

Последний пуансон, который я видел взорвавшимся, встал в держатель так, будто был для него рожден.
Шестьдесят тонн на фут, выгравировано лазером прямо на хвостовике. Работа требовала 78. Оператор пожал плечами: “Он отлично сел”. Когда траверса опустилась, центральная секция раскололась и отправила осколок через световую завесу. Пять минут на наладку. Восемь тысяч долларов на оснастку. Два дня простоя. Стали было все равно, что он аккуратно встал на место.
Это тот разрыв, который большинство цехов так и не могут преодолеть.
Вы можете вставить 3-футовый пуансон в прецизионный держатель и почувствовать этот чистый магнитный щелчок. Никакого люфта. Никаких зазоров. Это кажется безопасным. Но структурная прочность — это вопрос не геометрии, а силы на единицу длины.
Возьмем 4-мм мягкую сталь длиной 1000 мм и V-образную матрицу 32 мм. Стандартные таблицы показывают около 330 кН на метр для свободной гибки, исходя из предела прочности на разрыв около 450 Н/мм². Перейдите на нержавеющую сталь, и вы умножите это значение на 1,5. Теперь вы близки к 500 кН/м. Хромомолибденовая сталь? Умножайте на два. Математика не врет.
Если ваш пуансон рассчитан на 60 тонн на фут, а расчет требует 78, вы не “немного превысили”. Вы на 30% превысили предел текучести закаленного инструмента, спроектированного с запасом прочности, возможно, в 10–15%. Эта разница проявляется в долларах на дюйм брака и разрушенном инструменте. Проверяйте свою посадку.
Так где же настоящая точка невозврата?
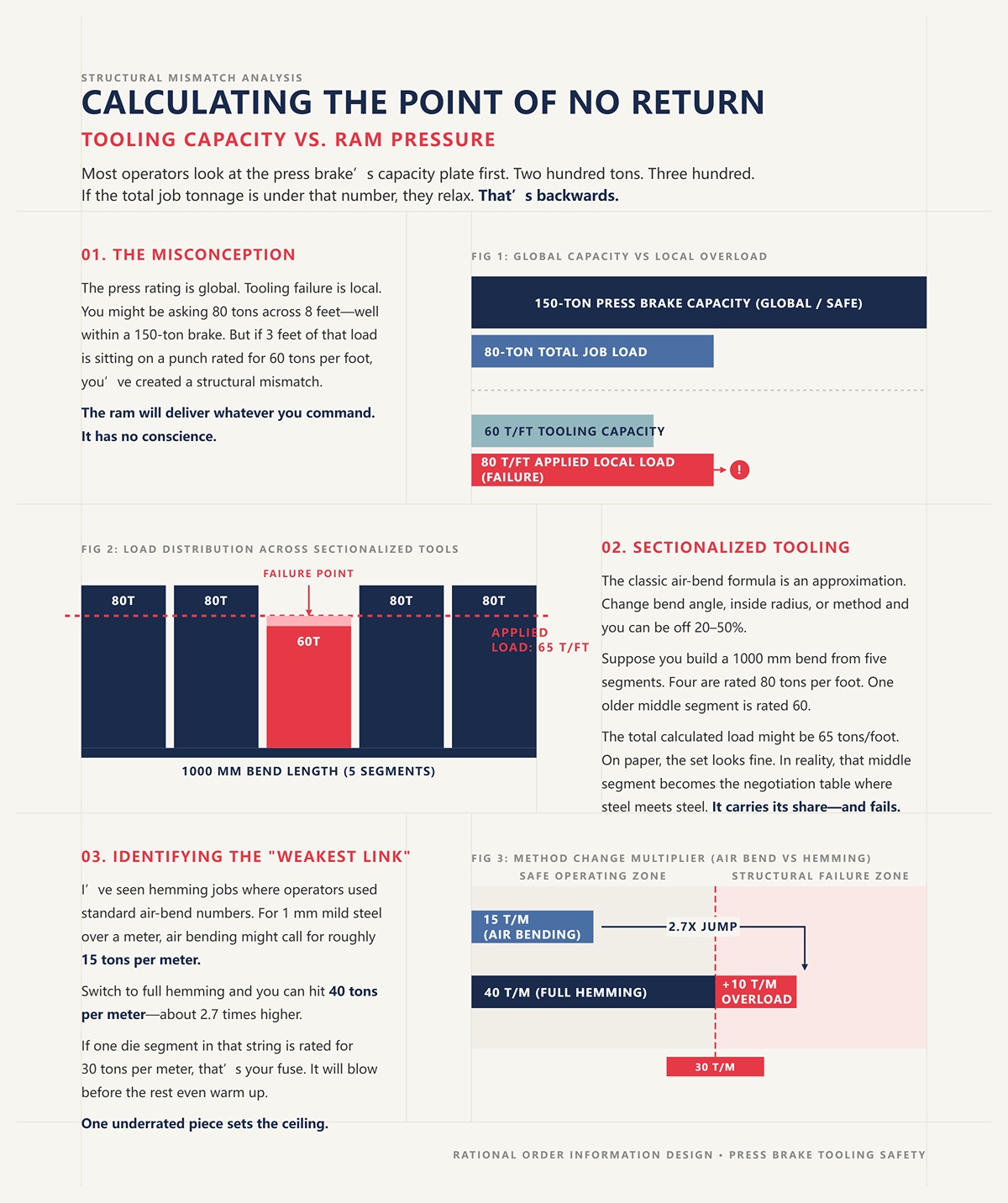
Большинство операторов сначала смотрят на табличку с характеристиками листогибочного пресса. Двести тонн. Триста. Если общий тоннаж работы меньше этого числа, они расслабляются.
Это наоборот.
Рейтинг пресса — это глобальный показатель. Поломка оснастки — локальный. Вы можете требовать 80 тонн на 8 футов — это вполне укладывается в 150-тонный пресс. Но если 3 фута этой нагрузки приходятся на пуансон, рассчитанный на 60 тонн на фут, вы создали структурное несоответствие. Траверса выдаст все, что вы прикажете. У нее нет совести.
Точка невозврата — это момент, когда требуемая нагрузка в тоннах на фут превышает возможности самого слабого компонента в стеке: пуансона, матрицы, держателя или зажима, а не только станины станка. На практике именно поэтому пресс и оснастка должны проектироваться как единая система. Полностью управляемая ЧПУ платформа, такая как решение с ЧПУ листогибочным прессом от CN-HAWE, разработана для управления усилием гибки, распределением нагрузки и повторяемостью в высокотехнологичных процессах обработки листового металла, помогая гарантировать, что заданное давление траверсы остается в соответствии с реальной грузоподъемностью оснастки. Проверяйте свою посадку — потому что, как только самый слабый компонент перегружен, разрушение уже началось.
Вот где все становится скользким. Классическая формула свободной гибки — сила, пропорциональная квадрату толщины, умноженная на длину и деленная на ширину раскрытия V-образной матрицы — является лишь приближением. Измените угол гибки, внутренний радиус или метод, и вы можете ошибиться на 20–50%.
Теперь добавьте сюда секционную оснастку.
Предположим, вы делаете гиб длиной 1000 мм из пяти сегментов. Четыре рассчитаны на 80 тонн на фут. Один старый средний сегмент рассчитан на 60. Общая расчетная нагрузка может составлять эквивалент 65 тонн на фут. На бумаге “набор” выглядит нормально. В реальности этот средний сегмент становится столом переговоров, где сталь встречается со сталью. Он несет свою долю — а иногда и больше, если центровка неидеальна.
Математика не врет, а вот неверные предположения — да. Всегда рассчитывайте тонны на метр для конкретного материала и метода, а затем сравнивайте их с рейтингом каждого сегмента, а не со средним значением. Проверяйте свою посадку.
Я видел операции по подгибке кромок, где операторы использовали стандартные значения для свободной гибки. Для мягкой стали толщиной 1 мм на метр длины при свободной гибке может потребоваться около 15 тонн на метр с использованием каплевидного инструмента. Перейдите на полную подгибку, и вы можете выйти на 40 тонн на метр — примерно в 2,7 раза больше.
Если один сегмент матрицы в этой сборке рассчитан на 30 тонн на метр, это ваше «слабое звено». Он выйдет из строя раньше, чем остальные даже нагреются.
Слабое звено не всегда очевидно. Это может быть узкая вставка матрицы, короткий сегмент пуансона или даже система зажима. Один недооцененный элемент определяет предел прочности всей оснастки. Математика не терпит компромиссов. Проверьте посадку инструмента.
Но что происходит, когда нагрузка распределяется неравномерно?
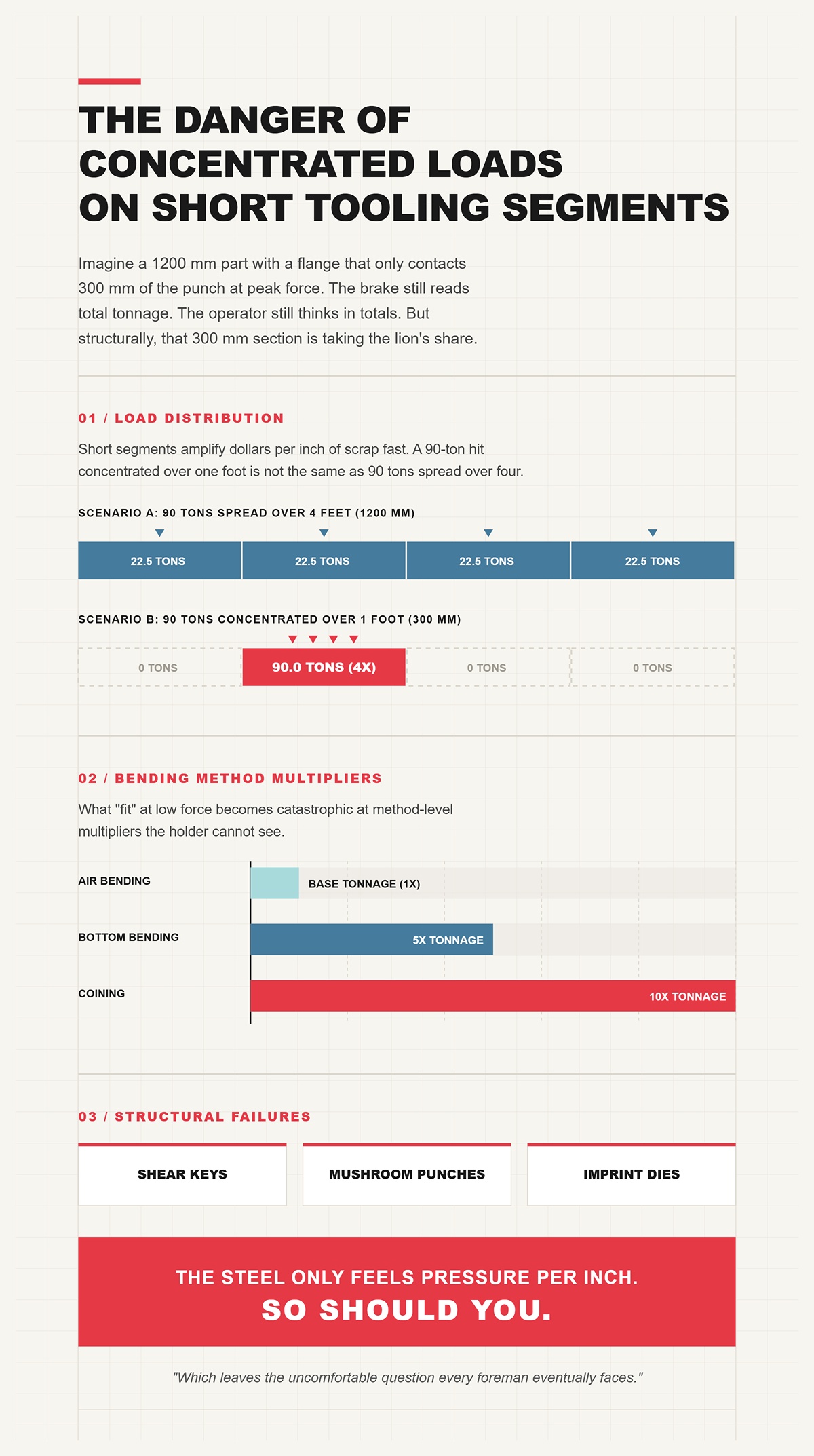
Представьте деталь длиной 1200 мм с полкой, которая при пиковом усилии контактирует только с 300 мм пуансона. Пресс по-прежнему показывает общую тоннажность. Оператор по-прежнему мыслит общими цифрами. Но конструктивно этот 300-миллиметровый участок берет на себя львиную долю нагрузки.
Короткие сегменты быстро увеличивают стоимость брака на каждый дюйм. Удар в 90 тонн, сосредоточенный на одном футе, — это не то же самое, что 90 тонн, распределенные на четыре фута. Именно так срезает шпонки, деформируются пуансоны и повреждаются матрицы.
Добавьте сюда гибку с чеканкой — в пять раз больше тоннажа свободной гибки — или калибровку с десятикратным увеличением, и запас прочности исчезает. То, что “подходило” при малом усилии, становится катастрофическим при множителях метода, которые держатель инструмента не может учесть.
Сталь чувствует только давление на дюйм. И вы должны чувствовать то же самое.
Что подводит нас к неприятному вопросу, с которым рано или поздно сталкивается каждый мастер.

В большинстве реальных цехов листогибочный пресс выживает. Он имеет избыточный запас прочности, массивную раму и рассчитан на циклы полной нагрузки.
Деталь деформируется первой, если ваш тоннаж превышает предел упругости материала. Это брак с поддающейся расчету стоимостью — иногда это копейки за дюйм, а иногда сотни, если это аэрокосмический сплав.
Инструмент ломается, когда требуемое усилие превышает несущую способность его закаленного сечения. Это тысячи убытков в одно мгновение.
А если вы постоянно перегружаете пресс, возникают прогиб стола, скручивание траверсы или трещины в боковых рамах. Вот тогда время простоя начинает измеряться неделями.
Поэтому я хочу, чтобы вы усвоили главное: перестаньте спрашивать, подходит ли инструмент. Начните спрашивать, может ли каждый компонент в сборке конструктивно выдержать рассчитанные тонны на длину, требуемые вашим материалом.
Потому что, как только траверса опускается, условия контракта диктует сталь.
Однажды я наблюдал, как молодой оператор нанес разметочный лак на лист толщиной 4 мм — по всей нижней стороне, — затем выполнил медленную свободную гибку и вынул деталь, чтобы рассмотреть следы контакта на плечах матрицы. Контакт был не по центру. Он сильно врезался с одной стороны и едва касался с другой. Этот лак сказал правду, которую не мог показать дисплей тоннажа: нагрузка была распределена не так, как предполагала карта наладки.
Это ваш первый практический метод контроля. Используйте разметочный лак или пленку для измерения давления на плечах матрицы, выполните пробный удар с расчетным тоннажем и осмотрите контакт. Если след неравномерен, значит, тонны на длину распределены неравномерно, и какой-то сегмент испытывает большую нагрузку, чем остальные. Подложите прокладки, переустановите, проверьте снова. Математика не врет, но только если геометрия соответствует математике.
Именно здесь операторы начинают проявлять беспечность. Они относятся к ширине раскрытия матрицы (V-образного паза) как к чему-то второстепенному — “что есть на стеллаже?” — вместо того чтобы рассматривать её как основной рычаг, определяющий усилие гибки. Стандартная формула воздушной гибки примерно пропорциональна квадрату толщины, деленному на ширину раскрытия матрицы. Увеличьте V вдвое — и вы примерно вдвое снизите требуемое усилие. Оставьте V узким — и нагрузка резко возрастет. Предел текучести материала входит в это уравнение как множитель. Более прочная сталь требует большего усилия для достижения той же геометрии. Если вы не увеличите ширину V для компенсации, вы перенесете нагрузку в тоннах на погонный метр на самый слабый сегмент вашей оснастки.
Вот как на практике проверить и проконтролировать распределение нагрузки:
Ширина раскрытия матрицы — это не вопрос подгонки. Это вопрос структурной выживаемости под нагрузкой, обусловленной пределом текучести. Измените V, и вы измените условия «переговоров» еще до того, как ползун пресса начнет движение.
Для работы требовалось усилие, эквивалентное 78 тоннам на фут (около 256 тонн на метр) при гибке мягкой стали толщиной 6 мм. Используя старое правило 8× — ширина раскрытия матрицы примерно в восемь раз больше толщины материала — мы выбрали матрицу 48 мм. Расчеты подтвердились. Нагрузка на длину оказалась чуть ниже номинала пуансона. Все чисто.
Затем пришел сертификат на материал, и данные оказались неверными. Это была не мягкая сталь с пределом прочности около 60 000 PSI (414 МПа). Это была высокопрочная конструкционная сталь с пределом прочности 100 000 PSI (689 МПа). Та же толщина. Та же матрица V. Требуемое усилие подскочило примерно пропорционально отношению пределов прочности. Не нужно быть гением, чтобы увидеть проблему. Вы уже не на уровне 78 тонн на фут, а выше 120.
Правило 8× работает, потому что оно балансирует внутренний радиус, тоннаж и пластичность материала для обычных низкоуглеродистых сталей. Но когда предел текучести растет, это правило перестает вас защищать. Либо вы увеличиваете V — до 10× или даже 12× толщины, — либо принимаете резкий рост нагрузки на погонный метр. А именно нагрузка на погонный метр ломает оснастку, а не благие намерения.
Высокопрочные сплавы — это исключение, подтверждающее правило: ширина раскрытия матрицы должна расти вместе с прочностью, если вы хотите сохранить структурную нагрузку постоянной. Проверяйте свои расчеты.
Нержавеющая сталь при той же толщине, что и мягкая, часто требует в 1,4–1,6 раза большего усилия, в зависимости от марки и состояния. Алюминий 6061-T6 также может преподнести сюрприз; несмотря на то, что его называют “мягким” в разговорах, его предел прочности в состоянии T6 достаточно высок, чтобы требовать значительного усилия, и он трескается, если вы пытаетесь получить слишком малый радиус.
Я видел, как операторы использовали ту же матрицу 8×, что и для мягкой стали, и просто “давили сильнее” при работе с нержавейкой. В реальности происходит скачок контактного давления на плечи матрицы, начинается задир металла, и локальное усилие на дюйм превышает предел текучести оснастки. Убытки в долларах на дюйм брака проявляются в виде разрывов поверхности и микротрещин на линии сгиба.
В качестве отправной точки для нержавеющей стали увеличивайте V до 10× толщины. Для 6061-T6 учитывайте как тоннаж, так и минимальный внутренний радиус, чтобы избежать растрескивания; чуть более широкая матрица V снижает усилие и уменьшает деформацию. Вы гонитесь не за идеальной подгонкой, а за управлением нагрузкой, чтобы самый слабый сегмент никогда не столкнулся с неожиданностью.
Теперь представьте, что вам нужен меньший внутренний радиус, чем дает правило 8×. Вы переходите с матрицы 32 мм на 20 мм при гибке стали 4 мм, чтобы получить более острый угол.
Усилие обратно пропорционально V. Уменьшите V примерно на 37%, и ваш тоннаж вырастет примерно на 60%. Это не линейная интуиция — это язык уравнений. Если вы были на уровне 30 тонн на метр, вы внезапно оказываетесь около 48. Тот же материал. Та же длина. Другая матрица.
Именно здесь производства “обжигаются”. Они фокусируются на геометрическом результате — «мне нужен более острый угол» — и забывают, что за это приходится платить структурной прочностью. Если эти 48 тонн на метр превышают номинал вашего самого слабого сегмента матрицы (например, 40 тонн), вы только что спроектировали точку отказа ради получения нужного радиуса.
Более острые сгибы стоят дорого в плане тоннажа. Математика не идет на переговоры. Проверяйте свои расчеты.
Однажды я заменил комплект матриц, который выглядел нормально по размерам, но имел острые, изношенные плечи. Под нагрузкой нержавеющая сталь волочилась по этим краям, как наждачная бумага по алюминию.
Радиус плеча матрицы контролирует, как лист течет во время гибки. Если он слишком острый, площадь контакта уменьшается. Контактное давление — сила, деленная на площадь, — возрастает. Это повышенное давление увеличивает трение, что немного увеличивает требуемое усилие гибки сверх расчетной формулы. Это также способствует возникновению задиров, особенно при работе с нержавеющей сталью. Задиры снова повышают трение. Возникает петля обратной связи: больше трения, больше усилия, больше локальных тонн на дюйм.
Увеличение радиуса плеча распределяет контакт, снижает пиковое давление и сглаживает вытяжку материала в V-образный паз. Это не только защищает чистоту поверхности, но и стабилизирует путь нагрузки, чтобы ни один узкий участок плеча матрицы не стал скрытой точкой отказа.
Осматривайте плечи матриц с той же подозрительностью, с какой вы изучаете таблицы тоннажа. Полированное плечо с правильно подобранным радиусом — это часть вашего структурного расчета, а не косметическое обслуживание.
Вот где метод может свести на нет хорошие математические расчеты.
Для воздушной гибки на определенной настройке может потребоваться 30 тонн на метр. Перейдите на чеканку — полное вдавливание материала в угол матрицы — и требуемое усилие может подскочить примерно в пять раз по сравнению с воздушной гибкой. Чеканка может достигать десятикратного увеличения. Тот же V-образный паз. Та же толщина. Другой метод.
Поэтому, если ваш расчет для воздушной гибки был безопасным и укладывался в номинал матрицы 40 тонн на метр, чеканка той же детали может потребовать 150. Самый слабый сегмент не волнует, что ширина раскрытия была “правильной”. Он чувствует только множитель.
Выбор метода — это структурное решение. Если вам необходимо использовать чеканку для контроля угла, вы должны либо увеличить раскрытие V-образного паза, либо уменьшить длину гиба за один удар, либо разделить операцию на несколько гибов, чтобы оставаться в пределах ограничений на сегмент. В противном случае вы подписываете контракт, который ваша оснастка не сможет выполнить. Проверьте свое оборудование.
Выполните два идентичных воздушных гиба: один на чистой, полированной матрице; другой на матрице с наслоениями окалины и легкими задирами. Одинаковая запрограммированная глубина. Разный результат по углу.
Почему?
Трение между листом и плечами матрицы препятствует вытяжке материала. Более высокое трение означает, что лист не так свободно скользит в V-образный паз, что слегка изменяет эффективную геометрию гибки и увеличивает требуемое усилие. Это дополнительное усилие проявляется в виде большего прогиба пресса и набора оснастки, изменяя конечный угол из-за упругого восстановления.
Поэтому вы «гоняетесь» за углом на пульте управления, добавляя глубину. Это добавляет больше усилия. Что добавляет больше прогиба. Что нагружает определенные сегменты сильнее, чем предсказывала таблица.
Содержите матрицы в чистоте. Удаляйте задиры шлифовальным камнем. Проверяйте угол на материале с известными характеристиками и документально подтвержденным пределом прочности. Потому что точность угла гиба — это не только геометрия и положение заднего упора, это побочный продукт силы, трения и упругого пружинения.
И это подводит нас к следующему вопросу: как только раскрытие V-образного паза и метод определили усилие, как радиус пуансона и «память» материала решают, где в конечном итоге окажется угол после снятия нагрузки?
Прошлой зимой мы выполняли воздушную гибку 6-мм нержавеющей стали 304. Раскрытие V-образного паза было правильным. Тоннаж на метр комфортно укладывался в номинал матрицы. Глубина хода ползуна соответствовала запрограммированному значению. Под нагрузкой лазер показывал угол 90°. Мы сбросили давление.
Он раскрылся до 94°.
Ничего не “сдвинулось”. Ничего не проскользнуло. Станок не врал. Сталь просто расслабилась. Эти четыре градуса — это упругое восстановление, пружинение, и это та часть процесса, к которой большинство операторов относятся как к погоде. Но структурная способность — это не вопрос геометрии; это вопрос силы на единицу длины. И как только эта сила локально превышает предел текучести, та часть, которая не подверглась пластической деформации, стремится вернуться в исходное состояние.
Конечный угол после снятия нагрузки равен пластической деформации, которую вы придали изгибу, минус упругая деформация, которую материал восстанавливает. Вы не контролируете это восстановление надеждой. Вы контролируете его геометрией пуансона и давлением процесса. Математика не врет. Проверьте свое место.
При воздушной гибке глубина проникновения определяет угол под нагрузкой. Один и тот же пуансон может дать 70° или 130° в зависимости от хода. Это правда. Но когда мы говорим о контроле пружинения, мы говорим о том, что происходит после того, как ползун поднимается.
Стандартная практика для получения угла 90° на низкоуглеродистой стали — использование пуансона с углом от 85° до 88°. Почему не пуансон 90°? Потому что более прочные материалы пружинят сильнее. Нержавеющая сталь, высокопрочная низколегированная сталь, 6061-T6 — все они накапливают больше упругой энергии на линии сгиба. Если вы используете пуансон 90° и просто “давите глубже”, вы увеличиваете усилие и прогиб в наборе инструмента, но не меняете соотношение пластической и упругой деформации в вершине сколько-нибудь значимым образом.
Острый пуансон увеличивает локальную деформацию в вершине сгиба при том же раскрытии матрицы и глубине проникновения. Больше материала по внутреннему радиусу превышает предел текучести. Меньше остается в упругой зоне. Меньше упругая деформация — меньше пружинение.
Это не суеверие. Это распределение деформаций.
Но насколько острым должен быть пуансон, прежде чем вы начнете просто сминать поверхность?
Я видел, как цех перешел с пуансона 90° на “компенсационный” пуансон 83° на работе, где пружинение составляло около 7°. Они ожидали чуда. Что они получили, так это улучшение на 3° и полированную линию на внутреннем радиусе.
Почему? Потому что они остались в режиме воздушной гибки с той же V-образной матрицей.
Если вы хотите существенно уменьшить пружинение более чем на несколько градусов, вы должны увеличить пластическое течение в вершине. Это означает либо сужение раскрытия V-образной матрицы (увеличение усилия в тоннах на дюйм), либо переход от воздушной гибки к гибке с чеканкой или легкой чеканке, где длительное высокое давление вдавливает материал в угол матрицы.
Гибка с чеканкой может увеличить требуемое усилие примерно в пять раз по сравнению с воздушной гибкой. Чеканка может увеличить его в десять раз. Это не ошибка округления — это конструктивное решение. Если ваша воздушная гибка выполнялась при 30 тоннах на метр, для чеканки может потребоваться 150. Доллары за дюйм брака появляются быстро, если ваш самый слабый сегмент матрицы рассчитан максимум на 120.
И вот в чем подвох: чеканка уменьшает пружинение не потому, что угол пуансона обладает магией, а потому, что высокое локальное давление обеспечивает почти полную пластическую деформацию в вершине. Вы покупаете стабильность угла за счет тоннажа.
Договор прост. Больше пластической деформации сейчас означает меньше упругого восстановления потом. Математика не врет. Проверьте свое место.
Но как узнать, какого восстановления ожидать, прежде чем вы вообще коснетесь педали?
Возьмем два листа толщиной 4 мм: низкоуглеродистая сталь A36 и высокопрочная сталь 100 ksi. Та же V-образная матрица, тот же пуансон, та же глубина проникновения до 90° под нагрузкой.
Освободите их.
Низкоуглеродистая сталь может спружинить на 2°. Высокопрочная может раскрыться на 5° или более. Почему? Потому что предел текучести определяет, какое напряжение материал может выдержать упруго, прежде чем начнет преобладать остаточная деформация. Более высокий предел текучести означает большую область упругости в поперечном сечении сгиба.
Пружинение увеличивается при:
Последний пункт имеет значение. Больший внутренний радиус распределяет деформацию по большему объему материала, снижая пиковую пластическую деформацию в вершине. Большая часть поперечного сечения остается в упругой зоне. Больше упругого восстановления.
Современные гибочные прессы с ЧПУ пытаются скрыть это от вас с помощью библиотек материалов. Вы вводите “нержавеющая сталь 304, 6 мм”, и система управления применяет значение компенсации. Это работает только в том случае, если фактический лист соответствует предполагаемому пределу текучести. Я видел партии нержавеющей стали, которые различались настолько, что пружинение менялось на градус. На детали с четырьмя гибами это суммируется. Два градуса на гиб превращаются в восемь градусов накопленной ошибки. Это переделка. Это брак. Это доллары за каждый дюйм брака, сложенные в стопки, как фишки для покера.
Выполните пробный гиб. Измерьте угол после снятия нагрузки. Соответствующим образом отрегулируйте выбор пуансона или запрограммированный перегиб. Рассматривайте первый удар как сбор данных, а не как производство. Проверьте свое рабочее место.
А теперь давайте развеем миф, который стоит мастерским денег.
При свободной гибке внутренний радиус гиба в первую очередь зависит от раскрытия матрицы, а не от радиуса кончика пуансона. Общее эмпирическое правило: внутренний радиус ≈ 16% от ширины раскрытия V-образной матрицы для низкоуглеродистой стали. Поэтому, если вы работаете с V-образной матрицей 40 мм, вы получите внутренний радиус примерно 6–7 мм, независимо от того, R1 или R3 у вашего пуансона.
Я видел, как закупщики заказывали пуансон R0.5, ожидая получить острый внутренний угол, при этом оставляя широкое раскрытие матрицы, чтобы снизить усилие. В итоге они получают тот же широкий радиус плюс более высокое контактное давление в вершине. Поверхностные дефекты увеличиваются. Износ инструмента увеличивается. Стабильность угла почти не меняется.
Если вам действительно нужен меньший внутренний радиус, вы сужаете V-образную матрицу. Но мы уже проходили этот путь. Более узкая матрица означает большее усилие на дюйм. Переход от 8× толщины к 6× может резко увеличить нагрузку. Снова структурные компромиссы.
Таким образом, радиус кончика пуансона наиболее важен при гибке с упором или чеканке — когда материал принудительно принимает форму пуансона. При свободной гибке матрица контролирует радиус, а пуансон — концентрацию деформации и характер пружинения.
Геометрия вторична по отношению к пути передачи нагрузки. Так было всегда.
Представьте деталь длиной 1200 мм с полкой, которая при пиковом усилии контактирует с пуансоном только на участке 300 мм. Теперь добавьте отгиб, который загибается обратно к корпусу пуансона.
Вы выбираете острый пуансон для борьбы с пружинением. Это работает для угла. Но на втором гибе сформированная полка упирается в хвостовик пуансона до того, как вы достигнете полного проникновения. Поэтому вы меняете его на пуансон типа «гусиная шея» для обеспечения зазора.
Вот в чем парадокс: «гусиная шея» обеспечивает физическую возможность гибки, но ее более длинный и вырезанный профиль может сильнее деформироваться под нагрузкой. Большая деформация меняет фактическое проникновение в вершине. Это меняет угол под нагрузкой. Что, в свою очередь, меняет угол после снятия нагрузки из-за пружинения.
На деталях с несколькими гибами остаточное напряжение от первого гиба меняет пружинение второго. Я измерял: требовалась компенсация 4° на первом гибе и 4,5° на втором при работе с одним и тем же материалом. Каждый гиб переписывает карту напряжений. Если вы полагаете, что один угол компенсации подходит для всего, ошибка будет множиться по мере выполнения гибов.
Поэтому при использовании геометрии «гусиная шея» вы балансируете между тремя переменными:
Эту проблему нельзя решить только с помощью экрана управления. Ее решают с помощью пробных деталей, измерения угла после снятия нагрузки и трезвой оценки соотношения тоннажа на дюйм к номинальной нагрузке инструмента.
Выбор оснастки — это рискованная сделка между сталью и сталью. Тоннаж здесь выступает валютой. Пружинение — это мелкий шрифт в договоре. Как только ползун опускается, условия контракта закрепляются в металле.
И даже когда расчеты верны и геометрия в порядке, остается еще один фактор, способный разрушить сделку: центровка.
Вы все рассчитали. Тоннаж на дюйм ниже номинала инструмента. Ширина матрицы соответствует толщине. Пружинение спрогнозировано, протестировано и скомпенсировано.
Так почему же итоговый угол все равно «гуляет»?
Потому что силе нет дела до ваших таблиц. Она течет туда, где сталь действительно соприкасается. И если ползун, пуансон и матрица не установлены в одной плоскости с точностью до сотых долей миллиметра, ваш чистый расчет в 50 тонн превращается в перекошенный пик на одном плече, в то время как другая сторона работает вполсилы. В среднем это все те же 50 тонн. Но локальный пик может достигать 70. Именно так вы начинаете выковыривать осколки из своей матрицы.
Мы говорили, что контроль пружинения — это проблема структуры и распределения сил. Центровка — это тот аспект, где это распределение либо остается равномерным, либо превращается в «лезвие ножа».
Математика не врет. Но она предполагает параллельность посадки.
И это допущение обходится дорого.
Стол листогибочного пресса прогибается. Каждый из них. Под нагрузкой центр стремится просесть, пока края удерживаются станиной. Если не противодействовать этому, середина детали получит меньшее проникновение, чем края, и ваш целевой угол 90° превратится в 88° в центре и 91° по краям.
Бомбирование — это коррекция, механический или гидравлический выгиб, заложенный в стол для компенсации ожидаемого прогиба под заданной нагрузкой. Ключевое слово — ожидаемого.
И вот здесь цеха обманывают сами себя: они настраивают бомбирование исходя из общего тоннажа, а не из тоннажа на дюйм и фактической длины контакта. Представьте деталь длиной 1200 мм с полкой, которая при пиковой нагрузке контактирует с пуансоном только на 300 мм. На дисплее может отображаться 60 тонн общего усилия, но эта сила сконцентрирована на четверти длины. Стол прогибается иначе, чем предполагает ваша кривая бомбирования.
Теперь вы не компенсируете. Вы гадаете.
Гипотетический, но реалистичный пример: ваш инструмент рассчитан на 80 тонн на метр. Вы рассчитали 60. Безопасно, верно? Но если перекос и неравномерный прогиб стола перенесут еще 20% нагрузки на один 300-миллиметровый участок, этот локальный сегмент испытает эквивалент 72 тонн на метр. Добавьте изношенный инструмент, требующий 20% запаса прочности, и вы незаметно вышли за пределы номинала. Это не ошибка округления. Это доллары на каждый дюйм брака и сколотая кромка, которая вот-вот даст о себе знать.
Решение не является мистикой. Проверьте параллельность ползуна и стола. Измерьте фактический угол гиба по всей длине на пробном ударе. Регулируйте бомбирование исходя из реальности контакта, а не из оптимизма экрана.
А затем проверьте посадку.
Ошибки центровки редко проявляются внезапно. Они прокрадываются вместе с гаечным ключом.
Системы ручного зажима полагаются на сегментированные болты, которые притягивают пуансон к ползуну. Если один болт затянут сильнее, этот сегмент располагается выше. Мы говорим о допусках порядка 0,05 мм по всей длине стола. Это тоньше визитной карточки. Упустите это — и один конец пуансона вступит в контакт первым.
Первый контакт принимает первую нагрузку. Первая нагрузка испытывает большее напряжение.
Гидравлический зажим выравнивает давление по всей длине, но он не лечит загрязненные плечи, заусенцы под хвостовиком или стружку, попавшую между пуансоном и держателем. Сталь по стали не прощает мусора. Одна стружка под сегментом становится точкой опоры. Теперь ваш идеальный расчет усилия зависит от точки вращения, которую вы не планировали.
А вот и каскадный эффект: неравномерная нагрузка ускоряет износ на этом перегруженном участке. Изношенный инструмент требует большего проникновения для достижения того же угла гиба. Большее проникновение означает большее усилие. Ошибка центровки превращается в проблему с усилием через три недели, и никто не связывает эти факты.
Вы думали, что имеете дело с пределом текучести и шириной матрицы. На самом деле вы имели дело с дисциплиной зажима.
Поэтому, прежде чем доверять коррекции угла на контроллере, зачистите плечи бруском. Очистите хвостовики. Затягивайте равномерно или проверяйте гидравлическое давление. Если нужно, используйте индикатор для проверки пуансона.
А затем проверьте посадку.
Короткий ответ: нет.
Если следующий шаг — это прямое общение с командой, Свяжитесь с нами логично вписывается сюда.
Для читателей, которым нужны подробные материалы, Брошюры — полезный дополнительный ресурс.
Развернутый ответ: инструмент премиум-класса отшлифован ровнее, он тверже и стабильнее, чем дешевая сталь. Он прекрасно распределяет нагрузку — если станок подает эту нагрузку равномерно. Но структурная способность — это вопрос не геометрии, а силы на единицу длины. Если ползун не параллелен, лучший пуансон из каталога превращается в монтировку.
Допустим, ваш ползун выше слева на 0,08 мм на два метра. Это звучит незначительно. Под нагрузкой эта сторона контактирует первой и начинает пластическую деформацию, в то время как правая сторона еще проходит воздушный зазор. К тому моменту, когда правая сторона полностью входит в зацепление, левая уже глубже вдавилась в V-образную матрицу. Отпустите ползун, и вы не получите равномерного пружинения. Вы получите перекос. Один конец пружинит из состояния более высокого напряжения, чем другой.
Ошибка угла теперь исходит не из «памяти» материала. Она исходит из асимметричной истории деформаций.
И инструмент премиум-класса не может переписать эту историю.
Я видел, как цеха пытались исправить это регулировками перегиба, добавляя градус здесь, вычитая там, как будто экран контроллера мог выпрямить механический наклон. Все, что они делали — это приближали перегруженную сторону к ее структурному пределу. Математика не изменилась. Распределение изменилось.
Поэтому задайте неромантичный вопрос: когда в последний раз проверялась параллельность ползуна под нагрузкой, а не просто в покое? Холодный станок измеряется иначе, чем тот, который несет 40 тонн по всей длине стола.
Потому что, как только ползун опускается, контракт исполняется в стали — а сталь признает только параллельную посадку.
Вот почему следующий шаг — это не очередной расчет. Это дисциплинированная последовательность загрузки и проверки, которая относится к наладке как к ответственной операции, которой она и является.
Для работы требовалось 78 тонн на бумаге. Гиб длиной восемь футов, мягкая сталь 10-го калибра, V-образная матрица один дюйм. В таблице было указано 9,6 тонны на фут. Выполните умножение, и вы окажетесь на грани верхнего диапазона для набора инструмента на 80 тонн. На 100-тонном прессе это кажется безопасным. Это не так.
Потому что мы не работаем на пределе паспортной мощности. Мы ограничиваем рабочую нагрузку 80 процентами. Расчетные 78 тонн превращаются в 62 тонны для планирования, если вы хотите иметь запас прочности для более твердых партий, изношенных кромок или листа, взятого из другого рулона. Теперь вопрос не в том, “справится ли станок?”, а в том, “где именно, дюйм за дюймом, будут распределены эти реальные 62 тонны, когда сталь встретится со сталью?”
Вот последовательность действий, которая не даст первому же удару превратиться в брак:
Таков протокол. Пропустите шаг — и вы рискуете деньгами за каждый дюйм брака.
И все начинается с того, куда вы прикладываете нагрузку.
Я наблюдал, как бригада настраивала три станции на 10-футовом столе: два легких фланца слева, один тяжелый швеллер справа. Общий тоннаж был в пределах нормы. Станок даже не «моргнул». Но на тяжелую станцию приходилось почти 60 процентов нагрузки, расположенной в 24 дюймах от центра.
Станине станка нет дела до вашего плана расстановки. Ее волнует изгибающий момент. Когда вы смещаете тоннаж, вы создаете скручивание ползуна и асимметричный прогиб стола. Система управления по-прежнему будет показывать общую силу. Она не сообщит, что одна сторона находится ближе к пределу текучести, чем другая.
Поэтому мы рассчитываем центр тоннажа — так же, как вы находите центр тяжести. Умножьте тоннаж каждой станции на ее расстояние от центральной линии станка. Сложите моменты. Разделите на общий тоннаж. Это даст вам центр нагрузки. Если он не совпадает со структурным центром станка, перемещайте станции, пока они не совпадут.
Короткие детали могут подтолкнуть вас проигнорировать это. Не делайте этого.
Теперь добавьте правило 80 процентов. Допустим, ваш инструмент рассчитан на 80 тонн на метр, а вашей тяжелой станции локально требуется 70 процентов от этого значения. Вы думаете, что в безопасности, потому что общая нагрузка на станок невелика. Но если эта станция стоит не по центру, динамический прогиб может увеличить локальную силу сверх номинала. Математика не лжет. Распределение определяет выживаемость.
На гибочных прессах с ЧПУ и нисходящим движением ползуна система управления корректирует положение в реальном времени. Это помогает точности угла. Но это не устраняет скручивание станины из-за неправильной карты нагрузки. Конструкции с восходящим движением еще менее прощают ошибки, поскольку путь приложения силы отличается; нагрузки вне центра проявляются как видимое угловое отклонение между станциями.
Сначала сбалансируйте центр тоннажа. Затем зафиксируйте его.
Проверьте посадку инструмента.
Я вынимал пуансоны и находил под хвостовиком стружку не толще высохшего разметочного лака. Эта стружка стоила нам дня производства.
Установка — это не косметическая процедура. Это структурная необходимость. Заусенец размером 0,03 мм под одним сегментом превращается в точку опоры. Под нагрузкой в 50 тонн эта точка концентрирует давление на соседнем плече. Плечо микроскопически деформируется. Для следующего прохода требуется более глубокое проникновение для получения того же угла. Тоннаж растет. И никто не связывает это с крошечной частицей стали.
Вот порядок подготовки:
Затем опустите ползун до положения 2 мм над точкой контакта по всей длине. Используйте щуп или тонкую прокладку в нескольких точках. Вы должны увидеть равномерный просвет. Если одна сторона касается первой — остановитесь. Исправляйте сейчас, а не под нагрузкой.
Потому что, как только вы приложите нагрузку, неправильная установка станет историей деформации.
Проверьте посадку инструмента.
Представьте деталь длиной 1200 мм с полкой, которая при пиковом усилии контактирует только с 300 мм пуансона. Если эта зона контакта смещена влево, а ползун с этой стороны выше на 0,05 мм, левый край деформируется первым и глубже. Поднимите ползун, и деталь спружинит неравномерно. Вы получите 90° слева и 91° справа.
Это не вариативность пружинения. Это асимметричная пластическая деформация.
Чтобы проверить параллельность, сделайте легкий пробный удар по всей длине предполагаемого контакта — достаточно глубокий, чтобы оставить след, но не до конца сформировать гиб. Измерьте зазор между пуансоном и матрицей с помощью калиброванной пластины с обоих концов. Альтернативно, согните калибровочную полосу по всей длине и измерьте угол с интервалом в 100 мм.
Вы ищете скручивание. Любое постоянное отклонение угла по длине означает, что нагрузка распределяется неравномерно.
Выполните корректировку параллельности ползуна и настройте систему бомбирования (компенсации прогиба) под фактическую длину контакта, а не под теоретический пролет стола. Только когда углы совпадают в пределах ваших допусков по всей длине, переходите к производству.
Станок не исправит механический перекос программным обеспечением.
Проверьте посадку инструмента.
Большинство операторов смотрят на одно число: готовый угол. Это лишь половина истории.
На первом контролируемом гибе я слежу за тремя вещами:
Если глубина проникновения больше ожидаемой, спросите себя почему. Предел текучести материала может быть выше, чем предполагалось в таблице. Нержавеющая сталь печально известна этим; две партии с одинаковой маркировкой могут требовать заметно разного усилия. Если вы рассчитали 60 тонн, а пресс приближается к 72, прежде чем достичь нужного угла, ваш 20-процентный запас прочности только что испарился.
Математика не лжет, но ваши исходные данные могут быть неверны.
Теперь рассмотрим ширину матрицы. Более широкая V-образная матрица снижает тоннаж, это верно. Но она также увеличивает внутренний радиус и минимально требуемую длину полки. Я видел, как в цехе увеличивали раскрытие матрицы, чтобы сэкономить тоннаж, идеально попадали в угол, а затем обнаруживали, что геометрия полки не проходит по последующей сборке. Они сохранили структурную целостность, но пожертвовали функциональностью детали.
Это своего рода переговоры. Предел текучести, ширина матрицы и номинальная нагрузка на инструмент спорят в одной комнате. Первый пробный гиб покажет вам, кто побеждает.
Если тоннаж высокий, а радиус маленький, подумайте об увеличении ширины V-образного паза и пересчете допустимости полки, прежде чем приступать к работе. Если тоннаж в норме, но угол «гуляет» по длине, перепроверьте посадку инструмента и центровку тоннажа, прежде чем менять программу.
Один гиб. Три диагностических показателя.
Программа указывает внутренний радиус 1,6 мм. Это число взято из таблицы, предполагающей определенное раскрытие V-образного паза — часто около 16 процентов от ширины матрицы при свободной гибке. Но таблицы опираются на номинальный предел текучести.
После первого гиба отрежьте и отшлифуйте образец или используйте радиусные шаблоны, правильно установленные внутри гиба. Сравните фактический радиус с ожидаемым по программе. Если истинный радиус больше, значит, либо матрица слишком широкая относительно толщины металла, либо материал проявил себя иначе, чем предполагалось. Больший радиус часто означает меньшую пиковую деформацию и немного меньший тоннаж, чем прогнозировалось. Меньший радиус при свободной гибке обычно означает, что вы ближе к чеканке, чем думаете, а чеканка резко увеличивает усилие.
Усилие возрастает примерно в 1,5 раза при переходе от свободной гибки к чеканке. Это не погрешность округления. Это вопрос выживаемости инструмента.
Поэтому измеряйте. Не полагайтесь на то, что модель в системе управления соответствует сегодняшней стали.
Когда истинный радиус, равномерность угла и измеренный тоннаж укладываются в ваш запланированный запас, вы заслужили право запускать производство.
Сталь подписала контракт.
Теперь спросите себя об одном, прежде чем нажать кнопку цикла: если бы эта нагрузка сместилась на два дюйма влево, не превысило бы что-либо в этой оснастке свои номинальные характеристики?
Если вы можете ответить на это без колебаний, значит, вы не просто настраиваете работу. Вы осознанно управляете структурными рисками.
Производство — это место, где начинаются тихие сбои.
Первые десять деталей выглядят чистыми. Угол держится. Показания датчика тоннажа соответствуют расчетам. Затем, через три часа работы, станку требуется на 8 процентов большее усилие для достижения того же угла. Никто не менял программу. Никто не трогал оснастку. Но что-то изменилось.
Если вы все еще задаетесь вопросом “подходит ли этот пуансон к этому держателю”, вы будете гоняться за призраками. Настоящий вопрос, когда производство уже запущено, проще и сложнее: выдерживает ли эта сборка нагрузку, которую я прикладываю, именно там, где она приходится?
Потому что нагрузка смещается. Предел текучести материала варьируется от партии к партии. Операторы сдвигают детали влево или вправо, чтобы освободить упор заднего калибра. Настройки бомбирования остаются неизменными, в то время как длина контакта меняется. Вот так работа на 120 тонн незаметно превращается в 135 тонн на одном плече. Станок не жалуется. Жалуется матрица.
Математика не лжет, но она работает только в том случае, если вы продолжаете измерять то, что математика приняла за исходные данные.
Поэтому подход меняется. Перед запуском цикла вы спрашивали, выдержит ли наладка расчетное усилие. Во время производства вы спрашиваете, по-прежнему ли нагрузка приходится туда, где вы планировали, и не «переписала» ли сталь условия договора.
Это переход от соответствия к производительности.
А производительность в первую очередь страдает по краям.
Просадка плеча — это микроскопическая пластическая деформация на плече матрицы при повторяющихся высоких нагрузках. Деформация наконечника — та же история, но для носика пуансона. Вы не заметите ни того, ни другого, пока точность не начнет падать.
Вот на что я обращаю внимание:
Каждый из этих признаков — это карта нагрузок, начертанная на стали.
Представим гипотетическую ситуацию: 10-футовый инструмент, расчетная нагрузка 140 тонн. Это в среднем 14 тонн на фут. Но в реальности производства 4 фута фактического контакта приходятся чуть левее центра. Теперь в этой зоне нагрузка ближе к 35 тоннам на фут. Если матрица рассчитана на 30 тонн на фут, вы каждый цикл «сжигаете» 5 тонн на фут, превращая их в пластическую деформацию.
Переведем на язык цеха: если эта матрица стоит 1200 долларов и дает остаточную деформацию в 0,001 дюйма каждые 200 циклов, вы платите долларами за каждый дюйм брака задолго до того, как она треснет.
Метод мониторинга прост и механичен:
Если тоннаж растет или глубина прогиба увеличивается, остановитесь и пересчитайте тонны на фут, исходя из реальной длины контакта, а не теоретической длины гибочного инструмента. Затем сравните полученное значение с самым низким номиналом компонента в наборе.
Именно так можно обнаружить перегрузку до того, как сталь «примет решение» за вас.
Проверьте посадку инструмента.
Когда угол уходит, возникает искушение “слегка коснуться” матрицы на шлифовальном станке.
Я видел, как из-за шлифовальных станков теряется больше точности, чем из-за перегрузок.
Шлифовка удаляет материал равномерно. Просадка плеча матрицы происходит неравномерно. Если левые 300 мм дали усадку 0,02 мм, а вы шлифуете все 3 метра, чтобы выровнять поверхность, вы просто укоротили каждый сегмент. Теперь ваша база по высоте закрытия меняется, значения глубины на ЧПУ становятся ложными, а кривая бомбирования больше не соответствует действительности.
Что еще хуже, вы уменьшили массу поперечного сечения в области плеча. Структурная прочность — это не просто цифры на бумаге; это момент сопротивления сечения — геометрия, противостоящая изгибу. Удалили сталь — потеряли жесткость. Следующий проход потребует чуть более глубокого проникновения. Тоннаж растет. Вы снова шлифуете.
Эта спираль затратна так, как операторы не замечают. Допустим, каждая шлифовка сокращает срок службы инструмента на 10 процентов, а вы правите его ежеквартально. За два года вы выбросили половину структурного запаса прочности, за который заплатили. Доллары на дюйм брака превращаются в доллары на дюйм оснастки.
Решение заключается не в косметической коррекции. Оно в поиске первопричины: была ли ширина матрицы слишком узкой, предел текучести материала выше предполагаемого, а метод гибки ближе к чеканке, чем к свободной гибке?
Шлифовка скрывает математические ошибки. Она их не решает.
Проверьте посадку инструмента.
Прежде чем какой-либо инструмент коснется ползуна, я задаю шесть вопросов. Не в уме. На бумаге.
Если какой-либо ответ вызывает сомнения, я расширяю V-образный паз, меняю метод или разбиваю гибку на этапы.
Единственное, что нужно усвоить: тоннаж станка — понятие глобальное, а поломка — локальное. Это не очевидно, пока вы не расколете матрицу посреди “безопасного” 150-тонного цикла.
Любая методика имеет смысл только в том случае, если она выдерживает проверку напряженной рабочей сменой.
Поэтому я превращаю это в систему контроля:
Это не бюрократия. Это структурный учет.
Представьте деталь длиной 1200 мм с фланцем, который при пиковом усилии контактирует только с 300 мм пуансона. Если производство начинает чередовать загрузку слева и справа для ускорения процесса, вы создаете циклическую асимметричную деформацию в наборе инструментов. Со временем именно так нарушается параллельность, даже если настройка была идеальной.
Регистрируя тоннаж и глубину проникновения вместе, вы заметите это отклонение на ранней стадии. Если глубина проникновения увеличивается, а тоннаж — нет, значит, изменился материал. Если тоннаж растет при том же угле, значит, уменьшилась длина контакта или вы приближаетесь к чеканке. Каждый паттерн рассказывает свою историю.
Математика не лжет. Но только если вы предоставляете ей правдивые данные.
За тридцать лет я усвоил одно: точная гибка на ЧПУ — это не про то, чтобы найти настройки и забыть о них. Это про проведение контролируемого эксперимента каждый раз, когда ползун опускается вниз, подтверждая, что сталь ведет себя в пределах заданных вами параметров.
Перед запуском цикла спросите себя: выдержит ли это нагрузку?
Во время производства продолжайте спрашивать: выдерживает ли она ее там, где я предполагаю?
Вот в чем суть. Не в подгонке. Не в паспортном тоннаже.
Производительность под реальной нагрузкой.


















