

Die ersten zehn Teile sehen perfekt aus. Der Saum ist flach, fest, sauber genug, um für die Verkaufsbroschüre fotografiert zu werden.
Zweihundert Paneele später hältst du eines gegen das Licht – und da ist es: ein haarfeiner Riss, der über den Außenradius läuft wie eine Verwerfungslinie in trockener Erde. Gleiche Matrize. Gleiche Einstellungen. Gleicher Bediener. Also, was hat sich geändert?
Wenn du denkst, die Antwort lautet “die flache Oberseite ist wohl nicht flach genug”, gehst du schon in Richtung Schrottbehälter.
Ich habe gute Bediener gesehen, die eine einstufige Säummatrize wie einen treuen Hund tätscheln. “Flach oben. Schön gleichmäßig. Alles gut.” Diese Denkweise funktionierte, als Baustahl König war und die Zugfestigkeit um 340 MPa Zugfestigkeit. lag. Das Material dehnte sich, gab nach, verzieh dir Fehler.
Moderne Außenbleche für Autos? Du blickst auf 980 MPa Zugfestigkeit und lächelst, weil der Saum flach aussieht.
Eine flache Oberseite zeigt dir, was an der Oberfläche passiert ist. Sie sagt dir nichts darüber, was in den Metallfasern bei dieser einen heftigen, kombinierten Vorbiege-und-Glättbewegung passiert ist. Und genau dort beginnen die Probleme.
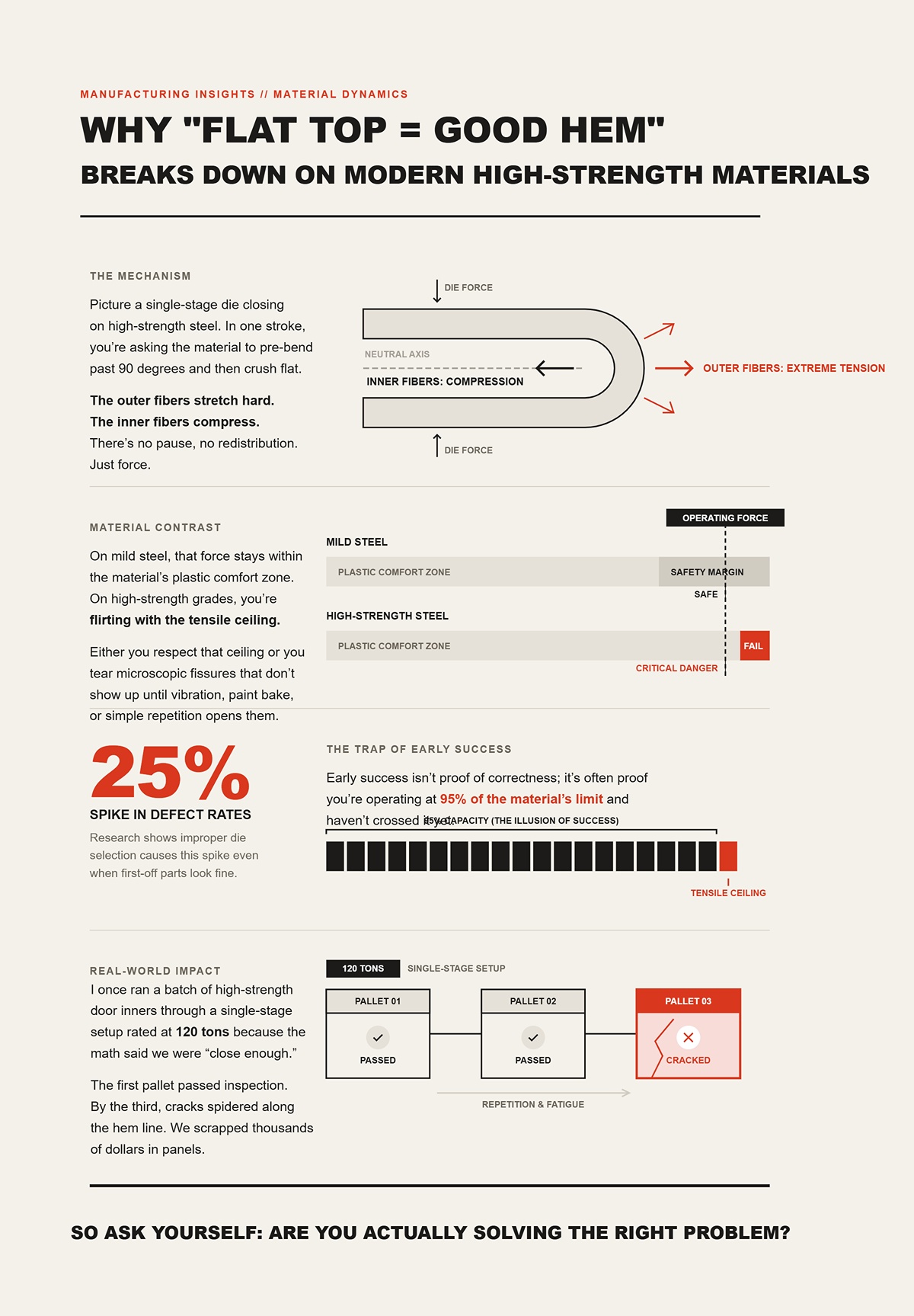
Stell dir eine einstufige Matrize vor, die sich auf hochfesten Stahl schließt. Mit einem Schlag verlangst du vom Material, sich über 90 Grad vorzubiegen und dann flachgepresst zu werden. Die äußeren Fasern dehnen sich stark. Die inneren Fasern werden gestaucht. Keine Pause, keine Umverteilung. Nur Kraft.
Bei Baustahl bleibt diese Kraft innerhalb der plastischen Komfortzone des Materials. Bei hochfesten Sorten spielst du am Zugfestigkeitslimit. Entweder du respektierst diese Grenze oder du reißt mikroskopische Risse, die erst bei Vibration, Lackeinbrennen oder bloßer Wiederholung sichtbar werden.
Forschungen zeigen, dass eine falsche Matrizenwahl die Fehlerraten um 25% steigen lassen kann, selbst wenn die ersten Teile gut aussehen. Das ist die Falle. Früher Erfolg ist kein Beweis für Richtigkeit; er ist oft der Beweis, dass du bei 95% der Materialgrenze arbeitest und sie noch nicht überschritten hast.
Ich habe einmal eine Charge hochfester Türinnenteile durch eine einstufige Einrichtung laufen lassen, die für 120 Tonnen ausgelegt war, weil die Berechnung sagte, wir seien “nah genug dran”. Die erste Palette bestand die Prüfung. Bei der dritten zeigten sich Risse entlang der Saumlinie. Wir verschrotteten Blechteile im Wert von Tausenden Dollar, weil ich der flachen Oberseite statt der Zugfestigkeitsgrenze vertraute. Diese Lektion war teuer.
Also frag dich selbst: Löst du tatsächlich das richtige Problem?
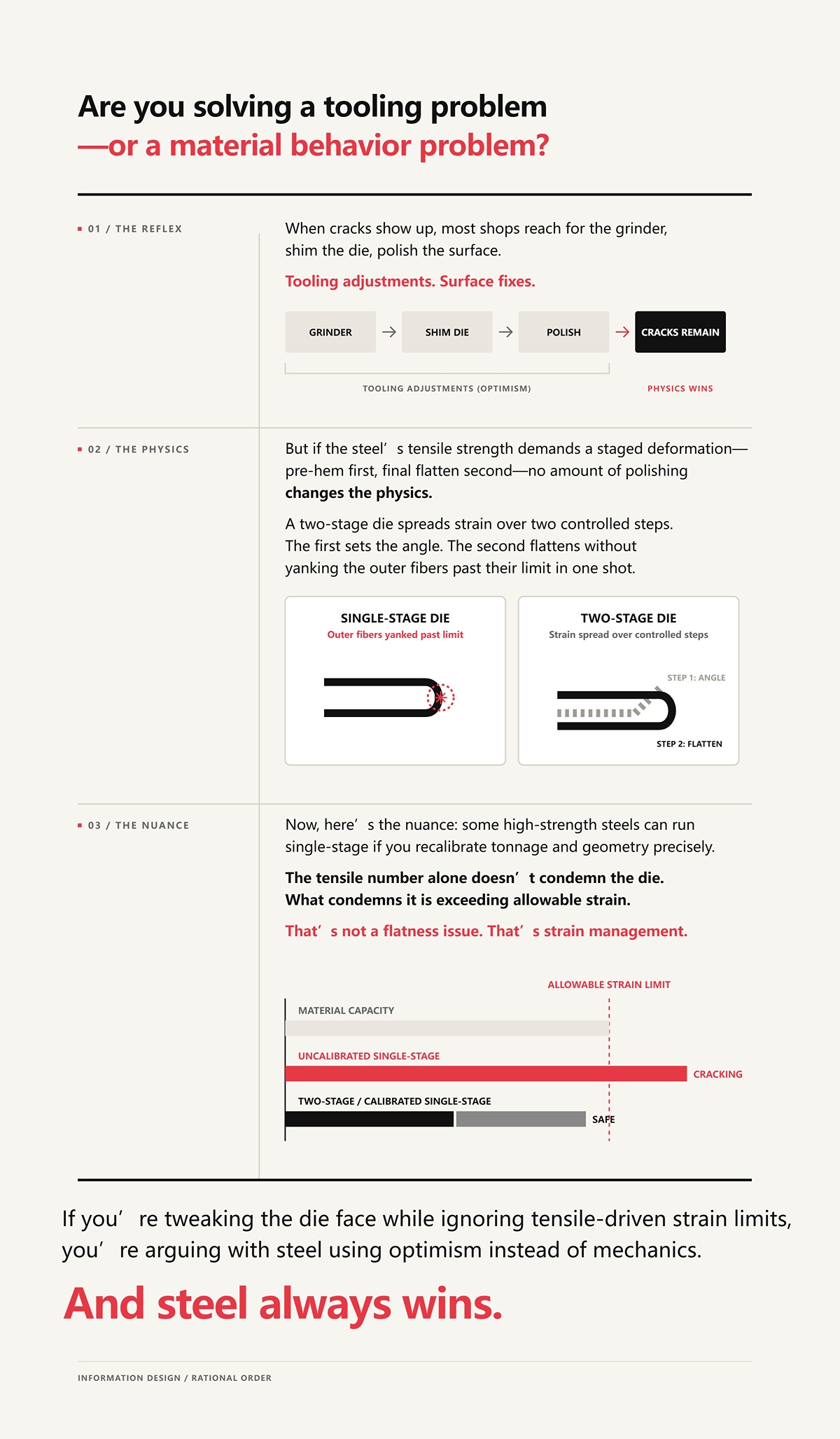
Wenn Risse auftreten, greifen die meisten Werkstätten zum Schleifer, unterlegen die Matrize, polieren die Oberfläche. Werkzeuganpassungen. Oberflächenkorrekturen.
Aber wenn die Zugfestigkeit des Stahls eine gestufte Verformung verlangt – zuerst Vorbördeln, dann endgültiges Flachpressen –, ändert keine Politur der Welt die Physik. Ein zweistufiges Werkzeug verteilt die Dehnung auf zwei kontrollierte Schritte. Die erste Stufe legt den Winkel fest. Die zweite glättet, ohne die äußeren Fasern in einem einzigen Zug über ihre Grenze hinauszuziehen.
Hier liegt die Feinheit: Einige hochfeste Stähle können einstufig laufen, wenn man Presskraft und Geometrie präzise neu kalibriert. Die Zugfestigkeit allein verurteilt das Werkzeug nicht. Es wird nur dann „verurteilt“, wenn die beim kombinierten Bewegungsablauf auftretende Dehnung den zulässigen Wert des Materials überschreitet.
Das ist kein Ebenheitsproblem. Das ist Dehnungsmanagement.
Wenn du die Werkzeugoberfläche anpasst, aber die zugfestigkeitsbedingten Dehnungsgrenzen ignorierst, diskutierst du mit dem Stahl optimistisch statt mechanisch.
Und Stahl gewinnt immer.
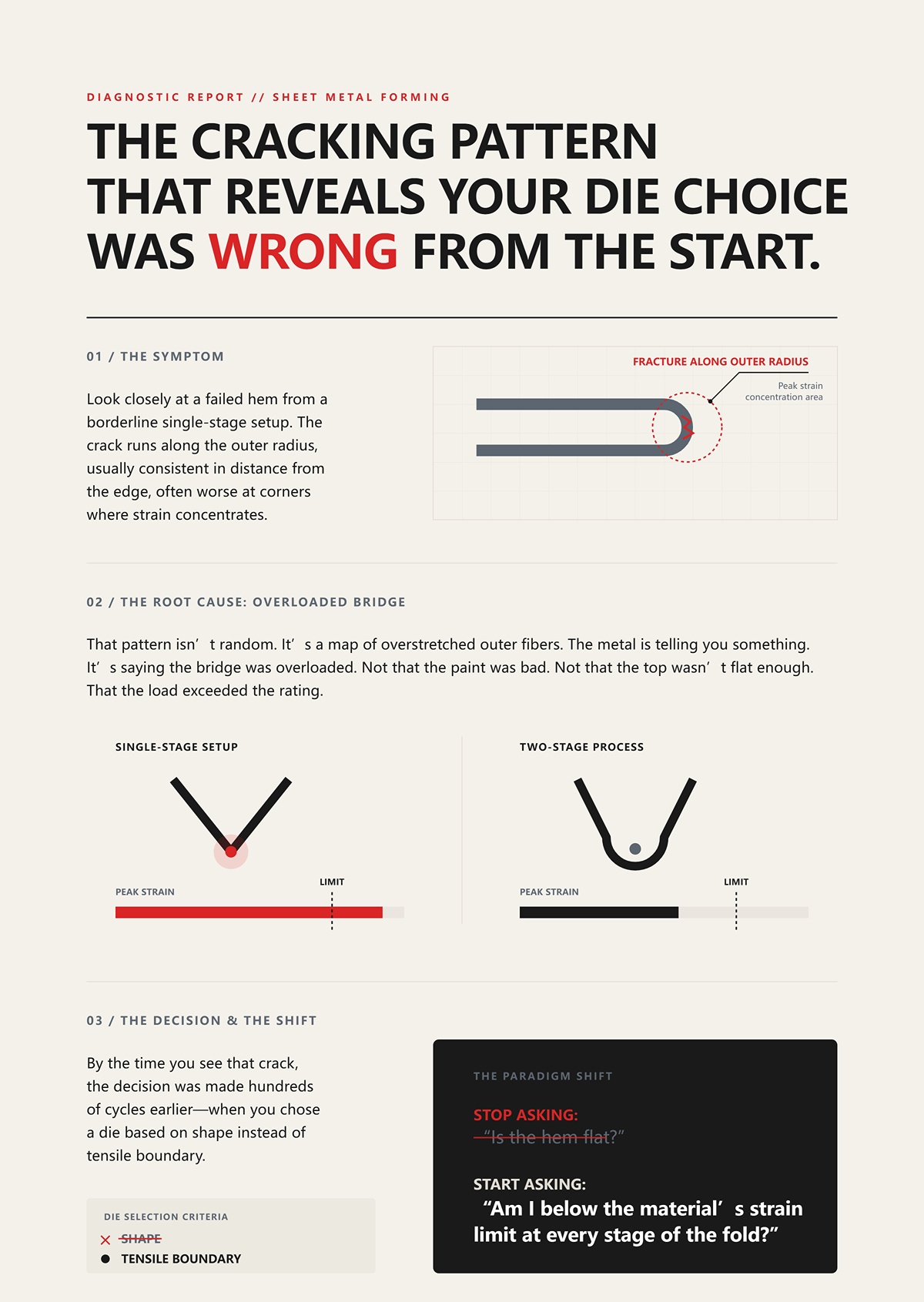
Sieh dir einen gescheiterten Bördelvorgang aus einer grenzwertigen Einstufenaufstellung genau an. Der Riss verläuft entlang des äußeren Radius, meist in gleichbleibender Entfernung von der Kante, oft schlimmer an Ecken, wo die Dehnung sich konzentriert.
Dieses Muster ist nicht zufällig. Es ist eine Karte überdehnter äußerer Fasern. Ein zweistufiger Prozess hätte die maximale Dehnung bereits bei der ersten Biegung reduziert und die Spannung gesenkt, lange bevor das Flachpressen stattfand.
Das Metall sagt dir etwas. Es sagt, die Brücke war überlastet. Nicht, dass die Farbe schlecht war. Nicht, dass die Oberfläche nicht flach genug war. Sondern dass die Belastung die zulässige Grenze überschritten hat.
Wenn du diesen Riss siehst, wurde die Entscheidung schon Hunderte Zyklen zuvor getroffen – als du das Werkzeug nach Form statt nach der Zuggrenze ausgewählt hast.
Also ist der nötige Paradigmenwechsel einfach und schonungslos: Hör auf zu fragen, “Ist das Bördel flach?” und fang an zu fragen, “Liege ich bei jeder Stufe der Faltung unter der Dehnungsgrenze des Materials?”
Du willst wissen, wie du sicherstellst, dass du bei jeder Stufe unter der Dehnungsgrenze des Materials bleibst?
Beginne mit dem Biegeradius und der Zugfestigkeitszahl. Wenn du 1,2 mm Stahl bördelst bei 980 MPa Zugfestigkeit, und dein effektiver Innenradius während des Vorbiegens auf etwa unter 1× Blechdicke sinkt, treibst du die äußere Faserdehnung bereits in Richtung 15–20%. Das ist kein Schätzwert; die äußere Dehnung beim Biegen ist ungefähr die Blechdicke geteilt durch den doppelten Innenradius. Halbierst du den Radius, verdoppelst du die Dehnung. Dem Stahl ist völlig egal, wie sicher du dich dabei fühlst.
Stell dir nun vor, du führst das Vorbiegen und das endgültige Pressen in einem ununterbrochenen Hub aus.
In einem einstufigen Werkzeug wird das Material über 90 Grad hinausgedrückt und gleichzeitig geglättet, während es noch elastisch vom ersten Biegeschritt geladen ist. Es gibt keine Pause. Es gibt keine Umverteilung. Es gibt aufaddierte Dehnung. Und wenn diese aufaddierte Dehnung den Wert übersteigt, den 980 MPa Zugfestigkeit plastisch aufnehmen kann, beginnen Mikrobrüche sich zu bilden, lange bevor deine Messschieber dir zeigen, dass etwas nicht stimmt.
Der eigentliche Vergleich betrifft also nicht die Geschwindigkeit, sondern ob die Architektur dem Metall erlaubt, sich zwischen Belastungen zu entspannen – oder sie zu vervielfachen.
Führe ein einstufiges Umschlagen langsam aus und beobachte das Seitenprofil. Wenn der Stempel nach unten fährt, beginnt sich das Blech zunächst um die Matrizenkante zu drehen. Die neutrale Faser – die Schicht innerhalb der Dicke, die keine Dehnung erfährt – verschiebt sich zum inneren Radius, da sich auf den Außenfasern Zugspannung aufbaut.
Dann fährt die Matrize weiter.
Bevor sich die neutrale Faser in einer sauberen 30–45-Grad-Vorfalzposition stabilisieren kann, zwingt die flache Geometrie die Lasche zum Einknicken. Jetzt wird das Material nicht mehr nur gebogen – es wird zerdrückt und in die entgegengesetzte Krümmung zurückgebogen, während es sich ablegt. Die neutrale Faser wandert erneut, abrupt, da sich der Dehnungszustand von reiner Biegung zu Biegung-plus-Kompression verändert.
Du verlangst von den äußeren Fasern, sich für die Biegung zu strecken und dann zusätzliche Verschiebung aufzunehmen, während die Lasche abgeflacht wird – ohne die Zugspannung aus dem ersten Vorgang zu entlasten. In einem einzigen Hub verlangst du von den äußeren Fasern, sich gleichzeitig zu strecken und einzuknicken – und hochfester Stahl verzeiht diese Forderung nicht.
Wenn du einen gerissenen Umschlag aus dieser Einrichtung im Querschnitt betrachtest, folgt die Bruchlinie dem äußeren Radius der ursprünglichen Biegung, nicht der endgültigen Fläche. Das zeigt dir, dass der Bruch während der maximalen Zugdehnung begann, nicht während der kosmetischen Abflachung.
Was ändert sich also, wenn du aufhörst, beide Ereignisse in denselben mechanischen Moment zu zwingen?
Eine geeignete zweistufige Matrize bildet zuerst einen spitzen Winkel – typischerweise 30 bis 45 Grad – mit einer definierten V-Öffnung. Diese V-Öffnung ist entscheidend. Eine breitere V-Öffnung vergrößert den Hebelarm, verringert die erforderliche Tonnage und verteilt die Biegung über einen größeren Radius. Verengst du das V, steigt die erforderliche Tonnage schnell an. Konzentrierst du die Kraft zu stark, beschwert sich sogar Weichstahl.
In der ersten Stufe kontrollierst du den Innenradius. Du berechnest die Dehnung der äußeren Fasern. Du vergleichst sie mit der Bruchdehnung des Materials. Wenn dein 1,2 mm, 980 MPa Zugfestigkeit Stahl sicher, sagen wir, 12% wahre Dehnung vor der Einschnürung aushält, gestaltest du die erste Biegung so, dass sie deutlich darunter bleibt – vielleicht 8–9%. Konservativ. Langweilig. Rentabel.
Dann lässt du den Stößel los.
Dieses Loslassen ist keine Formalität. Es ermöglicht die Entladung der elastischen Energie. Die neutrale Faser stabilisiert sich in ihrer neuen Position. Restspannungen verteilen sich durch die Dicke, anstatt sich zu überlagern.
Die zweite Stufe ist keine weitere aggressive Biegung. Es ist eine kontrollierte Kompression zwischen flachen Flächen. Die äußeren Fasern müssen sich nicht länger dehnen, um eine Krümmung zu erzeugen; sie werden in den Kontakt geführt. Andere Dehnungsart. Geringere Zugbelastung.
Zweistufige Architektur ist Management elastischer Energie. Keine Bedienervorliebe. Keine Tradition. Management.
Das führt zu einem praktischen Problem, das dir begegnet, sobald du den ganzen Tag hochfeste Paneele bearbeitest.
Während des ersten scharfen Schlags biegt sich das Material nicht nur nach unten. Es will sich seitlich bewegen. Dieser Seitenschub steigt mit der Zugfestigkeit und Dicke, da die gespeicherte elastische Energie höher ist. Mit 980 MPa Zugfestigkeit, ist diese Seitenkraft nicht freundlich.
Eine einfache gleitende zweistufige Matrize verlässt sich auf mechanisches Spiel. Wenn deine Ausrichtung nicht stimmt oder deine Schmierung ungleichmäßig ist, kann der Seitenschub den oberen Teil verkanten und die Oberflächen beschädigen. Du bemerkst es als ungleichmäßige Umschlagdicke von links nach rechts.
Eine federbelastete zweiteilige Matrize bewältigt den Übergang anders. Der obere Teil formt die Vorfalz in seinem V. Wenn die Tonnage zunimmt, komprimieren sich die Federn und ermöglichen dem oberen Aufbau, in den Abflachzustand überzugehen, während die geführte Ausrichtung beibehalten wird. Die Matrize selbst absorbiert einen Teil dieses lateralen Impulses, anstatt ihn in den Rahmen zu übertragen oder an den Schultern zu verklemmen.
Das ist wichtig, weil Verklemmen nicht nur eine lästige Störung ist. Das Blockieren verändert die lokale Druckverteilung. Ändert man die Druckverteilung, ändert man die lokale Dehnung. Ändert man die lokale Dehnung, hält man entweder die Zugfestigkeitsgrenze ein oder verwirft die ganze Charge.
Das ist die Grenzlinie: Wenn Ihre Konstruktion im ersten Schritt den Radius nicht steuern, vor dem zweiten Schritt elastische Energie nicht freisetzen und die seitliche Kraft nicht beherrschen kann, ohne den lokalen Druck zu erhöhen, ist ein einstufiges Verfahren bei hochfestem Stahl reines Glücksspiel. Ein zweistufiges Verfahren ist die ingenieurmäßige Lösung dafür.
Die nächste Frage lautet also nicht: “Welche Matrize ist schneller?”
Sie lautet: unter Ihrer spezifischen Zugfestigkeit und Dicke – können Sie mathematisch und mechanisch nachweisen, dass die maximale Dehnung der äußeren Faser in jeder Stufe unter der Materialgrenze bleibt, oder vertrauen Sie einfach darauf, dass die ersten zehn Teile gut aussehen?
Sie sollten wissen, wie man die maximale Dehnung der äußeren Faser berechnet, bevor Sie den Stahl zuschneiden – nicht erst, nachdem er gebrochen ist.
Beginnen Sie mit der einen Zahl, die nicht lügt: wahre Dehnung der äußeren Faser beim Biegen ≈ Dicke ÷ (2 × Innenradius).
Wenn Sie ein 1,2-mm-Blech über einen 0,6-mm-Innenradius in einem einzigen Hub bördeln, ergibt das 1,2 ÷ (2 × 0,6) = 1,0. Hundert Prozent technische Dehnung an der Oberfläche. Umgerechnet in wahre Dehnung bewegen Sie sich immer noch in Bereichen, die kein hochfester Automobilstahl toleriert. Weicher Stahl mit 45.000 PSI Zugfestigkeit kann sich gleichmäßig einschnüren und überleben, da er eine hohe Bruchdehnung besitzt. Wenn Sie jedoch dieselbe Geometrie auf 80.000 PSI Zugfestigkeit oder mehr anwenden, bricht die Bruchdehnung ein. Die Mathematik kümmert sich nicht darum, wie schnell Ihre Presse arbeitet.
Betrachten Sie dann, was eine einstufige Matrize tatsächlich macht: Sie formt nicht nur diesen Radius, sie quetscht und verbiegt den Schenkel unmittelbar danach wieder flach und verringert dabei den effektiven Radius während des Hubs. Ihr sauber berechneter 0,6-mm-Designradius wird unter Last zu 0,4 mm. Rechnen Sie erneut: 1,2 ÷ (2 × 0,4) = 1,5. Dieser Anstieg geschieht, bevor das Material entlasten kann. Das ist keine Effizienz. Das ist ein Dehnungsverstärker.
Wo macht die Einstufigkeit also tatsächlich Sinn?
Stellen Sie sich 0,8-mm-Weichstahl mit einer Zugfestigkeit von etwa 40.000–50.000 PSI, vor, über eine Matrize mit einem wahren Innenradius nahe der Materialdicke bördelt. Verwenden Sie dieselbe Gleichung: 0,8 ÷ (2 × 0,8) = 0,5. Fünfzig Prozent technische Dehnung an der äußeren Faser klingt hoch, bis man sich daran erinnert, dass Weichstahl im Zugversuch eine Dehnung von 30 % oder mehr erreichen kann und während des Biegens die Dehnung über die Dicke neu verteilt. Fügen Sie eine großzügige V-Öffnung – das Sechsfache der Dicke – hinzu, und Sie erzwingen keinen messerscharfen Radius. Sie führen ihn kontrolliert.
In diesem Fenster – dünnes Blech, weicher Stahl, große Öffnung – bleibt der einzelne Hub innerhalb der zulässigen Dehnung. Die äußeren Fasern dehnen sich, ja, aber sie werden nicht gleichzeitig über ihre Duktilitätsgrenze hinaus gezogen und flachgedrückt. Die Geometrie ist nachsichtig, das Material ist nachsichtig, und die Konstruktion stapelt keine Belastungen über das hinaus, was das Blech aufnehmen kann.
Da glänzt die Einstufenlösung. Kurzer Zyklus. Weniger Komponenten. Weniger Wartung.
Aber diese Einfachheit kannst du nur genießen, wenn dir das Material Spielraum lässt.
Was passiert, wenn es das nicht tut?
Nimm 1,4 mm Dualphasenstahl mit einer Festigkeitsangabe von 80.000 PSI Zugfestigkeit. Die typische Gesamtausdehnung liegt etwa bei 12–14 %. Das ist deine tatsächliche Grenze, nicht die Zugfestigkeit, die auf dem Zertifikat steht.
Entwirf eine Falz mit einem effektiven Innenradius von 0,7 mm. Auf dem Papier ergibt 1,4 ÷ (2 × 0,7) = 1,0 technische Dehnung an der Oberfläche vor dem Abflachen. Selbst wenn du argumentierst, dass sich die neutrale Achse etwas verschiebt, bist du weit entfernt von 12–14 %. Du liegst um ein Vielfaches darüber während der maximalen Krümmung bei einem Einstufenhub. Der einzige Grund, warum es nicht sofort reißt, ist die lokale Dehnung und Umlagerung – bis sie nicht mehr stattfindet.
Zieh nun das Werkzeug enger, um die optische Fuge zu kontrollieren, und der Arbeitsradius fällt unter Belastung. Die Dehnung steigt erneut sprunghaft an. Hier hört der Brückenvergleich auf, charmant zu sein. Entweder bleibst du unter der Belastungsgrenze oder du lässt Beton reißen. Keine Motivationsrede ändert das.
Aus der Praxis: sobald du die Grenze 80.000 PSI Zugfestigkeit bei automobilen Falzblechdicken über etwa 1,2 mm überschreitest, muss eine echte Einstufenarchitektur entweder (a) das Werkzeug deutlich öffnen, um den Radius zu vergrößern – was den Pressdruck und Verschleiß massiv erhöht – oder (b) akzeptieren, dass die Dehnung der Außenfasern die Materialdehnung übersteigt. Option A verschleißt Werkzeuge und Pressenkapazität. Option B ruiniert Teile. Entweder respektierst du die Zugfestigkeitsgrenze oder du verschrottest die Charge.
Es gibt Untersuchungen, die zeigen, dass eine falsche Werkzeugauswahl die Ausschussrate um bis zu 25 % erhöhen kann, selbst wenn die ersten Teile gut aussehen. Bei hochfesten Falzen ist dieser Anstieg kein optischer Drift, sondern verstecktes Risswachstum, das während der maximalen Dehnung bei der kombinierten Bewegung entsteht.
Das habe ich auf die harte Tour gelernt. Ich habe einmal eine Charge hochfesten Stahls auf einer Einstufenanlage gefahren, weil die ersten zehn Teile perfekt aussahen. Bei Teil fünfzig zeigten sich Mikrorisse durch die Lackierung nach der KTL-Beschichtung. Wir haben die gesamte Schichtproduktion verschrottet und eine Matrize überarbeitet, die nicht der eigentliche Schuldige war. Der Schuldige war ich, weil ich 80.000 PSI Zugfestigkeit behandelte, als wäre es Weichstahl.
Wie erkennt man also, dass man diese unsichtbare Grenze überschritten hat, bevor Risse sichtbar werden?
Trenne einen verdächtigen Falz und poliere den Querschnitt. Wenn die Bruchlinie dem ursprünglichen äußeren Biegeradius folgt – nicht der endgültigen flachen Form –, dann hast du die zulässige Dehnung bereits beim ersten Krümmungsereignis überschritten. Das Verhängnis liegt im Überschreiten der zulässigen Materialdehnung während dieser kombinierten Bewegung, nicht in einem optischen Abflachungsproblem am Ende.
Beobachte auch die Rückfederung. Hohe Rückfederung nach einem Einstufenfalz auf hochfestem Blech zeigt, dass sich elastische Energie aufgestaut hat anstatt sich zu entladen. Je mehr Energie eingeschlossen ist, desto höher war die Spitzenbelastung beim Umformen. Das ist ein Hinweis, kein Ärgernis.
Und dann ist da noch die Kantenkonsistenz. Bei hochfestem Material, das durch eine Einstufenmatrize gezwungen wird, siehst du links-rechts Schwankungen, weil kleinste Unterschiede in Schmierung oder Ausrichtung lokale Druckspitzen erzeugen. Diese Spitzen führen direkt zu lokalen Dehnungsausbrüchen über die Dehnungsgrenze hinaus. Die Zweistufenlösung verteilt dieses Risiko auf mehrere Ereignisse. Die Einstufenlösung konzentriert es auf einen Moment der Wahrheit.
Du kannst die Dehnung berechnen. Du kannst den Radius unter Last messen. Du kannst ihn mit der dokumentierten Dehnung für deine spezifische Stahlcharge vergleichen. Oder du kannst der Zykluszeit vertrauen und hoffen.
Und wenn du darüber bist 80.000 PSI Zugfestigkeit, ist Hoffnung kein Prozess.
Du hast die Zahlen geprüft. Du hast gesehen, was passiert, wenn ein Blech mit 1,2–1,4 mm übersteigt 80.000 PSI Zugfestigkeit und die Dehnung der äußeren Faser die Dehnungsgrenze in einem einzigen Schlag durchbricht. Wie also gestaltest du den Prozess neu?
Du hörst auf, von einem Hub zu verlangen, zwei Aufgaben zu erfüllen.
Ein zweistufiges Bördelwerkzeug teilt den Vorgang in einen kontrollierten Vorbiegeschritt – typischerweise 30° bis 45° – gefolgt von einem separaten Flachdrück-Hub. Das klingt fast höflich im Vergleich zur Gewalt einer einstufigen Quetschung. Aber die Mechanik ist in einer Weise anders, die entscheidend ist.
Da das Produktportfolio von CN‑HAWE CNC‑basiert (100%) ist und Hochleistungsszenarien beim Laserschneiden, Biegen, Rillen und Scheren abdeckt, für Teams, die hier praktische Optionen bewerten, Abkantpresse ist der nächste relevante Schritt.
In der ersten Stufe formst du den Radius und stoppst. Du lässt das Material nachgeben, seine neutrale Achse verschieben und teilweise entlasten. Elastische Energie wird dissipiert, bevor der zweite Schlag überhaupt beginnt. In der zweiten Stufe erzeugst du keine maximale Krümmung aus der Ebene; du schließt einen bereits verformten Schenkel. Die maximale Dehnung liegt nicht im selben Moment übereinander.
Diese Trennung ist der Unterschied zwischen dem Spiel mit den Dehnungsgrenzen und deren Überschreitung.
Und sobald du überschreitest 100.000 PSI Zugfestigkeit, gibt es kein Mittelfeld – entweder du trennst den Vorbiegeschritt vom Flachdrück-Hub, oder du akzeptierst Mikrofrakturen als Produktionsmerkmal.
Stell dir einen 1,6 mm fortschrittlichen hochfesten Stahl bei 100.000 PSI Zugfestigkeit. vor. Die Gesamtd Dehnung könnte 10% betragen. Du biegst ihn in einer eigenen Station über einen Radius, der der Materialdicke entspricht – nennen wir ihn 1,6 mm. Deine Näherungsformel für die Oberflächendehnung lautet t/(2R): 1,6 ÷ (2 × 1,6) = 0,5. Fünfzig Prozent technische Dehnung an der äußeren Faser während der maximalen Krümmung klingt katastrophal, bis du dich erinnerst, dass sich bei reiner Biegung die Dehnung über die Dicke verteilt und kurzzeitig an der Oberfläche lokalisiert, dann teilweise entspannt, sobald das Teil entlastet wird.
Vergleiche das nun mit einem einstufigen Werkzeug, das in einer Bewegung formt und quetscht – den Radius unter Last effektiv auf etwa 1,0 mm verengt. Berechne erneut: 1,6 ÷ (2 × 1,0) = 0,8. Du hast die maximale Oberflächendehnung gerade um 60% erhöht – und dabei noch nicht einmal die Druckspannungen durch die Dicke beim Flachdrücken berücksichtigt. Was das Ganze scheitern lässt, ist die Überschreitung der zulässigen Materialdehnung während dieser kombinierten Bewegung.
Ein massiver einstufiger Block kann zwischen diesen Belastungen keine Pause machen. Er multipliziert sie.
In einer zweistufigen Architektur arbeitet der zweite Hub an einem Schenkel, der sich bereits verformt und seine neutrale Achse zur Innenseite der Biegung verschoben hat. Die Dehnung, die erforderlich ist, um von 45° auf flach zu schließen, ist hauptsächlich rotatorisch und an der Innenfläche kompressiv, nicht eine neue Zugspitze am ursprünglichen äußeren Radius. Du steuerst, wohin die Dehnung geht, anstatt sie dort ansteigen zu lassen, wo die Werkzeuggeometrie es vorgibt.
Das ist Dehnungsverteilungssteuerung. Keine Eleganz. Steuerung.
Und wenn Dehnungssteuerung das eigentliche Ziel ist, macht das Verlangsamen des Zyklus dich automatisch sicherer?
Ich habe schon Betriebe erlebt, die stolz verkürzen, dass sie 0,8 Sekunden aus einem Bördelzyklus herausgeholt haben, indem sie zwei Stationen zu einer zusammengelegt haben. Bei 0,9 mm Weichstahl mit 45.000 PSI Zugfestigkeit, in Ordnung. Das Material hat 30% Dehnungsspielraum und die Werkzeugöffnung kann ohne Probleme bei 6–8× der Blechdicke liegen.
Versuchen Sie diesen Trick nun mit 1,4 mm Dualphasenstahl bei 80.000 PSI Zugfestigkeit.
Ja, ein zweistufiges Werkzeug fügt oft 30–40% zur Bördelphase der Zykluszeit hinzu. Aber “langsamer” ist nicht der Sicherheitsmechanismus. Die Sicherheit entsteht dadurch, dass die gleichzeitige Zug- und Druckspannungsspitze in einem einzelnen Vorgang verringert wird. Man kann ein zweistufiges Werkzeug schnell laufen lassen und trotzdem gewinnen – denn die Architektur, nicht die Stoppuhr, begrenzt die Spannungsüberlagerung.
Es gibt Grenzfälle. Das Erweitern der Öffnung eines einstufigen Werkzeugs auf 10–12× Blechdicke kann die Krümmungsschärfe verringern und das Rückfedern bei einigen hochfesten Stählen mindern. Das verschafft Ihnen Spielraum. Manchmal genug.
Aber man bezahlt mit höherer Presskraft und Werkzeugermüdung. Ein Werkzeug bei 95–100% seiner Nennkapazität zu betreiben, lässt es nicht am ersten Tag explodieren; es beschleunigt einfach den Verschleiß. Ihr “schnelles” Setup frisst nun Werkzeuge, während es weiterhin an den Grenzwerten der äußeren Faserdehnung kratzt. Entweder man respektiert die Zuggrenze oder verschrottet die Charge.
Individuelle Hybridkonstruktionen – Walzstäbe, Polyurethaneinsätze – können den Kontakt abmildern und Oberflächenmarkierungen bei Spezialteilen verhindern. Ich habe sie selbst spezifiziert. Sie helfen bei der Optik und der Druckverteilung. Sie heben jedoch die Spannungs-Dehnungs-Kurve nicht auf. Sobald man sich im sechsstelligen Zugfestigkeitsbereich befindet, ist die Trennung von Spannungsvorgängen nicht mehr optional, sondern strukturell notwendig.
Wie sieht das in Produktionszahlen aus?
Nehmen wir ein hypothetisches, aber realistisches Szenario: 1,5 mm martensitischer Stahl bei 110.000 PSI Zugfestigkeit, Außenkarosserieteil im Automobilbereich, Bördelung mit einstufigem Werkzeug. Das Erstmuster besteht die Sichtprüfung. Die ersten zehn Teile sehen perfekt aus. Ab Teil 200 treten unter Farbeindringprüfung Mikrorisse entlang des ursprünglichen äußeren Radius auf. Nach dem Lackieren zeichnen sie sich ab. Ausschuss steigt auf 12%.
Umstellung auf ein zweistufiges Werkzeug. Der Bördelzyklus steigt um 35%. Die Ausbringung pro Stunde sinkt. Ausschuss fällt auf 2%, da die Spitzenbelastung die Materialdehnung während eines einzelnen kombinierten Vorgangs nicht mehr überschreitet.
Rechnen Sie das auf eine Charge von 10.000 Teilen hoch. Auch ohne genaue Dollarwerte wissen Sie, welche Spalte mehr schmerzt: 35% mehr Bördelzeit oder 10% zusätzlicher Ausschuss bei hochfestem Stahl plus Nacharbeit und Lackverluste.
Studien zeigen, dass unsachgemäße Werkzeugauswahl die Fehlerquote um 25% erhöhen kann, selbst wenn die Erstmuster einwandfrei aussehen. Bei hochpräzisen Bördelungen ist dieser Anstieg fast immer ein Versagen im Spannungsmanagement, nicht ein Bedienerfehler.
Ja, zwei Stufen kosten Zeit. Es kann mehr Wartungspunkte erfordern. Es kann eine engere Ausrichtung zwischen den Stationen verlangen. Aber sobald die Zugfestigkeit über 100.000 PSI, liegt, ist es keine Effizienzsteigerung mehr. Es ist eine strukturelle Notwendigkeit – wie das Anbringen einer niedrigeren Gewichtsbeschränkung an einer Brücke, die bereits Risse zeigt.
Wenn Sie beurteilen, ob Ihre aktuelle Bördelkonfiguration nachhaltige Läufe über 100.000 PSI übersteht, ist jetzt der Zeitpunkt, Ihren Ausrüstungspartner einzubeziehen – nicht erst, wenn die Ausschussquote steigt. Das zu 100% CNC-basierte Portfolio von CN-HAWE umfasst fortschrittliche Biegesysteme und Blechautomatisierung, unterstützt durch eigene Forschung und Entwicklung sowie Inhouse-Tests, um Hochspannungsanwendungen zu validieren, bevor sie Ihre Fertigung erreichen. Für eine technische Diskussion über Werkzeugarchitektur, Maschinenkompatibilität oder ein Angebot für ein zweistufiges Upgrade können Sie Kontaktieren Sie CN-HAWE um Ihre Materialspezifikationen und Produktionsziele im Detail zu überprüfen.
Und selbst mit der richtigen Architektur kann man die Charge immer noch ruinieren, wenn man die Faserrichtung, die Schmierung und den Werkzeugverschleiß ignoriert – denn die theoretische Kontrolle der Dehnung bedeutet nicht, dass man sie in der Praxis auf dem Fertigungsboden beherrscht.
Sie haben das zweistufige Werkzeug installiert. Sie haben die Schließhöhe geprüft. Das Materialzertifikat sagt 110.000 PSI Zugfestigkeit. Die Architektur ist korrekt.
Teile reißen trotzdem.
Das ist der Moment, in dem junge Ingenieure anfangen, Wärmechargen und Werkzeugstähle verantwortlich zu machen – weil es einfacher ist, als Folgendes zuzugeben: Sobald man eine Zugfestigkeit im sechsstelligen Bereich überschreitet, hört die Werkzeugwahl auf, die ganze Geschichte zu sein. Die Struktur mag für die Belastung ausgelegt sein, aber man kann immer noch mit einem LKW seitlich über eine Brücke fahren und etwas abscheren, das nicht für diese Spannung vorgesehen war. Zweistufig ist oberhalb dieser Grenze Pflicht, ja – aber das hebt weder Metallurgie, Geometrie noch Physik im Maschinenrahmen auf.
Was also zerstört die Charge tatsächlich, wenn das Werkzeug “richtig” ist?
Kurz gesagt: Bei hochfestem Stahl ist das oft der Fall.
Stahlblech hat durch das Walzen eine Faserrichtung. Biegen Sie senkrecht dazu, dehnen Sie über die Fasern hinweg. Biegen Sie parallel dazu, versuchen Sie, die Nähte zwischen ihnen zu öffnen. Bei weichem 45.000 PSI Zugfestigkeit Material mit 30%-Dehnung kann man sich diesen Fehler leisten. Bei 100.000+ PSI Zugfestigkeit Material mit 8–12% Dehnung setzen Sie die ganze Bestellung aufs Spiel – auf mikroskopische Grenzen, die Sie nicht sehen können.
Ich habe Werkstätten gesehen, die die Radien vergrößerten, den Hub verlangsamten, den Stempel polierten – alles nach Lehrbuch – und trotzdem haarfeine Risse jagten, die perfekt entlang des äußeren Radius verliefen. Das Werkzeug war in Ordnung. Die Architektur war in Ordnung. Die Bieglinie verlief parallel zur Faserrichtung.
Das ist kein Werkzeugproblem. Das ist ein Problem der Materialorientierung, das sich als Werkzeugproblem ausgibt.
Und hier liegt die Falle: Die ersten zehn Teile sehen perfekt aus. Mikrobrüche zeigen sich oft erst, wenn die Teile entspannen, beschichtet werden oder Vibration erfahren. Dann sortieren Sie Paletten aus.
Garantiert paralleles Biegen jedes Mal ein Versagen? Nein. Die Korngröße spielt eine Rolle. Feinkörnige, hochfeste Stähle tolerieren mehr Belastung als grobkörnige Äquivalente mit derselben Zugfestigkeit. Grobe Körner verleihen hohe Festigkeit, reißen jedoch und zeigen Orangenhaut an engen Außenradien. Gleiche 110.000 PSI Zugfestigkeit auf dem Papier. Unterschiedliches Verhalten an der Falz.
Entweder richten Sie die Biegung quer zur Faserrichtung aus oder erhöhen den Innenradius, bis die Oberflächendehnung unter die zulässige Dehnung fällt. Das sind Ihre Optionen. Alles andere ist Wunschdenken.
Und wenn Orientierung und Korngröße durch das Platinenlayout festgelegt sind, was ist dann mit der Form, in die Sie das Metall zwingen?
Nicht alle Säume sind gleich geschaffen.
Ein Tropfensaum hinterlässt eine kleine innere Kavität – weniger Quetschung, kontrollierterer Abschluss. Ein Flachsaum erfordert, dass Sie dieses Bein fest zusammendrücken und jeden inneren Radius zusammenfallen lassen, bis er sich wie eine Münzkante verhält. Dieser letzte Teil der Abflachung ist keine sanfte Rotation; es ist eine lokale Kompression auf der Innenseite und erneute Zugspannung auf der äußeren Faser, die immer noch Krümmungsspeicher trägt.
Bei Stählen mit niedrigerer Festigkeit fließt das Metall. Bei hochfesten Sorten widersteht es – und reißt dann.
Stellen Sie sich vor, Sie bitten eine Feder, die für eine bestimmte Belastung ausgelegt ist, sich nicht nur zu biegen, sondern auch in sich selbst zu verschwinden. Das Zweistufenwerkzeug bewältigt die erste Bewegung hervorragend. Aber wenn Ihre Zeichnung einen vollkommen flachen Saum mit minimalem Materialaufbau verlangt, treiben Sie die Oberflächenverformung vielleicht genau an die Grenze, die Sie in der ersten Stufe so mühsam vermeiden wollten.
Hier kommt die Brückenmetapher zum Tragen. Die Konstruktion mag die angegebene Last bei geradem Verkehr tragen. Jetzt fügen Sie Torsion hinzu. Fügen Sie Bremsen hinzu. Fügen Sie Seitenwind hinzu. Lasten kombinieren sich.
Was sie zum Versagen bringt, ist das Überschreiten der zulässigen Dehnung des Materials während dieser kombinierten Bewegung.
Manchmal ist der klügere Schritt, mit der Konstruktion ein Tropfenprofil abzustimmen, anstatt auf kosmetische Perfektion zu bestehen, die die Legierung bei dieser Dicke physisch nicht aushalten kann. Denn Geometrie kann still und leise genau das Verformungsmanagement zunichtemachen, das Ihr Zweistufenwerkzeug schützen sollte.
Und dann gibt es das Versagen, das wie Material- oder Geometrieproblem aussieht – es aber nicht ist.
Das Zweistufenbördeln hängt von der Abfolge ab. Vorbiegen unter einem kontrollierten Radius. Dann Abflachen unter einer separaten Fläche. Viele dieser Werkzeuge verlassen sich auf Federn oder Stickstoffzylinder, um diesen Übergang zu steuern.
Wenn diese Elemente ermüden, kündigt sich das Werkzeug nicht an.
Es hört einfach auf, die Verformungsvorgänge sauber zu trennen.
Das habe ich auf die teure Art gelernt. Vor Jahren habe ich eine Charge hochfester Bleche gefahren – Zertifikat las 980 MPa Zugfestigkeit— mit einer Zweistufenanlage, der ich vertraute. Mitten im Lauf fingen die Teile an, feine Risse am Außenradius zu zeigen. Wir überprüften Materialzertifikate, gaben der Schmierung die Schuld, hinterfragten sogar den Coil-Mix. Am Ende stellte sich heraus, dass ein Federsatz im oberen Abschnitt nachgelassen hatte. Das Vorbiegen erreichte nicht mehr den vollen Winkel, bevor das Abflachen einsetzte. Das Werkzeug war unter Last effektiv zu einem Einstufenblock geworden.
Wir haben die Charge verschrottet.
Das Verschleißmuster ist subtil: polierte Abflachflächen näher am ersten Kontaktpunkt, ungleichmäßige Druckspuren, leicht erhöhte erforderliche Presskraft – vielleicht 120 Tonnen anstatt der üblichen 105 Tonnen für den gleichen Hub. Diese zusätzliche Belastung ist nicht “sicherer”. Es ist die Maschine, die den Verlust der Sequenzierung ausgleicht.
Und ignorieren Sie nicht die Abkantpresse selbst. Lange Biegungen parallel zur Materialfaser können sich bei älteren Maschinen ohne ordnungsgemäße Bombierung in der Mitte durchbiegen und den Winkel im Spannweitenzentrum öffnen. Sie werden Risse in der Mitte sehen und schwören, es liege am Korn, obwohl es tatsächlich Rahmendurchbiegung ist. Unterlegen Sie die Enden oder korrigieren Sie die Bombierung, und das “Materialproblem” verschwindet.
Wenn also eine Umschlagkante bei einem korrekt spezifizierten Zweistufen-Werkzeug oben fehlschlägt 100.000 PSI Zugfestigkeit, stellen Sie drei Fragen, bevor Sie den Stahl verurteilen: Kämpft die Biegung gegen die Materialfaser? Verlangt die Geometrie mehr Dehnung, als die Legierung aushalten kann? Hat sich durch Abnutzung still die Trennung zwischen den Stufen verwischt?
Denn sobald die Konstruktion stimmt, verlagert sich das Schlachtfeld auf die Ausführung.
Und dort hören wir auf zu reagieren und beginnen zu entscheiden, bevor das erste Blech überhaupt die Presse berührt.
Sie wollen wissen, wie man einen Hochfest-Umschlagjob einrichtet, sodass Risse gar nicht erst entstehen.
Gut. Das bedeutet, Sie denken endlich, bevor das erste Blech die Presse erreicht, statt erst nachdem der Schrottbehälter voll ist.
Hier ist der Rahmen: Hören Sie auf zu fragen, welches Werkzeug schneller ist, und beginnen Sie zu fragen, ob Ihr Material, Ihre Geometrie und Ihre Presse den Glättungshub ausführen können, ohne die zulässige Dehnung des Stahls zu überschreiten. Umschlagen ist eine gewichtsbegrenzte Brücke. Die Zugfestigkeit auf dem Zertifikat ist die ausgeschilderte Last. Entweder bleiben Sie darunter während der kombinierten Bewegung von Biegen und Quetschen, oder Sie erzeugen etwas Mikroskopisches, das später Zähne bekommt.
Hier geht es nicht um Vorlieben. Es geht um Grenzen.
Ziehen Sie das Zertifikat heran. Raten Sie nicht.
Wenn Sie auf 80.000 PSI Zugfestigkeit von weichem Stahl bei 0,9 mm blicken, kann ein einstufiges Werkzeug lange halten – wenn Radius und Ausrichtung diszipliniert sind. Beginnen Sie, sich langsam in Richtung 110.000 PSI und mehr zu bewegen, und das Gespräch ändert sich. Bei dieser Festigkeit schrumpft die Dehnung der Außenfaser. Der gleiche Glättungshub, der gestern harmlos war, treibt die Beanspruchung nun direkt an die Grenze.
Jetzt fügen Sie Ihren Werkzeugaufbau hinzu.
Welchen Innenradius erzeugt Ihre Vorbiegung tatsächlich? Nicht die Katalognummer – den gemessenen unter Last. Ein größerer Stempelradius reduziert die Spitzenbeanspruchung an der Oberfläche, verlangt jedoch mehr Presskraft, um die Umschlagkante zu beenden. Mehr Presskraft bedeutet mehr Rahmendurchbiegung, höheres Risiko ungleichmäßiger Glättung und höhere kumulative Belastung des Werkzeugsatzes. ADHs Ermüdungsdaten zeigen deutlich: Wenn Sie Werkzeuge bei 95–100 % ihrer Kapazität fahren, beschleunigen Sie den Verschleiß, auch wenn am ersten Tag nichts bricht.
Also ordnen Sie drei Zahlen nebeneinander an:
Wenn Ihr Glätthub erfordert 120 Tonnen auf einer Presse, die sich wohlfühlt bei 130 Tonnen, sind Sie nicht “im Bereich”. Sie bewegen sich am roten Limit. Erhöhen Sie entweder den Radius, wechseln Sie zu einer zweistufigen Trennung oder akzeptieren Sie, dass Mikrofrakturen vorprogrammiert sind.
Entweder Sie respektieren die Zugfestigkeitsgrenze oder Sie verschrotten die Charge.
Und wenn Sie wissen, dass das Material den Hub physisch überstehen kann – was dürfen Sie tatsächlich ausliefern?
Hier belügen sich die meisten Betriebe selbst.
“Die ersten zehn Teile sehen perfekt aus.” Ich habe es tausendmal gehört.
Es gibt Forschungsergebnisse, die zeigen, dass eine falsche Matrizenwahl die Fehlerrate um 25% ansteigen lassen kann, selbst wenn die ersten Teile einwandfrei aussehen. Das liegt daran, dass sich Mikrofrakturen erst bei Beschichtung, Vibration oder im Laufe der Zeit öffnen. Wenn Ihr Kunde nach der E-Beschichtung keinerlei kosmetische Risse erlaubt, ist Ihre Fehlertoleranz faktisch null – selbst wenn die Produktion extrem schnell läuft.
Vergleichen Sie nun zwei Szenarien.
Der einstufige Ablauf ist 20% schneller. Aber er kombiniert Biegen und Glätten in einem elastischen Vorgang. Der zweistufige Ablauf trennt diese, kontrolliert die Dehnung, erfordert aber mehr Zykluszeit und einen disziplinierteren Aufbau. Wenn Sie mit niedrigfestem Stahl mit großzügiger Dehnung und internen Bördelungen arbeiten, die nie lackiert werden, kann die Geschwindigkeit gewinnen.
Aber wenn Sie hochfeste Außenbleche mit 110.000 PSI Zugspannung und sichtbarer Klasse-A-Oberfläche bördeln, ist die Geschwindigkeit irrelevant. Ihre echte Kennzahl ist die überlebensfähige Dehnung über den gesamten Lebenszyklus des Teils.
Produktionsziele sind wichtig. Sie stehen nur nicht über der Physik.
Welche Frage sollten Sie also in der Werkstatt stellen, bevor Sie einen Lauf freigeben?
Jeder Stahl wird sich falten, wenn man nur stark genug drückt.
Das ist nicht der Test.
Der Test besteht darin, ob er die letzten 10% des Weges übersteht – den Abflachhub, bei dem sich die innere Druckbelastung und die äußere Restzugspannung addieren. Was ihn zum Versagen bringt, ist das Überschreiten der zulässigen Dehnung des Materials während dieser kombinierten Bewegung. Nicht während des Vorbiegens. Nicht während des Setups. Während des Quetschens.
Hier ist also der Rahmen, den Sie künftig mitnehmen:
Wenn die Berechnung knapp ist, “probieren Sie nicht einfach einstufig und sehen”. Sie trennen die Vorgänge durch Zweistufigkeit, vergrößern den Radius, ändern die Kornorientierung oder verhandeln die Geometrie neu. Das sind ingenieurtechnische Maßnahmen. Alles andere ist Glücksspiel mit teurem Stahl.
Der nicht offensichtliche Teil? Zwei Stufen sind kein Produktivitäts-Upgrade. Es ist ein Werkzeug zur Dehnungssteuerung, das Ihnen eine Sicherheitsmarge verschafft, wenn die Zugfestigkeit keinen Spielraum für Fehler lässt. Die Kategorie des Stempels rettet Sie nicht – Disziplin bei den Zuggrenzen schon.
Hören Sie auf, einen Saum danach zu beurteilen, wie flach er auf der Werkbank aussieht.
Beginnen Sie, ihn danach zu beurteilen, ob das Material den Hub überlebt hat, ohne seine Belastungsgrenze zu überschreiten – und fragen Sie sich, bevor der Stößel fällt, wo Ihre tatsächliche Sicherheitsmarge liegt.


















