

En la sala de exhibición, la prensa plegadora parece impecable: su clasificación de tonelaje orgullosamente grabada en el marco y la longitud de la cama resaltada en el folleto. Parece el ajuste perfecto para su carga de trabajo. Pero cuando empuja una lámina de acero inoxidable, el pisón se esfuerza, las marcas de las herramientas estropean la pestaña, y la verdad se impone: esos números de la hoja de especificaciones nunca fueron toda la historia. El tonelaje, la longitud y la capacidad reflejan condiciones de prueba idealizadas que rara vez ocurren en la producción real. El espacio entre el rendimiento teórico y las exigencias diarias de su taller es donde nacen las decepciones costosas.
El tonelaje nominal de una prensa plegadora representa su fuerza máxima segura de conformado, no el tonelaje que realmente necesitará para sus trabajos específicos. La fuerza requerida depende de la resistencia a la tracción del material, el grosor de la lámina al cuadrado, la longitud de la curva y la apertura de la matriz en V. Ajuste solo uno de estos factores y la demanda de tonelaje puede oscilar entre 30% y 100%. Por ejemplo, doblar una lámina de acero A36 de ¼ de pulgada sobre una matriz de 2 pulgadas requiere aproximadamente 197 toneladas a lo largo de 10 pies. Cambie a una matriz de 3 pulgadas y el requisito baja a unas 139 toneladas; reduzca la matriz a 1,5 pulgadas para un radio más estrecho y, de repente, esa misma curva necesita cerca de 300 toneladas. La “capacidad para ¼ de pulgada” que indica la hoja de especificaciones asume discretamente acero dulce, un ángulo de plegado moderado y una configuración de matriz recomendada por fábrica—condiciones que quizá nunca coincidan en un trabajo real.
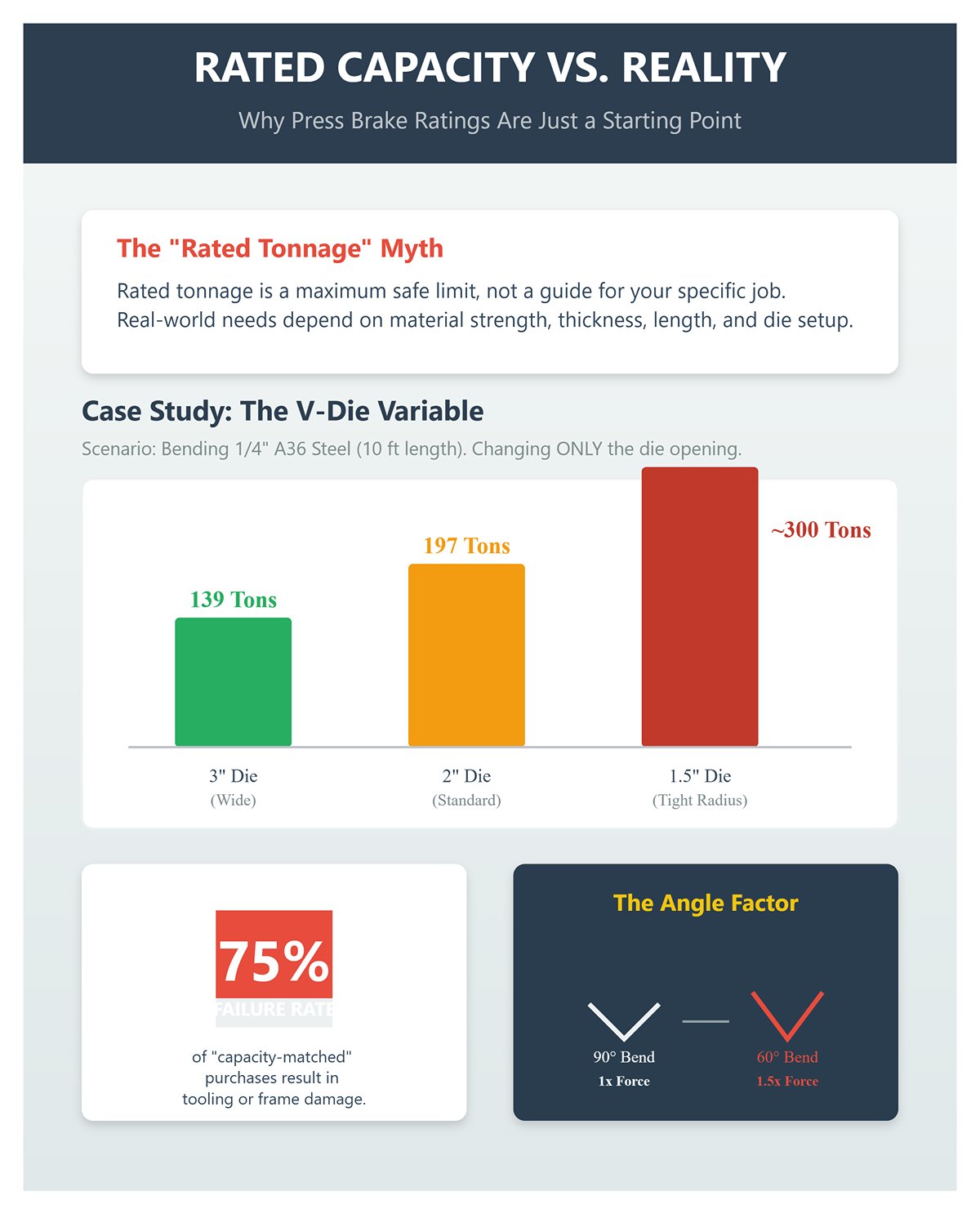
Por eso las prensas plegadoras subdimensionadas suelen desgastarse o fallar mucho antes de lo esperado. Los datos del sector muestran que casi tres cuartas partes de las compras “con capacidad igualada” acaban con daños en las herramientas o tensión en el marco cuando los operadores trabajan más allá del material de prueba suave—formando aleaciones más duras, curvas más cerradas o radios más pequeños de lo que se asumió en laboratorio. Una prensa plegadora de 90 toneladas clasificada para curvas estándar de 90° podría deflectar o detenerse a 60°, ya que el tonelaje requerido puede aumentar aproximadamente 1,5× a medida que se aprieta el ángulo. El único número fiable es el que usted calcula según su material, ángulo y configuración de matriz reales. Sin eso, el “tonelaje nominal” es solo un destaque de marketing—preciso únicamente en condiciones perfectas y raramente repetidas.
A primera vista, una prensa plegadora de “10 pies” parece ofrecer un espacio de trabajo sin interrupciones. En realidad, cada marco lateral consume cerca de un pie de longitud utilizable, y la profundidad de garganta de la máquina—la distancia desde la línea central del pisón hasta la pared interna del marco—dicta hasta dónde puede sobresalir una pieza antes de chocar con un obstáculo. Una vez se tiene en cuenta el grosor del marco, esa llamada cama de 10 pies suele ofrecer más cerca de 8 pies de capacidad genuina de plegado.

Imagine intentar conformar un canal de 9 pies con pestañas de 20 pulgadas de profundidad. Las herramientas podrían encajar bien, pero en el momento de inclinar la pieza para liberar una pestaña, el marco bloquea su movimiento. La solución—voltear la pieza o doblar desde el extremo opuesto—duplica el tiempo de manipulación y crea problemas de alineación. Muchos compradores de equipos usados se enteran solo después de que la máquina llega, cuando su “capacidad coincidente” les obliga a manipular vigas en ángulos incómodos. La solución es la previsión: optar por diseños de marco abierto o modelos con profundidad de garganta ampliada para mantener el acceso, mientras que las máquinas de marco cerrado sacrifican alcance por mayor rigidez. Si su operación involucra secciones de caja grandes, planifique una cama al menos dos pies más larga que su curva más grande para mantener un flujo de trabajo eficiente.
Aproximadamente 30% de las compras de “apenas encaja” pasan por alto la pérdida real de 20–25% en longitud utilizable. Una hoja de especificaciones puede decir “10 pies”, pero sus piezas no se preocupan por el marketing: lo que importa es si realmente pasan el marco.
Incluso con el tonelaje y el alcance correctos, hay otro cuello de botella crítico: ¿puede retirar la pieza terminada después de la curva? La luz libre se refiere a la apertura vertical entre el pisón y la cama cuando la plegadora está completamente abierta, mientras que la carrera es la distancia total de desplazamiento del pisón. Juntas, dictan lo fácilmente que puede liberar un componente desde debajo de las herramientas. Una luz insuficiente significa que las pestañas altas quedan atrapadas debajo del pisón; una carrera limitada obliga a manipular cada pieza a mano.
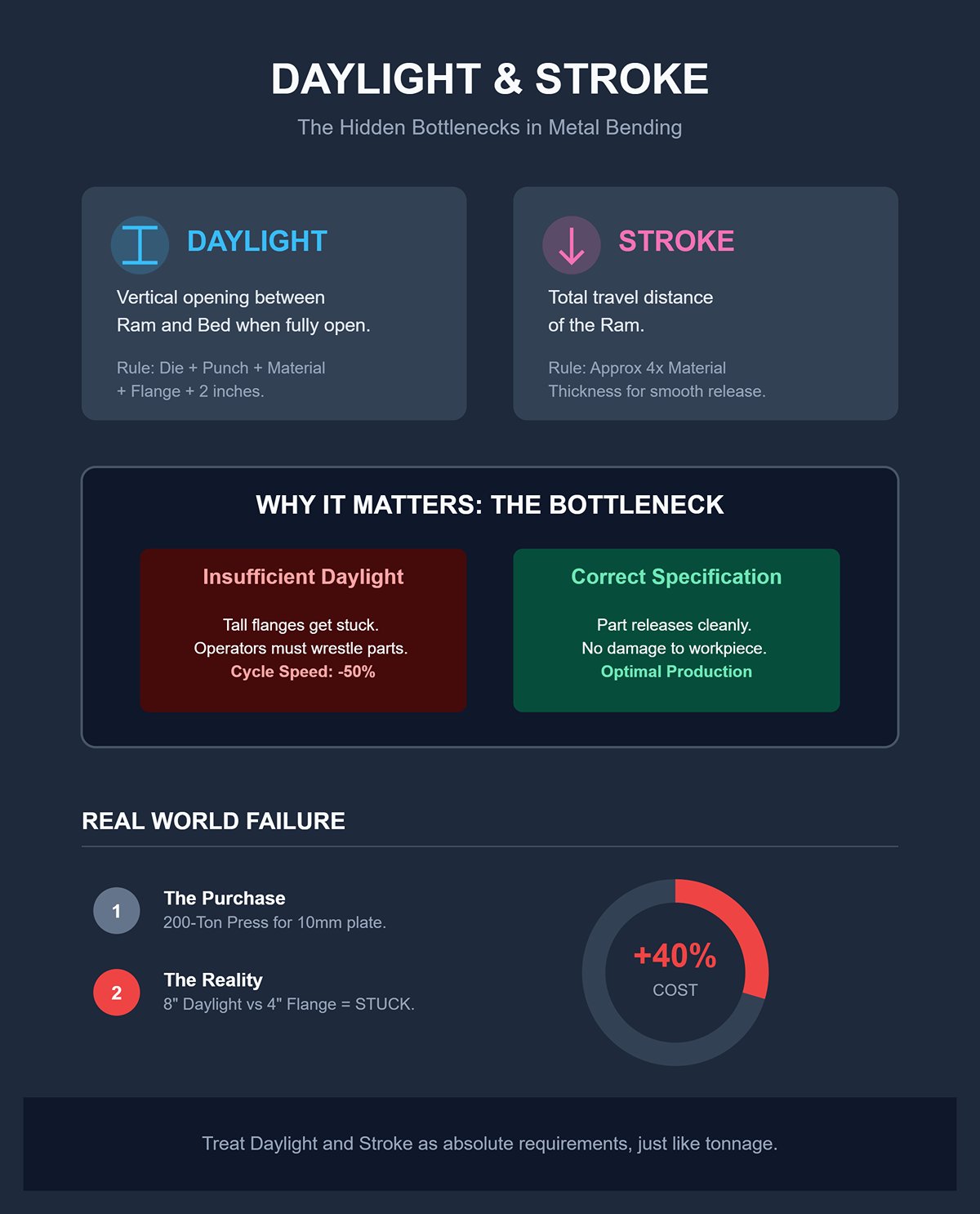
Una guía rápida: la luz libre debe exceder la altura combinada de la matriz, el punzón, el grosor del material y la pestaña final por al menos dos pulgadas. La carrera debe ser unas cuatro veces el grosor del material para permitir una liberación suave. Por ejemplo, doblar una placa de acero inoxidable de 6 milímetros en un canal de pestaña alta requiere aproximadamente 10 pulgadas de carrera. Aun así, muchas máquinas “pesadas” se quedan cortas con solo 8 pulgadas de luz libre, atrapando piezas más grandes hasta que los operadores las inclinan o fuerzan para liberarlas—reduciendo la velocidad de ciclo a la mitad y aumentando el riesgo de dañar la pieza de trabajo.
Un fabricante lo descubrió por las malas: en papel, una prensa plegadora de 200 toneladas parecía ideal para trabajar placa de 10 milímetros, pero la producción reveló la falla. Con solo 8 pulgadas de luz libre, la máquina no podía despejar pestañas de 4 pulgadas, obligando al equipo a usar costosos adaptadores que aún así no resolvían completamente el problema. Finalmente, tuvieron que reemplazar toda la unidad—una mejora que elevó el costo total del proyecto en 40%.
Para evitar el mismo error costoso, trate la luz libre y la carrera como requisitos absolutos—tan críticos como el tonelaje o la longitud de la cama. Si una prensa plegadora no puede liberar su pieza limpiamente, no es una plegadora funcional en absoluto—es solo una prensa sobrevaluada.
Siempre que las especificaciones y las afirmaciones de marketing parezcan coincidir perfectamente, vale la pena preguntar: ¿perfección para quién, el fabricante o usted? La verdadera productividad no proviene de los números en la placa de identificación, sino de la geometría oculta, las holguras y las profundidades que dan sentido a esos números. Reconocer esa distinción es el primer paso para comprar una prensa plegadora que funcione con la física, no en su contra.
La mayoría de los recursos tratan el tonelaje de doblado al aire como una simple búsqueda en una tabla, pero la verdadera ventaja viene de calcularlo usted mismo usando las propiedades de su material y herramientas. La fuerza para doblar al aire depende de tres factores controlables: resistencia a la tracción, grosor y apertura en V. Una fórmula práctica de nivel de producción es: toneladas por pie ≈ C × (resistencia a la tracción en ksi) × grosor del material (en pulgadas) × (grosor ÷ apertura en V). Use C ≈ 1,0 como base para acero al carbono; ajuste hacia abajo a aproximadamente 0,6 para aluminio o hacia arriba a cerca de 1,6 para inoxidable. Dado que diferentes calculadoras aplican constantes ligeramente distintas, muestre una tolerancia de ±20% al presentar cálculos internos.
Aquí hay un ejemplo concreto para aterrizar las matemáticas. Supongamos que está doblando al aire una longitud de 10 pies de acero A36 (resistencia a la tracción ≈ 70 ksi), 0,25 pulgadas de grosor, con una apertura en V de 1 pulgada. El cálculo da toneladas por pie ≈ 1,0 × 70 × 0,25 × (0,25 ÷ 1,0) = 4,375. En 10 pies, eso totaliza aproximadamente 44 toneladas. Esto refleja solo condiciones ideales de doblado al aire—sin ajustes por variabilidad de producción. Un distribuidor que promocione un modelo de 50 toneladas podría insistir en que es suficiente, pero eso solo es cierto en un escenario perfecto.
Una manera fiable de proteger cualquier decisión de compra es sencilla: primero, calcule las toneladas por pie necesarias para su pieza más exigente y longitud total de curva. Multiplique por esa longitud, luego incorpore márgenes de seguridad. Para doblado al aire, agregue aproximadamente 20–30%. Si alguna vez cambia a doblado a fondo, planifique alrededor de cuatro veces ese tonelaje base—y de seis a diez veces para acuñado. Finalmente, sume otro 10–25% si la prensa plegadora es usada, está envejecida o utiliza herramientas con desgaste visible. Este único cálculo evita el error demasiado común en el que el “tonelaje total” anunciado parece adecuado en papel pero se queda corto cuando entran en juego matrices reales y pestañas de longitud de producción.
La capacidad máxima publicada refleja la fuerza total del cilindro, no las toneladas utilizables por pie distribuidas a lo largo de la longitud real de tu doblado, y ahí es donde normalmente se pierde precisión. Una prensa plegadora de 100 toneladas podría acuñar una muestra corta durante una demostración, pero aun así quedar corta cuando se hace doblado al aire de piezas de 8 o 10 pies usando la abertura de V requerida. A medida que aumenta la longitud de la pieza, la fuerza disponible se reparte, reduciendo las toneladas por pie. Si un vendedor no puede mostrar la fuerza por pie en tu matriz en V específica, está omitiendo la cifra que realmente determina la idoneidad.
El método de formado complica aún más la percepción. El doblado al aire requiere mucha menos fuerza que el doblado a fondo y muchísimo menos que la acuñación. Algunos distribuidores a veces preparan demostraciones con una matriz en V sobredimensionada para que el doblado parezca más fácil, reduciendo artificialmente el requisito de toneladas por pie y exagerando la capacidad de la máquina. Un ejemplo de advertencia: un taller compró una prensa plegadora usada de 110 toneladas después de que doblara fácilmente una tira de prueba de 10 mm durante la demostración. Sus piezas reales tenían 2,5 m de longitud y usaban una abertura de V más pequeña. Una vez en producción, la prensa doblaba insuficientemente cada pieza, obligando a reemplazos costosos de herramientas y una adaptación de compensación, gastando más en total que si hubiesen comprado la capacidad correcta desde el principio.
Las clasificaciones de capacidad también presuponen una prensa de fábrica en perfecto estado hidráulico y un bastidor rígido y sin distorsión. Una unidad de una década con sellos desgastados o sincronización desigual del eje Y entrega menos presión constante y mayor desviación angular, nada de lo cual aparece en una simple especificación de tonelaje. Los compradores que se centran únicamente en la fuerza máxima pasan por alto la pregunta clave: ¿Cuánta fuerza utilizable puede entregar esta máquina específica por pie en la abertura de V que mis piezas realmente requieren?
El retorno elástico es la carga oculta sobre tu tonelaje. Los materiales más duros como el acero inoxidable o aleaciones de alta resistencia tienden a recuperar su forma con más fuerza tras el doblado, lo que a menudo requiere entre un 10–25 % más de energía de formado, o incluso un segundo doblado, para alcanzar el ángulo especificado. Los componentes delgados con pestañas largas en relación con su espesor amplifican este problema. Las prensas plegadoras modernas con control preciso de los ejes Y1/Y2 y compensación computarizada neutralizan el retorno elástico de forma constante. En cambio, las máquinas antiguas que usan compensación mecánica o válvulas de respuesta lenta no lo logran, provocando una deriva angular de varios grados desde el centro hasta los extremos a lo largo de un turno completo, sin importar la destreza del operador.
Esta variabilidad pronto se convierte en un problema financiero, no solo en un desafío de formado. Con cinco minutos de retrabajo por pieza, producir 200 piezas al mes a 60 $ por hora equivale a más de 1 000 $ perdidos solo en costos de mano de obra. Si añadimos tasas de desperdicio o el gasto de instalar una adaptación de compensación, el impacto aumenta. El acero inoxidable, con su requisito de tonelaje aproximadamente 1,6 veces superior al del acero dulce, expone estos defectos más rápidamente: especificaciones que parecen alcanzables sobre el papel a menudo resultan imposibles en la producción real sin tonelaje adicional o sin cambiar a acuñación.
Pasar por alto el retorno elástico es una de las principales razones por las que las máquinas usadas decepcionan a los compradores. El tonelaje declarado puede parecer suficiente, pero la deflexión desigual de la bancada o la hidráulica lenta obligan a los operadores a sobre‑doblar y re‑doblar las piezas. Esa energía adicional de formado nunca formó parte de la clasificación original de capacidad, y la deficiencia se hace evidente solo después de la instalación.
Al calcular el tonelaje en función de la resistencia a la tracción y la abertura en V, insistir en toneladas utilizables por pie y considerar la tolerancia por retorno elástico, conviertes una especificación vaga en un requisito de rendimiento concreto. Esta preparación te permite entrar en negociaciones con el distribuidor con una cifra concreta que la máquina debe alcanzar de forma fiable, en lugar de dejar que el distribuidor la defina.
Cuando la fuerza bruta y la versatilidad son primordiales, las prensas plegadoras hidráulicas siguen marcando la pauta. Impulsadas por émbolos accionados por fluido, mantienen el tonelaje completo durante todo el ciclo, lo que les permite doblar acero estructural grueso (8–20 mm) sin desacelerar. Para proyectos exigentes, como formar soportes de acero inoxidable de 12 mm o pestañas de vigas anchas, la hidráulica puede superar la capacidad de modelos eléctricos comparables en un 30–50 %. También manejan con facilidad espesores de material mixtos en la misma serie de producción. Esta flexibilidad proviene de la naturaleza de la presión hidráulica, que puede ajustarse instantáneamente para igualar la resistencia del material. Como resultado, los cambios de herramientas o el stock inconsistente rara vez requieren recalibrar los límites de carga del motor.
Sin embargo, estas ventajas vienen acompañadas de concesiones. Los sistemas hidráulicos mantienen sus bombas funcionando continuamente, incluso entre doblados, consumiendo de dos a tres veces más energía que los diseños accionados por servomotor. A lo largo de un año, una unidad de 100 toneladas de uso moderado puede acumular 5 000 $ adicionales en costos de electricidad. El mantenimiento incrementa el gasto: cambios de aceite, reparaciones de fugas y reemplazos de válvulas pueden consumir entre un 10–15 % de la disponibilidad anual de la máquina. La mayoría de los modelos de gama media generan costos de servicio de 5–6 K $ anualmente. Las operaciones de alto volumen intensifican el impacto: más de 200 doblados por hora pueden generar calor que empuja la precisión del émbolo de ±0,05 mm a ±0,2 mm en solo 50 ciclos, lo que conduce a retrabajos costosos. El ruido constante de la bomba suele indicar desgaste antes de una avería, pero aun así significa tiempo de producción perdido.
Los modelos hidráulicos siguen siendo la elección clara para la fabricación de trabajo pesado y baja producción, donde la carga de trabajo es mínima, los materiales son robustos y los eléctricos implican una prima de más de 50 K $ sin ofrecer la fuerza requerida. Con un mantenimiento diligente y registros completos de servicio, normalmente mantienen alrededor de un 20 % más de valor de reventa que el promedio.
Las prensas plegadoras servo-eléctricas destacan al trabajar con metales de calibre ligero a medio, ofreciendo precisión y velocidad a partes iguales. Impulsadas por husillos de bolas o mecanismos de correa, alcanzan una repetibilidad de ±0,01 mm y operan hasta un 30 % más rápido que las hidráulicas. Dado que los motores funcionan solo durante el ciclo de doblado y no al ralentí, reducen el consumo de energía en un 60–70 % en comparación con los sistemas hidráulicos. Para un taller de volumen medio con unas 500 horas de trabajo al año, eso significa un ahorro energético anual de 2–4 K $.
Aunque la inversión inicial es mayor—normalmente 120 K–180 K $ para una prensa plegadora eléctrica de 100 toneladas frente a 80 K–120 K $ para un modelo hidráulico—el periodo de amortización suele ser breve. El ahorro por menor consumo de energía y mantenimiento mínimo (sin cambios de aceite, reemplazos de bombas o desgaste de válvulas) puede compensar la diferencia en unos 18 a 24 meses:
| Factor | Costo eléctrico | Costo hidráulico | Punto de equilibrio |
|---|---|---|---|
| Compra (100 toneladas) | $120K–$180K | $80K–$120K | N/D |
| Energía/Año (taller mediano) | $3K | $8K | 18 meses |
| Mantenimiento/Año | $2K | $6K | 12 meses |
| Ciclos/Hora | 25–35 | 15–25 | Líder en volumen |
Los sistemas eléctricos también reducen el ruido en el taller aproximadamente en 15 dB, eliminan las fugas de aceite y disminuyen la fatiga del operador al eliminar las vibraciones de la bomba hidráulica. En trabajos sensibles a la precisión, una máquina eléctrica más pequeña —por ejemplo, un modelo de 80 toneladas— puede superar a una hidráulica más grande al formar bridas poco profundas de menos de 100 mm, minimizando costosos ajustes por retroceso elástico.
Sin embargo, existen limitaciones. El rendimiento del servomotor cae drásticamente más allá de las 200 toneladas, lo que hace que las unidades eléctricas sean poco prácticas para acero de más de unos 10 mm de espesor. Para talleres que operan con un presupuesto inferior a $100K o que manejan regularmente materiales de calibre grueso, las prensas plegadoras eléctricas pueden simplemente carecer de la fuerza que sus operaciones exigen.
Los híbridos servo-hidráulicos están diseñados para fabricantes que equilibran la necesidad de alta tonelada con una mayor productividad. En estos sistemas, los servomotores impulsan las bombas hidráulicas solo durante la flexión, ofreciendo un ahorro de energía del 30–50 % en comparación con la hidráulica convencional, manteniendo capacidades de más de 300 toneladas. Los diseños híbridos auténticos cuentan con tanques hidráulicos de doble circuito —uno por cilindro— que permiten un control independiente del ariete. Esta configuración distribuye la carga de manera más eficiente, aumenta la velocidad de conformado hasta en un 25 % y elimina el desperdicio de energía por mantener inactivo todo el sistema.
Para instalaciones de volumen medio que realizan entre 300 y 800 flexiones diarias con materiales mixtos, los híbridos logran el equilibrio ideal. Mantienen una precisión de ángulo de ±0,05° en mesas de 10 pies usando retroalimentación de coronado controlada por servomotor, reducen el consumo de aceite aproximadamente un 50 % y funcionan alrededor de un 40 % más silenciosos que las hidráulicas tradicionales. Por ejemplo, un fabricante de piezas automotrices que dobla tanto paneles de 4 mm como bastidores de 150 toneladas puede lograr un retorno de inversión en dos años con un híbrido de 140 000 USD comparado con una hidráulica de 100 000 USD, una vez incluidos los ahorros energéticos y las ganancias de productividad.
Advertencia para compradores: no todas las máquinas comercializadas como “híbridas” cumplen realmente la definición. Algunas marcas simplemente añaden un inversor para regular la velocidad de la bomba, produciendo solo alrededor de un 10 % de mejora en la eficiencia. Sin un diseño genuino de doble circuito, la precisión y el ahorro energético que promocionan suelen estar exagerados. Un híbrido legítimo está pensado para talleres que dependen de la fuerza hidráulica parte del día de trabajo, pero que también buscan la velocidad, precisión y menores costos operativos necesarios para corridas de producción más ligeras.
Seleccionar entre sistemas hidráulicos, eléctricos e híbridos no se trata de perseguir la última tecnología o las cifras más altas de tonelada, sino de alinear el mecanismo de accionamiento con la física y la economía de sus necesidades reales de producción. El consumo de energía, las rutinas de mantenimiento y las capacidades de precisión varían ampliamente entre tipos de máquinas, y su inversión tendrá sentido solo cuando esas características se ajusten a su gama de materiales y requisitos de ciclo.
Controles CNC: la característica que puede convertirse en la ventaja competitiva de su taller — o quedarse inactiva
“Tecnología huérfana”: Evitar controles CNC sin respaldo del fabricante. Muchos compradores se enfocan en la tonelada, la velocidad y la rigidez del bastidor, pero el control es la parte con más probabilidades de quedar obsoleta mucho antes que el resto de la máquina. Aquí es donde los talleres a menudo minan su productividad sin darse cuenta: adquieren un control que el OEM ha dejado de respaldar, llevando a soluciones improvisadas, largas demoras en reparaciones y costos de reacondicionamiento que anulan cualquier ahorro por comprar de segunda mano.
Modelos como el Delem DA‑41T o el ESA S530 pueden manejar adecuadamente operaciones básicas de 2–4 ejes, pero una vez finalizado el soporte de firmware —normalmente tras 8–10 años— no podrán cargar bases de datos de herramientas actualizadas, integrar estándares modernos de seguridad ni recibir parches esenciales del sistema operativo. El CybTouch 8 de Cybelec enfrenta problemas similares; muchos fabricantes europeos han trasladado su apoyo hacia productos más recientes de gama media, dejando los sistemas heredados sin actualizaciones de idioma ni correcciones de prevención de colisiones. Algunos talleres informan que han tenido que esperar de seis a doce meses para reparar unidades ESA S600 fuera de producción anteriores a 2018.
Un taller de fabricación mediano lo descubrió por las malas: una prensa plegadora usada equipada con un Delem DA‑42T de 12 años parecía una ganga hasta que se suspendió el soporte para Windows 7. Una vez sucedido, el control no pudo ejecutar ningún software actualizado, obligando a un reacondicionamiento completo que costó 15 000 USD y una semana de producción perdida. El problema no era la máquina, sino el ecosistema de software obsoleto del control.
Una auditoría rápida antes de la compra puede prevenir problemas como estos. Siempre solicite:
Cualquier unidad Delem anterior a la DA‑53T/58T o modelo ESA por debajo del S640+, especialmente construcciones previas a 2020, enfrenta un alto riesgo de perder soporte del fabricante. Una prensa plegadora con hidráulica sin soporte aún puede ser atendida por un técnico cualificado, pero una con software obsoleto se convierte en peso muerto hasta que se consiga un control compatible.
Programación offline: por qué importa más que el tamaño de la pantalla táctil Una gran pantalla táctil puede parecer impresionante en el piso de exhibición, pero no impulsa la productividad —la programación offline sí lo hace.
Los sistemas con capacidad fuera de línea, como los Delem DA‑69T o DA‑66T, permiten a los programadores diseñar secuencias de plegado completas, ejecutar simulaciones 3D y verificar colisiones de herramientas en un PC mientras la prensa plegadora sigue operando. Este proceso normalmente reduce el tiempo de preparación en un 40–60 % en trabajos complejos. Para los talleres que gestionan máquinas con seis o más ejes, los beneficios son transformadores: menos errores del operador, mayor productividad y transiciones más fluidas entre turnos.
En comparación, la edición en la máquina puede ralentizar todo. Una pantalla de 15 pulgadas como la del ESA S640 puede parecer impresionante, pero sin la capacidad de exportar programas fuera de línea, cada ajuste requiere que los operadores se reúnan alrededor de la plegadora. Esas ediciones en vivo detienen la producción por completo, convirtiendo la máquina en un cuello de botella. Un panel Delem DA‑53T de 10,1 pulgadas es más que suficiente para trabajos 2D simples, pero una vez que se necesita simulación 3D o configuraciones multietapa, la falta de programación fuera de línea limita rápidamente la productividad.
Los datos del mundo real respaldan esto. Los talleres que utilizan controles habilitados para trabajo fuera de línea reportan aproximadamente un 25 % menos de errores de operador en operaciones de plegado multieje. Un solo programador trabajando en un escritorio puede crear cientos de programas por semana, dejando la prensa libre para la producción real en lugar de servir como terminal de programación.
La funcionalidad fuera de línea supera al tamaño de la pantalla porque cambia la forma de trabajar. Una pantalla más grande puede mejorar la visibilidad, pero la programación fuera de línea elimina por completo el tiempo inactivo.
Si tus operadores no utilizan realmente la interfaz de control, tu inversión se desperdicia. Un controlador de gama alta solo aporta valor cuando sus funciones se ponen en práctica. Muchos talleres gastan de más sin querer—eligiendo sistemas avanzados llenos de menús complejos—solo para ver cómo los operadores los abandonan tan pronto como la producción se intensifica, recurriendo a anulaciones manuales o modos básicos de operación.
Los controles DA‑66T y DA‑69T de Delem dominan el mercado por una razón clara: los operadores pueden pasar de la configuración a la producción con solo unos pocos toques. La mayoría alcanza entre un 90 % y un 95 % de dominio en dos días. En cambio, las interfaces profesionales de Cybelec, como la Modeva y similares, suelen requerir una semana o más de capacitación, lo que las hace menos prácticas para talleres con alta rotación de personal o niveles de habilidad variables.
Los sistemas ESA S640 y S875W ofrecen una flexibilidad excepcional, permitiendo lógica PLC personalizada, pantallas HMI totalmente reconfigurables y control de decenas de ejes, pero ese mismo poder puede abrumar a operadores con menos experiencia. Los datos de campo muestran que, en entornos de menor cualificación, hasta un 30 % de la capacidad del sistema queda sin usar porque los operadores omiten las herramientas 3D y dependen de ajustes manuales.
Incluso el diseño del hardware juega un papel crucial. En entornos polvorientos o donde se usan guantes, muchos talleres prefieren controles con botones, como el DA‑65R, que minimizan los errores táctiles y las entradas accidentales. Una línea de fabricación recuperó aproximadamente 15 horas productivas por semana después de reemplazar un panel táctil DA‑42T defectuoso por una interfaz basada en botones durante una modernización.
Una prueba sencilla puede revelar si el control se adapta a tu equipo: entrega a tu operador menos familiarizado con la tecnología una secuencia de 10 pliegues. Si recurre a ajustes manuales de los ejes X o R, la interfaz es demasiado compleja para tu personal. En ese caso, un sistema Delem simplificado, con sincronización de ejes intuitiva, producirá resultados más consistentes que un controlador lleno de funciones que nadie utiliza al máximo.
Un controlador puede ser la herramienta más productiva de tu prensa plegadora o el accesorio más caro acumulando polvo. Igualar la capacidad del sistema con el nivel de habilidad de los operadores garantiza que obtengas el rendimiento por el que pagaste.
Muchos compradores creen erróneamente que las herramientas para prensas plegadoras son intercambiables, un concepto equivocado y costoso. En la práctica, el perfil del vástago determina todo el ecosistema de herramientas subsiguiente. Las herramientas de estilo americano, identificables por su estrecho vástago de 0,50 pulgadas (12,7 mm), fueron diseñadas para cambios rápidos y manuales que minimizan el tiempo de inactividad en entornos de fabricación general. Funcionan bien en trabajos repetitivos con tolerancias amplias, pero esta conveniencia se logra a costa de la precisión sostenida. Cada cambio desgasta ligeramente la interfaz del sujetador; después de una docena de ciclos de configuración, la precisión del pliegue puede variar en 0,01 pulgadas, suficiente para que las piezas aeroespaciales o electrónicas queden fuera de especificación.
Las herramientas de estilo europeo siguen un camino fundamentalmente distinto. Su vástago más ancho de 13 mm, combinado con ranuras laterales, se bloquea firmemente en las mordazas de cuña, permitiendo una alineación altamente repetible con tolerancias tan ajustadas como 0,0004 pulgadas. Estos sistemas funcionan perfectamente con plegadoras CNC que requieren retroalimentación angular precisa. El inconveniente: una vez que inviertes en una máquina diseñada para un estilo, quedas atado a ese formato. Una prensa de estilo americano no se adapta a herramientas europeas sin adaptadores especiales, y esos adaptadores alteran la geometría de conformado, las alturas de referencia e incluso las clasificaciones de capacidad de carga.
La sorpresa desagradable suele aparecer cuando llega una prensa “lista para usar” de segunda mano con herramientas que no coinciden con tu máquina. Aproximadamente el 70 % de las unidades de estilo americano usadas, vendidas como “listas para trabajar”, incluyen punzones muy desgastados incompatibles con las abrazaderas de estilo europeo. Esa incompatibilidad puede detener tu primer lote de producción, obligándote a esperar semanas por adaptadores o punzones de reemplazo que pueden costar casi tanto como el pago inicial. Esta no es una elección de mejora posterior: es una decisión de plataforma fundamental que se toma desde el primer día.
Los anuncios en línea suelen presumir de “680 kg de herramientas incluidas”, pero el peso en sí no importa si el acero no resiste el uso real. Las herramientas de grado de producción genuino están endurecidas a por lo menos HRC 50; cualquier cosa por debajo de HRC 45 no es más que decoración de taller. Las herramientas más blandas pueden deformarse después de solo unos cientos de pliegues de acero dulce de 6 mm, redondeando sus bordes y alterando los ángulos, lo que conduce a retrabajos costosos. Al final, los compradores pagan por enviar lo que equivale a chatarra.
Antes del envío o la inspección en sitio, confirma el ancho del vástago y la dureza del dado. Solicita al vendedor un certificado del material o, al menos, una lectura de dureza tomada en la punta de un punzón. Verifica que todas las secciones tengan la misma longitud: piezas de 4 pulgadas desiguales no distribuirán la fuerza uniformemente a lo largo de una cama de 3 metros. Un conjunto auténtico, listo para trabajar, debe incluir secciones de al menos 300 mm, permitiéndote realizar una prueba de alineación a baja presión, alrededor del 10–15 % de la capacidad nominal de la prensa. Si las puntas no se alinean o detectas grietas en el valle del dado, considera las herramientas “incluidas” como destinadas a la chatarra.
Los reacondicionadores industriales que monitorean más de 200 instalaciones informan que aproximadamente el 40 % de los punzones y dados incluidos terminan desechándose en los primeros 90 días debido a dureza inadecuada o geometría defectuosa. Una prueba rápida en el taller puede ahorrar tiempo: dobla una muestra de tu propia producción a 90°. Si el radio del punzón se desplaza más de 0,5 mm o comienza a descascararse, la herramienta es inutilizable. Reemplazar un conjunto endurecido de 3 metros agregará inmediatamente entre 2 500 y 4 000 USD a tus costos de adquisición.
Los adaptadores pueden parecer una solución económica: mantener sus punzones actuales mientras cambia los estilos de sujeción, pero las cifras a menudo desmienten esta suposición. Convertir una prensa plegadora de estilo americano para usar herramientas europeas significa comprar portaherramientas con precios entre $2,000 y $4,000 cada uno, más alrededor de $1,500 en mano de obra de instalación. Equipar una cama de 3 metros completa puede consumir entre $10,000 y $20,000 antes de producir siquiera su primera curva.
Más allá del gasto, los adaptadores reducen el rendimiento. Al actuar como una capa intermedia, se flexionan bajo carga, reduciendo el tonelaje disponible en un 20–30 %. Una prensa de 100 toneladas funciona efectivamente como una de 70 toneladas, obligando a velocidades de plegado más lentas para evitar fracturas. Para talleres que trabajan con acero inoxidable o placas de más de 3 mm de espesor, esta disminución impacta directamente la productividad y puede causar ángulos inconsistentes a lo largo de bridas extendidas.
Al considerar los costos totales de propiedad, reemplazar directamente la herramienta suele ser la opción más económica. Las herramientas europeas de precisión para una prensa estándar de 3 metros suelen costar entre $8,000 y $12,000—menos que el gasto combinado de adaptadores y el mantenimiento continuo. Los adaptadores suelen desgastarse el doble de rápido y pueden anular las garantías del fabricante al alterar el modo en que se transmiten las cargas.
| Escenario de cambio | Costo de adaptador (configuración completa) | Reducción de tonelaje | Mantenimiento anual extra | Punto de equilibrio vs. reemplazo total de herramienta |
|---|---|---|---|---|
| Americano → Europeo (cama de 3 m) | $10k–$15k | disminución del 20–25% | $2k/año | ≈ 18 meses (uso de alto volumen) |
| Europeo → Americano | $6k–$10k | disminución del 10–15% | $1.5k/año | ≈ 12 meses (trabajo de menor precisión) |
| Portaherramientas híbridos personalizados | $15k–$25k | ninguno | $3k/año | Nunca — solo para aplicaciones especializadas |
La experiencia de un taller demuestra el costo oculto de usar adaptadores. Después de modificar una prensa plegadora estadounidense de 150 toneladas de segunda mano con abrazaderas de estilo europeo para trabajos de aluminio de precisión, los operadores comenzaron a lidiar con una desviación persistente de ángulo de 0,2° en menos de medio año. Al final, abandonaron los adaptadores e invirtieron en punzones europeos de altura completa. El gasto combinado terminó duplicando su presupuesto de herramientas y retrasó la producción tres meses.
La conclusión no es que las herramientas europeas sean siempre mejores que las americanas, sino que se debe tomar una decisión informada desde el principio. Tu elección de estándar de herramientas da forma a cada inversión futura: matrices, portaherramientas, sistemas de coronado e incluso la disposición de tus estanterías de almacenamiento. Pasar por alto esta alineación puede convertir una prensa plegadora de precio ganga en un error costoso, requiriendo correcciones de cinco cifras antes de que empiece tu primer trabajo de producción.
Muchos compradores confían en fotos o especificaciones técnicas para juzgar el estado de una prensa plegadora, pero la evidencia más reveladora es una prueba de flexión en tiempo real y a lo largo de toda la longitud. Idealmente, esto debe hacerse con tu propia pieza de muestra o con herramientas idénticas a las que planeas usar. Pide al operador que alimente el material a lo largo de todo el ancho de la bancada de izquierda a derecha, con la cámara capturando claramente el ala doblada en cada etapa. Esto revelará la consistencia del ángulo y mostrará si el sistema de coronado o compensación funciona de manera uniforme a lo largo de la bancada.
Solicita una prueba inmediata: instruye al operador para que mida y anuncie el ángulo de flexión o la altura del ala en tres puntos —extremo izquierdo, centro y extremo derecho— usando un medidor de ángulo o calibrador claramente visible. Si estas mediciones caen fuera de tus tolerancias (por ejemplo, una desviación superior a ±0,1° para trabajos de precisión o una variación de ±0,5 mm en la longitud del ala), es una señal clara de un sistema de coronado defectuoso, una bancada desgastada o un ariete desalineado. Estas fallas son costosas de reparar, lo que convierte la flexión de prueba en tu punto de control decisivo antes de comprometerte con el envío.
Bajo carga, el ruido hidráulico puede revelar problemas invisibles a simple vista. Con la pieza de trabajo en posición y el ariete manteniendo la presión, pide al operador que acerque la cámara al compartimento de la bomba y a los marcos laterales. Aprende a distinguir el zumbido suave y constante de un sistema hidráulico en buen funcionamiento del silbido agudo y sostenido que indica problemas, como engranajes de bomba rayados, cavitación en las líneas de fluido o válvulas proporcionales defectuosas. Los ruidos fuertes de molienda o pulsaciones rítmicas sugieren cojinetes desgastados o restricciones en el flujo del fluido, problemas que eventualmente se traducen en una fuerza de flexión desigual y variaciones impredecibles en los ángulos.
Si es posible, examina el estado del aceite hidráulico: pide al vendedor que muestre brevemente el visor de nivel. Un aspecto lechoso indica contaminación por agua, mientras que un aceite oscuro implica descomposición térmica. Ambos escenarios son costosos de solucionar y constituyen señales tempranas de falla inminente de la bomba o de las válvulas. Ignorar estas señales auditivas y del fluido es una de las formas más rápidas de terminar con una máquina que parece estar en buen estado pero que sufre tiempos de inactividad crecientes y pérdida de productividad.
La repetibilidad es la esencia de una prensa plegadora. Tanto el tope trasero —la barrera móvil que posiciona el material— como los ejes Y responsables del movimiento vertical del ariete deben alcanzar de manera constante sus posiciones programadas ciclo tras ciclo. Solicita tres flexiones idénticas sucesivas, usando el mismo material y configuración de herramientas. Pide al operador que mantenga la cámara enfocada en la pantalla del controlador durante todo el proceso, para que puedas monitorear las lecturas de posición conforme termina cada ciclo.
Luego exige una verificación práctica: mide las longitudes o desplazamientos de las alas en las piezas terminadas de cada ciclo comparándolas con tus tolerancias permitidas. Si las lecturas de posición del controlador varían o las dimensiones de las piezas difieren más de ±0,05 mm en trabajos de alta precisión (o ±0,1–0,2 mm para fabricación estándar), el culpable podría ser guías lineales desgastadas, conjuntos de tope trasero flojos o servomotores mal calibrados. Estas fallas socavan la productividad de forma constante, especialmente en programas de múltiples dobleces donde las pequeñas imprecisiones se acumulan rápidamente.
Al solicitar un video de inspección de 10 minutos, detalla cada paso para evitar contenido vago o incompleto:
Su mensaje al vendedor debe ser inequívoco: “El metraje debe confirmar que mi pieza de muestra cumple la tolerancia en los tres puntos de medición, que la posición Y/tope trasero se repite dentro de las especificaciones en tres ciclos consecutivos, y que los hidráulicos funcionan sin ruidos agudos o irregulares bajo carga. Cualquier desviación es motivo para rechazar el envío o renegociar el precio con un compromiso de servicio definido.”
Al insistir en pruebas concretas dentro de un plazo ajustado, elimina la incertidumbre y obliga al vendedor a demostrar la verdadera capacidad de la máquina en condiciones de trabajo. Este método de inspección directo revela problemas como mal ajuste de herramientas, desgaste de la bomba, fallos de repetibilidad y errores de alineación antes de gastar miles en transporte, convirtiéndolo en uno de los pasos más críticos para evaluar una prensa plegadora.
El video de inspección muestra lo que el vendedor puede demuestra. El siguiente paso es aprender lo que la máquina requerirá de su instalación, sus electricistas y su presupuesto en el momento de su llegada. Aquí es donde transacciones que parecen perfectas en video a menudo fracasan en la práctica.
Comprar una prensa plegadora no es tan sencillo como bajarla de un camión: supone un cambio estructural importante para tu taller. Los bastidores de alto tonelaje actúan como enormes diapasones, y si no se asientan sobre una base correctamente diseñada, las vibraciones convertirán los dobleces precisos en ángulos inconsistentes y desgastarán el bastidor mucho más rápido. Para una unidad de 10 pies y 100 toneladas, solo el trabajo de hormigón puede costar entre $10,000 y $50,000. La pregunta más pasada por alto —y la más importante— es: “¿Exactamente qué grosor debe tener la losa para este modelo?” Si el vendedor no puede darte tanto una medida como un diagrama, acabas de descubrir tu primer gasto oculto.
Pasar una máquina de 20–40 toneladas por una puerta estándar es pura fantasía, a menos que estés dispuesto a desmontar componentes clave. Los servicios de grúa, aparejadores certificados, nivelación posterior a la instalación y preparación de ventilación para los servomotores suelen añadir otros $5,000–$15,000. Los talleres que esperan una instalación “enchufar y listo” aprenden rápidamente que los tanques hidráulicos y los paneles trifásicos no se dejan llevar por el optimismo; convertir a alimentación de 460 V o mejorar la ventilación a un sistema libre de polvo puede sumar fácilmente otros $2,000–$8,000.
Un propietario de taller relató haber perdido medio día de trabajo pagado de corte por plasma intentando “solo preparar el piso”. Ese tiempo de inactividad duplicó el costo real de la instalación. La historia resuena porque revela la verdadera trampa: los primeros 90 días no solo drenan tu presupuesto, sino también tu impulso. El momento más económico en la vida de una prensa plegadora es el día en que firmas la orden de compra.
Las máquinas usadas prometen gratificación instantánea con etiquetas como “disponible ahora”, “lista para operar” o “en stock”. Pero los números se inclinan en la dirección equivocada tan pronto como pones la máquina incorrecta en ciclos de producción completos. Una prensa CNC de 140 toneladas completamente nueva puede tardar entre 20 y 45 días en llegar, pero en tres años suele ser entre un 15 y un 30% más barata que las supuestas gangas de máquinas usadas ya lastradas con bombas hidráulicas agotadas, topes traseros imprecisos y sistemas de compensación desgastados.
Las bombas hidráulicas que se acercan a las 10,000 horas fallan con regularidad predecible. Esa sutil desviación de 0,5 mm en el tope trasero que viste en un video puede traducirse en una pérdida de productividad del 20–40% una vez que se cargan las piezas reales. Un taller gastó $80 k en una prensa usada, solo para acumular más de $60 k en reparaciones durante los primeros 90 días. Otro siguió rellenando el aceite de una “gran oferta” Wysong hasta que las cuentas fueron innegables: una máquina nueva les habría ahorrado $25 k anuales en tiempo de inactividad no programado.
Puede parecer contraproducente, pero los números son consistentes: una unidad nueva de $150 k más $15 k de instalación casi siempre supera a una usada de $80 k con $50 k en reparaciones una vez que se considera el costo real del tiempo de actividad. La máquina que está “disponible ahora” suele tener ese estado por una razón: su último propietario ya pagó caro por comprender esta ecuación.
Imprime esta lista y mantenla junto a tus notas. Si dos casillas se vuelven rojas, aléjate. En ese momento, no estás comprando acero, estás comprando certeza.
Hay una pregunta que atraviesa cualquier argumento de venta: “Ejecuta mi pieza diez veces bajo carga y envíame el video junto con un desglose de costos a tres años antes de que termine el día.” Los proveedores que pueden entregar eso merecen tu confianza. Los que no pueden, ya te han dado tu respuesta.
Lo que te devuelve a ese primer momento mirando las fotos brillantes en línea: la verdad de que la prensa plegadora más barata es aquella que nunca llega a tu taller.


















