

على أرض المعرض، تبدو آلة الثني مثالية—تصنيف حمولتها محفور بفخر على الإطار وطول السرير مبرز في الكتيب. تشعر وكأنها الملاءمة المثالية لحجم عملك. لكن عندما تدفع صفيحة من الفولاذ المقاوم للصدأ خلالها، يبدأ الكباس في الإجهاد، وتترك أدوات التشكيل علامات على الحافة، وتدرك الحقيقة: أرقام ورقة المواصفات لم تكن أبداً الصورة الكاملة. الحمولة والطول والسعة كلها تعكس ظروف اختبار مثالية نادراً ما تحدث في الإنتاج الفعلي. المسافة بين الأداء النظري ومتطلبات عملك اليومية هي المكان الذي تولد فيه خيبات الأمل المكلفة.
تمثل الحمولة المصنفة لآلة الثني أقصى قوة تشكيل آمنة—وليست الحمولة التي ستحتاجها فعلياً لأعمالك المحددة. تعتمد القوة المطلوبة على مقاومة الشد للمادة، مربع سمك الصفيحة، طول الثني، وفتحة قالب الـ V. بمجرد تعديل أحد هذه العوامل، يمكن أن يتراوح الطلب على الحمولة بين حوالي 30% و100%. على سبيل المثال، ثني صفيحة فولاذ A36 بسمك ¼ بوصة فوق قالب بعرض 2 بوصة يتطلب تقريباً 197 طن على طول 10 أقدام. إذا استخدمت قالب بعرض 3 بوصات، ينخفض الطلب إلى حوالي 139 طن؛ وإذا ضيقت القالب إلى 1.5 بوصة للحصول على نصف قطر أصغر، فإن نفس الثني يحتاج فجأة إلى ما يقارب 300 طن. إن عبارة “سعة ¼ بوصة” في ورقة المواصفات تفترض بهدوء فولاذاً طرياً، وزاوية ثني معتدلة، وإعداد قالب موصى به من المصنع—وهي ظروف قد لا تحققها أبداً في العمل الفعلي.
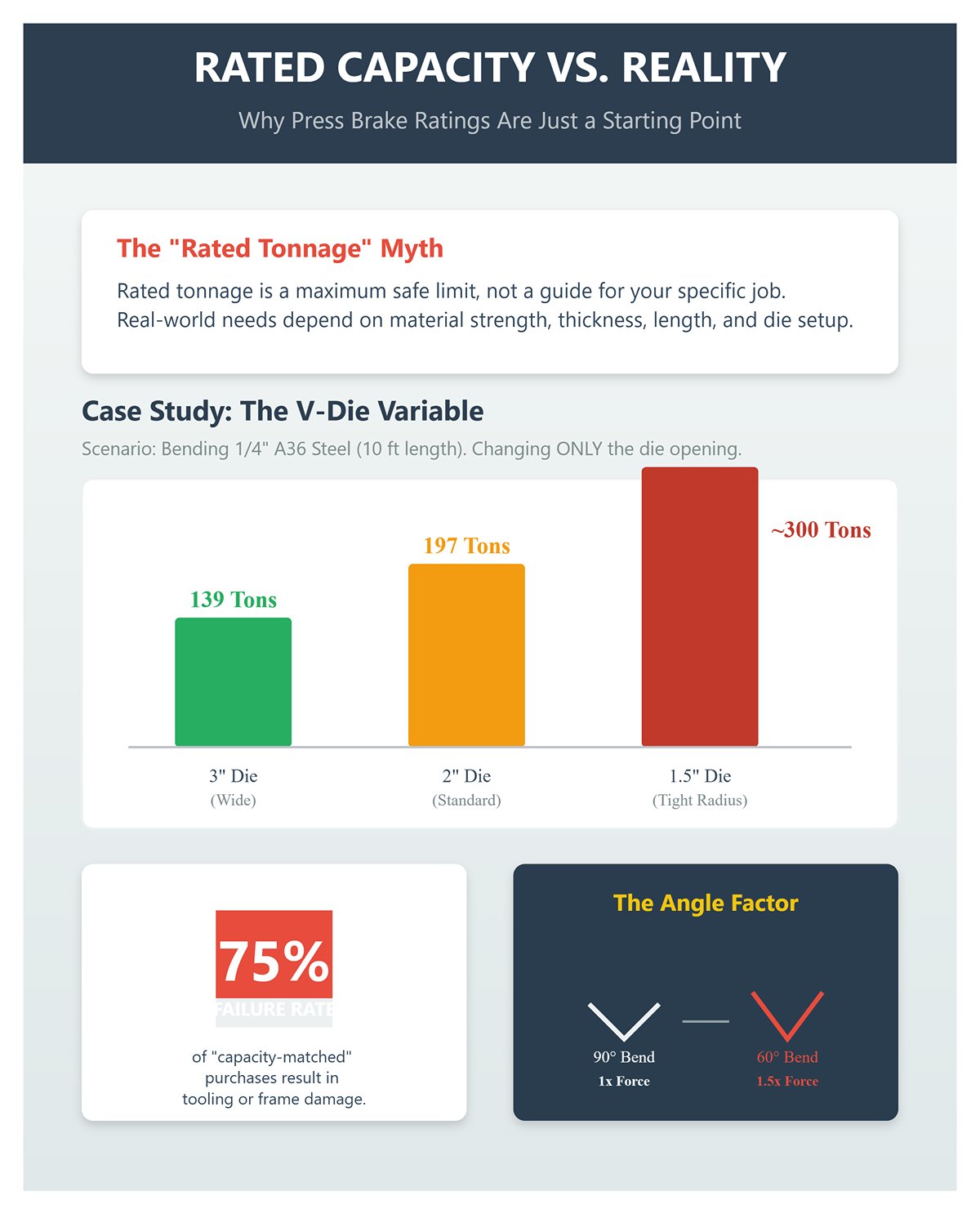
لهذا السبب غالباً ما تتآكل أو تفشل آلات الثني ذات التصنيف المنخفض قبل المتوقع بكثير. تظهر بيانات الصناعة أن ما يقرب من ثلاثة أرباع المشتريات “المطابقة للسعة” ينتهي بها الأمر بأضرار في الأدوات أو إجهاد في الإطار بمجرد أن يتجاوز المشغلون المادة الطرية في الاختبار—عند تشكيل سبائك أقوى، أو ثنيات أضيق، أو أنصاف أقطار أصغر مما افترضه المختبر. قد تنحرف أو تتوقف آلة ثني بقدرة 90 طن مصنفة لثنيات قياسية بزاوية 90° عند زاوية 60°، حيث يمكن أن تقفز الحمولة المطلوبة بنحو 1.5× مع تضييق زاوية الثني. الرقم الموثوق الوحيد هو الذي تحسبه بناءً على مادّتك الفعلية، وزاويتك، وتكوين القالب. بدون ذلك، فإن “الحمولة المصنفة” ليست سوى ميزة تسويقية—دقيقة فقط في ظروف مثالية ونادراً ما تتكرر.
للوهلة الأولى، تبدو آلة الثني “بطول 10 أقدام” وكأنها توفر مساحة عمل غير منقطعة. في الواقع، يستهلك كل إطار جانبي ما يقارب قدم من الطول القابل للاستخدام، ويحدد عمق الحلق—المسافة من خط مركز الكباس إلى الجدار الداخلي للإطار—مدى بروز الجزء قبل أن يصطدم بعائق. بمجرد احتساب سمك الإطار، فإن ذلك السرير المزعوم بطول 10 أقدام يوفر عادةً حوالي 8 أقدام من سعة الثني الحقيقية.

تخيل أنك تحاول تشكيل قناة بطول 9 أقدام مع حواف بعمق 20 بوصة. قد تتناسب الأدوات جيداً، لكن بمجرد أن تميل الجزء لتجاوز الحافة، يمنعك الإطار من الحركة. الحل البديل—قلب الجزء أو الثني من الطرف الآخر—يضاعف وقت المناولة ويخلق تحديات في المحاذاة. العديد من المشترين للمعدات المستعملة يكتشفون ذلك فقط بعد وصول الآلة، عندما تجبرهم “المطابقة للسعة” على التعامل مع العوارض بزوايا غير مريحة. الحل هو التبصر: اختر تصاميم مفتوحة الإطار أو نماذج بعمق حلق ممتد للحفاظ على الوصول، بينما تضحي الآلات ذات الإطار المغلق بالوصول مقابل زيادة الصلابة. إذا كانت عملياتك تشمل مقاطع صندوقية كبيرة، خطط لسرير أطول بمقدار قدمين على الأقل من أكبر ثني لديك للحفاظ على كفاءة سير العمل.
حوالي 30% من المشتريات التي تبدو “ملائمة تماماً” تتجاهل فقدان الطول القابل للاستخدام في العالم الحقيقي بنسبة 20–25%. قد تقول ورقة المواصفات “10 أقدام”، لكن أجزاؤك لا تهتم بالتسويق—المهم هو ما إذا كانت ستتجاوز الإطار فعلياً.
حتى مع الحمولة والوصول المناسبين، هناك عنق زجاجة حرج آخر: هل يمكنك إزالة القطعة النهائية بعد الثني؟ يشير الفراغ إلى الفتحة العمودية بين الكباس والسرير عند فتح الآلة بالكامل، بينما تشير الضربة إلى المسافة الكلية التي يقطعها الكباس. معاً، يحددان مدى سهولة تحرير المكون من تحت الأدوات. يعني الفراغ غير الكافي أن الحواف الطويلة تعلق تحت الكباس؛ وتفرض الضربة المحدودة عليك إخراج كل جزء يدوياً بصعوبة.
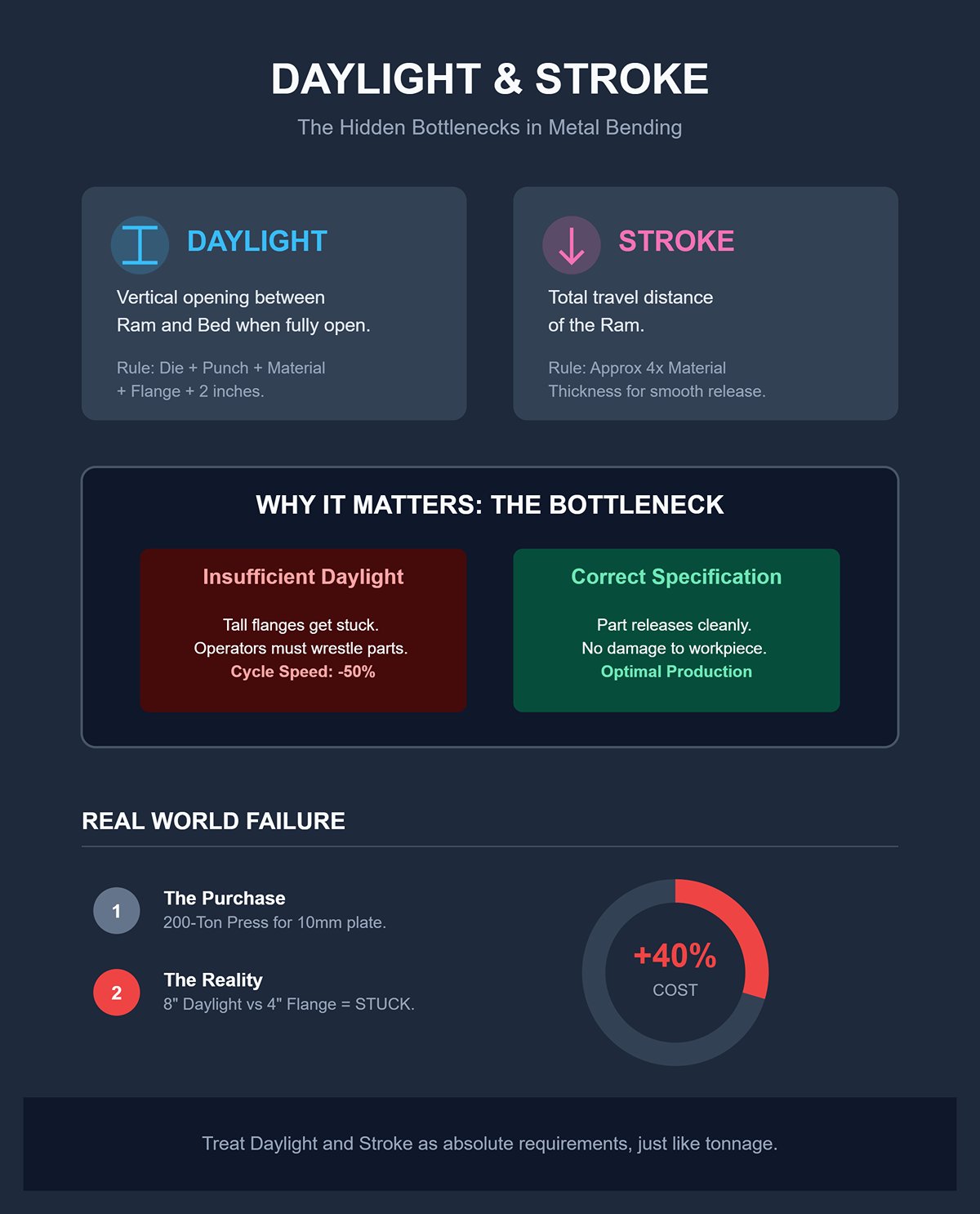
إرشاد سريع: يجب أن يتجاوز الفراغ الارتفاع الإجمالي للقالب، واللكمة، وسمك المادة، والحافة النهائية بمقدار لا يقل عن بوصتين. يجب أن تكون الضربة حوالي أربعة أضعاف سمك المادة للسماح بالإفراج السلس. على سبيل المثال، ثني صفيحة من الفولاذ المقاوم للصدأ بسماكة 6 ملم إلى قناة ذات حافة طويلة يتطلب تقريباً 10 بوصات من الضربة. ومع ذلك، فإن العديد من الآلات “الثقيلة” تقصر عن ذلك بفراغ لا يتجاوز 8 بوصات، مما يحجز الأجزاء الأكبر حتى يضطر المشغلون إلى إمالتها أو إخراجها بالقوة—مما يقلل سرعة الدورة إلى النصف ويزيد خطر تلف القطعة.
أحد المصنّعين اكتشف ذلك بالطريقة الصعبة: على الورق، بدت آلة ثني بقدرة 200 طن مثالية للعمل على صفائح بسماكة 10 ملم، لكن الإنتاج كشف العيب. مع فراغ لا يتجاوز 8 بوصات، لم تستطع الآلة تجاوز الحواف بارتفاع 4 بوصات، مما أجبر الفريق على الاعتماد على محولات مكلفة لم تحل المشكلة بالكامل. في النهاية، اضطروا إلى استبدال الوحدة بالكامل—ترقية رفعت التكلفة الإجمالية للمشروع بنسبة 40%.
لتجنب نفس الخطأ المكلف، اعتبر الفراغ والضربة متطلبات أساسية—بأهمية الحمولة أو طول السرير نفسه. إذا لم تستطع آلة الثني تحرير الجزء الخاص بك بسلاسة، فهي ليست آلة ثني عاملة على الإطلاق—بل مجرد ملزمة باهظة الثمن.
عندما تبدو المواصفات وادعاءات التسويق متطابقة تماماً، يجدر السؤال: مثالية لمن—المصنّع أم أنت؟ الإنتاجية الحقيقية لا تأتي من الأرقام على لوحة الاسم، بل من الهندسة الخفية، والخلوصات، والأعماق التي تعطي تلك الأرقام معناها. إدراك هذا الفارق هو الخطوة الأولى نحو شراء آلة ثني تعمل مع الفيزياء، لا ضدها.
تعامل معظم المصادر مع حمولة الثني بالهواء كبحث بسيط في جدول، لكن الميزة الحقيقية تأتي من حسابها بنفسك باستخدام خصائص مادّتك وأدواتك. تعتمد قوة الثني بالهواء على ثلاثة عوامل يمكن التحكم بها: مقاومة الشد، السمك، وفتحة الـ V. صيغة عملية على مستوى الإنتاج هي: الأطنان لكل قدم ≈ C × (مقاومة الشد بالـ ksi) × سمك المادة (بالبوصة) × (السمك ÷ فتحة الـ V). استخدم C ≈ 1.0 كخط أساس للفولاذ الكربوني؛ واضبطه إلى حوالي 0.6 للألمنيوم أو إلى حوالي 1.6 للفولاذ المقاوم للصدأ. نظراً لأن الحاسبات المختلفة تطبق ثوابت مختلفة قليلاً، أظهر تسامح ±20% عند عرض الحسابات الداخلية.
إليك مثال ملموس لتوضيح الحساب. افترض أنك تقوم بثني بالهواء لطول 10 أقدام من فولاذ A36 (مقاومة الشد ≈ 70 ksi)، بسماكة 0.25 بوصة، مع فتحة V بعرض 1 بوصة. ينتج الحساب أطنان لكل قدم ≈ 1.0 × 70 × 0.25 × (0.25 ÷ 1.0) = 4.375. على طول 10 أقدام، يبلغ المجموع حوالي 44 طن. هذا يعكس ظروف مثالية للثني بالهواء فقط—دون احتساب التفاوتات الإنتاجية. قد يصر بائع يروج لنموذج بقدرة 50 طن على أنه كافٍ، لكن هذا صحيح فقط في سيناريو مثالي.
طريقة موثوقة لحماية أي قرار شراء بسيطة: أولاً، احسب الأطنان لكل قدم المطلوبة لأكثر أجزائك تطلباً وطول الثني الكامل. اضرب في ذلك الطول، ثم أضف هوامش أمان. للثني بالهواء، أضف حوالي 20–30%. إذا انتقلت يوماً إلى التثبيت السفلي، خطط لحوالي أربعة أضعاف تلك الحمولة الأساسية—وستة إلى عشرة أضعاف للتسكين. وأخيراً، أضف 10–25% أخرى إذا كانت آلة الثني مستعملة، أو قديمة، أو تعمل بأدوات يظهر عليها التآكل. هذا الحساب الواحد يمنع الخطأ الشائع جداً حيث تبدو “الحمولة الإجمالية” المعلن عنها كافية على الورق لكنها تقصر بمجرد دخول القوالب الحقيقية وحواف الإنتاج الطويلة في المشهد.
تعكس القدرة القصوى المنشورة قوة الأسطوانة الكلية—not القوة الفعلية القابلة للاستخدام لكل قدم موزعة على طول الانحناء الفعلي لديك—وهنا غالباً ما تضيع الدقة. مكبس ثني بقدرة 100 طن قد يشكل عينة قصيرة أثناء العرض التجريبي لكنه يفشل عند الثني الهوائي لقطعك بطول 8 أو 10 أقدام باستخدام فتحة V المطلوبة. مع زيادة طول القطعة، تتوزع القوة المتاحة، مما يقلل الأطنان لكل قدم. إذا لم يتمكن البائع من إظهار القوة لكل قدم عند فتحة V المحددة لقطعتك، فقد أغفل الرقم الذي يحدد فعلياً مدى ملاءمة الآلة.
طريقة التشكيل تزيد أيضاً من تعقيد التصور. الثني الهوائي يتطلب قوة أقل بكثير من التثبيت السفلي وأقل بكثير من التسكين (coining). أحياناً يقوم الموزعون بعروض تجريبية باستخدام فتحة V كبيرة لجعل عملية الثني تبدو سهلة، مما يخفض بشكل مصطنع متطلبات الأطنان لكل قدم ويبالغ في قدرة الآلة. مثال تحذيري: اشترى ورشة مكبس ثني مستعمل بقدرة 110 طن بعد أن ثنى بسهولة شريط اختبار بسماكة 10 مم أثناء العرض. كانت قطعهم الفعلية بطول 2.5 م وتستخدم فتحة V أصغر. عند بدء الإنتاج، لم يستطع المكبس ثني أي قطعة بشكل كافٍ، مما اضطرهم لاستبدال أدوات باهظة وتركيب نظام تعويج (crowning) جديد—أنفقوا في النهاية أكثر مما لو اشتروا القدرة الصحيحة من البداية.
تقييمات القدرة تفترض أيضاً مكبساً جديداً من المصنع به هيدروليكيات مثالية وهيكل صلب غير مشوه. الوحدة التي يبلغ عمرها عقد من الزمن ومعها أختام متآكلة أو تزامن غير متساوٍ لمحور Y توفر ضغطاً أقل اتساقاً وزيادة في انحراف الزوايا—لا يظهر أي من ذلك في مواصفات الأطنان البسيطة. المشترون الذين يركزون فقط على القوة القصوى يغفلون السؤال الأساسي: كم قوة قابلة للاستخدام يمكن أن توفرها هذه الآلة لكل قدم عند فتحة V التي تتطلبها قطعي فعلياً؟
ارتداد الزوايا هو التكلفة الخفية على طاقتك. المواد القاسية مثل الفولاذ المقاوم للصدأ أو السبائك عالية القوة تميل إلى العودة بقوة أكبر بعد الثني، مما يتطلب غالباً طاقة تشكيل أكبر بنسبة 10–25% أو حتى ثنية ثانية لتحقيق الزاوية المحددة. المكونات الرقيقة ذات الحواف الطويلة بالنسبة لسماكتها تزيد المشكلة سوءاً. مكابس الثني الحديثة ذات تحكم دقيق في المحور Y1/Y2 وتاج آلي (crowning) محوسب تعوض ارتداد الزوايا بشكل ثابت. في المقابل، الآلات القديمة التي تستخدم تاجاً ميكانيكياً أو صمامات بطيئة الاستجابة تخفق، مما يؤدي إلى انحراف الزاوية عدة درجات من مركز الآلة حتى نهاياتها على مدار فترة العمل، بغض النظر عن مهارة المشغل.
هذا التفاوت يتحول بسرعة إلى مشكلة مالية، وليس مجرد تحدي في الثني. مع خمس دقائق من إعادة العمل لكل قطعة، إنتاج 200 قطعة شهرياً بمعدل 160 دولار لكل ساعة يترجم إلى أكثر من 1,000 دولار خسارة في تكاليف العمالة وحدها. إذا أضفت معدلات الخردة أو تكلفة تركيب تاج بديل، يتفاقم الأثر. الفولاذ المقاوم للصدأ—بمتطلباته الأعلى للأطنان بنحو 1.6× مقارنة بالفولاذ الطري—يكشف هذه العيوب بسرعة كبيرة: المواصفات التي تبدو قابلة للتحقيق على الورق غالباً تصبح مستحيلة في الإنتاج الفعلي دون طاقة إضافية أو التحول إلى التسكين (coining).
تجاهل ارتداد الزوايا أحد الأسباب الرئيسية التي تجعل الآلات المستعملة تخيب آمال المشترين. قد تبدو الأطنان المعلنة كافية، لكن انحناء السرير غير المتساوي أو بطء الهيدروليكيات يجبر المشغلين على الثني المفرط وإعادة الثني. هذه الطاقة الإضافية للتشكيل لم تكن جزءاً من تقييم القدرة الأصلي، ويتضح النقص فقط بعد التركيب.
من خلال حساب الأطنان بناءً على قوة الشد وفتحة V، والإصرار على الأطنان القابلة للاستخدام لكل قدم، وأخذ السماح لارتداد الزوايا في الحسبان، تحول المواصفة الغامضة إلى مطلب أداء ملموس. هذه التحضيرات تمكنك من دخول مفاوضات مع الموزع وأنت مسلح برقم محدد يجب أن تحقق الآلة بشكل موثوق—بدلاً من ترك المجال للموزع لتعريفه.
عندما تكون القوة الهائلة والتنوع أمرين أساسيين، لا تزال مكابس الثني الهيدروليكية تضع المعيار. مدفوعة بواسطة مكابس تعمل بالسوائل، تحافظ على كامل طاقتها طوال الضربة، مما يمكنها من ثني الفولاذ الهيكلي السميك (8–20 مم) دون تباطؤ. في المشاريع المتطلبة—مثل تشكيل حوامل من الفولاذ المقاوم للصدأ بسماكة 12 مم أو حواف عوارض واسعة—يمكن للهيدروليك أن يتفوق على النماذج الكهربائية المماثلة بنسبة 30–50% في القدرة. كما أنها تتعامل بسهولة مع سماكات المواد المختلفة في نفس دورة الإنتاج. تنبع هذه المرونة من طبيعة الضغط الهيدروليكي، الذي يمكن تعديله فورياً ليتناسب مع مقاومة المادة. ونتيجة لذلك، نادراً ما تتطلب تغييرات الأدوات أو التباينات في المخزون إعادة معايرة لحدود حمل المحرك.
لكن هذه المزايا لها مقايضات. الأنظمة الهيدروليكية تحافظ على تشغيل المضخات باستمرار—حتى بين الثنيات—مما يستهلك طاقة أكبر بمقدار ضعفين إلى ثلاثة أضعاف مقارنة بالتصاميم ذات الدفع بالسيرفو. على مدار عام، يمكن لوحدة بقدرة 100 طن تستخدم بشكل معتدل أن تضيف 5,000 دولار إضافية في تكاليف الكهرباء. تضيف الصيانة إلى التكلفة: تغيير الزيت، إصلاح التسرب، واستبدال الصمامات يمكن أن يستهلك 10–15% من توافر الآلة سنوياً. معظم النماذج المتوسطة تتكبد 5–6 آلاف دولار سنوياً في تكاليف الخدمة. العمليات ذات الحجم الكبير تزيد الأثر—إجراء أكثر من 200 ثنية في الساعة يمكن أن يولد حرارة تدفع دقة المكبس من ±0.05 مم إلى ±0.2 مم في 50 دورة فقط، مما يؤدي إلى إعادة عمل مكلفة. غالباً ما يشير ضجيج المضخة المستمر إلى التآكل قبل حدوث العطل، لكنه لا يزال يعني فقدان وقت الإنتاج.
تظل النماذج الهيدروليكية الخيار الواضح للإنتاج المنخفض والتصنيع الثقيل حيث يكون عبء العمل ضئيلاً، والمواد قوية، وتفرض النماذج الكهربائية تكلفة إضافية تزيد عن 50 ألف دولار دون تقديم القوة المطلوبة. مع الصيانة الجيدة والسجلات الكاملة للخدمة، تحافظ عادةً على قيمة إعادة بيع أعلى بنسبة حوالي 20% من المتوسط.
تتفوق مكابس الثني الكهربائية بالسيرفو عند العمل مع المعادن ذات السماكة الخفيفة إلى المتوسطة، حيث توفر الدقة والسرعة بالتساوي. مدفوعة ببراغي كروية أو آليات حزام، تحقق تكرارية ±0.01 مم وتعمل أسرع بنسبة تصل إلى 30% من الهيدروليكيات. لأن المحركات تعمل فقط أثناء الثني، وليس أثناء الخمول، فإنها تقلل استهلاك الطاقة بنسبة 60–70% مقارنة بالأنظمة الهيدروليكية. بالنسبة لورشة إنتاج متوسطة الحجم تسجل حوالي 500 ساعة سنوياً، يعني ذلك وفراً في الطاقة قدره 2–4 آلاف دولار كل عام.
على الرغم من أن الاستثمار الأولي أعلى—عادة 120–180 ألف دولار لمكبس كهربائي بسعة 100 طن مقابل 80–120 ألف دولار لموديل هيدروليكي—إلا أن فترة الاسترداد غالباً قصيرة. يمكن أن تغطي الوفورات الناتجة عن تقليل استخدام الطاقة وتقليل الصيانة (عدم الحاجة لتغيير الزيت، أو استبدال المضخة، أو تآكل الصمامات) الفرق خلال حوالي 18 إلى 24 شهراً.
| العامل | تكلفة الكهرباء | التكلفة الهيدروليكية | نقطة التعادل |
|---|---|---|---|
| الشراء (100 طن) | $120K–$180K | $80K–$120K | غير متوفر |
| الطاقة/السنة (ورشة متوسطة) | $3K | $8K | 18 شهرًا |
| الصيانة/السنة | $2K | $6K | 12 شهرًا |
| الدورات/الساعة | 25–35 | 15–25 | قائد الحجم |
تقلل الأنظمة الكهربائية أيضًا من ضوضاء أرضية الورشة بحوالي 15 ديسيبل، وتلغي تسربات الزيت، وتقلل من إرهاق المشغل عن طريق إزالة اهتزازات مضخة الهيدروليك. في الأعمال الحساسة من حيث الدقة، يمكن لآلة كهربائية أصغر—مثل نموذج 80 طن—أن تتفوق على آلة هيدروليكية أكبر عند تشكيل الحواف الضحلة التي تقل عن 100 مم، مما يقلل من تعديلات الارتداد المكلفة.
ومع ذلك، توجد قيود. أداء المحرك المؤازر ينخفض بشكل حاد بعد 200 طن، مما يجعل الوحدات الكهربائية غير عملية للفولاذ الذي يزيد سمكه عن حوالي 10 مم. بالنسبة للورش التي تعمل ضمن ميزانية أقل من $100K أو التي تتعامل بانتظام مع مواد سميكة، قد تفتقر مكابح الضغط الكهربائية ببساطة إلى القوة التي تتطلبها عملياتهم.
الهجينة المؤازرة-الهيدروليكية مصممة خصيصًا للمصنعين الذين يوازنون بين الحاجة إلى قوة ضغط عالية وسرعة إنتاج أكبر. في هذه الأنظمة، تقوم المحركات المؤازرة بتشغيل المضخات الهيدروليكية فقط أثناء عملية الثني، مما يوفر طاقة بنسبة 30–50٪ مقارنة بالأنظمة الهيدروليكية التقليدية مع الحفاظ على قدرات تتجاوز 300 طن. التصاميم الهجينة الحقيقية تتميز بخزانات هيدروليكية مزدوجة الدائرة—واحد لكل أسطوانة—مما يسمح بالتحكم المستقل في الكباس. هذا الإعداد يوزع الحمل بكفاءة أكبر، ويزيد سرعة التشكيل بنسبة تصل إلى 25٪، ويقضي على هدر الطاقة الناتج عن تشغيل النظام بالكامل في وضع الخمول.
بالنسبة للمرافق ذات الإنتاج المتوسط التي تنفذ 300–800 عملية ثني يوميًا عبر مواد متنوعة، توفر الأنظمة الهجينة التوازن المثالي. فهي تحافظ على دقة زاوية ±0.05° على أسِرّة بطول 10 أقدام باستخدام تغذية راجعة للتتويج يتم التحكم بها بالمؤازرة، وتقلل استهلاك الزيت بنحو 50٪، وتعمل بصوت أقل بنسبة تقارب 40٪ مقارنة بالهيدروليك التقليدي. على سبيل المثال، يمكن لمصنع قطع سيارات يقوم بثني حاويات ألواح بسماكة 4 مم وإطارات بقدرة 150 طن أن يحقق عائد استثمار خلال سنتين على نموذج هجين بقيمة 140 ألف مقارنة بنموذج هيدروليكي بقيمة 100 ألف عند احتساب وفورات الطاقة وزيادة الإنتاجية.
تحذير للمشتري: ليست كل الآلات التي تُسوَّق على أنها “هجينة” تفي فعلاً بالتعريف. بعض العلامات التجارية تضيف فقط محوّل للتحكم بسرعة المضخة، مما ينتج عنه زيادة كفاءة بنحو 10٪ فقط. بدون تصميم حقيقي مزدوج الدائرة، غالبًا ما تكون دقة الأداء وتوفير الطاقة المعلن مبالغًا فيه. الهجين الحقيقي مصمم للورش التي تعتمد على القوة الهيدروليكية لجزء من يوم العمل ولكنها ترغب أيضًا في الحصول على السرعة والدقة وانخفاض تكاليف التشغيل اللازمة للإنتاج الأخف.
اختيار بين الأنظمة الهيدروليكية والكهربائية والهجينة ليس مسألة ملاحقة أحدث التقنيات أو أعلى أرقام القوة—بل يتعلق بمواءمة آلية التشغيل مع الفيزياء والاقتصاد لاحتياجات إنتاجك الفعلية. استهلاك الطاقة، إجراءات الصيانة، وقدرات الدقة تختلف بشكل كبير بين أنواع الآلات، ولن يكون استثمارك منطقيًا إلا عندما تتناسب تلك الخصائص مع نطاق المواد ومتطلبات الدورة لديك.
أنظمة التحكم CNC: الميزة التي يمكن أن تصبح نقطة تفوق ورشتك—أو تبقى بلا استخدام
“التقنية اليتيمة”: تجنب وحدات تحكم CNC التي لا تدعمها الشركة المصنعة. يركز العديد من المشترين على القوة والسرعة وصلابة الإطار، لكن وحدة التحكم هي الجزء الأكثر عرضة لأن يصبح قديمًا قبل باقي أجزاء الآلة بكثير. هنا غالبًا ما تقوض الورش إنتاجيتها دون أن تدرك: فهي تعتمد وحدة تحكم أوقفت الشركة المصنعة دعمها، مما يؤدي إلى حلول ملتوية، وتأخيرات إصلاح طويلة، وتكاليف تعديل لاحقة تمحو أي وفورات من شراء مستعمل.
نماذج مثل Delem DA‑41T أو ESA S530 يمكنها تشغيل عمليات أساسية من محورين إلى أربعة محاور بشكل كافٍ، لكن بمجرد انتهاء دعم البرمجيات الثابتة—عادة بعد 8–10 سنوات—لن تتمكن من تحميل قواعد بيانات أدوات محدثة، أو دمج معايير السلامة الحديثة، أو تلقي تحديثات أساسية لنظام التشغيل. وحدة Cybelec’s CybTouch 8 تواجه مشاكل مشابهة؛ فقد حول العديد من المصنعين الأوروبيين دعمهم نحو منتجات متوسطة أحدث، تاركين الأنظمة القديمة بدون تحديثات لحزم اللغة أو إصلاحات منع التصادم. بعض الورش أفادت بأنها اضطرت للانتظار من ستة إلى اثني عشر شهرًا لإصلاح وحدات ESA S600 التي توقفت عن الإنتاج منذ ما قبل 2018.
اكتشفت ورشة تصنيع متوسطة الحجم هذا الأمر بالطريقة الصعبة: مكبس ثني مستعمل مجهز بوحدة Delem DA‑42T عمرها 12 عامًا بدا صفقة رابحة حتى تم إيقاف دعم Windows 7. بمجرد حدوث ذلك، لم تتمكن وحدة التحكم من تشغيل أي برامج محدثة، مما أجبر على تعديل كامل بتكلفة 15,000 مع أسبوع من فقدان الإنتاج. المشكلة لم تكن في الآلة—بل في بيئة البرمجيات القديمة لوحدة التحكم.
يمكن لتدقيق سريع قبل الشراء أن يمنع مشاكل كهذه. اطلب دائمًا:
أي وحدة Delem أقدم من DA‑53T/58T أو نموذج ESA أقل من S640+—خصوصًا إنتاج ما قبل 2020—تواجه خطرًا كبيرًا بفقدان دعم الشركة المصنعة. يمكن لمكبس ثني بقطع هيدروليكية غير مدعومة أن يُخدم بواسطة فني ماهر، لكن الآلة ذات البرمجيات القديمة تصبح عبئًا حتى يتم الحصول على وحدة تحكم متوافقة.
البرمجة غير المتصلة: لماذا هي أهم من حجم الشاشة التي تعمل باللمس قد تبدو الشاشة الكبيرة مثيرة للإعجاب في صالة العرض، لكنها لا تدفع الإنتاجية—البرمجة غير المتصلة هي التي تفعل ذلك.
الأنظمة القابلة للعمل دون اتصال مثل Delem DA‑69T أو DA‑66T تتيح للمبرمجين تصميم تسلسلات ثني كاملة، وتشغيل محاكاة ثلاثية الأبعاد، والتحقق من تصادم الأدوات على جهاز كمبيوتر بينما يستمر مكبس الثني في العمل. عادةً ما يقلل هذا الإجراء وقت الإعداد بنسبة 40–60٪ في المهام المعقدة. بالنسبة للورش التي تدير آلات بستة محاور أو أكثر، فإن الفوائد تكون جذرية: أخطاء أقل من المشغلين، إنتاجية أعلى، وانتقالات أكثر سلاسة بين الورديات.
بالمقارنة، يمكن أن يبطئ التحرير على الآلة كل شيء. قد تبدو الشاشة مقاس 15 بوصة مثل تلك الموجودة في ESA S640 مثيرة للإعجاب، لكن بدون إمكانية التصدير دون اتصال، يتطلب كل تعديل للبرنامج أن يتجمع المشغلون حول المكبس. هذه التعديلات الحية توقف الإنتاج تمامًا، مما يجعل الآلة عنق زجاجة. لوحة Delem DA‑53T مقاس 10.1 بوصة أكثر من كافية للمهام البسيطة ثنائية الأبعاد، ولكن بمجرد الحاجة إلى محاكاة ثلاثية الأبعاد أو إعدادات متعددة المحطات، فإن غياب البرمجة دون اتصال يحد بسرعة من الإنتاجية.
البيانات الواقعية تدعم ذلك. الورش التي تستخدم أدوات تحكم تدعم العمل دون اتصال تسجل انخفاضًا بحوالي 25٪ في أخطاء المشغلين أثناء عمليات الثني متعددة المحاور. يمكن لمبرمج واحد يعمل على مكتب إنشاء مئات برامج الأجزاء أسبوعيًا، مما يترك مكبس الثني متاحًا للإنتاج الفعلي بدلاً من أن يكون محطة برمجة.
الوظائف دون اتصال تتفوق على حجم الشاشة لأنها تغير طريقة العمل. قد يحسن العرض الأكبر الرؤية، لكن البرمجة دون اتصال تقضي تمامًا على وقت التوقف.
إذا كان مشغلوك لا يستخدمون واجهة التحكم فعليًا، فإن استثمارك يضيع. وحدة التحكم المتميزة لا تقدم قيمة إلا عندما يتم استخدام ميزاتها. العديد من الورش تنفق أكثر من اللازم عن غير قصد—باختيار أنظمة متقدمة مليئة بالقوائم المعقدة—ليكتشفوا أن المشغلين يتخلون عنها بمجرد أن يصبح الإنتاج مكثفًا، ويلجؤون إلى التجاوزات اليدوية أو أوضاع التشغيل الأساسية.
تسيطر أدوات التحكم Delem DA‑66T وDA‑69T على السوق لسبب واضح: يمكن للمشغلين الانتقال من الإعداد إلى الإنتاج ببضع نقرات سريعة. يصل معظمهم إلى كفاءة تتراوح بين 90–95٪ خلال يومين فقط. بالمقابل، غالبًا ما تتطلب واجهات Cybelec Modeva والأنظمة الاحترافية المشابهة أسبوعًا أو أكثر من التدريب، مما يجعلها أقل عملية للورش التي تواجه دورانًا متكررًا في الموظفين أو مستويات مهارة متفاوتة.
توفر أنظمة ESA S640 وS875W مرونة استثنائية—مما يسمح بمنطق PLC مخصص، وشاشات HMI قابلة لإعادة التهيئة بالكامل، والتحكم في عشرات المحاور—لكن هذه القوة نفسها قد تربك المشغلين الأقل خبرة. تظهر البيانات الميدانية أنه في البيئات منخفضة المهارة، يتم إهمال ما يصل إلى 30٪ من قدرة النظام لأن المشغلين يتجاوزون الأدوات ثلاثية الأبعاد ويعتمدون بدلاً من ذلك على التعديلات اليدوية.
حتى تخطيط الأجهزة يلعب دورًا حاسمًا. في البيئات المغبرة أو عند ارتداء القفازات، تفضل العديد من الورش أدوات التحكم المعتمدة على الأزرار مثل DA‑65R، والتي تقلل من أخطاء الشاشة اللمسية والمدخلات غير المقصودة. استعادت إحدى خطوط التصنيع حوالي 15 ساعة إنتاجية أسبوعيًا بعد استبدال لوحة لمس DA‑42T المعطلة بواجهة تعتمد على الأزرار أثناء عملية تحديث.
يمكن لاختبار بسيط أن يكشف ما إذا كان التحكم مناسبًا لفريقك: سلّم مشغلك الأقل ثقة بالتكنولوجيا تسلسلًا من 10 انحناءات. إذا لجأ إلى تعديلات يدوية لمحور X أو R، فإن الواجهة معقدة للغاية بالنسبة لقوة العمل لديك. في هذه الحالة، سينتج نظام Delem المبسط ذو مزامنة المحاور البديهية نتائج أكثر اتساقًا من وحدة تحكم غنية بالميزات لا يستخدمها أحد بكامل طاقتها.
يمكن لوحدة التحكم أن تكون إما الأداة الأكثر إنتاجية على مكبس الثني لديك أو أغلى ملحق يجمع الغبار. مطابقة قدرات النظام مع مستوى مهارة المشغلين تضمن حصولك على الأداء الذي دفعت ثمنه.
يعتقد العديد من المشترين خطأً أن أدوات مكبس الثني قابلة للتبادل—وهو سوء فهم مكلف. في الواقع، يحدد شكل اللسان نظام الأدوات بالكامل الذي يتبعه. تم إنشاء الأدوات ذات النمط الأمريكي، التي يمكن التعرف عليها من خلال لسانها الضيق بعرض 0.50 بوصة (12.7 مم)، للتغييرات اليدوية السريعة لتقليل وقت التوقف في بيئات التصنيع العامة. تؤدي بشكل جيد في العمل المتكرر ضمن حدود سماحية واسعة، لكن هذه الراحة تأتي على حساب الدقة المستمرة. كل تغيير يسبب تآكلًا طفيفًا في واجهة المشبك؛ بعد بضع دورات إعداد فقط، يمكن أن تنحرف دقة الانحناء بمقدار 0.01 بوصة—وهو ما يكفي لجعل مكونات الطيران أو الإلكترونيات خارج المواصفات.
تسلك الأدوات ذات النمط الأوروبي مسارًا مختلفًا جذريًا. لسانها الأعرض 13 مم، مع الأخاديد الجانبية، يثبت بإحكام في المشابك الإسفينية، مما يتيح محاذاة قابلة للتكرار بدقة تصل إلى 0.0004 بوصة. تعمل هذه الأنظمة بسلاسة مع مكابس الثني CNC التي تتطلب تغذية زاوية دقيقة. المشكلة: بمجرد الاستثمار في مكبس ثني مصمم لنمط واحد، تصبح مقيدًا بهذا النمط. لا يتسع مكبس النمط الأمريكي للأدوات الأوروبية بدون محولات متخصصة—وتلك المحولات تغير هندسة التشكيل، وارتفاعات المرجع، وحتى تصنيفات قدرة التحميل.
غالبًا ما تأتي المفاجأة غير السارة عندما يصل مكبس ثني مستعمل “جاهز للعمل” مع أدوات لا تتطابق مع آلتك. حوالي 70٪ من الوحدات الأمريكية المستعملة التي يتم تسويقها على أنها “جاهزة بالأدوات” تحتوي على لكمات مهترئة غير متوافقة مع المشابك الأوروبية. يمكن أن يؤدي هذا التفاوت إلى توقف أول دورة إنتاج لديك، وانتظار أسابيع للحصول على محولات أو لكمات بديلة قد تكلف تقريبًا مثل دفعتك الأولى. هذه ليست خيار ترقية لاحق—إنها قرار أساسي يُتخذ في اليوم الأول.
غالبًا ما تتفاخر الإعلانات عبر الإنترنت بـ “1500 رطل من الأدوات المضمنة”، لكن الوزن وحده غير مهم إذا كان الفولاذ لا يتحمل الاستخدام الفعلي. الأدوات الحقيقية الجاهزة للإنتاج تكون مقسّاة إلى ما لا يقل عن HRC 50؛ أي شيء أقل من HRC 45 ليس سوى زينة للورشة. يمكن أن تتشوه الأدوات الأكثر ليونة بعد بضع مئات من الانحناءات لصلب معتدل بسماكة 6 مم، مما يؤدي إلى تقوس حوافها وإفساد الزوايا—مما يؤدي إلى إعادة عمل مكلفة. في النهاية، يدفع المشترون لشحن ما يعادل خردة معدنية.
قبل الشحن أو أثناء الفحص في الموقع، تحقق من عرض اللسان وصلابة القالب. اطلب شهادة مادة من البائع، أو على الأقل قراءة صلابة مأخوذة من طرف إحدى اللكمات. تحقق من أن جميع الأقسام متساوية في الطول—قطع غير متطابقة بطول 4 بوصات لن توزع القوة بالتساوي على سرير بطول 3 أمتار. يجب أن تتضمن المجموعة الحقيقية الجاهزة للعمل أقسامًا بطول لا يقل عن 300 مم، مما يتيح لك إجراء اختبار محاذاة منخفض الضغط عند حوالي 10–15٪ من قدرة المكبس الاسمية. إذا فشلت النقاط في المحاذاة أو لاحظت شقوقًا دقيقة في وادي القالب، فاعتبر الأدوات “المضمنة” موجهة للخردة.
يشير مجددو الصناعة الذين يتتبعون أكثر من 200 عملية تركيب إلى أن حوالي 40٪ من اللكمات والقوالب المجمعة يتم التخلص منها خلال أول 90 يومًا بسبب الصلابة غير المناسبة أو الهندسة المعيبة. يمكن أن يوفر اختبار سريع على أرضية الورشة الوقت: قم بثني عينة من إنتاجك إلى 90°. إذا تغير نصف قطر اللكمة بأكثر من 0.5 مم أو بدأ في التقشر، فإن الأداة غير صالحة للاستخدام. سيؤدي استبدال مجموعة مقسّاة بطول 3 أمتار فورًا إلى إضافة 2,500 إلى 4,000 دولار إلى تكاليف الاستحواذ.
قد تبدو المحولات كحل وسط اقتصادي — إذ تتيح لك الاحتفاظ بأدوات التثقيب الحالية مع تغيير أنماط التثبيت — لكن الأرقام غالبًا ما تدحض هذا الافتراض. تحويل مكبس ثني أمريكي النمط ليعمل بأدوات أوروبية يعني شراء حوامل يتراوح سعر الواحد منها بين $2,000 و$4,000، بالإضافة إلى نحو $1,500 أجور تركيب. تجهيز سرير بطول 3 أمتار بالكامل قد يستهلك بين $10,000 و$20,000 قبل أن تنتج أول عملية ثني.
إلى جانب التكلفة، تقلل المحولات من الأداء. فهي تعمل كطبقة وسيطة تنثني تحت الحمل، مما يقلل القدرة المتاحة بنسبة 20–30 %. مكبس ثني بقدرة 100 طن يعمل فعليًا كوحدة بقدرة 70 طن، مما يفرض سرعات ثني أبطأ لتجنب الكسور. بالنسبة للورش التي تعمل بالفولاذ المقاوم للصدأ أو الصفائح بسماكة تزيد عن 3 مم، فإن هذا الانخفاض يؤثر مباشرة على الإنتاجية وقد يسبب زوايا غير متسقة على طول الحواف الممتدة.
عند احتساب تكاليف الملكية الكاملة، غالبًا ما يكون استبدال الأدوات بالكامل الخيار الأكثر اقتصادًا. أدوات أوروبية دقيقة لمكبس ثني قياسي بطول 3 أمتار تكلف عادة بين $8,000 و$12,000 — أي أقل من التكلفة المجمعة للمحولات والصيانة المستمرة. عادةً ما تتآكل المحولات بمعدل ضعف سرعة تآكل الأدوات، وقد تُبطل ضمانات الشركة المصنعة بسبب تغيير طريقة نقل الأحمال.
| سيناريو التبديل | تكلفة المحول (إعداد كامل) | انخفاض القدرة بالطن | صيانة إضافية سنوية | نقطة التعادل مقابل استبدال الأدوات بالكامل |
|---|---|---|---|---|
| من أمريكي إلى أوروبي (سرير 3 م) | $10k–$15k | انخفاض بنسبة 20–25% | $2k/سنة | ≈ 18 شهرًا (استخدام عالي الحجم) |
| من أوروبي إلى أمريكي | $6k–$10k | انخفاض بنسبة 10–15% | $1.5k/سنة | ≈ 12 شهرًا (عمل منخفض الدقة) |
| حوامل هجينة مخصصة | $15k–$25k | لا شيء | $3k/سنة | أبدًا — فقط للتطبيقات المتخصصة |
تجربة أحد المتاجر توضح التكلفة الخفية لاستخدام المحولات. بعد تعديل مكبس أمريكي مستعمل بسعة 150 طن باستخدام مشابك على الطراز الأوروبي ليناسب أعمال الألمنيوم الدقيقة، بدأ المشغلون في مواجهة انحراف زاوية مستمر بمقدار 0.2° خلال نصف عام. في النهاية، تخلوا عن المحولات واستثمروا في أدوات ضغط أوروبية كاملة الارتفاع بدلاً منها. النفقات المجمّعة أدت إلى مضاعفة ميزانية الأدوات وأخرت الإنتاج ثلاثة أشهر.
الخلاصة ليست أن الأدوات الأوروبية دائمًا أفضل من الأمريكية — بل أنه يجب عليك اتخاذ قرار مستنير منذ البداية. اختيارك لمعيار الأدوات يشكل كل استثمار مستقبلي: القوالب، الحوامل، أنظمة التاج، وحتى تصميم رفوف التخزين لديك. تجاهل هذا التوافق يمكن أن يحوّل مكبسًا بسعر صفقة إلى خطأ مكلف، يتطلب تصحيحات بمبالغ من خمسة أرقام قبل أن يبدأ أول عمل إنتاجي لك.
يعتمد العديد من المشترين على الصور أو المواصفات الفنية لتقييم حالة المكبس، لكن الدليل الأكثر وضوحًا هو انحناء تجريبي كامل الطول في الوقت الفعلي. من الأفضل أن يتم ذلك باستخدام قطعة نموذجية خاصة بك أو أدوات مطابقة لما تخطط لاستخدامه. اطلب من المشغل تغذية المادة عبر كامل عرض السرير من اليسار إلى اليمين، مع التقاط الكاميرا للحافة المنحنية بوضوح في كل مرحلة. سيكشف ذلك عن اتساق الزوايا ويُظهر ما إذا كان نظام التاج أو التعويض يعمل بشكل متساوٍ عبر السرير.
اطلب دليلًا فوريًا: وجّه المشغل لقياس وإعلان زاوية الانحناء أو ارتفاع الحافة في ثلاث نقاط — الطرف الأيسر، الوسط، والطرف الأيمن — باستخدام مقياس زاوية أو قدم قياس مرئي بوضوح. إذا كانت هذه القياسات خارج حدود التسامح لديك (على سبيل المثال، انحراف يزيد عن ±0.1° للأعمال الدقيقة أو تباين ±0.5 مم في طول الحافة)، فهذا مؤشر واضح على فشل نظام التاج أو تآكل السرير أو انحراف الكباس. هذه العيوب مكلفة الإصلاح، مما يجعل الانحناء التجريبي نقطة الحسم قبل الالتزام بالشحن.
تحت الحمل، يمكن أن يكشف الضجيج الهيدروليكي عن مشاكل غير مرئية للعين. مع انخراط قطعة العمل والحفاظ الكباس على الضغط، اطلب من المشغل تقريب الكاميرا من حجرة المضخة والإطارات الجانبية. تعلم التمييز بين الطنين السلس والثابت لنظام هيدروليكي يعمل جيدًا وبين الصفير العالي التردد المستمر الذي يشير إلى مشاكل — مثل خدوش تروس المضخة، فقاعات الهواء في خطوط السائل، أو فشل الصمامات النسبية. الأصوات الخشنة أو النبضات الإيقاعية تشير إلى تآكل المحامل أو قيود في تدفق السائل، وهي مشاكل ستؤدي في النهاية إلى قوة انحناء غير متساوية وتغيرات غير متوقعة في الزاوية.
إذا أمكن، افحص حالة الزيت الهيدروليكي — اطلب من البائع عرض زجاج الرؤية لفترة وجيزة. المظهر الحليبي يشير إلى تلوث بالماء، بينما الزيت الداكن يدل على تحلل حراري. كلا الحالتين مكلفتان للإصلاح وتشكلان علامات إنذار مبكر لفشل وشيك في المضخة أو الصمام. تجاهل هذه المؤشرات الصوتية والسائلة هو أحد أسرع الطرق لامتلاك آلة تبدو سليمة لكنها تعاني من زيادة التوقف عن العمل وفقدان الإنتاجية.
التكرارية هي شريان الحياة للمكبس. يجب أن يصل كل من المقياس الخلفي — السياج المتحرك الذي يحدد موضع المادة — والمحاور Y المسؤولة عن حركة الكباس العمودية إلى مواقعها المبرمجة باستمرار دورة بعد دورة. اطلب ثلاث انحناءات متطابقة على التوالي، باستخدام نفس المادة وإعداد الأدوات نفسه. اجعل المشغل يبقي الكاميرا موجهة نحو شاشة وحدة التحكم طوال الوقت، حتى تتمكن من متابعة قراءات الموضع عند انتهاء كل دورة.
ثم اطلب التحقق العملي: قِس أطوال الحواف أو الإزاحات على القطع النهائية من كل دورة وقارنها مع حدود التسامح المسموح بها. إذا انجرفت قراءات الموضع في وحدة التحكم أو اختلفت أبعاد القطع بأكثر من ±0.05 مم للأعمال عالية الدقة (أو ±0.1–0.2 مم للتصنيع القياسي)، فقد يكون السبب تآكل الأدلة الخطية، أو ارتخاء تجميعات المقياس الخلفي، أو ضبط سيئ لمحركات السيرفو. هذه العيوب تقوض الإنتاجية تدريجيًا، خاصة في البرامج متعددة الانحناءات حيث تتراكم الأخطاء الصغيرة بسرعة.
عند طلب فيديو فحص لمدة 10 دقائق، وضّح كل خطوة لتجنب محتوى غامض أو غير مكتمل:
يجب أن تكون رسالتك للبائع واضحة تمامًا: “يجب أن تؤكد اللقطات أن القطعة النموذجية الخاصة بي تحقق التفاوت المطلوب في جميع نقاط القياس الثلاث، وأن موضع المقياس الخلفي/Y يتكرر ضمن المواصفات على مدى ثلاث دورات متتالية، وأن النظام الهيدروليكي يعمل دون ضوضاء عالية النبرة أو غير منتظمة تحت الحمل. أي انحراف يعتبر سببًا لرفض الشحنة أو إعادة التفاوض على السعر مع التزام خدمة محدد.”
من خلال الإصرار على دليل ملموس ضمن إطار زمني ضيق، تزيل الشك وتجبر البائع على إثبات القدرة الحقيقية للآلة في ظروف العمل. تكشف طريقة الفحص المباشرة هذه عن مشاكل مثل سوء ملاءمة الأدوات، تآكل المضخة، عيوب التكرار، وأخطاء المحاذاة قبل أن تنفق آلافًا على الشحن—مما يجعلها واحدة من أهم الخطوات في تقييم مكبس الثني.
يُظهر فيديو الفحص ما يمكن للبائع أن إظهاره. الخطوة التالية هي معرفة ما ستتطلبه الآلة من منشأتك، وفنيي الكهرباء لديك، وميزانيتك منذ لحظة وصولها. هنا غالبًا ما تنهار الصفقات التي تبدو مثالية على الفيديو عند التطبيق العملي.
شراء مكبس الثني ليس ببساطة إنزاله من الشاحنة—إنه تغيير هيكلي كبير لمتجرك. الهياكل عالية الحمولة تعمل مثل شوكات ضبط عملاقة، وإذا لم تكن مثبتة على أساس مُهندَس بشكل صحيح، فإن الاهتزاز سيحوّل الانحناءات الدقيقة إلى زوايا غير متسقة ويؤدي إلى تآكل الهيكل بسرعة أكبر. بالنسبة لوحدة بطول 10 أقدام وبحمولة 100 طن، يمكن أن تتراوح تكلفة أعمال الخرسانة وحدها بين $10,000 و$50,000. السؤال الأكثر إهمالًا—والأكثر أهمية—هو: “بالضبط ما سمك البلاطة المطلوب لهذا الطراز؟” إذا لم يتمكن البائع من إعطائك القياس والمخطط معًا، فقد اكتشفت للتو أول تكلفة مخفية.
إدخال آلة بوزن 20–40 طن عبر باب قياسي هو ضرب من الخيال ما لم تكن مستعدًا لتفكيك مكونات رئيسية. خدمات الرافعات، والعمال المعتمدون، وضبط المستوى بعد التركيب، وتجهيز التهوية للمحركات المؤازرة عادةً تضيف من $5,000 إلى $15,000 أخرى. الورش التي تتوقع تركيبًا بسيطًا "وصّل وشغّل" تكتشف سريعًا أن خزانات الزيت الهيدروليكي ولوحات الثلاثة أطوار لا تتأثر بالتفاؤل؛ التحويل إلى طاقة 460 فولت أو الترقية إلى تهوية خالية من الغبار يمكن أن يضيف بسهولة من $2,000 إلى $8,000 إضافية.
روى أحد أصحاب الورش أنه فقد نصف يوم من وقت قطع البلازما المدفوع وهو يحاول “فقط تجهيز الأرضية”. ذلك التوقف ضاعف التكلفة الفعلية للتركيب. القصة تلقى صدى لأنها تكشف الفخ الحقيقي: أول 90 يومًا لا تستنزف ميزانيتك فحسب—بل تضعف زخمك. أرخص لحظة في حياة مكبس الثني هي يوم توقيع أمر الشراء.
الآلات المستعملة تعد بإشباع فوري بعلامات مثل “متاح الآن”، “جاهز للعمل”، أو “في المخزون”. لكن الأرقام تميل في الاتجاه الخاطئ بمجرد أن تضع الآلة غير المناسبة في دورات إنتاج كاملة. قد يستغرق مكبس ثني CNC جديد بسعة 140 طن من 20–45 يومًا للوصول، ومع ذلك خلال ثلاث سنوات يكون عادةً أرخص بنسبة 15–30% من الآلات المستعملة التي يُزعم أنها صفقة، لكنها مثقلة بمضخات هيدروليكية منهكة، ومقاييس خلفية غير دقيقة، وأنظمة تقويس متآكلة تجاوزت عمرها الافتراضي.
المضخات الهيدروليكية التي تقترب من علامة 10,000 ساعة تتعطل بانتظام متوقع. ذلك الانحراف الطفيف بمقدار 0.5 مم في المقياس الخلفي الذي لاحظته في فيديو يمكن أن يتحول إلى خسارة إنتاجية بنسبة 20–40% بمجرد تحميل الأجزاء الفعلية. أنفق أحد المتاجر $80k على مكبس ثني مستعمل، ليجد نفسه يدفع أكثر من $60k في الإصلاحات خلال أول 90 يومًا. متجر آخر ظل يضيف الزيت على آلة Wysong “صفقة رائعة” حتى أصبح الحساب واضحًا: كان البناء الجديد سيوفر لهم $25k سنويًا من التوقف غير المجدول.
قد يبدو الأمر معاكسًا للبديهة، لكن الأرقام تبقى ثابتة: وحدة جديدة بسعر $150k بالإضافة إلى $15k للتركيب تتفوق تقريبًا دائمًا على وحدة مستعملة بسعر $80k مع $50k في الإصلاحات بمجرد احتساب التكلفة الحقيقية لوقت التشغيل. الآلة “المتاحة الآن” عادةً ما تحمل هذا الوضع لسبب—مالكها السابق دفع بالفعل ثمنًا باهظًا لفهم هذه المعادلة.
اطبع هذه القائمة واحتفظ بها بجانب ملاحظاتك. إذا تحول مربعان إلى اللون الأحمر، ابتعد. في تلك اللحظة، أنت لا تشتري فولاذًا—أنت تشتري اليقين.
هناك سؤال واحد يقطع كل عرض مبيعات: “شغّل الجزء الخاص بي عشر مرات تحت الحمل وأرسل لي الفيديو مع تحليل تكلفة لثلاث سنوات بحلول نهاية اليوم.” البائعون الذين يمكنهم تقديم ذلك يستحقون ثقتك. أولئك الذين لا يستطيعون قد أعطوك بالفعل إجابتك.
وهذا يعيدك إلى تلك اللحظة الأولى وأنت تحدق في الصور اللامعة على الإنترنت—الحقيقة أن أرخص مكبس ثني هو ذلك الذي لا يصل أبداً إلى أرضية ورشتك.


















