

ショールームの床に並ぶプレスブレーキは完璧に見える—フレームに誇らしげに刻まれたトン数表示、パンフレットに強調されたベッド長。あなたの作業量にぴったり合うように感じられる。しかしステンレス板を押し通すと、ラムが唸り、工具痕がフランジを傷つけ、真実が見えてくる:仕様書の数字は全体像ではなかった。トン数、長さ、容量はすべて理想化された試験条件を反映しており、実際の生産ではほとんど起こらない。理論上の性能と工場の日常的な要求との間に、高額な失望が生まれる。.
プレスブレーキの定格トン数は最大安全成形力を示すものであり、あなたの特定の作業に実際に必要なトン数ではない。必要な力は、材料の引張強度、板厚の二乗、曲げ長さ、そしてVダイの開口幅に依存する。これらの要素の一つを変えるだけで、トン数の要求は30%から100%まで大きく変動する。例えば、¼インチのA36鋼板を2インチのダイで曲げるには約197トンが10フィートにわたって必要となる。3インチのダイに変えると要求は約139トンに減少し、半径を小さくするために1.5インチのダイにすると、同じ曲げがほぼ300トン必要になる。仕様書の「¼インチ容量」は、軟鋼、適度な曲げ角度、工場推奨のダイ設定を暗黙の前提としており、実際の作業ではその条件に合致することはほとんどない。.
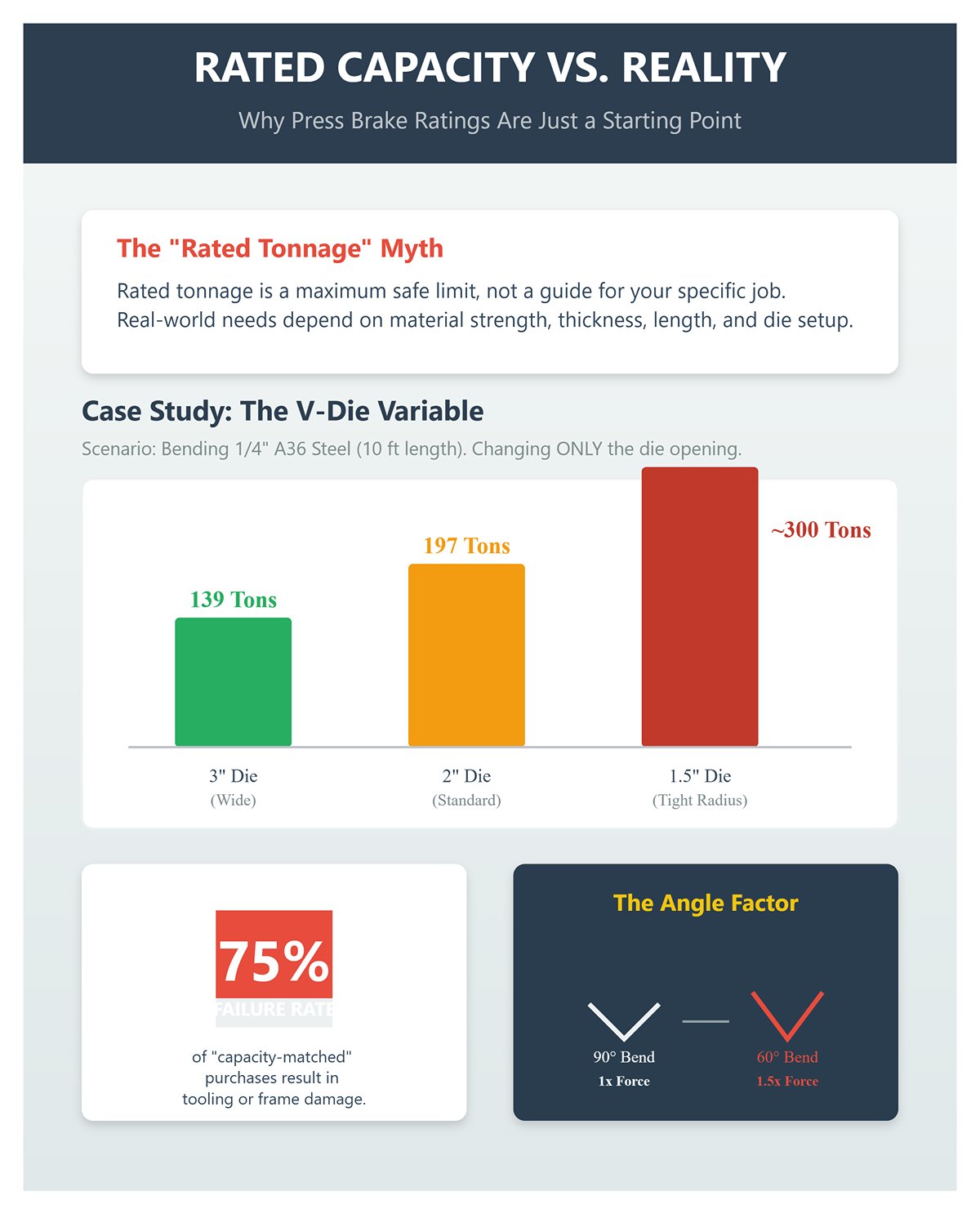
そのため、定格以下のブレーキは予想より早く摩耗や故障を起こすことが多い。業界データによれば、「容量一致」とされる購入の約4分の3が、軟鋼以外の硬い合金や、よりきつい曲げ、小さい半径を成形すると工具損傷やフレームのストレスを招いている。標準的な90°曲げに定格された90トンプレスブレーキは、曲げ角度が60°になるとたわんだり停止したりすることがあり、必要トン数は曲げ角度がきつくなるにつれて約1.5倍に跳ね上がる。信頼できる数字は、実際の材料、角度、ダイ構成に基づいて計算したものだけだ。それがなければ、「定格トン数」はマーケティングの目玉に過ぎず、完璧でほとんど再現されない条件下でのみ正確である。.
一見すると、「10フィート」のプレスブレーキは途切れない作業スペースを提供しているように見える。実際には、各サイドフレームが約1フィートの使用可能長を消費し、機械のスロート深さ—ラムの中心線からフレーム内壁までの距離—が、部品が障害物に当たる前にどれだけ突き出せるかを決定する。このフレーム厚を考慮すると、いわゆる10フィートベッドは実際には約8フィートの実質的な曲げ容量しか提供しない。.

例えば、フランジが20インチ深い9フィートのチャンネルを成形しようとする場合。工具は問題なく収まるかもしれないが、フランジを避けるために部品を傾けた瞬間、フレームが動きを阻む。回避策—部品を反転させるか反対側から曲げる—は取り扱い時間を倍増させ、位置合わせの課題を生む。中古機械の購入者の多くは、機械が届いてからこの事実を知り、「容量一致」が梁を不快な角度で扱うことを強いる。解決策は先見の明:アクセスを維持するためにオープンフレーム設計やスロート深さ延長モデルを選び、クローズドフレーム機は剛性を高める代わりに到達範囲を犠牲にする。大型箱型断面を扱う場合は、最大曲げより少なくとも2フィート長いベッドを計画して作業効率を保つ。.
約30%の「ぴったり収まる」購入は、実際の使用可能長が20–25%失われることを見落としている。仕様書には「10フィート」と書かれていても、部品はマーケティングを気にしない—重要なのは実際にフレームをクリアできるかどうかだ。.
適切なトン数と到達範囲があっても、もう一つ重要なボトルネックがある:曲げ後に完成品を取り出せるかどうか。デイライトとは、ブレーキが完全に開いたときのラムとベッドの間の垂直開口を指し、ストロークはラムの総移動距離を指す。この二つが、工具の下から部品を容易に解放できるかどうかを決定する。デイライトが不足すると高いフランジがラムの下に引っかかり、ストロークが限られると部品を手でこじ出す必要がある。.
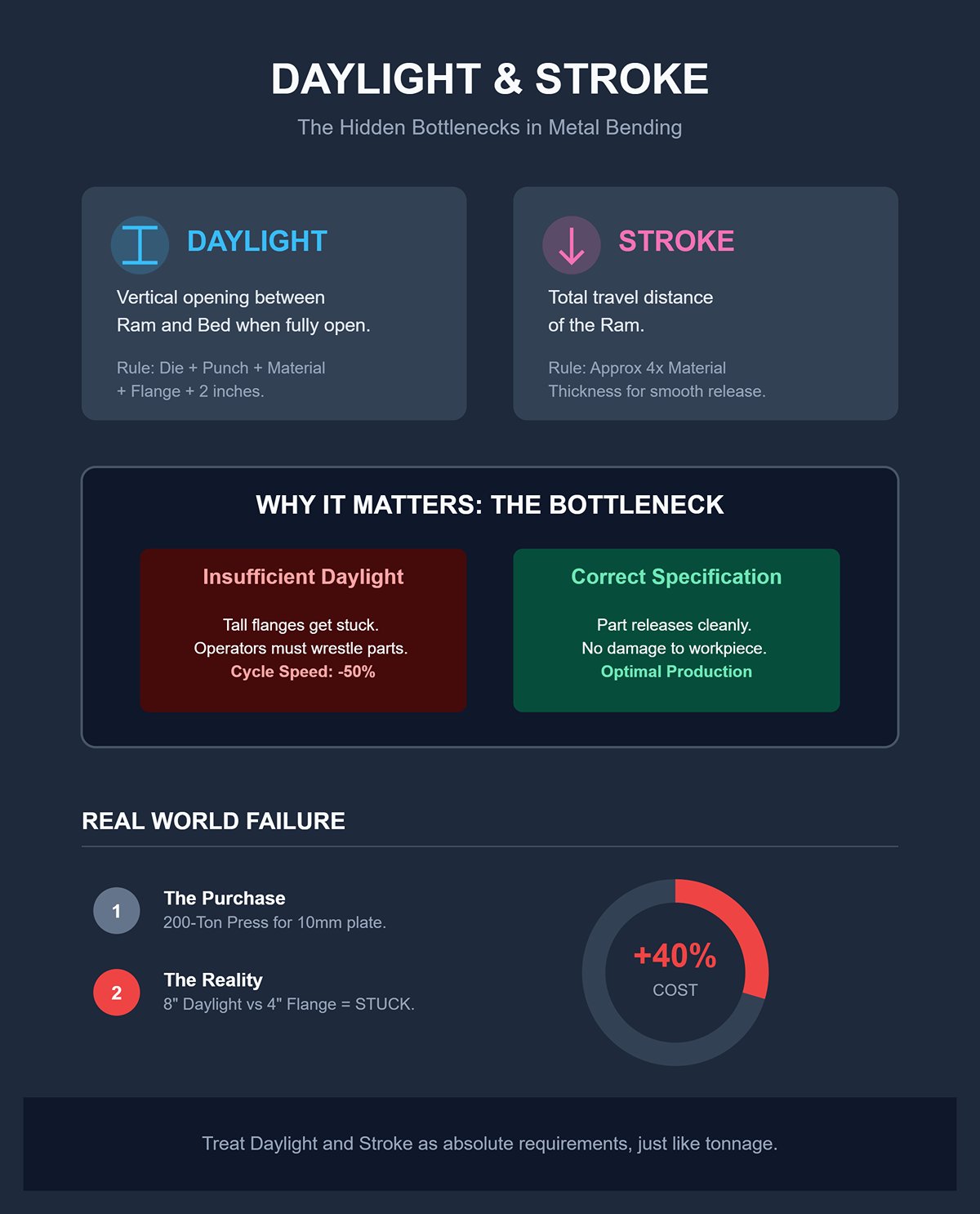
簡単な目安:デイライトはダイ、パンチ、材料厚、完成フランジの合計高さより少なくとも2インチ高くするべき。ストロークは材料厚の約4倍がスムーズな解放に必要。例えば、6ミリのステンレス板を高フランジチャンネルに曲げる場合、約10インチのストロークが必要となる。しかし多くの「ヘビーデューティ」機はデイライトがわずか8インチしかなく、大きな部品がラムの下に閉じ込められ、オペレーターが傾けたり力づくで取り出す必要があり—サイクル速度を半減させ、ワークピースを損傷するリスクを増す。.
ある製造業者は痛い経験をした:仕様上では200トンプレスブレーキは10ミリ板作業に理想的に見えたが、生産で欠陥が露呈した。デイライトがわずか8インチしかなく、4インチのフランジをクリアできず、高価なアダプターに頼らざるを得なかったが、問題は完全には解決しなかった。最終的に全ユニットを交換せざるを得ず、総プロジェクト費用は40%増加した。.
同じ高額な失敗を避けるためには、デイライトとストロークを絶対条件として扱うべき—トン数やベッド長と同じくらい重要だ。部品をきれいに解放できないプレスブレーキは、実際には作業機械ではなく、ただの高価なバイスに過ぎない。.
仕様やマーケティングの主張が完璧に一致しているように見えるときは、誰にとっての完璧なのか—メーカーか、それともあなたか—を考える価値がある。本当の生産性は、銘板の数字からではなく、その数字に意味を与える隠れた形状、クリアランス、深さから生まれる。この違いを認識することが、物理に逆らわずに動くプレスブレーキを購入する第一歩である。.
多くの資料はエアベンディングのトン数を単純なチャート参照として扱っているが、真の利点は材料特性と工具を使って自分で計算することにある。エアベンド力は、引張強度、板厚、V開口という三つの制御可能な要素に依存する。実用的な生産向けの公式は次の通り:フィートあたりのトン数 ≈ C ×(引張強度ksi)× 材料厚(インチ)×(厚さ ÷ V開口)。炭素鋼の場合はC ≈ 1.0を基準とし、アルミニウムでは約0.6に下げ、ステンレスでは約1.6に上げる。異なる計算機はわずかに異なる定数を適用するため、内部計算を提示する際は±20%の許容範囲を示す。.
具体例で計算を確認しよう。A36鋼(引張強度 ≈ 70 ksi)、厚さ0.25インチ、V開口1インチの10フィート長をエアベンディングする場合、計算はフィートあたりトン数 ≈ 1.0 × 70 × 0.25 ×(0.25 ÷ 1.0) = 4.375となる。10フィートでは合計約44トンとなる。これは理想的なエアベンディング条件のみを反映しており、生産の変動は考慮していない。50トンモデルを推す販売業者は十分だと主張するかもしれないが、それは完璧な条件下でのみ真実である。.
購入判断を確実に守る方法は簡単だ:まず、最も要求の厳しい部品と全曲げ長に必要なフィートあたりトン数を計算する。それを長さに掛け、安全余裕を加える。エアベンディングでは約20–30%を追加する。ボトミングに切り替える場合は基礎トン数の約4倍、コイニングでは6〜10倍を計画する。さらに、中古、老朽化、または摩耗が目立つ工具を使用する場合は10–25%を追加する。この単一の計算が、仕様上の「総トン数」が十分に見えても、実際のダイや生産長フランジが関わると不足するというよくある失敗を防ぐ。.
公表されている最大能力は、実際の曲げ長さに沿って分布する使用可能な1フィートあたりのトン数ではなく、シリンダーの総推力を反映しており、そこで精度が失われることが多い。100トンのプレスブレーキは、デモ中に短いサンプルをコイニングできるかもしれないが、必要なV開口を使用して8フィートや10フィートの部品をエアベンドする際には力不足になることがある。部品の長さが長くなるにつれて、利用可能な力は分散し、1フィートあたりのトン数が減少する。販売者が特定のVダイでの1フィートあたりの力を示せない場合、それは適合性を本当に決定する数値を省いていることになる。.
成形方法はさらに認識を複雑にする。エアベンディングは、ボトミングよりもはるかに少ない力で済み、コイニングよりも劇的に少ない。販売業者は、曲げを容易に見せるために過大なVダイを使ってデモを行い、1フィートあたりの必要トン数を人工的に下げ、機械の能力を誇張することがある。警告的な例として、ある工場は、中古の110トンブレーキがデモで10mmの試験片を容易に曲げたため購入した。しかし実際の部品は長さ2.5mで、より小さいV開口を使用していた。生産に入ると、ブレーキはすべての部品を曲げ不足にし、高価な工具交換とクラウニング改造を余儀なくされ、最初から正しい能力の機械を購入した場合よりも多くの費用がかかった。.
能力の定格はまた、工場出荷時の完璧な油圧と剛性のある歪みのないフレームを前提としている。シールが摩耗したり、Y軸の同期が不均一な10年物の機械は、圧力の一貫性が低く、角度のずれが増加する—これらは単純なトン数仕様には現れない。最大推力だけに注目する購入者は、「私の部品に必要なV開口で、この特定の機械が1フィートあたりどれだけの使用可能な力を出せるのか」という重要な問いを見落としている。
スプリングバックはトン数に対する隠れた負担である。ステンレス鋼や高強度合金のような硬い材料は、曲げ後により強く戻る傾向があり、指定角度を達成するために10〜25%多くの成形エネルギー、あるいは二度曲げが必要になることもある。厚みに対してフランジが長い薄物部品は、この問題をさらに増幅させる。最新のプレスブレーキは、精密なY1/Y2軸制御とコンピュータ制御のクラウニングにより、スプリングバックを一貫して補正する。対照的に、機械式クラウニングや応答の遅いバルブを使用する古い機械は補正が不十分で、シフト全体で機械の中央から端にかけて数度の角度ずれが発生し、オペレーターの熟練度に関係なく影響する。.
このばらつきは、単なる曲げの課題にとどまらず、すぐに財務的な痛手に変わる。1部品あたり5分の手直しで、月200部品を時給$60で生産すると、労務コストだけで年間$1,000以上の損失になる。さらに廃棄率やクラウニング改造の費用を加えると、影響は拡大する。ステンレス鋼は軟鋼に比べて約1.6倍のトン数が必要なため、こうした欠点を最も早く露呈させる。紙面上では達成可能に見える仕様も、追加トン数やコイニングへの切り替えなしでは現場生産で不可能になることが多い。.
スプリングバックを見落とすことは、中古機が購入者を失望させる主な理由の一つである。公称トン数は十分に見えるかもしれないが、ベッドのたわみの不均一や油圧の遅れにより、オペレーターは過剰曲げや再曲げを余儀なくされる。この追加の成形エネルギーは元の能力定格には含まれておらず、その不足は設置後になって初めて明らかになる。.
引張強度とV開口に基づいてトン数を計算し、使用可能な1フィートあたりのトン数を確認し、さらにスプリングバックの許容を考慮することで、曖昧な仕様を具体的な性能要件に変えることができる。この準備により、販売業者との交渉において、機械が確実に達成すべき数値を持って臨むことができ、販売業者に定義を委ねる余地を残さない。.
純粋な力と多用途性が最優先の場合、油圧式プレスブレーキは依然として基準を設定している。流体駆動ラムによって動作し、ストローク全体で最大トン数を維持できるため、厚い構造用鋼(8〜20mm)も減速せずに曲げられる。例えば12mmのステンレス製ブラケットや幅広のビームフランジの成形など、要求の厳しいプロジェクトでは、油圧式は同等の電動モデルよりも30〜50%高い能力を発揮できる。また、同一の生産ラインで異なる板厚の材料を容易に扱える。この柔軟性は、材料の抵抗に合わせて油圧を即座に調整できる油圧の特性による。その結果、工具交換や材料のばらつきがあっても、モーター負荷制限の再調整がほとんど不要となる。.
しかし、これらの利点にはトレードオフがある。油圧システムは曲げの合間でもポンプを常時稼働させるため、サーボ駆動設計の2〜3倍のエネルギーを消費する。年間を通して、中程度に使用される100トン機では、電気代が追加で$5,000かかることもある。メンテナンス費用もかかり、オイル交換、漏れ修理、バルブ交換で年間稼働時間の10〜15%を消費することがある。中級モデルでは年間$5,000〜6,000のサービス費用が発生する。高生産量の場合、その影響はさらに大きく、1時間あたり200回以上の曲げでは、熱の発生によりラム精度が±0.05mmから±0.2mmにわずか50サイクルで低下し、高額な手直しが必要になる。ポンプの常時騒音は故障前の摩耗を知らせることもあるが、それでも生産停止時間を意味する。.
油圧式モデルは、低稼働率で重作業の製造において、作業負荷が少なく、材料が頑丈で、電動式が必要な力を発揮できないまま$50,000以上高価な場合には、依然として明確な選択肢である。適切な整備と完全なサービス記録があれば、通常より約20%高い再販価値を維持できる。.
サーボ電動プレスブレーキは、薄板から中厚板の金属加工において、精度と速度を兼ね備えている。ボールねじやベルト機構で駆動され、±0.01mmの繰り返し精度を達成し、油圧式より最大30%高速に動作する。モーターは曲げ時のみ稼働し、待機中は動かないため、油圧式に比べてエネルギー消費を60〜70%削減できる。年間約500時間稼働する中規模工場では、年間$2,000〜4,000の電力コスト削減となる。.
初期投資は高く、100トンの電動プレスブレーキは通常$120,000〜$180,000で、油圧式モデルの$80,000〜$120,000より高価だが、回収期間は短いことが多い。省エネ効果と最小限のメンテナンス(オイル交換、ポンプ交換、バルブ摩耗なし)による節約で、18〜24か月程度で差額を回収できる。
| 要素 | 電力コスト | 油圧コスト | 損益分岐点 |
|---|---|---|---|
| 購入(100トン) | $120K–$180K | $80K–$120K | 該当なし |
| 年間エネルギー(中規模工場) | $3K | $8K | 18か月 |
| 年間メンテナンス | $2K | $6K | 12か月 |
| サイクル/時間 | 25–35 | 15–25 | 生産量リーダー |
電動システムはまた、工場内の騒音を約15dB低減し、油漏れをなくし、油圧ポンプの振動を除去することで作業者の疲労を軽減します。精度が重要な作業では、例えば80トンモデルのような小型電動機が、100mm未満の浅いフランジ成形において、大型油圧機よりも優れた性能を発揮し、高価なスプリングバック調整を最小限に抑えることができます。.
しかし、制限も存在します。サーボモーターの性能は200トンを超えると急激に低下し、厚さ約10mmを超える鋼材には電動機は実用的ではありません。予算が$100K未満の工場や、定期的に厚板材を扱う場合、電動ベンダーは単に必要なパワーを欠く可能性があります。.
サーボ油圧ハイブリッドは、高トン数と高速スループットの両方を求めるメーカー向けに特化されています。このシステムでは、サーボモーターが曲げ作業中のみ油圧ポンプを駆動し、従来の油圧方式に比べて30〜50%のエネルギー節約を実現しつつ、300トン以上の能力を維持します。本物のハイブリッド設計は、各シリンダーごとに独立した油圧タンクを備えた二重回路構造を採用し、ラムの独立制御を可能にします。この構成により荷重分散が効率的になり、成形速度が最大25%向上し、システム全体のアイドリングによるエネルギー浪費を排除します。.
1日あたり300〜800回の曲げ加工を複合素材で行う中規模工場にとって、ハイブリッドは理想的なバランスを提供します。サーボ制御によるクラウニングフィードバックで10フィートベッド上の±0.05°の角度精度を維持し、油消費量を約50%削減し、従来の油圧機より約40%静音で稼働します。例えば、自動車部品メーカーが4 mmのパネル筐体と150トンのフレームの両方を曲げる場合、エネルギー節約と生産性向上を含めると、$140Kのハイブリッドは$100Kの油圧機よりも2年で投資回収が可能です。.
購入者注意:市場で「ハイブリッド」と称される機械のすべてが本当の定義に当てはまるわけではありません。ブランドによっては単にインバーターを追加してポンプ速度を調整するだけで、効率向上は約10%にとどまります。本物の二重回路設計がなければ、宣伝されている精度やエネルギー節約は誇張されていることが多いです。正真正銘のハイブリッドは、作業日の一部で油圧力を必要としつつ、軽負荷の生産では速度・精度・低運用コストを求める工場向けに設計されています。.
油圧・電動・ハイブリッドの選択は、最新技術や最大トン数を追い求めることではなく、駆動機構を実際の生産ニーズの物理と経済に合わせることです。エネルギー消費、メンテナンス方法、精度性能は機械タイプによって大きく異なり、素材範囲やサイクル要件に適合して初めて投資が意味を持ちます。.
CNC制御:工場の競争力の源にも、放置される機能にもなり得る要素
“「孤立した技術」:メーカーのバックアップがないCNCコントローラーを避けること。多くの購入者はトン数、速度、フレーム剛性に注目しますが、コントローラーは機械本体よりも早く陳腐化する可能性が最も高い部分です。これが生産性を無意識に損なう要因となり、OEMがサポートを停止したコントローラーを導入すると、不便な迂回策、修理遅延、最終的には中古購入による節約を帳消しにする高額なレトロフィット費用が発生します。.
Delem DA‑41TやESA S530のようなモデルは基本的な2〜4軸操作を十分にこなせますが、ファームウェアサポートが終了すると(通常8〜10年後)、最新の工具データベースの読み込み、現代の安全基準の統合、必要なOSパッチの受信ができなくなります。CybelecのCybTouch 8も同様の問題を抱えており、多くの欧州メーカーは新しい中位モデルへのサポートに移行し、旧型システムには言語パック更新や衝突防止修正が提供されなくなっています。2018年以前製造のESA S600ユニットの修理に6〜12か月待たされた工場もあります。.
ある中規模加工工場はこれを痛感しました。12年前製造のDelem DA‑42T搭載中古プレスブレーキは掘り出し物に見えましたが、Windows 7のサポートが終了すると、コントローラーは最新ソフトを実行できず、$15,000の費用と1週間の生産停止を伴う全面レトロフィットを余儀なくされました。問題は機械ではなく、コントローラーの古いソフトウェア環境でした。.
購入前の簡単な監査でこうした問題は防げます。必ず以下を確認してください:
DA‑53T/58T以前のDelemユニットやS640+未満のESAモデル(特に2020年以前製造)は、メーカーサポート喪失の高リスクがあります。油圧がサポートされないプレスブレーキは熟練技術者による修理が可能ですが、ソフトウェアが廃止された場合は互換コントローラーが見つかるまで稼働できません。.
オフラインプログラミング:タッチスクリーンサイズより重要な理由 大きなタッチスクリーンはショールームでは印象的ですが、生産性を向上させるのはオフラインプログラミングです。.
オフライン対応システム(Delem DA‑69T や DA‑66T など)は、プレスブレーキが稼働し続ける間に、プログラマーがPC上で完全な曲げシーケンスを設計し、3Dシミュレーションを実行し、工具の干渉を確認することを可能にします。このプロセスは、複雑な作業においてセットアップ時間を通常40〜60%短縮します。6軸以上の機械を管理する工場にとって、その利点は変革的です。オペレーターのエラーが減り、スループットが向上し、シフト間の移行がスムーズになります。.
比較すると、機上編集は全体の速度を落とすことがあります。ESA S640 のような15インチ画面は見た目には印象的ですが、オフラインでのエクスポート機能がない場合、プログラムの調整ごとにオペレーターがブレーキの周りに集まる必要があります。こうしたライブ編集は生産を完全に停止させ、機械をボトルネックにしてしまいます。10.1インチの Delem DA‑53T パネルは、単純な2D作業には十分ですが、3Dシミュレーションやマルチステーションセットアップが必要になると、オフラインプログラミングがないことがすぐに生産性の制限要因となります。.
実際のデータがこれを裏付けています。オフライン対応の制御を使用している工場では、多軸曲げ作業におけるオペレーターエラーが約25%減少しています。デスクトップで作業する一人のプログラマーが、週に何百もの部品プログラムを作成でき、プレスブレーキはプログラミング端末ではなく実際の生産に専念できます。.
オフライン機能は画面サイズよりも優れています。大きなディスプレイは視認性を向上させるかもしれませんが、オフラインプログラミングは待機時間を完全に排除します。.
オペレーターが実際に制御インターフェースを使用しない場合、投資は無駄になります。高級コントローラーは、その機能が活用されて初めて価値を発揮します。多くの工場は意図せず過剰支出をしてしまい、深いメニュー構造を備えた高度なシステムを選択しますが、生産が忙しくなるとオペレーターはすぐにそれらを放棄し、手動オーバーライドや基本的な操作モードに戻ってしまいます。.
Delem の DA‑66T と DA‑69T コントロールが市場を支配しているのは明確な理由があります。オペレーターは数回のタップでセットアップから生産に移行できます。ほとんどの人は2日以内に90〜95%の習熟度に達します。対照的に、Cybelec の Modeva や同様のプロ仕様インターフェースは、1週間以上のトレーニングを必要とすることが多く、頻繁な人員入れ替えや技能レベルの変動に直面する工場には実用的ではありません。.
ESA の S640 と S875W システムは、カスタムPLCロジック、完全に再構成可能なHMI画面、数十軸の制御を可能にするなど、卓越した柔軟性を提供します。しかし、その同じ性能が経験の浅いオペレーターを圧倒することがあります。現場データによると、技能レベルの低い環境では、システム容量の最大30%が未使用となり、オペレーターは3Dツールを回避して手動調整に頼る傾向があります。.
ハードウェアのレイアウトも重要な役割を果たします。埃や手袋を使用する環境では、多くの工場が DA‑65R のようなボタン式コントロールを好みます。これによりタッチスクリーンの誤操作や意図しない入力が最小化されます。ある製造ラインでは、故障した DA‑42T タッチパネルをボタン式インターフェースに交換するレトロフィットを行い、週あたり約15時間の生産時間を回復しました。.
簡単なテストで、その制御がチームに適しているかどうかを確認できます。最も技術に自信のないオペレーターに10曲げシーケンスを渡してください。もし彼らが手動のX軸やR軸調整に戻るなら、そのインターフェースはあなたの作業員には複雑すぎます。その場合、直感的な軸同期を備えた簡素化された Delem システムの方が、誰も完全に使いこなせない高機能コントローラーより一貫した結果を生み出します。.
コントローラーは、プレスブレーキ上で最も生産的なツールにも、埃をかぶる高価なアクセサリーにもなり得ます。システムの能力をオペレーターの技能レベルに合わせることで、支払った性能を確実に得られます。.
多くの購入者はプレスブレーキの工具が互換性があると誤解していますが、これは高額な誤解です。実際には、タンの形状がその後の工具エコシステム全体を決定します。アメリカ式工具は、幅0.50インチ(12.7mm)の細いタンが特徴で、一般的な製造環境でのダウンタイムを最小化するために、迅速で手動の交換を目的として作られました。広い許容差内での反復作業には優れていますが、この便利さは持続的な精度を犠牲にします。交換のたびにクランプ界面がわずかに摩耗し、わずか12回のセットアップサイクル後には曲げ精度が0.01インチずれることがあり、航空宇宙や電子部品の仕様外になる可能性があります。.
ヨーロッパ式工具は根本的に異なるアプローチを取ります。幅13mmの広いタンと側面の溝を組み合わせ、ウェッジクランプにしっかりと固定され、0.0004インチという非常に厳しい許容差での高い再現性を可能にします。これらのシステムは、正確な角度フィードバックを必要とするCNCブレーキとシームレスに連携します。ただし、一度どちらかのスタイルに対応したプレスブレーキに投資すると、その形式に固定されます。アメリカ式ブレーキは、特殊なアダプターなしではヨーロッパ式工具を装着できません。そしてそのアダプターは成形形状、基準高さ、さらには負荷容量の評価まで変えてしまいます。.
不快な驚きは、中古の「ターンキー」プレスブレーキが、機械に合わない工具と共に届くときに発生します。アメリカ式の中古ユニットの約70%は、「工具準備済み」として販売されていますが、ヨーロッパ式クランプに互換性のない、摩耗したパンチが含まれています。この不一致は、最初の生産ランを完全に停止させ、アダプターや交換用パンチの到着を数週間待つことになり、それらの費用は初期頭金とほぼ同額になることもあります。これは後から選択するアップグレードではなく、初日に行う基礎的なプラットフォームの決定です。.
オンライン広告では「1,500ポンドの付属工具」と誇らしげに記載されることが多いですが、重量だけでは実際の使用に耐えられるかどうかは判断できません。本物の生産用工具は少なくともHRC50に硬化されています。HRC45未満のものは工場の飾りに過ぎません。柔らかい工具は、6mmの軟鋼を数百回曲げただけで変形し、エッジが丸まり角度が狂い、高額な再加工を招きます。結局、買い手はスクラップ同然の金属を輸送する費用を払うことになります。.
出荷前または現地検査時に、タン幅とダイの硬度を確認してください。販売者に素材証明書を要求するか、少なくともパンチ先端からの硬度測定値を求めましょう。すべてのセクションが長さで一致しているか確認してください。不揃いの4インチ部品では、3メートルベッド全体に均等に力を分散できません。本物の作業用セットには、少なくとも300mmのセクションが含まれている必要があり、ブレーキの定格トン数の約10〜15%で低圧アライメントテストを実行できます。もしポイントが揃わない、またはダイの谷にヘアラインクラックが見つかれば、その「付属」工具はスクラップ行きと見なしてください。.
200件以上の設置を追跡している業界リファービッシャーによると、付属のパンチやダイの約40%は、硬度不足や形状不良により最初の90日以内に廃棄されます。現場での簡単なテストで時間を節約できます。自社の生産ランからサンプルを90°に曲げてみてください。パンチ半径が0.5mm以上変化するか、剥離し始めたら、その工具は使用不能です。硬化された3メートルセットを交換すると、取得コストに即座に2,500〜4,000ドルが追加されます。.
アダプターは一見、費用を抑えた妥協案に見えるかもしれません—現在のパンチを維持しつつクランプ方式を変更するというものですが、数字はその想定を覆すことが多いです。アメリカ式ブレーキをヨーロッパ式工具で運用するには、ホルダーを$2,000〜$4,000で購入し、さらに設置作業に約$1,500が必要です。3メートルのベッド全体を装備すると、最初の曲げを行う前に$10,000〜$20,000を消費することになります。.
費用面だけでなく、アダプターは性能を低下させます。中間層として作用するため、荷重下でたわみ、利用可能なトン数を20〜30 %削減します。100トンのプレスブレーキは実質的に70トンの装置として動作し、破損を避けるために曲げ速度を遅くせざるを得ません。ステンレス鋼や厚さ3 mm以上の板を扱う工場では、この低下が生産性に直接影響し、長いフランジに沿って角度が不均一になる原因となります。.
総所有コストを考慮すると、工具を丸ごと交換する方が経済的である場合が多いです。標準的な3メートルブレーキ用の精密ヨーロッパ式工具は通常$8,000〜$12,000で、アダプターと継続的な保守の合計費用より安価です。アダプターは通常、摩耗が約2倍早く、荷重の伝達方法を変更することでメーカー保証が無効になる可能性があります。.
| 切り替えシナリオ | アダプター費用(フルセットアップ) | トン数減少 | 年間追加メンテナンス | 工具全交換との損益分岐点 |
|---|---|---|---|---|
| アメリカ → ヨーロッパ(3 mベッド) | $10k〜$15k | 20〜25%減少 | $2k/年 | ≈ 18か月(高ボリューム使用) |
| ヨーロッパ → アメリカ | $6k〜$10k | 10〜15%減少 | $1.5k/年 | ≈ 12か月(低精度作業) |
| カスタムハイブリッドホルダー | $15k〜$25k | なし | $3k/年 | 決して使用しない — 専用用途の場合のみ |
ある工場の経験は、アダプター使用の隠れたコストを示しています。精密アルミ加工に合わせるため、中古の150トン米国製ブレーキを欧州式クランプに改造したところ、半年以内に操作者が0.2°の角度ずれと格闘することになりました。最終的にアダプターを廃止し、全高のユーロパンチに投資しました。結果的に、工具予算は倍増し、生産は3か月遅れました。.
重要なのは、欧州式工具が常に米国式より優れているということではなく、最初から情報に基づいた決定を下す必要があるということです。工具規格の選択は、将来の投資すべてに影響します:ダイ、ホルダー、クラウニングシステム、さらには保管ラックの配置まで。この整合性を見落とすと、安価なプレスブレーキが高額な失敗となり、最初の生産作業が始まる前に数万ドル規模の修正が必要になることがあります。.
多くの購入者は写真や技術仕様を頼りにプレスブレーキの状態を判断しますが、最も有力な証拠はリアルタイムでベッド全長にわたるテスト曲げです。理想的には、自分のサンプル部品か、使用予定の工具と同一のものを使って行うべきです。操作者に材料をベッド全幅にわたって左から右へ送り、各段階で曲げられたフランジをカメラで明確に撮影させます。これにより角度の一貫性がわかり、クラウニングや補償システムがベッド全体で均等に機能しているか確認できます。.
即時の証拠を要求してください:操作者に、左端、中央、右端の3箇所で曲げ角度またはフランジ高さを明確に見える角度ゲージやキャリパーで測定し、口頭で読み上げさせます。これらの測定値が許容範囲外(例えば精密作業で±0.1°以上の偏差、またはフランジ長さで±0.5 mm以上の変動)であれば、クラウニングシステムの故障、ベッドの摩耗、ラムの位置ずれの明確な兆候です。これらの欠陥は修理費が高くつくため、テスト曲げは発送前の最終判断ポイントとなります。.
負荷がかかると、油圧音は目に見えない問題を明らかにします。ワークをセットしラムが圧力を維持している状態で、操作者にカメラをポンプ筐体や側枠に近づけさせます。正常な油圧システムの滑らかで安定したハム音と、トラブルを示す持続的な高周波の唸り音を聞き分けましょう—例えばポンプギアの傷、油圧ラインのキャビテーション、比例弁の故障などです。激しい研削音や周期的な脈動音は、ベアリングの摩耗や流体流れの制限を示し、最終的には曲げ力の不均一や予測不能な角度変化につながります。.
可能であれば油圧オイルの状態を確認してください—売り手にサイトグラスを短時間見せてもらいましょう。乳白色の外観は水の混入を示し、暗い色は熱劣化を意味します。どちらも修理費が高くつき、ポンプやバルブの故障の前兆です。これらの音や油の兆候を無視することは、見た目は健全でもダウンタイムと生産性低下が急増する機械を手に入れる最速の方法です。.
再現性はプレスブレーキの生命線です。材料を位置決めする可動フェンスであるバックゲージと、垂直ラムの動きを担うY軸は、サイクルごとにプログラムされた位置に正確に到達し続けなければなりません。同じ材料と工具設定で、3回連続して同一の曲げを要求してください。操作者には各サイクル終了時にコントローラ表示をカメラで撮り続けてもらい、位置表示を監視します。.
次に実測による確認を要求します:各サイクルの完成品のフランジ長やオフセットを許容範囲と照らし合わせて測定します。コントローラの位置表示がずれたり、部品寸法が高精度作業で±0.05 mm以上(または標準加工で±0.1–0.2 mm以上)変動する場合、原因はリニアガイドの摩耗、バックゲージ組立の緩み、サーボドライブの調整不良かもしれません。これらの欠陥は生産性を着実に損ない、特に多曲げプログラムでは小さな誤差が急速に積み重なります。.
10分間の検査動画を依頼する際は、曖昧または不完全な内容を避けるため各ステップを明確に示してください:
販売者へのメッセージは明確でなければなりません: “「映像は、私のサンプル部品が3つの測定ポイントすべてで公差内であること、バックゲージ/Y位置が3回連続のサイクルで仕様内に再現されること、そして油圧系が負荷時に高音や不規則な音を発しないことを確認できるものでなければなりません。いずれかに逸脱があれば、出荷の拒否または明確なサービス契約を伴う価格交渉の理由となります。」”
限られた時間内に具体的な証拠を求めることで、不確実性を排除し、販売者に実際の稼働条件下で機械の真の性能を示すことを促します。このシンプルな検査方法により、工具の不適合、ポンプの摩耗、再現性の欠如、アライメント不良などの問題を、輸送費に数千ドルを費やす前に発見できるため、プレスブレーキ評価における最も重要なステップの一つとなります。.
検査動画は販売者が できる 実演する内容を示します。次のステップは、機械が到着した瞬間から施設、電気工事業者、そして予算に何を 要求するのかを知ることです。ここで、映像では完璧に見える取引が、実際には破綻することがよくあります。 誰も計画に入れ忘れる搬入および設置費用.
プレスブレーキの購入は、トラックから降ろすだけの簡単な作業ではありません—それは工場にとって大きな構造的変化です。高トン数のフレームは巨大な音叉のように作用し、適切に設計された基礎に据え付けられていなければ、振動によって正確な曲げが不安定な角度になり、フレームの摩耗もはるかに早く進みます。10フィート、100トンの機械の場合、コンクリート工事だけで$10,000〜$50,000かかることがあります。最も見落とされがちで、かつ最も重要な質問はこうです:「このモデルには正確にどれくらいの厚さのスラブが必要ですか?」販売者が寸法と図面の両方を提示できない場合、それが最初の隠れた費用であることがわかります。.
20〜40トンの機械を標準的なドアから通すのは、主要部品を分解する覚悟がない限り完全な幻想です。クレーン作業、認定リガー、設置後のレベリング、サーボ用換気の準備などで通常さらに$5,000〜$15,000かかります。プラグアンドプレイの簡単な設置を期待している工場はすぐに学びます。油圧タンクや三相パネルは楽観主義では動かせません。460V電源への変換や無塵換気へのアップグレードは簡単に$2,000〜$8,000の追加費用になります。.
ある工場主は、「床を整えるだけ」で有給のプラズマ切断時間を半日失ったと話しました。そのダウンタイムは実際の設置コストを倍増させました。この話が共感を呼ぶのは、本当の落とし穴を示しているからです。最初の90日間は予算を消耗させるだけでなく、勢いも奪います。プレスブレーキのライフサイクルで最も安い瞬間は、購入注文書に署名した日です。.
中古機は「今すぐ入手可能」「すぐ稼働」「在庫あり」といったタグで即時の満足感を約束します。しかし、間違った機械を本格的な生産サイクルに投入した瞬間に数字は逆方向に傾きます。新品の140トンCNCブレーキは到着まで20〜45日かかるかもしれませんが、3年間で見れば、疲れた油圧ポンプ、不正確なバックゲージ、寿命を迎えたクラウニングシステムを抱える「お買い得」中古機よりも通常15〜30%安く済みます。.
稼働時間10,000時間に近づいた油圧ポンプは予測可能な頻度で故障します。動画で見つけた0.5mmのバックゲージの微妙なズレは、実際の部品を載せると20〜40%の生産性損失に変わります。ある工場は$80kで中古ブレーキを購入しましたが、最初の90日間で$60k以上の修理費を計上しました。別の工場は「お買い得」なWysongの油を補充し続け、最終的に計算は明らかになりました。新規製造なら年間$25kの予期せぬダウンタイムを節約できたのです。.
直感に反するかもしれませんが、数字は一貫しています。$150kの新品機と$15kの設置費は、$80kの中古機と$50kの修理費よりも、稼働時間の実コストを考慮するとほぼ常に優れた結果を出します。「今すぐ入手可能」な機械がそうなっているのには理由があります—前の所有者がすでにこの計算式を理解するために高い代償を払っているのです。.
このリストを印刷してメモの横に置いてください。2つの項目が赤になったら、その時点で撤退しましょう。その時あなたが買っているのは鋼ではなく、確実性です。.
すべての営業トークを切り抜ける質問はひとつです:「負荷をかけて私の部品を10回曲げ、その動画と3年間のコスト内訳を今日中に送ってください。」それを実行できる販売者は信頼に値します。できない販売者は、すでに答えを示しているのです。.
それは、光沢のあるオンライン写真を初めて見つめたあの瞬間に戻ってくる――最も安いプレスブレーキは、あなたの工場の床に決して置かれることのないものだという真実だ。.


















