerja.
Dan kinerja pertama kali gagal di tepi.
Shoulder sink adalah deformasi plastik mikroskopis pada bahu cetakan di bawah beban tinggi berulang. Kompresi ujung adalah cerita yang sama pada hidung punch. Kamu tidak akan melihat keduanya sampai akurasi mulai melenceng.
Inilah yang saya amati:
Masing-masing adalah peta beban yang tergambar dalam baja.
Ambil contoh hipotetis: alat sepanjang 10 kaki, total dihitung 140 ton. Itu berarti rata-rata 14 ton per kaki. Tapi realitas produksi menempatkan 4 kaki kontak nyata sedikit ke kiri dari pusat. Sekarang kamu mendekati 35 ton per kaki di zona itu. Jika cetakan diberi batas 30 ton per kaki, kamu membakar 5 ton per kaki menjadi regangan plastik di setiap siklus.
Terjemahkan ke bahasa bengkel: jika cetakan itu berharga $1.200 dan kehilangan 0,001 inci set permanen setiap 200 siklus, kamu membayar dolar per inci limbah jauh sebelum cetakan retak.
Metode pemantauannya sederhana dan mekanis:
Jika tonase meningkat atau penetrasi bertambah, hentikan dan hitung ulang ton per kaki berdasarkan panjang kontak yang sebenarnya, bukan panjang landasan teoretis. Kemudian bandingkan dengan komponen dengan peringkat terendah di susunan.
Begitulah cara Anda mendeteksi kelebihan beban sebelum baja yang membuat keputusan untuk Anda.
Periksa dudukan Anda.
Ketika sudut bergeser, godaannya adalah “menyentuhkan” cetakan di penggiling.
Saya telah melihat lebih banyak presisi hilang karena penggiling daripada karena kelebihan beban.
Penggilingan menghilangkan material secara seragam. Penurunan bahu tidak terjadi secara seragam. Jika bagian kiri 300 mm melunak 0,02 mm dan Anda menggiling penuh 3 meter untuk meratakannya, Anda baru saja memendekkan setiap segmen. Sekarang referensi tinggi tutup Anda berubah, angka kedalaman CNC Anda tidak benar, dan kurva penobaan Anda tidak lagi sesuai dengan kenyataan.
Lebih buruk lagi, Anda telah mengurangi massa penampang di bahu. Kapasitas struktural bukan hanya nilai di atas kertas; itu adalah modulus penampang—geometri yang menahan pembengkokan. Kurangi baja, hilang kekakuan. Jalur berikutnya membutuhkan penetrasi sedikit lebih dalam. Tonase meningkat. Anda menggiling lagi.
Spiral itu mahal dengan cara yang tidak terlihat oleh operator. Misalkan setiap penggilingan mempersingkat umur alat sebesar 10 persen dan Anda memoles ulang setiap tiga bulan. Selama dua tahun, Anda telah membuang setengah margin struktural yang sudah Anda bayar. Dolar per inci limbah berubah menjadi dolar per inci peralatan.
Solusinya bukan perbaikan kosmetik. Ini adalah perhitungan ulang akar penyebab: apakah lebar cetakan terlalu sempit, kekuatan luluh material lebih tinggi dari yang diasumsikan, metode pembengkokan lebih dekat ke pembentukan dasar daripada pembengkokan udara?
Penggilingan menyembunyikan kesalahan matematika. Itu tidak menyelesaikannya.
Periksa dudukan Anda.
Sebelum alat apa pun menyentuh RAM, saya menjalankan enam pertanyaan. Bukan di kepala saya. Di atas kertas.
Jika ada jawaban yang tidak pasti, saya memperlebar V, mengubah metode, atau membagi pembengkokan menjadi beberapa tahap.
Satu hal yang perlu dibawa ke depan adalah ini: tonase mesin bersifat global; kegagalan bersifat lokal. Hal itu tidak akan terlihat jelas sampai Anda pernah memecahkan sebuah dies di tengah-tengah proses 150 ton yang tampak “aman”.
Kerangka kerja hanya berarti jika dapat bertahan dalam shift yang sibuk.
Jadi saya mengubahnya menjadi kontrol:
Ini bukan birokrasi. Ini adalah akuntansi struktural.
Bayangkan bagian sepanjang 1200 mm dengan flensa yang hanya menyentuh 300 mm punch pada gaya puncak. Jika produksi mulai bergantian antara pemuatan kiri dan kanan untuk mempercepat throughput, Anda baru saja menciptakan tegangan asimetris siklik pada tumpukan alat. Seiring waktu, begitulah paralelisme bergeser meskipun setelan Anda sempurna.
Dengan mencatat tonase dan penetrasi bersama-sama, Anda akan melihat pergeseran itu lebih awal. Jika penetrasi meningkat tetapi tonase tidak, material telah berubah. Jika tonase meningkat pada sudut yang sama, panjang kontak menyusut atau Anda mendekati titik bawah. Setiap pola menceritakan kisah yang berbeda.
Matematika tidak berbohong. Tapi hanya jika Anda terus memberinya kebenaran.
Selama tiga puluh tahun, saya telah belajar ini: pembengkokan presisi CNC bukan tentang menemukan satu setelan lalu pergi begitu saja. Ini tentang menjalankan eksperimen terkontrol setiap kali ram turun, memastikan bahwa baja berperilaku sesuai dengan batas yang telah Anda tentukan.
Sebelum siklus dimulai, tanyakan: apakah ini dapat bertahan terhadap beban?
Selama produksi, terus tanyakan: apakah masih bertahan di tempat yang saya kira?
Itulah lensa pandangnya. Bukan kesesuaian. Bukan tonase pada pelat nama.
Kinerja di bawah gaya yang nyata.


















