

На выставочном стенде листогиб выглядит безупречно — его тоннаж гордо выгравирован на раме, а длина стола выделена в буклете. Кажется, что он идеально подходит для вашей работы. Но стоит пропустить лист нержавейки, как ползун начинает напрягаться, следы инструмента портят отбортовку, и приходит осознание: цифры в спецификациях никогда не отражали всей картины. Тоннаж, длина и вместимость отражают идеализированные условия тестирования, которые редко встречаются в реальном производстве. Пространство между теоретической производительностью и ежедневными требованиями вашего цеха — это место, где рождаются дорогостоящие разочарования.
Номинальный тоннаж листогиба — это его максимальная безопасная формовочная сила, а не тоннаж, который вам реально потребуется для конкретных задач. Необходимое усилие зависит от прочности на растяжение материала, квадрата толщины листа, длины изгиба и раскрытия V‑матрицы. Измените хотя бы один из этих факторов — и потребность в тоннаже может колебаться от примерно 30 % до 100 %. Например, гибка листа стали A36 толщиной ¼ дюйма на матрице с раскрытием 2 дюйма требует около 197 тонн на длине 10 футов. Перейдите на матрицу с раскрытием 3 дюйма — и потребность снизится до примерно 139 тонн; сузьте раскрытие до 1,5 дюйма для меньшего радиуса — и тот же изгиб внезапно потребует почти 300 тонн. “Возможность гибки ¼ дюйма” в спецификациях тихо предполагает мягкую сталь, умеренный угол изгиба и рекомендованную заводом конфигурацию матрицы — условия, которых вы можете никогда не достичь в реальной работе.
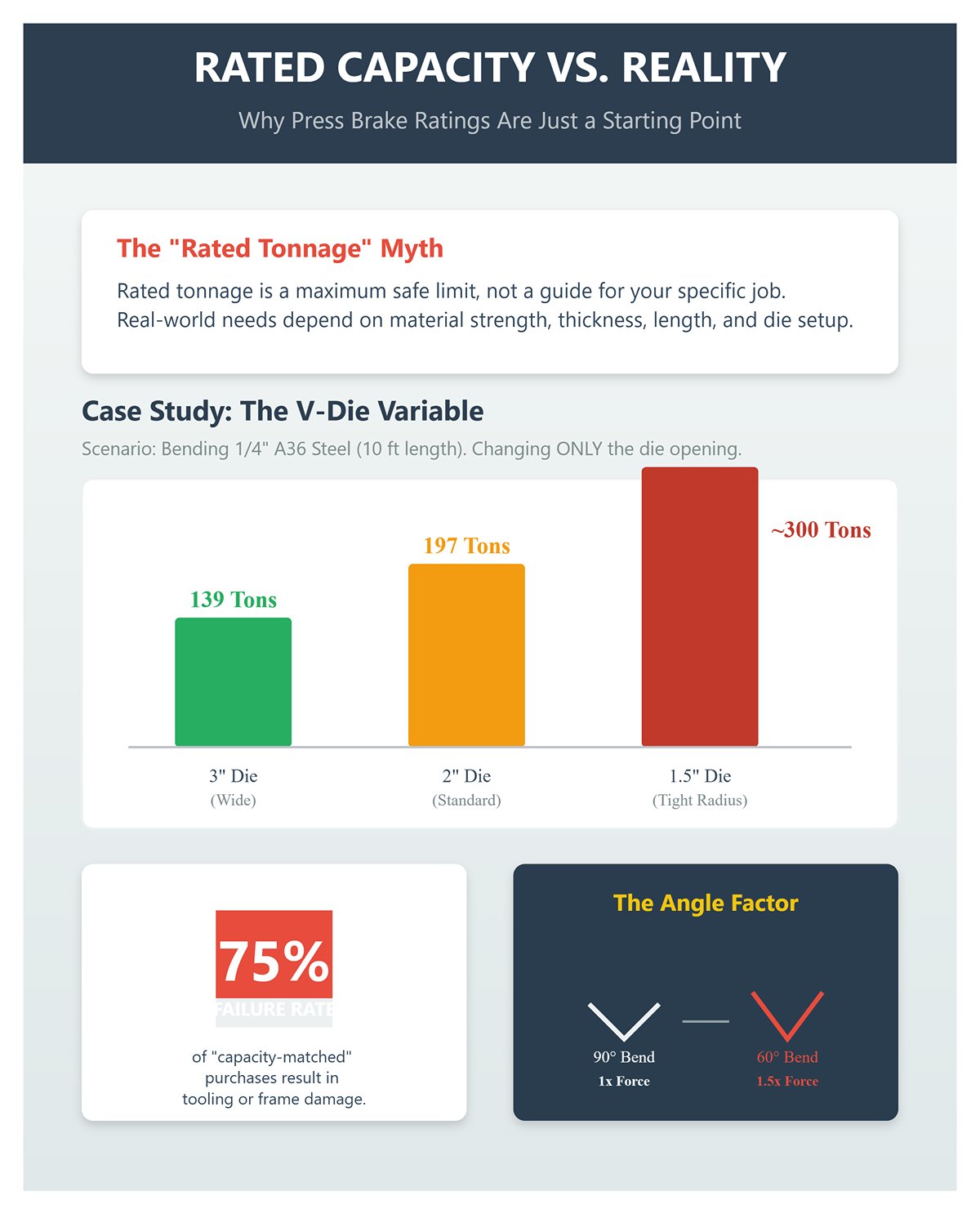
Вот почему недооцененные листогибы часто изнашиваются или выходят из строя гораздо раньше ожидаемого срока. Отраслевые данные показывают, что почти три четверти покупок “по номинальной мощности” приводят к повреждению инструмента или напряжению рамы, как только операторы переходят от мягкого тестового материала к формовке более твёрдых сплавов, более крутых изгибов или меньших радиусов, чем предполагала лаборатория. Листогиб на 90 тонн, рассчитанный на стандартные изгибы под 90°, может прогнуться или остановиться при 60°, так как требуемый тоннаж может возрасти примерно в 1,5 раза при уменьшении угла изгиба. Единственное надёжное число — это то, которое вы рассчитали исходя из своего реального материала, угла и конфигурации матрицы. Без этого “номинальный тоннаж” — всего лишь маркетинговый акцент, точный только при идеальных и редко повторяющихся условиях.
На первый взгляд, “10‑футовый” листогиб кажется обеспечивающим непрерывное рабочее пространство. На деле каждая боковая рама «съедает» почти фут полезной длины, а глубина зева — расстояние от центра ползуна до внутренней стенки рамы — определяет, насколько далеко деталь может выступать, прежде чем упереться в препятствие. Учтя толщину рамы, этот так называемый 10‑футовый стол обычно даёт ближе к 8 футам реальной гибочной мощности.

Представьте, что вы пытаетесь согнуть 9‑футовый канал с отбортовками глубиной 20 дюймов. Инструмент может подходить, но как только вы наклоняете деталь, чтобы освободить отбортовку, рама блокирует движение. Обходной путь — перевернуть деталь или гнуть с противоположного конца — удваивает время обработки и создаёт проблемы с выравниванием. Многие покупатели подержанного оборудования узнают об этом только после доставки машины, когда их “соответствие мощности” вынуждает бороться с балками под неудобными углами. Решение — предвидеть: выбирать конструкции с открытой рамой или модели с увеличенной глубиной зева для сохранения доступа, тогда как закрытые рамы жертвуют доступом ради дополнительной жёсткости. Если ваша работа включает крупные коробчатые секции, планируйте стол как минимум на два фута длиннее самого большого изгиба, чтобы сохранить эффективность процесса.
Примерно 30 % покупок “оно как раз подходит” упускают из виду реальную потерю 20–25 % полезной длины. Спецификация может говорить “10 футов”, но вашим деталям всё равно на маркетинг — важно, смогут ли они реально пройти мимо рамы.
Даже при правильном тоннаже и доступе есть ещё одно критическое узкое место: сможете ли вы вынуть готовую деталь после гибки? Просвет — это вертикальное расстояние между ползуном и столом при полном открытии листогиба, а ход — это общий путь перемещения ползуна. Вместе они определяют, насколько легко можно освободить компонент из‑под инструмента. Недостаточный просвет означает, что высокие отбортовки застрянут под ползуном; ограниченный ход заставляет вручную вытаскивать каждую деталь.
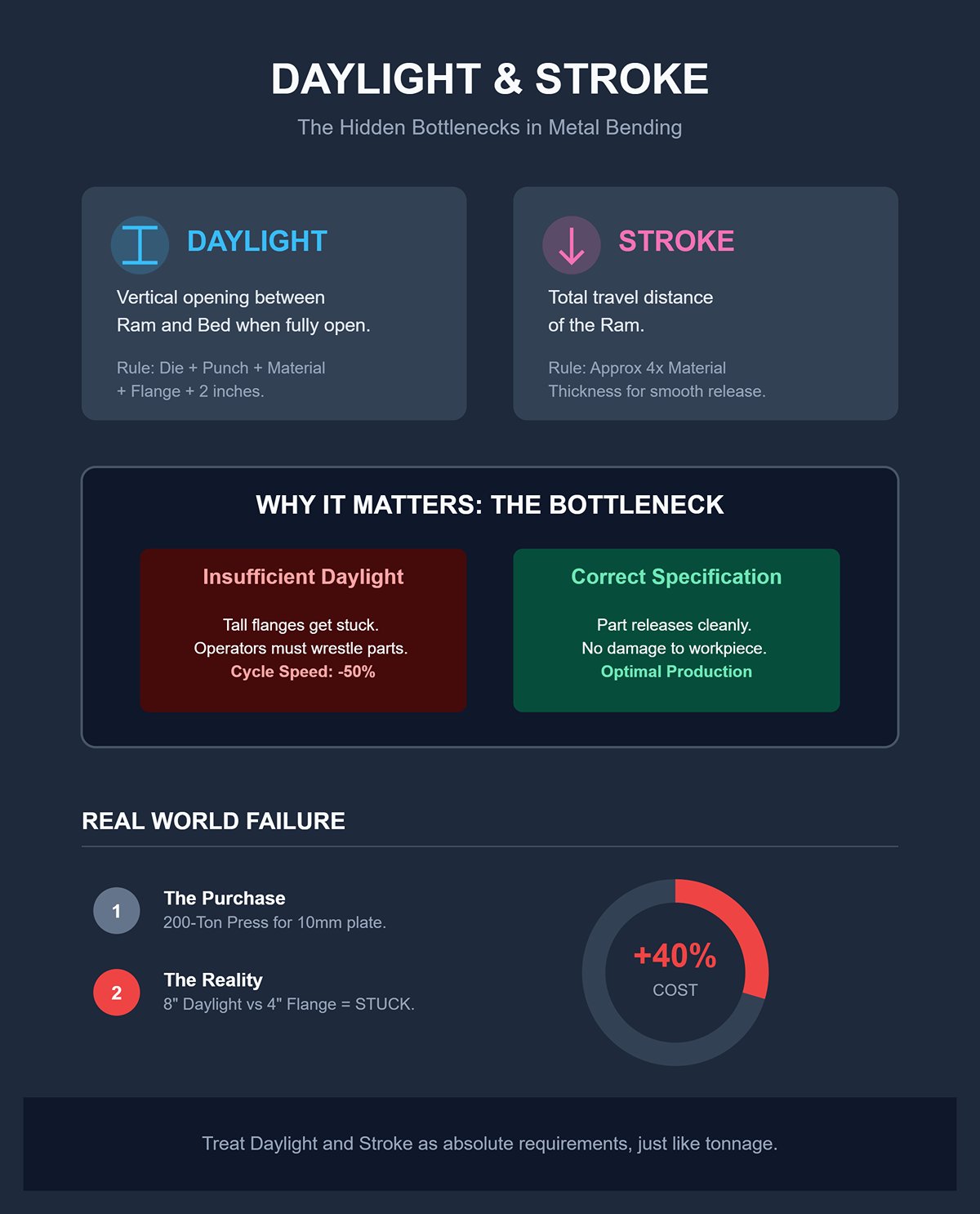
Быстрое правило: просвет должен превышать суммарную высоту матрицы, пуансона, толщины материала и готовой отбортовки минимум на два дюйма. Ход должен составлять примерно в четыре раза толщину материала для плавного освобождения. Например, гибка листа из нержавейки толщиной 6 мм в канал с высокой отбортовкой требует примерно 10 дюймов хода. Однако многие “тяжёлые” машины имеют лишь 8 дюймов просвета, что удерживает крупные детали, пока операторы не наклонят или не вырвут их — снижая скорость цикла вдвое и повышая риск повреждения изделия.
Один производитель убедился в этом на собственном опыте: на бумаге листогиб на 200 тонн казался идеальным для работы с листом толщиной 10 мм, но производство выявило недостаток. При просвете всего 8 дюймов машина не могла пройти 4‑дюймовые отбортовки, вынуждая команду использовать дорогие адаптеры, которые всё равно не решали проблему полностью. В итоге пришлось заменить весь агрегат — модернизация увеличила общую стоимость проекта примерно на 40 %.
Чтобы избежать такой же дорогостоящей ошибки, относитесь к просвету и ходу как к абсолютным требованиям — столь же важным, как тоннаж или длина стола. Если листогиб не может чисто освободить вашу деталь, это вовсе не рабочий листогиб — а просто переоценённые тиски.
Когда спецификации и маркетинговые заявления кажутся идеально совпадающими, стоит спросить: идеальны для кого — для производителя или для вас? Настоящая производительность исходит не из цифр на табличке, а из скрытой геометрии, зазоров и глубин, которые придают этим цифрам смысл. Осознание этого различия — первый шаг к покупке листогиба, который работает в согласии с физикой, а не против неё.
Большинство источников рассматривают тоннаж при воздушной гибке как простое значение из таблицы, но реальное преимущество — в самостоятельном расчёте с учётом свойств материала и инструмента. Усилие при воздушной гибке зависит от трёх контролируемых факторов: прочности на растяжение, толщины и раскрытия V‑матрицы. Практическая производственная формула: тонн на фут ≈ C × (прочность на растяжение в ksi) × толщина материала (в дюймах) × (толщина ÷ раскрытие V‑матрицы). Используйте C ≈ 1,0 как базу для углеродистой стали; уменьшайте до примерно 0,6 для алюминия или увеличивайте до около 1,6 для нержавейки. Поскольку разные калькуляторы применяют немного разные коэффициенты, показывайте допуск ±20 % при внутренних расчётах.
Вот конкретный пример для закрепления расчёта. Предположим, вы выполняете воздушную гибку 10‑футового листа стали A36 (прочность на растяжение ≈ 70 ksi), толщиной 0,25 дюйма, с раскрытием V‑матрицы 1 дюйм. Расчёт даёт тонн на фут ≈ 1,0 × 70 × 0,25 × (0,25 ÷ 1,0) = 4,375. На 10 футов это составляет примерно 44 тонны. Это отражает только идеальные условия воздушной гибки — без учёта производственных отклонений. Продавец, предлагающий модель на 50 тонн, может утверждать, что этого достаточно, но это верно лишь в идеальном сценарии.
Надёжный способ защитить любое решение о покупке прост: сначала рассчитайте тонн на фут для самой требовательной детали и полной длины изгиба. Умножьте на эту длину, затем добавьте запас прочности. Для воздушной гибки прибавьте примерно 20–30 %. Если вы когда‑нибудь перейдёте на осадку, планируйте примерно в четыре раза больший тоннаж — и в шесть–десять раз для чеканки. Наконец, добавьте ещё 10–25 %, если листогиб подержанный, стареет или работает с инструментом с видимым износом. Этот единственный расчёт предотвращает слишком распространённую ошибку, когда рекламируемый “общий тоннаж” выглядит достаточным на бумаге, но оказывается недостаточным, как только в дело вступают реальные матрицы и отбортовки производственной длины.
Опубликованная максимальная мощность отражает общую силу цилиндра — а не полезные тонны на фут, распределённые по фактической длине гиба — и именно здесь обычно теряется точность. Пресс‑гиб на 100 тонн может проковать короткий образец во время демонстрации, но всё же не справиться при воздушном гибе ваших 8‑ или 10‑футовых деталей с использованием необходимого V‑открытия. По мере увеличения длины детали доступная сила распределяется, уменьшая тонны на фут. Если продавец не может показать силу на фут при вашем конкретном V‑штампе, он упускает показатель, который действительно определяет пригодность.
Метод гибки ещё больше усложняет восприятие. Воздушный гиб требует значительно меньше силы, чем осадка, и гораздо меньше, чем ковка. Дилеры иногда проводят демонстрации с увеличенным V‑штампом, чтобы сделать гибку кажущейся лёгкой, искусственно снижая требуемые тонны на фут и преувеличивая мощность станка. Один показательный пример: мастерская купила подержанный пресс‑гиб на 110 тонн после того, как он легко согнул тестовую полосу толщиной 10 мм во время демонстрации. Их реальные детали были длиной 2,5 м и использовали меньший V‑штамп. После начала производства пресс‑гиб недогибал каждую деталь, что вынудило заменить дорогостоящий инструмент и установить систему компенсации прогиба — в итоге потратив больше, чем если бы они изначально купили станок с правильной мощностью.
Рейтинги мощности также предполагают заводской пресс с идеальной гидравликой и жёсткой, ненарушенной рамой. Десятилетний агрегат с изношенными уплотнениями или неравномерной синхронизацией по оси Y выдаёт менее стабильное давление и увеличенный угловой дрейф — ничего из этого не отражается в простой спецификации по тоннажу. Покупатели, сосредоточенные только на максимальной силе, упускают ключевой вопрос: Сколько полезной силы может этот конкретный станок выдать на фут при V‑открытии, которое реально требуется моим деталям?
Упругий возврат — это скрытая нагрузка на ваш тоннаж. Более прочные материалы, такие как нержавеющая сталь или высокопрочные сплавы, имеют тенденцию сильнее возвращаться после гибки, часто требуя на 10–25 % больше энергии для формовки — или даже второго гиба — чтобы достичь заданного угла. Тонкие компоненты с длинными полками относительно толщины усиливают эту проблему. Современные пресс‑гибы с точным управлением по осям Y1/Y2 и компьютерной компенсацией прогиба стабильно компенсируют упругий возврат. В отличие от них, старые машины с механической компенсацией или медленными клапанами не справляются, что приводит к дрейфу угла на несколько градусов от центра станка до краёв за одну смену, независимо от мастерства оператора.
Эта изменчивость быстро превращается в финансовую проблему, а не просто в сложность гибки. При пяти минутах доработки на деталь, производство 200 деталей в месяц при ставке 160 $/час означает более 1 000 $ потерь только на оплате труда. Добавьте сюда процент брака или расходы на установку системы компенсации прогиба — и влияние возрастает. Нержавеющая сталь — с примерно в 1,6 раза большим требованием по тоннажу, чем у мягкой стали — выявляет эти недостатки быстрее всего: спецификации, которые на бумаге выглядят достижимыми, на практике оказываются невозможными без дополнительного тоннажа или перехода к ковке.
Игнорирование упругого возврата — одна из главных причин, по которым подержанные станки разочаровывают покупателей. Заявленный тоннаж может казаться достаточным, но неравномерный прогиб стола или медленная гидравлика заставляют операторов перегибать и повторно гнуть детали. Эта дополнительная энергия для формовки никогда не входила в исходный рейтинг мощности, и недостаток становится очевидным только после установки.
Рассчитывая тоннаж на основе прочности на разрыв и V‑открытия, настаивая на полезных тоннах на фут и учитывая поправку на упругий возврат, вы превращаете расплывчатую спецификацию в конкретное требование к производительности. Такая подготовка позволяет вам вступать в переговоры с дилером, имея конкретное число, которое станок должен стабильно обеспечивать — вместо того, чтобы оставлять дилеру возможность самому его определить.
Когда первостепенны сила и универсальность, гидравлические пресс‑гибы всё ещё задают стандарт. Работая на гидроцилиндрах, они сохраняют полный тоннаж на протяжении всего хода, позволяя гнуть толстую конструкционную сталь (8–20 мм) без снижения скорости. Для сложных проектов — таких как формовка кронштейнов из нержавейки толщиной 12 мм или широких полок балок — гидравлика может превзойти сопоставимые электрические модели на 30–50 % по мощности. Они также легко справляются с разной толщиной материала в одном производственном цикле. Эта гибкость обусловлена природой гидравлического давления, которое можно мгновенно регулировать в соответствии с сопротивлением материала. В результате смена инструмента или нестабильный материал редко требуют перенастройки по ограничениям нагрузки на двигатель.
Однако эти преимущества имеют обратную сторону. Гидравлические системы держат насосы в работе постоянно — даже между гибами — потребляя в два-три раза больше энергии, чем серво‑приводы. За год умеренно используемый пресс‑гиб на 100 тонн может добавить около 5 000 $ к счетам за электричество. Обслуживание также увеличивает расходы: замена масла, ремонт утечек и замена клапанов могут отнять 10–15 % годового времени доступности станка. Большинство моделей среднего класса требуют 5–6 тыс. $ ежегодно на сервис. В условиях высокой нагрузки — более 200 гибов в час — тепло может снизить точность хода с ±0,05 мм до ±0,2 мм всего за 50 циклов, что ведёт к дорогостоящей доработке. Постоянный шум насоса часто сигнализирует о износе до поломки, но всё равно означает потерю времени производства.
Гидравлические модели остаются очевидным выбором для малопроизводительного, тяжёлого производства, где нагрузка минимальна, материалы прочны, а электрические модели стоят на 50 тыс. $+ дороже, не обеспечивая нужной силы. При тщательном обслуживании и полной истории сервиса они обычно сохраняют примерно на 20 % больше остаточной стоимости, чем средние.
Серво‑электрические пресс‑гибы особенно хороши при работе с металлами малой и средней толщины, сочетая точность и скорость. Приводимые шариковыми винтами или ременными механизмами, они достигают повторяемости ±0,01 мм и работают на 30 % быстрее, чем гидравлика. Поскольку двигатели работают только во время гибки, а не на холостом ходу, они сокращают потребление энергии на 60–70 % по сравнению с гидравлическими системами. Для мастерской среднего объёма, работающей около 500 часов в год, это означает экономию 2–4 тыс. $ ежегодно.
Хотя первоначальные вложения выше — обычно 120–180 тыс. $ за электрический пресс‑гиб на 100 тонн против 80–120 тыс. $ за гидравлический — срок окупаемости часто короткий. Экономия на энергии и минимальном обслуживании (нет замены масла, ремонта насосов или износа клапанов) может компенсировать разницу примерно за 18–24 месяца:
| Фактор | Стоимость электроэнергии | Гидравлическая стоимость | Точка безубыточности |
|---|---|---|---|
| Покупка (100 тонн) | $120K–$180K | $80K–$120K | Н/Д |
| Энергия/год (средний цех) | $3K | $8K | 18 месяцев |
| Техническое обслуживание/год | $2K | $6K | 12 месяцев |
| Циклов/час | 25–35 | 15–25 | Лидер по объему |
Электрические системы также снижают уровень шума на производственном участке примерно на 15 дБ, устраняют утечки масла и уменьшают усталость оператора за счет устранения вибраций гидравлического насоса. В работе, требующей высокой точности, меньшая электрическая машина — например, модель на 80 тонн — может превзойти более крупную гидравлическую при формовке мелких фланцев менее 100 мм, минимизируя дорогостоящие корректировки из-за упругого возврата.
Однако существуют ограничения. Производительность сервомотора резко падает при нагрузке свыше 200 тонн, что делает электрические установки непрактичными для стали толщиной более примерно 10 мм. Для цехов, работающих в рамках бюджета менее $100K или регулярно обрабатывающих толстолистовые материалы, электрические листогибы могут просто не обладать необходимой мощностью для их задач.
Сервогидравлические гибриды разработаны для производителей, которые ищут баланс между высокой тоннажностью и более быстрым производством. В этих системах сервомоторы приводят в действие гидравлические насосы только во время гибки, обеспечивая экономию энергии на 30–50 % по сравнению с традиционной гидравликой, при этом сохраняя возможности свыше 300 т. Настоящие гибридные конструкции оснащены гидробаками с двумя отдельными контурами — по одному на каждый цилиндр — что позволяет независимо управлять движением ползуна. Такая конфигурация распределяет нагрузку более эффективно, увеличивает скорость формовки до 25 %, и устраняет потери энергии из-за простоя всей системы.
Для средних по объему производств, выполняющих 300–800 гибок в день по разным материалам, гибриды обеспечивают идеальный баланс. Они сохраняют точность ±0,05° по углу на длине до 10 футов за счет сервоконтроля с обратной связью системы компенсации прогиба, сокращают потребление масла примерно на 50 %, и работают примерно на 40 % тише, чем традиционная гидравлика. Например, производитель автокомпонентов, который гнет как панели толщиной 4 мм, так и рамы мощностью 150 т, может окупить гибрид стоимостью 140 000 $ за два года по сравнению с гидравликой за 100 000 $, если учитывать экономию энергии и рост продуктивности.
Покупатель, будь осторожен: не все машины, которые рекламируют как “гибриды”, действительно соответствуют этому определению. Некоторые бренды просто добавляют инвертор для регулировки скорости насоса, обеспечивая лишь около 10 % прироста эффективности. Без настоящей конструкции с двумя контурами их заявленная точность и экономия энергии часто преувеличены. Подлинный гибрид предназначен для цехов, где гидравлическое усилие используется часть рабочего дня, но также требуется высокая скорость, точность и сниженные эксплуатационные расходы для легких производственных циклов.
Выбор между гидравлическими, электрическими и гибридными системами — это не гонка за новейшей технологией или самыми высокими показателями тоннажности, а подбор привода в соответствии с физикой и экономикой реальных производственных задач. Потребление энергии, режимы обслуживания и возможности по точности сильно отличаются для разных типов машин, и инвестиция будет оправдана только тогда, когда эти характеристики соответствуют вашему диапазону материалов и циклам производства.
Системы ЧПУ: функция, которая может дать вашему цеху конкурентное преимущество — или простаивать без дела
“Осиротевшая технология”: избегайте ЧПУ-контроллеров без поддержки производителя. Многие покупатели сосредотачиваются на тоннажности, скорости и жесткости рамы, но именно контроллер наиболее вероятно устареет намного раньше, чем остальная машина. Именно здесь цеха часто теряют продуктивность, сами того не осознавая: они приобретают контроллер, который производитель перестал поддерживать, что приводит к неудобным обходным решениям, затяжным задержкам при ремонте и к затратам на модернизацию, которые сводят на нет любую экономию от покупки с рук.
Модели вроде Delem DA‑41T или ESA S530 способны адекватно выполнять базовые операции с 2–4 осями, но как только поддержка прошивки прекращается — обычно через 8–10 лет — они не смогут загружать обновленные базы данных инструмента, интегрировать современные стандарты безопасности или получать необходимые обновления операционной системы. Cybelec CybTouch 8 сталкивается с аналогичными проблемами; многие европейские производители перенесли свою поддержку на новые продукты среднего класса, оставив старые системы без обновлений языковых пакетов или исправлений предотвращения столкновений. Некоторые цеха сообщают, что им приходилось ждать от шести до двенадцати месяцев для ремонта снятых с производства ESA S600, выпущенных до 2018 года.
Один средний фабрикационный цех узнал это на собственном опыте: подержанный листогиб, оснащенный 12-летним Delem DA‑42T, казался выгодной покупкой, пока не прекратилась поддержка Windows 7. После этого контроллер не мог запускать никакое обновленное ПО, что вынудило провести полную модернизацию стоимостью 15 000 $ и потерять неделю производства. Проблема была не в машине — а в устаревшей программной экосистеме контроллера.
Быстрый аудит перед покупкой поможет избежать подобных проблем. Всегда запрашивайте:
Любой Delem, выпущенный раньше, чем DA‑53T/58T, или ESA ниже S640+ — особенно сборки до 2020 года — имеют высокий риск утраты поддержки производителя. Листогиб с неподдерживаемой гидравликой всё ещё можно обслуживать квалифицированным техником, но машина с устаревшим ПО становится бесполезной дожде получения совместимого контроллера.
Оффлайн-программирование: почему оно важнее размера сенсорного экрана Большой сенсорный экран может впечатлить на выставке, но он не определяет продуктивность — это делает оффлайн-программирование.
Системы с поддержкой офлайн‑режима, такие как Delem DA‑69T или DA‑66T, позволяют программистам разрабатывать полные последовательности гибки, запускать 3D‑симуляции и проверять столкновения с инструментом на ПК, пока листогиб продолжает работать. Этот процесс обычно сокращает время наладки на 40–60 % при сложных заданиях. Для цехов, управляющих машинами с шестью и более осями, преимущества носят преобразующий характер: меньше ошибок операторов, выше производительность и более плавные переходы между сменами.
Для сравнения, редактирование на самой машине может замедлить весь процесс. Экран в 15 дюймов, как у ESA S640, может выглядеть впечатляюще, но без возможности экспорта в офлайн‑режиме каждое изменение программы требует, чтобы операторы собирались вокруг листогиба. Такие «живые» правки полностью останавливают производство, превращая машину в узкое место. Панель Delem DA‑53T с диагональю 10,1 дюйма более чем достаточна для простых 2D‑работ, но как только требуется 3D‑симуляция или многопозиционные установки, отсутствие офлайн‑программирования быстро ограничивает продуктивность.
Данные из реальной практики подтверждают это. Цеха, использующие контроллеры с поддержкой офлайн‑режима, сообщают примерно о 25 % меньшем количестве ошибок операторов при многокоординатных операциях гибки. Один программист, работающий за настольным ПК, может создавать сотни программ деталей в неделю, оставляя листогиб свободным для реального производства, а не превращая его в терминал для программирования.
Офлайн‑функциональность превосходит размер экрана, потому что меняет сам подход к работе. Больший дисплей может улучшить видимость, но офлайн‑программирование полностью устраняет время простоя.
Если ваши операторы фактически не используют интерфейс управления, ваши инвестиции пропадают впустую. Премиальный контроллер приносит ценность только тогда, когда его функции применяются на практике. Многие цеха непреднамеренно переплачивают — выбирая продвинутые системы с глубокими меню — лишь для того, чтобы увидеть, как операторы отказываются от них, как только производство становится напряжённым, переходя на ручные корректировки или базовые режимы работы.
Контроллеры Delem DA‑66T и DA‑69T доминируют на рынке по одной очевидной причине: операторы могут перейти от наладки к производству всего за несколько быстрых касаний. Большинство достигает примерно 90–95 % навыков за два дня. Для сравнения, интерфейсы профессионального уровня Cybelec Modeva и аналогичные часто требуют неделю или более обучения, что делает их менее практичными для цехов с частой сменой персонала или разным уровнем квалификации.
Системы ESA S640 и S875W обеспечивают исключительную гибкость — позволяют создавать пользовательскую логику PLC, полностью перенастраивать экраны HMI и управлять десятками осей — но эта же мощь может перегрузить менее опытных операторов. Полевые данные показывают, что в средах с низким уровнем навыков до 30 % возможностей системы остаются неиспользованными, так как операторы обходят 3D‑инструменты и полагаются на ручные настройки.
Даже компоновка аппаратной части играет ключевую роль. В пыльных условиях или при работе в перчатках многие цеха предпочитают кнопочные панели управления, такие как DA‑65R, которые минимизируют ошибки сенсорного экрана и непреднамеренные вводы. Одна линия по производству металлоконструкций восстановила примерно 15 продуктивных часов в неделю после замены неисправной сенсорной панели DA‑42T на кнопочный интерфейс во время модернизации.
Простой тест может показать, подходит ли управление вашей команде: дайте оператору с наименьшей технической уверенностью последовательность из 10 гибов. Если он возвращается к ручным настройкам осей X или R, интерфейс слишком сложен для вашего персонала. В таком случае упрощённая система Delem с интуитивной синхронизацией осей даст более стабильные результаты, чем многофункциональный контроллер, который никто не использует в полной мере.
Контроллер может быть либо самым продуктивным инструментом на вашем листогибе, либо самым дорогим аксессуаром, собирающим пыль. Соответствие возможностей системы уровню навыков операторов гарантирует, что вы получите ту производительность, за которую заплатили.
Многие покупатели ошибочно считают, что инструмент для листогиба взаимозаменяем — дорогостоящая ошибка. На практике профиль хвостовика определяет всю последующую систему инструмента. Американский стиль, узнаваемый по узкому хвостовику 0,50 дюйма (12,7 мм), был создан для быстрых ручных замен, чтобы минимизировать простои в условиях общей металлообработки. Он хорошо подходит для повторяющихся работ с широкими допусками, но эта удобность идёт в ущерб долговременной точности. Каждая замена слегка изнашивает интерфейс зажима; уже после дюжины циклов наладки точность гиба может измениться на 0,01 дюйма — достаточно, чтобы вывести детали для аэрокосмической или электронной промышленности за пределы спецификации.
Европейский стиль инструмента идёт принципиально другим путём. Его более широкий хвостовик 13 мм в сочетании с боковыми канавками надёжно фиксируется в клиновых зажимах, обеспечивая высокоповторяемое выравнивание с допусками до 0,0004 дюйма. Эти системы работают без проблем с ЧПУ‑листогибами, требующими точной обратной связи по углу. Подвох в том, что после инвестиций в листогиб, рассчитанный на один стиль, вы закреплены за этим форматом. Листогиб американского стиля не подходит для европейского инструмента без специальных адаптеров — а эти адаптеры изменяют геометрию гибки, высоту базирования и даже показатели грузоподъёмности.
Неприятный сюрприз часто возникает, когда подержанный “готовый к работе” листогиб прибывает с инструментом, не соответствующим вашей машине. Примерно 70 % подержанных американских листогибов, продаваемых как “готовые к инструменту”, включают сильно изношенные пуансоны, несовместимые с европейскими зажимами. Такое несоответствие может остановить ваш первый производственный цикл, заставив ждать недели для адаптеров или замены пуансонов, которые могут стоить почти столько же, сколько ваш первоначальный аванс. Это не выбор для последующей модернизации — это фундаментальное решение платформы, принимаемое в первый день.
Онлайн‑объявления часто хвастаются “680 кг включённого инструмента”, но чистый вес не имеет значения, если сталь не выдерживает реальных условий эксплуатации. Настоящий производственный инструмент закален минимум до HRC 50; всё, что ниже HRC 45, — не более чем украшение цеха. Мягкие инструменты могут деформироваться уже после нескольких сотен гибов 6‑мм мягкой стали, скругляя кромки и нарушая углы — что приводит к дорогостоящей переделке. В итоге покупатели платят за перевозку того, что по сути является металлоломом.
Перед отправкой или при осмотре на месте подтвердите ширину хвостовика и твёрдость матрицы. Запросите у продавца сертификат материала или хотя бы показания твёрдости, снятые с кончика одного пуансона. Проверьте, что все секции одинаковы по длине — несоответствующие 4‑дюймовые куски не будут равномерно распределять нагрузку по 3‑метровому столу. Настоящий, готовый к работе комплект должен включать секции длиной не менее 300 мм, что позволит провести тест выравнивания при низком давлении примерно на 10–15 % от номинальной мощности листогиба. Если точки не совпадают или вы заметили микротрещины в долине матрицы, считайте “включённый” инструмент предназначенным для металлолома.
Отраслевые восстановители, отслеживающие более 200 установок, сообщают, что примерно 40 % комплектных пуансонов и матриц выбрасываются в течение первых 90 дней из‑за недостаточной твёрдости или дефектной геометрии. Быстрый тест прямо на производстве может сэкономить время: согните образец из вашей собственной партии до 90°. Если радиус пуансона изменяется более чем на 0,5 мм или начинает шелушиться, инструмент непригоден. Замена закалённого 3‑метрового комплекта сразу добавит 2 500–4 000 $ к вашим затратам на приобретение.
Адаптеры могут показаться экономичным компромиссом — сохранение ваших текущих пуансонов при смене стиля зажима — но цифры часто опровергают это предположение. Конвертация американского пресс‑тормоза для работы с европейским инструментом означает покупку держателей по цене от $2,000 до $4,000 каждый, плюс около $1,500 за установку. Оснащение всей 3‑метровой станины может обойтись в $10,000–$20,000 ещё до того, как вы сделаете первый изгиб.
Помимо затрат, адаптеры снижают производительность. Будучи промежуточным слоем, они прогибаются под нагрузкой, уменьшая доступную тоннажность на 20–30 %. Пресс‑тормоз на 100 тонн фактически работает как 70‑тонный, что вынуждает снижать скорость гибки, чтобы избежать разрушений. Для мастерских, работающих с нержавеющей сталью или листом толщиной более 3 мм, это снижение напрямую влияет на производительность и может вызвать непостоянные углы вдоль длинных фланцев.
С учётом полной стоимости владения, замена инструмента целиком часто оказывается более экономичным решением. Точный европейский инструмент для стандартного 3‑метрового пресс‑тормоза обычно стоит $8,000–$12,000 — меньше, чем совокупные расходы на адаптеры и их обслуживание. Адаптеры обычно изнашиваются примерно вдвое быстрее и могут аннулировать гарантию производителя, изменяя способ передачи нагрузки.
| Сценарий замены | Стоимость адаптера (полный комплект) | Снижение тоннажности | Дополнительное ежегодное обслуживание | Окупаемость по сравнению с полной заменой инструмента |
|---|---|---|---|---|
| Американский → Европейский (станина 3 м) | $10k–$15k | Снижение на 20–25% | $2k/год | ≈ 18 месяцев (при большом объёме работы) |
| Европейский → Американский | $6k–$10k | Снижение на 10–15% | $1.5k/год | ≈ 12 месяцев (при работе с меньшей точностью) |
| Пользовательские гибридные держатели | $15k–$25k | нет | 1ТП4Т3к/год | Никогда — только для специализированных применений |
Опыт одной мастерской демонстрирует скрытую стоимость использования адаптеров. После модификации подержанного американского 150‑тонного пресса с европейскими зажимами для выполнения точных работ с алюминием операторы начали бороться с постоянным дрейфом угла на 0,2° уже через полгода. В итоге они отказались от адаптеров и инвестировали в полноразмерные европейские пуансоны. Совокупные расходы в итоге удвоили их бюджет на оснастку и отодвинули производство на три месяца.
Вывод заключается не в том, что европейская оснастка всегда лучше американской, а в том, что необходимо принять обоснованное решение с самого начала. Ваш выбор стандарта оснастки определяет каждое будущее вложение: матрицы, держатели, системы компенсации прогиба, даже планировку стеллажей для хранения. Игнорирование этого соответствия может превратить пресс с привлекательной ценой в дорогостоящую ошибку, требующую исправлений на десятки тысяч долларов ещё до начала первого производственного заказа.
Многие покупатели полагаются на фотографии или технические характеристики для оценки состояния пресса, но наиболее показательное доказательство — это реальный, полноразмерный пробный изгиб. В идеале он должен выполняться с вашим собственным образцом детали или с оснасткой, идентичной той, которую вы планируете использовать. Попросите оператора подавать материал по всей ширине стола слева направо, чтобы камера чётко фиксировала загнутый фланец на каждом этапе. Это покажет стабильность угла и продемонстрирует, работает ли система компенсации прогиба равномерно по всей длине стола.
Запросите немедленное подтверждение: поручите оператору измерить и озвучить угол изгиба или высоту фланца в трёх точках — левый край, центр и правый край — используя чётко видимый угломер или штангенциркуль. Если эти измерения выходят за пределы ваших допусков (например, более ±0,1° отклонения для точных работ или ±0,5 мм разницы в длине фланца), это явный признак неисправной системы компенсации прогиба, изношенного стола или смещённого ползуна. Эти дефекты дорого устранять, поэтому пробный изгиб — ваш контрольный пункт «да/нет» перед тем, как согласиться на отправку.
Под нагрузкой гидравлический шум может выявить проблемы, невидимые глазу. При зажатой заготовке и удержании давления ползуном попросите оператора поднести камеру ближе к корпусу насоса и боковым рамам. Научитесь отличать ровное, стабильное гудение исправной гидросистемы от продолжительного высокочастотного свиста, сигнализирующего о проблемах — таких как повреждённые зубья шестерён насоса, кавитация в магистралях или неисправные пропорциональные клапаны. Жёсткие скрежет или ритмичные пульсирующие звуки указывают на изношенные подшипники или ограничения потока жидкости — проблемы, которые в итоге приведут к неравномерному усилию изгиба и непредсказуемому изменению угла.
Если возможно, оцените состояние гидравлического масла — попросите продавца кратко показать смотровое стекло. Мутный вид указывает на загрязнение водой, а тёмное масло — на термическое разрушение. Оба сценария дорого исправлять и являются ранними предупреждениями о скорой поломке насоса или клапана. Игнорирование этих звуковых и визуальных сигналов — один из самых быстрых способов получить машину, которая выглядит исправной, но страдает от растущих простоев и потери производительности.
Повторяемость — это жизненная основа работы листогибочного пресса. И задний упор — подвижная планка, позиционирующая материал, — и оси Y, отвечающие за вертикальное перемещение ползуна, должны стабильно достигать запрограммированных позиций цикл за циклом. Попросите выполнить три одинаковых изгиба подряд, используя тот же материал и ту же настройку оснастки. Пусть оператор держит камеру направленной на экран контроллера всё время, чтобы вы могли отслеживать показания позиций по завершении каждого цикла.
Затем потребуйте ручную проверку: измерьте длину фланцев или смещения на готовых деталях каждого цикла в соответствии с допустимыми отклонениями. Если показания позиций на контроллере дрейфуют или размеры деталей отличаются более чем на ±0,05 мм для высокоточной работы (или ±0,1–0,2 мм для стандартного изготовления), причиной могут быть изношенные линейные направляющие, ослабленные узлы заднего упора или плохо настроенные сервоприводы. Эти дефекты постепенно подрывают производительность, особенно в многократных изгибах, где небольшие неточности быстро накапливаются.
При запросе 10‑минутного видео осмотра пропишите каждый шаг, чтобы избежать расплывчатого или неполного материала:
Ваше сообщение продавцу должно быть однозначным: “Видео должно подтвердить, что моя образцовая деталь соответствует допуску во всех трёх точках измерения, что положение заднего упора/Y повторяется в пределах спецификации на протяжении трёх последовательных циклов, и что гидравлика работает без высокочастотного или нерегулярного шума под нагрузкой. Любое отклонение является основанием для отказа от поставки или пересмотра цены с определённым обязательством по обслуживанию.”
Настойчиво требуя конкретных доказательств в сжатые сроки, вы устраняете неопределённость и заставляете продавца продемонстрировать реальную работоспособность машины в рабочих условиях. Этот простой метод инспекции выявляет такие проблемы, как плохая посадка инструмента, износ насоса, недостатки повторяемости и ошибки выравнивания, прежде чем вы потратите тысячи на перевозку — делая его одним из самых важных этапов оценки листогибочного пресса.
Видео инспекции показывает, что продавец а демонстрирует. Следующий шаг — узнать, что машина будет требовать от вашего предприятия, ваших электриков и вашего бюджета с момента её прибытия. Именно здесь сделки, которые на видео кажутся безупречными, часто рушатся на практике.
Покупка листогибочного пресса — это не просто выгрузка его с грузовика, а серьёзное структурное изменение для вашего цеха. Рамы с высокой тоннажностью ведут себя как гигантские камертонные вилки, и если они не установлены на правильно спроектированном фундаменте, вибрация превратит точные изгибы в непостоянные углы и изнашивает раму гораздо быстрее. Для 10-футового пресса на 100 тонн только работы по бетонированию могут обойтись в $10,000 до $50,000. Самый недооценённый — и самый важный — вопрос: “Точно какая толщина плиты нужна для этой модели?” Если продавец не может предоставить и измерение, и схему, вы только что обнаружили свой первый скрытый расход.
Протащить машину на 20–40 тонн через стандартный дверной проём — чистая фантазия, если вы не готовы разобрать ключевые компоненты. Услуги кранов, сертифицированные такелажники, выравнивание после установки и подготовка вентиляции для сервоприводов обычно добавляют ещё $5,000–$15,000. Цеха, рассчитывающие на простую установку «подключи и работай», быстро понимают, что гидравлические баки и трёхфазные панели не поддаются оптимизму; переход на питание 460V или модернизация до вентиляции без пыли легко добавляют ещё $2,000–$8,000.
Один владелец цеха рассказал, как потерял полдня оплаченного времени плазменной резки, пытаясь “просто подготовить пол”. Этот простой простой удвоил фактическую стоимость установки. История отзывается, потому что раскрывает настоящую ловушку: первые 90 дней не только истощают ваш бюджет — они подрывают вашу динамику. Самый дешёвый момент в жизни листогибочного пресса — день подписания заказа на покупку.
Подержанные машины обещают мгновенное удовлетворение с такими ярлыками, как “доступно сейчас”, “готов к работе” или “в наличии”. Но цифры начинают работать против вас, как только вы запускаете неподходящую машину в полноценные производственные циклы. Новый 140-тонный ЧПУ пресс может прибыть за 20–45 дней, но за три года он обычно на 15–30% дешевле так называемых выгодных подержанных машин, уже обременённых изношенными гидравлическими насосами, неточными задними упорами и системами компенсации прогиба, вышедшими из строя.
Гидравлические насосы, приближающиеся к отметке 10,000 часов, выходят из строя с предсказуемой регулярностью. Незаметное смещение заднего упора на 0,5 мм, которое вы заметили на видео, может обернуться потерей производительности на 20–40%, когда загружаются реальные детали. Один цех потратил $80k на подержанный пресс, а затем набрал более $60k на ремонты в первые 90 дней. Другой продолжал доливать масло в “выгодную” Wysong, пока математика не стала очевидной: новое производство сэкономило бы им $25k ежегодно на незапланированных простоях.
Это может показаться нелогичным, но цифры остаются неизменными: новый агрегат за $150k плюс $15k на установку почти всегда превосходит подержанный за $80k с $50k на ремонты, если учитывать реальную стоимость рабочего времени. Машина, которая “доступна сейчас”, обычно имеет этот статус по причине — её предыдущий владелец уже дорого заплатил, чтобы понять это уравнение.
Распечатайте этот список и держите его рядом с заметками. Если два пункта становятся красными — уходите. В этот момент вы покупаете не сталь — вы покупаете уверенность.
Есть один вопрос, который прорезает любую коммерческую речь: “Выполните мою деталь десять раз под нагрузкой и отправьте мне видео вместе с трёхлетним расчётом стоимости к концу дня”. Поставщики, которые могут это сделать, заслуживают вашего доверия. Те, кто не может, уже дали вам ваш ответ.
Что возвращает вас к тому самому первому моменту, когда вы смотрели на глянцевые онлайн‑фотографии — к истине, что самый дешевый листогибочный пресс — это тот, который так и не попадёт на ваш производственный цех.


















