

Sur le plancher d'exposition, la presse plieuse semble impeccable—sa capacité en tonnage gravée fièrement sur le bâti, et la longueur du banc mise en avant dans la brochure. C’est le choix parfait en apparence pour votre charge de travail. Mais lorsque vous poussez une feuille d’inox à travers, le vérin force, des marques d’outils rayent la bride, et la réalité vous frappe : ces chiffres de fiche technique n’étaient jamais toute l’histoire. Le tonnage, la longueur et la capacité reflètent tous des conditions d’essai idéalisées qui se produisent rarement en production réelle. L’écart entre performance théorique et exigences quotidiennes de l’atelier est l’endroit où naissent les déceptions coûteuses.
Le tonnage nominal d’une presse plieuse représente sa force maximale de formage en toute sécurité—pas le tonnage dont vous aurez réellement besoin pour vos travaux spécifiques. La force requise dépend de la résistance à la traction du matériau, de l’épaisseur de la tôle au carré, de la longueur de pli et de l’ouverture de matrice en V. Ajustez seulement l’un de ces facteurs, et la demande en tonnage peut varier entre environ 30 % et 100 %. Par exemple, plier une tôle d’acier A36 de ¼ pouce sur une matrice de 2 pouces nécessite environ 197 tonnes sur 10 pieds. Passer à une matrice de 3 pouces réduit l’exigence à environ 139 tonnes ; rétrécir la matrice à 1,5 pouce pour un rayon plus serré, et soudain ce même pli demande près de 300 tonnes. La “capacité ¼ pouce” indiquée sur la fiche présuppose discrètement un acier doux, un angle de pli modéré et un outillage recommandé par l’usine—des conditions que vous ne rencontrerez peut-être jamais en production réelle.
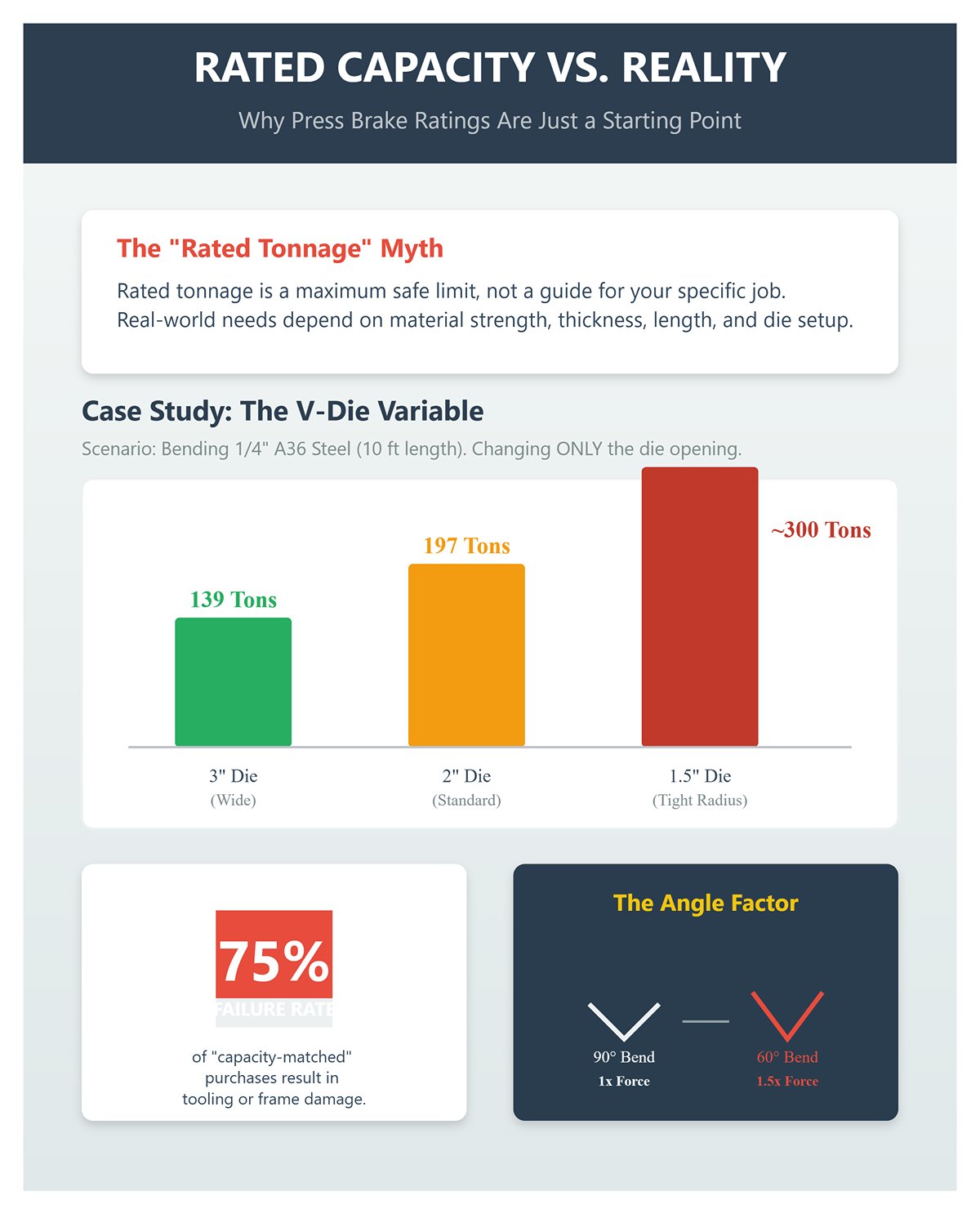
C’est pourquoi les presses plieuses sous-dimensionnées s’usent ou tombent en panne bien plus tôt que prévu. Les données industrielles montrent que près de trois quarts des achats “capacité correspondante” finissent par subir des dégâts d’outillage ou des contraintes sur le bâti lorsque les opérateurs s’éloignent du matériau d’essai doux—formant des alliages plus durs, des plis plus serrés ou des rayons plus petits que ceux supposés au laboratoire. Une presse plieuse de 90 tonnes conçue pour des plis standards à 90° peut fléchir ou caler à 60°, car le tonnage requis peut augmenter d’environ 1,5× lorsque l’angle se resserre. Le seul chiffre fiable est celui que vous calculez selon votre matériau, votre angle et la configuration de matrice réels. Sans cela, le “tonnage nominal” n’est qu’un argument marketing—précis seulement dans des conditions parfaites rarement reproduites.
À première vue, une presse plieuse “de 10 pieds” semble offrir un espace de travail ininterrompu. En réalité, chaque montant latéral consomme presque un pied de longueur utilisable, et la profondeur de col—distance entre l’axe du vérin et la paroi intérieure du montant—détermine jusqu’où une pièce peut dépasser avant de heurter un obstacle. Une fois prise en compte l’épaisseur des montants, ce soi-disant banc de 10 pieds offre généralement plus près de 8 pieds de véritable capacité de pliage.

Imaginez vouloir former un profilé en U de 9 pieds avec des brides de 20 pouces. L’outillage peut convenir, mais dès que vous inclinez la pièce pour dégager une bride, le montant bloque votre mouvement. La solution de fortune—retourner la pièce ou plier depuis l’autre extrémité—double le temps de manipulation et complique l’alignement. De nombreux acheteurs d’occasion ne découvrent ce problème qu’à l’arrivée de la machine, lorsque leur “capacité correspondante” les oblige à manier des poutres à des angles inconfortables. L’anticipation est la clé : optez pour des conceptions à montant ouvert ou des modèles à col allongé pour conserver l’accès, tandis que les machines à montant fermé sacrifient la portée pour plus de rigidité. Si votre activité implique de grandes sections fermées, prévoyez un banc d’au moins deux pieds plus long que votre plus grand pli pour maintenir l’efficacité du flux de travail.
Environ 30 % des achats “ça passe tout juste” négligent la perte réelle de 20 à 25 % de longueur utilisable. Une fiche technique peut indiquer “10 pieds”, mais vos pièces se moquent du marketing—ce qui importe, c’est qu’elles dégagent effectivement les montants.
Même avec le bon tonnage et la bonne portée, il reste un autre goulet d’étranglement critique : pouvez-vous retirer la pièce finie après le pli ? L’ouverture désigne l’espace vertical entre le vérin et le banc lorsque la presse est complètement ouverte, tandis que la course est la distance totale parcourue par le vérin. Ensemble, elles déterminent la facilité de libération d’un composant de l’outillage. Une ouverture insuffisante enferme les brides hautes sous le vérin ; une course limitée vous oblige à dégager chaque pièce à la main.
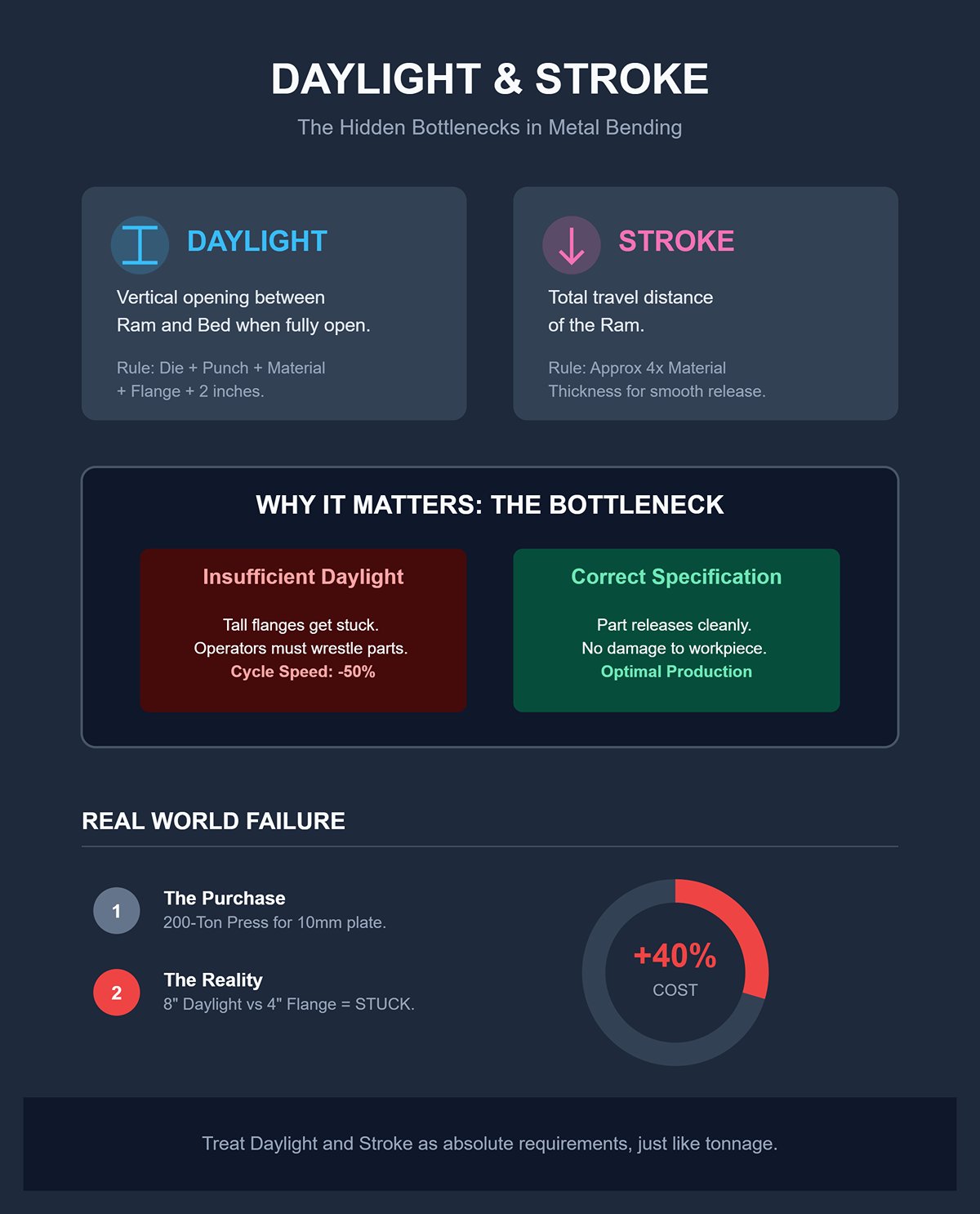
Règle rapide : l’ouverture doit dépasser d’au moins deux pouces la hauteur combinée de la matrice, du poinçon, de l’épaisseur du matériau et de la bride finie. La course devrait faire environ quatre fois l’épaisseur du matériau pour un dégagement fluide. Par exemple, plier une plaque inox de 6 mm en profilé à bride haute nécessite environ 10 pouces de course. Pourtant, de nombreuses machines “lourdes” affichent seulement 8 pouces d’ouverture, piégeant les pièces plus grandes jusqu’à ce que les opérateurs les inclinent ou les extraient de force—réduisant la vitesse de cycle de moitié et augmentant le risque d’endommager la pièce.
Un fabricant l’a appris à ses dépens : sur le papier, une presse plieuse de 200 tonnes semblait idéale pour des plaques de 10 mm, mais la production a révélé le défaut. Avec seulement 8 pouces d’ouverture, la machine ne pouvait pas dégager des brides de 4 pouces, obligeant l’équipe à utiliser des adaptateurs coûteux qui ne réglaient pas complètement le problème. Finalement, il a fallu remplacer tout l’appareil—une mise à niveau qui a augmenté le coût total du projet de 40 %.
Pour éviter la même erreur coûteuse, traitez l’ouverture et la course comme des impératifs—tout aussi critiques que le tonnage ou la longueur du banc. Si une presse plieuse ne peut pas libérer votre pièce proprement, ce n’est pas une plieuse fonctionnelle—c’est juste un étau hors de prix.
Chaque fois que les spécifications et les arguments marketing semblent s’aligner parfaitement, il vaut la peine de se demander : perfection pour qui—le fabricant ou vous ? La véritable productivité ne vient pas des chiffres sur la plaque signalétique, mais de la géométrie cachée, des dégagements et des profondeurs qui donnent à ces chiffres leur sens. Reconnaître cette distinction est le premier pas vers l’achat d’une presse plieuse qui travaille avec la physique, et non contre elle.
La plupart des ressources traitent le tonnage pour le pliage à l’air comme une simple lecture de tableau, mais l’avantage réel vient de le calculer vous-même en utilisant les propriétés du matériau et l’outillage. La force de pliage à l’air dépend de trois facteurs contrôlables : la résistance à la traction, l’épaisseur et l’ouverture en V. Une formule pratique de niveau production est : tonnes par pied ≈ C × (résistance à la traction en ksi) × épaisseur du matériau (en pouces) × (épaisseur ÷ ouverture en V). Utilisez C ≈ 1,0 comme base pour l’acier au carbone ; réduisez à environ 0,6 pour l’aluminium ou augmentez à environ 1,6 pour l’inox. Comme différents calculateurs appliquent des constantes légèrement différentes, présentez une tolérance de ±20 % lors des calculs internes.
Voici un exemple concret pour illustrer le calcul. Supposons que vous pliez à l’air une longueur de 10 pieds d’acier A36 (résistance à la traction ≈ 70 ksi), épaisseur 0,25 pouce, avec une ouverture en V de 1 pouce. Le calcul donne tonnes par pied ≈ 1,0 × 70 × 0,25 × (0,25 ÷ 1,0) = 4,375. Sur 10 pieds, cela totalise environ 44 tonnes. Cela reflète uniquement des conditions idéales de pliage à l’air—sans tenir compte des variations de production. Un revendeur promouvant un modèle de 50 tonnes pourrait assurer que c’est suffisant, mais ce n’est vrai que dans un scénario parfait.
Une méthode fiable pour sécuriser toute décision d’achat est simple : calculez d’abord les tonnes par pied nécessaires pour votre pièce la plus exigeante et la longueur de pli complète. Multipliez par cette longueur, puis ajoutez des marges de sécurité. Pour le pliage à l’air, ajoutez environ 20 à 30 %. Si vous passez au pliage en fond de matrice, prévoyez environ quatre fois ce tonnage de base—et six à dix fois pour le marquage de coinage. Enfin, ajoutez encore 10 à 25 % si la presse plieuse est d’occasion, vieillissante, ou utilise un outillage présentant une usure visible. Ce seul calcul prévient l’erreur trop fréquente où le “tonnage total” affiché semble suffisant sur le papier mais tombe court lorsque les matrices réelles et les brides de longueur entière entrent en jeu.
La capacité maximale publiée reflète la force totale du vérin — et non les tonnes utilisables par pied réparties le long de la longueur réelle de votre pliage — et c’est là que la précision se perd souvent. Une presse plieuse de 100 tonnes pourrait monnayer un échantillon court lors d’une démonstration, mais échouer lors du pliage en l’air de vos pièces de 8 ou 10 pieds avec l’ouverture en V requise. À mesure que la longueur de la pièce augmente, la force disponible se répartit, réduisant les tonnes par pied. Si un vendeur ne peut pas montrer la force par pied avec votre V-matrice spécifique, il omet la donnée qui détermine réellement la pertinence.
La méthode de formage complique encore la perception. Le pliage en l’air nécessite beaucoup moins de force que le matriçage et nettement moins que le monnayage. Les revendeurs organisent parfois des démonstrations avec une matrice en V surdimensionnée pour rendre le pliage facile en apparence, abaissant artificiellement les besoins en tonnes par pied et exagérant la capacité de la machine. Un exemple avertisseur : un atelier a acheté une plieuse hydraulique de 110 tonnes d’occasion après qu’elle ait facilement plié une bande de test de 10 mm lors de la démonstration. Leurs pièces réelles mesuraient 2,5 m de long et utilisaient une ouverture en V plus petite. Une fois en production, la plieuse sous‑pliait chaque pièce, entraînant un remplacement coûteux des outils et l’ajout d’un système de compensation, dépensant au final plus que s’ils avaient acheté la capacité correcte dès le départ.
Les valeurs de capacité supposent également une presse neuve, avec des composants hydrauliques parfaits et un bâti rigide et non déformé. Une machine ayant dix ans, avec des joints usés ou une synchronisation Y‑axe inégale, délivre une pression moins constante et une dérive d’angle accrue — rien de tout cela n’apparaît dans une simple spécification en tonnage. Les acheteurs qui se concentrent uniquement sur la force maximale ignorent la question clé : quelle force utilisable cette machine spécifique peut‑elle fournir par pied à l’ouverture en V réellement nécessaire pour mes pièces ?
Le retour élastique est le tribut caché sur votre tonnage. Les matériaux plus résistants comme l’acier inoxydable ou les alliages à haute résistance ont tendance à revenir plus fortement après le pliage, nécessitant souvent 10–25 % d’énergie de formage supplémentaire — ou même un second pliage — pour atteindre l’angle spécifié. Les composants minces avec de longs rebords par rapport à leur épaisseur amplifient ce problème. Les presses plieuses modernes avec un contrôle précis des axes Y1/Y2 et une compensation informatisée de la flèche compensent systématiquement le retour élastique. En revanche, les machines plus anciennes utilisant une compensation mécanique ou des valves à réponse lente sont en défaut, entraînant une dérive d’angle de plusieurs degrés du centre de la machine jusqu’aux extrémités sur une journée complète, quel que soit le savoir‑faire de l’opérateur.
Cette variabilité se transforme rapidement en point de douleur financière, et pas seulement en défi de pliage. À cinq minutes de retouche par pièce, produire 200 pièces par mois à 60 €/h se traduit par plus de 1 000 € perdus rien qu’en coûts de main‑d’œuvre. Ajoutez les taux de rebut ou le coût d’installation d’un système de compensation, et l’impact s’accentue. L’acier inoxydable — avec son besoin en tonnage environ 1,6× supérieur à l’acier doux — révèle ces failles très rapidement : des spécifications qui semblent atteignables sur le papier s’avèrent impossibles en production réelle sans tonnage supplémentaire ou recours au monnayage.
Ignorer le retour élastique est l’une des principales raisons pour lesquelles les machines d’occasion déçoivent les acheteurs. Le tonnage indiqué peut sembler suffisant, mais une déformation inégale du banc ou des composants hydrauliques lents obligent les opérateurs à sur‑plier et re‑plier les pièces. Cette énergie de formage supplémentaire ne faisait jamais partie de la capacité initiale, et le déficit ne devient apparent qu’après l’installation.
En calculant le tonnage en fonction de la résistance à la traction et de l’ouverture en V, en exigeant les tonnes utilisables par pied et en intégrant la marge pour le retour élastique, vous transformez une spécification vague en exigence de performance concrète. Cette préparation vous permet d’entamer les négociations avec les revendeurs muni d’un chiffre précis que la machine doit atteindre de manière fiable — plutôt que de laisser au revendeur le soin de le définir.
Lorsque la force brute et la polyvalence sont primordiales, les presses plieuses hydrauliques fixent encore la référence. Actionnées par des vérins à fluide, elles maintiennent le tonnage maximal tout au long de la course, ce qui leur permet de plier de l’acier structurel épais (8–20 mm) sans ralentir. Pour des projets exigeants — comme former des équerres inox de 12 mm ou de larges semelles de poutre — l’hydraulique peut surpasser les modèles électriques comparables de 30–50 % en capacité. Elles gèrent également sans effort des épaisseurs de matériaux variées dans un même cycle de production. Cette flexibilité vient de la nature de la pression hydraulique, qui peut être ajustée instantanément pour correspondre à la résistance du matériau. Ainsi, les changements d’outillage ou un stock irrégulier nécessitent rarement un recalibrage pour les limites de charge du moteur.
Cependant, ces avantages ont un revers. Les systèmes hydrauliques maintiennent leurs pompes en marche en continu — même entre les plis — consommant deux à trois fois plus d’énergie que les modèles à entraînement servo. Sur un an, une unité de 100 tonnes modérément utilisée peut engendrer environ 5 000 € supplémentaires en coûts d’électricité. La maintenance augmente la facture : vidanges d’huile, réparations de fuites et remplacements de valves peuvent consommer 10–15 % de la disponibilité annuelle de la machine. La plupart des modèles de gamme intermédiaire génèrent des coûts de service annuels de 5 000–6 000 €. Les opérations à haut volume amplifient l’effet : plus de 200 plis par heure peuvent générer une chaleur qui fait passer la précision du vérin de ±0,05 mm à ±0,2 mm en seulement 50 cycles, entraînant des retouches coûteuses. Le bruit constant de la pompe indique souvent une usure avant une panne, mais signifie malgré tout du temps de production perdu.
Les modèles hydrauliques restent le choix évident pour une fabrication lourde à faible cadence où la charge de travail est minimale, les matériaux sont robustes, et où les modèles électriques coûtent plus de 50 000 € de plus sans fournir la force requise. Avec un entretien rigoureux et un historique complet de maintenance, ils conservent généralement environ 20 % de valeur de revente de plus que la moyenne.
Les presses plieuses servo‑électriques excellent avec les métaux fins à moyens, offrant précision et rapidité à parts égales. Actionnées par des vis à billes ou des courroies, elles atteignent une répétabilité de ±0,01 mm et fonctionnent jusqu’à 30 % plus vite que les hydrauliques. Comme les moteurs ne tournent que pendant le pliage, et non à l’arrêt, elles réduisent la consommation d’énergie de 60–70 % par rapport aux systèmes hydrauliques. Pour un atelier de volume moyen enregistrant environ 500 heures par an, cela représente 2 000–4 000 € d’économies d’énergie par an.
Bien que l’investissement initial soit plus élevé — généralement 120 000–180 000 € pour une presse plieuse électrique de 100 tonnes contre 80 000–120 000 € pour un modèle hydraulique — la période de retour sur investissement est souvent courte. Les économies liées à la réduction de consommation énergétique et à un entretien minimal (pas de vidanges, de remplacement de pompe ou d’usure de valves) peuvent compenser la différence en environ 18 à 24 mois :
| Facteur | Coût de l’électricité | Coût hydraulique | Seuil de rentabilité |
|---|---|---|---|
| Achat (100 tonnes) | $120K–$180K | $80K–$120K | N/D |
| Énergie/An (atelier moyen) | $3K | $8K | 18 mois |
| Entretien/An | $2K | $6K | 12 mois |
| Cycles/Heure | 25–35 | 15–25 | Leader en volume |
Les systèmes électriques réduisent également le bruit sur le plancher d'atelier d’environ 15 dB, éliminent les fuites d’huile et diminuent la fatigue des opérateurs en supprimant les vibrations des pompes hydrauliques. Dans les travaux nécessitant une grande précision, une machine électrique plus petite — par exemple un modèle de 80 tonnes — peut surpasser une machine hydraulique plus grande lors du formage de rebords peu profonds de moins de 100 mm, réduisant ainsi les ajustements coûteux dus au retour élastique.
Cependant, il existe des limites. Les performances des servomoteurs chutent fortement au-delà de 200 tonnes, rendant les unités électriques peu pratiques pour l’acier de plus de 10 mm d’épaisseur. Pour les ateliers disposant d’un budget inférieur à $100K ou manipulant régulièrement des matériaux de forte épaisseur, les presses plieuses électriques peuvent simplement manquer de la puissance requise par leurs opérations.
Les hybrides servo-hydrauliques sont conçus pour les fabricants qui doivent équilibrer le besoin d’un tonnage élevé avec un débit plus rapide. Dans ces systèmes, les moteurs servo entraînent les pompes hydrauliques uniquement pendant le pliage, offrant une économie d’énergie de 30 à 50 % par rapport aux systèmes hydrauliques classiques tout en conservant des capacités de plus de 300 tonnes. Les véritables conceptions hybrides disposent de réservoirs hydrauliques à double circuit — un par vérin — permettant un contrôle indépendant du vérin. Cette configuration répartit la charge plus efficacement, augmente la vitesse de formage jusqu’à 25 % et élimine le gaspillage d’énergie causé par la mise en veille de l’ensemble du système.
Pour les sites de production de volume moyen réalisant 300 à 800 plis quotidiens sur des matériaux variés, les hybrides offrent l’équilibre idéal. Ils maintiennent une précision d’angle de ±0,05° sur des bancs de 3 m grâce à une correction de bombage servocontrôlée, réduisent la consommation d’huile d’environ 50 %, et fonctionnent environ 40 % plus silencieusement que les systèmes hydrauliques traditionnels. Par exemple, un fabricant de pièces automobiles pliant à la fois des coffrages de panneaux de 4 mm et des cadres de 150 tonnes peut obtenir un retour sur investissement en deux ans pour un hybride à 140 000 €, contre un hydraulique à 100 000 €, une fois intégrées les économies d’énergie et les gains de productivité.
Acheteur averti : toutes les machines commercialisées comme “ hybrides ” ne correspondent pas réellement à la définition. Certaines marques ajoutent simplement un variateur pour réguler la vitesse de la pompe, n’offrant qu’un gain d’efficacité d’environ 10 %. Sans véritable conception à double circuit, la précision et les économies d’énergie annoncées sont souvent exagérées. Un hybride légitime est conçu pour les ateliers qui utilisent la force hydraulique pendant une partie de la journée de travail mais souhaitent aussi la vitesse, la précision et les coûts d’exploitation réduits nécessaires pour les séries plus légères.
Choisir entre hydraulique, électrique et hybride ne consiste pas à courir après la dernière technologie ou les chiffres de tonnage les plus élevés — il s’agit d’aligner le système d’entraînement avec la physique et l’économie de vos besoins réels de production. La consommation d’énergie, les routines d’entretien et les capacités de précision varient fortement selon les types de machines, et votre investissement ne sera judicieux que si ces caractéristiques correspondent à votre gamme de matériaux et à vos cycles requis.
Commandes CNC : la fonctionnalité qui peut devenir l’atout concurrentiel de votre atelier — ou rester inutilisée
“ Technologie orpheline ” : éviter les contrôleurs CNC sans soutien du fabricant. De nombreux acheteurs se focalisent sur le tonnage, la vitesse et la rigidité du bâti, mais le contrôleur est la partie la plus susceptible de devenir obsolète bien avant le reste de la machine. C’est là que les ateliers sapent souvent leur productivité sans s’en rendre compte : ils choisissent un contrôleur que le fabricant a cessé de supporter, entraînant des solutions de contournement maladroites, des délais de réparation prolongés et, à terme, des coûts de rétrofit qui anéantissent les économies issues d’un achat en seconde main.
Des modèles comme le Delem DA‑41T ou l’ESA S530 peuvent réaliser correctement des opérations basiques à 2–4 axes, mais une fois le support du firmware terminé — généralement après 8 à 10 ans — ils ne peuvent plus charger de bases d’outillage mises à jour, intégrer les normes de sécurité modernes ou recevoir les correctifs essentiels du système d’exploitation. Le CybTouch 8 de Cybelec rencontre des problèmes similaires ; de nombreux fabricants européens ont déplacé leur assistance vers des produits plus récents de moyenne gamme, laissant les systèmes anciens sans mises à jour linguistiques ni correctifs de prévention des collisions. Certains ateliers rapportent devoir attendre de six à douze mois pour réparer des unités ESA S600 hors production datant d’avant 2018.
Un atelier de taille moyenne l’a découvert à ses dépens : une presse plieuse d’occasion équipée d’un Delem DA‑42T âgé de 12 ans semblait une bonne affaire jusqu’à ce que le support de Windows 7 soit interrompu. Dès lors, le contrôleur ne pouvait plus faire fonctionner de logiciel à jour, obligeant à un rétrofit complet coûtant 15 000 € et entraînant une semaine de production perdue. Le problème ne venait pas de la machine — c’était l’écosystème logiciel obsolète du contrôleur.
Un audit rapide avant achat peut éviter ce type de problème. Demandez toujours :
Tout modèle Delem antérieur au DA‑53T/58T ou ESA en dessous du S640+ — en particulier les fabrications avant 2020 — présente un risque élevé de perdre le support du fabricant. Une presse plieuse avec un système hydraulique non pris en charge peut encore être réparée par un technicien qualifié, mais une machine dotée d’un logiciel obsolète devient inutilisable jusqu’à ce qu’un contrôleur compatible soit trouvé.
Programmation hors ligne : pourquoi c’est plus important que la taille de l’écran tactile Un grand écran tactile peut sembler impressionnant dans une salle d’exposition, mais il ne stimule pas la productivité — la programmation hors ligne, oui.
Les systèmes capables de fonctionner hors ligne tels que les Delem DA‑69T ou DA‑66T permettent aux programmeurs de concevoir des séquences de pliage complètes, de lancer des simulations 3D et de vérifier les collisions d’outillage sur un PC pendant que la presse plieuse continue de fonctionner. Ce processus réduit généralement le temps de préparation de 40 à 60 % sur les travaux complexes. Pour les ateliers gérant des machines avec six axes ou plus, les avantages sont transformateurs : moins d’erreurs d’opérateur, un débit plus élevé et des transitions plus fluides entre les équipes.
En comparaison, l’édition directement sur la machine peut tout ralentir. Un écran de 15 pouces comme celui du ESA S640 peut sembler impressionnant, mais sans capacité d’exportation hors ligne, chaque modification de programme oblige les opérateurs à se regrouper autour de la presse plieuse. Ces modifications en direct arrêtent la production net, transformant la machine en goulot d’étranglement. Un panneau Delem DA‑53T de 10,1 pouces suffit largement pour des travaux 2D simples, mais dès que vous avez besoin de simulation 3D ou de configurations multi‑stations, l’absence de programmation hors ligne limite rapidement la productivité.
Les données du terrain le confirment. Les ateliers utilisant des commandes compatibles hors ligne constatent environ 25 % moins d’erreurs d’opérateur sur les opérations de pliage multi‑axes. Un programmeur unique travaillant sur un bureau peut créer des centaines de programmes de pièces par semaine, laissant la presse plieuse libre pour la production réelle plutôt que servir de terminal de programmation.
La fonctionnalité hors ligne est plus importante que la taille de l’écran car elle change votre façon de travailler. Un écran plus grand peut améliorer la visibilité, mais la programmation hors ligne élimine complètement les temps morts.
Si vos opérateurs n’utilisent pas réellement l’interface de commande, votre investissement est perdu. Un contrôleur haut de gamme n’apporte de la valeur que lorsque ses fonctionnalités sont exploitées. De nombreux ateliers dépensent involontairement trop — en choisissant des systèmes avancés bourrés de structures de menus complexes — pour finalement voir les opérateurs les abandonner dès que la production devient intense, préférant des surcharges manuelles ou des modes de fonctionnement de base.
Les commandes Delem DA‑66T et DA‑69T dominent le marché pour une raison claire : les opérateurs peuvent passer de la configuration à la production en quelques tapotements rapides. La plupart atteignent environ 90 à 95 % de compétence en deux jours. En comparaison, les interfaces professionnelles de type Cybelec Modeva et similaires exigent souvent une semaine ou plus de formation, ce qui les rend moins pratiques pour les ateliers confrontés à un roulement de personnel fréquent ou à des niveaux de compétence variables.
Les systèmes ESA S640 et S875W offrent une flexibilité exceptionnelle — permettant une logique API personnalisée, des écrans IHM entièrement reconfigurables et le contrôle de dizaines d’axes — mais cette même puissance peut dérouter les opérateurs moins expérimentés. Les données de terrain montrent que dans des environnements à faible compétence, jusqu’à 30 % de la capacité du système reste inutilisée car les opérateurs évitent les outils 3D et s’appuient plutôt sur des réglages manuels.
Même la disposition matérielle joue un rôle crucial. Dans des environnements poussiéreux ou avec des gants, de nombreux ateliers préfèrent les commandes à boutons telles que le DA‑65R, qui minimisent les erreurs d’écran tactile et les saisies involontaires. Une ligne de fabrication a récupéré environ 15 heures productives par semaine après avoir remplacé un panneau tactile DA‑42T défaillant par une interface à boutons lors d’une modernisation.
Un test simple peut révéler si la commande convient à votre équipe : confiez à votre opérateur le moins à l’aise avec la technologie une séquence à 10 pliages. S’il revient à des réglages manuels des axes X ou R, c’est que l’interface est trop complexe pour votre personnel. Dans ce cas, un système Delem simplifié avec une synchronisation intuitive des axes produira des résultats plus réguliers qu’un contrôleur riche en fonctionnalités que personne n’utilise pleinement.
Un contrôleur peut être soit l’outil le plus productif de votre presse plieuse, soit l’accessoire le plus coûteux à prendre la poussière. Faire correspondre les capacités du système au niveau de compétence de vos opérateurs garantit que vous obtenez la performance pour laquelle vous avez payé.
De nombreux acheteurs croient à tort que l’outillage de presse plieuse est interchangeable — une idée fausse coûteuse. En pratique, le profil de la tige dicte tout l’écosystème d’outillage qui en découle. L’outillage de style américain, identifiable par sa tige étroite de 0,50 pouce (12,7 mm), a été conçu pour des changements rapides et manuels afin de minimiser les temps d’arrêt dans les environnements de fabrication générale. Il fonctionne bien pour un travail répétitif avec des tolérances généreuses, mais cette commodité se fait au détriment d’une précision soutenue. Chaque changement use légèrement l’interface du serrage ; après seulement une douzaine de cycles de configuration, la précision de pliage peut varier de 0,01 pouce — assez pour rendre des composants aéronautiques ou électroniques non conformes.
L’outillage de style européen adopte une approche fondamentalement différente. Sa tige plus large de 13 mm, combinée à des rainures latérales, se verrouille fermement dans des serre‑coins, permettant un alignement hautement répétable avec des tolérances serrées à 0,0004 pouce. Ces systèmes fonctionnent parfaitement avec des presses plieuses CNC nécessitant un retour d’angle précis. L’inconvénient : une fois que vous investissez dans une presse plieuse conçue pour un style, vous êtes enfermé dans ce format. Une presse de style américain n’acceptera pas d’outillage européen sans adaptateurs spécialisés — et ces adaptateurs modifient la géométrie de formage, les hauteurs de référence et même les capacités de charge.
La mauvaise surprise survient souvent lorsqu’une presse plieuse “ clé en main ” d’occasion arrive avec un outillage qui ne correspond pas à votre machine. Environ 70 % des unités de style américain d’occasion vendues comme “ prêtes à l’emploi ” comprennent des poinçons très usés incompatibles avec des serre‑coins de style européen. Ce décalage peut interrompre votre première série de production, nécessitant des semaines d’attente pour des adaptateurs ou des poinçons de remplacement pouvant coûter presque autant que votre acompte initial. Ce n’est pas un choix de mise à niveau ultérieure : c’est une décision de plateforme fondamentale prise dès le premier jour.
Les annonces en ligne mettent souvent en avant “ 680 kg d’outillage inclus ”, mais le poids seul est sans importance si l’acier ne résiste pas à une utilisation réelle. Un outillage véritablement destiné à la production est trempé à au moins HRC 50 ; en dessous de HRC 45, il ne s’agit guère plus que de décoration d’atelier. Des outils plus tendres peuvent se déformer après seulement quelques centaines de pliages d’acier doux de 6 mm, arrondissant leurs arêtes et faussant les angles — entraînant des reprises coûteuses. À la fin, les acheteurs paient pour expédier ce qui équivaut à de la ferraille.
Avant l’expédition ou lors de l’inspection sur site, confirmez la largeur de la tige et la dureté de la matrice. Demandez au vendeur une certification du matériau ou au moins une mesure de dureté prise sur la pointe d’un poinçon. Vérifiez que toutes les sections sont de longueur cohérente — des pièces dépareillées de 10 cm ne répartiront pas uniformément la force sur un lit de 3 mètres. Un ensemble véritablement prêt à l’emploi doit inclure des sections d’au moins 300 mm, vous permettant d’effectuer un test d’alignement à basse pression à environ 10 à 15 % de la capacité nominale de la presse. Si les points ne s’alignent pas ou si vous repérez des fissures capillaires dans la vallée de la matrice, considérez l’outillage “ inclus ” comme destiné à la ferraille.
Les remetteurs à neuf du secteur, qui suivent plus de 200 installations, signalent qu’environ 40 % des poinçons et matrices fournis sont jetés dans les 90 premiers jours en raison d’une dureté inadéquate ou d’une géométrie défectueuse. Un test rapide sur le terrain peut faire gagner du temps : pliez un échantillon de votre propre production à 90°. Si le rayon du poinçon varie de plus de 0,5 mm ou commence à s’écailler, l’outillage est inutilisable. Remplacer un ensemble de 3 mètres trempé ajoutera immédiatement 2 500 à 4 000 € à vos coûts d’acquisition.
Les adaptateurs peuvent sembler être un compromis économique — conserver vos poinçons actuels tout en changeant les styles de serrage — mais les chiffres réfutent souvent cette hypothèse. Convertir une presse plieuse de style américain pour utiliser des outils européens signifie acheter des porte‑outils coûtant entre $2 000 et $4 000 chacun, plus environ $1 500 de main‑d’œuvre pour l’installation. Équiper entièrement un lit de 3 mètres peut représenter entre $10 000 et $20 000 avant même de produire votre premier pli.
Au‑delà du coût, les adaptateurs réduisent les performances. Agissant comme une couche intermédiaire, ils fléchissent sous la charge, réduisant la force disponible de 20 à 30 %. Une presse plieuse de 100 tonnes fonctionne alors comme une unité de 70 tonnes, imposant des vitesses de pliage plus lentes pour éviter les fractures. Pour les ateliers travaillant l’acier inoxydable ou les plaques de plus de 3 mm d’épaisseur, cette baisse impacte directement la productivité et peut entraîner des angles incohérents le long des brides prolongées.
En tenant compte du coût total de possession, remplacer complètement les outils est souvent l’option la plus économique. Des outils européens de précision pour une presse plieuse standard de 3 mètres coûtent généralement entre $8 000 et $12 000 — moins que le coût combiné des adaptateurs et de l’entretien continu. Les adaptateurs s’usent généralement deux fois plus vite et peuvent annuler les garanties du fabricant en modifiant la transmission des charges.
| Changement de scénario | Coût de l’adaptateur (configuration complète) | Réduction de tonnage | Entretien annuel supplémentaire | Seuil de rentabilité vs remplacement complet de l’outil |
|---|---|---|---|---|
| Américain → Euro (lit 3 m) | $10k–$15k | Baisse de 20–25 % | $2k/an | ≈ 18 mois (utilisation à fort volume) |
| Euro → Américain | $6k–$10k | Baisse de 10–15 % | $1,5k/an | ≈ 12 mois (travail moins précis) |
| Porte‑outils hybrides sur mesure | $15k–$25k | aucun | $3k/an | Jamais — seulement pour des applications spécialisées |
L’expérience d’un atelier illustre le coût caché de l’utilisation d’adaptateurs. Après avoir modifié une presse plieuse américaine de 150 tonnes d’occasion avec des serre‑joints de style européen pour convenir à des travaux de précision sur l’aluminium, les opérateurs ont commencé à lutter contre une dérive persistante de l’angle de 0,2° en moins de six mois. Finalement, ils ont abandonné les adaptateurs et investi dans des poinçons européens pleine hauteur à la place. Les dépenses combinées ont fini par doubler leur budget d’outillage et ont retardé la production de trois mois.
La conclusion n’est pas que l’outillage européen est toujours meilleur que l’américain — c’est que vous devez prendre une décision éclairée dès le départ. Votre choix de norme d’outillage façonne chaque investissement futur : matrices, porte‑outils, systèmes de compensation, voire l’agencement de vos étagères de rangement. Négliger cet alignement peut transformer une presse plieuse bon marché en une erreur coûteuse, nécessitant des corrections à cinq chiffres avant même le début de votre premier travail de production.
De nombreux acheteurs se fient aux photos ou aux spécifications techniques pour juger de l’état d’une presse plieuse, mais la preuve la plus parlante est un pli d’essai en temps réel sur toute la longueur. Idéalement, cela doit être effectué avec votre propre pièce d’échantillon ou avec un outillage identique à celui que vous prévoyez d’utiliser. Demandez à l’opérateur de faire passer le matériau sur toute la largeur du lit de gauche à droite, la caméra capturant clairement le bord plié à chaque étape. Cela révèlera la cohérence des angles et montrera si le système de compensation ou de courbure fonctionne uniformément sur toute la longueur du lit.
Demandez une preuve immédiate : instruisez l’opérateur de mesurer et d’annoncer l’angle de pli ou la hauteur de la bride en trois points — extrémité gauche, centre et extrémité droite — en utilisant un rapporteur d’angle ou un pied à coulisse bien visible. Si ces mesures dépassent vos tolérances (par exemple, plus de ±0,1° de déviation pour un travail de précision ou ±0,5 mm de variation de longueur de bride), c’est un signe clair d’un système de compensation défaillant, d’un lit usé ou d’un coulisseau mal aligné. Ces défauts sont coûteux à corriger, ce qui fait du pli test votre point de décision avant de vous engager à l’expédition.
Sous charge, le bruit hydraulique peut révéler des problèmes invisibles à l’œil. Lorsque la pièce est en prise et que le coulisseau maintient la pression, demandez à l’opérateur d’approcher la caméra du compartiment de la pompe et des montants latéraux. Apprenez à distinguer le bourdonnement fluide et régulier d’un système hydraulique en bon état du sifflement soutenu et à haute fréquence qui signale un problème — comme des engrenages de pompe rayés, une cavitation des conduites de fluide ou des valves proportionnelles défectueuses. Des bruits de grincement sévères ou des pulsations rythmiques suggèrent des roulements usés ou des restrictions de circulation du fluide, des problèmes qui finiront par se traduire par une force de flexion inégale et une variation imprévisible des angles.
Si possible, examinez l’état de l’huile hydraulique — demandez au vendeur de montrer brièvement le hublot de niveau. Un aspect laiteux indique une contamination par l’eau, tandis qu’une huile sombre implique une dégradation thermique. Les deux scénarios sont coûteux à corriger et constituent des signes avant‑coureurs de défaillance imminente de la pompe ou des valves. Ignorer ces indices sonores et visuels est l’un des moyens les plus rapides de se retrouver avec une machine qui semble en bon état mais souffre d’un temps d’arrêt croissant et d’une baisse de productivité.
La répétabilité est le cœur d’une presse plieuse. Le butoir arrière — la butée mobile qui place votre matériau — et les axes Y chargés du mouvement vertical du coulisseau doivent atteindre de façon constante leurs positions programmées cycle après cycle. Demandez trois plis identiques consécutifs, en utilisant le même matériau et la même configuration d’outillage. Demandez à l’opérateur de garder la caméra sur l’affichage du contrôleur tout du long, afin que vous puissiez surveiller les relevés de position à chaque fin de cycle.
Puis exigez une vérification manuelle : mesurez les longueurs ou décalages des brides des pièces finies de chaque cycle par rapport à vos tolérances autorisées. Si les relevés de position du contrôleur dérivent ou que les dimensions des pièces varient de plus de ±0,05 mm pour un travail de haute précision (ou ±0,1–0,2 mm pour une fabrication standard), le problème peut être des guidages linéaires usés, des ensembles de butoir arrière desserrés ou des servomoteurs mal réglés. Ces défauts sapent progressivement la productivité, en particulier dans les programmes à multiples plis où de petites imprécisions s’accumulent rapidement.
Lors de la demande d’une vidéo d’inspection de 10 minutes, précisez chaque étape pour éviter un contenu vague ou incomplet :
Votre message au vendeur doit être sans équivoque : “ Les images doivent confirmer que ma pièce d’échantillon respecte les tolérances aux trois points de mesure, que la position de la butée arrière/Y se répète dans les spécifications sur trois cycles consécutifs, et que l’hydraulique fonctionne sans bruit aigu ou irrégulier sous charge. Toute déviation est un motif de rejet de l’expédition ou de renégociation du prix avec un engagement de service défini. ”
En exigeant une preuve concrète dans un délai serré, vous supprimez l’incertitude et contraignez le vendeur à démontrer la véritable capacité de la machine dans des conditions de travail. Cette méthode d’inspection directe met en évidence des problèmes tels qu’un mauvais ajustement de l’outillage, une usure de la pompe, des défauts de répétabilité et des erreurs d’alignement avant que vous ne dépensiez des milliers en frais de transport — en faisant l’une des étapes les plus cruciales dans l’évaluation d’une presse plieuse.
La vidéo d’inspection montre ce que le vendeur peut démontrer. L’étape suivante consiste à apprendre ce que la machine va exiger de votre installation, de vos électriciens et de votre budget dès son arrivée. C’est là que des transactions qui semblent parfaites en vidéo échouent souvent dans la pratique.
Acheter une presse plieuse n’est pas aussi simple que de la faire descendre d’un camion : c’est un changement structurel majeur pour votre atelier. Les châssis à tonnage élevé agissent comme d’immenses diapasons, et s’ils ne sont pas installés sur une fondation correctement conçue, les vibrations transformeront les pliages précis en angles incohérents et useront le châssis beaucoup plus rapidement. Pour une unité de 10 pieds, 100 tonnes, le seul travail de béton peut coûter entre $10 000 et $50 000. La question la plus négligée — et la plus importante — est : “ Quelle doit être exactement l’épaisseur de la dalle pour ce modèle ? ” Si le vendeur ne peut pas vous fournir à la fois une mesure et un schéma, vous venez de découvrir votre première dépense cachée.
Faire passer une machine de 20 à 40 tonnes par une porte standard relève de la pure fantaisie, sauf si vous êtes prêt à démonter certains composants clés. Les services de grue, les grutiers certifiés, le nivellement post‑installation et la préparation de la ventilation pour les servomoteurs ajoutent généralement de $5 000 à $15 000 supplémentaires. Les ateliers qui s’attendent à une installation « plug‑and‑play » découvrent rapidement que les réservoirs hydrauliques et les panneaux triphasés ne se laissent pas séduire par l’optimisme ; convertir l’alimentation en 460 V ou passer à une ventilation sans poussière peut facilement ajouter de $2 000 à $8 000.
Un propriétaire d’atelier a raconté avoir perdu une demi‑journée de découpe plasma payée en essayant “ juste de préparer le sol ”. Ce temps d’arrêt a doublé le coût réel de l’installation. Cette histoire résonne parce qu’elle révèle le vrai piège : les 90 premiers jours ne vident pas seulement votre budget — ils sapent votre élan. Le moment le moins coûteux dans la vie d’une presse plieuse est le jour où vous signez le bon de commande.
Les machines d’occasion promettent une gratification instantanée avec des étiquettes comme “ disponible maintenant ”, “ prête à fonctionner ” ou “ en stock ”. Mais les chiffres penchent du mauvais côté dès que vous mettez la mauvaise machine en cycles de production complets. Une presse plieuse CNC de 140 tonnes toute neuve peut prendre 20 à 45 jours pour arriver, mais sur trois ans, elle est généralement de 15 à 30% moins chère que les soi‑disant bonnes affaires d’occasion déjà accablées par des pompes hydrauliques fatiguées, des butées arrière inexactes et des systèmes de compensation usés jusqu’à la corde.
Les pompes hydrauliques approchant la barre des 10 000 heures tombent en panne avec une régularité prévisible. Cette légère dérive de 0,5 mm de la butée arrière que vous avez remarquée dans une vidéo peut se traduire par une perte de productivité de 20 à 40% une fois les pièces réelles chargées. Un atelier a dépensé $80k pour une presse plieuse d’occasion, pour ensuite accumuler plus de $60k de réparations dans les 90 premiers jours. Un autre continuait à remplir le réservoir d’huile d’une Wysong “ à bon prix ” jusqu’à ce que les chiffres soient indéniables : une nouvelle fabrication leur aurait permis d’économiser $25k par an en arrêts non planifiés.
Cela peut sembler contre‑intuitif, mais les chiffres restent constants : une unité neuve à $150k plus $15k pour l’installation surpasse presque toujours une unité d’occasion à $80k avec $50k de réparations une fois que l’on tient compte du coût réel du temps de fonctionnement. La machine “ disponible maintenant ” présente généralement ce statut pour une raison — son dernier propriétaire a déjà payé cher pour comprendre cette équation.
Imprimez cette liste et gardez‑la à côté de vos notes. Si deux cases deviennent rouges, partez. À ce stade, vous n’achetez pas de l’acier — vous achetez de la certitude.
Il existe une question qui traverse tous les arguments de vente : “ Faites tourner ma pièce dix fois sous charge et envoyez‑moi la vidéo ainsi qu’une ventilation des coûts sur trois ans avant la fin de la journée. ” Les fournisseurs capables de répondre à cette demande méritent votre confiance. Ceux qui ne le peuvent pas vous ont déjà donné leur réponse.
Ce qui vous ramène à ce premier moment devant les photos en ligne brillantes — la vérité que la presse plieuse la moins chère est celle qui n’atteint jamais le sol de votre atelier.


















