

Auf dem Ausstellungsboden sieht die Abkantpresse makellos aus – ihre Tonnage ist stolz in den Rahmen graviert, die Bettlänge wird im Prospekt hervorgehoben. Es scheint die perfekte Wahl für Ihre Arbeitslast zu sein. Doch sobald Sie ein Blech aus Edelstahl abkanten, kämpft der Stößel, Werkzeugspuren verunzieren die Schenkel, und die Wahrheit kommt ans Licht: Diese Datenblattangaben waren nie das vollständige Bild. Tonnage, Länge und Kapazität spiegeln idealisierte Testbedingungen wider, die in der tatsächlichen Produktion selten vorkommen. Die Lücke zwischen theoretischer Leistung und den täglichen Anforderungen Ihrer Werkstatt ist genau dort, wo teure Enttäuschungen entstehen.
Die angegebene Tonnage einer Abkantpresse stellt die maximale sichere Umformkraft dar – nicht die Tonnage, die Sie tatsächlich für Ihre spezifischen Aufträge benötigen. Die erforderliche Kraft hängt von der Zugfestigkeit des Materials, der quadratischen Blechdicke, der Biegelänge und der Öffnung der V‑Matrize ab. Wenn Sie nur einen dieser Faktoren anpassen, kann der Tonnenbedarf zwischen 30 % und 100 % schwanken. Beispielsweise benötigt das Biegen eines ¼‑Zoll‑A36‑Stahlblechs über eine 2‑Zoll‑Matrize etwa 197 Tonnen auf 10 Fuß Länge. Wechseln Sie zu einer 3‑Zoll‑Matrize, sinkt der Bedarf auf rund 139 Tonnen; verengen Sie die Matrize auf 1,5 Zoll für einen kleineren Radius, steigt die benötigte Kraft plötzlich auf knapp 300 Tonnen. Die Datenblattangabe “¼‑Zoll‑Kapazität” setzt stillschweigend Weichstahl, einen mittleren Biegewinkel und eine werkseitig empfohlene Matrizenanordnung voraus – Bedingungen, die Sie bei einem echten Auftrag möglicherweise nie erreichen.
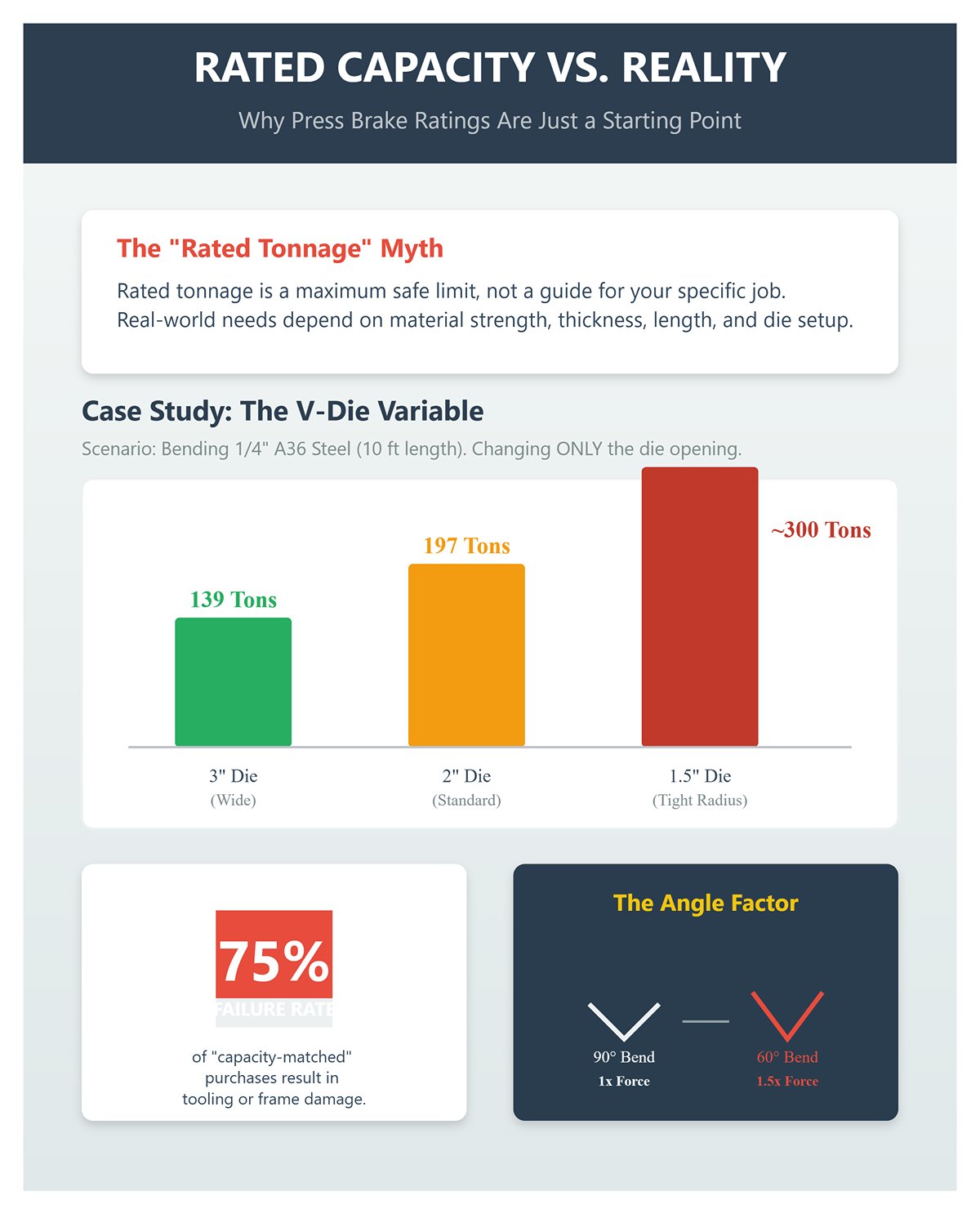
Deshalb verschleißen oder versagen unterdimensionierte Abkantpressen oft weit früher als erwartet. Branchendaten zeigen, dass knapp drei Viertel der “kapazitätsangepassten” Käufe zu Werkzeugschäden oder Rahmenbelastungen führen, sobald Bediener über das weiche Testmaterial hinausgehen – und härtere Legierungen, engere Biegungen oder kleinere Radien formen, als im Labor vorgesehen. Eine 90‑Tonnen‑Abkantpresse, die für Standard‑90°‑Biegungen ausgelegt ist, kann bei 60° schon nachgeben oder stehen bleiben, da der Tonnenbedarf um etwa das 1,5‑Fache steigt, wenn der Biegewinkel enger wird. Die einzig verlässliche Zahl ist die, die Sie anhand Ihres tatsächlichen Materials, Winkels und Ihrer Matrizenanordnung berechnen. Ohne diese ist “Nenn‑Tonnage” nur ein Marketingwert – zutreffend nur unter perfekten und selten wiederholten Bedingungen.
Auf den ersten Blick scheint eine “10‑Fuß”-Abkantpresse einen durchgängigen Arbeitsbereich zu bieten. In Wirklichkeit nimmt jeder Seitenrahmen fast einen Fuß nutzbare Länge ein, und die Einlasstiefe – der Abstand von der Mittelachse des Stößels bis zur Innenwand des Rahmens – bestimmt, wie weit ein Teil herausragen kann, bevor es eine Blockierung trifft. Berücksichtigt man diese Rahmendicke, liefert das sogenannte 10‑Fuß‑Bett meist eher 8 Fuß echte Biegeleistung.

Stellen Sie sich vor, Sie wollen einen 9‑Fuß‑Kanal mit 20 Zoll tiefen Schenkeln formen. Das Werkzeug passt vielleicht, aber sobald Sie das Teil schräg stellen, um einen Schenkel zu befreien, versperrt der Rahmen die Bewegung. Die Ausweichmethode – das Teil umzudrehen oder vom anderen Ende zu biegen – verdoppelt die Handhabungszeit und erschwert die Ausrichtung. Viele Käufer von Gebrauchtmaschinen erfahren dies erst nach der Lieferung, wenn ihre “Kapazitätsanpassung” sie zwingt, Träger in unbequemen Winkeln zu manövrieren. Die Lösung ist Voraussicht: Wählen Sie offene Rahmenkonstruktionen oder Modelle mit größerer Einlasstiefe für besseren Zugang, während geschlossene Rahmen mehr Steifigkeit bieten, aber Reichweite einbüßen. Wenn Ihr Betrieb große Kästen fertigt, planen Sie ein Bett, das mindestens zwei Fuß länger ist als Ihre größte Biegung, um den Arbeitsablauf effizient zu halten.
Etwa 30 % der “passt gerade so”-Käufe übersehen den realen Verlust von 20–25 % in nutzbarer Länge. Ein Datenblatt mag “10 Fuß” angeben, aber Ihre Werkstücke kümmern sich nicht um Marketing – entscheidend ist, ob sie tatsächlich am Rahmen vorbeikommen.
Selbst mit der richtigen Tonnage und Reichweite gibt es einen weiteren kritischen Engpass: Können Sie das fertige Werkstück nach dem Biegen überhaupt entnehmen? Der Freiraum bezeichnet den vertikalen Abstand zwischen Stößel und Bett, wenn die Presse vollständig geöffnet ist, während der Hub den gesamten Bewegungsweg des Stößels definiert. Gemeinsam bestimmen sie, wie problemlos ein Bauteil unter dem Werkzeug herausgelöst werden kann. Unzureichender Freiraum führt dazu, dass hohe Schenkel unter dem Stößel feststecken; ein begrenzter Hub zwingt dazu, jedes Teil mühsam von Hand herauszuziehen.
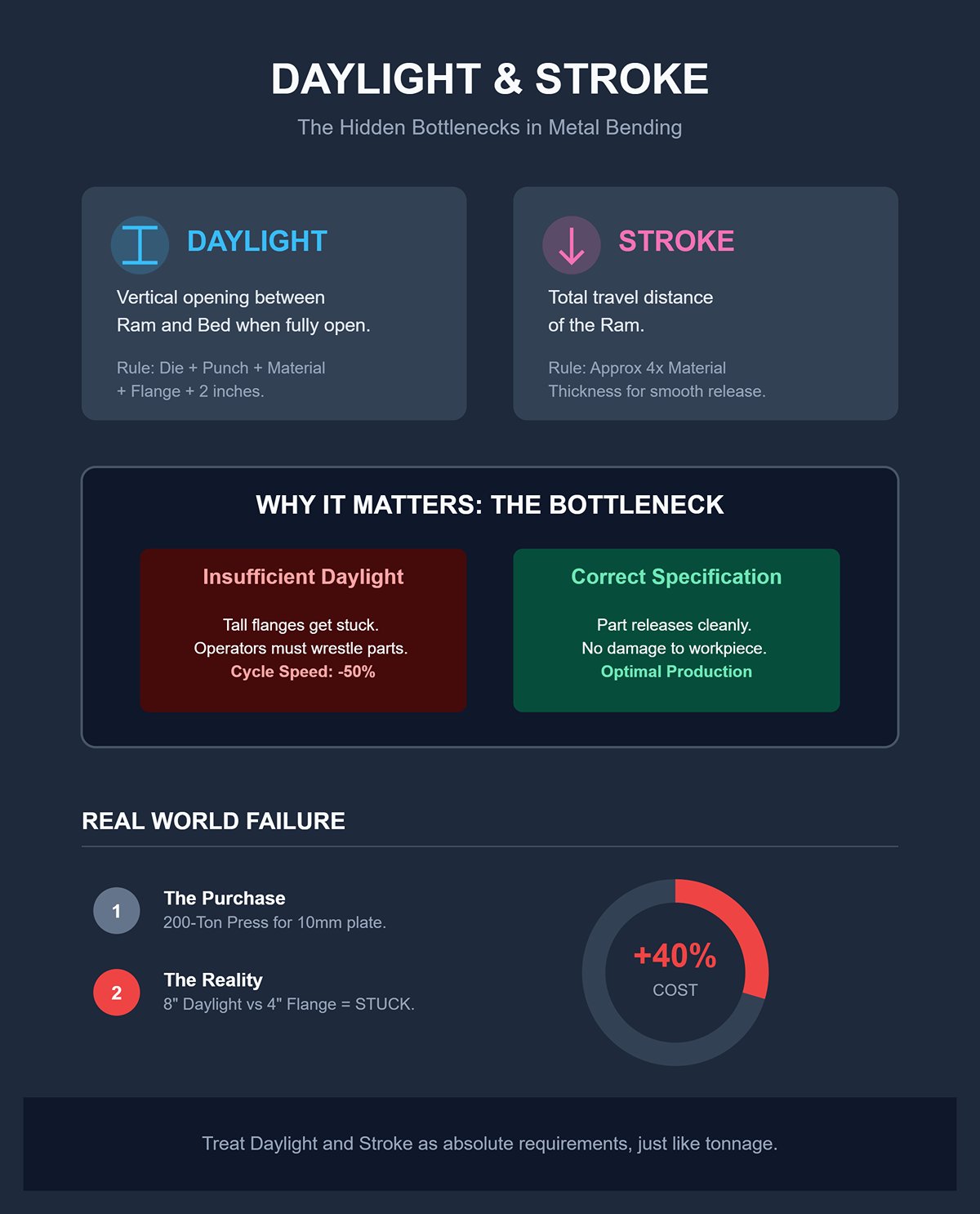
Eine einfache Faustregel: Der Freiraum sollte die kombinierte Höhe von Matrize, Stempel, Materialdicke und fertigem Schenkel um mindestens zwei Zoll überschreiten. Der Hub sollte etwa das Vierfache der Materialdicke betragen, um eine reibungslose Freigabe zu gewährleisten. Beispielsweise erfordert das Biegen einer 6‑Millimeter‑Edelstahlplatte zu einem Kanal mit hohen Schenkeln rund 10 Zoll Hub. Dennoch weisen viele “schwerlastfähige” Maschinen nur 8 Zoll Freiraum auf, wodurch größere Teile hängen bleiben, bis Bediener sie kippen oder gewaltsam herauslösen – das halbiert die Produktionsgeschwindigkeit und erhöht das Risiko, das Werkstück zu beschädigen.
Ein Hersteller musste dies schmerzlich erfahren: Auf dem Papier schien eine 200‑Tonnen‑Abkantpresse perfekt für 10‑Millimeter‑Plattenarbeiten geeignet, doch in der Produktion zeigte sich der Mangel. Mit nur 8 Zoll Freiraum konnte die Maschine 4‑Zoll‑Schenkel nicht freigeben, sodass das Team teure Adapter einsetzen musste – die das Problem jedoch nicht vollständig lösten. Schließlich mussten sie die gesamte Einheit ersetzen – eine Aufrüstung, die die Projektkosten um 40 % erhöhte.
Um denselben teuren Fehler zu vermeiden, sollten Sie Freiraum und Hub als absolute Anforderungen behandeln – genau so wichtig wie Tonnage oder Bettlänge. Wenn eine Abkantpresse Ihr Teil nicht sauber freigeben kann, ist sie keine funktionierende Presse – sondern nur ein überteuerter Schraubstock.
Wann immer technische Daten und Marketingversprechen perfekt zusammenzupassen scheinen, lohnt es sich zu fragen: Perfektion für wen – den Hersteller oder Sie? Wahre Produktivität entsteht nicht aus den Zahlen auf dem Typenschild, sondern aus der verborgenen Geometrie, den Abständen und Tiefen, die diesen Zahlen Bedeutung verleihen. Das Erkennen dieses Unterschieds ist der erste Schritt zum Kauf einer Abkantpresse, die mit der Physik arbeitet – und nicht gegen sie.
Die meisten Quellen behandeln die Tonnage beim Luftbiegen als einfache Tabellenabfrage, doch der wahre Vorteil liegt darin, sie selbst anhand Ihrer Materialeigenschaften und Ihres Werkzeugs zu berechnen. Die Luftbiegekraft hängt von drei steuerbaren Faktoren ab: Zugfestigkeit, Dicke und V‑Öffnung. Eine praxisgerechte Formel lautet: Tonnen pro Fuß ≈ C × (Zugfestigkeit in ksi) × Materialdicke (in Zoll) × (Dicke ÷ V‑Öffnung). Verwenden Sie C ≈ 1,0 als Basiswert für Kohlenstoffstahl; passen Sie etwa auf 0,6 für Aluminium oder bis zu etwa 1,6 für Edelstahl an. Da verschiedene Rechner leicht unterschiedliche Konstanten verwenden, sollten Sie beim internen Präsentieren eine Toleranz von ±20 % angeben.
Hier ein konkretes Beispiel zur Veranschaulichung der Berechnung: Angenommen, Sie führen Luftbiegen über eine Länge von 10 Fuß mit A36‑Stahl (Zugfestigkeit ≈ 70 ksi), 0,25 Zoll dick, bei einer 1‑Zoll‑V‑Öffnung durch. Die Berechnung ergibt Tonnen pro Fuß ≈ 1,0 × 70 × 0,25 × (0,25 ÷ 1,0) = 4,375. Über 10 Fuß ergibt das rund 44 Tonnen. Das spiegelt nur ideale Bedingungen beim Luftbiegen – ohne Fertigungsschwankungen. Ein Händler, der ein 50‑Tonnen‑Modell anbietet, mag darauf bestehen, dass es ausreicht – aber das gilt nur in einer perfekten Welt.
Eine zuverlässige Methode, jede Kaufentscheidung abzusichern, ist einfach: Berechnen Sie zuerst die benötigten Tonnen pro Fuß für Ihr anspruchsvollstes Teil und die volle Biegelänge. Multiplizieren Sie mit dieser Länge und bauen Sie Sicherheitsreserven ein. Für Luftbiegen fügen Sie etwa 20–30 % hinzu. Falls Sie jemals auf Bottoming umsteigen, planen Sie etwa das Vierfache dieser Grundtonnage – und das Sechs- bis Zehnfache für Coining. Schließlich fügen Sie weitere 10–25 % hinzu, wenn die Abkantpresse gebraucht, älter oder mit Werkzeugen mit sichtbarem Verschleiß betrieben wird. Diese einzelne Berechnung verhindert den allzu häufigen Fehler, bei dem die beworbene “Gesamttonnage” auf dem Papier ausreichend wirkt, aber in der Praxis zu kurz kommt, sobald echte Matrizen und Produktionslängenflansche ins Spiel kommen.
Die veröffentlichte Maximalkapazität bezieht sich auf die gesamte Zylinderkraft – nicht auf die nutzbaren Tonnen pro Fuß, verteilt über Ihre tatsächliche Biegelänge – und genau hier geht häufig Genauigkeit verloren. Eine 100‑Tonnen‑Abkantpresse mag während einer Demo ein kurzes Muster coinen, versagt aber beim Luftbiegen Ihrer 8‑ oder 10‑Fuß‑Teile mit der erforderlichen V‑Öffnung. Mit zunehmender Teilelänge verteilt sich die verfügbare Kraft, wodurch Tonnen pro Fuß sinken. Wenn ein Verkäufer die Kraft pro Fuß bei Ihrem spezifischen V‑Werkzeug nicht zeigen kann, lässt er die entscheidende Zahl aus, die wirklich über die Eignung entscheidet.
Die Formmethode erschwert die Einschätzung zusätzlich. Luftbiegen benötigt deutlich weniger Kraft als Bottoming und erheblich weniger als Coining. Händler inszenieren manchmal Demos mit einer überdimensionierten V‑Matrize, um den Biegevorgang mühelos wirken zu lassen – sie senken so den benötigten Wert für Tonnen pro Fuß künstlich und übertreiben die Maschinenkapazität. Ein warnendes Beispiel: Eine Werkstatt kaufte eine gebrauchte 110‑Tonnen‑Presse, nachdem diese in der Demo leicht einen 10‑mm‑Probestreifen bog. Die echten Teile waren 2,5 m lang und nutzten eine kleinere V‑Öffnung. In der Produktion bog die Presse jedes Teil unzureichend, was kostspielige Werkzeugersetzungen und einen Crowning‑Nachrüstsatz erzwang – und insgesamt mehr Kosten verursachte, als wenn von Anfang an die richtige Kapazität gekauft worden wäre.
Kapazitätsangaben setzen zudem eine fabrikneue Presse mit perfekter Hydraulik und einem starren, unverzogenen Rahmen voraus. Eine zehn Jahre alte Einheit mit verschlissenen Dichtungen oder ungleichmäßiger Y‑Achsen‑Synchronisation liefert weniger gleichbleibenden Druck und verursachen größeren Winkeldrift – all das taucht in einer simplen Tonnage‑Spezifikation nicht auf. Käufer, die sich ausschließlich auf die maximale Kraft konzentrieren, übersehen die entscheidende Frage: Wie viel nutzbare Kraft kann diese spezielle Maschine pro Fuß bei der V‑Öffnung liefern, die meine Teile tatsächlich erfordern?
Rückfederung ist die versteckte Belastung Ihrer Tonnage. Härtere Materialien wie Edelstahl oder hochfeste Legierungen neigen dazu, nach dem Biegen stärker zurückzuschnappen, was oft 10–25 % mehr Biegeenergie oder sogar einen zweiten Biegevorgang erfordert, um den gewünschten Winkel zu erreichen. Dünne Bauteile mit langen Flanschen im Verhältnis zu ihrer Dicke verstärken dieses Problem. Moderne Abkantpressen mit präziser Y1/Y2‑Achsensteuerung und computergesteuertem Crowning kompensieren die Rückfederung konstant. Im Gegensatz dazu bleiben ältere Maschinen mit mechanischem Crowning oder träge reagierenden Ventilen zurück und verursachen Winkeldrift von mehreren Grad von der Mitte bis zu den Enden einer Schicht – unabhängig von der Erfahrung des Bedieners.
Diese Schwankungen entwickeln sich schnell zu einem finanziellen Schmerzpunkt, nicht nur zu einer technischen Herausforderung beim Biegen. Bei fünf Minuten Nacharbeit pro Teil und 200 Teilen pro Monat zu 60 € pro Stunde summiert sich das allein auf über 1.000 € an Arbeitskosten. Rechnen Sie Ausschussraten oder die Kosten für den Einbau eines Crowning‑Nachrüstsatzes hinzu, steigt die Belastung. Edelstahl – mit seinem rund 1,6‑fach höheren Tonnagebedarf gegenüber Baustahl – deckt diese Mängel am schnellsten auf: Spezifikationen, die auf dem Papier erreichbar wirken, erweisen sich in der realen Produktion oft als unmöglich, ohne zusätzliche Tonnage oder den Wechsel zu Coining.
Die Missachtung der Rückfederung ist einer der Hauptgründe, warum gebrauchte Maschinen Käufer enttäuschen. Die angegebene Tonnage mag ausreichend erscheinen, aber ungleichmäßige Bettverformung oder träge Hydraulik zwingen Bediener zum Überbiegen und erneuten Biegen der Teile. Diese zusätzliche Biegeenergie war nie Teil der ursprünglichen Kapazitätsangabe, und der Mangel wird erst nach der Installation offensichtlich.
Indem Sie die Tonnage basierend auf Zugfestigkeit und V‑Öffnung berechnen, auf nutzbare Tonnen pro Fuß bestehen und die Rückfederungszugabe berücksichtigen, verwandeln Sie eine vage Spezifikation in eine konkrete Leistungsanforderung. Diese Vorbereitung versetzt Sie in die Lage, in Verhandlungen mit Händlern eine feste Zahl vorzulegen, die die Maschine zuverlässig erreichen muss – statt den Spielraum dem Händler zu überlassen.
Wenn schiere Kraft und Vielseitigkeit entscheidend sind, setzen hydraulische Abkantpressen weiterhin den Maßstab. Angetrieben durch fluidbetriebene Kolben halten sie über den gesamten Hub die volle Tonnage, sodass sie dicke Baustahlplatten (8–20 mm) ohne Geschwindigkeitsverlust biegen können. Für anspruchsvolle Projekte – wie das Formen von 12 mm Edelstahl‑Haltewinkeln oder breiten Trägerflanschen – können Hydraulikmodelle vergleichbaren Elektromodellen in der Kapazität um 30–50 % überlegen sein. Sie verarbeiten auch mühelos wechselnde Materialstärken innerhalb desselben Produktionslaufs. Diese Flexibilität beruht auf der Natur des hydraulischen Drucks, der sofort an den Widerstand des Materials angepasst werden kann. Werkzeugwechsel oder uneinheitlicher Rohmaterialbestand erfordern daher selten eine Neukalibrierung in Bezug auf Motorkapazitätsgrenzen.
Doch diese Vorteile haben ihren Preis. Hydraulische Systeme lassen ihre Pumpen kontinuierlich laufen – auch zwischen den Biegungen – und ziehen zwei- bis dreimal so viel Energie wie servogetriebene Designs. Über ein Jahr kann eine moderat genutzte 100‑Tonnen‑Anlage zusätzliche 5.000 € Stromkosten verursachen. Die Wartung erhöht die Ausgaben zusätzlich: Ölwechsel, Leckreparaturen und Ventilersatz können jährlich 10–15 % der Maschinenverfügbarkeit binden. Die meisten Mittelklassemodelle verursachen jährlich 5–6 Tsd. € an Servicekosten. Bei hohem Durchsatz verschärft sich der Effekt – über 200 Biegungen pro Stunde können Hitze erzeugen, die die Genauigkeit des Stößels von ±0,05 mm auf ±0,2 mm in nur 50 Zyklen verschlechtert, was teure Nacharbeit nach sich zieht. Das konstante Pumpengeräusch ist oft ein Hinweis auf Verschleiß vor dem Ausfall, bedeutet aber dennoch Produktionsausfall.
Hydraulikmodelle bleiben die klare Wahl für schwach ausgelastete, schwere Fertigung, bei der die Arbeitslast minimal ist, die Materialien robust sind und elektrische Modelle einen Aufpreis von über 50 Tsd. € verlangen, ohne die erforderliche Kraft zu liefern. Bei sorgfältiger Wartung und lückenlosen Serviceaufzeichnungen behalten sie typischerweise etwa 20 % mehr Wiederverkaufswert als der Durchschnitt.
Servo‑elektrische Abkantpressen glänzen bei der Bearbeitung von Blech bis mittlerer Stärke und bieten Präzision und Geschwindigkeit gleichermaßen. Angetrieben durch Kugelspindeln oder Riemenmechanismen erreichen sie eine Wiederholgenauigkeit von ±0,01 mm und arbeiten bis zu 30 % schneller als Hydrauliken. Da die Motoren nur während des Biegens laufen und nicht im Leerlauf, senken sie den Energieverbrauch um 60–70 % im Vergleich zu Hydrauliksystemen. Für eine mittelgroße Werkstatt mit rund 500 Betriebsstunden pro Jahr bedeutet das jährlich 2–4 Tsd. € an Energiekosteneinsparung.
Obwohl die Anfangsinvestition höher ist – typischerweise 120–180 Tsd. € für eine 100‑Tonnen‑Elektropresse gegenüber 80–120 Tsd. € für ein Hydraulikmodell – ist die Amortisationszeit oft kurz. Einsparungen durch geringeren Energieverbrauch und minimale Wartung (keine Ölwechsel, keine Pumpenersätze, kein Ventilverschleiß) können den Unterschied in etwa 18 bis 24 Monaten ausgleichen:
| Faktor | Stromkosten | Hydraulikkosten | Break-even |
|---|---|---|---|
| Kauf (100 Tonnen) | $120K–$180K | $80K–$120K | n. v. |
| Energie/Jahr (mittlere Werkstatt) | $3K | $8K | 18 Monate |
| Wartung/Jahr | $2K | $6K | 12 Monate |
| Zyklen/Stunde | 25–35 | 15–25 | Marktführer im Volumen |
Elektrische Systeme reduzieren außerdem den Lärmpegel in der Werkstatt um rund 15 dB, beseitigen Ölleckagen und verringern die Ermüdung des Bedienpersonals, da Vibrationen der Hydraulikpumpe wegfallen. Bei präzisionssensiblen Arbeiten kann eine kleinere elektrische Maschine – zum Beispiel ein 80‑Tonnen‑Modell – eine größere hydraulische übertreffen, wenn flache Flansche unter 100 mm geformt werden, wodurch kostspielige Rückfederungskorrekturen minimiert werden.
Es bestehen jedoch Einschränkungen. Die Leistung von Servomotoren fällt jenseits von 200 Tonnen stark ab, wodurch elektrische Einheiten für Stahl mit einer Dicke von mehr als etwa 10 mm unpraktisch werden. Für Werkstätten mit einem Budget unter $100K oder regelmäßigem Umgang mit dickwandigen Materialien fehlt elektrischen Gesenkschmiedepressen möglicherweise einfach die Kraft, die ihre Produktion verlangt.
Servohydraulische Hybride sind auf Hersteller zugeschnitten, die hohe Tonnagen mit schnellerem Durchsatz ausbalancieren müssen. In diesen Systemen treiben Servomotoren die Hydraulikpumpen nur während des Biegevorgangs an, was 30–50% Energieeinsparung gegenüber herkömmlicher Hydraulik ermöglicht, während gleichzeitig eine Kapazität von über 300 Tonnen erhalten bleibt. Echte Hybridkonstruktionen verfügen über hydraulische Doppeltanks – je einen pro Zylinder – und ermöglichen dadurch eine unabhängige Steuerung des Biegestempels. Diese Konfiguration verteilt die Last effizienter, erhöht die Formgeschwindigkeit um bis zu 25% und eliminiert Energieverluste durch das Leerlaufen des gesamten Systems.
Für mittelgroße Betriebe mit 300–800 Biegungen pro Tag über verschiedene Materialien hinweg bieten Hybride die ideale Balance. Sie halten eine Winkelgenauigkeit von ±0,05° über 10-Fuß-Betten durch servo-gesteuertes Bombierungssystem, reduzieren den Ölverbrauch um etwa 50% und arbeiten rund 40% leiser als herkömmliche Hydraulikanlagen. Ein Hersteller von Autoteilen, der sowohl 4 mm-Gehäusebleche als auch 150-Tonnen-Rahmen biegt, kann beispielsweise eine zweijährige Amortisation bei einem $140K-Hybrid gegenüber einer $100K-Hydraulik erreichen, sobald Energieeinsparungen und Produktivitätssteigerungen berücksichtigt werden.
Vorsicht beim Kauf: Nicht alle als “Hybrid” beworbenen Maschinen erfüllen tatsächlich diese Definition. Einige Marken fügen lediglich einen Frequenzumrichter hinzu, um die Pumpengeschwindigkeit zu regeln, was nur etwa eine 10% Effizienzsteigerung bewirkt. Ohne echtes Doppelschaltungsdesign sind ihre beworbenen Präzisions- und Energieeinsparungen oft übertrieben. Ein echtes Hybridmodell richtet sich an Werkstätten, die für einen Teil des Arbeitstages auf hydraulische Kraft angewiesen sind, aber auch Geschwindigkeit, Präzision und niedrigere Betriebskosten für leichtere Produktionsläufe wünschen.
Die Wahl zwischen hydraulischen, elektrischen und hybriden Systemen bedeutet nicht, der neuesten Technologie oder der höchsten Tonnage nachzujagen – es geht darum, den Antrieb mit den physikalischen und wirtschaftlichen Anforderungen Ihrer tatsächlichen Produktion abzustimmen. Energieverbrauch, Wartungsaufwand und Präzisionsfähigkeit variieren stark zwischen den Maschinentypen, und Ihre Investition ergibt nur dann Sinn, wenn diese Eigenschaften zu Ihrem Materialspektrum und Ihren Zyklusanforderungen passen.
CNC-Steuerungen: Das Feature, das zum Wettbewerbsvorteil Ihres Betriebs werden kann – oder ungenutzt bleibt
“Verwaiste Technologie”: Halten Sie sich von CNC-Steuerungen ohne Herstellersupport fern. Viele Käufer konzentrieren sich auf Tonnage, Geschwindigkeit und Rahmensteifigkeit, aber die Steuerung ist der Teil, der mit Abstand am schnellsten veraltet. Hier untergraben Werkstätten oft unbewusst ihre Produktivität: Sie übernehmen eine Steuerung, die vom OEM nicht mehr unterstützt wird, was zu umständlichen Notlösungen, langen Reparaturzeiten und schließlich zu Nachrüstkosten führt, die alle Einsparungen beim Gebrauchtkauf aufzehren.
Modelle wie die Delem DA‑41T oder ESA S530 können einfache 2–4-Achsen-Betriebe zufriedenstellend ausführen, aber sobald die Firmware-Unterstützung endet – typischerweise nach 8–10 Jahren – können sie keine aktualisierten Werkzeugdatenbanken mehr laden, keine modernen Sicherheitsstandards integrieren oder notwendige Betriebssystem-Patches erhalten. Die Cybelec CybTouch 8 weist ähnliche Probleme auf; viele europäische Hersteller haben ihre Unterstützung auf neuere Mittelklasseprodukte verlagert, wodurch ältere Systeme ohne Sprachpaket-Updates oder Kollisionsschutzkorrekturen bleiben. Einige Werkstätten berichten, dass sie sechs bis zwölf Monate auf die Reparatur von ESA S600-Einheiten aus der Zeit vor 2018 warten mussten, die nicht mehr produziert werden.
Eine mittelgroße Blechbearbeitungsfirma machte diese Erfahrung auf die harte Tour: Eine gebrauchte Abkantpresse mit einer 12 Jahre alten Delem DA‑42T schien ein Schnäppchen zu sein – bis der Support für Windows 7 eingestellt wurde. Danach konnte die Steuerung keine aktualisierte Software mehr ausführen, sodass eine vollständige Nachrüstung für $15.000 und eine Woche Produktionsausfall erforderlich war. Das Problem lag nicht an der Maschine – sondern an der veralteten Softwareumgebung der Steuerung.
Eine kurze Vorabprüfung vor dem Kauf kann solche Probleme verhindern. Fordern Sie immer an:
Jede Delem-Einheit vor der DA‑53T/58T oder jedes ESA-Modell unterhalb des S640+ – insbesondere vor 2020 gebaut – läuft hohe Gefahr, den Herstellersupport zu verlieren. Eine Abkantpresse mit nicht unterstützter Hydraulik kann zwar von einem Fachtechniker gewartet werden, aber eine Maschine mit veralteter Software ist nutzlos, bis eine kompatible Steuerung verfügbar ist.
Offline-Programmierung: Warum sie wichtiger ist als die Größe des Touchscreens Ein großer Touchscreen mag auf dem Ausstellungsboden beeindruckend aussehen, aber er steigert nicht die Produktivität – die Offline-Programmierung tut es.
Offline-fähige Systeme wie die Delem DA‑69T oder DA‑66T ermöglichen es Programmierern, komplette Biegesequenzen zu entwerfen, 3D-Simulationen durchzuführen und Werkzeugkollisionen auf einem PC zu überprüfen, während die Abkantpresse weiterläuft. Dieser Prozess reduziert die Einrichtzeit bei komplexen Aufgaben typischerweise um 40–60%. Für Betriebe, die Maschinen mit sechs oder mehr Achsen verwalten, sind die Vorteile transformativ: weniger Bedienfehler, höhere Durchsatzleistung und reibungslosere Schichtübergänge.
Im Vergleich dazu kann die Bearbeitung direkt an der Maschine alles verlangsamen. Ein 15‑Zoll‑Bildschirm wie der des ESA S640 mag beeindruckend wirken, aber ohne Fähigkeit zum Offline‑Export muss jede Programmänderung von den Bedienern direkt an der Presse vorgenommen werden. Diese Live‑Bearbeitungen stoppen die Produktion vollständig und machen die Maschine zum Engpass. Ein 10,1‑Zoll‑Delem DA‑53T‑Panel ist für einfache 2D‑Aufgaben mehr als ausreichend, aber wenn 3D‑Simulationen oder Mehrstationseinrichtungen erforderlich sind, begrenzt das Fehlen der Offline‑Programmierung schnell die Produktivität.
Reale Daten bestätigen dies. Betriebe, die offline‑fähige Steuerungen verwenden, berichten von etwa 25% weniger Bedienfehlern bei Mehrachs‑Biegeoperationen. Ein einzelner Programmierer am Schreibtisch kann hunderte Teileprogramme pro Woche erstellen, wodurch die Abkantpresse für die tatsächliche Produktion freibleibt und nicht als Programmierschnittstelle dienen muss.
Offline‑Funktionalität schlägt Bildschirmgröße, weil sie Ihre Arbeitsweise verändert. Ein größerer Bildschirm kann die Sicht verbessern, aber Offline‑Programmierung beseitigt Leerlaufzeiten vollständig.
Wenn Ihre Bediener die Steuerungsoberfläche überhaupt nicht nutzen, wird Ihre Investition verschwendet. Eine Premium‑Steuerung bietet nur dann einen Mehrwert, wenn ihre Funktionen tatsächlich eingesetzt werden. Viele Betriebe geben unbeabsichtigt zu viel aus – sie wählen fortschrittliche Systeme mit tiefen Menüstrukturen – nur um zu erleben, dass Bediener sie bei Produktionsstress aufgeben und zu manuellen Übersteuerungen oder Basisbetriebsmodi zurückkehren.
Delems DA‑66T‑ und DA‑69T‑Steuerungen dominieren den Markt aus einem klaren Grund: Bediener können mit nur wenigen schnellen Berührungen vom Setup zur Produktion wechseln. Die meisten erreichen innerhalb von zwei Tagen etwa 90–95 Prozent Kompetenz. Im Gegensatz dazu erfordern professionelle Oberflächen wie Cybelecs Modeva und ähnliche Systeme oft eine Woche oder mehr Schulung, was sie für Betriebe mit häufigem Personalwechsel oder unterschiedlichen Qualifikationsniveaus weniger praktikabel macht.
ESAs S640‑ und S875W‑Systeme bieten außergewöhnliche Flexibilität – sie erlauben kundenspezifische PLC‑Logik, vollständig rekonfigurierbare HMI‑Bildschirme und die Steuerung von Dutzenden Achsen –, aber diese Leistung kann weniger erfahrene Bediener überfordern. Felddaten zeigen, dass in Umgebungen mit geringerem Qualifikationsniveau bis zu 30 Prozent der Systemkapazität ungenutzt bleiben, weil Bediener 3D‑Werkzeuge umgehen und stattdessen manuelle Anpassungen verwenden.
Selbst das Hardware‑Layout spielt eine entscheidende Rolle. In staubigen Umgebungen oder bei Handschuhgebrauch bevorzugen viele Betriebe Tastensteuerungen wie die DA‑65R, die Touchscreen‑Fehler und unbeabsichtigte Eingaben minimieren. Eine Fertigungslinie gewann etwa 15 produktive Stunden pro Woche zurück, nachdem sie ein defektes DA‑42T‑Touchpanel während eines Retrofits durch eine tastengesteuerte Schnittstelle ersetzt hatte.
Ein einfacher Test kann zeigen, ob die Steuerung zu Ihrem Team passt: Geben Sie Ihrem am wenigsten technikaffinen Bediener eine Sequenz mit 10 Biegungen. Wenn er auf manuelle X‑ oder R‑Achsanpassungen zurückgreift, ist die Benutzeroberfläche für Ihr Personal zu komplex. In diesem Fall wird ein schlankes Delem‑System mit intuitiver Achsensynchronisierung konsistentere Ergebnisse liefern als eine funktionsreiche Steuerung, die niemand vollständig nutzt.
Eine Steuerung kann entweder das produktivste Werkzeug Ihrer Abkantpresse oder das teuerste Zubehör sein, das Staub sammelt. Wenn die Systemleistung mit dem Können Ihrer Bediener übereinstimmt, erhalten Sie die Leistung, für die Sie bezahlt haben.
Viele Käufer glauben fälschlicherweise, dass Abkantpressen‑Werkzeuge austauschbar sind – ein teurer Irrtum. In der Praxis bestimmt das Profil der Werkzeugaufnahme die gesamte nachfolgende Werkzeugökosystem. Amerikanisches Werkzeug, erkennbar an seiner schmalen 0,50‑Zoll‑ (12,7 mm) Aufnahme, wurde für schnelle manuelle Wechsel entwickelt, um Stillstandszeiten in allgemeinen Fertigungsumgebungen zu minimieren. Es funktioniert gut bei wiederholten Arbeiten mit großzügigen Toleranzen, aber diese Bequemlichkeit geht zulasten dauerhafter Präzision. Jeder Wechsel nutzt die Klemmverbindung leicht ab; schon nach einem Dutzend Einrichtzyklen kann sich die Biegegenauigkeit um 0,01 Zoll ändern – genug, um Luft‑ oder Elektronikkomponenten außerhalb der Spezifikation zu bringen.
Europäisches Werkzeug geht einen grundsätzlich anderen Weg. Seine breitere 13‑mm‑Aufnahme, kombiniert mit Seitenrillen, verriegelt sicher in Keilspannleisten und ermöglicht hochpräzise Ausrichtung mit Toleranzen bis zu 0,0004 Zoll. Diese Systeme arbeiten nahtlos mit CNC‑Pressen, die präzise Winkelerkennung erfordern. Der Haken: Sobald Sie in eine Abkantpresse für einen bestimmten Stil investieren, sind Sie an dieses Format gebunden. Eine amerikanische Presse passt nicht zu europäischem Werkzeug, ohne spezielle Adapter – und diese verändern die Geometrie der Formung, Referenzhöhen und sogar Tragfähigkeitswerte.
Die unangenehme Überraschung kommt oft, wenn eine gebrauchte “schlüsselfertige” Abkantpresse mit Werkzeug geliefert wird, das nicht zur Maschine passt. Etwa 70 % der gebrauchten amerikanischen Einheiten, die als “einsatzbereit mit Werkzeug” beworben werden, enthalten stark abgenutzte Stempel, die mit europäischen Spannungen inkompatibel sind. Diese Fehlanpassung kann Ihren ersten Produktionslauf zum Stillstand bringen, während Sie Wochen auf Adapter oder Ersatzstempel warten, die fast so viel kosten können wie Ihre ursprüngliche Anzahlung. Dies ist keine spätere Upgrade‑Option – es ist eine grundlegende Plattformentscheidung, die am ersten Tag getroffen wird.
Online‑Anzeigen werben oft mit “1.500 Pfund mitgeliefertem Werkzeug”, aber das bloße Gewicht ist irrelevant, wenn der Stahl realen Nutzungsbedingungen nicht standhält. Echte Produktionswerkzeuge sind auf mindestens HRC 50 gehärtet; alles unter HRC 45 ist kaum mehr als Werkstattdekoration. Weichere Werkzeuge können sich schon nach wenigen hundert Biegungen von 6‑mm‑Baustahl verformen, ihre Kanten abrunden und Winkel verfälschen – was zu teurer Nacharbeit führt. Am Ende bezahlen Käufer für den Versand von praktisch Schrottmetall.
Vor dem Versand oder bei der Vor-Ort‑Inspektion sollten Sie Breitenmaß der Aufnahme und Härte der Matrize bestätigen. Fordern Sie vom Verkäufer eine Materialbescheinigung oder zumindest eine Härtemessung an der Spitze eines Stempels an. Prüfen Sie, dass alle Abschnitte gleich lang sind – ungleichmäßige 4‑Zoll‑Stücke verteilen die Kraft nicht gleichmäßig über ein 3‑Meter‑Bett. Ein echtes, einsatzbereites Set sollte Abschnitte von mindestens 300 mm enthalten, damit Sie einen Niederdruck‑Ausrichtungstest bei etwa 10–15 % der Nennpresskraft durchführen können. Wenn sich die Punkte nicht ausrichten oder Sie Haarrisse im Tal der Matrize sehen, behandeln Sie das “mitgelieferte” Werkzeug als für den Schrott bestimmt.
Branchenaufbereiter, die über 200 Installationen verfolgen, berichten, dass etwa 40 % der beigelegten Stempel und Matrizen innerhalb der ersten 90 Tage wegen unzureichender Härte oder fehlerhafter Geometrie verworfen werden. Ein schneller Test direkt in der Werkstatt kann Zeit sparen: Biegen Sie ein Muster aus Ihrer eigenen Produktion auf 90°. Wenn sich der Stempelradius um mehr als 0,5 mm verschiebt oder abblättert, ist das Werkzeug unbrauchbar. Der Ersatz eines gehärteten 3‑Meter‑Satzes erhöht Ihre Anschaffungskosten sofort um $2.500 bis $4.000.
Adapter mögen wie ein kostengünstiger Kompromiss erscheinen – die aktuellen Stempel behalten und nur die Spannart ändern – doch die Zahlen widerlegen diese Annahme häufig. Der Umbau einer Abkantpresse im amerikanischen Stil auf europäische Werkzeuge bedeutet den Kauf von Haltern zu Preisen zwischen $2.000 und $4.000 pro Stück, zuzüglich etwa $1.500 für Installationsarbeit. Die Ausrüstung eines gesamten 3‑Meter‑Betts kann $10.000 bis $20.000 verschlingen, bevor überhaupt die erste Biegung produziert wird.
Über die Kosten hinaus mindern Adapter die Leistung. Als Zwischenschicht wirken sie nachgiebig unter Last und verringern die verfügbare Tonnage um 20–30 %. Eine 100‑Tonnen‑Abkantpresse arbeitet effektiv nur noch als 70‑Tonnen‑Maschine, wodurch langsamere Biegeschwindigkeiten nötig sind, um Risse zu vermeiden. Für Werkstätten, die mit Edelstahl oder Blech über 3 mm Dicke arbeiten, wirkt sich dieser Rückgang direkt auf die Produktivität aus und kann zu inkonsistenten Winkeln entlang langer Flansche führen.
Bei Berücksichtigung der Gesamtbetriebskosten ist der vollständige Ersatz der Werkzeuge häufig die wirtschaftlichere Entscheidung. Präzisions‑Werkzeuge im europäischen Stil für eine Standard‑3‑Meter‑Presse kosten typischerweise $8.000 bis $12.000 – weniger als die kombinierten Ausgaben für Adapter und fortlaufende Wartung. Adapter verschleißen in der Regel etwa doppelt so schnell und können Herstellergarantieansprüche erlöschen lassen, da sie die Art der Lastübertragung verändern.
| Wechselszenario | Adapterkosten (komplette Einrichtung) | Tonnagereduktion | Zusätzliche jährliche Wartung | Break‑Even gegenüber komplettem Werkzeugersatz |
|---|---|---|---|---|
| Amerikanisch → Euro (3‑m‑Bett) | $10 k–$15 k | 20–25 % Abnahme | $2 k / Jahr | ≈ 18 Monate (bei hohem Produktionsvolumen) |
| Euro → Amerikanisch | $6 k–$10 k | 10–15 % Abnahme | $1.5 k / Jahr | ≈ 12 Monate (bei Arbeiten mit geringeren Präzisionsanforderungen) |
| Sonderanfertigungen für Hybrid‑Halter | $15k–$25k | keine | $3k/Jahr | Niemals – nur für spezialisierte Anwendungen |
Die Erfahrung eines Betriebs zeigt die versteckten Kosten bei der Verwendung von Adaptern. Nachdem eine gebrauchte 150‑Tonnen‑amerikanische Abkantpresse mit europäischen Spannsystemen für präzise Aluminiumarbeiten umgerüstet worden war, kämpften die Bediener innerhalb von sechs Monaten mit einer anhaltenden Winkeldrift von 0,2°. Am Ende gaben sie die Adapter auf und investierten stattdessen in Euro‑Werkzeuge in voller Höhe. Die Gesamtkosten verdoppelten letztlich ihr Werkzeugbudget und warfen die Produktion um drei Monate zurück.
Die Erkenntnis ist nicht, dass europäische Werkzeuge immer besser sind als amerikanische – sondern dass man von Anfang an eine fundierte Entscheidung treffen muss. Die Wahl des Werkzeugstandards beeinflusst jede zukünftige Investition: Matrizen, Halterungen, Bombiersysteme und sogar die Anordnung der Lagerregale. Wird diese Abstimmung übersehen, kann sich eine scheinbar günstige Abkantpresse schnell in einen teuren Fehlkauf verwandeln, der vor dem Produktionsstart Korrekturen im fünfstelligen Bereich erforderlich macht.
Viele Käufer verlassen sich auf Fotos oder technische Daten, um den Zustand einer Abkantpresse zu beurteilen, doch der aussagekräftigste Beweis ist eine Echtzeit‑Testbiegung über die volle Länge. Idealerweise sollte dies mit Ihrem eigenen Musterteil oder mit identischen Werkzeugen erfolgen, die Sie später verwenden möchten. Lassen Sie den Bediener das Material über die gesamte Breite – von links nach rechts – einführen, während die Kamera die gebogene Flanschkante in jeder Phase klar erfasst. So erkennen Sie die Winkelgleichmäßigkeit und sehen, ob das Bombier‑ oder Kompensationssystem über die gesamte Bettlänge gleichmäßig arbeitet.
Fordern Sie sofortigen Nachweis: Weisen Sie den Bediener an, den Biegewinkel oder die Flanschkantenhöhe an drei Punkten – linkes Ende, Mitte und rechtes Ende – mit gut sichtbarem Winkelmesser oder Messschieber zu messen und laut anzugeben. Liegen diese Messwerte außerhalb Ihrer Toleranzen (zum Beispiel über ±0,1° Abweichung bei Präzisionsarbeiten oder ±0,5 mm Flanschlängenunterschied), ist das ein deutliches Zeichen für ein fehlerhaftes Bombiersystem, verschlissenes Bett oder eine falsch ausgerichtete Ramme. Solche Mängel sind teuer zu beheben – die Testbiegung ist daher Ihr Go‑/No‑Go‑Prüfpunkt, bevor Sie dem Versand zustimmen.
Unter Last kann hydraulisches Geräusch Probleme aufzeigen, die optisch nicht erkennbar sind. Wenn das Werkstück eingespannt ist und die Ramme Druck hält, sollte der Bediener die Kamera nah an den Pumpenschrank und die Seitenrahmen führen. Lernen Sie, das gleichmäßige, ruhige Summen eines gut funktionierenden Hydrauliksystems von dem anhaltenden, hochfrequenten Pfeifen zu unterscheiden, das auf Probleme hinweist – etwa beschädigte Pumpenräder, Kavitation in der Leitung oder defekte Proportionalventile. Raues Schleifen oder rhythmische Pulsgeräusche deuten auf verschlissene Lager oder Strömungsengpässe hin – Probleme, die letztlich zu ungleichmäßiger Biegekraft und unvorhersehbaren Winkelabweichungen führen.
Untersuchen Sie nach Möglichkeit den Zustand des Hydrauliköls – bitten Sie den Verkäufer, kurz das Schauglas zu zeigen. Ein milchiges Erscheinungsbild weist auf Wasserkontamination hin, während dunkles Öl auf thermischen Abbau hindeutet. Beide Szenarien sind kostspielig zu beheben und frühe Warnzeichen für drohenden Pumpen‑ oder Ventilausfall. Das Ignorieren dieser akustischen und visuellen Hinweise ist einer der schnellsten Wege, eine Maschine zu kaufen, die äußerlich einwandfrei aussieht, aber unter zunehmender Stillstandszeit und Produktivitätsverlust leidet.
Wiederholgenauigkeit ist das Lebenselixier einer Abkantpresse. Sowohl der Hinteranschlag – der bewegliche Anschlag, der Ihr Material positioniert – als auch die Y‑Achsen für die vertikale Bewegung der Ramme müssen ihre programmierten Positionen Zyklus für Zyklus präzise erreichen. Fordern Sie drei identische Biegungen in Folge an, mit demselben Material und derselben Werkzeugkonfiguration. Der Bediener sollte die Kamera während des gesamten Vorgangs auf das Display der Steuerung gerichtet halten, damit Sie die Positionsanzeigen nach jedem Zyklus verfolgen können.
Führen Sie dann eine praktische Überprüfung durch: Messen Sie die Flanschlängen oder Versätze der gefertigten Teile aus jedem Zyklus und vergleichen Sie diese mit Ihren Toleranzen. Wenn die Positionsanzeigen auf dem Controller abweichen oder die Teilemaße um mehr als ±0,05 mm bei Präzisionsarbeiten (oder ±0,1–0,2 mm bei Standardfertigung) variieren, können verschlissene Linearführungen, gelockerte Hinteranschlagseinheiten oder schlecht abgestimmte Servoantriebe die Ursache sein. Solche Mängel untergraben die Produktivität stetig – besonders bei Programmen mit mehreren Biegungen, wo sich kleine Ungenauigkeiten schnell summieren.
Wenn Sie ein 10‑Minuten‑Inspektionsvideo anfordern, legen Sie jeden Schritt genau fest, um unklare oder unvollständige Aufnahmen zu vermeiden:
Ihre Nachricht an den Verkäufer sollte unmissverständlich sein: “Das Filmmaterial muss bestätigen, dass mein Musterteil innerhalb der Toleranz an allen drei Messpunkten liegt, dass die Wiederholung der Hinteranschläge/Y‑Position über drei aufeinanderfolgende Zyklen innerhalb der Spezifikation erfolgt und dass die Hydraulik unter Last ohne hochfrequente oder unregelmäßige Geräusche arbeitet. Jede Abweichung ist ein Grund, die Lieferung abzulehnen oder den Preis mit einer definierten Serviceverpflichtung neu zu verhandeln.”
Indem Sie auf konkrete Nachweise innerhalb eines engen Zeitrahmens bestehen, beseitigen Sie Unsicherheiten und zwingen den Verkäufer, die tatsächliche Leistungsfähigkeit der Maschine unter Arbeitsbedingungen zu demonstrieren. Diese einfache Inspektionsmethode deckt Probleme wie schlechte Werkzeugpassung, Pumpenverschleiß, Wiederholungsfehler und Ausrichtungsabweichungen auf, bevor Sie Tausende für den Transport ausgeben – und macht sie zu einem der entscheidendsten Schritte bei der Bewertung einer Abkantpresse.
Das Inspektionsvideo zeigt, was der Verkäufer vorführen kann. Der nächste Schritt besteht darin, herauszufinden, was die Maschine von Ihrer Einrichtung, Ihren Elektrikern und Ihrem Budget erfordert. in dem Moment, in dem sie ankommt. Hier ist der Punkt, an dem Transaktionen, die auf Video makellos erscheinen, in der Praxis oft scheitern.
Der Kauf einer Abkantpresse ist nicht so einfach wie das Herunterrollen von einem Lastwagen – es ist eine große strukturelle Veränderung für Ihre Werkstatt. Hochtonnagenrahmen wirken wie riesige Stimmgabeln, und wenn sie nicht auf einem entsprechend konstruierten Fundament stehen, verwandeln Vibrationen präzise Biegungen in ungleichmäßige Winkel und nutzen den Rahmen viel schneller ab. Für eine 10-Fuß-, 100-Tonnen-Einheit können allein die Betonarbeiten zwischen $10.000 und $50.000 kosten. Die am meisten übersehene – und wichtigste – Frage ist: “Wie dick muss die Bodenplatte für dieses Modell genau sein?” Wenn der Verkäufer Ihnen weder ein Maß noch eine Zeichnung nennen kann, haben Sie gerade Ihre erste versteckte Ausgabe entdeckt.
Eine 20–40‑Tonnen‑Maschine durch eine Standardtür zu bekommen, ist reine Fantasie, es sei denn, Sie sind bereit, wichtige Komponenten zu demontieren. Krandienste, zertifizierte Monteure, das Nivellieren nach der Installation und die Vorbereitung der Belüftung für Servos fügen in der Regel weitere $5.000–$15.000 hinzu. Werkstätten, die eine einfache Plug‑and‑Play‑Installation erwarten, lernen schnell, dass Hydrauliktanks und Drehstromverteiler sich nicht von Optimismus beeinflussen lassen; die Umrüstung auf 460V‑Strom oder die Aufrüstung auf staubfreie Belüftung kann leicht zusätzliche $2.000–$8.000 kosten.
Ein Werkstattbesitzer erzählte, dass er einen halben Tag bezahlter Plasmaschneidzeit verloren hatte, nur um “den Boden vorzubereiten”. Diese Ausfallzeit verdoppelte die tatsächlichen Installationskosten. Die Geschichte ist so einprägsam, weil sie die eigentliche Falle offenlegt: Die ersten 90 Tage entziehen nicht nur Ihrem Budget Mittel – sie rauben auch Ihrem Projekt den Schwung. Der kostengünstigste Moment im Leben einer Abkantpresse ist der Tag, an dem Sie die Bestellung unterschreiben.
Gebrauchte Maschinen versprechen sofortige Befriedigung mit Etiketten wie “sofort verfügbar”, “einsatzbereit” oder “auf Lager”. Doch die Zahlen verändern sich zum Negativen, sobald Sie die falsche Maschine in den vollen Produktionszyklus schicken. Eine brandneue 140‑Tonnen‑CNC‑Presse braucht vielleicht 20–45 Tage bis zur Lieferung, ist aber über drei Jahre hinweg typischerweise 15–30% günstiger als sogenannte Schnäppchen aus zweiter Hand, die bereits mit verschlissenen Hydraulikpumpen, ungenauen Hinteranschlägen und abgenutzten Bombierungssystemen belastet sind.
Hydraulikpumpen, die sich der 10.000‑Stunden‑Marke nähern, fallen mit vorhersehbarer Regelmäßigkeit aus. Die subtile 0,5‑mm‑Hinteranschlagsabweichung, die Sie in einem Video bemerkt haben, kann zu einem Produktivitätsverlust von 20–40% führen, sobald echte Teile geladen werden. Eine Werkstatt gab $80k für eine gebrauchte Presse aus und hatte innerhalb der ersten 90 Tage zusätzlich über $60k an Reparaturen. Eine andere füllte unaufhörlich Öl bei einer vermeintlich “günstigen” Wysong nach, bis die Rechnung eindeutig war: Ein Neubau hätte ihr jährlich $25k an ungeplanter Ausfallzeit erspart.
Es mag kontraintuitiv erscheinen, aber die Zahlen bleiben konstant: Eine neue Einheit für $150k plus $15k für die Installation übertrifft fast immer eine gebrauchte für $80k mit $50k an Reparaturen, sobald man die tatsächlichen Kosten der Betriebszeit einbezieht. Die Maschine, die “sofort verfügbar” ist, hat diesen Status meist aus gutem Grund – ihr letzter Besitzer hat bereits teuer dafür bezahlt, diese Rechnung zu verstehen.
Drucken Sie diese Liste aus und legen Sie sie neben Ihre Notizen. Wenn zwei Felder rot werden, gehen Sie weg. An diesem Punkt kaufen Sie nicht Stahl – Sie kaufen Sicherheit.
Es gibt eine Frage, die jede Verkaufstaktik durchschneidet: “Lassen Sie mein Teil zehnmal unter Last laufen und schicken Sie mir das Video zusammen mit einer dreijährigen Kostenaufstellung bis zum Ende des Tages.” Anbieter, die das liefern können, sind Ihres Vertrauens würdig. Diejenigen, die es nicht können, haben Ihnen bereits ihre Antwort gegeben.
Das führt Sie zurück zu diesem ersten Moment, in dem Sie auf die glänzenden Online-Fotos starren – zur Erkenntnis, dass die billigste Abkantpresse diejenige ist, die nie auf Ihrem Werkstattboden steht.


















