

No piso de exposição, a quinadora parece impecável — a sua classificação de tonelagem gravada com orgulho na estrutura e o comprimento da mesa destacado no folheto. Parece o encaixe perfeito para a sua carga de trabalho. Mas ao empurrar uma chapa de aço inoxidável, o martelo esforça‑se, as marcas das ferramentas danificam a aba, e a verdade impõe‑se: aqueles números da ficha técnica nunca mostraram o quadro completo. Tonelagem, comprimento e capacidade refletem condições de teste idealizadas que raramente acontecem na produção real. O espaço entre o desempenho teórico e as exigências diárias da sua oficina é onde nascem desilusões caras.
A tonelagem nominal de uma quinadora representa a sua força máxima de conformação segura — não a tonelagem que realmente será necessária nos seus trabalhos específicos. A força exigida depende da resistência à tração do material, da espessura da chapa ao quadrado, do comprimento da dobra e da abertura da matriz em V. Ajuste apenas um destes fatores, e a necessidade de tonelagem pode variar entre 30 % e 100 %. Por exemplo, dobrar uma chapa de aço A36 de ¼ de polegada sobre uma matriz de 2 polegadas requer cerca de 197 toneladas ao longo de 10 pés. Se mudar para uma matriz de 3 polegadas, a exigência desce para cerca de 139 toneladas; estreite a matriz para 1,5 polegada para um raio mais apertado e, subitamente, essa mesma dobra precisa de quase 300 toneladas. A “capacidade de ¼ de polegada” da ficha técnica assume silenciosamente aço macio, um ângulo de dobra moderado e uma configuração de matriz recomendada de fábrica — condições que pode nunca replicar num trabalho real.
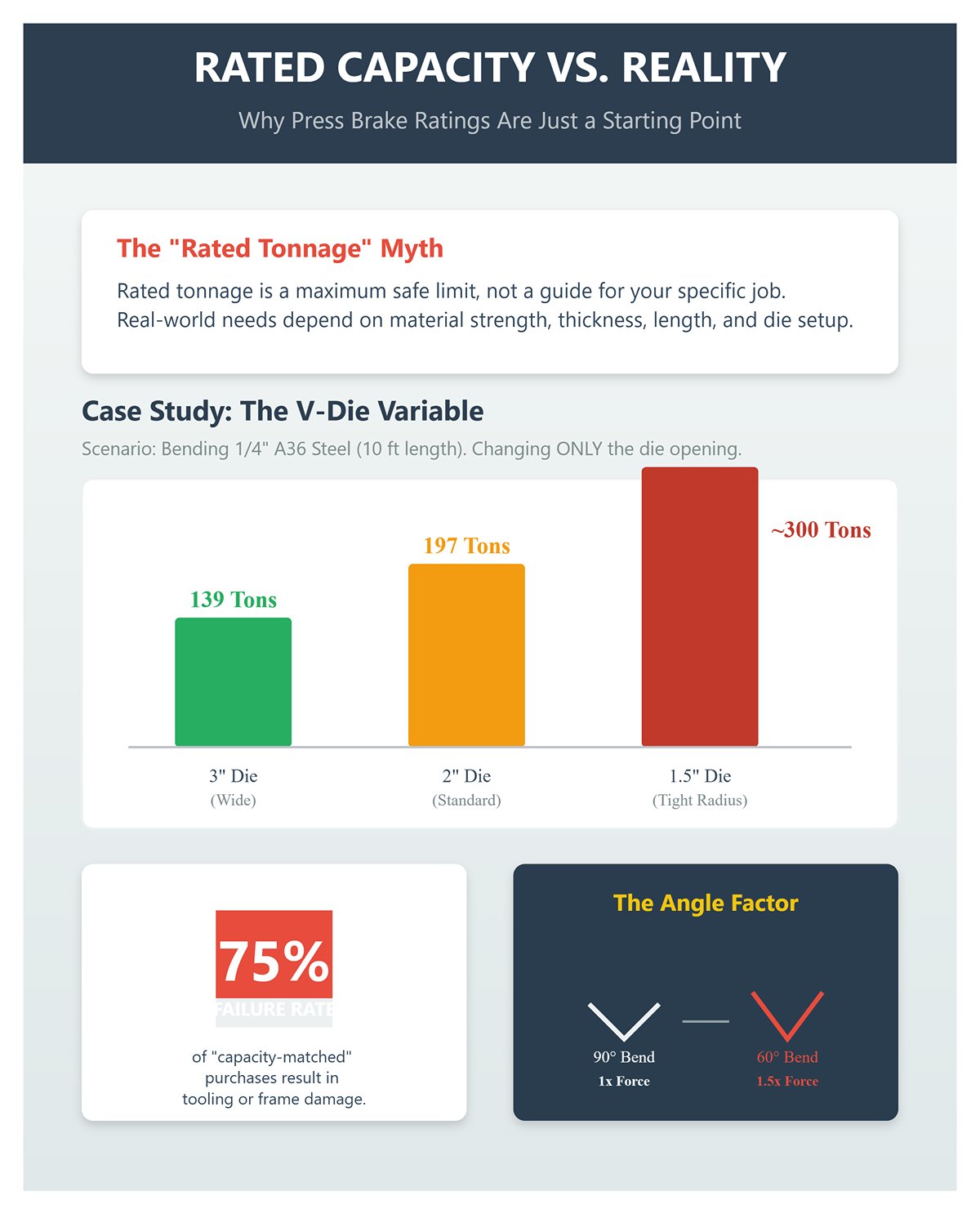
É por isso que quinadoras subdimensionadas muitas vezes se desgastam ou falham muito antes do esperado. Dados do setor mostram que quase três quartos das compras “correspondentes à capacidade” acabam com danos nas ferramentas ou tensão na estrutura, assim que os operadores ultrapassam o material de teste suave — formando ligas mais duras, dobras mais fechadas ou raios menores do que os assumidos em laboratório. Uma quinadora de 90 toneladas classificada para dobras padrão de 90° pode fletir ou parar aos 60°, uma vez que a tonelagem necessária pode aumentar aproximadamente 1,5 vez à medida que o ângulo aperta. O único número fiável é aquele que calcula com base no seu material real, ângulo e configuração de matriz. Sem isso, a “tonelagem nominal” não passa de um destaque de marketing — precisa apenas em condições perfeitas e raramente repetidas.
À primeira vista, uma quinadora de “10 pés” parece oferecer um espaço de trabalho ininterrupto. Na realidade, cada estrutura lateral consome quase um pé de comprimento utilizável, e a profundidade da garganta da máquina — a distância entre a linha central do martelo e a parede interna da estrutura — dita o quanto uma peça pode sobressair antes de bater numa obstrução. Depois de contabilizar a espessura da estrutura, essa mesa de 10 pés normalmente oferece mais próximo de 8 pés de capacidade de dobra efetiva.

Imagine tentar formar um canal de 9 pés com abas de 20 polegadas de profundidade. As ferramentas podem ajustar‑se bem, mas no momento em que inclina a peça para limpar uma aba, a estrutura bloqueia o movimento. A solução — virar a peça ou dobrar a partir da outra extremidade — duplica o tempo de manuseamento e cria desafios de alinhamento. Muitos compradores de equipamento usado só descobrem isto depois da máquina chegar, quando a “capacidade correspondente” os obriga a manobrar vigas em ângulos desconfortáveis. A solução é a previsão: optar por designs de estrutura aberta ou modelos com garganta prolongada para manter o acesso, enquanto as máquinas de estrutura fechada sacrificam o alcance em favor de maior rigidez. Se a sua operação envolve grandes secções de caixa, planeie uma mesa pelo menos dois pés mais longa do que a sua maior dobra, para manter o fluxo de trabalho eficiente.
Aproximadamente 30 % das compras de “encaixa‑mesmo” ignoram a perda real de 20–25 % no comprimento utilizável. Uma ficha técnica pode declarar “10 pés”, mas as suas peças não querem saber de marketing — o que importa é se realmente passam pela estrutura.
Mesmo com a tonelagem e alcance corretos, existe outro gargalo crítico: consegue remover a peça acabada depois da dobra? “Abertura” refere‑se ao espaço vertical entre o martelo e a mesa quando a quinadora está totalmente aberta, enquanto “curso” é a distância total de deslocamento do martelo. Juntos, determinam a facilidade com que pode libertar um componente debaixo das ferramentas. Uma abertura insuficiente faz com que abas altas fiquem presas sob o martelo; um curso limitado obriga a puxar manualmente cada peça.
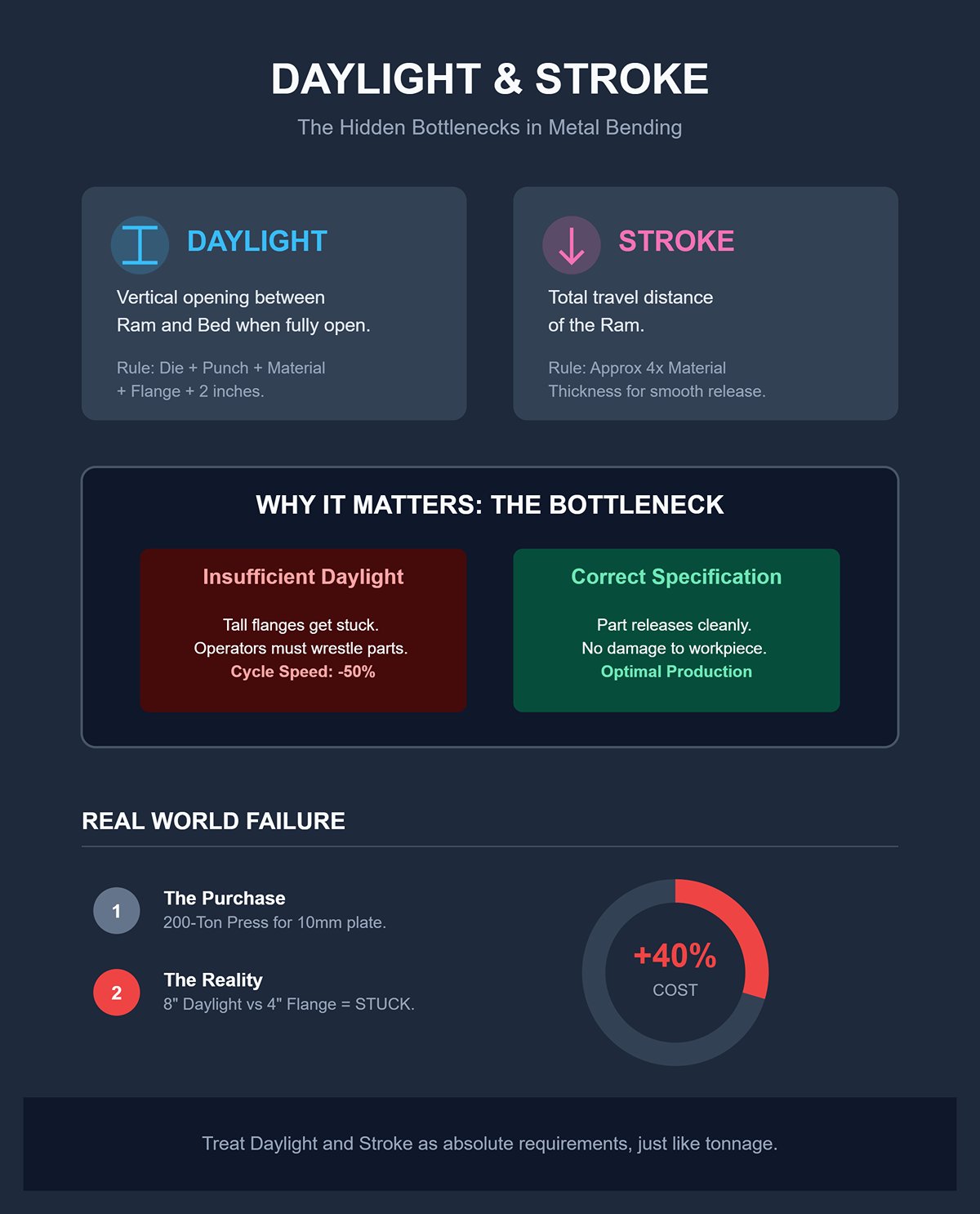
Uma regra rápida: a abertura deve exceder a altura combinada da matriz, punção, espessura do material e aba acabada em pelo menos duas polegadas. O curso deve ser cerca de quatro vezes a espessura do material para permitir uma libertação suave. Por exemplo, dobrar uma chapa de aço inoxidável de 6 milímetros numa secção de canal com abas altas requer aproximadamente 10 polegadas de curso. No entanto, muitas máquinas “robustas” ficam aquém com apenas 8 polegadas de abertura, prendendo peças maiores até que os operadores as inclinem ou forcem a libertação — reduzindo a velocidade do ciclo para metade e aumentando o risco de danificar a peça.
Um fabricante descobriu isso da pior forma: no papel, uma quinadora de 200 toneladas parecia ideal para chapas de 10 milímetros, mas a produção revelou a falha. Com apenas 8 polegadas de abertura, a máquina não conseguia libertar abas de 4 polegadas, obrigando a equipa a recorrer a adaptadores caros que ainda assim não resolveram totalmente o problema. No fim, tiveram de substituir toda a unidade — uma atualização que aumentou o custo total do projeto em cerca de 40 %.
Para evitar o mesmo erro dispendioso, trate a abertura e o curso como requisitos absolutos — tão críticos quanto a tonelagem ou o comprimento da mesa. Se uma quinadora não consegue libertar a sua peça de forma limpa, não é uma quinadora funcional — é apenas um torno caro.
Sempre que as especificações e as alegações de marketing parecem alinhar‑se perfeitamente, vale a pena perguntar: perfeição para quem — para o fabricante ou para si? A verdadeira produtividade não vem dos números na placa de identificação, mas da geometria oculta, folgas e profundidades que dão significado a esses números. Reconhecer essa distinção é o primeiro passo para adquirir uma quinadora que trabalhe com a física, e não contra ela.
A maioria dos recursos trata a tonelagem de dobra no ar como uma consulta simples numa tabela, mas a verdadeira vantagem vem de a calcular por si, usando as propriedades do material e das ferramentas. A força da dobra no ar depende de três fatores controláveis: resistência à tração, espessura e abertura em V. Uma fórmula prática de nível de produção é: toneladas por pé ≈ C × (resistência à tração em ksi) × espessura do material (em polegadas) × (espessura ÷ abertura V). Use C ≈ 1,0 como base para aço carbono; ajuste para cerca de 0,6 no alumínio ou até 1,6 no inox. Como diferentes calculadoras aplicam constantes ligeiramente distintas, apresente uma tolerância de ±20 % ao mostrar cálculos internos.
Eis um exemplo concreto para ilustrar a matemática. Suponha que está a dobrar no ar um comprimento de 10 pés de aço A36 (resistência à tração ≈ 70 ksi), com 0,25 polegada de espessura e abertura em V de 1 polegada. O cálculo resulta em toneladas por pé ≈ 1,0 × 70 × 0,25 × (0,25 ÷ 1,0) = 4,375. Em 10 pés, isso totaliza cerca de 44 toneladas. Isto reflete apenas condições ideais de dobra no ar — sem margens para variabilidades de produção. Um vendedor que promova um modelo de 50 toneladas pode insistir que é suficiente, mas isso é verdade apenas num cenário perfeito.
Uma forma fiável de proteger qualquer decisão de compra é simples: primeiro, calcule as toneladas por pé necessárias para a sua peça mais exigente e comprimento total de dobra. Multiplique por esse comprimento e depois adicione margens de segurança. Para dobra no ar, acrescente cerca de 20–30 %. Se algum dia mudar para “bottoming”, planeie cerca de quatro vezes essa tonelagem base — e de seis a dez vezes para “coining”. Finalmente, adicione mais 10–25 % se a quinadora for usada, antiga ou tiver ferramentas com desgaste visível. Este simples cálculo evita o erro demasiado comum em que a “tonelagem total” publicitada parece adequada no papel, mas fica aquém quando entram em jogo as matrizes reais e as abas de comprimento total de produção.
A capacidade máxima publicada reflete a força total do cilindro — não as toneladas utilizáveis por pé distribuídas ao longo do comprimento real de dobra — e é aí que a precisão geralmente se perde. Uma prensa de 100 toneladas pode cunhar uma amostra curta durante uma demonstração, mas ainda assim ficar aquém ao fazer dobra aérea das suas peças de 8 ou 10 pés utilizando a abertura em V necessária. À medida que o comprimento da peça aumenta, a força disponível distribui-se, reduzindo as toneladas por pé. Se o vendedor não conseguir mostrar a força por pé na sua matriz em V específica, está a omitir o valor que realmente determina a adequação.
O método de conformação complica ainda mais a perceção. A dobra aérea requer muito menos força do que o encosto total e dramaticamente menos que a cunhagem. Os distribuidores às vezes fazem demonstrações com uma matriz em V sobredimensionada para que a dobra pareça fácil, reduzindo artificialmente o requisito de toneladas por pé e exagerando a capacidade da máquina. Um exemplo de aviso: uma oficina comprou uma prensa de 110 toneladas usada depois de ela dobrar facilmente uma tira de teste de 10 mm durante a demonstração. As suas peças reais tinham 2,5 m de comprimento e usavam uma abertura em V menor. Quando começaram a produção, a prensa deixou de dobrar corretamente todas as peças, forçando substituições caras de ferramentas e uma atualização de curvatura—acabando por gastar mais do que se tivessem comprado a capacidade correta desde o início.
As classificações de capacidade também presumem uma prensa nova de fábrica, com hidráulica perfeita e um chassis rígido e sem distorções. Uma unidade com uma década de uso, vedantes gastos ou sincronização irregular do eixo Y, fornece pressão menos consistente e maior desvio angular—nenhum dos quais aparece numa simples especificação de tonagem. Os compradores focados apenas na força máxima ignoram a questão chave: quanta força utilizável pode esta máquina específica fornecer por pé na abertura em V que as minhas peças realmente exigem?
O retorno elástico é o custo oculto na sua tonagem. Materiais mais resistentes como aço inox ou ligas de alta resistência tendem a recuperar mais fortemente após a dobra, exigindo muitas vezes 10–25 % mais energia de conformação — ou mesmo uma segunda dobra — para atingir o ângulo especificado. Componentes finos com abas longas em relação à espessura amplificam este problema. As prensas modernas com controlo preciso dos eixos Y1/Y2 e compensação digital de curvatura neutralizam consistentemente o retorno elástico. Em contraste, máquinas antigas que usam compensação mecânica ou válvulas de resposta lenta ficam aquém, resultando em desvio de ângulo de vários graus do centro da máquina até às extremidades ao longo de um turno completo, independentemente da perícia do operador.
Esta variabilidade transforma-se rapidamente num ponto crítico financeiro, não apenas num desafio de dobra. A cinco minutos de retrabalho por peça, produzir 200 peças por mês a 60 €/hora traduz-se em mais de 1 000 € perdidos apenas em custos de mão de obra. Junte as taxas de sucata ou a despesa de instalar uma compensação de curvatura adicional, e o impacto aumenta. O aço inox — com o seu requisito de tonagem cerca de 1,6× superior ao do aço macio — expõe estas deficiências mais rapidamente: especificações que parecem atingíveis no papel revelam-se impossíveis na produção real sem tonagem extra ou mudança para cunhagem.
Ignorar o retorno elástico é uma das principais razões pelas quais máquinas usadas desapontam os compradores. A tonagem indicada pode parecer suficiente, mas a deflexão irregular da mesa ou hidráulica lenta força os operadores a dobrar em excesso e a redobrar as peças. Essa energia adicional de conformação nunca fez parte da classificação original de capacidade, e a insuficiência só se torna evidente após a instalação.
Ao calcular a tonagem com base na resistência à tração e na abertura em V, insistindo nas toneladas utilizáveis por pé e incluindo a margem para retorno elástico, transforma uma especificação vaga num requisito de desempenho concreto. Esta preparação permite entrar nas negociações com o distribuidor munido de um número que a máquina deve alcançar de forma fiável—em vez de deixar espaço para o distribuidor defini-lo.
Quando a força bruta e a versatilidade são essenciais, as prensas hidráulicas continuam a definir o padrão. Alimentadas por êmbolos movidos a fluido, mantêm a tonagem total ao longo de todo o curso, permitindo dobrar aço estrutural espesso (8–20 mm) sem abrandar. Para projetos exigentes — como formar suportes de aço inox de 12 mm ou abas largas de vigas — as hidráulicas podem superar modelos elétricos comparáveis em 30–50 % de capacidade. Também lidam com espessuras variadas de material na mesma linha de produção com facilidade. Esta flexibilidade decorre da natureza da pressão hidráulica, que pode ser ajustada instantaneamente para corresponder à resistência do material. Assim, mudanças de ferramentas ou inconsistência no stock raramente exigem recalibrar limites de carga do motor.
No entanto, estas vantagens trazem compromissos. Os sistemas hidráulicos mantêm as bombas em funcionamento contínuo — mesmo entre dobras — consumindo duas a três vezes mais energia do que os designs servoassistidos. Ao longo de um ano, uma unidade de 100 toneladas usada moderadamente pode acumular custos adicionais de cerca de 5 000 € em eletricidade. A manutenção aumenta a despesa: trocas de óleo, reparações de fugas e substituições de válvulas podem consumir 10–15 % da disponibilidade anual da máquina. A maioria dos modelos intermédios incorre em 5–6 mil € anuais de custos de serviço. Operações de alto volume intensificam o impacto—mais de 200 dobras por hora podem gerar calor que faz a precisão do êmbolo passar de ±0,05 mm para ±0,2 mm em apenas 50 ciclos, levando a retrabalho dispendioso. O ruído constante da bomba costuma indicar desgaste antes de avarias, mas ainda assim significa tempo de produção perdido.
Os modelos hidráulicos continuam a ser a melhor escolha para fabrico pesado de baixo volume, onde a carga de trabalho é mínima, os materiais são robustos e os modelos elétricos acarretam um prémio superior a 50 mil € sem fornecer a força necessária. Com manutenção diligente e registos completos de serviço, normalmente preservam cerca de 20 % mais valor de revenda do que a média.
As prensas servo-elétricas brilham ao trabalhar com metais de espessura leve a média, oferecendo precisão e velocidade em igual medida. Movidas por fusos de esferas ou sistemas de correia, alcançam repetibilidade de ±0,01 mm e operam até 30 % mais rápido que as hidráulicas. Como os motores funcionam apenas durante a dobra, e não em modo de espera, reduzem o consumo de energia em 60–70 % comparado com sistemas hidráulicos. Para uma oficina de volume médio com cerca de 500 horas anuais, isso significa 2–4 mil € de poupança de energia por ano.
Embora o investimento inicial seja mais elevado — tipicamente 120–180 mil € para uma prensa elétrica de 100 toneladas versus 80–120 mil € para um modelo hidráulico — o período de retorno é frequentemente curto. As poupanças devido ao menor consumo energético e à manutenção mínima (sem trocas de óleo, substituições de bombas ou desgaste de válvulas) podem compensar a diferença em cerca de 18 a 24 meses:
| Fator | Custo elétrico | Custo hidráulico | Ponto de equilíbrio |
|---|---|---|---|
| Compra (100 toneladas) | $120K–$180K | $80K–$120K | N/D |
| Energia/Ano (oficina média) | $3K | $8K | 18 meses |
| Manutenção/Ano | $2K | $6K | 12 meses |
| Ciclos/Hora | 25–35 | 15–25 | Líder em volume |
Os sistemas elétricos também reduzem o ruído no chão de fábrica em cerca de 15 dB, eliminam fugas de óleo e diminuem a fadiga do operador ao suprimir as vibrações da bomba hidráulica. Em trabalhos sensíveis à precisão, uma máquina elétrica mais pequena — por exemplo, um modelo de 80 toneladas — pode superar uma hidráulica maior ao formar abas rasas inferiores a 100 mm, minimizando ajustes dispendiosos de recuperação elástica.
No entanto, existem limitações. O desempenho do servomotor cai acentuadamente acima das 200 toneladas, tornando as unidades elétricas impraticáveis para aço com espessura superior a cerca de 10 mm. Para oficinas que operam com um orçamento inferior a $100K ou que manipulam regularmente materiais de grande espessura, as quinadoras elétricas podem simplesmente não ter a potência que as suas operações exigem.
Os híbridos servo-hidráulicos são concebidos para fabricantes que precisam equilibrar a exigência de elevada tonelagem com maior produtividade. Nestes sistemas, os motores servo acionam as bombas hidráulicas apenas durante a flexão, proporcionando poupanças de energia de 30–50 % em comparação com os sistemas hidráulicos convencionais, mantendo capacidades superiores a 300 toneladas. Os verdadeiros designs híbridos incluem tanques hidráulicos de duplo circuito — um por cilindro — permitindo o controlo independente do êmbolo. Esta configuração distribui a carga de forma mais eficiente, aumenta a velocidade de conformação até 25 % e elimina o desperdício de energia resultante da inatividade de todo o sistema.
Para instalações de volume médio que realizam entre 300 e 800 dobras diárias com materiais mistos, os híbridos representam o equilíbrio ideal. Mantêm uma precisão de ângulo de ±0,05° em camas de 10 pés graças ao controlo de coroamento com feedback servo, reduzem o consumo de óleo em cerca de 50 % e funcionam aproximadamente 40 % mais silenciosamente do que os hidráulicos tradicionais. Por exemplo, um fabricante de peças automóveis que dobra tanto caixas de painéis de 4 mm como estruturas de 150 toneladas pode obter um retorno do investimento em dois anos num híbrido de 140 000 € em comparação com um hidráulico de 100 000 €, considerando as poupanças de energia e os ganhos de produtividade.
Atenção, compradores: nem todas as máquinas comercializadas como “híbridas” correspondem verdadeiramente à definição. Algumas marcas apenas adicionam um inversor para regular a velocidade da bomba, obtendo cerca de 10 % de ganho de eficiência. Sem um verdadeiro design de duplo circuito, a precisão e as poupanças de energia anunciadas são muitas vezes exageradas. Um híbrido legítimo é concebido para oficinas que dependem da força hidráulica durante parte do dia de trabalho, mas que também desejam a velocidade, precisão e menores custos operacionais necessários para séries de produção mais leves.
A escolha entre sistemas hidráulicos, elétricos e híbridos não se resume a seguir a tecnologia mais recente ou os números de tonelagem mais altos — trata-se de alinhar o mecanismo de acionamento com a física e as condições económicas das suas reais necessidades de produção. O consumo de energia, os procedimentos de manutenção e as capacidades de precisão variam amplamente entre os tipos de máquinas, e o investimento só fará sentido quando essas características corresponderem ao seu leque de materiais e requisitos de ciclo.
Controlo CNC: A Funcionalidade Que Pode Tornar-se a Vantagem Competitiva da Sua Oficina — ou Ficar Inativa
“Tecnologia Órfã”: Evite controladores CNC sem apoio do fabricante. Muitos compradores concentram-se em tonelagem, velocidade e rigidez da estrutura, mas o controlador é a parte mais suscetível de ficar desatualizada muito antes do resto da máquina. É aqui que muitas oficinas comprometem a produtividade sem se aperceberem: adquirem um controlador cuja assistência por parte do fabricante original (OEM) foi descontinuada, resultando em soluções improvisadas, longos atrasos em reparações e, eventualmente, custos de retrofit que anulam quaisquer poupanças feitas na compra em segunda mão.
Modelos como o Delem DA‑41T ou o ESA S530 conseguem executar operações básicas de 2–4 eixos de forma aceitável, mas, uma vez terminada a atualização de firmware — normalmente após 8–10 anos — deixam de poder carregar bases de dados de ferramentas atualizadas, integrar normas modernas de segurança ou receber correções essenciais do sistema operativo. O Cybelec CybTouch 8 enfrenta problemas semelhantes; muitos fabricantes europeus transferiram o seu apoio para produtos mais recentes de gama média, deixando os sistemas antigos sem atualizações de idioma ou correções de prevenção de colisões. Algumas oficinas relatam ter de esperar entre seis e doze meses para reparar unidades ESA S600 fora de produção anteriores a 2018.
Uma oficina de fabrico de média dimensão descobriu isso da pior forma: uma prensa dobradeira usada equipada com um Delem DA‑42T de 12 anos parecia uma excelente oportunidade até o suporte do Windows 7 ser descontinuado. Quando isso aconteceu, o controlador deixou de poder executar qualquer software atualizado, forçando um retrofit completo que custou 15 000 € e uma semana de produção perdida. O problema não era a máquina — era o ecossistema de software desatualizado do controlador.
Uma rápida auditoria antes da compra pode evitar este tipo de problemas. Solicite sempre:
Qualquer unidade Delem anterior à DA‑53T/58T ou modelo ESA inferior ao S640+ — especialmente construções anteriores a 2020 — corre alto risco de perder o suporte do fabricante. Uma prensa dobradeira com sistema hidráulico não suportado ainda pode ser reparada por um técnico experiente, mas uma com software obsoleto torna-se inútil até ser encontrado um controlador compatível.
Programação Offline: Porque É Mais Importante do Que o Tamanho do Ecrã Tátil Um grande ecrã tátil pode impressionar no salão de exposições, mas não é ele que impulsiona a produtividade — é a programação offline.
Sistemas com capacidade offline, como os Delem DA‑69T ou DA‑66T, permitem que os programadores concebam sequências completas de dobragem, executem simulações 3D e verifiquem colisões de ferramentas num PC enquanto a quinadeira continua a operar. Este processo normalmente reduz o tempo de configuração em 40 a 60 % em trabalhos complexos. Para as oficinas que gerem máquinas com seis ou mais eixos, os benefícios são transformadores: menos erros do operador, maior produtividade e transições mais fluidas entre turnos.
Em comparação, a edição diretamente na máquina pode atrasar tudo. Um ecrã de 15 polegadas, como o do ESA S640, pode parecer impressionante, mas sem capacidade de exportação offline, cada ajuste ao programa obriga os operadores a reunir-se em torno da quinadeira. Essas edições em tempo real interrompem a produção, transformando a máquina num estrangulamento. Um painel Delem DA‑53T de 10,1 polegadas é mais do que suficiente para trabalhos 2D simples, mas assim que é necessária simulação 3D ou configurações multiestação, a falta de programação offline limita rapidamente a produtividade.
Os dados do mundo real confirmam isto. Oficinas que utilizam controlos com capacidade offline relatam cerca de 25 % menos erros do operador em operações de dobragem multi‑eixo. Um único programador a trabalhar num computador de secretária pode criar centenas de programas de peças por semana, deixando a quinadeira livre para produção real em vez de servir como terminal de programação.
A funcionalidade offline supera o tamanho do ecrã porque altera a forma de trabalhar. Um ecrã maior pode melhorar a visibilidade, mas a programação offline elimina completamente o tempo de inatividade.
Se os seus operadores não utilizam realmente a interface de controlo, o seu investimento é desperdiçado. Um controlador de gama alta só gera valor quando as suas funcionalidades são usadas. Muitas oficinas gastam em excesso—escolhendo sistemas avançados carregados com estruturas de menus complexas—para depois verem os operadores abandoná-los assim que a produção se torna agitada, recorrendo a substituições manuais ou modos básicos de operação.
Os controlos DA‑66T e DA‑69T da Delem dominam o mercado por uma razão evidente: os operadores podem passar da configuração à produção com apenas alguns toques rápidos. A maioria atinge cerca de 90–95 % de proficiência em dois dias. Em contraste, as interfaces profissionais Modeva da Cybelec e semelhantes exigem frequentemente uma semana ou mais de formação, tornando-as menos práticas para oficinas com elevada rotatividade de pessoal ou diferentes níveis de competência.
Os sistemas S640 e S875W da ESA oferecem flexibilidade excecional—permitindo lógica PLC personalizada, ecrãs HMI totalmente reconfiguráveis e controlo de dezenas de eixos—mas essa mesma potência pode ser esmagadora para operadores menos experientes. Dados de campo mostram que, em ambientes de menor qualificação, até 30 % da capacidade do sistema fica sem uso porque os operadores ignoram as ferramentas 3D e recorrem a ajustes manuais.
Mesmo a disposição do hardware desempenha um papel crucial. Em ambientes poeirentos ou onde se usam luvas, muitas oficinas preferem controlos com botões, como o DA‑65R, que minimizam erros no ecrã tátil e entradas acidentais. Uma linha de fabrico recuperou aproximadamente 15 horas produtivas por semana após substituir um painel tátil DA‑42T avariado por uma interface com botões durante uma modernização.
Um teste simples pode revelar se o controlo se adequa à sua equipa: entregue ao operador menos confiante tecnologicamente uma sequência de 10 dobras. Se ele recorrer a ajustes manuais dos eixos X ou R, a interface é demasiado complexa para a sua força de trabalho. Nesse caso, um sistema Delem simplificado, com sincronização intuitiva de eixos, produzirá resultados mais consistentes do que um controlador repleto de funcionalidades que ninguém utiliza totalmente.
Um controlador pode ser a ferramenta mais produtiva da sua quinadeira ou o acessório mais caro a acumular pó. Adequar a capacidade do sistema ao nível de competência dos operadores garante que obtém o desempenho pelo qual pagou.
Muitos compradores acreditam erroneamente que as ferramentas de quinadeira são intercambiáveis—um erro dispendioso. Na prática, o perfil da lingueta dita todo o ecossistema de ferramentas subsequente. As ferramentas de estilo americano, identificáveis pela sua lingueta estreita de 0,50 polegadas (12,7 mm), foram criadas para trocas rápidas e manuais a fim de minimizar o tempo de inatividade em ambientes de fabrico geral. Funcionam bem em trabalhos repetitivos com tolerâncias amplas, mas essa conveniência tem o custo da precisão sustentada. Cada troca desgasta ligeiramente a interface da braçadeira; após apenas uma dúzia de ciclos de configuração, a precisão da dobra pode variar 0,01 polegada—suficiente para deixar componentes aeroespaciais ou eletrónicos fora de especificação.
As ferramentas de estilo europeu seguem um caminho fundamentalmente diferente. A sua lingueta mais larga, de 13 mm, combinada com ranhuras laterais, encaixa-se firmemente em braçadeiras de cunha, permitindo um alinhamento altamente repetível com tolerâncias tão apertadas quanto 0,0004 polegada. Estes sistemas funcionam perfeitamente com quinadeiras CNC que exigem feedback angular preciso. O problema: uma vez que invista numa quinadeira construída para um estilo, fica preso a esse formato. Uma quinadeira de estilo americano não aceitará ferramentas europeias sem adaptadores especializados—e esses adaptadores alteram a geometria de conformação, as alturas de referência e até as classificações de capacidade de carga.
A surpresa desagradável surge frequentemente quando uma quinadeira usada “pronta a operar” chega com ferramentas que não correspondem à sua máquina. Cerca de 70 % das unidades usadas de estilo americano comercializadas como “com ferramentas incluídas” trazem punções muito gastos e incompatíveis com braçadeiras de estilo europeu. Essa incompatibilidade pode paralisar a sua primeira produção, fazendo‑o esperar semanas por adaptadores ou punções de substituição que podem custar quase tanto quanto o pagamento inicial. Isto não é uma escolha de atualização posterior—é uma decisão de plataforma fundamental feita no primeiro dia.
Anúncios online frequentemente vangloriam‑se de “680 kg de ferramentas incluídas”, mas o peso por si só é irrelevante se o aço não resistir ao uso real. Ferramentas genuínas de grau de produção são endurecidas a pelo menos HRC 50; qualquer coisa abaixo de HRC 45 não passa de decoração de oficina. Ferramentas mais macias podem deformar‑se após apenas algumas centenas de dobras em aço macio de 6 mm, arredondando as arestas e alterando os ângulos—resultando em retrabalho dispendioso. No fim, os compradores pagam para transportar o equivalente a sucata.
Antes do envio ou da inspeção no local, confirme a largura da lingueta e a dureza das matrizes. Solicite um certificado de material ao vendedor, ou pelo menos uma medição de dureza feita na ponta de um dos punções. Verifique se todas as secções têm o mesmo comprimento—peças desalinhadas de 4 polegadas não distribuirão a força de forma uniforme ao longo de uma mesa de 3 metros. Um conjunto genuíno e pronto para o trabalho deve incluir secções de pelo menos 300 mm, permitindo realizar um teste de alinhamento a baixa pressão a cerca de 10–15 % da tonelagem nominal da quinadeira. Se os pontos não se alinharem ou detetar fissuras finas no vale da matriz, considere as ferramentas “incluídas” como destinadas à sucata.
Empresas de renovação industriais que acompanharam mais de 200 instalações relatam que cerca de 40 % dos punções e matrizes fornecidos em conjunto acabam descartados nos primeiros 90 dias devido a dureza inadequada ou geometria defeituosa. Um teste rápido no chão de fábrica pode poupar tempo: dobre uma amostra da sua própria produção a 90°. Se o raio do punção variar mais de 0,5 mm ou começar a lascar, a ferramenta é inutilizável. Substituir um conjunto endurecido de 3 metros adicionará imediatamente 2 500 a 4 000 € aos seus custos de aquisição.
Os adaptadores podem parecer um compromisso económico — permitindo manter os punções atuais enquanto se mudam os estilos de fixação — mas os números muitas vezes desmentem essa suposição. Converter uma prensa dobradeira de estilo americano para usar ferramentas europeias implica comprar suportes com preços entre $2.000 e $4.000 cada, mais cerca de $1.500 em mão de obra de instalação. Equipar uma mesa de 3 metros pode consumir entre $10.000 e $20.000 antes mesmo de produzir a sua primeira dobra.
Para além da despesa, os adaptadores reduzem o desempenho. Atuando como uma camada intermédia, eles fletam sob carga, reduzindo a tonagem disponível em 20–30 %. Uma prensa dobradeira de 100 toneladas passa a funcionar efetivamente como uma unidade de 70 toneladas, obrigando a velocidades de dobra mais lentas para evitar fraturas. Para oficinas que trabalham com aço inoxidável ou chapa com mais de 3 mm de espessura, esta perda impacta diretamente a produtividade e pode causar ângulos inconsistentes ao longo de flanges extensas.
Ao considerar o custo total de propriedade, substituir o ferramental por completo é muitas vezes a opção mais económica. O ferramental europeu de precisão para uma prensa de 3 metros padrão custa tipicamente entre $8.000 e $12.000 — menos do que a despesa combinada de adaptadores e manutenção contínua. Os adaptadores tendem a desgastar-se cerca do dobro da velocidade e podem anular as garantias do fabricante ao alterar a forma como as cargas são transmitidas.
| Cenário de Substituição | Custo do Adaptador (Conjunto Completo) | Redução de Tonelagem | Manutenção Anual Extra | Ponto de Equilíbrio vs. Substituição Completa do Ferramental |
|---|---|---|---|---|
| Americano → Europeu (mesa de 3 m) | $10k–$15k | redução de 20–25% | $2k/ano | ≈ 18 meses (utilização intensiva) |
| Europeu → Americano | $6k–$10k | redução de 10–15% | $1,5k/ano | ≈ 12 meses (trabalho de menor precisão) |
| Suportes híbridos personalizados | $15k–$25k | nenhum | $3k/ano | Nunca — apenas para aplicações especializadas |
A experiência de uma oficina demonstra o custo oculto de usar adaptadores. Depois de modificar uma prensa de 150 toneladas americana em segunda mão com grampos de estilo europeu para trabalhos de alumínio de precisão, os operadores começaram a enfrentar uma persistente deriva de ângulo de 0,2° em meio ano. No fim, abandonaram os adaptadores e investiram antes em punções europeias de altura total. A despesa combinada acabou por duplicar o orçamento de ferramentas e atrasou a produção em três meses.
A lição não é que as ferramentas europeias sejam sempre melhores do que as americanas — é que é preciso tomar uma decisão informada desde o início. A sua escolha de norma de ferramenta molda todos os investimentos futuros: matrizes, suportes, sistemas de compensação, até à disposição das prateleiras de armazenamento. Ignorar este alinhamento pode transformar uma prensa dobradora de preço vantajoso num erro dispendioso, exigindo correções de cinco dígitos antes mesmo de começar o primeiro trabalho de produção.
Muitos compradores confiam em fotografias ou especificações técnicas para avaliar o estado de uma prensa dobradora, mas a prova mais reveladora é uma dobra de teste em tempo real e em todo o comprimento. O ideal é que seja feita com a sua própria peça de amostra ou com ferramentas idênticas às que planeia usar. Peça ao operador para alimentar o material em toda a largura da mesa, da esquerda para a direita, com a câmara a captar claramente a aba dobrada em cada fase. Isso revelará a consistência do ângulo e mostrará se o sistema de compensação ou de coroa está a funcionar uniformemente ao longo da mesa.
Solicite uma prova imediata: instrua o operador a medir e anunciar o ângulo de dobra ou a altura da aba em três pontos — extremidade esquerda, centro e extremidade direita — usando um medidor de ângulos ou paquímetro claramente visível. Se essas medições ficarem fora das suas tolerâncias (por exemplo, mais de ±0,1° de desvio para trabalhos de precisão ou ±0,5 mm de variação no comprimento da aba), é um sinal claro de um sistema de compensação com falhas, mesa desgastada ou êmbolo desalinhado. Estas falhas são caras de corrigir, tornando a dobra de teste o seu ponto crítico de decisão antes de se comprometer com o envio.
Sob carga, o ruído hidráulico pode expor problemas invisíveis a olho nu. Com a peça de trabalho encaixada e o êmbolo a manter pressão, peça ao operador para aproximar a câmara da caixa da bomba e das armações laterais. Aprenda a distinguir o zumbido suave e constante de um sistema hidráulico bem a funcionar do assobio agudo e contínuo que indica problemas — como engrenagens de bomba riscadas, cavitação nas linhas de fluido ou válvulas proporcionais defeituosas. Ruídos ásperos de moagem ou pulsações rítmicas sugerem rolamentos gastos ou restrições no fluxo de fluido, problemas que acabarão por se traduzir em força de dobra irregular e variação imprevisível do ângulo.
Se possível, examine o estado do óleo hidráulico — peça ao vendedor para mostrar brevemente o visor. Um aspeto leitoso indica contaminação por água, enquanto óleo escuro implica degradação térmica. Ambos os cenários são caros de corrigir e são sinais de aviso precoce de falha iminente da bomba ou da válvula. Ignorar estes indícios sonoros e visuais do fluido é uma das formas mais rápidas de acabar com uma máquina que parece estar em boas condições, mas sofre com tempos de inatividade crescentes e perda de produtividade.
A repetibilidade é o elemento vital de uma prensa dobradora. Tanto o tope traseiro — a régua móvel que posiciona o material — como os eixos Y responsáveis pelo movimento vertical do êmbolo devem atingir consistentemente as posições programadas ciclo após ciclo. Solicite três dobras idênticas em sucessão, usando o mesmo material e configuração de ferramentas. Peça ao operador para manter a câmara focada no ecrã do controlador durante todo o processo, para que possa acompanhar as leituras de posição à medida que cada ciclo termina.
Depois exija uma verificação prática: meça os comprimentos das abas ou deslocamentos nas peças acabadas de cada ciclo em relação às tolerâncias permitidas. Se as leituras de posição do controlador variarem ou as dimensões das peças diferirem mais de ±0,05 mm para trabalhos de alta precisão (ou ±0,1–0,2 mm para fabrico padrão), o culpado pode ser guias lineares gastas, conjuntos do tope traseiro soltos ou servomotores mal calibrados. Estas falhas prejudicam progressivamente a produtividade, especialmente em programas com múltiplas dobras, onde pequenas imprecisões se acumulam rapidamente.
Ao solicitar um vídeo de inspeção de 10 minutos, detalhe cada passo para evitar conteúdo vago ou incompleto:
A sua mensagem para o vendedor deve ser inequívoca: “O vídeo deve confirmar que a minha peça de amostra cumpre as tolerâncias nos três pontos de medição, que a repetição da posição do batente traseiro/Y está dentro da especificação em três ciclos consecutivos, e que o sistema hidráulico funciona sem ruídos agudos ou irregulares sob carga. Qualquer desvio constitui motivo para rejeitar o envio ou renegociar o preço com um compromisso de assistência definido.”
Ao insistir em provas concretas dentro de um prazo apertado, elimina a incerteza e obriga o vendedor a demonstrar a verdadeira capacidade da máquina em condições de trabalho. Este método de inspeção direto revela problemas como mau encaixe das ferramentas, desgaste da bomba, falhas de repetibilidade e erros de alinhamento antes de gastar milhares em transporte — tornando-o numa das etapas mais críticas na avaliação de uma quinadeira.
O vídeo de inspeção mostra o que o vendedor pode demonstrar. O passo seguinte é saber o que a máquina irá exigir das suas instalações, dos seus eletricistas e do seu orçamento no momento em que chegar. É aqui que transações que parecem perfeitas em vídeo muitas vezes falham na prática.
Comprar uma quinadora não é tão simples como descarregá‑la de um camião — é uma mudança estrutural de grande dimensão para a sua oficina. Estruturas de alta tonelagem funcionam como gigantescos diapasões, e se não estiverem assentes sobre uma fundação devidamente projetada, a vibração transformará curvas precisas em ângulos inconsistentes e desgastará a estrutura muito mais rapidamente. Para uma unidade de 10 pés e 100 toneladas, só os trabalhos de betão podem custar entre $10.000 e $50.000. A questão mais negligenciada — e a mais importante — é: “Exatamente qual deve ser a espessura da laje para este modelo?” Se o vendedor não lhe conseguir fornecer uma medição e um diagrama, acabou de descobrir a sua primeira despesa oculta.
Conseguir passar uma máquina de 20–40 toneladas por uma porta normal é pura fantasia, a menos que esteja preparado para desmontar componentes essenciais. Serviços de grua, técnicos certificados, nivelamento pós‑instalação e preparação da ventilação para servos costumam acrescentar mais $5.000–$15.000. Oficinas que esperam uma instalação “plug‑and‑play” aprendem rapidamente que tanques hidráulicos e painéis trifásicos não se deixam convencer por otimismo; converter para corrente de 460 V ou atualizar para um sistema de ventilação sem pó pode facilmente acrescentar mais $2.000–$8.000.
Um proprietário de oficina contou ter perdido meio dia de produção paga de corte por plasma a tentar “apenas preparar o chão”. Esse tempo de inatividade duplicou o custo real da instalação. A história ressoa porque revela a verdadeira armadilha: os primeiros 90 dias não apenas drenam o orçamento — drenam o seu ímpeto. O momento mais barato da vida de uma quinadora é o dia em que assina a encomenda.
As máquinas usadas prometem satisfação imediata com etiquetas como “disponível agora”, “pronta a funcionar” ou “em stock”. Mas os números inclinam‑se para o lado errado assim que coloca a máquina inadequada em ciclos de produção completos. Uma quinadora CNC nova de 140 toneladas pode demorar 20–45 dias a chegar, mas ao longo de três anos é normalmente 15–30 % mais barata do que as chamadas máquinas usadas de ocasião, já sobrecarregadas com bombas hidráulicas desgastadas, sistemas de réguas imprecisos e mecanismos de compensação gastos.
Bombas hidráulicas com cerca de 10.000 horas de utilização falham com regularidade previsível. Aquela discreta deriva de 0,5 mm na régua traseira que observou num vídeo pode traduzir‑se numa perda de produtividade de 20–40 % quando as peças reais são carregadas. Uma oficina gastou $80 mil numa quinadora usada, apenas para acumular mais de $60 mil em reparações nos primeiros 90 dias. Outra continuou a completar o óleo numa “grande oportunidade” Wysong até que a matemática se tornou inegável: uma nova produção teria poupado $25 mil anuais em paragens não programadas.
Pode parecer contraintuitivo, mas os números mantêm‑se consistentes: uma nova unidade de $150 mil mais $15 mil para instalação supera quase sempre uma usada de $80 mil com $50 mil em reparações, quando se considera o verdadeiro custo do tempo de funcionamento. A máquina “disponível agora” normalmente tem esse estatuto por um motivo — o seu antigo proprietário já pagou caro para compreender esta equação.
Imprima esta lista e mantenha‑a junto das suas notas. Se duas caixas ficarem vermelhas, afaste‑se. Nessa altura, não está a comprar aço — está a comprar certeza.
Há uma pergunta que atravessa qualquer argumento de venda: “Corre a minha peça dez vezes sob carga e envia-me o vídeo juntamente com uma análise de custos de três anos até ao fim do dia.” Os fornecedores que conseguem fazer isso merecem a tua confiança. Os que não conseguem já te deram a resposta.
O que te leva de volta a aquele primeiro momento a olhar para as fotos brilhantes online — a verdade de que a quinadora mais barata é aquela que nunca chega a entrar na tua oficina.


















